
カテーテルおよびカテーテルの製造方法
【課題】高分子スリーブは、2つのチューブの隣接部分(すなわち、連結部分)のそのものの強度を高めるものの、その連結部分とそれ以外の部分との境界付近、すなわち、連結部分の周囲の強度を高められない。そのため、この連結部分の周囲が破断しやすくなる。破断しにくいカテーテルを提供する。
【解決手段】接続チューブ13が、自身の一部の外壁を、チューブ状のバルーン11の内壁から遠位チューブ21の内壁にまでまたがりつつ、それら内壁につなげることで、両チューブ11・21が連結される。
【解決手段】接続チューブ13が、自身の一部の外壁を、チューブ状のバルーン11の内壁から遠位チューブ21の内壁にまでまたがりつつ、それら内壁につなげることで、両チューブ11・21が連結される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、カテーテルおよびカテーテルの製造方法に関する。
【背景技術】
【0002】
バルーンカテーテルおよびステントは、体内脈管に形成された狭窄部を拡張し、経路を確保するために広く使用される(なお、ステントは、デリバリーカテーテルと呼ばれるバルーンカテーテル等に折畳まれて装着され、デリバリーカテーテルの体内挿入によって、所定位置に搬送された後、拡張される;なお、ステントを装着したデリバリーカテーテルは、ステントデリバリーカテーテルとも称される)。
【0003】
バルーンカテーテルの種類としては、シャフトチューブ全長における一部分に、ガイドワイヤルーメンを形成した高速交換型カテーテルと、シャフトチューブ全長に、ガイドワイヤルーメンを含ませたオーバー・ザ・ワイヤー型カテーテルとが挙げられる。
【0004】
また、デリバリーカテーテルによって体内に挿入されるステントの種類としては、バルーンカテーテルによって体内に挿入され、圧力流体によって拡張されたバルーンの拡張力によって拡張するバルーン拡張型ステント(Balloon-Expandable Stent)と、形状記憶合金等によって形成されることで、拡張能力を持つ自己拡張型ステント(Self-Expandable Stent)とが、挙げられる。
【0005】
ところで、このようなバルーンカテーテルおよびステントデリバリーカテーテルは、一般的に、強度(剛性)の異なる多数の管状部材をつなぎ合わせることで形成される。そして、このつなげられた部分(連結部分)は、カテーテル操作中において破断しないように、できるだけ高い破断強度を有しなくてはならない。そのため、連結部分は、例えば、連なる管状部材にて向かい合う端同士を、高温の熱で溶着させて形成することがある。
【0006】
一方で、カテーテルは、各部位において、所望の性能を付与させられるような材料およびデザインでなくてはならない。例えば、バルーンカテーテルでは、狭窄部を拡張するためのバルーン部分は、伸びに強く変形しにくい材料で形成され、脈管を通過するシャフトチューブは、柔軟な材料で形成されることが有用である。
【0007】
しかし、性質を異ならせるために、異種の材料が含まれ、その異種の材料同士がつなぎ合わされた場合、材料同士の相溶性が低いために、連結部分の破断強度が低下し、安全上の問題となり得ることがある。
【0008】
そこで、特許文献1のカテーテルでは、2つの管状部材(チューブ)がつなげられる場合、連結部分における破断強度の低下防止のために、両チューブの外壁を被う連結用のチューブが配置される。
【0009】
詳説すると、カテーテルに含まれる2つのチューブの端同士が隣り合うように配置され、その隣り合った箇所(隣接部)にまたがって、外側から高分子スリーブ(連結用のチューブ)が被われる。さらに、この高分子スリーブに、熱収縮チューブが被され、高分子スリーブおよび隣接部付近の材料が熱溶着し、連結部分が形成される。すなわち、このカテーテルでは、高分子スリーブが、2つのチューブの隣接部を補強する。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特表2009−533200号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、高分子スリーブは、2つのチューブの隣接部分(すなわち、連結部分)のそのものの強度を高めるものの、その連結部分とそれ以外の部分との境界付近、すなわち、連結部分の周囲の強度を高められない。そのため、この連結部分の周囲が破断しやすくなる。
【0012】
本発明は、上記の問題点を解決するためになされたものである。そして、その目的は、破断しにくいカテーテル等を提供することにある。
【課題を解決するための手段】
【0013】
カテーテルは、第1チューブ、第2チューブ、および第3チューブを含む。このカテーテルでは、第3チューブは、第1チューブの内部および第2チューブの内部にて、第1チューブから第2チューブに架け渡される。そして、第1チューブの一部、第2チューブの一部、および第3チューブの一部をつなぎあわせる部分である連結部分が形成されることで、第1チューブと第2チューブとが連なる。
【0014】
例えば、連結部分が生じ、その連結部分の周囲が連結部分に比べて強度が劣っていたとする。しかしながら、カテーテルが引っ張られることで、連結部分の周囲(強度劣化部分)が絞られ薄肉化しそうになっても、第3チューブにて連続部分に連なるものの、それ以外の部分(要は、第3チューブの一部で、連結部分にならなかった部分)が、絞られる強度劣化部分に接触し、その強度劣化部分の過度の薄肉化を防止する。そのため、このカテーテルは破断しにくい。
【0015】
なお、第3チューブのうち、連結部分にならない部分である残部分は、第1チューブおよび第2チューブの少なくとも一方から乖離すると好ましい。
【0016】
また、第1チューブの端と第2チューブの端とが向かい合って付き当てられている、または、第1チューブの端と第2チューブの端とが向かい合って、一方のチューブの端が他方のチューブの端の開口に挿入されていても構わない。
【0017】
また、第1チューブ、第2チューブ、および第3チューブのうち、少なくとも1つのチューブは、高分子配向を、自身の全長方向に沿わせると好ましい。
【0018】
このようになっていると、カテーテルの全長方向に、各チューブの高分子配向が沿うようになるので、カテーテルの引っ張りの耐性が高まる。
【0019】
なお、第1チューブの材料、第2チューブの材料、および第3チューブの材料は、例えば、ポリアミド、または、ポリエーテルブロックアミドである。
【0020】
また、例えば、第1チューブの材料と第2チューブの材料とが、異種であることに起因して、カテーテルが破断しやすくなっている場合、カテーテルに、第3チューブが内蔵されていると、この第3チューブが、カテーテルの破断防止に効果的に寄与する。
【0021】
ところで、カテーテルの一例としては、第2チューブが、バルーンであるカテーテル(すなわち、バルーンカテーテル)が挙げられる。
【0022】
また、バルーンの外壁に、ステントを装着したカテーテル(すなわち、ステントデリバリーカテーテル)であっても構わない。
【0023】
なお、以下に示すような、第1チューブ、第2チューブ、および第3チューブを含むカテーテルの製造方法も本発明といえる。すなわち、第3チューブが、第1チューブおよび第2チューブに挿入され、第1チューブの内壁から第2チューブの内壁にまたがるように、第3チューブの外壁が架け渡らされる配置工程と、第3チューブを被う第1チューブの一部分および第2チューブの一部分のうち、第3チューブの全長よりも短い部分だけが、熱を加えられることで、第1チューブ、第2チューブ、および第3チューブがつなげられる連結工程と、を含むカテーテルの製造方法は、本発明といえる。
【発明の効果】
【0024】
本発明によれば、破断しにくいカテーテルとなる。
【図面の簡単な説明】
【0025】
【図1】は、図21のバルーンカテーテルを拡大した部分拡大断面図である。
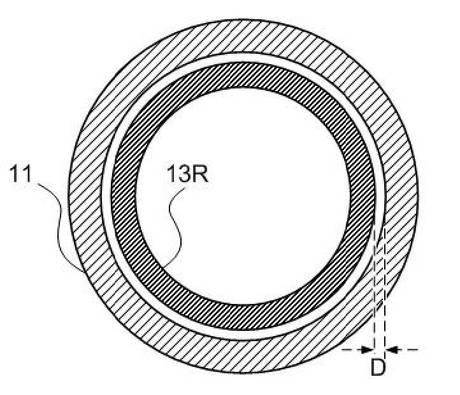
【図2】は、図1におけるバルーンカテーテルのA−A’線矢視断面図である。
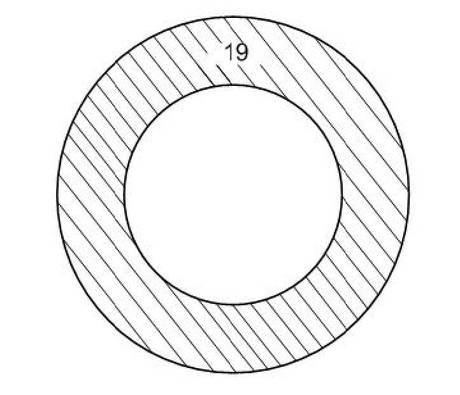
【図3】は、図1におけるバルーンカテーテルのB−B’線矢視断面図である。
【図4】は、図1におけるバルーンカテーテルのC−C’線矢視断面図である。
【図5】は、バルーンカテーテルに含まれる種々チューブをつなげる工程の一工程を示す断面図である。
【図6】は、バルーンカテーテルに含まれる種々チューブをつなげる工程の一工程を示す断面図である。
【図7】は、バルーンカテーテルが引っ張られた状態を示す断面図である。
【図8】は、バルーンカテーテルが引っ張られた状態を示す断面図である。
【図9】は、バルーンカテーテルが引っ張られた状態を示す断面図である。
【図10】は、バルーンカテーテルが引っ張られた状態を示す断面図である。
【図11】は、比較例1のバルーンカテーテルが引っ張られた状態を示す断面図である。
【図12】は、比較例1のバルーンカテーテルが引っ張られた状態を示す断面図である。
【図13】は、比較例2のバルーンカテーテルが引っ張られた状態を示す断面図である。
【図14】は、比較例2のバルーンカテーテルが引っ張られた状態を示す断面図である。
【図15】は、比較例2のバルーンカテーテルが引っ張られた状態を示す断面図である。
【図16】は、バルーンカテーテルの部分拡大断面図である。
【図17】は、バルーンカテーテルの部分拡大断面図である。
【図18】は、バルーンカテーテルの部分拡大断面図である。
【図19】は、バルーンカテーテルの部分拡大断面図である。
【図20】は、バルーンカテーテルの外観を示す斜視図である。
【図21】は、バルーンカテーテルの一部を示す断面図である。
【図22】は、ステントを装着したバルーンカテーテル(ステントデリバリーカテーテル)を示す断面図である。
【発明を実施するための形態】
【0026】
[実施の形態1]
実施の一形態について、図面に基づいて説明すれば、以下の通りである。なお、便宜上、ハッチングや部材符号等を省略する場合もあるが、かかる場合、他の図面を参照するものとする。逆に、便宜上、断面図でなくてもハッチングを使用することもある。また、図面は、便宜上、種々部材の寸法を、見やすいように調整したり、重力を考慮せず図示されたりしている{例えば、後述の図5に示すように、バルーン11および遠位チューブ21に、これらのチューブ11・21の内径よりも小径な外径を有する接続チューブ13が挿入されている場合、重力を考慮せず、接続チューブ13の全外壁(全周囲)と両チューブ11・21の内壁との間に隙間が生じるように図示する}。
