
カバーガラスの製造方法及びカバーガラス
【課題】エッチングレートを向上させることによりカバーガラスの生産効率を向上し、さらには、複雑な形状であっても、形状精度の高いカバーガラスを形成することができるカバーガラスの製造方法およびカバーガラスを提供する。
【解決手段】カバーガラスは、ダウンドロー法により成形されたガラス基板をエッチング加工し、かつ、ガラス主表面に圧縮応力層を有するように化学強化したカバーガラスである。前記ガラス基板は、成分としてSiO2を50〜70質量%、Al2O3を5〜20質量%、Na2Oを6〜30質量%、および、Li2Oを0〜8質量%未満含む。必要に応じて、CaOを0〜2.6質量%含む。前記ガラス基板は、濃度10質量%のフッ化水素を含む22℃のエッチング環境で、3.7μm/分以上のエッチングレートのエッチング特性を有する。
【解決手段】カバーガラスは、ダウンドロー法により成形されたガラス基板をエッチング加工し、かつ、ガラス主表面に圧縮応力層を有するように化学強化したカバーガラスである。前記ガラス基板は、成分としてSiO2を50〜70質量%、Al2O3を5〜20質量%、Na2Oを6〜30質量%、および、Li2Oを0〜8質量%未満含む。必要に応じて、CaOを0〜2.6質量%含む。前記ガラス基板は、濃度10質量%のフッ化水素を含む22℃のエッチング環境で、3.7μm/分以上のエッチングレートのエッチング特性を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、エッチングで形状加工し、かつ、主表面に圧縮応力層を有するように化学強化したカバーガラス及びこのカバーガラスの製造方法に関する。本実施形態で製造されるカバーガラスは、例えば、携帯電話機、携帯情報端末(PDA:Personal Data Assistance)、デジタルカメラ、フラットパネルディスプレイ(FPD:Flat Panel Display)等の表示画面等を保護する部材として用いるガラス板に適用され得る。
【背景技術】
【0002】
従来より、ガラス基板の強度を化学的に強化した強化ガラスが、例えば、携帯電話機、PDA、デジタルカメラ、FPD等の液晶画面等を保護するカバー材として用いられている。ガラス基板の強化は、イオン交換処理により行われる。
【0003】
近年、携帯電話機やPDA等は薄型、高機能化、形状の複雑化の傾向にある。このため、カバーガラスとして携帯電話機やPDA等に用いられる強化ガラスも、負の曲率を含む凹部や孔部を形成することが求められている。ここで、負の曲率とは、領域の縁に沿って常に左側に領域内部を見ながら進むとき、進むにつれて右側に曲がっていくとき、この輪郭の部分をいう。また、この場合、進むにつれて左側に曲がっていくとき、この輪郭の部分を正の曲率といい、真っ直ぐに進むとき、この輪郭の部分を0の曲率という。
しかし、強化ガラスは表面に圧縮応力層を有しているため、負の曲率の部分を含む凹部や孔部を形成するための外部形状加工が難しいといった問題がある。
【0004】
これに対して、板厚が薄い状態で高い強度を示し、機器に装着した際に機器の薄型化を図ることが可能である携帯端末用カバーガラスが知られている(特許文献1)。
当該カバーガラスを製造するために、板状のガラス基板の主表面にレジストパターンを形成した後、前記レジストパターンをマスクとして、フッ酸と、硫酸、硝酸、塩酸、ケイフッ酸のうち少なくとも1種の酸とを含む混酸水溶液のエッチャントで前記ガラス基板をエッチングすることにより所望の形状に切り抜く。この後、エッチングされたガラス基板に対してイオン交換処理により化学強化が施される。
この方法により、カバーガラスの端面は、溶解ガラス面で構成されてなり、且つ、前記端面の表面粗さは、算術平均粗さRaが10nm以下であるカバーガラスが得られる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−167086号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記方法では、板状ガラス基板を所定形状にエッチングすることにより、負の曲率を持った複雑な形状や孔を有する化学強化されたカバーガラスが得られる。上記方法で行うエッチングにおける処理時間は形状加工処理工程の大部分を占めてカバーガラスの生産効率に大きな影響を与えるため、エッチングの処理時間を短くすることは重要である。
また、上記方法で行うケミカルエッチング処理の際に、フッ酸を含有するエッチャント内で難溶性の化学物質が析出してカバーガラスに付着するため、エッチング処理後のカバーガラスの表面品質を悪化させるばかりか、大量の化学物質がガラス表面に付着する場合は、エッチングの進行を妨げ、処理時間が長くなったり形状精度が低下することがある。
【0007】
そこで、本発明は、エッチングレートを向上させることによりカバーガラスの生産効率を向上することができるカバーガラスの製造方法およびカバーガラスを提供することを目的とする。また、本発明は、複雑な形状であっても、形状精度の高いカバーガラスを形成することができるカバーガラスの製造方法およびカバーガラスを提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の一態様は、カバーガラスの製造方法である。当該方法は、
ダウンドロー法により板状に成形されたガラス基板であって、成分としてSiO2を50〜70質量%、Al2O3を5〜20質量%、Na2Oを6〜30質量%、および、Li2Oを0〜8質量%未満含むガラス基板をエッチングして、形状加工を行う工程と、
形状加工された前記ガラス基板に化学強化を施して圧縮応力層を形成する工程と、を有する。
【0009】
本発明の他の一態様は、カバーガラスの製造方法である。当該方法は、
板状に成形されたガラス基板であって、成分としてSiO2を50〜70質量%、Al2O3を5〜20質量%、Na2Oを6〜30質量%、Li2Oを0〜8質量%未満、およびCaOを0〜2.6質量%含む前記ガラス基板の形状加工を行う工程と、
少なくとも形状加工した前記ガラス基板の端面を、ケミカルエッチングにより加工する工程と、
加工された前記ガラス基板に化学強化を施して圧縮応力層を形成する工程と、を有する。
【0010】
本発明の他の一態様は、カバーガラスである。当該カバーガラスは、ダウンドロー法により板状に成形されたガラス基板であって、エッチングで形状加工し、かつ、ガラス主表面に圧縮応力層を有するように前記ガラス基板を化学強化した板状のガラス基板である。
前記ガラス基板は、成分としてSiO2を50〜70質量%、Al2O3を5〜20質量%、Na2Oを6〜30質量%、およびLi2Oを0〜8質量%未満含む。
前記ガラス基板は、濃度10質量%のフッ化水素を含む22℃のエッチング環境で、3.7μm/分以上のエッチングレートのエッチング特性を有する。
【0011】
本発明の他の一態様は、カバーガラスである。当該カバーガラスは、エッチングで形状加工し、かつ、ガラス主表面に圧縮応力層を有するように前記ガラス基板を化学強化した板状のガラス基板である。
前記ガラス基板は、成分としてSiO2を50〜70質量%、Al2O3を5〜20質量%、Na2Oを6〜30質量%、Li2Oを0〜8質量%未満、およびCaOを0〜2.6質量%含む。
【発明の効果】
【0012】
上記カバーガラスの製造方法およびカバーガラスによれば、エッチングレートを上げることができるので、カバーガラスの生産効率を向上することができる。また、上記カバーガラスの製造方法およびカバーガラスによれば、複雑な形状であっても、形状精度の高いカバーガラスを形成することができるので、カバーガラスの生産効率を向上することができる。
【図面の簡単な説明】
【0013】
【図1】本実施形態のカバーガラスの一例を示す図である。
【図2】図1に示すA−A’線に沿ったカバーガラスの断面を示す図である。
【図3】第1実施形態のガラスの組成とエッチングレートの関係を示す図である。
【図4】(a),(b)は、ガラス板のエッチングの加工精度を評価する方法を説明する図である。
【図5】(a),(b)は、ガラス板の光学顕微鏡により得られる観察像の例である。
【図6】第2実施形態のガラスの組成とエッチングレートの関係を示す図である。
【発明を実施するための形態】
【0014】
以下、本発明のカバーガラスの製造方法およびカバーガラスについて第1実施形態及び第2実施形態に基づいて詳細に説明する。なお、本明細書において、ガラスを構成する成分の含有量を示す%(含有率)は、特に記載のない限り、質量%を示す。
【0015】
第1実施形態及び第2実施形態のカバーガラスとは、携帯電話機、デジタルカメラ、携帯情報端末、フラットパネルディスプレイなどの表示画面の保護に用いられるものをいう。しかし、第1実施形態及び第2実施形態のカバーガラスは、上記の用途に限定されるものではなく、例えば、タッチパネルディスプレイの基板、磁気ディスク用基板、太陽電池用カバーガラス、窓ガラスなどにも適用することができる。第1実施形態では、エッチングレートを上げることができるので、カバーガラスの生産効率を向上することができる。第2実施形態では、カバーガラスの生産効率を向上に加えて、形状精度の高いカバーガラスを形成することができるので、カバーガラスの生産効率をより向上することができる。
【0016】
[第1実施形態のカバーガラス]
図1は、本実施形態の一例であるカバーガラス10を示す図である。図1に示されるカバーガラス10では、板状ガラスの図中の左右の両側において凹部12が形成される。カバーガラス10は、凹部12において、一部分で上述した負の曲率を有する。また、カバーガラス10には、スリット状の孔14が設けられ、この孔14に沿った縁において、上述した負の曲率を有する。
【0017】
図2は、図1に示すカバーガラス10のA−A矢視断面図である。カバーガラス10は、カバーガラス10の主表面において圧縮応力層16が形成され、さらに、カバーガラス10の端面にも圧縮応力層16が形成されている。このようにカバーガラス10の主表面のみならず、端面において圧縮応力層16が形成されるのは、カバーガラス10の形状加工後に化学強化処理が施されるからである。
【0018】
カバーガラス10は、具体的には、ダウンドロー法により成形されたガラス基板をエッチングにより形状加工した後、イオン交換処理により化学強化処理を施して得られる。その際、ガラス基板は、成分としてSiO2を50〜70%、Al2O3を5〜20%、Na2Oを6〜30%、および、Li2Oを0〜8%未満含む。また、このガラス基板は、濃度10質量%のフッ化水素を含む22℃のエッチング環境で、エッチングレートが3.7μm/分以上であるエッチング特性を有する。
以下、カバーガラス10を構成するガラス基板の組成について詳細に説明する。
【0019】
[第1実施形態におけるガラス基板の組成]
第1実施形態におけるカバーガラス10に用いるガラス基板は、SiO2,Al2O3およびNa2Oを含有し、必要に応じて、B2O3,Li2O,K2O,MgO,CaO,SrO,BaO,ZnO,ZrO2,TiO2,P2O5,SnO2およびSO3を含有することができる。
【0020】
(SiO2)
SiO2は、ガラス基板に用いるガラスの骨格をなす必須成分であり、ガラスの化学的耐久性と耐熱性を高める効果を有する。SiO2の含有率が50%未満では、ガラス基板を形状加工するためにエッチングを行うときのエッチングレートは向上する傾向にあるものの、ガラス化が困難であり、耐久性と耐熱性の効果も十分に得ることができない。他方、含有率が70%を超えると、ガラスが失透を起こしやすくなり、ガラス原料の熔融や成形が困難になるとともに、粘性が上昇してガラスの均質化が困難になるので、ダウンドロー法を利用した安価なガラスの大量生産が困難となる。また、含有率が70%を超えると、熱膨張率が過度に低下し金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。さらに、含有率が70%を超えると、低温粘性が過度に上昇することによってイオン交換速度が低下するため、イオン交換により化学強化した場合にも十分な強度を得ることができない。したがって、SiO2の含有率は、50〜70%であり、53〜67%が好ましく、53〜65%がより好ましく、55〜65%がより一層好ましく、58〜63%が特に好ましい。なお、低温粘性は107.6〜1014.5dPa・sにおける温度であるが、本実施形態では1014.5dPa・sにおける温度と定める。
【0021】
(Al2O3)
Al2O3はガラス基板に用いるガラスの骨格をなす必須成分であり、ガラスの化学的耐久性と耐熱性、さらにはイオン交換性能やエッチングによって形状加工を行うときのエッチングレートを高める効果を有している。Al2O3の含有率が5%未満では、上記効果が十分に得られない。他方、Al2O3の含有率が20%を超えると、ガラスの熔融が困難となり、ガラスの粘性が上昇して成形が困難になる。このため、ダウンドロー法を利用した安価なガラスの大量生産が困難となる。また、Al2O3の含有率が20%を超えると耐酸性が過剰に低下するので、カバーガラスとしては好ましくない。また、Al2O3の含有率が20%を超えると、ガラスが失透を起こしやすくなり、耐失透性も低下するので、ダウンドロー法に適用できない。したがって、Al2O3の含有率は5〜20%であり、5〜17%が好ましく、7〜16%がより好ましく、9〜15%が特に好ましい。
【0022】
なお、本実施形態では、SiO2含有率をXとし、Al2O3含有率をYとしたとき、X−1/2・Yが57.5%以下であることが好ましい。X−1/2・Yが57.5%以下である場合、ガラス基板のエッチングレートは効果的に向上し得る。X−1/2・Yの範囲は、56%以下がより好ましく、55%以下がより一層好ましい。
他方、上記X−1/2・Yの範囲が45%未満である場合、エッチングレートは5μm/分以上であるものの、失透温度が高くなるため耐失透性が低下してしまう。したがって、耐失透性とエッチングレート向上の両立を実現させるために、上記X−1/2・Yの範囲が45%以上であることが好ましく、47%以上であることがより好ましく、50%以上が特に好ましい。なお、上記X−1/2・Yの範囲が45%〜57.5%であることが好ましく、47〜56%であることがより好ましく、50〜55%であることがさらに好ましい。
【0023】
(B2O3)
B2O3はガラスの粘性を下げて、ガラス基板に用いるガラスの熔解および清澄を促進する成分である。その含有率が5%を超える場合、ガラスの耐酸性が低下するとともに、揮発量が増加してガラスの均質化が困難になる。また、揮発量が増加することでガラスの成分にムラが生じ、ガラス基板のエッチングにもムラが生じる。つまり、ガラスの領域によってエッチングレートが不均一となってしまうため、B2O3を過剰に含有したガラス基板は、高精度が求められる形状加工のためのエッチングなどには不向きである。さらに、B2O3の含有率が5%を超える場合、歪点も低下するので、ガラス基板に熱処理を施す際にガラスが変形してしまうという不都合が生じる。したがって、B2O3の含有率は0〜5%であることが好ましく、0〜3%がより好ましく、0〜2%未満がより一層好ましく、0.01%未満であって不純物を除き意図的に含有させないことが特に好ましい。B2O3の含有率を0〜5%にすることにより、エッチングレートを向上させるという効果に加え、エッチングのムラを防止することができ、より品質の高いカバーガラスを得ることができる。
【0024】
(Li2O)
Li2Oはイオン交換成分の一つであり、ガラス基板に用いるガラスの粘度を低下させて、ガラスの熔融性や成形性を向上させる成分である。また、Li2Oは、ガラス基板のヤング率を向上させる成分である。さらに、Li2Oは、アルカリ金属酸化物の中では圧縮応力層の応力値を高める効果が高い。しかし、Li2Oの含有率が多くなり過ぎる場合、ガラス基板の強化を行う工程であるイオン交換処理におけるイオン交換塩の劣化がはやくなるという不都合があるため、カバーガラスの製造コストが高くなってしまう。また、Li2Oの含有率が多くなり過ぎる場合、ガラスの熱膨張係数が高くなり過ぎて、ガラスの耐熱衝撃性が低下し、金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。また、Li2Oの含有率が多くなり過ぎる場合、耐熱性が低下することに加え、低温粘性が過度に低下することで、化学強化後の加熱工程で応力緩和が発生し、圧縮応力層の応力値が低下してしまうため、十分な強度のカバーガラスを得ることができない。したがって、Li2Oの含有率は0〜8%未満であり、0〜5%が好ましく、0〜2%がより好ましく、0〜1%がさらにより好ましく、0〜0.02%がより一層好ましく、0.01%未満が望ましく、不純物を除き意図的に含有させないことが特に好ましい。
【0025】
(Na2O)