【0027】
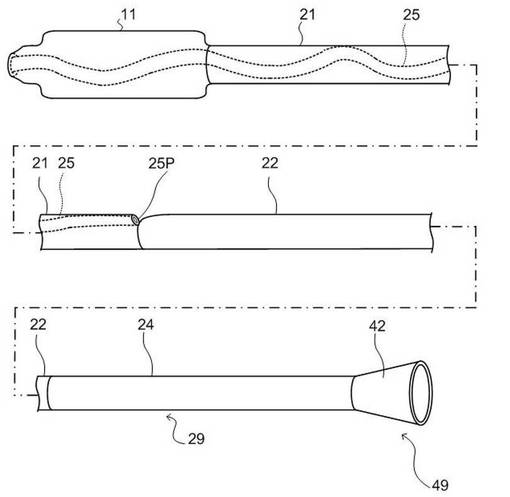
図20は、カテーテル49の一種であるバルーンカテーテル49の外観を示す斜視図であり、図21は、バルーンカテーテル49におけるバルーン11周辺の縦断面図(バルーンカテーテル49の全長方向に沿った断面図)である。
【0028】
図20に示すように、バルーンカテーテル49は、シャフトチューブ29と、シャフトチューブ29の全長方向の一方側に取り付けられたバルーン11と、シャフトチューブ29の全長方向の他方側に取り付けられたハブ42と、を含む。
【0029】
なお、シャフトチューブ29、ひいてはカテーテル49の全長方向(長手方向)における両側の一方側、詳説すると、バルーン11の取り付けられた側を遠位側、シャフトチューブ29の全長方向における両側の他方側、詳説すると、ハブ42の取り付けられた側を近位側、と称する。また、種々部材における遠位側の端を遠位端、近位側の端を近位端と称する。
【0030】
シャフトチューブ29は、遠位チューブ21、中間チューブ22、近位チューブ24、および、ガイドワイヤ用チューブ(GWチューブ)25、を含む。なお、遠位チューブ21、中間チューブ22、および近位チューブ24は、連結されることで一連状に配置され、GWチューブ25は、一連状のチューブの内部に配置される。
【0031】
遠位チューブ[第1チューブ]21は、シャフトチューブ29における外壁の一部を担うチューブであり、自身の全長方向における両側のうちの近位側の端(近位端)を、中間チューブ22の端につなげる。
【0032】
中間チューブ22も、シャフトチューブ29における外壁の一部を担うチューブであり、自身の全長方向における両側のうちの遠位側の端(遠位端)を、遠位チューブ21の近位端につなげる。
【0033】
なお、中間チューブ22と近位チューブ24とのつなげ方(接合の仕方)は、特に限定されない。また、遠位チューブ21および中間チューブ22の材料も、特に限定されず、例えば、ポリオレフィン、ポリオレフィンエラストマー、ポリエステル、ポリエステルエラストマー、ポリアミド、ポリアミドエラストマー、ポリウレタン、ポリウレタンエラストマー、または、ポリエーテルブロックアミドが、材料として挙げられる。
【0034】
近位チューブ24は、シャフトチューブ29における外壁の一部を担うチューブであり、自身の全長方向における両側のうちの遠位側の端(遠位端)を、中間チューブ22の全長方向における両側のうちの近位側の端(近位端)につなげる。
【0035】
なお、中間チューブ22と近位チューブ24とのつなげ方(接合の仕方)は、特に限定されない。また、近位チューブ24の材料も、特に限定されず、例えば、シャフトチューブ29、ひいてはバルーンカテーテル49の操作性を向上させるために、剛性(強度)が必要な場合、近位チューブ24は金属チューブであると好ましい。なお、金属の一例としては、ステンレスまたはその他の金属が挙げられる。
【0036】
GWチューブ25は、不図示のガイドワイヤを通じさせるチューブである。そして、このGWチューブ25は、遠位チューブ21の内部に配置され、自身の全長方向における両側のうちの一方側の開口(ポート)25Pを、シャフトチューブ29の外壁に露出させる。一方、GWチューブ25は、自身の全長方向における両側のうちの他方側の一部を、遠位チューブ21の遠位端から突出させる。なお、GWチューブ25の開口25Pが、カテーテル49の全長方向における中途の部分に位置する場合、そのカテーテル49は、高速交換型のカテーテル49と称される。
【0037】
なお、GWチューブ25の材料は、特に限定されず、例えば、ポリオレフィン、ポリオレフィンエラストマー、ポリエステル、ポリエステルエラストマー、ポリアミド、ポリアミドエラストマー、ポリウレタン、ポリウレタンエラストマー、または、ポリエーテルブロックアミドが、材料として挙げられる。
【0038】
バルーン[第2チューブ]11は、チューブ状で、流体等で満たされることで膨らむ部材であり、シャフトチューブ29の遠位側に取り付けられる。詳説すると、バルーン11は、自身の全長方向における両側のうち、直管状になった近位側の端(近位端)を、遠位チューブ21の遠位端につなげる。一方で、バルーン11は、自身の全長方向における両側のうち、直管状になった遠位側の端(遠位端)を、遠位チューブ21の遠位端から突出したGWチューブ25の端(遠位端)につなげる(なお、直管状の部分は、バルーン11における非拡張の部分でスリーブと称される)。
【0039】
なお、バルーン11と遠位チューブ21とのつなげ方の一例についての詳細は、後述する。一方、バルーン11とGWチューブ25とのつなげ方の一例としては、公知である接着剤による接着、または、熱による融着が挙げられる。
【0040】
また、バルーン11の材料は、特に限定されるものではなく、例えば、二軸延伸可能な材料が挙げられる。例えば、ポリオレフィン、ポリオレフィンエラストマー、ポリエステル、ポリエステルエラストマー、ポリアミド、ポリアミドエラストマー、ポリウレタン、ポリウレタンエラストマー、または、ポリエーテルブロックアミドが、バルーン11の材料として挙げられる。
【0041】
ただし、バルーン11がステント43(後述の図22参照)の拡張に使用される場合、バルーン11の材料は、ステント43を十分に拡張する耐圧強度を有し、かつ、薄肉で柔軟性を有すると好ましく、例えば、ポリエステル、ポリエステルエラストマー、ポリアミド、ポリアミドエラストマー、または、ポリエーテルブロックアミドが挙げられる。
【0042】
また、図20では、スリーブを有するバルーン11が一例として挙がっているが、これに限定されることなく、例えば、スリーブを有さない球体状のバルーンであっても構わない。
【0043】
ハブ42は、バルーンカテーテル49の全長方向における両側のうちの近位側の端(近位端)に取り付けられた部材で、カテーテル49の持ち手等になる。なお、ハブ42の材料は、特に限定されず、例えば、ポリカーボネート、ポリアミド、ポリウレタン、ポリサルホン、ポリアリレート、スチレン−ブタジエンコポリマー、または、ポリオレフィンが挙げられる。
【0044】
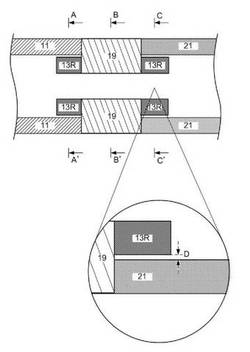
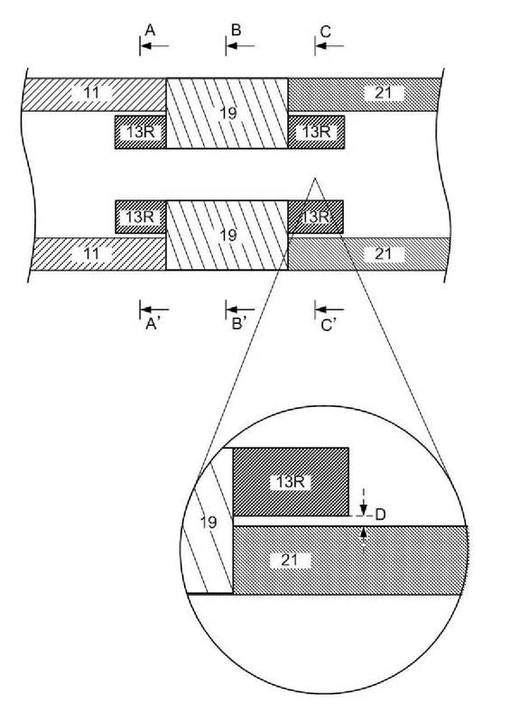
ここで、バルーンカテーテル49に含まれる種々チューブのつなげ方に関して、図面を参照しつつ詳説する(なお、便宜上、図面では、GWチューブ25を省略することもある)。図1は、図21の部分拡大断面図である(図21の波線丸部分の拡大断面図である)。そして、図2〜図4は、図1におけるA−A’線矢視断面図〜C−C’線矢視断面図である。また、図5および図6は、バルーンカテーテル49に含まれる種々チューブをつなげる工程の一工程を示す断面図である。
【0045】
図5に示すように、チューブ状のバルーン11における近位側の一端である近位端は、接続チューブ[第3チューブ]13を介して、遠位チューブ21の遠位端につなげられる。そこで、まず、接続チューブ13について説明する。
【0046】
接続チューブ13は、チューブ11・21の連結に用いられるチューブであり、材料は、特に限定されない。例えば、ポリオレフィン、ポリオレフィンエラストマー、ポリエステル、ポリエステルエラストマー、ポリアミド、ポリアミドエラストマー、ポリウレタン、ポリウレタンエラストマー、または、ポリエーテルブロックアミドが、接続チューブ13の材料として挙げられる(なお、接続チューブ13は、単層チューブでも複層チューブであっても構わないが、コスト的には単層チューブが有利である)。
【0047】
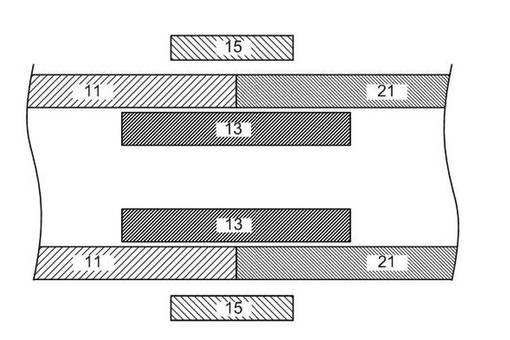
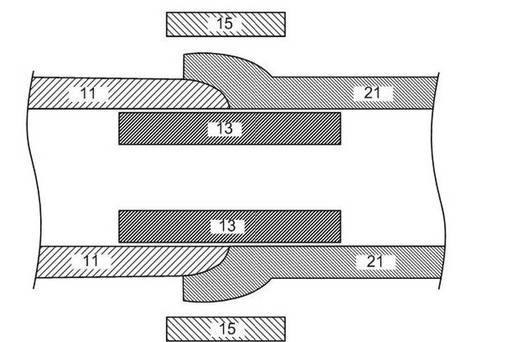
そして、この接続チューブ13は、図5に示すように、隣り合うように配置される遠位チューブ21の遠位端とバルーン11の近位端とにまたがるように配置される。詳説すると、図5では、遠位チューブ21の遠位端とバルーン11の近位端とは、付き当てられ、これらの両チューブ11・21の内部に、接続チューブ13が配置される(いいかえると、接続チューブ13が、遠位チューブ21およびバルーン11に挿入され、遠位チューブ21の内壁からバルーン11の内壁にまたがるように、接続チューブ13が架け渡らされる[配置工程])。
【0048】
このように、種々チューブ11・21・13が配置された後、例えば、接続チューブ13の全長よりも短い全長を有するシュリンクチューブ15が、遠位チューブ21の外壁とバルーン11の外壁とに架け渡り、それら外壁を囲むように配置される(要は、シュリンクチューブ15が、連なっている遠位チューブ21とバルーン11とに、架け渡るように嵌められる)。
【0049】
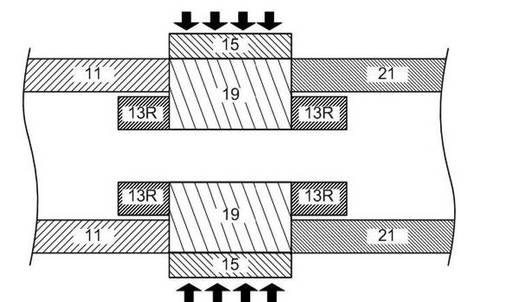
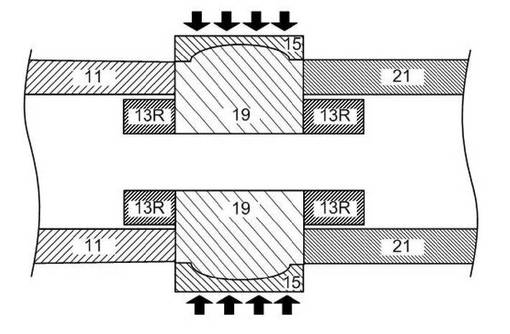
そして、このシュリンクチューブ15に対して熱が加えられる。すると、図6に示すように、シュリンクチューブ15は縮径して(黒色矢印参照)、遠位チューブ21とバルーン11とに密着し、さらに、このシュリンクチューブ15に重なる、遠位チューブ21、バルーン11、および接続チューブ13に、熱が伝わる。
【0050】
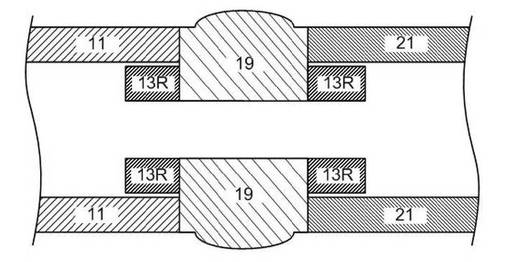
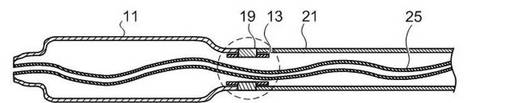
そして、この熱によって、チューブ11・21・13の材料が溶けて、一体化する(溶融固化等で一体化した部分、すなわち、遠位チューブ21の一部、バルーン11の一部、および接続チューブ13の一部のつなぎあった部分は、連結部分19と称される)。なお、連結部分19の形成によって、遠位チューブ21とバルーン11とがつなげられた後、図1に示すように、シュリンクチューブ15は除去される。
【0051】
詳説すると、この接続チューブ13は、自身の一部の外壁を、バルーン11の内壁から遠位チューブ21の内壁にまでまたがりつつ、それら内壁につなげることで、両チューブ11・21が連結される(なお、連結およびつなげるとは、乖離しないようになっていれば、溶着、融着、接着、接続、または接合等のどのような形式であっても構わない)。
【0052】