Na2Oは、イオン交換成分であり、ガラス基板に用いるガラスの高温粘性を低下させて、ガラスの熔融性や成形性を向上させる必須成分である。また、Na2Oは、ガラスの耐失透性を改善する成分である。Na2Oの含有率が6%未満の場合ガラスの熔融性が低下し、熔融のためのコストが高くなってしまう。また、Na2Oの含有率が6%未満の場合イオン交換性能も低下してしまうため、十分な強度を得ることができない。また、Na2Oの含有率が6%未満の場合熱膨張率が過度に低下し、金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。さらに、Na2Oの含有率が6%未満の場合ガラスが失透を起こしやすくなり、耐失透性も低下するので、ダウンドロー法に適用できない。このため、安価なガラスの大量生産が困難となる。他方、Na2Oの含有率が30%を超える場合、低温粘性が低下し、熱膨張率が過度に大きくなり、耐衝撃性が低下し、金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。また、Na2Oの含有率が30%を超えると、ガラスバランスが悪化することによる耐失透性の低下も生じるため、ダウンドロー法を利用した安価なガラスの大量生産が困難となる。したがって、Na2Oの含有率は、6〜30%であり、7〜27%が好ましく、10〜20%がより好ましく、12〜20%がより一層好ましく、13〜19%が特に好ましい。
【0026】
また、本実施形態では、Na2O含有率−Al2O3含有率が、−10〜15%であることが好ましい。Na2O含有率−Al2O3含有率が−10〜15%の範囲内にある場合、カバーガラスの生産効率を向上することができるだけでなく、好適な熱膨張率や耐熱性を維持しつつ、ガラスの熔融性も向上させることができる。そのため、より低い温度でガラスの熔融が可能となり、カバーガラス製造のコストをさらに低減することができる。なお、Na2O含有率−Al2O3含有率のより好ましい範囲は、−5〜13%であり、−5〜10%がより一層好ましく、−3〜5%がさらにより一層好ましい。
【0027】
(K2O)
K2Oは、イオン交換成分であり含有することでガラス基板のイオン交換性能を向上させることができる成分である。また、K2Oはガラスの高温粘性を低下させて、ガラスの熔融性や成形性を向上させると同時に、耐失透性を改善する成分でもある。しかし、K2Oの含有率が多くなり過ぎると、低温粘性が低下し、熱膨張率が過度に大きくなり、耐衝撃性が低下するため、カバーガラスとして好ましくない。また、K2Oの含有量が多くなり過ぎると、金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。また、K2Oの含有率が多くなり過ぎると、ガラスバランス悪化による耐失透性の低下も生じるため、ダウンドロー法を利用した安価なガラスの大量生産が困難となる。したがって、K2Oの含有率は、15%以下であり、10%以下が好ましく、5.6%未満がより好ましく、5%未満がさらに好ましく、4%未満が特に好ましい。他方、K2Oの含有率の下限は、0%以上であり、0.1%以上であることが好ましく、1%以上であることがより好ましく、2%以上であることがさらに好ましい。K2Oの含有率の下限を上記範囲とすることで、エッチングレートの向上に加え、イオン交換処理の時間を短縮することができ、カバーガラスの生産性を向上させることができる。なお、K2Oの含有率は、0〜15%であることが好ましく、0.1〜10%であることがより好ましく、1〜5.6%未満であることがさらに好ましく、2〜5%未満であることがさらに好ましく、2〜4未満%であることが特に好ましい。
【0028】
(R12O)(R1は、Li、Na、Kのうちガラス基板に含有されるすべての元素)
本実施形態では、R12Oの含有率は6〜30%であることが好ましい。R12Oが6%未満ではイオン交換が十分に行われないため、強度を十分に得ることができず、カバーガラスに適用し難くなる。他方、R12Oが30%を超えるとガラスバランスの悪化により失透温度が上昇し、ダウンドロー法に適用し難くなるため、安価なガラスの大量生産が困難となる。機械的強度と耐失透性を両立し、生産性を向上させるために、R12Oの含有率は、10〜28%とすることがより好ましく、14〜25%とすることがさらに好ましく、15〜24%とすることがさらにより好ましく、17〜23%とすることが特に好ましい。
R12Oの含有率の上記範囲は、Li,Na,Kのうち含有する全ての元素について、その酸化物の上述した含有率を満たした上での範囲である。
【0029】
(B2O3/R12O)(R1は、Li、Na、Kのうちガラス基板に含有されるすべての元素)
本実施形態では、B2O3/R12Oの含有率比が、0〜0.3未満であることが好ましい。B2O3は、アルカリ金属酸化物と結合してホウ酸アルカリとして揮発しやすく、特に、イオン半径の小さいLi+はガラス融液中での移動度が大きく融液表面から揮発しやすいことから、ガラス内部まで濃度勾配を形成してガラス表面に脈理を発生させやすい。つまり、B2O3の揮発量が増加することで、製造されるガラス基板が不均質化してしまい、当該ガラス基板にエッチング処理を施した場合には、ガラス基板の不均質化に基づくエッチングのムラが生じてしまう。しかしながら、イオン交換処理により化学強化されるガラスにはアルカリ金属酸化物は必須成分である。そこで、上記B2O3/R12Oの含有率比(質量%の比)が、0〜0.3未満の範囲内であると、ガラスの不均質化やエッチングムラを効果的に改善することができる。これにより、上述したエッチングレートの向上だけでなく、エッチングレートのムラも防止することができるので、所望の形状の強化ガラスを歩留まりよく得ることができる。なお、B2O3/R12Oの含有率比のより好ましい範囲は、0〜0.1であり、0〜0.07が好ましく、0〜0.03がより好ましく、0〜0.005がさらに好ましく、0が特に好ましい。また、上記したように、エッチングのムラの改善のために、Li2Oの含有率は0.01%未満であって不純物を除き意図的に含有させないことが最も好ましい。
【0030】
(MgO)
MgOは、ガラス基板に用いるガラスの粘性を下げて、ガラスの熔解および清澄を促進する成分である。また、MgOは、アルカリ土類金属の中ではガラスの密度を上昇させる割合が小さいため、得られるガラスを軽量化しつつ熔融性を向上するためには有効な成分である。また、成形性を向上させ、ガラスの歪点やヤング率を高める成分でもある。さらに、MgOを含有するガラスを、例えばフッ酸を用いてエッチングした際に形成される結晶物の生成速度は比較的遅いため、エッチング中のガラス表面に結晶物が付着することは相対的に少ない。よって、ガラスの熔解性を改善すると同時に速いエッチングレートを得るためにMgOを含有させることが好ましい。しかし、MgOの含有量が多くなり過ぎると、耐失透性の低下が生じるため、ダウンドロー法を利用した安価なガラスの大量生産が困難となる。したがって、MgOの含有率は、0〜15%であり、1%超〜15%が好ましく、1%超〜12%が好ましく、1%超〜7%未満がより好ましく、3%〜7%未満がさらにより好ましく、4.5%超〜6%が特に好ましい。MgOを0〜15%の範囲で含有することで、エッチングレートの向上に加え、より低い温度でガラスの熔融が可能となり、カバーガラス製造のコストをさらに低減することができる。また、イオン交換性能と歪点の向上を両立できるため、高い機械的強度が求められるカバーガラスに好適となる。これは、ガラス基板の表面に十分な圧縮応力層を形成することができ、熱処理を行った際にも、表面に形成された圧縮応力層の消失を防ぐことができるからである。
【0031】
(CaO)
CaOは、ガラス基板に用いるガラスの粘性を下げて、ガラスの熔解および清澄を促進する成分である。また、CaOは、アルカリ土類金属の中ではガラスの密度を上昇させる効果が小さいため、得られるガラスを軽量化しつつ熔融性を向上するためには有利な成分である。また、成形性を向上させ、ガラスの歪点やヤング率を高める成分でもある。しかし、CaOの含有量が多くなり過ぎると、耐失透性の低下が生じるため、ダウンドロー法を利用した安価なガラスの大量生産が困難となる。さらに、CaOの含有量が多くなり過ぎると、イオン交換性能も悪化してしまうため、強度を十分に得ることができず、生産性も低下してしまう。さらに、CaOを多量に含有するガラスを、例えばフッ酸を用いてウェットエッチングした際に形成される結晶物は、エッチング液に不溶であるばかりか、析出速度が非常に速いため、エッチングするガラスの表面に付着し、その量が著しい場合、エッチング反応を阻害して、ガラスの加工品質を低下させてしまう。他方、CaOを含有することで、失透温度を低下させ、耐失透性及び熔融性を向上させることができるので、CaOの含有率は0%〜10%であり、0%〜8%が好ましく、0%〜6%がより好ましく、0%〜4%がさらに好ましく、0%〜2%が特に好ましい。なお、極めて高いエッチング加工品質が求められる場合には、CaOを実質的に含まないようにすることが好ましい。
さらに、熔融粘性を下げると共に失透温度を下げるには、MgOと共にCaOを共存させることがより好ましいが、CaOについてはエッチングで生じる上述の結晶物の問題が生じない範囲で適宜調整する。
【0032】
(SrO)
SrOは、ガラス基板に用いるガラスの粘性を下げて、ガラスの熔融および清澄を促進する成分である。また、成形性を向上させ、ガラスの歪点やヤング率を高める成分でもある。しかし、SrOの含有量が多くなり過ぎると、ガラスの密度が上昇するため、軽量化が求められるカバーガラスなどには不適となる。また、SrOの含有量が多くなり過ぎると、熱膨張率が過度に大きくなり、金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。さらに、SrOの含有量が多くなり過ぎると、イオン交換性能も低下するため、カバーガラスに求められる高い機械的強度は得がたくなる。したがって、SrOの含有率は、0〜10%が好ましく、0〜5%がより好ましく、0〜2%がより一層好ましく、0〜0.5%がさらにより一層好ましく、不純物を除き意図的に含有させないことが特に好ましい。
【0033】
(BaO)
BaOは、ガラス基板に用いるガラスの粘性を下げて、ガラスの熔融および清澄を促進する成分である。また、成形性を向上させ、ガラスの歪点やヤング率を高める成分でもある。しかし、BaOの含有量が多くなり過ぎると、ガラスの密度が上昇するため、軽量化が求められるカバーガラスなどには不適となる。また、BaOの含有量が多くなり過ぎると、熱膨張率が過度に大きくなり、金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。さらに、BaOの含有量が多くなり過ぎると、イオン交換性能も低下するため、カバーガラスに求められる高い機械的強度を得がたくなる。したがって、BaOの含有率は、0〜10%が好ましく、0〜5%がより好ましく、0〜2%がより一層好ましく、0〜0.5%がさらにより一層好ましい。なお、BaOは環境への負荷が大きいことから0.01%未満であって不純物を除き意図的に含有させないことが特に好ましい。
【0034】
(SrO+BaO)
本実施形態では、SrO含有率+BaO含有率は10%未満であることが好ましい。SrO含有率+BaO含有率が10%未満であると、効果的にガラスの密度の上昇およびイオン交換速度の低下を防ぐことができる。つまり、SrO含有率+BaO含有率を10%未満とすることで、エッチングレートの向上に加え、カバーガラスなどを軽量化することができるという効果および生産性やガラスの強度を向上するという効果を得ることができる。なお、SrO含有率+BaO含有率の好ましい範囲は、0〜8%であり、0〜5%がより好ましく、0〜2%がより一層好ましく、0〜1%がさらにより一層好ましく、不純物を除き意図的に含有させないことが特に好ましい。
【0035】
(RO)(Rは、Mg,Ca,SrおよびBaのうちガラス基板に含有されるすべての元素)
ここで、ROの含有率は、0〜20%であることが好ましい。ROが20%を超えると化学的耐久性が低下する。他方、ROを含有することで、ガラスの熔融性及び耐熱性を向上させることができる。したがって、ROの含有率は0〜10%であることが好ましく、0%〜7%とすることがより好ましく、2〜7%とすることがさらに好ましく、3〜7%とすることがさらに好ましく、4〜7%がさらに一層好ましい。
ROの含有率の上記範囲は、Mg,Ca,SrおよびBaのうち含有する全ての元素について、その酸化物が上述した含有率を満たした上での範囲である。
【0036】
(Li2O/(RO+Li2O))
また、本実施形態では、Li2O/(RO+Li2O) (Rは、Mg、Ca、SrおよびBaから選択される少なくとも1種以上の元素)の含有率比が、0.3未満であることが好ましい。上記範囲とすることで、ガラス基板の強化を行う工程であるイオン交換処理におけるイオン交換塩の劣化を抑制することもでき、カバーガラスに適用される強化ガラスの製造コストを低減することができる。さらに、Li2O/(RO+Li2O)の含有率比が0.3未満であると、失透温度を効果的に低下させることができ、したがって耐失透性を効果的に向上させることができる。また、Li2O/(RO+Li2O)の含有率比が0.3未満であると、歪点を効果的に向上させることができ、耐熱性も向上させることができる。つまり、Li2O/(RO+Li2O)の含有率比が0.3未満であることは、エッチングレートを向上させることに加え、耐熱性も向上させることができ、化学強化処理中の応力緩和や他の熱処理時にガラスが変形してしまうという問題も防止することができる。なお、Li2O/(RO+Li2O)の含有率比のより好ましい範囲は、0.08以下であり、0.05以下がより好ましく、0.01以下がより一層好ましく、0が特に好ましい。
【0037】
(ZnO)
ZnOは、イオン交換性能を高める成分であり、特に圧縮応力値を高くする効果が大きい成分であるとともに、ガラスの低温粘性を低下させずに高温粘性を低下させる成分である。しかし、ZnOの含有量が多くなり過ぎると、ガラスが分相し、耐失透性が低下する。また、ZnOの含有量が多くなり過ぎると、ガラスの密度が上昇するため、軽量化が求められるカバーガラスなどには不適となる。したがって、ZnOの含有率は、0〜6%が好ましく、0〜4%がより好ましく、0〜1%がより一層好ましく、0〜0.1%がさらにより一層好ましく、0.01%未満であって不純物を除き意図的に含有させないことが特に好ましい。
【0038】
(ZrO2)
ZrO2は、イオン交換性能を顕著に向上させるとともに、ガラスの失透温度付近の粘性や歪点を高くする成分である。また、ZrO2は、ガラスの耐熱性を向上させる成分でもある。しかし、ZrO2の含有量が多くなり過ぎると、失透温度が上昇し、耐失透性が低下する。したがって、耐失透性の低下を防止するために、ZrO2の含有率は、0〜15%であることが好ましく、0〜10%であることがより好ましく、0〜6%であることがより一層好ましく、0〜4%であることがさらにより一層好ましい。また、ZrO2を含有することで、携帯電話機等に適用されるカバーガラスやタッチパネルディスプレイに適用されるカバーガラスにおいて重要となる耐熱性や、ガラス基板の化学強化処理の時間短縮および機械的強度の向上に関わるイオン交換性能を効果的に向上させることができる。このため、ZrO2の含有率は、0.1%以上が好ましく、0.5%以上がより好ましく、1%以上がより一層好ましく、2%以上であることが特に好ましい。つまり、ZrO2の含有率を0.1%以上とすることで、耐失透性を向上させつつ、耐熱性およびイオン交換性能も向上させることができる。これにより、イオン交換の処理時間を低減することができ、生産性を向上させることができる。また、化学強化処理や他の熱処理時にガラスが変形してしまうという問題も防止することができ、カバーガラスの歩留まりも向上させることができる。
一方、ガラスの密度を低減したい場合は、ZrO2の含有率を0.1%未満にすることが好ましく、さらに、不純物を除き意図的に含有させないことが特に好ましい。
【0039】
(TiO2)
TiO2は、イオン交換性能を向上させる成分であるとともに、ガラスの高温粘性を低下させる成分である。しかし、TiO2の含有量が多くなり過ぎると、耐失透性が低下してしまう。さらに、TiO2の含有量が多くなり過ぎると、紫外線透過率が低下することによりガラスが着色状態になり、カバーガラスなどには好ましくない。また、TiO2の含有量が多くなり過ぎると、紫外線透過率が低下するので、紫外線硬化樹脂を使用した処理を行う場合に、紫外線硬化樹脂を十分に硬化することができないという不都合が生じる。したがって、TiO2の含有率は、0〜5%であることが好ましく、0〜3%未満であることがより好ましく、0〜1%がより一層好ましく、0〜0.01%がさらにより一層好ましく、さらに、不純物を除き意図的に含有させないことが特に好ましい。
【0040】
((ZrO2+TiO2)/SiO2)
本実施形態では、(ZrO2+TiO2)/SiO2の含有率比が、0〜0.2%であることが好ましい。エッチングによりガラス基板の形状加工をする場合、エッチング処理の後にイオン交換処理を行う。ここで、イオン交換処理において、イオン交換が過剰になされるとガラス基板の内部応力に伴う形状変化が発生してしまう場合がある。つまり、過剰なイオン交換は、ガラス基板の変形を引き起こしてしまうため、エッチングによって高精度に加工された形状を維持できず、カバーガラスとして不適となってしまう。ここで、(ZrO2+TiO2)/SiO2の含有率比が0〜0.2であると、効果的に過剰なイオン交換を抑制することができる。なお、(ZrO2+TiO2)/SiO2の含有率比の好ましい範囲は、0〜0.15であり、0〜0.1がより好ましく、0〜0.07がより一層好ましく、0〜0.01が特に好ましい。(ZrO2+TiO2)/SiO2の含有率比が0〜0.2であると、過剰なイオン交換を防ぎつつ、耐失透性を向上させ、さらに耐熱性も向上させることができる。
【0041】
(P2O5)
P2O5は、イオン交換性能を高める成分であり、特に圧縮応力層の厚みを大きくする効果が大きい成分である。しかし、P2O5の含有量が多くなり過ぎると、ガラスが分相し、耐水性が低下する。したがって、P2O5の含有率は、0〜10%が好ましく、0〜4%がより好ましく、0〜1%がより一層好ましく、0〜0.1%がさらにより一層好ましく、0.01%未満であって不純物を除き意図的に含有させないことが特に好ましい。
【0042】
ガラス基板は、上記各成分の他、以下の清澄剤を含有する。
【0043】
(清澄剤)
清澄剤は、ガラス基板に用いるガラスの清澄のために必要な成分であり、0.001%未満では清澄の効果が得られず、5%を超えると失透や着色などの原因となることから、その合計含有率は0.001〜5%が好ましく、0.01〜3%がより好ましく、0.05〜1%がより一層好ましく、0.05〜0.5%が特に好ましい。
これら清澄剤としては、環境への負荷が小さく、ガラスの清澄性に優れたものであれば特に制限されないが、例えば、Sn、Fe、Ce、Tb、MoおよびWの金属酸化物の群から選ばれる少なくとも1種を挙げることができる。
【0044】
ただし、上記各酸化物をそれぞれSnO2、Fe2O3、CeO2で表した場合、下記の範囲が好ましい。
SnO2はガラスを失透しやすくする成分であるため、清澄性を高めつつ失透を起こさせないためには、その含有率が0〜0.5%であり、0.01〜0.5%であることが好ましく、0.05〜0.3%であることがより好ましく、0.1〜0.2%であることがより一層好ましい。
また、Fe2O3はガラスを着色させる成分であるため、清澄性を高めつつ好適な透過率を得るためには、その含有率が0〜0.2%であり、0.01〜0.2%であることが好ましく、0.05〜0.15%であることがより好ましく、0.05〜0.10%であることがより一層好ましい。ただし、特に、ガラスに透明性・紫外線透過性を求められる場合は、0.02%未満とすることが好ましく、さらに、不純物を除き意図的に含有させないことが特に好ましい。
CeO2は、その含有率が0〜1.2%であることが好ましく、0.01〜1.2%であることがより好ましく、0.05〜1.0%であることがより一層好ましく、0.3〜1.0%であることが特に好ましい。
また、カバーガラスなどのように、特にガラスに高い透過率を要望される場合は、清澄剤として、SO3を適用することが望ましい。SO3の含有率は、0〜5%であり、0.001〜5%が好ましく、0.01〜3%がより好ましく、0.05〜1%がより一層好ましく、0.05〜0.5%がさらにより一層好ましく、0.05〜0.20%であることが特に好ましい。また、清澄剤としてSO3を適用する場合は、SO3源となる硫酸ナトリウム等の硫酸塩とカーボンとを熔融工程において共存させることで、より高い清澄効果を得ることができる。なお、上述したように、SO3と上記清澄剤とを共存させることも可能である。
また、As2O3、Sb2O3およびPbOは、熔融ガラス中で価数変動を伴う反応を生じ、ガラスを清澄する効果を有するが、これ等は環境への負荷が大きい物質であることから、本実施形態のガラス基板においては、ガラス中にAs2O3、Sb2O3およびPbOを実質的に含まないように制限する。なお、本明細書において、As2O3、Sb2O3およびPbOを実質的に含まないとは、0.01%未満であって不純物を除き意図的に含有させないことを意味する。
【0045】
Nb2O5やLa2O3等の希土類酸化物は、ガラス基板に用いるガラスのヤング率を高める成分である。しかし、含有量が多くなり過ぎると、耐失透性が低下する。したがって、上記Nb2O5やLa2O3等の希土類酸化物の含有率は、3%以下であることが好ましく、1%以下であることがより好ましく、0.5%以下であることがより一層好ましく、さらに0.1%未満であって不純物を除き意図的に含有させないことが特に好ましい。
なお、本実施形態において、Co、Ni等のガラスを着色するような成分は、ガラス基板やイオン交換処理後の強化ガラスの透過率を低下させるため好ましくない。例えば、タッチパネルディスプレイに用いる場合、ガラス基板や強化ガラスの透過率が低下すると、タッチパネルディスプレイの視認性が損なわれるため好ましくない。したがって、Co、Ni等のガラスを着色するような遷移金属元素は、1%以下であることが好ましく、0.5%以下であることがより好ましく、0.05%以下であることがより一層好ましく、さらに、0.05%未満であって不純物を除き意図的に含有させないことが特に好ましい。
【0046】
[第1実施形態におけるカバーガラスの製造方法]
次に、本実施形態のカバーガラスの製造方法について説明する。カバーガラスの製造方法は、下記(1)〜(4)の工程を有する。すなわち、製造方法は、
(1)ガラス基板が上述したような組成になるように、各成分を調合したガラス原料を熔融する工程と、
(2)前記熔融工程により熔融したガラスを、ダウンドロー法により板状に成形する成形工程と、
(3)前記板状に成形されたガラスを、エッチングにより形状加工を行う工程と、
(4)前記形状加工されたガラスに化学強化を施してガラス表面に圧縮応力層を形成する工程と、を有する。
上記(2)工程において用いるダウンドロー法には、オーバーフローダウンドロー法やスロットダウンドロー法等を含むが、この中でオーバーフローダウンドロー法が好適に用いられる。
【0047】
((1)工程)
当該(1)工程は、ガラス基板が、上で説明したガラス組成となるように各成分を調合したガラス原料を熔融する工程である。
具体的には、前記各成分に相当するガラス原料を秤量及び調合して、耐火レンガ、白金又は白金合金などの熔融容器に供給し、加熱・熔融した後に、清澄均質化して所望の組成を有する熔融ガラスを調製する。
【0048】
((2)工程)
当該(2)工程は、前記(1)工程で調製した所望組成の熔融ガラスを、ダウンドロー法により板状に成形する成形工程である。ダウンドロー法は、特開2009−203080号公報等に記載される周知の方法である。ダウンドロー法では、溶融ガラスを樋状の流路の両側から溢れさせ、溢れた溶融ガラスを、流路の下側に位置するくさび状の成形体の両側の側面に沿って流して2つの溶融ガラスの流れを作り、成型体の最下端で2つの溶融ガラスの流れを合流させる。合流してできる帯状のガラスは、下方に設けられた引っ張りローラにより引っ張られる。これにより、溶融ガラスは所定の厚さの帯状ガラスに成形される。
板状に成形する方法としては、ダウンドロー法、フロート法、リドロー法、ロールアウト法などがあるが、本実施形態においては、ダウンドロー法を採用する。ダウンドロー法を採用するのは、フロート法など他の成形方法を用いた場合に比べ、ダウンドロー法を用いて成形したガラス基板はエッチングレートが向上するためである。また、ダウンドロー法を使用して成形したガラス基板の主表面は、熱間成形された表面であり、極めて高い平滑性を有しているためである。
【0049】
つまり、上記ガラス基板は、エッチングによる形状加工を行う場合、ガラス基板の両主表面に形成されたレジストパターンをマスクにして、ガラス基板を両主表面からエッチングする際に、両主表面から均等にエッチングすることができる。つまり、均一な組成を有することで、エッチングの寸法精度もよくなり、携帯電話機等に適用されるカバーガラスやタッチパネルディスプレイに適用されるカバーガラスの端面の断面形状も良好となる。
また、ダウンドロー法を使用して成形したガラス基板の両主表面は、均一な組成を有しており、後述のイオン交換において、主表面間でのイオン交換速度の差が無いため、組成差によるイオン交換後の反りを防止することができる。つまり、均質のカバーガラスを生産することが可能となり、生産能力を向上させ且つコストも低減することができる。
さらに、ダウンドロー法を使用してガラスを成形すると、成形後の研磨工程が不要となり、コストを低減し、さらに生産性も向上させることができる。また、ダウンドロー法を使用して成形することで、マイクロクラックのない表面状態を有するガラス基板を得ることができるため、ガラス基板自体の強度も向上させることができる。
【0050】
((3)工程)
当該(3)工程は、板状に成形されたガラス基板にエッチング処理を施し、所望の形状に加工する工程である。
以下に、イオン交換処理工程の前にエッチング処理を行ってカバーガラスの形状加工を行う場合について説明する。
まず、上述したように作製した板状のガラス基板の両主表面上にレジスト材料をコーティングする。次に、所望の外形形状のパターンを有するフォトマスクを介してレジスト材料を露光する。上記外形形状は特に限定されないが、例えば、図1に示す負の曲率を持つ部分を含む外形であってもよい。
【0051】
次に、露光後のレジスト材料を現像して、ガラス基板の被エッチング領域以外の領域にレジストパターンを形成し、ガラス基板の被エッチング領域をエッチングする。このとき、エッチャントとしてウェットエッチャントを使用した場合、ガラス基板は、等方的にエッチングされる。これにより、ガラス基板の端面は、中央部が外方に向かって最も突出し、その中央部から両主表面側に向かって緩やかに湾曲した傾斜面が形成される。なお、傾斜面と主表面との境界及び傾斜面同士の境界は、丸みを帯びた形状にすることが好ましい。
【0052】
エッチング工程において用いるレジスト材料は特に限定されないが、レジストパターンをマスクにしてガラスをエッチングする際に使用するエッチャントに対して耐性を有する材料を適用することができる。例えば、ガラスは一般的にフッ酸を含む水溶液のウェットエッチングや、フッ素系ガスのドライエッチングにより腐食されるので、フッ酸耐性に優れたレジスト材料などが好適である。また、上記エッチャントとしては、フッ酸、硫酸、硝酸、塩酸、ケイフッ酸のうち少なくとも1つの酸を含む混酸を適用することができる。エッチャントとしてフッ酸あるいは上記混酸水溶液を使用することにより、所望の形状のカバーガラスを得ることができる。
また、エッチングを利用して形状加工を行う際、マスクパターンを調整するだけで、複雑な外形形状も容易に実現することができる。さらに、エッチングにより形状加工を行うことで、より生産性も向上させることができ、加工コストも低減することができる。なお、レジスト材をガラス基板から剥離するための剥離液としては、KOHやNaOHなどのアルカリ溶液を用いることができる。上記レジスト材、エッチャント、剥離液の種類は、ガラス基板の材料に応じて適宜選択することができる。
なお、エッチングの方法としては、単にエッチング液に浸漬する方法のみならず、エッチング液を噴霧するスプレーエッチング法などを用いることもできる。
上述したように、エッチングを利用してガラス基板を形状加工することで、表面粗さが高平滑性である端面を有するカバーガラスを得ることが可能となる。つまり、機械加工により形状加工された際に必ず生じるマイクロクラックの発生を防止することができ、カバーガラスの機械的強度をさらに向上させることができる。
本実施形態のガラス基板は、濃度10質量%のフッ化水素を含む22℃のエッチング環境で、3.7μm/分以上のエッチングレートのエッチング特性を有する。このようなエッチング特性は、上述したSiO2の含有量をX%とし、上述したAl2O3の含有量をY%としたとき、X−1/2・Yが57.5%以下であるようにガラス基板の組成を調整することにより達成することができる。
【0053】
((4)工程)
当該(4)工程は、前記(3)工程において形状加工されたガラス基板にイオン交換処理を施す工程である。
本実施形態に係るカバーガラスは、上述したように(3)工程で形状加工されたガラス基板をイオン交換処理することにより製造される。より具体的には、例えば、洗浄を終えた該ガラス基板を350〜550℃程度に保ったKNO3100%の処理浴中に約1〜25時間浸漬して、ガラス表層部のNa+イオンを、前記処理浴中のK+イオンとイオン交換させ、化学強化することができる。なお、イオン交換処理時の温度、時間、イオン交換溶液などは適宜変更可能である。例えば、イオン交換溶液は2種類以上の混合溶液であってもよい。
【0054】
以上が、第1実施形態のカバーガラスの説明である。
次に、第2実施形態のカバーガラスについて説明する。第2実施形態のカバーガラスに用いるガラス基板は、第1実施形態におけるガラス基板に対して、CaOの含有率が限定された好ましい形態である。この限定により、形状加工として行うエッチングにおいて、第1実施形態と同様のエッチングレートの向上の他に、ガラス端面を均一なエッチング面にすることができる、すなわち、加工精度が向上する。
【0055】
[第2実施形態のカバーガラス]
第2実施形態のカバーガラスも、第1実施形態のカバーガラスと同様に、図1に示される形態を示す。図1に示されるように、第2実施形態のカバーガラス100も、板状ガラスの図中の左右の両側において凹部102が形成され、凹部102において、一部分で上述した負の曲率を有する。また、カバーガラス100には、スリット状の孔104が設けられ、この孔104に沿った縁において、上述した負の曲率を有する。
カバーガラス100は、図2に示されるように、カバーガラス100の主表面において圧縮応力層106が形成され、さらに、カバーガラス100の端面にも圧縮応力層106が形成されている。このようにカバーガラス100の主表面のみならず、端面において圧縮応力層106が形成されるのは、カバーガラス100の形状加工後に化学強化処理が施されるからである。
【0056】
カバーガラス100は、具体的には、ダウンドロー法により板状に成形されたガラス基板を、ケミカルエッチングを含む加工法で形状加工した後、イオン交換処理により化学強化処理を施して得られたものである。その際、ガラス基板は、成分としてSiO2を50〜70%、Al2O3を5〜20%、Na2Oを6〜30%、および、Li2Oを0〜8%未満含み、CaOを0〜2.6%含む。CaOの含有率は、好ましくは1.5%以下であり、より好ましくは1.0%以下であり、更により好ましくは、0.2%以下である。特に好ましくは、CaOを実質的に含まない。CaOを実質的に含まないとは、0.01%未満であって不純物を除き意図的に含有させないことを意味する。また、このガラス基板は、濃度10質量%のフッ化水素を含む22℃のエッチング環境で、エッチングレートが3.7μm/分以上であるエッチング特性を有する。
以下、カバーガラス100を構成するガラス基板の組成について詳細に説明する。
【0057】
[第2実施形態におけるガラス基板の組成]
カバーガラス100に用いるガラス基板は、SiO2,Al2O3およびNa2Oを含有し、必要に応じて、B2O3,Li2O,K2O,MgO,CaO,SrO,BaO,ZnO,ZrO2,TiO2,P2O5,SnO2およびSO3を含有することができる。以降で記述する必須成分は、ガラス基板に必ず含まれる成分を表し、任意成分は、ガラス基板に成分が全く含まれなくてもよいことを表す。
【0058】
(SiO2)
SiO2は、ガラス基板に用いるガラスの骨格をなす必須成分であり、ガラスの化学的耐久性と耐熱性を高める効果を有する。SiO2の含有率が50%未満では、ガラス基板を形状加工するためにエッチングを行うときのエッチングレートは向上する傾向にあるものの、ガラス化が困難であり、耐久性と耐熱性の効果も十分に得ることができない。他方、含有率が70%を超えると、ガラスが失透を起こしやすくなり、ガラス原料の熔融や成形が困難になるとともに、粘性が上昇してガラスの均質化が困難になるので、ダウンドロー法を利用した安価なガラスの大量生産が困難となる。また、含有率が70%を超えると、熱膨張率が過度に低下し金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。さらに、含有率が70%を超えると、低温粘性が過度に上昇することによってイオン交換速度が低下するため、イオン交換により化学強化した場合にも十分な強度を得ることができない。したがって、SiO2の含有率は、50〜70%であり、53〜67%が好ましく、55〜67%がより好ましく、58〜65%がより一層好ましく、60〜65%が特に好ましい。なお、低温粘性とは107.6〜1014.5dPa・sにおける温度を示すものであるが、本実施形態では、1014.5dPa・sにおける温度を示すものと定める。