ただし、接続チューブ13の外壁の一部は、バルーン11の内壁と遠位チューブ21の内壁とに、つながっていない。要は、接続チューブ13は、バルーン11と遠位チューブ21とにつながる部分[連結部分]19と、つながらない部分[残部分;連結部分にはならない部分]13Rとが、混在する。
【0053】
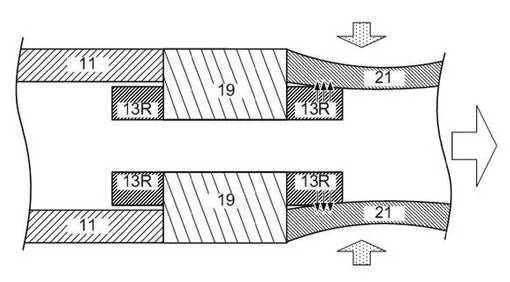
このように、接続チューブ13が遠位チューブ21とバルーン11との内部に収まり、接続チューブ13の一部が遠位チューブ21の一部とバルーン11の一部とに連なるものの、接続チューブ13の残部分13Rが遠位チューブ21とバルーン11とから乖離していると、バルーンカテーテル49が引っ張られた場合、図7〜図10に示すようになる。
【0054】
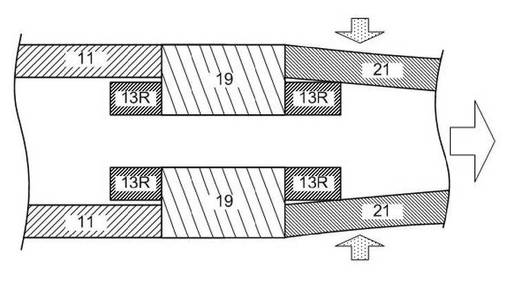
詳説すると、図7に示すように、バルーンカテーテル49の近位側が引っ張られると(白色矢印参照)、連結部分19を境に近位側に配置される遠位チューブ21が、バルーン11よりも先に伸びて、縮径する(網点矢印参照。なお、図7では、遠位チューブ21の剛性が、バルーン11の剛性に比べて弱い例である)。
【0055】
さらに、バルーンカテーテル49の近位側が引っ張られると、図8に示すように、遠位チューブ21の縮径の度合いが高まる(このような縮径現象をネッキングとも称する)。しかしながら、連結部分19を境に近位側に位置する接続チューブ13の一部(残部分)13Rは、ネッキングにより近づいてくる遠位チューブ21の内壁に接触し、これら内壁を過度に近づけさせない(実線矢印参照)。すなわち、狭まる遠位チューブ21の内壁の移動が止められることで、その遠位チューブ21の伸び(遠位チューブ21の薄肉化)が抑えられる。
【0056】
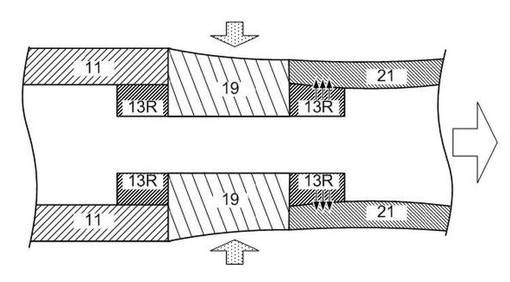
また、このまま、バルーンカテーテル49の近位側が引っ張られると、図9に示すように、連結部分19にも縮径が起きる(網点矢印参照)。ただし、この連結部分19は、遠位チューブ21の一部、バルーン11の一部、および、接続チューブ13の一部を含むことで、比較的大容量の樹脂で形成されているので、破断しにくい。
【0057】
そのため、図10に示すように、連結部分19を境に遠位側に位置するバルーン11が、縮径する(網点矢印参照)。しかしながら、連結部分19を境に遠位側に位置する接続チューブ13の一部(残部分)13Rは、ネッキングにより近づいてくるバルーン11の内壁に接触し、これら内壁を過度に近づけさせない(実線矢印参照)。すなわち、狭まるバルーン11の内壁の移動が止められることで、そのバルーン11の伸び(バルーン11の薄肉化)が抑えられる。
【0058】
以上を踏まえると、各チューブ11・21・13の一部が混ざり合って一体化することで(連結部分19が形成されることで)、両チューブ11・21が一連状につなげられていると、例えば、連結部分19の周辺(例えば、連結部分19の全長方向の両端付近)にて強度の劣化した部分が発生したとしても、その部分が伸びにくくなる。
【0059】
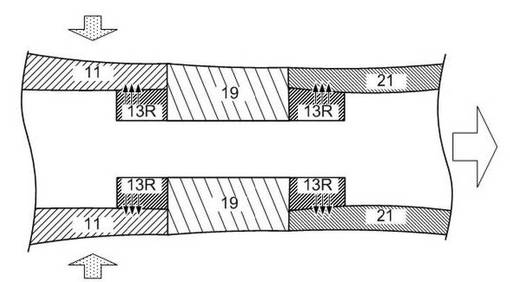
例えば、図1に示すように、バルーンカテーテル49における連結部分19の軸方向(バルーンカテーテル49の全長方向)の両側に、接続チューブ13の残部分13Rが配置されていると、この残部分13Rが、ネッキングするチューブ(遠位チューブ21・バルーン11)に接触して押し返すことで、過度のネッキングが起きない。その結果、ネッキングに起因したチューブ21・11の過度の薄肉化による破断は生じない。その上、接続チューブ13が、遠位チューブ21およびバルーン11の内部に挿入されることから、接続チューブ13に起因して、バルーンカテーテル49の外径が大型化せず、バルーンカテーテル49のトラッカビリティ(Trackability;屈曲血管への追従性)が劣化しない。
【0060】
また、バルーンカテーテル49では、連結部分19にはならない残部分13Rが、自身の全周囲に位置する遠位チューブ21およびバルーン11から乖離する(詳説すると、残部分13Rの全長における大部分の全周囲が、遠位チューブ21の内壁およびバルーン11の内壁から乖離すると好ましい)。
【0061】
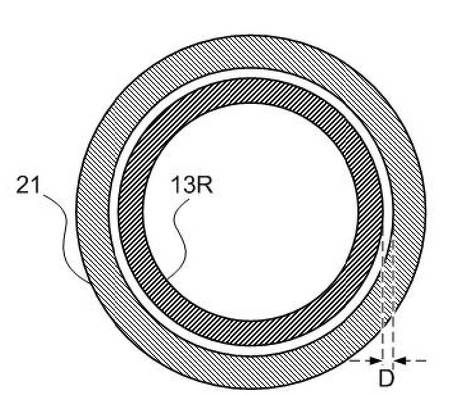
このようなバルーンカテーテル49では、例えば、ネッキングする遠位チューブ21の内壁から接続チューブ13の外壁に至るまでの距離(乖離距離D)は、遠位チューブの内壁と接続チューブの外壁とを密着させている(要は、接続チューブの全部が連結部分になっている)バルーンカテーテルでの遠位チューブの内壁から接続チューブの外壁に至るまでの距離に比べて、長くなる。そのため、遠位チューブ21がネッキングして、はじめて、その遠位チューブ21の内壁と接続チューブ13の外壁とが接触するようになる。
【0062】
したがって、バルーンカテーテル49にて、乖離距離Dが存在すると、遠位チューブ22は、多少伸びてもよいことになるので、バルーンカテーテル49は比較的高い柔軟性を有する。つまり、このバルーンカテーテル49は、破断しにくい上に、柔軟性も担保される。
【0063】
いいかえると、接続チューブ13が、過度に高強度であったり、過度の樹脂量で形成されていたりすると、バルーンカテーテル49の破断を防止できるものの、弊害(例えば、柔軟性の低下)を引き起こしかないが、接続チューブ13の残部分13Rの全周囲が、遠位チューブ21の内壁から乖離することで、弊害と破断防止とのバランスをとっている。
【0064】
なお、図1では、接続チューブ13の残部分13Rが、バルーン11の内壁から乖離しているので、バルーン11も、遠位チューブ21同様、多少伸びてもよいことになるので、一層、バルーンカテーテル49は比較的高い柔軟性を有する。
【0065】
ただし、接続チューブ13の残部分13Rは、図1に示すように、遠位チューブ21およびバルーン11の両方から乖離していることが必須ではなく、遠位チューブ21およびバルーン11の少なくとも一方から乖離している(いいかえると、接続チューブ13の残部分13Rは、自身の全長方向における両側のうち、少なくとも一方側に位置する)だけでも、バルーンカテーテル49は、比較的高い柔軟性を有することになる。
【0066】
このようになっていれば、バルーンカテーテル49が軸方向に沿って引っ張られた場合に、破断しにくいためである。
【0067】
なお、残部分13Rは、遠位チューブ21およびバルーン11の少なくとも一方から、乖離していることが必須ではなく、これらチューブ21・11に密着していても、破断防止に貢献する。すなわち、接続チューブ13に、残部分13Rが存在するだけでよい。
【0068】
また、残部分13Rの位置は、図1では、遠位チューブ21およびバルーン11の両方に重なるように配置されているが、これに限定されることない。すなわち、残部分13Rは、遠位チューブ21およびバルーン11の少なくとも一方に重なるように配置されているだけでもよい。
【0069】
例えば、バルーンカテーテル49において、遠位チューブ21の剛性がバルーン11の剛性に比べて弱く、遠位チューブ21側が引っ張られたような場合、弱い遠位チューブ21がバルーン11よりも先に縮径するので、残部分13Rは、遠位チューブ21に重なるように配置されていれば、十分に、遠位チューブ21の破断を防止する。
【0070】
また、接続チューブ13の材料が、連結対象のチューブ11・21の少なくとも一方と同じ材料であれば好ましい。なぜなら、連結対象のチューブ、例えば、遠位チューブ21を加工することで、接続チューブ13の形成が可能になる。そのため、両チューブ11・21の連結のために、別材料製のチューブが不要になる。また、接続チューブ13の材料と連結対象のチューブの材料とが同じであれば、同材料同士は、確実に溶け合って強固に連結される。
【実施例】
【0071】
なお、以上のようなバルーンカテーテル49の一部分を、具体的に示した実施例(実施例1)と、比較対象のバルーンカテーテルである比較例1・2とを下記に示す。なお、比較例1・2では、便宜上、100番台の部材番号を付す。
【0072】
[実施例1]
遠位チューブ21は、ポリアミドエラストマーを用いた押出成形で形成されており、内径0.60mm、外径0.71mmを有する。
【0073】
バルーン11は、ポリアミドを用いた押出成形で形成されており、内径0.59mm、外径0.69mmを有する。
【0074】
接続チューブ13は、芯材(外径0.50mm)を挿入したポリアミドエラストマー製の管状部材(例えば、遠位チューブ21)を、130℃のダイス(ダイス径0.60mm)に押し通す押出成形で形成される。その結果、この接続チューブ13は、内径0.50mm、外径0.60mmを有する(なお、接続チューブ13の全長は、10mmに設定される)。
【0075】
そして、この接続チューブ13は、外径0.50mmの芯材に嵌められる(なお、接続チューブ13は、若干拡径することで芯材に嵌る)。さらに、この接続チューブ13を被うように、遠位チューブ21とバルーン11とが配置される。詳説すると、接続チューブ13の一方端(設計上、この一方端が遠位端となる)から、その接続チューブ13の全長における中心側に向かって4mmの位置に、遠位チューブ21の遠位端とバルーン11の近位端とが付き当てられて配置される[配置工程]。なお、遠位チューブ21およびバルーン11は、若干拡径することで、接続チューブ13に嵌る。
【0076】
そして、遠位チューブ21とバルーン11との付き当て部分を被うように、シュリンクチューブ15が嵌められ、さらに、このシュリンクチューブ15に、熱風等で熱が加えられる。その結果、遠位チューブ21の一部、バルーン11の一部、および、接続チューブ13の一部が、溶融固化して、連結部分19となる。
【0077】
なお、シュリンクチューブ15の全長は特に限定されず、熱の加え方も特に限定されるものではない(例えば、レーザーまたは金型を用いた熱の加え方であっても構わない)。ただし、接続チューブ13の一方の端から1mmの領域が、遠位チューブ21に溶着せず、接続チューブ13の他方の端から1mmの領域が、バルーン11に溶着しないようにされる(要は、接続チューブ13を被う遠位チューブ21の一部分およびバルーン11の一部分のうち、接続チューブ13の全長よりも短い部分だけが、熱を加えられる;連結工程)。
【0078】
[比較例1]
実施例1と同様の遠位チューブ121とバルーン111とが、接続チューブ113を用いることなく、付き合わされてつなげられる。詳説すると、芯材を挿入された遠位チューブ121とバルーン111との付き当て部分を被うように、シュリンクチューブが嵌められ、さらに、このシュリンクチューブに、熱風等で熱が加えられる。その結果、遠位チューブ121の一部、および、バルーン111の一部が、溶融固化して、連結部分119となる。
【0079】
[比較例2]
実施例1と同様の遠位チューブ121とバルーン111とが付き合わされ、かつ、両チューブ111・121の外側を接続チューブ113で被うことで、両チューブ111・121がつなげられる。詳説すると、芯材を挿入された遠位チューブ121とバルーン111との付き当て部分を被うように、接続チューブ113が嵌められ、さらに、その接続チューブ113を被うようにシュリンクチューブが嵌められる。そして、シュリンクチューブに、熱風等で熱が加えられる。
【0080】
その結果、遠位チューブ121の一部、バルーン111の一部、および接続チューブ113の全部が、溶融固化して、連結部分119となる。なお、接続チューブ113は、内径0.71mm、外径0.83mm、全長10mmである。
【0081】
[対比実験]
実施例1と比較例1・2との対比実験を、以下のようにして行った。具体的には、室温下にて、引張圧縮試験機(株式会社東洋精機製作所製のストログラフEII)のチャック部に、遠位チューブの一端とバルーンの一端とがチャックされ(なお、チャック間距離は15mm)、バルーンが不動の状態で、遠位チューブが引っ張られた。なお、引張速度は、300mm/minである。
【0082】
この実験結果は、以下の通りである。
【0083】
〈実験結果〉
実施例1 比較例1 比較例2
破断荷重(N) 11.28 6.0 7.76
破断伸び(mm) 88.09 43.81 52.4
結果によると、実施例1の方が、比較例1・2に比べて、破断しにくいことがわかる。
【0084】
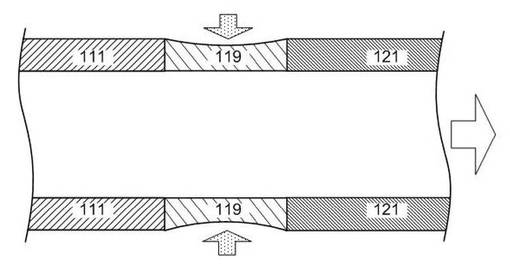
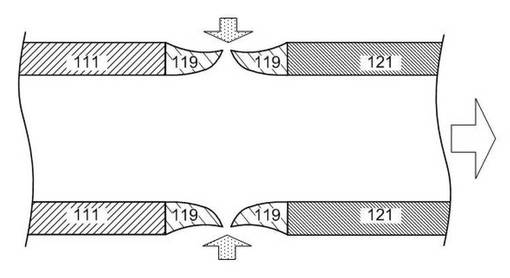
詳説すると、比較例1では、図11に示すように、バルーンカテーテルの近位側が引っ張られる場合(白色矢印参照)、連結部分119が縮径し(網点矢印参照)、最終的に、図12に示すように、連結部分119の中央付近、詳説すると、遠位チューブ121とバルーン111との付き合った部分付近が破断する(したがって、遠位チューブ121およびバルーン111は伸びない)。
【0085】
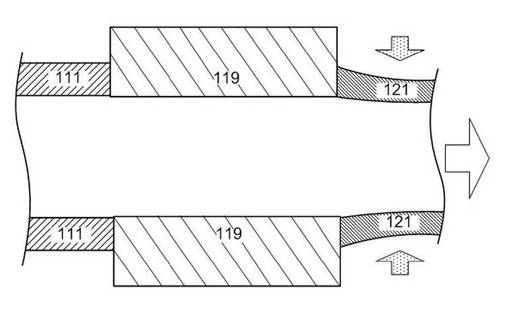
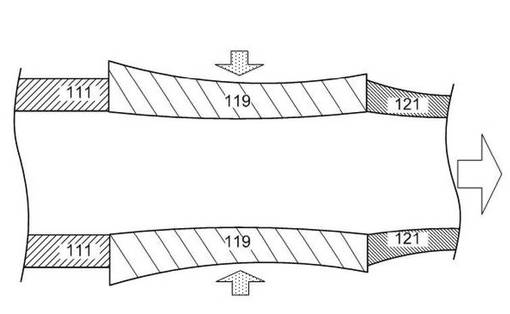
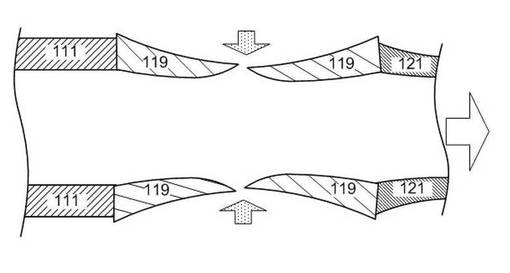
また、比較例2では、図13に示すように、バルーンカテーテルの近位側が引っ張られる場合(白色矢印参照)、まず、遠位チューブ121が縮径し(網点矢印参照)、その後、図14に示すように、連結部分119の中央付近、詳説すると、遠位チューブ121とバルーン111との付き合った部分付近が縮径する。そして、最終的に、図15に示すように、連結部分119の中央付近が破断する(したがって、バルーン111は伸びない)。
【0086】
一方、実施例1では、はじめに遠位チューブ21が伸びるが、接続チューブ13の残部分13Rによって遠位チューブ21の縮径が抑制され、伸びが止まる。続けて、バルーンカテーテル49が伸ばされると、伸びる部位が遠位チューブ21ではなく連結部分19になる。この連結部分19は、伸びるものの樹脂量が比較的多いので、即座に破断せず、比較例1・2で伸び得なかったバルーン11が伸びるようになる。
【0087】
いいかえると、接続チューブ13が、つながる両チューブ11・21の内部にまたがるように配置され、連結部分19が形成されていると、早期に伸びやすく、破断しやすかった連結部分19の伸びるタイミングが後期になることで(要は、連結部分19以外の箇所に、伸びるタイミングが与えられることで、連結部分19の破断タイミングが遅れ)、バルーンカテーテル49全体として、破断に対する耐性が向上する。しかし、許容以上に、バルーンカテーテル49が伸ばされ続けると、全体で一様に伸びて、連結部分19が破断した。
【0088】
なお、比較例1・2のように、遠位チューブ121の材料とバルーン111の材料とが、異種であることに起因して、バルーンカテーテルが破断しやすくなっていたとしても、実施例1のように、異種材料をつなげたバルーンカテーテル49に、接続チューブ13が内蔵されていると、この接続チューブ13が、バルーンカテーテル49の破断防止に効果的に寄与する。
【0089】
[その他の実施の形態]
なお、本発明は上記の実施の形態に限定されず、本発明の趣旨を逸脱しない範囲で、種々の変更が可能である。
【0090】
例えば、図1に示すように、遠位チューブ21の端とバルーン11の端とが向かい合って付き当てられていた。しかし、これに限定されることはない。例えば、図16に示すように、遠位チューブ21の端とバルーン11の端とが向かい合って、例えば、一方のチューブであるバルーン11の端が、他方のチューブである遠位チューブ21の端の開口に挿入されていても構わない。
【0091】
このようになっていても、図17に示すように、遠位チューブ21の外壁とバルーン11の外壁とに架け渡るシュリンクチューブ15が、熱を加えられることで収縮すると、その熱の伝達によって、遠位チューブ21の一部、バルーン11の一部、および接続チューブ13の一部が、溶融固化し、連結部分19となる(なお、連結部分19の形成によって、遠位チューブ21とバルーン11とがつなげられた後、図18に示すように、シュリンクチューブ15は除去される)。
【0092】
そして、このようなバルーンカテーテル49でも、図1のバルーンカテーテル49と同様に、破断しにくい上に、柔軟性も担保される。その上、引っ張られる側のチューブ(遠位チューブ21)が、つながり先のチューブ(バルーン11)の端を包むように被っているので、両チューブ11・21における接触面積が比較的増加し、バルーンカテーテル49の引っ張りに対する耐性が一層高まる。
【0093】
また、遠位チューブ21の遠位端が、バルーン11の近位端を被うことで、バルーンカテーテル49の外側に若干の隆起が生じるものの、例えば、バルーンカテーテル49の外側に接続チューブ13を嵌めるよりも、隆起の度合いを抑えつつ、連結部分19の樹脂量が増加する。そのため、樹脂量の増加に伴って、連結部分19も一層破断しにくくなる。
【0094】
また、接続チューブ13の残部分13Rの全長が、遠位チューブ21の内径およびバルーン11の内径よりも、長いと好ましい。このようになっていれば、残部分13Rが、効率よく、縮径するチューブ11・21に接触して、外側へと押し返せるためである。
【0095】
また、遠位チューブ21、バルーン11、および接続チューブ13のうち、少なくとも1つのチューブは、高分子配向を、自身の全長方向に沿わせると好ましい。
【0096】
例えば、延伸などの手法によって、チューブ11・21・13の少なくとも1つだけでも、材料の高分子鎖を、比較的高度に、自身の全長方向に配向させているとよい。このようになっていると、バルーンカテーテル49の全長方向に、各チューブ11・21・13の高分子配向が沿うようになるので、バルーンカテーテル49の引っ張りの耐性が高まる。
【0097】
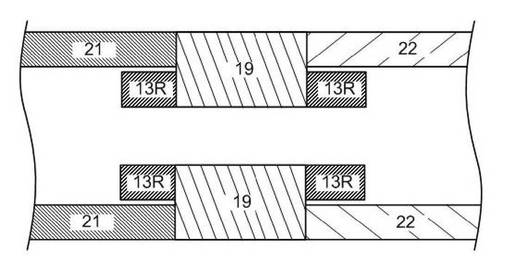
また、以上では、遠位チューブ21とバルーン11との連結の仕方を例に挙げて説明してきたが、これに限定されることはなく、図19に示すように、接続チューブ[第3チューブ]13を用いて、遠位チューブ[第1チューブ]21と中間チューブ[第2チューブ]22とが連結されても構わない。
【0098】
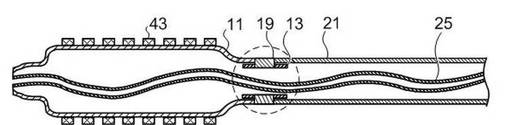
また、バルーンカテーテル49以外のカテーテル、例えば、図22に示すような、バルーン11の外壁に、ステント43を装着したカテーテル(ステントデリバリーカテーテル)49であっても構わない。
【0099】
要は、カテーテル49は、バルーンカテーテル49およびステントデリバリーカテーテル49に限らず、特に限定されない。例えば、バルーン11を有さないカテーテル49(貫通カテーテル49等)であっても構わない。すなわち、カテーテル49は、血管、食道、気管、尿道、または胆管等の脈管に挿入され、管内を治療または拡張するために使用される医療用カテーテルであれば、特に限定されない。
【0100】
なお、図22に示されるステント43は、例えば体腔開在用ステント43であり、バルーン11の拡張に応じて、自身も拡張するタイプである(要は、拡張型ステント43である)。ステント43の材料は、特に限定されず、例えば、SUS316Lのようなステンレスまたはコバルトクロム合金が挙げられる。また、ステント43のデザインも、特に限定されない。
【符号の説明】
【0101】
11 バルーン[第2チューブ]
13 補強チューブ[第3チューブ]
13R 残部分
15 シュリンクチューブ
19 連結部分
21 遠位チューブ[第1チューブ]
22 中間チューブ[第2チューブ]
24 近位チューブ
25 GWチューブ
25P 開口(ポート)
29 シャフトチューブ
42 ハブ
43 ステント
49 カテーテル
【技術分野】
【0001】
本発明は、カテーテルおよびカテーテルの製造方法に関する。
【背景技術】
【0002】
バルーンカテーテルおよびステントは、体内脈管に形成された狭窄部を拡張し、経路を確保するために広く使用される(なお、ステントは、デリバリーカテーテルと呼ばれるバルーンカテーテル等に折畳まれて装着され、デリバリーカテーテルの体内挿入によって、所定位置に搬送された後、拡張される;なお、ステントを装着したデリバリーカテーテルは、ステントデリバリーカテーテルとも称される)。
【0003】
バルーンカテーテルの種類としては、シャフトチューブ全長における一部分に、ガイドワイヤルーメンを形成した高速交換型カテーテルと、シャフトチューブ全長に、ガイドワイヤルーメンを含ませたオーバー・ザ・ワイヤー型カテーテルとが挙げられる。
【0004】
また、デリバリーカテーテルによって体内に挿入されるステントの種類としては、バルーンカテーテルによって体内に挿入され、圧力流体によって拡張されたバルーンの拡張力によって拡張するバルーン拡張型ステント(Balloon-Expandable Stent)と、形状記憶合金等によって形成されることで、拡張能力を持つ自己拡張型ステント(Self-Expandable Stent)とが、挙げられる。