【0059】
(Al2O3)
Al2O3はガラス基板に用いるガラスの骨格をなす必須成分であり、ガラスの化学的耐久性と耐熱性、さらにはイオン交換性能やエッチングによって形状加工を行うときのエッチングレートを高める効果を有している。Al2O3の含有率が5%未満では、上記効果が十分に得られない。他方、Al2O3の含有率が20%を超えると、ガラスの熔融が困難となり、ガラスの粘性が上昇して成形が困難になる。このため、ダウンドロー法を利用した安価なガラスの大量生産が困難となる。また、Al2O3の含有率が20%を超えると耐酸性が過剰に低下するので、保護部材として用いられるカバーガラスとしては好ましくない。また、Al2O3の含有率が20%を超えると、ガラスが失透を起こしやすくなり、耐失透性も低下するので、ダウンドロー法に適用できない。したがって、Al2O3の含有率は5〜20%であり、5〜17%が好ましく、7〜16%がより好ましく、9〜15%が特に好ましい。
【0060】
なお、本実施形態では、SiO2含有率をXとし、Al2O3含有率をYとしたとき、X−1/2・Yが57.5%以下であることが好ましい。X−1/2・Yが57.5%以下であると、ガラス基板のエッチングレートを効果的に向上させることができる。X−1/2・Yの好ましい範囲は、56%以下がより好ましく、55%以下がより一層好ましい。
他方、上記X−1/2・Yが45%未満であると、エッチングレートは5μm/分以上であるものの、失透温度が高くなるため耐失透性が低下してしまう。したがって、耐失透性とエッチングレート向上の両立を実現させるためには、上記X−1/2・Yが45%以上であることが好ましく、47%以上であることがより好ましく、50%以上が特に好ましい。なお、上記X−1/2・Yの範囲が45%〜57.5%であることが好ましく、47〜56%であることがより好ましく、50〜55%であることがさらに好ましい。
【0061】
(B2O3)
B2O3はガラスの粘性を下げて、ガラス基板に用いるガラスの熔解および清澄を促進する任意成分である。その含有率が5%を超えると、ガラスの耐酸性が低下するとともに、揮発が増加してガラスの均質化が困難になる。また、揮発が増加することでガラスにムラが生じ、ガラス基板のエッチングにもムラが生じる。つまり、ガラスの領域によってエッチングレートが不均一となってしまうため、B2O3を過剰に含有したガラス基板は、高精度が求められる形状加工のためのエッチングなどには不向きである。したがって、B2O3の含有率は0〜5%であることが好ましく、0〜3%がより好ましく、0〜2%未満がより一層好ましく、0.01%未満であって不純物を除き意図的に含有させないことが特に好ましい。B2O3の含有率を0〜5%とすることで、エッチングレートを向上させるという効果に加え、エッチングのムラを防止することができ、より品質の高いカバーガラスを得ることができる。
【0062】
(Li2O)
Li2Oはイオン交換成分の一つであり、ガラス基板に用いるガラスの粘度を低下させて、ガラスの熔融性や成形性を向上させる任意成分である。また、Li2Oは、ガラス基板のヤング率を向上させる成分である。さらに、Li2Oは、アルカリ金属酸化物の中では圧縮応力層の深さを深くする効果が高い。しかし、Li2Oの含有率が多くなり過ぎると、ガラス基板の強化を行う工程であるイオン交換処理におけるイオン交換塩の劣化がはやくなるという不都合があるため、カバーガラスの製造コストが高くなってしまう。また、Li2Oの含有率が多くなり過ぎると、耐熱性(歪点やガラス転移点)が過度に低下することに加え、低温粘性が過度に低下することで、化学強化後の加熱工程で応力緩和が発生し、圧縮応力層の応力値が低下してしまうため、十分な強度のカバーガラスを得ることができない。したがって、Li2Oの含有率は0〜8%未満であり、0〜5%が好ましく、0〜2%がより好ましく、0〜1%がさらにより好ましく、0〜0.02%がより一層好ましく、0.01%未満が望ましく、不純物を除き意図的に含有させないことが特に好ましい。
他方、歪点やガラス転移点が高くなりすぎると、そのガラス組成に対応した所定の特性を有する圧縮応力層を確保し得るために最適なイオン交換処理温度を高くする必要がある。ただし、イオン交換処理温度が高くなりすぎると、イオン交換処理温度がイオン交換塩の分解温度を超えてしまうという不都合が生じる。ここで、Li2Oは、熔融ガラス転移点や歪点などを効果的に低減することができることから、Li2Oの含有率を高くすることによりイオン交換処理温度を低く調整することができる。しかし、Li2Oの含有量が多くなり過ぎると、イオン交換処理後の強化ガラスにおいて、屈折率に起因する線条模様を観察することが難しく、応力計測装置を用いて、強化ガラスの形態を保持したまま圧縮応力層の応力値及び厚さを計測することが困難になる。そこで、圧縮応力層の計測の容易性とイオン交換処理温度の低減を両立させたい場合には、Li2Oの含有率は0%より高く、つまり、Li2Oをガラス組成として含有していることが適しており、0.001%以上が好ましく、0.01%以上がより好ましく、0.02%以上がさらに好ましい。また、1.3%以下であることが適しており、0.5%未満が好ましく、0.4%未満がさらに好ましく、0.3%以下がより一層好ましく、0.2%以下が特に好ましい。なお、Li2Oの含有率は、0.001%〜1.3%であることが好ましく、0.01%〜0.5%未満であることがより好ましく、0.02%〜0.4%未満であることがさらに好ましく、0.02%〜0.3%であることがより一層好ましく、0.02%〜0.2%であることが特に好ましい。
【0063】
(Na2O)
Na2Oは、イオン交換成分であり、ガラス基板に用いるガラスの高温粘性を低下させて、ガラスの熔融性や成形性を向上させる必須成分である。また、Na2Oは、ガラスの耐失透性を改善する成分である。Na2Oの含有率が10%未満ではガラスの熔融性が低下し、熔融のためのコストが高くなってしまう。また、Na2Oの含有率が10%未満ではイオン交換性能も低下してしまうため、十分な強度を得ることができない。また、Na2Oの含有率が10%未満では熱膨張率が過度に低下し、金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。さらに、Na2Oの含有率が10%未満ではガラスが失透を起こしやすくなり、耐失透性も低下するので、ダウンドロー法に適用できない。このため、安価なガラスの大量生産が困難となる。他方、含有率が25%を超えると、低温粘性が低下し、熱膨張率が過度に大きくなり、耐衝撃性が低下し、金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。したがって、Na2Oの含有率は、6〜30%であり、10〜25%がより好ましく、10〜20%がより好ましく、12〜20%がより一層好ましく、13〜19%が特に好ましい。
【0064】
また、本実施形態では、Na2O含有率−Al2O3含有率が、−10〜15%であることが好ましい。Na2O含有率−Al2O3含有率が−10〜15%の範囲内にある場合、上述した本発明の課題を解決するだけでなく、好適な熱膨張率や耐熱性を維持しつつ、ガラスの熔融性も向上させることができる。そのため、より低い温度でガラスの熔融が可能となり、カバーガラス製造のコストをさらに低減することができる。なお、Na2O含有率−Al2O3含有率のより好ましい範囲は、−5〜13%であり、−5〜10%がより一層好ましく、−3〜5%がさらにより一層好ましい。
【0065】
(K2O)
K2Oは、含有することでガラス基板のイオン交換性能を向上させることができる任意成分である。また、K2Oはガラスの高温粘性を低下させて、ガラスの熔融性や成形性を向上させると同時に、耐失透性を改善する成分でもある。しかし、K2Oの含有量が多くなり過ぎると、低温粘性が低下し、熱膨張率が過度に大きくなり、耐衝撃性が低下するため、カバーガラスとして好ましくない。また、K2Oの含有量が多くなり過ぎると、金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。したがって、K2Oの含有率は、15%以下であり、10%以下が好ましく、5.6%未満がより好ましく、5%未満がさらに好ましく、4%未満が特に好ましい。他方、K2Oの含有率の下限は、0%以上であり、0.1%以上であることが好ましく、1%以上であることがより好ましく、2%以上であることがさらに好ましい。K2Oの含有率の下限を上記範囲とすることで、エッチングレートの向上に加え、イオン交換処理の時間を短縮することができ、カバーガラスの生産性を向上させることができる。なお、K2Oの含有率は、0〜15%であることが好ましく、0.1〜10%であることがより好ましく、1〜5.6%未満であることがさらに好ましく、2〜5%未満であることがさらに好ましく、2〜4%未満であることが特に好ましい。
【0066】
(R12O)(R1は、Li、Na、Kのうちガラス基板に含有されるすべての元素)
本実施形態では、R12Oの含有率(Li、Na、Kのうちガラス基板に含有されるすべての元素の含有率の合計)は6〜30%であることが好ましい。R12Oが6%未満ではイオン交換が十分に行われないため、強度を十分に得ることができず、カバーガラスに適用し難くなる。他方、R12Oが30%を超えると、ガラスの化学的耐久性が劣化する。したがって、機械的強度と耐失透性を両立し、化学的耐久性や生産性を向上させるために、R12Oの含有率は、10〜28%とすることがより好ましく、14〜25%とすることがさらに好ましく、15〜24%とすることがさらにより好ましく、17〜23%とすることが特に好ましい。
R12Oの含有率の上記範囲は、Li,Na,Kのうち含有する全ての元素について、その酸化物の上述した含有率を満たした上での範囲である。
【0067】
(B2O3/R12O)(R1は、Li、Na、Kのうちガラス基板に含有されるすべての元素)
本実施形態では、B2O3/R12Oの含有率比が、0〜0.3未満であることが好ましい。B2O3は、アルカリ金属酸化物と結合してホウ酸アルカリとして揮発しやすく、特に、イオン半径の小さいLi+はガラス融液中での移動度が大きく融液表面から揮発しやすいことから、ガラス内部まで濃度勾配を形成してガラス表面に脈理を発生させやすい。つまり、B2O3の揮発量が増加することで、製造されるガラス基板が不均質化してしまい、当該ガラス基板にエッチング処理を施した場合には、ガラス基板の不均質化に基づくエッチングのムラが生じてしまう。しかしながら、イオン交換処理により化学強化されるガラスにはアルカリ金属酸化物は必須成分である。そこで、上記B2O3/R12Oの含有率比(質量%の比)が、0〜0.3未満の範囲内であると、ガラスの不均質化やエッチングのムラを効果的に改善することができる。これにより、エッチングレートの向上だけでなく、エッチングレートのムラも防止することができるので、所望の形状の強化ガラスを歩留まりよく得ることができる。なお、B2O3/R12Oの含有率比のより好ましい範囲は、0〜0.1であり、0〜0.07が好ましく、0〜0.03がより好ましく、0〜0.005がさらに好ましく、0が特に好ましい。また、上記したように、エッチングのムラの改善のためには、Li2Oの含有率は0.01%未満であって不純物を除き意図的に含有させないことが好ましい。
【0068】
(MgO)
MgOは、ガラス基板に用いるガラスの粘性を下げて、ガラスの熔解および清澄を促進する任意成分である。また、MgOは、アルカリ土類金属の中ではガラスの密度を上昇させる割合が小さいため、得られるガラスを軽量化しつつ熔融性を向上するためには有効な成分である。また、成形性を向上させ、ガラスの歪点やヤング率を高める成分でもある。さらに、MgOを含有するガラスを、例えばフッ酸を用いてエッチングした際に形成される析出物の溶解度が大きく、生成速度は比較的遅いため、エッチング中のガラス表面に析出物が付着することは相対的に少ない。よって、ガラスの熔解性を改善すると同時に速いエッチングレートを得るためにMgOを含有させることが好ましい。しかし、MgOの含有量が多くなり過ぎると、耐失透性の低下が生じるため、ダウンドロー法を利用した安価なガラスの大量生産が困難となる。したがって、MgOの含有率は、0〜15%であり、1%超〜15%が好ましく、1%超〜12%が好ましく、1%超〜7%未満がより好ましく、3%〜7%未満がさらにより好ましく、4.5%超〜6%が特に好ましい。MgOを0〜15%の範囲で含有することで、エッチングレートの向上に加え、より低い温度でガラスの熔融が可能となり、カバーガラス製造のコストをさらに低減することができる。また、イオン交換性能と歪点の向上を両立できるため、高い機械的強度が求められるカバーガラスに好適となる。これは、ガラス基板の表面に十分な圧縮応力層を形成することができ、熱処理を行った際にも、表面に形成された圧縮応力層の応力緩和や消失を防ぐことができるからである。
【0069】
(CaO)
CaOは、ガラス基板に用いるガラスの粘性を下げて、ガラスの熔解および清澄を促進する任意成分である。また、CaOは、アルカリ土類金属の中ではガラスの密度を上昇させる割合が小さいため、得られるガラスを軽量化しつつ熔融性を向上するためには有利な成分である。また、成形性を向上させ、ガラスの歪点やヤング率を高める成分でもある。しかし、CaOの含有量が多くなり過ぎると、耐失透性が低下するため、ダウンドロー法を利用した安価なガラスの大量生産が困難となる。さらに、CaOの含有量が多くなり過ぎると、イオン交換性能も悪化してしまうため、強度を十分に得ることができず、生産性も低下してしまう。さらに、CaOを多量に含有するガラスを、例えばフッ酸を用いてウェットエッチングした際に生成される析出物(化学物質)は、エッチング液に不溶であるばかりか、析出速度が非常に速いため、エッチングするガラスの表面に付着し、その量が著しい場合、エッチング反応を阻害して、ガラスの加工生産性を低下させ、さらには、エッチング処理後のガラスの表面を悪化させてしまう。つまり、CaOを含有することで、エッチング処理後のカバーガラスの表面品質を悪化させるばかりか、大量の析出物がガラス表面に付着する場合は、エッチングの進行を妨げてしまい、エッチング処理時間が長くなる場合や、形状精度(加工精度)が低下したりする場合もある。他方、CaOを含有することで、失透温度を低下させ、耐失透性及び熔融性を向上させることができるので、CaOの含有率は0%〜2.6%であり、0%〜1.5%が好ましく、0%〜1.0%がより好ましく、0%〜0.6%がさらに好ましく、0%〜0.2%がより更に好ましい。なお、極めて高いエッチング加工品質が求められる場合には、CaOを実質的に含まないようにすることが好ましい。
さらに、熔融粘性を下げると共に失透温度を下げるには、MgOと共にCaOを共存させることがより好ましいが、CaOについてはエッチングで生じる上述の析出物の問題が生じない範囲で適宜調整する。したがって、CaOの含有率の上限は2.6%である。
【0070】
(SrO)
SrOは、ガラス基板に用いるガラスの粘性を下げて、ガラスの熔融および清澄を促進する任意成分である。また、成形性を向上させ、ガラスの歪点やヤング率を高める成分でもある。しかし、SrOの含有量が多くなり過ぎると、ガラスの密度が上昇するため、軽量化が求められるカバーガラスなどには不適となる。また、SrOの含有量が多くなり過ぎると、熱膨張率が過度に大きくなり、金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。さらに、SrOの含有量が多くなり過ぎると、イオン交換性能も低下するため、カバーガラスに求められる高い機械的強度は得がたくなる。したがって、SrOの含有率は、0〜10%が好ましく、0〜5%がより好ましく、0〜2%がより一層好ましく、0〜0.5%がさらにより一層好ましく、不純物を除き意図的に含有させないことが特に好ましい。
【0071】
(BaO)