【0005】
ところで、このようなバルーンカテーテルおよびステントデリバリーカテーテルは、一般的に、強度(剛性)の異なる多数の管状部材をつなぎ合わせることで形成される。そして、このつなげられた部分(連結部分)は、カテーテル操作中において破断しないように、できるだけ高い破断強度を有しなくてはならない。そのため、連結部分は、例えば、連なる管状部材にて向かい合う端同士を、高温の熱で溶着させて形成することがある。
【0006】
一方で、カテーテルは、各部位において、所望の性能を付与させられるような材料およびデザインでなくてはならない。例えば、バルーンカテーテルでは、狭窄部を拡張するためのバルーン部分は、伸びに強く変形しにくい材料で形成され、脈管を通過するシャフトチューブは、柔軟な材料で形成されることが有用である。
【0007】
しかし、性質を異ならせるために、異種の材料が含まれ、その異種の材料同士がつなぎ合わされた場合、材料同士の相溶性が低いために、連結部分の破断強度が低下し、安全上の問題となり得ることがある。
【0008】
そこで、特許文献1のカテーテルでは、2つの管状部材(チューブ)がつなげられる場合、連結部分における破断強度の低下防止のために、両チューブの外壁を被う連結用のチューブが配置される。
【0009】
詳説すると、カテーテルに含まれる2つのチューブの端同士が隣り合うように配置され、その隣り合った箇所(隣接部)にまたがって、外側から高分子スリーブ(連結用のチューブ)が被われる。さらに、この高分子スリーブに、熱収縮チューブが被され、高分子スリーブおよび隣接部付近の材料が熱溶着し、連結部分が形成される。すなわち、このカテーテルでは、高分子スリーブが、2つのチューブの隣接部を補強する。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特表2009−533200号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、高分子スリーブは、2つのチューブの隣接部分(すなわち、連結部分)のそのものの強度を高めるものの、その連結部分とそれ以外の部分との境界付近、すなわち、連結部分の周囲の強度を高められない。そのため、この連結部分の周囲が破断しやすくなる。
【0012】
本発明は、上記の問題点を解決するためになされたものである。そして、その目的は、破断しにくいカテーテル等を提供することにある。
【課題を解決するための手段】
【0013】
カテーテルは、第1チューブ、第2チューブ、および第3チューブを含む。このカテーテルでは、第3チューブは、第1チューブの内部および第2チューブの内部にて、第1チューブから第2チューブに架け渡される。そして、第1チューブの一部、第2チューブの一部、および第3チューブの一部をつなぎあわせる部分である連結部分が形成されることで、第1チューブと第2チューブとが連なる。
【0014】
例えば、連結部分が生じ、その連結部分の周囲が連結部分に比べて強度が劣っていたとする。しかしながら、カテーテルが引っ張られることで、連結部分の周囲(強度劣化部分)が絞られ薄肉化しそうになっても、第3チューブにて連続部分に連なるものの、それ以外の部分(要は、第3チューブの一部で、連結部分にならなかった部分)が、絞られる強度劣化部分に接触し、その強度劣化部分の過度の薄肉化を防止する。そのため、このカテーテルは破断しにくい。
【0015】
なお、第3チューブのうち、連結部分にならない部分である残部分は、第1チューブおよび第2チューブの少なくとも一方から乖離すると好ましい。
【0016】
また、第1チューブの端と第2チューブの端とが向かい合って付き当てられている、または、第1チューブの端と第2チューブの端とが向かい合って、一方のチューブの端が他方のチューブの端の開口に挿入されていても構わない。
【0017】
また、第1チューブ、第2チューブ、および第3チューブのうち、少なくとも1つのチューブは、高分子配向を、自身の全長方向に沿わせると好ましい。
【0018】
このようになっていると、カテーテルの全長方向に、各チューブの高分子配向が沿うようになるので、カテーテルの引っ張りの耐性が高まる。
【0019】
なお、第1チューブの材料、第2チューブの材料、および第3チューブの材料は、例えば、ポリアミド、または、ポリエーテルブロックアミドである。
【0020】
また、例えば、第1チューブの材料と第2チューブの材料とが、異種であることに起因して、カテーテルが破断しやすくなっている場合、カテーテルに、第3チューブが内蔵されていると、この第3チューブが、カテーテルの破断防止に効果的に寄与する。
【0021】
ところで、カテーテルの一例としては、第2チューブが、バルーンであるカテーテル(すなわち、バルーンカテーテル)が挙げられる。
【0022】
また、バルーンの外壁に、ステントを装着したカテーテル(すなわち、ステントデリバリーカテーテル)であっても構わない。
【0023】
なお、以下に示すような、第1チューブ、第2チューブ、および第3チューブを含むカテーテルの製造方法も本発明といえる。すなわち、第3チューブが、第1チューブおよび第2チューブに挿入され、第1チューブの内壁から第2チューブの内壁にまたがるように、第3チューブの外壁が架け渡らされる配置工程と、第3チューブを被う第1チューブの一部分および第2チューブの一部分のうち、第3チューブの全長よりも短い部分だけが、熱を加えられることで、第1チューブ、第2チューブ、および第3チューブがつなげられる連結工程と、を含むカテーテルの製造方法は、本発明といえる。
【発明の効果】
【0024】
本発明によれば、破断しにくいカテーテルとなる。
【図面の簡単な説明】
【0025】
【図1】は、図21のバルーンカテーテルを拡大した部分拡大断面図である。
【図2】は、図1におけるバルーンカテーテルのA−A’線矢視断面図である。
【図3】は、図1におけるバルーンカテーテルのB−B’線矢視断面図である。
【図4】は、図1におけるバルーンカテーテルのC−C’線矢視断面図である。
【図5】は、バルーンカテーテルに含まれる種々チューブをつなげる工程の一工程を示す断面図である。
【図6】は、バルーンカテーテルに含まれる種々チューブをつなげる工程の一工程を示す断面図である。
【図7】は、バルーンカテーテルが引っ張られた状態を示す断面図である。
【図8】は、バルーンカテーテルが引っ張られた状態を示す断面図である。
【図9】は、バルーンカテーテルが引っ張られた状態を示す断面図である。
【図10】は、バルーンカテーテルが引っ張られた状態を示す断面図である。
【図11】は、比較例1のバルーンカテーテルが引っ張られた状態を示す断面図である。
【図12】は、比較例1のバルーンカテーテルが引っ張られた状態を示す断面図である。
【図13】は、比較例2のバルーンカテーテルが引っ張られた状態を示す断面図である。
【図14】は、比較例2のバルーンカテーテルが引っ張られた状態を示す断面図である。
【図15】は、比較例2のバルーンカテーテルが引っ張られた状態を示す断面図である。
【図16】は、バルーンカテーテルの部分拡大断面図である。
【図17】は、バルーンカテーテルの部分拡大断面図である。
【図18】は、バルーンカテーテルの部分拡大断面図である。
【図19】は、バルーンカテーテルの部分拡大断面図である。
【図20】は、バルーンカテーテルの外観を示す斜視図である。
【図21】は、バルーンカテーテルの一部を示す断面図である。
【図22】は、ステントを装着したバルーンカテーテル(ステントデリバリーカテーテル)を示す断面図である。
【発明を実施するための形態】
【0026】
[実施の形態1]
実施の一形態について、図面に基づいて説明すれば、以下の通りである。なお、便宜上、ハッチングや部材符号等を省略する場合もあるが、かかる場合、他の図面を参照するものとする。逆に、便宜上、断面図でなくてもハッチングを使用することもある。また、図面は、便宜上、種々部材の寸法を、見やすいように調整したり、重力を考慮せず図示されたりしている{例えば、後述の図5に示すように、バルーン11および遠位チューブ21に、これらのチューブ11・21の内径よりも小径な外径を有する接続チューブ13が挿入されている場合、重力を考慮せず、接続チューブ13の全外壁(全周囲)と両チューブ11・21の内壁との間に隙間が生じるように図示する}。
【0027】
図20は、カテーテル49の一種であるバルーンカテーテル49の外観を示す斜視図であり、図21は、バルーンカテーテル49におけるバルーン11周辺の縦断面図(バルーンカテーテル49の全長方向に沿った断面図)である。
【0028】
図20に示すように、バルーンカテーテル49は、シャフトチューブ29と、シャフトチューブ29の全長方向の一方側に取り付けられたバルーン11と、シャフトチューブ29の全長方向の他方側に取り付けられたハブ42と、を含む。
【0029】
なお、シャフトチューブ29、ひいてはカテーテル49の全長方向(長手方向)における両側の一方側、詳説すると、バルーン11の取り付けられた側を遠位側、シャフトチューブ29の全長方向における両側の他方側、詳説すると、ハブ42の取り付けられた側を近位側、と称する。また、種々部材における遠位側の端を遠位端、近位側の端を近位端と称する。
【0030】
シャフトチューブ29は、遠位チューブ21、中間チューブ22、近位チューブ24、および、ガイドワイヤ用チューブ(GWチューブ)25、を含む。なお、遠位チューブ21、中間チューブ22、および近位チューブ24は、連結されることで一連状に配置され、GWチューブ25は、一連状のチューブの内部に配置される。
【0031】
遠位チューブ[第1チューブ]21は、シャフトチューブ29における外壁の一部を担うチューブであり、自身の全長方向における両側のうちの近位側の端(近位端)を、中間チューブ22の端につなげる。
【0032】
中間チューブ22も、シャフトチューブ29における外壁の一部を担うチューブであり、自身の全長方向における両側のうちの遠位側の端(遠位端)を、遠位チューブ21の近位端につなげる。
【0033】
なお、中間チューブ22と近位チューブ24とのつなげ方(接合の仕方)は、特に限定されない。また、遠位チューブ21および中間チューブ22の材料も、特に限定されず、例えば、ポリオレフィン、ポリオレフィンエラストマー、ポリエステル、ポリエステルエラストマー、ポリアミド、ポリアミドエラストマー、ポリウレタン、ポリウレタンエラストマー、または、ポリエーテルブロックアミドが、材料として挙げられる。
【0034】