BaOは、ガラス基板に用いるガラスの粘性を下げて、ガラスの熔融および清澄を促進する任意成分である。また、BaOは、成形性を向上させ、ガラスの歪点やヤング率を高める成分でもある。しかし、BaOの含有量が多くなり過ぎると、ガラスの密度が上昇するため、軽量化が求められるカバーガラスなどには不適となる。また、BaOの含有量が多くなり過ぎると、熱膨張率が過度に大きくなり、金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。さらに、BaOの含有量が多くなり過ぎると、イオン交換性能も低下するため、カバーガラスに求められる高い機械的強度を得がたくなる。したがって、BaOの含有率は、0〜10%が好ましく、0〜5%がより好ましく、0〜2%がより一層好ましく、0〜0.5%がさらにより一層好ましい。なお、BaOは環境への負荷が大きいことから0.01%未満であって不純物を除き意図的に含有させないことが特に好ましい。
【0072】
(SrO+BaO)
本実施形態では、SrO含有率+BaO含有率は10%未満であることが好ましい。SrO含有率+BaO含有率が10%未満であると、効果的にガラスの密度の上昇およびイオン交換速度の低下を防ぐことができる。つまり、SrO含有率+BaO含有率を10%未満とすることで、エッチングレートの向上に加え、カバーガラスなどを軽量化することができるという効果および生産性やガラスの強度を向上するという効果を得ることができる。なお、SrO含有率+BaO含有率の好ましい範囲は、0〜8%であり、0〜5%がより好ましく、0〜2%がより一層好ましく、0〜1%がさらにより一層好ましく、不純物を除き意図的に含有させないことが特に好ましい。
【0073】
(RO)(Rは、Mg,Ca,SrおよびBaのうちガラス基板に含有されるすべての元素)
ここで、ROの含有率(Mg,Ca,SrおよびBaのうちガラス基板に含有されるすべての元素の含有率の合計)は、0〜20%であることが好ましい。ROが20%を超えると化学的耐久性が低下する。他方、ROを含有することで、ガラスの熔融性及び耐熱性を向上させることができる。したがって、ROの含有率は0〜10%であることが好ましく、0%〜7%とすることがより好ましく、2〜7%とすることがさらに好ましく、3〜7%とすることがさらに好ましく、4〜7%がさらに一層好ましい。
ROの含有率の上記範囲は、Mg,Ca,SrおよびBaのうち含有する全ての元素について、その酸化物が上述した含有率を満たした上での範囲である。
【0074】
(Li2O/(RO+Li2O))
また、本実施形態では、Li2O/(RO+Li2O) (Rは、Mg、Ca、SrおよびBaから選択される少なくとも1種以上の、ガラス基板に含有されるすべての元素)の含有率比が、0.3未満であることが好ましい。Li2O/(RO+Li2O)の含有率比を上記範囲とすることで、ガラス基板の強化を行う工程であるイオン交換処理におけるイオン交換塩の劣化を抑制することもでき、カバーガラスに適用される強化ガラスの製造コストを低減することができる。さらに、Li2O/(RO+Li2O)の含有率比が0.3未満であると、失透温度を効果的に低下させることができ、したがって耐失透性を効果的に向上させることができる。また、Li2O/(RO+Li2O)の含有率比が0.3未満であると、歪点を効果的に向上させることができ、耐熱性も向上させることができる。つまり、エッチングレートを向上させることに加え、耐熱性も向上させることができ、化学強化処理中、応力が緩和するという問題も防止することができる。なお、Li2O/(RO+Li2O)の含有率比のより好ましい範囲は、0.08以下であり、0.05以下がより好ましく、0.01以下がより一層好ましく、0が特に好ましい。
【0075】
(ZnO)
ZnOは、イオン交換性能を高める任意成分であり、特に圧縮応力値を高くする効果が大きい成分であるとともに、ガラスの低温粘性を低下させずに高温粘性を低下させる成分である。しかし、ZnOの含有量が多くなり過ぎると、ガラスが分相し、耐失透性が低下する。また、ZnOの含有量が多くなり過ぎると、ガラスの密度が上昇するため、軽量化が求められるカバーガラスなどには不適となる。したがって、ZnOの含有率は、0〜6%が好ましく、0〜4%がより好ましく、0〜1%がより一層好ましく、0〜0.1%がさらにより一層好ましく、0.01%未満であって不純物を除き意図的に含有させないことが特に好ましい。
【0076】
(ZrO2)
ZrO2は、イオン交換性能を顕著に向上させるとともに、ガラスの失透温度付近の粘性や歪点を高くする任意成分である。また、ZrO2は、ガラスの耐熱性を向上させる成分でもある。しかし、ZrO2の含有量が多くなり過ぎると、失透温度が上昇し、耐失透性が低下する。したがって、耐失透性の低下を防止するために、ZrO2の含有率は、0〜10%であることが好ましく、0〜6%であることがより好ましく、0〜4%であることがより一層好ましく、0〜2%であることがさらにより一層好ましい。また、ZrO2を含有することで、携帯電話機等に適用されるカバーガラスやタッチパネルディスプレイに適用されるカバーガラスにおいて重要となる耐熱性や、ガラス基板の化学強化処理の時間短縮および機械的強度の向上に関わるイオン交換性能を効果的に向上させることができる。このため、ZrO2の含有率は、0.1%以上が好ましく、0.5%以上がより好ましく、1%以上がより一層好ましく、2%以上であることが特に好ましい。つまり、ZrO2の含有率を0.1%以上とすることで、耐失透性を向上させつつ、耐熱性およびイオン交換性能も向上させることができる。これにより、イオン交換の処理時間を低減することができ、生産性を向上させることができる。
一方、ガラスの密度を低減したい場合は、ZrO2の含有率を0.1%未満にすることが好ましく、さらに、不純物を除き意図的に含有させないことが特に好ましい。
【0077】
(TiO2)
TiO2は、イオン交換性能を向上させる成分であるとともに、ガラスの高温粘性を低下させる任意成分である。しかし、TiO2の含有量が多くなり過ぎると、耐失透性が低下してしまう。さらに、TiO2の含有量が多くなり過ぎると、紫外線透過率が低下することによりガラスが着色状態になり、カバーガラスなどには好ましくない。また、TiO2の含有量が多くなり過ぎると、紫外線透過率が低下するので、紫外線硬化樹脂を使用した処理を行う場合に、紫外線硬化樹脂を十分に硬化することができないという不都合が生じる。したがって、TiO2の含有率は、0〜5%であることが好ましく、0〜3%未満であることがより好ましく、0〜1%がより一層好ましく、0〜0.01%がさらにより一層好ましく、さらに、不純物を除き意図的に含有させないことが特に好ましい。
【0078】
((ZrO2+TiO2)/SiO2)
本実施形態では、(ZrO2+TiO2)/SiO2の含有率比が、0〜0.2であることが好ましい。エッチングによりガラス基板の形状加工をする場合、エッチング処理の後にイオン交換処理を行う。ここで、イオン交換処理において、イオン交換が過剰になされるとガラス基板の内部応力に伴う形状変化が発生してしまう場合がある。つまり、過剰なイオン交換は、ガラス基板の変形を引き起こしてしまうため、エッチングによって高精度に加工された形状を維持できず、カバーガラスとして不適となってしまう。ここで、(ZrO2+TiO2)/SiO2の含有率比が0〜0.2であると、効果的に過剰なイオン交換を抑制することができる。なお、(ZrO2+TiO2)/SiO2の含有率比の好ましい範囲は、0〜0.15であり、0〜0.1がより好ましく、0〜0.07がより一層好ましく、0〜0.01が特に好ましい。(ZrO2+TiO2)/SiO2の含有率比が0〜0.2であると、過剰なイオン交換を防ぎつつ、耐失透性を向上させ、さらに耐熱性も向上させることができる。
【0079】
(P2O5)
P2O5は、イオン交換性能を高める任意成分であり、特に圧縮応力層の厚みを大きくする効果が大きい成分である。しかし、P2O5の含有量が多くなり過ぎると、ガラスが分相し、耐水性が低下する。したがって、P2O5の含有率は、0〜10%が好ましく、0〜4%がより好ましく、0〜1%がより一層好ましく、0〜0.1%がさらにより一層好ましく、0.01%未満であって不純物を除き意図的に含有させないことが特に好ましい。
【0080】
ガラス基板は、上記各成分の他、以下の清澄剤を含有する。
【0081】
(清澄剤)
清澄剤は、ガラス基板に用いるガラスの清澄のために必要な成分であり、0.001%未満ではその効果が得られず、5%を超えると失透や着色などの原因となることから、その合計含有率は0.001〜2%が好ましく、0.01〜1%がより好ましく、0.05〜0.5%がより一層好ましく、0.05〜0.2%が特に好ましい。
これら清澄剤としては、環境への負荷が小さく、ガラスの清澄性に優れたものであれば特に制限されないが、例えば、Sn、Fe、Ce、Tb、MoおよびWの金属酸化物の群から選ばれる少なくとも1種を挙げることができる。
【0082】
ただし、上記各酸化物をそれぞれSnO2、Fe2O3、CeO2で表した場合、下記の範囲が好ましい。
SnO2はガラスを失透しやすくする成分であるため、清澄性を高めつつ失透を起こさせないためには、その含有率が0〜0.5%であり、0.01〜0.5%であることが好ましく、0.05〜0.3%であることがより好ましく、0.1〜0.2%であることがより一層好ましい。
また、Fe2O3はガラスを着色させる成分であるため、清澄性を高めつつ好適な透過率を得るためには、その含有率が0〜0.2%であり、0.01〜0.2%であることが好ましく、0.05〜0.15%であることがより好ましく、0.05〜0.10%であることがより一層好ましい。ただし、特に、ガラスに透明性・紫外線透過性を求められる場合は、0.02%未満とすることが好ましく、さらに、不純物を除き意図的に含有させないことが特に好ましい。
CeO2は、その含有率が0〜1.2%であることが好ましく、0.01〜1.2%であることがより好ましく、0.05〜1.0%であることがより一層好ましく、0.3〜1.0%であることが特に好ましい。
特にガラスに高い透過率を要望されるカバーガラスの場合は、清澄剤として、SO3を適用することが望ましい。SO3の含有率は、0〜5%であり、0.001〜5%が好ましく、0.01〜3%がより好ましく、0.05〜1%がより一層好ましく、0.05〜0.5%がさらにより一層好ましく、0.05〜0.20%であることが特に好ましい。また、清澄剤としてSO3を適用する場合は、SO3源となる硫酸ナトリウム等の硫酸塩とカーボンとを熔融工程において共存させることで、より高い清澄効果を得ることができる。なお、上述したように、SO3と上記清澄剤とを共存させることも可能である。
また、As2O3及びSb2O3は、熔融ガラス中で価数変動を伴う反応を生じ、ガラスを清澄する効果を有するが、これ等は環境への負荷が大きい物質であることから、本実施形態のガラス基板においては、ガラス中にAs2O3及びSb2O3を実質的に含まないように制限する。なお、本明細書において、As2O3及びSb2O3を実質的に含まないとは、0.01%未満であって不純物を除き意図的に含有させないことを意味する。また、PbOやFは、ガラスの熔融性を向上させ、ガラスを清澄する効果を有するが、これらは環境への負荷が大きい物質であることから、本実施形態のカバーガラスには、PbO及びFが実質的に含まれないことが好ましい。
【0083】
Nb2O5やLa2O3等の希土類酸化物は、ガラス基板に用いるガラスのヤング率を高める任意成分である。しかし、含有量が多くなり過ぎると、耐失透性が低下する。したがって、上記Nb2O5やLa2O3等の希土類酸化物の含有率は、3%以下であることが好ましく、1%以下であることがより好ましく、0.5%以下であることがより一層好ましく、さらに0.1%未満であって不純物を除き意図的に含有させないことが特に好ましい。
なお、本実施形態において、Co、Ni等のガラスを着色するような成分は、ガラス基板やイオン交換処理後の強化ガラスの透過率を低下させるため好ましくない。例えば、タッチパネルディスプレイに用いる場合、ガラス基板や強化ガラスの透過率が低下すると、タッチパネルディスプレイの視認性が損なわれるため好ましくない。したがって、Co、Ni等のガラスを着色するような遷移金属元素は、1%以下であることが好ましく、0.5%以下であることがより好ましく、0.05%以下であることがより一層好ましく、さらに、0.05%未満であって不純物を除き意図的に含有させないことが特に好ましい。
【0084】
[第2実施形態におけるカバーガラスの製造方法]
次に、本実施形態のカバーガラスの製造方法について説明する。カバーガラスの製造方法は、下記(1)〜(4)の工程を有する。すなわち、製造方法は、
(1)ガラス基板が上述したような組成になるように、各成分を調合したガラス原料を熔融する工程と、
(2)前記熔融工程により熔融したガラスを、板状に成形する成形工程と、
(3)前記板状に成形されたガラス基板を、少なくともケミカルエッチングを含む加工法で、形状加工を行う工程と、
(4)前記形状加工されたガラス基板に化学強化を施してガラス表面に圧縮応力層を形成する工程と、を有する。
【0085】
((1)工程)
当該(1)工程は、ガラス基板が、上で説明したガラス組成となるように各成分を調合したガラス原料を熔融する工程である。
具体的には、前記各成分に相当するガラス原料を秤量及び調合して、耐火レンガ、白金又は白金合金などの熔融容器に供給し、加熱・熔融した後に、清澄均質化して所望の組成を有する熔融ガラスを調製する。
【0086】
((2)工程)
当該(2)工程は、前記(1)工程で調製した所望組成の熔融ガラスを、板状に成形する成形工程である。本実施形態において、この成形工程はダウンドロー法を用いることが好ましい。ダウンドロー法は、特開2009−203080号公報等に記載される周知の方法である。ダウンドロー法では、熔融ガラスを樋状の流路の両側から溢れさせ、溢れた熔融ガラスを、流路の下側に位置するくさび状の成形体の両側の側面に沿って流して2つの熔融ガラスの流れを作り、成型体の最下端で2つの熔融ガラスの流れを合流させる。合流してできる帯状のガラスは、下方に設けられた引っ張りローラにより引っ張られる。これにより、熔融ガラスは所定の厚さの帯状ガラスに成形される。
ガラスを板状に成形する方法としては、ダウンドロー法、フロート法、リドロー法、ロールアウト法などがある。本実施形態においては、これらの方法を用いることができるが、その中で、ダウンドロー法、特にオーバーフローダウンドロー法を採用することが最適である。ダウンドロー法を採用するのは、フロート法など他の成形方法を用いた場合に比べ、ダウンドロー法を用いて成形したガラス基板はエッチングレートが向上するためである。また、ダウンドロー法を使用して成形したガラス基板の主表面は、熱間成形された表面であり、極めて高い平滑性を有しているためである。
これに対して、周知のフロート法では表面に錫(Sn)の拡散層が形成されて化学強化時にガラスの主表面の表裏におけるアルカリイオンの拡散速度に差が生じ、安定した圧縮応力層の形成が困難である。また、プレス成形法では大きな板状基板が製造できない不都合があり、さらに、他のシート成形法では主表面を研磨しない限りカバーガラスとして使えないため加工コストが高騰するといった問題がある。本実施形態で用いるダウンドロー法は、上記問題は生じない。
【0087】
ダウンドロー法によりシート成形された上記ガラス基板は、極めて平滑で薄く成形できるため、エッチングによる形状加工を行う場合、ガラス基板の両主表面に形成されたレジストパターンをマスクにして、ガラス基板を両主表面からエッチングする際に、両主表面から均等にエッチングすることができる。つまり、均一な組成を有することで、エッチングの寸法精度もよくなり、携帯電話機等に適用されるカバーガラスやタッチパネルディスプレイに適用されるカバーガラスの端面の断面形状も良好となる。
また、ダウンドロー法を使用して成形したガラス基板の両主表面は、均一な組成を有しており、後述のイオン交換において、主表面間でのイオン交換速度の差が無い。このため、組成差によるイオン交換後の反りを防止することができる。つまり、均質のカバーガラスを生産することが可能となり、生産能力を向上させ且つコストも低減することができる。
さらに、ダウンドロー法を使用してガラスを板状に成形すると、成形後の研磨工程が不要となり、コストを低減し、さらに生産性も向上させることができる。また、ダウンドロー法を使用して成形することで、マイクロクラックのない表面状態を有するガラス基板を得ることができるため、ガラス基板自体の強度も向上させることができる。
【0088】
((3)工程)
当該(3)工程は、板状に成形されたガラス基板に対して、少なくともケミカルエッチング処理を施して所望の形状に加工する工程である。形状加工は、成形されたガラス基板の両主表面における形状を成形することをいい、ガラス基板の端面のみの加工を含まない。
以下に、カバーガラスの形状加工のため、イオン交換処理工程の前にエッチング処理を行う場合について説明する。
まず、上述したように作製した板状のガラス基板の両主表面上にレジスト材料をコーティングする。次に、所望の外形形状のパターンを有するフォトマスクを介してレジスト材料を露光する。上記外形形状は特に限定されないが、例えば、図1に示す負の曲率を持つ部分を含む外形であってもよい。
【0089】
次に、露光後のレジスト材料を現像して、ガラス基板の被エッチング領域以外の領域にレジストパターンを形成し、ガラス基板の被エッチング領域をエッチングする。このとき、エッチャントとしてウェットエッチャントを使用した場合、ガラス基板は、等方的にエッチングされる。これにより、ガラス基板の端面は、中央部が外方に向かって最も突出し、その中央部から両主表面側に向かって緩やかに湾曲した傾斜面が形成される。なお、傾斜面と主表面との境界及び傾斜面同士の境界は、丸みを帯びた形状にすることが好ましい。
【0090】
エッチング工程において用いるレジスト材料は特に限定されないが、レジストパターンをマスクにしてガラスをエッチングする際に使用するエッチャントに対して耐性を有する材料を適用することができる。例えば、ガラスは一般的にフッ酸を含む水溶液のウェットエッチングや、フッ素系ガスのドライエッチングにより腐食されるので、フッ酸耐性に優れたレジスト材料などが好適である。また、上記エッチャントとしては、フッ酸あるいは、フッ酸に硫酸、硝酸、塩酸、ケイフッ酸のうち少なくとも1つの酸を含む混酸を適用することができる。エッチャントとしてフッ酸あるいは上記混酸水溶液を使用することにより、所望の形状のカバーガラスを得ることができる。
【0091】
ここで、ガラスを効果的に溶解するエッチャントはフッ化水素を含有するが、エッチングプロセスにおいて、フッ化水素(HF)中のフッ素(F)とガラス成分中の溶解金属イオンとが結合して、フッ素化合物がエッチャント内に析出する。このフッ素化合物は、フッ化カルシウムやフッ化マグネシウム、フッ化アルミニウムなどからなる。これらの析出物が生成されると、エッチング処理中にガラス表面に付着してしまい、エッチングの進行の妨げとなる。特に、フッ化カルシウムは生成速度が速く、一旦析出すると溶解度が非常に低いことから、エッチング処理工程におけるフッ化カルシウムの生成を抑止するために、ガラス成分中におけるCaOの導入量を低減、もしくは実質的に導入しないことが効果的である。
【0092】
また、エッチングを利用して形状加工を行う際、マスクパターンを調整するだけで、複雑な外形形状も容易に実現することができる。さらに、エッチングにより形状加工を行うことで、より生産性も向上させることができ、加工コストも低減することができる。なお、レジスト材をガラス基板から剥離するための剥離液としては、KOHやNaOHなどのアルカリ溶液を用いることができる。上記レジスト材、エッチャント、剥離液の種類は、ガラス基板の材料に応じて適宜選択することができる。
なお、エッチングの方法としては、単にエッチング液に浸漬する方法のみならず、エッチング液を噴霧するスプレーエッチング法などを用いることもできる。なお、エッチング液に浸漬する方法は、スプレーエッチング法に比較して装置やエッチング処理が容易であるため好ましい。しかし、エッチング液に浸漬する方法は、エッチング処理中にガラス表面にフッ化カルシウムなどの析出物が付着しやすいため、エッチングレートを向上させることの必要性が顕著となる。しかし、本実施形態のガラスの組成を適用することで、エッチング処理中にガラス表面にフッ化カルシウムなどの析出物が付着することを防止できる。つまり、本実施形態のガラスの組成を適用することで、より簡易な方法でカバーガラスの形状加工を速く、しかも高精度に行うことができる。
本実施形態のガラス基板は、濃度10質量%のフッ化水素を含む22℃のエッチング環境で、3.7μm/分以上のエッチングレートのエッチング特性を有する。このようなエッチング特性は、上述したSiO2の含有量をX%とし、上述したAl2O3の含有量をY%としたとき、X−1/2・Yが57.5%以下であるようにガラス基板の組成を調整することにより達成することができる。
【0093】
なお、上記方法では、ケミカルエッチングのみを用いてガラス基板の形状加工を行う例について説明したが、本実施形態ではこれに限定されない。例えば、ケミカルエッチングと機械加工を組み合わせて、ガラス基板の形状加工を行ってもよい。例えば、エッチングで形状加工した後に、ガラス基板の一部(端面やエッジ等)を研削あるいは研磨加工する工程を設けていてもよい。あるいは、エッチングで形状加工を行う前に、予め機械加工でガラス基板を切断する工程や粗く形状加工を行う工程を設けてもよい。
【0094】
なお、本実施形態のガラス基板は、ガラス基板端面のクラックを除去する目的でエッチングを行う工程を設けた場合にも好適も用いられる。これは、ガラス基板の形状加工を行う場合だけでなく、ガラス基板端面のクラックを除去する目的でエッチングを行う工程であっても、フッ素化合物などの化学物質が、エッチャント内に析出し、エッチング精度やエッチングレートを低下させることがあるためである。つまり、本実施形態におけるガラス基板は、少なくともケミカルエッチングによる加工工程を含む場合に、好適に用いられる。例えば、下記(a)〜(e)のような形状加工工程及びガラス基板端面のクラック除去工程を含む加工方法であっても、本実施形態のガラス基板を適用することができる。
【0095】
(a)レジスト膜を形成してサンドブラストで形状加工を行い、さらに外周部をダイヤモンドならびに各種砥石を用いて形状加工を施した後に、ガラス基板をエッチングして加工面の残留クラックを除去する加工方法。
(b)ガラス主表面を保護するフィルムを貼り付けてからガラスを機械加工(切断、形状加工、穴あけ等)した後に、外周部分をエッチングして微小クラックを除去する工程を含む加工方法。
(c)研削、研磨加工により形状加工した後に、ガラス基板全体(主表面および端面を含む)をエッチング加工することによって残留クラックを除去する加工方法。
(d)機械加工した2枚のガラス基板をホットメルトワックスやUV硬化樹脂で貼り合わせした後に、露出した外周部分をケミカルエッチングして残留クラックを除去する加工方法。
(e)複数枚のガラス基板をホットメルトワックスやUV硬化樹脂で積層、貼り合わせした、複数のガラス基板からなるブロックの切断、外周加工を行い、このブロックで露出した加工面(外周端面)をケミカルエッチングして残留クラックを除去する加工方法。
【0096】
((4)工程)
当該(4)工程は、前記(3)工程において形状加工されたガラス基板にイオン交換処理を施す工程である。
本実施形態に係るカバーガラスは、上述したように(3)工程で形状加工されたガラス基板をイオン交換処理することにより製造される。より具体的には、例えば、洗浄を終えた該ガラス基板を350〜550℃程度に保ったKNO3100%の処理浴中に約1〜25時間浸漬して、ガラス表層部のNa+イオンを、前記処理浴中のK+イオンと交換させ、化学強化することができる。なお、イオン交換処理時の温度、時間、イオン交換塩などは適宜変更可能である。例えば、イオン交換塩はKNO3とNaNO3の混合塩など2種類以上の混合溶液であってもよい。
【0097】
[ガラス基板の特性]
次に、第1実施形態及び第2実施形態のカバーガラス10,100に用いるガラス基板の特性について説明する。
【0098】
(エッチングレート)
第1実施形態及び第2実施形態のカバーガラス10,100に用いるガラス基板は、後述する方法で計測したエッチングレートが3.7μm/分以上であり、4.3μm/分以上であることが好ましく、4.5μm/分以上であることがより好ましく、5μm/分以上であることが特に好ましい。エッチングレートを上記範囲とすることで、ガラスの形状加工やエッチングを利用した端面処理の速度を向上させることができ、カバーガラス10,100の生産能を向上させることができる。なお、エッチングレートが高いほどカバーガラス10,100の生産能は向上するが、エッチングレートを向上させるためにAl2O3の含有率を増加することにより、失透温度も上昇する。そこで、耐失透性とエッチングレート向上を両立するために、本実施形態のガラス基板を構成するガラスは、エッチングレートが10μm/分以下であることが好ましく、8μm/分以下であることがより好ましく、7μm/分以下であることがさらに好ましい。なお、エッチングレートは、3.7μm/分〜10μm/分であることが好ましく、4.3μm/分〜10μm/分であることがより好ましく、4.5μm/分〜8μm/分であることがさらに好ましく、5μm/分〜7μm/分であることが特に好ましい。
エッチングレートは、濃度10質量%のフッ化水素を含む22℃のエッチング環境において、20分エッチングしたときのエッチング量(厚み変化)から測定される。
【0099】
(密度)
第1実施形態及び第2実施形態のカバーガラス10,100に用いられるガラス基板は、密度が2.8g/cm3以下であることが好ましく、2.7g/cm3以下であることがより好ましく、2.6g/cm3以下であることがより一層好ましく、2.55g/cm3以下であることがさらにより一層好ましく、2.5g/cm3以下であることが特に好ましい。ガラスの密度が小さいほどガラスの軽量化が可能であり、軽量化されたガラスはカバーガラスやタッチパネルディスプレイ基板などに好適に用いられる。
【0100】
(線熱膨張係数)
第1実施形態及び第2実施形態のカバーガラス10,100に用いられるガラス基板は、100℃から300℃までの線熱膨張係数が50×10−7〜120×10−7/℃であることが好ましく、60×10−7〜120×10−7/℃であることがより好ましく、70×10−7〜110×10−7/℃であることがより一層好ましく、80×10−7〜110×10−7/℃であることが特に好ましい。100℃から300℃までのガラスの線熱膨張係数を50×10−7〜120×10−7/℃とすることで、金属や有機系接着剤などの周辺材料と熱膨張係数が整合しやすくなり、上記周辺材料の剥離などを防止することができる。
【0101】
(失透温度(Tl))
第1実施形態及び第2実施形態のカバーガラス10,100に用いられるガラス基板は、失透温度が1200℃以下であることが好ましく、1100℃以下であることがより好ましく、1000℃以下であることがより一層好ましく、960℃以下であることが特に好ましい。失透温度が低いほど製板時のガラスの失透を防止することができる。つまり、失透温度が低いほど耐失透性を向上させることが可能となり、ダウンドロー法に好適となり、より低温度での成形が可能となるためガラス製造コストも低減することができる。また、失透温度が小さいほどガラスの成形性も向上させることができる。なお、本明細書でいう耐失透性は、失透温度を指標とする特性である。失透温度が小さいほど耐失透性は高い。
【0102】
(ガラス転移温度(Tg))
第1実施形態及び第2実施形態のカバーガラス10,100に用いられるガラス基板は、ガラス転移温度Tgが500℃以上であり、510℃以上であることが好ましく、530℃以上であることがより好ましく、560℃以上であることがより一層好ましく、580℃以上であることがさらにより一層好ましく、590℃以上であることが特に好ましい。Tgを500℃以上とすることで、耐熱性の低下やイオン交換処理によりガラス基板の主表面及び端面に形成された強化層の応力緩和や消失を防止することができる。また、Tgを500℃以上とすることで、熱処理時のガラス基板及び化学強化されたガラス基板の変形も抑制することができるが、Tgが700℃以上となるとイオン交換性能が低下してしまう。このため、Tgは700℃以下が好ましく、650℃以下がよりに好ましく、620℃以下がさらに好ましい。なお、Tgは500℃〜700℃であることが好ましく、510℃〜700℃であることがより好ましく、530℃〜650℃であることがさらに好ましく、560℃〜650℃であることがさらに好ましく、580℃〜650℃であることがさらに好ましく、590℃〜620℃であることが特に好ましい。
また、失透温度とガラス転移点との差が小さいほど製板時のガラスの失透を防止する(耐失透性を向上させる)ことができる。つまり、失透温度とガラス転移点との差が小さいほど耐失透性を向上させることが可能となり、ダウンドロー法に好適となり、より低温度でのガラス基板の成形が可能となるためガラス製造コストも低減することができる。そこで、本実施形態のカバーガラス10,100に用いられるガラス基板は、『失透温度−Tg』が500℃以下であることが好ましく、450℃以下であることがより好ましく、400℃以下であることがより一層好ましく、380℃以下であることがさらにより一層好ましく、370℃以下であることが特に好ましい。『失透温度−Tg』を500℃以下とすることで、ガラス基板の成形性を向上させることができる。
【0103】
(高温粘性)
第1実施形態及び第2実施形態のカバーガラス10,100に用いられるガラス基板は、高温粘性(200dPa・sの温度)が1700℃以下であることが好ましく、1600℃以下であることがより好ましく、1550℃以下であることがより一層好ましく、1520℃以下であることが特に好ましい。ガラス基板における高温粘性を1700℃以下とすることで、熔融温度の上昇や熔融炉などのガラス製造設備への熱負担増大を防止することができる。また、ガラスの泡品質(気泡の含有量)も改善することができる。これにより、安価にガラスを製造することが可能となる。
【0104】
(歪点)
第1実施形態及び第2実施形態のカバーガラス10,100に用いられるガラス基板は、歪点が460℃以上であることが好ましく、470℃以上であることがより好ましく、490℃以上であることがより一層好ましく、520℃以上であることがさらにより一層好ましく、560℃以上であることが特に好ましい。歪点を460℃以上とすることで、耐熱性の低下を防止できず、またイオン交換処理によりガラス基板の主表面や端面に形成された強化層の応力緩和や消失を防止することができる。なお、歪点を460℃以上とすることで、熱処理時のガラス基板及び化学強化されたガラス基板の変形も抑制することができる。しかし、歪点が660℃以上となるとイオン交換性能が低下してしまうため、660℃以下が好ましく、610℃以下がよりに好ましく、580℃以下がさらに好ましい。なお、歪点は460℃〜660℃であることが好ましく、470℃〜660℃であることがより好ましく、490℃〜610℃であることがさらに好ましく、520℃〜610℃であることがさらに好ましく、560℃〜580℃であることが特に好ましい。
【0105】
(板厚)
第1実施形態及び第2実施形態のカバーガラス10,100に用いられるガラス基板は、板厚が3.0mm以下であることが好ましく、2.0mm以下であることがより好ましく、1.3mm以下であることがより一層好ましく、0.8mm以下であることがさらに一層好ましく、0.6mm以下であることが特に好ましい。ガラス基板や化学強化されたガラス基板の板厚が薄い程、カバーガラス10,100は軽量化することができ、カバーガラスやタッチパネルディスプレイ基板などに好適となる。なお、ガラス基板の撓みや剛性、強度等を考慮すると、板厚は0.2mm以上であることが好ましく、0.3mm以上であることがより好ましく、0.4mm以上であることがより好ましい。また、イオン交換処理を施した化学強化ガラスは、板厚が薄くとも破損し難い。例えば、ダウンドロー法で成形すれば、研磨処理等を省略しても、機械的強度が高く、表面精度が良好でかつ薄いガラス基板を得ることができる。なお、ガラス基板や化学強化されたガラス基板の板厚は、0.2mm〜2.0mmであることが好ましく、0.2mm〜1.3mmであることがより好ましく、0.4mm〜1.3mmであることがさらに好ましく、0.4mm〜0.8mmであることがさらに好ましく、0.4mm〜0.6mmであることが特に好ましい。
【0106】
(圧縮応力値)
第1実施形態及び第2実施形態のカバーガラス10,100を構成するガラスに形成される圧縮応力値が140MPa以上であることが好ましく、300MPa以上であることが好ましく、400MPa以上であることがより好ましく、500MPa以上であることがさらに好ましく、600MPa以上であることが特に好ましい。圧縮応力値を140MPa以上、より好ましくは300MPa以上とすることで、カバーガラス10,100は、例えばディスプレイなどを保護するために十分な強度を得ることができる。なお、圧縮応力値が高いほどガラスの強度は向上するが、強化されたガラスが破損した際の衝撃も大きくなる。本実施形態の化学強化されたカバーガラス10は、圧縮応力値が950MPa以下であることが好ましく、800MPa以下あることがより好ましく、750MPa以下であることがより好ましく、700MPa以下であることがより一層好ましい。なお、本実施形態の化学強化されたカバーガラス10は、圧縮応力値が140MPa〜950MPaであり、300MPa〜950MPaであることが好ましく、400MPa〜900MPaであることがより好ましく、400MPa〜800MPaであることがさらに好ましく、500MPa〜800MPaであることがさらに好ましい。