近位チューブ24は、シャフトチューブ29における外壁の一部を担うチューブであり、自身の全長方向における両側のうちの遠位側の端(遠位端)を、中間チューブ22の全長方向における両側のうちの近位側の端(近位端)につなげる。
【0035】
なお、中間チューブ22と近位チューブ24とのつなげ方(接合の仕方)は、特に限定されない。また、近位チューブ24の材料も、特に限定されず、例えば、シャフトチューブ29、ひいてはバルーンカテーテル49の操作性を向上させるために、剛性(強度)が必要な場合、近位チューブ24は金属チューブであると好ましい。なお、金属の一例としては、ステンレスまたはその他の金属が挙げられる。
【0036】
GWチューブ25は、不図示のガイドワイヤを通じさせるチューブである。そして、このGWチューブ25は、遠位チューブ21の内部に配置され、自身の全長方向における両側のうちの一方側の開口(ポート)25Pを、シャフトチューブ29の外壁に露出させる。一方、GWチューブ25は、自身の全長方向における両側のうちの他方側の一部を、遠位チューブ21の遠位端から突出させる。なお、GWチューブ25の開口25Pが、カテーテル49の全長方向における中途の部分に位置する場合、そのカテーテル49は、高速交換型のカテーテル49と称される。
【0037】
なお、GWチューブ25の材料は、特に限定されず、例えば、ポリオレフィン、ポリオレフィンエラストマー、ポリエステル、ポリエステルエラストマー、ポリアミド、ポリアミドエラストマー、ポリウレタン、ポリウレタンエラストマー、または、ポリエーテルブロックアミドが、材料として挙げられる。
【0038】
バルーン[第2チューブ]11は、チューブ状で、流体等で満たされることで膨らむ部材であり、シャフトチューブ29の遠位側に取り付けられる。詳説すると、バルーン11は、自身の全長方向における両側のうち、直管状になった近位側の端(近位端)を、遠位チューブ21の遠位端につなげる。一方で、バルーン11は、自身の全長方向における両側のうち、直管状になった遠位側の端(遠位端)を、遠位チューブ21の遠位端から突出したGWチューブ25の端(遠位端)につなげる(なお、直管状の部分は、バルーン11における非拡張の部分でスリーブと称される)。
【0039】
なお、バルーン11と遠位チューブ21とのつなげ方の一例についての詳細は、後述する。一方、バルーン11とGWチューブ25とのつなげ方の一例としては、公知である接着剤による接着、または、熱による融着が挙げられる。
【0040】
また、バルーン11の材料は、特に限定されるものではなく、例えば、二軸延伸可能な材料が挙げられる。例えば、ポリオレフィン、ポリオレフィンエラストマー、ポリエステル、ポリエステルエラストマー、ポリアミド、ポリアミドエラストマー、ポリウレタン、ポリウレタンエラストマー、または、ポリエーテルブロックアミドが、バルーン11の材料として挙げられる。
【0041】
ただし、バルーン11がステント43(後述の図22参照)の拡張に使用される場合、バルーン11の材料は、ステント43を十分に拡張する耐圧強度を有し、かつ、薄肉で柔軟性を有すると好ましく、例えば、ポリエステル、ポリエステルエラストマー、ポリアミド、ポリアミドエラストマー、または、ポリエーテルブロックアミドが挙げられる。
【0042】
また、図20では、スリーブを有するバルーン11が一例として挙がっているが、これに限定されることなく、例えば、スリーブを有さない球体状のバルーンであっても構わない。
【0043】
ハブ42は、バルーンカテーテル49の全長方向における両側のうちの近位側の端(近位端)に取り付けられた部材で、カテーテル49の持ち手等になる。なお、ハブ42の材料は、特に限定されず、例えば、ポリカーボネート、ポリアミド、ポリウレタン、ポリサルホン、ポリアリレート、スチレン−ブタジエンコポリマー、または、ポリオレフィンが挙げられる。
【0044】
ここで、バルーンカテーテル49に含まれる種々チューブのつなげ方に関して、図面を参照しつつ詳説する(なお、便宜上、図面では、GWチューブ25を省略することもある)。図1は、図21の部分拡大断面図である(図21の波線丸部分の拡大断面図である)。そして、図2〜図4は、図1におけるA−A’線矢視断面図〜C−C’線矢視断面図である。また、図5および図6は、バルーンカテーテル49に含まれる種々チューブをつなげる工程の一工程を示す断面図である。
【0045】
図5に示すように、チューブ状のバルーン11における近位側の一端である近位端は、接続チューブ[第3チューブ]13を介して、遠位チューブ21の遠位端につなげられる。そこで、まず、接続チューブ13について説明する。
【0046】
接続チューブ13は、チューブ11・21の連結に用いられるチューブであり、材料は、特に限定されない。例えば、ポリオレフィン、ポリオレフィンエラストマー、ポリエステル、ポリエステルエラストマー、ポリアミド、ポリアミドエラストマー、ポリウレタン、ポリウレタンエラストマー、または、ポリエーテルブロックアミドが、接続チューブ13の材料として挙げられる(なお、接続チューブ13は、単層チューブでも複層チューブであっても構わないが、コスト的には単層チューブが有利である)。
【0047】
そして、この接続チューブ13は、図5に示すように、隣り合うように配置される遠位チューブ21の遠位端とバルーン11の近位端とにまたがるように配置される。詳説すると、図5では、遠位チューブ21の遠位端とバルーン11の近位端とは、付き当てられ、これらの両チューブ11・21の内部に、接続チューブ13が配置される(いいかえると、接続チューブ13が、遠位チューブ21およびバルーン11に挿入され、遠位チューブ21の内壁からバルーン11の内壁にまたがるように、接続チューブ13が架け渡らされる[配置工程])。
【0048】
このように、種々チューブ11・21・13が配置された後、例えば、接続チューブ13の全長よりも短い全長を有するシュリンクチューブ15が、遠位チューブ21の外壁とバルーン11の外壁とに架け渡り、それら外壁を囲むように配置される(要は、シュリンクチューブ15が、連なっている遠位チューブ21とバルーン11とに、架け渡るように嵌められる)。
【0049】
そして、このシュリンクチューブ15に対して熱が加えられる。すると、図6に示すように、シュリンクチューブ15は縮径して(黒色矢印参照)、遠位チューブ21とバルーン11とに密着し、さらに、このシュリンクチューブ15に重なる、遠位チューブ21、バルーン11、および接続チューブ13に、熱が伝わる。
【0050】
そして、この熱によって、チューブ11・21・13の材料が溶けて、一体化する(溶融固化等で一体化した部分、すなわち、遠位チューブ21の一部、バルーン11の一部、および接続チューブ13の一部のつなぎあった部分は、連結部分19と称される)。なお、連結部分19の形成によって、遠位チューブ21とバルーン11とがつなげられた後、図1に示すように、シュリンクチューブ15は除去される。
【0051】
詳説すると、この接続チューブ13は、自身の一部の外壁を、バルーン11の内壁から遠位チューブ21の内壁にまでまたがりつつ、それら内壁につなげることで、両チューブ11・21が連結される(なお、連結およびつなげるとは、乖離しないようになっていれば、溶着、融着、接着、接続、または接合等のどのような形式であっても構わない)。
【0052】
ただし、接続チューブ13の外壁の一部は、バルーン11の内壁と遠位チューブ21の内壁とに、つながっていない。要は、接続チューブ13は、バルーン11と遠位チューブ21とにつながる部分[連結部分]19と、つながらない部分[残部分;連結部分にはならない部分]13Rとが、混在する。
【0053】
このように、接続チューブ13が遠位チューブ21とバルーン11との内部に収まり、接続チューブ13の一部が遠位チューブ21の一部とバルーン11の一部とに連なるものの、接続チューブ13の残部分13Rが遠位チューブ21とバルーン11とから乖離していると、バルーンカテーテル49が引っ張られた場合、図7〜図10に示すようになる。
【0054】
詳説すると、図7に示すように、バルーンカテーテル49の近位側が引っ張られると(白色矢印参照)、連結部分19を境に近位側に配置される遠位チューブ21が、バルーン11よりも先に伸びて、縮径する(網点矢印参照。なお、図7では、遠位チューブ21の剛性が、バルーン11の剛性に比べて弱い例である)。
【0055】
さらに、バルーンカテーテル49の近位側が引っ張られると、図8に示すように、遠位チューブ21の縮径の度合いが高まる(このような縮径現象をネッキングとも称する)。しかしながら、連結部分19を境に近位側に位置する接続チューブ13の一部(残部分)13Rは、ネッキングにより近づいてくる遠位チューブ21の内壁に接触し、これら内壁を過度に近づけさせない(実線矢印参照)。すなわち、狭まる遠位チューブ21の内壁の移動が止められることで、その遠位チューブ21の伸び(遠位チューブ21の薄肉化)が抑えられる。
【0056】
また、このまま、バルーンカテーテル49の近位側が引っ張られると、図9に示すように、連結部分19にも縮径が起きる(網点矢印参照)。ただし、この連結部分19は、遠位チューブ21の一部、バルーン11の一部、および、接続チューブ13の一部を含むことで、比較的大容量の樹脂で形成されているので、破断しにくい。
【0057】
そのため、図10に示すように、連結部分19を境に遠位側に位置するバルーン11が、縮径する(網点矢印参照)。しかしながら、連結部分19を境に遠位側に位置する接続チューブ13の一部(残部分)13Rは、ネッキングにより近づいてくるバルーン11の内壁に接触し、これら内壁を過度に近づけさせない(実線矢印参照)。すなわち、狭まるバルーン11の内壁の移動が止められることで、そのバルーン11の伸び(バルーン11の薄肉化)が抑えられる。
【0058】
以上を踏まえると、各チューブ11・21・13の一部が混ざり合って一体化することで(連結部分19が形成されることで)、両チューブ11・21が一連状につなげられていると、例えば、連結部分19の周辺(例えば、連結部分19の全長方向の両端付近)にて強度の劣化した部分が発生したとしても、その部分が伸びにくくなる。
【0059】
例えば、図1に示すように、バルーンカテーテル49における連結部分19の軸方向(バルーンカテーテル49の全長方向)の両側に、接続チューブ13の残部分13Rが配置されていると、この残部分13Rが、ネッキングするチューブ(遠位チューブ21・バルーン11)に接触して押し返すことで、過度のネッキングが起きない。その結果、ネッキングに起因したチューブ21・11の過度の薄肉化による破断は生じない。その上、接続チューブ13が、遠位チューブ21およびバルーン11の内部に挿入されることから、接続チューブ13に起因して、バルーンカテーテル49の外径が大型化せず、バルーンカテーテル49のトラッカビリティ(Trackability;屈曲血管への追従性)が劣化しない。