【0107】
(圧縮層深さ)
第1実施形態及び第2実施形態のカバーガラス10,100を構成するガラスは、圧縮層深さが15〜90μmであり、20〜85μmであることが好ましく、25〜80μmであることがより好ましく、30〜70μmであることがさらに好ましく、30〜50μmであることがさらに好ましい。
【0108】
なお、近年カバーガラスは軽量化のために薄板化の傾向にあるが、これに伴い、圧縮応力層の深さが薄いものの、所定値以上の圧縮応力値を有することが求められている。具体的には、カバーガラスの板厚が0.2〜1.3mmであり、かつ圧縮応力層の深さが20〜85μm、圧縮応力値が300MPa〜950MPaであることが好ましく、カバーガラスの板厚が0.4〜1.3mmであり、かつ圧縮応力層の深さが25〜80μm、圧縮応力値が400MPa〜900MPaであることがさらに好ましく、カバーガラスの板厚が0.4〜0.8mmであり、かつ圧縮応力層の深さが30〜70μm、圧縮応力値が400MPa〜800MPaであることがさらに好ましく、カバーガラスの板厚が0.4〜0.6mmであり、かつ圧縮応力層の深さが30〜50μm、圧縮応力値が500MPa〜800MPaであることがさらに好ましい。
【0109】
(液相粘度)
第1実施形態及び第2実施形態のカバーガラス10,100を構成するガラスは、液相粘度が160kpoise以上であり、300kpoise以上であることが好ましく、400kpoise以上であることがより好ましく、500kpoise以上であることがさらに好ましい。液相粘度が160kpoise以上であると、ダウンドロー法に好適となり、製造コストも低減することが可能となる。
なお、ダウンドロー法(特に、オーバーフローダウンドロー法)で安定して製造を行うためには、液相粘度が160kpoise以上であり、失透温度(液相温度)が1200℃以下であるとよい。失透の発生を抑制しつつ、より安定して化学強化したガラス基板やカバーガラスの製造を行うためには、液相粘度が300kpoise以上であり、かつ失透温度(液相温度)が1090℃未満であることが好ましく、液相粘度が400kpoise以上であり、かつ失透温度(液相温度)が1050℃以下であることがより好ましい。
【実施例】
【0110】
次に、実施例により、本発明をさらに詳細に説明するが、本発明は、これらの例によってなんら限定されるものではない。
【0111】
(第1実施形態におけるガラスの作製)
まず、下記表1及び表2(サンプル1〜28)、ならびに下記表3及び表4(サンプル29〜33)に示すガラス組成となるように、通常のガラス原料であるシリカ、アルミナ、硫酸ナトリウム、炭酸リチウム、炭酸ナトリウム、炭酸カリウム、塩基性炭酸マグネシウム、炭酸カルシウム、酸化スズ、酸化ジルコニウムを用いてガラス原料(バッチ)を調合した。調合したバッチを、白金ルツボを用いて1550℃で4時間保持して電気炉内で加熱して溶融ガラスとし、それを炉外で鉄板上に流し出し冷却してガラスブロックとした。このガラスを電気炉中、600℃で30分保持した後、炉の電源を切り、室温まで徐冷してガラス物性評価用の試料ガラスとした。
上述したように得られた試料ガラスについて、失透温度、歪点、熱膨張係数、ガラス転移温度、高温粘性、エッチングレートを評価した。
【0112】
【表1】

【0113】
【表2】
【0114】
【表3】
【0115】
【表4】
【0116】
(失透温度の評価)
試料ガラスを粉砕し、2380μmのふるいを通過し、1000μmのふるい上に留まったガラス粒をエタノールに浸漬し、超音波洗浄した後、恒温槽で乾燥させた。幅12mm、長さ200mm、深さ10mmの白金ボート上に前記ガラス粒25gをほぼ一定の厚さになるように入れ、800〜1200℃の温度勾配を持った電気炉内に24時間保持した後、炉から取り出し、ガラス内部に発生した失透を40倍の光学顕微鏡にて観察し、失透が観察された最高温度を失透温度とした。
【0117】
(歪点の評価)
歪点Psは、試料ガラスを3mm角、長さ55mmの角柱形状に切断・研削加工し、ビーム曲げ測定装置(東京工業株式会社製)を用いて測定した。ビーム曲げ法(ASTM C−598)に従い、歪点を計算により求めた。
【0118】
(熱膨張係数及びガラス転移温度Tgの評価)
試料ガラスをφ5mm、長さ20mmの円柱状に加工し、示差熱膨張計(Thermo Plus2 TMA8310)を用いて、熱膨張係数及びガラス転移温度Tgを測定した。熱膨張係数の測定結果より、100〜300℃の温度範囲における平均熱膨張係数を算出した。
【0119】
(密度の評価)
密度は、アルキメデス法によって測定した。
【0120】
(高温粘性の評価)
試料ガラスを1600℃で4時間溶融・泡抜し、試料引き下げ式自動測定粘度測定装置を用いて高温粘性を測定した。より詳細には、溶融した試料ガラス中に白金球を吊るし、容器ごと試料を引き下げる時に球にかかる粘性抵抗を荷重として測定することにより、試料の粘度を求めた。下記表5,6にはガラスの粘度が200dPa・sであるときの温度を記載した。
【0121】
(エッチングレートの評価)
試料ガラスを20〜50mm×20〜40mm×0.7mmの大きさに切断・研削・研磨し、シート状サンプルを作製した。シート状サンプル洗浄後、容器に入れたHF400ml(濃度10質量% 温度22℃)にシート状サンプルを、20分浸漬した。水洗した後に、試験前後の厚み及び質量を測定し、試料ガラスのエッチングレートを算出した。
【0122】
(化学強化処理)
次に、洗浄を終えた試料ガラスを400℃に保ったKNO3100%の処理浴中に約2.5時間浸漬して、ガラス表層部のNa+イオンを、前記処理浴中のK+イオンとイオン交換させ、化学強化した。化学強化を終えたガラス基板は、洗浄槽に順次浸漬して洗浄し、乾燥した、強化ガラスを得た。なお、サンプル4,7,9〜10については、500℃に保ったKNO3100%の処理浴中に約5時間浸漬して化学強化をおこなった。
【0123】
(圧縮応力値の評価)
上記のようにして得られた強化ガラスについて、表面応力計(ルケオFSM−6000LE)で干渉縞の本数とその間隔を観察し、ガラス表面近傍の圧縮応力層の圧縮応力値と圧縮応力層の厚みを算出した。算出に際し、各試料の屈折率(nd)を1.50、光弾性定数を28[(nm/cm)/MPa]とした。なお、サンプル4,7,9〜10については、各試料の屈折率(nd)を1.52とした。
【0124】
表1および表2に示す第1実施形態のサンプル1〜28、および、表3および表4に示す第1実施形態のサンプル29〜33の特性は以下の表5,6のように得られた。
【0125】
【表5】
【0126】
【表6】
【0127】
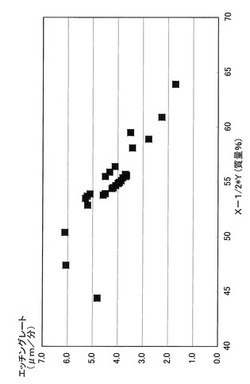
表1,2に示すサンプル1〜28および表3,4に示すサンプル29〜33について、表5,6に示すエッチングレートを縦軸に、上述したX−1/2・Y(XはSiO2の含有率、YはAl2O3の含有率)を横軸にとった散布図を作成した。図3は作成した散布図を示す。明らかなように、エッチングレートは、X−1/2・Yの値を低くすることにより、増加する。エッチングレートは、X−1/2・Yが52%以下の領域では、大きな変化は見られない。このため、エッチングレートを3.7μm/分以上にするには、X−1/2・Yは57.5%以下にすることが好ましい。しかし、Yの値を大きくして、X−1/2・Yが52%以下としても、エッチングレートはそれ以上向上しないことに加え、失透温度が高くなるため耐失透性が低下する。この点から、X−1/2・Yの値の下限は45%であることが好ましい。
【0128】
(連続式によるガラス基板の製造例)
ガラス基板がサンプル4(表1、2参照)に示す組成となるよう調合したガラス原料を、耐火煉瓦製の熔解槽と白金製の攪拌槽などを備えた連続熔解装置を用いて、1520℃で熔解し、1550℃で清澄、1350℃で攪拌した後にダウンドロー法により厚さ0.7mmの薄板状に加工し、化学強化用ガラス基板を得た。また、以下のような方法で、エッチング及び化学強化を行った。
まず、作製された化学強化用ガラス基板を試料ガラス基板として、この基板の両主表面上に、メッシュスクリーン印刷法によりカバーガラス形状のフェノール系熱硬化性樹脂パターンを厚さ20μmで形成し、このフェノール系熱硬化性樹脂パターンに対して200℃で15分のベーキング処理を施した。フェノール系熱硬化樹脂パターンをマスクにして、エッチャントとしてフッ酸(15質量%)と硫酸(24質量%)の混酸水溶液(40℃)を用いて、試料ガラスを両主表面側から被エッチング領域をエッチングして所定の形状に切り抜いた。その後、NaOH溶液を用いてガラス上に残存したフェノール系熱硬化樹脂を溶解させてガラスから剥離し、リンス処理を行った。
続いて、洗浄を終えた試料ガラス基板を500℃に保ったKNO3100%の処理浴中に約5時間浸漬して、ガラス表層のNaイオンを、前記処理浴中のKイオンとイオン交換させ、化学強化した。化学強化を終えた試料ガラス基板は、洗浄槽に順次浸漬して洗浄し、乾燥した。
その結果、品質も良好であり、エッチングレートも3.7μm/分以上に向上したガラス基板を得ることができた。
【0129】
(第2実施形態におけるガラスの作製)
まず、下記表7及び表8(サンプル34〜62)、ならびに下記表9及び表10(サンプル63〜76)に示すガラス組成となるように、通常のガラス原料であるシリカ、アルミナ、硫酸ナトリウム、炭酸リチウム、炭酸ナトリウム、炭酸カリウム、塩基性炭酸マグネシウム、炭酸カルシウム、酸化スズ、酸化ジルコニウムを用いてガラス原料(バッチ)を調合した。調合したバッチを、白金ルツボを用いて1550℃で4時間保持して電気炉内で加熱して熔融ガラスとし、それを炉外で鉄板上に流し出し冷却してガラスブロックとした。このガラスブロックを電気炉中、600℃で30分保持した後、炉の電源を切り、室温まで徐冷して得られたガラスブロックを切断、研磨などの機械加工を施し、50×40mm、厚み約0.7mmの試料ガラスとした。上述したように得られたガラス基板について、失透温度(Tl)、エッチングレート、ガラス転移温度(Tg)、平均線熱膨張係数、密度、圧縮応力値、表面圧縮層深さ、加工精度を評価した。
【0130】
【表7】
【0131】
【表8】
【0132】
【表9】
【0133】
【表10】
【0134】
(失透温度の評価)
試料ガラスを粉砕し、2380μmのふるいを通過し、1000μmのふるい上に留まったガラス粒をエタノールに浸漬し、超音波洗浄した後、恒温槽で乾燥させた。幅12mm、長さ200mm、深さ10mmの白金ボート上に前記ガラス粒25gをほぼ一定の厚さになるように入れ、800〜1200℃の温度勾配を持った電気炉内に24時間保持した後、炉から取り出し、ガラス内部に発生した失透を40倍の光学顕微鏡にて観察し、失透が観察された最高温度を失透温度とした。
【0135】
(エッチングレートの評価)
試料ガラスを洗浄後、容器に入れたHF400ml(濃度10質量% 温度22℃)に20分浸漬した。水洗した後に、試験前後の厚み及び質量を測定し、ガラス基板のエッチングレートを算出した。
【0136】
(エッチングを含む形状加工精度の評価)
さらに、図4(a)に示すように、機械加工を施した化学強化処理前のガラス基板であるガラス20を2枚重ね、その両側のそれぞれにダミーガラス22を3枚重ねてエッチングを行った。エッチング後のガラス端面のエッチング面を光学顕微鏡で観察した。
観察としては、図4(a)に示すように長辺のガラス端面を200倍に拡大して目視観察をする観察Aと、ガラス基板を短辺の中央部分を短辺に対し垂直に割った後に、図4(b)に示すように短辺のガラス端面を200倍に拡大して目視観察をする観察Bとを行った。観察Aおよび観察Bにおいて略均一にエッチングされている場合良好と評価し、観察Aおよび観察Bの一方のみにおいて略均一にエッチングされ他方が不均一な場合可と評価し、観察Aおよび観察Bにおいて不均一にエッチングされている場合不可と評価した。例えば図5(a)に示すようなサンプルの像の場合、不可と評価され、図5(b)に示すようなサンプルの像の場合、良好と評価される。図5(a)に示すサンプルの像では、ガラス端面が析出した析出物により凹凸を成して平滑な端面となっていない。このため、光学顕微鏡では、図5(a)に示すサンプルの観察Aにおける像は、ガラス端面の平滑な面で光が鏡面反射する白い領域と、析出物による凹凸で光が拡散反射する黒い領域とが入り組んで混在している。図5(a)に示すサンプルの観察Bにおける像においても、凹状の断面形状を有する。これに対して、図5(b)に示すサンプルにおける像は、観察AであれBであれ、白い領域と黒い領域が明確な境界により分けられている。これより、図5(b)に像を示すサンプルは、エッチングによる加工精度が高いと言える。
【0137】
(熱膨張係数及びガラス転移温度Tgの評価)
試料ガラスをφ5mm、長さ20mmの円柱状に加工し、示差熱膨張計(Thermo Plus2 TMA8310)を用いて、熱膨張係数及びガラス転移温度Tgを測定した。熱膨張係数の測定結果より、100〜300℃の温度範囲における平均熱膨張係数を算出した。
【0138】
(密度)
密度は、アルキメデス法によって測定した。
【0139】
(化学強化処理)
次に、洗浄を終えた試料ガラスを400℃に保ったKNO3100%の処理浴中に約2.5時間浸漬して、ガラス表層部のNa+イオンを、前記処理浴中のK+イオンと交換させ、化学強化した。化学強化を終えたガラス基板は、洗浄槽に順次浸漬して洗浄し、乾燥した、強化ガラスを得た。なお、サンプル37,40,42,52については、500℃に保ったKNO3100%の処理浴中に約5時間浸漬して化学強化をおこなった。
【0140】
(圧縮応力値と圧縮応力層の厚さ(深さ)の評価)
さらに、上記のようにして得られた強化ガラスについて、表面応力計(有限会社折原製作所FSM−6000LE)で干渉縞の本数とその間隔を観察し、ガラス表面近傍の圧縮応力層の圧縮応力値と圧縮応力層の厚さ(深さ)を算出した。算出に際し、各強化ガラスの屈折率(nd)は、屈折率計測計(株式会社島津デバイス製造 KPR-200)により計測した値を用いた。なお、ここでは光弾性定数を28[(nm/cm)/MPa]として圧縮応力値を算出した。
【0141】
表7および表8に示す第2実施形態のサンプル34〜62、および、表9および表10に示す第2実施形態のサンプル53〜76の評価結果及びその他の特性は以下の表11,12のように得られた。
【0142】
【表11】
【0143】
【表12】
【0144】
表11,12の比較より、CaOが2.6%以下含むサンプル34,35、さらには、実質的にCaOを含まないサンプル36〜62は、ガラス基板のエッチングによる加工精度が高いことがわかる。なお、表11,12における「加工精度」は、機械加工後のガラス基板のガラス端面をエッチングしたときの評価であるが、図1に示すような形状にガラス基板を形状加工するためにエッチングを行うときの加工精度の評価は、機械加工後のガラス基板のガラス端面をエッチングしたときの評価と、同様の評価傾向となる。すなわち、CaOが2.6%以下含むサンプル34,35、さらには、実質的にCaOを含まないサンプル36〜62は、形状加工を行ってもその加工精度は高いと言える。
表7,8に示すサンプル34〜62および表9,10に示すサンプル63〜76について、表11,12に示すエッチングレートを縦軸に、上述したX−1/2・Y(XはSiO2の含有率、YはAl2O3の含有率)を横軸にとった散布図を作成した。図6は作成した散布図を示す。明らかなように、エッチングレートは、X−1/2・Yの値を低くすることにより、増加する。エッチングレートは、X−1/2・Yが52%以下の領域では、大きな変化は見られない。このため、エッチングレートを3.7μm/分以上にするには、X−1/2・Yは57.5%以下にすることが好ましい。しかし、Yの値を大きくして、X−1/2・Yが52%以下としても、エッチングレートはそれ以上向上しないことに加え、失透温度が高くなるため耐失透性が低下する。この点から、X−1/2・Yの値の下限は45%であることが好ましい。
【0145】
(連続式によるガラス基板の製造例)
ガラス基板がサンプル36(表7,8参照)に示す組成となるよう調合したガラス原料を、耐火煉瓦製の熔解槽と白金製の攪拌槽などを備えた連続熔解装置を用いて、1520℃で熔解し、1550℃で清澄、1350℃で攪拌した後にダウンドロー法により厚さ0.7mmの薄板状に加工し、ガラス基板を得た。また、以下のような方法で、エッチング及び化学強化を行った。