【0060】
また、バルーンカテーテル49では、連結部分19にはならない残部分13Rが、自身の全周囲に位置する遠位チューブ21およびバルーン11から乖離する(詳説すると、残部分13Rの全長における大部分の全周囲が、遠位チューブ21の内壁およびバルーン11の内壁から乖離すると好ましい)。
【0061】
このようなバルーンカテーテル49では、例えば、ネッキングする遠位チューブ21の内壁から接続チューブ13の外壁に至るまでの距離(乖離距離D)は、遠位チューブの内壁と接続チューブの外壁とを密着させている(要は、接続チューブの全部が連結部分になっている)バルーンカテーテルでの遠位チューブの内壁から接続チューブの外壁に至るまでの距離に比べて、長くなる。そのため、遠位チューブ21がネッキングして、はじめて、その遠位チューブ21の内壁と接続チューブ13の外壁とが接触するようになる。
【0062】
したがって、バルーンカテーテル49にて、乖離距離Dが存在すると、遠位チューブ22は、多少伸びてもよいことになるので、バルーンカテーテル49は比較的高い柔軟性を有する。つまり、このバルーンカテーテル49は、破断しにくい上に、柔軟性も担保される。
【0063】
いいかえると、接続チューブ13が、過度に高強度であったり、過度の樹脂量で形成されていたりすると、バルーンカテーテル49の破断を防止できるものの、弊害(例えば、柔軟性の低下)を引き起こしかないが、接続チューブ13の残部分13Rの全周囲が、遠位チューブ21の内壁から乖離することで、弊害と破断防止とのバランスをとっている。
【0064】
なお、図1では、接続チューブ13の残部分13Rが、バルーン11の内壁から乖離しているので、バルーン11も、遠位チューブ21同様、多少伸びてもよいことになるので、一層、バルーンカテーテル49は比較的高い柔軟性を有する。
【0065】
ただし、接続チューブ13の残部分13Rは、図1に示すように、遠位チューブ21およびバルーン11の両方から乖離していることが必須ではなく、遠位チューブ21およびバルーン11の少なくとも一方から乖離している(いいかえると、接続チューブ13の残部分13Rは、自身の全長方向における両側のうち、少なくとも一方側に位置する)だけでも、バルーンカテーテル49は、比較的高い柔軟性を有することになる。
【0066】
このようになっていれば、バルーンカテーテル49が軸方向に沿って引っ張られた場合に、破断しにくいためである。
【0067】
なお、残部分13Rは、遠位チューブ21およびバルーン11の少なくとも一方から、乖離していることが必須ではなく、これらチューブ21・11に密着していても、破断防止に貢献する。すなわち、接続チューブ13に、残部分13Rが存在するだけでよい。
【0068】
また、残部分13Rの位置は、図1では、遠位チューブ21およびバルーン11の両方に重なるように配置されているが、これに限定されることない。すなわち、残部分13Rは、遠位チューブ21およびバルーン11の少なくとも一方に重なるように配置されているだけでもよい。
【0069】
例えば、バルーンカテーテル49において、遠位チューブ21の剛性がバルーン11の剛性に比べて弱く、遠位チューブ21側が引っ張られたような場合、弱い遠位チューブ21がバルーン11よりも先に縮径するので、残部分13Rは、遠位チューブ21に重なるように配置されていれば、十分に、遠位チューブ21の破断を防止する。
【0070】
また、接続チューブ13の材料が、連結対象のチューブ11・21の少なくとも一方と同じ材料であれば好ましい。なぜなら、連結対象のチューブ、例えば、遠位チューブ21を加工することで、接続チューブ13の形成が可能になる。そのため、両チューブ11・21の連結のために、別材料製のチューブが不要になる。また、接続チューブ13の材料と連結対象のチューブの材料とが同じであれば、同材料同士は、確実に溶け合って強固に連結される。
【実施例】
【0071】
なお、以上のようなバルーンカテーテル49の一部分を、具体的に示した実施例(実施例1)と、比較対象のバルーンカテーテルである比較例1・2とを下記に示す。なお、比較例1・2では、便宜上、100番台の部材番号を付す。
【0072】
[実施例1]
遠位チューブ21は、ポリアミドエラストマーを用いた押出成形で形成されており、内径0.60mm、外径0.71mmを有する。
【0073】
バルーン11は、ポリアミドを用いた押出成形で形成されており、内径0.59mm、外径0.69mmを有する。
【0074】
接続チューブ13は、芯材(外径0.50mm)を挿入したポリアミドエラストマー製の管状部材(例えば、遠位チューブ21)を、130℃のダイス(ダイス径0.60mm)に押し通す押出成形で形成される。その結果、この接続チューブ13は、内径0.50mm、外径0.60mmを有する(なお、接続チューブ13の全長は、10mmに設定される)。
【0075】
そして、この接続チューブ13は、外径0.50mmの芯材に嵌められる(なお、接続チューブ13は、若干拡径することで芯材に嵌る)。さらに、この接続チューブ13を被うように、遠位チューブ21とバルーン11とが配置される。詳説すると、接続チューブ13の一方端(設計上、この一方端が遠位端となる)から、その接続チューブ13の全長における中心側に向かって4mmの位置に、遠位チューブ21の遠位端とバルーン11の近位端とが付き当てられて配置される[配置工程]。なお、遠位チューブ21およびバルーン11は、若干拡径することで、接続チューブ13に嵌る。
【0076】
そして、遠位チューブ21とバルーン11との付き当て部分を被うように、シュリンクチューブ15が嵌められ、さらに、このシュリンクチューブ15に、熱風等で熱が加えられる。その結果、遠位チューブ21の一部、バルーン11の一部、および、接続チューブ13の一部が、溶融固化して、連結部分19となる。
【0077】
なお、シュリンクチューブ15の全長は特に限定されず、熱の加え方も特に限定されるものではない(例えば、レーザーまたは金型を用いた熱の加え方であっても構わない)。ただし、接続チューブ13の一方の端から1mmの領域が、遠位チューブ21に溶着せず、接続チューブ13の他方の端から1mmの領域が、バルーン11に溶着しないようにされる(要は、接続チューブ13を被う遠位チューブ21の一部分およびバルーン11の一部分のうち、接続チューブ13の全長よりも短い部分だけが、熱を加えられる;連結工程)。
【0078】
[比較例1]
実施例1と同様の遠位チューブ121とバルーン111とが、接続チューブ113を用いることなく、付き合わされてつなげられる。詳説すると、芯材を挿入された遠位チューブ121とバルーン111との付き当て部分を被うように、シュリンクチューブが嵌められ、さらに、このシュリンクチューブに、熱風等で熱が加えられる。その結果、遠位チューブ121の一部、および、バルーン111の一部が、溶融固化して、連結部分119となる。
【0079】
[比較例2]
実施例1と同様の遠位チューブ121とバルーン111とが付き合わされ、かつ、両チューブ111・121の外側を接続チューブ113で被うことで、両チューブ111・121がつなげられる。詳説すると、芯材を挿入された遠位チューブ121とバルーン111との付き当て部分を被うように、接続チューブ113が嵌められ、さらに、その接続チューブ113を被うようにシュリンクチューブが嵌められる。そして、シュリンクチューブに、熱風等で熱が加えられる。
【0080】
その結果、遠位チューブ121の一部、バルーン111の一部、および接続チューブ113の全部が、溶融固化して、連結部分119となる。なお、接続チューブ113は、内径0.71mm、外径0.83mm、全長10mmである。
【0081】
[対比実験]
実施例1と比較例1・2との対比実験を、以下のようにして行った。具体的には、室温下にて、引張圧縮試験機(株式会社東洋精機製作所製のストログラフEII)のチャック部に、遠位チューブの一端とバルーンの一端とがチャックされ(なお、チャック間距離は15mm)、バルーンが不動の状態で、遠位チューブが引っ張られた。なお、引張速度は、300mm/minである。
【0082】
この実験結果は、以下の通りである。
【0083】
〈実験結果〉
実施例1 比較例1 比較例2
破断荷重(N) 11.28 6.0 7.76
破断伸び(mm) 88.09 43.81 52.4
結果によると、実施例1の方が、比較例1・2に比べて、破断しにくいことがわかる。
【0084】
詳説すると、比較例1では、図11に示すように、バルーンカテーテルの近位側が引っ張られる場合(白色矢印参照)、連結部分119が縮径し(網点矢印参照)、最終的に、図12に示すように、連結部分119の中央付近、詳説すると、遠位チューブ121とバルーン111との付き合った部分付近が破断する(したがって、遠位チューブ121およびバルーン111は伸びない)。
【0085】
また、比較例2では、図13に示すように、バルーンカテーテルの近位側が引っ張られる場合(白色矢印参照)、まず、遠位チューブ121が縮径し(網点矢印参照)、その後、図14に示すように、連結部分119の中央付近、詳説すると、遠位チューブ121とバルーン111との付き合った部分付近が縮径する。そして、最終的に、図15に示すように、連結部分119の中央付近が破断する(したがって、バルーン111は伸びない)。
【0086】
一方、実施例1では、はじめに遠位チューブ21が伸びるが、接続チューブ13の残部分13Rによって遠位チューブ21の縮径が抑制され、伸びが止まる。続けて、バルーンカテーテル49が伸ばされると、伸びる部位が遠位チューブ21ではなく連結部分19になる。この連結部分19は、伸びるものの樹脂量が比較的多いので、即座に破断せず、比較例1・2で伸び得なかったバルーン11が伸びるようになる。
【0087】
いいかえると、接続チューブ13が、つながる両チューブ11・21の内部にまたがるように配置され、連結部分19が形成されていると、早期に伸びやすく、破断しやすかった連結部分19の伸びるタイミングが後期になることで(要は、連結部分19以外の箇所に、伸びるタイミングが与えられることで、連結部分19の破断タイミングが遅れ)、バルーンカテーテル49全体として、破断に対する耐性が向上する。しかし、許容以上に、バルーンカテーテル49が伸ばされ続けると、全体で一様に伸びて、連結部分19が破断した。
【0088】
なお、比較例1・2のように、遠位チューブ121の材料とバルーン111の材料とが、異種であることに起因して、バルーンカテーテルが破断しやすくなっていたとしても、実施例1のように、異種材料をつなげたバルーンカテーテル49に、接続チューブ13が内蔵されていると、この接続チューブ13が、バルーンカテーテル49の破断防止に効果的に寄与する。
【0089】
[その他の実施の形態]
なお、本発明は上記の実施の形態に限定されず、本発明の趣旨を逸脱しない範囲で、種々の変更が可能である。
【0090】
例えば、図1に示すように、遠位チューブ21の端とバルーン11の端とが向かい合って付き当てられていた。しかし、これに限定されることはない。例えば、図16に示すように、遠位チューブ21の端とバルーン11の端とが向かい合って、例えば、一方のチューブであるバルーン11の端が、他方のチューブである遠位チューブ21の端の開口に挿入されていても構わない。
【0091】
このようになっていても、図17に示すように、遠位チューブ21の外壁とバルーン11の外壁とに架け渡るシュリンクチューブ15が、熱を加えられることで収縮すると、その熱の伝達によって、遠位チューブ21の一部、バルーン11の一部、および接続チューブ13の一部が、溶融固化し、連結部分19となる(なお、連結部分19の形成によって、遠位チューブ21とバルーン11とがつなげられた後、図18に示すように、シュリンクチューブ15は除去される)。
【0092】
そして、このようなバルーンカテーテル49でも、図1のバルーンカテーテル49と同様に、破断しにくい上に、柔軟性も担保される。その上、引っ張られる側のチューブ(遠位チューブ21)が、つながり先のチューブ(バルーン11)の端を包むように被っているので、両チューブ11・21における接触面積が比較的増加し、バルーンカテーテル49の引っ張りに対する耐性が一層高まる。
【0093】
また、遠位チューブ21の遠位端が、バルーン11の近位端を被うことで、バルーンカテーテル49の外側に若干の隆起が生じるものの、例えば、バルーンカテーテル49の外側に接続チューブ13を嵌めるよりも、隆起の度合いを抑えつつ、連結部分19の樹脂量が増加する。そのため、樹脂量の増加に伴って、連結部分19も一層破断しにくくなる。
【0094】
また、接続チューブ13の残部分13Rの全長が、遠位チューブ21の内径およびバルーン11の内径よりも、長いと好ましい。このようになっていれば、残部分13Rが、効率よく、縮径するチューブ11・21に接触して、外側へと押し返せるためである。
【0095】
また、遠位チューブ21、バルーン11、および接続チューブ13のうち、少なくとも1つのチューブは、高分子配向を、自身の全長方向に沿わせると好ましい。
【0096】
例えば、延伸などの手法によって、チューブ11・21・13の少なくとも1つだけでも、材料の高分子鎖を、比較的高度に、自身の全長方向に配向させているとよい。このようになっていると、バルーンカテーテル49の全長方向に、各チューブ11・21・13の高分子配向が沿うようになるので、バルーンカテーテル49の引っ張りの耐性が高まる。
【0097】
また、以上では、遠位チューブ21とバルーン11との連結の仕方を例に挙げて説明してきたが、これに限定されることはなく、図19に示すように、接続チューブ[第3チューブ]13を用いて、遠位チューブ[第1チューブ]21と中間チューブ[第2チューブ]22とが連結されても構わない。
【0098】
また、バルーンカテーテル49以外のカテーテル、例えば、図22に示すような、バルーン11の外壁に、ステント43を装着したカテーテル(ステントデリバリーカテーテル)49であっても構わない。
【0099】
要は、カテーテル49は、バルーンカテーテル49およびステントデリバリーカテーテル49に限らず、特に限定されない。例えば、バルーン11を有さないカテーテル49(貫通カテーテル49等)であっても構わない。すなわち、カテーテル49は、血管、食道、気管、尿道、または胆管等の脈管に挿入され、管内を治療または拡張するために使用される医療用カテーテルであれば、特に限定されない。
【0100】
なお、図22に示されるステント43は、例えば体腔開在用ステント43であり、バルーン11の拡張に応じて、自身も拡張するタイプである(要は、拡張型ステント43である)。ステント43の材料は、特に限定されず、例えば、SUS316Lのようなステンレスまたはコバルトクロム合金が挙げられる。また、ステント43のデザインも、特に限定されない。
【符号の説明】
【0101】
11 バルーン[第2チューブ]
13 補強チューブ[第3チューブ]
13R 残部分
15 シュリンクチューブ
19 連結部分
21 遠位チューブ[第1チューブ]
22 中間チューブ[第2チューブ]
24 近位チューブ
25 GWチューブ
25P 開口(ポート)
29 シャフトチューブ
42 ハブ
43 ステント
49 カテーテル
【特許請求の範囲】
【請求項1】
第1チューブ、第2チューブ、および第3チューブを含むカテーテルにあって、
上記第3チューブは、上記第1チューブの内部および上記第2チューブの内部にて、上記第1チューブから上記第2チューブに架け渡されており、
上記第1チューブの一部、上記第2チューブの一部、および上記第3チューブの一部をつなぎあわせる部分である連結部分が形成されることで、上記第1チューブと上記第2チューブとが連なるカテーテル。
【請求項2】
上記第3チューブのうち、上記連結部分にならない部分である残部分は、上記第1チューブおよび上記第2チューブの少なくとも一方から乖離する請求項1に記載のカテーテル。
【請求項3】
上記第1チューブの端と上記第2チューブの端とが向かい合って付き当てられている、または、上記第1チューブの端と上記第2チューブの端とが向かい合って、一方の上記チューブの上記端が他方の上記チューブの上記端の開口に挿入される、請求項1または2に記載のカテーテル。
【請求項4】
上記第1チューブ、上記第2チューブ、および上記第3チューブのうち、少なくとも1つのチューブは、高分子配向を、自身の全長方向に沿わせる請求項1〜3のいずれか1項に記載のカテーテル。
【請求項5】
上記第1チューブの材料、上記第2チューブの材料、および上記第3チューブの材料は、ポリアミド、または、ポリエーテルブロックアミドである請求項1〜4のいずれか1項に記載のカテーテル。
【請求項6】
上記第1チューブの材料と上記第2チューブの材料とが、異種である請求項1〜5のいずれか1項に記載のカテーテル。
【請求項7】
上記第2チューブが、バルーンである請求項1〜6のいずれか1項に記載のカテーテル。
【請求項8】
上記バルーンの外壁に、ステントを装着した請求項7に記載のカテーテル。
【請求項9】
第1チューブ、第2チューブ、および第3チューブを含むカテーテルの製造方法にあって、
上記第3チューブが、上記第1チューブおよび上記第2チューブに挿入され、上記第1チューブの内壁から上記第2チューブの内壁にまたがるように、上記第3チューブが架け渡らされる配置工程と、
上記第3チューブを被う上記第1チューブの一部分および上記第2チューブの一部分のうち、上記第3チューブの全長よりも短い部分だけが、熱を加えられることで、上記第1チューブ、上記第2チューブ、および上記第3チューブがつなげられる連結工程と、
を含むカテーテルの製造方法。
【請求項1】
第1チューブ、第2チューブ、および第3チューブを含むカテーテルにあって、
上記第3チューブは、上記第1チューブの内部および上記第2チューブの内部にて、上記第1チューブから上記第2チューブに架け渡されており、
上記第1チューブの一部、上記第2チューブの一部、および上記第3チューブの一部をつなぎあわせる部分である連結部分が形成されることで、上記第1チューブと上記第2チューブとが連なるカテーテル。
【請求項2】
上記第3チューブのうち、上記連結部分にならない部分である残部分は、上記第1チューブおよび上記第2チューブの少なくとも一方から乖離する請求項1に記載のカテーテル。
【請求項3】
上記第1チューブの端と上記第2チューブの端とが向かい合って付き当てられている、または、上記第1チューブの端と上記第2チューブの端とが向かい合って、一方の上記チューブの上記端が他方の上記チューブの上記端の開口に挿入される、請求項1または2に記載のカテーテル。
【請求項4】
上記第1チューブ、上記第2チューブ、および上記第3チューブのうち、少なくとも1つのチューブは、高分子配向を、自身の全長方向に沿わせる請求項1〜3のいずれか1項に記載のカテーテル。
【請求項5】
上記第1チューブの材料、上記第2チューブの材料、および上記第3チューブの材料は、ポリアミド、または、ポリエーテルブロックアミドである請求項1〜4のいずれか1項に記載のカテーテル。
【請求項6】
上記第1チューブの材料と上記第2チューブの材料とが、異種である請求項1〜5のいずれか1項に記載のカテーテル。
【請求項7】
上記第2チューブが、バルーンである請求項1〜6のいずれか1項に記載のカテーテル。
【請求項8】
上記バルーンの外壁に、ステントを装着した請求項7に記載のカテーテル。
【請求項9】
第1チューブ、第2チューブ、および第3チューブを含むカテーテルの製造方法にあって、
上記第3チューブが、上記第1チューブおよび上記第2チューブに挿入され、上記第1チューブの内壁から上記第2チューブの内壁にまたがるように、上記第3チューブが架け渡らされる配置工程と、
上記第3チューブを被う上記第1チューブの一部分および上記第2チューブの一部分のうち、上記第3チューブの全長よりも短い部分だけが、熱を加えられることで、上記第1チューブ、上記第2チューブ、および上記第3チューブがつなげられる連結工程と、
を含むカテーテルの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【公開番号】特開2012−115426(P2012−115426A)
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願番号】特願2010−267094(P2010−267094)
【出願日】平成22年11月30日(2010.11.30)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願日】平成22年11月30日(2010.11.30)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
[ Back to top ]