まず、作製されたガラス基板の両主表面上に、メッシュスクリーン印刷法によりカバーガラス形状のフェノール系熱硬化性樹脂パターンを厚さ20μmで形成し、このフェノール系熱硬化性樹脂パターンに対して200℃で15分のベーキング処理を施した。フェノール系熱硬化樹脂パターンをマスクにして、エッチャントとしてフッ酸(15質量%)と硫酸(24質量%)の混酸水溶液(40℃)を用いて、ガラス基板を両主表面側から被エッチング領域をエッチングして所定の形状に切り抜いた。その後、NaOH溶液を用いてガラス表面に残存したフェノール系熱硬化樹脂を溶解させてガラス基板から剥離し、リンス処理を行った。
続いて、洗浄を終えたガラス基板を500℃に保ったKNO3100%の処理浴中に約5時間浸漬して、ガラス表層のNaイオンを、前記処理浴中のKイオンと交換させ、化学強化した。化学強化を終えたガラス基板は、洗浄槽に順次浸漬して洗浄し、乾燥した。
その結果、形状精度が良好なカバーガラスを得ることができた。
【0146】
以上のように、第1実施形態のカバーガラスの製造方法およびカバーガラスによれば、エッチングレートを上げることができるので、カバーガラスの生産効率を向上することができる。また、第2実施形態のカバーガラスの製造方法およびカバーガラスによれば、複雑な形状であっても、形状精度の高いカバーガラスを形成することができるので、カバーガラスの生産効率を向上することができる。
【0147】
以上、本発明のカバーガラス及びカバーガラスの製造方法について詳細に説明したが、本発明は上記実施形態に限定されず、本発明の主旨を逸脱しない範囲において、種々の改良や変更をしてもよいのはもちろんである。
【技術分野】
【0001】
本発明は、エッチングで形状加工し、かつ、主表面に圧縮応力層を有するように化学強化したカバーガラス及びこのカバーガラスの製造方法に関する。本実施形態で製造されるカバーガラスは、例えば、携帯電話機、携帯情報端末(PDA:Personal Data Assistance)、デジタルカメラ、フラットパネルディスプレイ(FPD:Flat Panel Display)等の表示画面等を保護する部材として用いるガラス板に適用され得る。
【背景技術】
【0002】
従来より、ガラス基板の強度を化学的に強化した強化ガラスが、例えば、携帯電話機、PDA、デジタルカメラ、FPD等の液晶画面等を保護するカバー材として用いられている。ガラス基板の強化は、イオン交換処理により行われる。
【0003】
近年、携帯電話機やPDA等は薄型、高機能化、形状の複雑化の傾向にある。このため、カバーガラスとして携帯電話機やPDA等に用いられる強化ガラスも、負の曲率を含む凹部や孔部を形成することが求められている。ここで、負の曲率とは、領域の縁に沿って常に左側に領域内部を見ながら進むとき、進むにつれて右側に曲がっていくとき、この輪郭の部分をいう。また、この場合、進むにつれて左側に曲がっていくとき、この輪郭の部分を正の曲率といい、真っ直ぐに進むとき、この輪郭の部分を0の曲率という。
しかし、強化ガラスは表面に圧縮応力層を有しているため、負の曲率の部分を含む凹部や孔部を形成するための外部形状加工が難しいといった問題がある。
【0004】
これに対して、板厚が薄い状態で高い強度を示し、機器に装着した際に機器の薄型化を図ることが可能である携帯端末用カバーガラスが知られている(特許文献1)。
当該カバーガラスを製造するために、板状のガラス基板の主表面にレジストパターンを形成した後、前記レジストパターンをマスクとして、フッ酸と、硫酸、硝酸、塩酸、ケイフッ酸のうち少なくとも1種の酸とを含む混酸水溶液のエッチャントで前記ガラス基板をエッチングすることにより所望の形状に切り抜く。この後、エッチングされたガラス基板に対してイオン交換処理により化学強化が施される。
この方法により、カバーガラスの端面は、溶解ガラス面で構成されてなり、且つ、前記端面の表面粗さは、算術平均粗さRaが10nm以下であるカバーガラスが得られる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−167086号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記方法では、板状ガラス基板を所定形状にエッチングすることにより、負の曲率を持った複雑な形状や孔を有する化学強化されたカバーガラスが得られる。上記方法で行うエッチングにおける処理時間は形状加工処理工程の大部分を占めてカバーガラスの生産効率に大きな影響を与えるため、エッチングの処理時間を短くすることは重要である。
また、上記方法で行うケミカルエッチング処理の際に、フッ酸を含有するエッチャント内で難溶性の化学物質が析出してカバーガラスに付着するため、エッチング処理後のカバーガラスの表面品質を悪化させるばかりか、大量の化学物質がガラス表面に付着する場合は、エッチングの進行を妨げ、処理時間が長くなったり形状精度が低下することがある。
【0007】
そこで、本発明は、エッチングレートを向上させることによりカバーガラスの生産効率を向上することができるカバーガラスの製造方法およびカバーガラスを提供することを目的とする。また、本発明は、複雑な形状であっても、形状精度の高いカバーガラスを形成することができるカバーガラスの製造方法およびカバーガラスを提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の一態様は、カバーガラスの製造方法である。当該方法は、
ダウンドロー法により板状に成形されたガラス基板であって、成分としてSiO2を50〜70質量%、Al2O3を5〜20質量%、Na2Oを6〜30質量%、および、Li2Oを0〜8質量%未満含むガラス基板をエッチングして、形状加工を行う工程と、
形状加工された前記ガラス基板に化学強化を施して圧縮応力層を形成する工程と、を有する。
【0009】
本発明の他の一態様は、カバーガラスの製造方法である。当該方法は、
板状に成形されたガラス基板であって、成分としてSiO2を50〜70質量%、Al2O3を5〜20質量%、Na2Oを6〜30質量%、Li2Oを0〜8質量%未満、およびCaOを0〜2.6質量%含む前記ガラス基板の形状加工を行う工程と、
少なくとも形状加工した前記ガラス基板の端面を、ケミカルエッチングにより加工する工程と、
加工された前記ガラス基板に化学強化を施して圧縮応力層を形成する工程と、を有する。
【0010】
本発明の他の一態様は、カバーガラスである。当該カバーガラスは、ダウンドロー法により板状に成形されたガラス基板であって、エッチングで形状加工し、かつ、ガラス主表面に圧縮応力層を有するように前記ガラス基板を化学強化した板状のガラス基板である。
前記ガラス基板は、成分としてSiO2を50〜70質量%、Al2O3を5〜20質量%、Na2Oを6〜30質量%、およびLi2Oを0〜8質量%未満含む。
前記ガラス基板は、濃度10質量%のフッ化水素を含む22℃のエッチング環境で、3.7μm/分以上のエッチングレートのエッチング特性を有する。
【0011】
本発明の他の一態様は、カバーガラスである。当該カバーガラスは、エッチングで形状加工し、かつ、ガラス主表面に圧縮応力層を有するように前記ガラス基板を化学強化した板状のガラス基板である。
前記ガラス基板は、成分としてSiO2を50〜70質量%、Al2O3を5〜20質量%、Na2Oを6〜30質量%、Li2Oを0〜8質量%未満、およびCaOを0〜2.6質量%含む。
【発明の効果】
【0012】
上記カバーガラスの製造方法およびカバーガラスによれば、エッチングレートを上げることができるので、カバーガラスの生産効率を向上することができる。また、上記カバーガラスの製造方法およびカバーガラスによれば、複雑な形状であっても、形状精度の高いカバーガラスを形成することができるので、カバーガラスの生産効率を向上することができる。
【図面の簡単な説明】
【0013】
【図1】本実施形態のカバーガラスの一例を示す図である。
【図2】図1に示すA−A’線に沿ったカバーガラスの断面を示す図である。
【図3】第1実施形態のガラスの組成とエッチングレートの関係を示す図である。
【図4】(a),(b)は、ガラス板のエッチングの加工精度を評価する方法を説明する図である。
【図5】(a),(b)は、ガラス板の光学顕微鏡により得られる観察像の例である。
【図6】第2実施形態のガラスの組成とエッチングレートの関係を示す図である。
【発明を実施するための形態】
【0014】
以下、本発明のカバーガラスの製造方法およびカバーガラスについて第1実施形態及び第2実施形態に基づいて詳細に説明する。なお、本明細書において、ガラスを構成する成分の含有量を示す%(含有率)は、特に記載のない限り、質量%を示す。
【0015】
第1実施形態及び第2実施形態のカバーガラスとは、携帯電話機、デジタルカメラ、携帯情報端末、フラットパネルディスプレイなどの表示画面の保護に用いられるものをいう。しかし、第1実施形態及び第2実施形態のカバーガラスは、上記の用途に限定されるものではなく、例えば、タッチパネルディスプレイの基板、磁気ディスク用基板、太陽電池用カバーガラス、窓ガラスなどにも適用することができる。第1実施形態では、エッチングレートを上げることができるので、カバーガラスの生産効率を向上することができる。第2実施形態では、カバーガラスの生産効率を向上に加えて、形状精度の高いカバーガラスを形成することができるので、カバーガラスの生産効率をより向上することができる。
【0016】
[第1実施形態のカバーガラス]
図1は、本実施形態の一例であるカバーガラス10を示す図である。図1に示されるカバーガラス10では、板状ガラスの図中の左右の両側において凹部12が形成される。カバーガラス10は、凹部12において、一部分で上述した負の曲率を有する。また、カバーガラス10には、スリット状の孔14が設けられ、この孔14に沿った縁において、上述した負の曲率を有する。
【0017】
図2は、図1に示すカバーガラス10のA−A矢視断面図である。カバーガラス10は、カバーガラス10の主表面において圧縮応力層16が形成され、さらに、カバーガラス10の端面にも圧縮応力層16が形成されている。このようにカバーガラス10の主表面のみならず、端面において圧縮応力層16が形成されるのは、カバーガラス10の形状加工後に化学強化処理が施されるからである。
【0018】
カバーガラス10は、具体的には、ダウンドロー法により成形されたガラス基板をエッチングにより形状加工した後、イオン交換処理により化学強化処理を施して得られる。その際、ガラス基板は、成分としてSiO2を50〜70%、Al2O3を5〜20%、Na2Oを6〜30%、および、Li2Oを0〜8%未満含む。また、このガラス基板は、濃度10質量%のフッ化水素を含む22℃のエッチング環境で、エッチングレートが3.7μm/分以上であるエッチング特性を有する。
以下、カバーガラス10を構成するガラス基板の組成について詳細に説明する。
【0019】
[第1実施形態におけるガラス基板の組成]
第1実施形態におけるカバーガラス10に用いるガラス基板は、SiO2,Al2O3およびNa2Oを含有し、必要に応じて、B2O3,Li2O,K2O,MgO,CaO,SrO,BaO,ZnO,ZrO2,TiO2,P2O5,SnO2およびSO3を含有することができる。
【0020】
(SiO2)
SiO2は、ガラス基板に用いるガラスの骨格をなす必須成分であり、ガラスの化学的耐久性と耐熱性を高める効果を有する。SiO2の含有率が50%未満では、ガラス基板を形状加工するためにエッチングを行うときのエッチングレートは向上する傾向にあるものの、ガラス化が困難であり、耐久性と耐熱性の効果も十分に得ることができない。他方、含有率が70%を超えると、ガラスが失透を起こしやすくなり、ガラス原料の熔融や成形が困難になるとともに、粘性が上昇してガラスの均質化が困難になるので、ダウンドロー法を利用した安価なガラスの大量生産が困難となる。また、含有率が70%を超えると、熱膨張率が過度に低下し金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。さらに、含有率が70%を超えると、低温粘性が過度に上昇することによってイオン交換速度が低下するため、イオン交換により化学強化した場合にも十分な強度を得ることができない。したがって、SiO2の含有率は、50〜70%であり、53〜67%が好ましく、53〜65%がより好ましく、55〜65%がより一層好ましく、58〜63%が特に好ましい。なお、低温粘性は107.6〜1014.5dPa・sにおける温度であるが、本実施形態では1014.5dPa・sにおける温度と定める。
【0021】
(Al2O3)
Al2O3はガラス基板に用いるガラスの骨格をなす必須成分であり、ガラスの化学的耐久性と耐熱性、さらにはイオン交換性能やエッチングによって形状加工を行うときのエッチングレートを高める効果を有している。Al2O3の含有率が5%未満では、上記効果が十分に得られない。他方、Al2O3の含有率が20%を超えると、ガラスの熔融が困難となり、ガラスの粘性が上昇して成形が困難になる。このため、ダウンドロー法を利用した安価なガラスの大量生産が困難となる。また、Al2O3の含有率が20%を超えると耐酸性が過剰に低下するので、カバーガラスとしては好ましくない。また、Al2O3の含有率が20%を超えると、ガラスが失透を起こしやすくなり、耐失透性も低下するので、ダウンドロー法に適用できない。したがって、Al2O3の含有率は5〜20%であり、5〜17%が好ましく、7〜16%がより好ましく、9〜15%が特に好ましい。
【0022】
なお、本実施形態では、SiO2含有率をXとし、Al2O3含有率をYとしたとき、X−1/2・Yが57.5%以下であることが好ましい。X−1/2・Yが57.5%以下である場合、ガラス基板のエッチングレートは効果的に向上し得る。X−1/2・Yの範囲は、56%以下がより好ましく、55%以下がより一層好ましい。
他方、上記X−1/2・Yの範囲が45%未満である場合、エッチングレートは5μm/分以上であるものの、失透温度が高くなるため耐失透性が低下してしまう。したがって、耐失透性とエッチングレート向上の両立を実現させるために、上記X−1/2・Yの範囲が45%以上であることが好ましく、47%以上であることがより好ましく、50%以上が特に好ましい。なお、上記X−1/2・Yの範囲が45%〜57.5%であることが好ましく、47〜56%であることがより好ましく、50〜55%であることがさらに好ましい。
【0023】
(B2O3)
B2O3はガラスの粘性を下げて、ガラス基板に用いるガラスの熔解および清澄を促進する成分である。その含有率が5%を超える場合、ガラスの耐酸性が低下するとともに、揮発量が増加してガラスの均質化が困難になる。また、揮発量が増加することでガラスの成分にムラが生じ、ガラス基板のエッチングにもムラが生じる。つまり、ガラスの領域によってエッチングレートが不均一となってしまうため、B2O3を過剰に含有したガラス基板は、高精度が求められる形状加工のためのエッチングなどには不向きである。さらに、B2O3の含有率が5%を超える場合、歪点も低下するので、ガラス基板に熱処理を施す際にガラスが変形してしまうという不都合が生じる。したがって、B2O3の含有率は0〜5%であることが好ましく、0〜3%がより好ましく、0〜2%未満がより一層好ましく、0.01%未満であって不純物を除き意図的に含有させないことが特に好ましい。B2O3の含有率を0〜5%にすることにより、エッチングレートを向上させるという効果に加え、エッチングのムラを防止することができ、より品質の高いカバーガラスを得ることができる。
【0024】
(Li2O)
Li2Oはイオン交換成分の一つであり、ガラス基板に用いるガラスの粘度を低下させて、ガラスの熔融性や成形性を向上させる成分である。また、Li2Oは、ガラス基板のヤング率を向上させる成分である。さらに、Li2Oは、アルカリ金属酸化物の中では圧縮応力層の応力値を高める効果が高い。しかし、Li2Oの含有率が多くなり過ぎる場合、ガラス基板の強化を行う工程であるイオン交換処理におけるイオン交換塩の劣化がはやくなるという不都合があるため、カバーガラスの製造コストが高くなってしまう。また、Li2Oの含有率が多くなり過ぎる場合、ガラスの熱膨張係数が高くなり過ぎて、ガラスの耐熱衝撃性が低下し、金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。また、Li2Oの含有率が多くなり過ぎる場合、耐熱性が低下することに加え、低温粘性が過度に低下することで、化学強化後の加熱工程で応力緩和が発生し、圧縮応力層の応力値が低下してしまうため、十分な強度のカバーガラスを得ることができない。したがって、Li2Oの含有率は0〜8%未満であり、0〜5%が好ましく、0〜2%がより好ましく、0〜1%がさらにより好ましく、0〜0.02%がより一層好ましく、0.01%未満が望ましく、不純物を除き意図的に含有させないことが特に好ましい。
【0025】
(Na2O)
Na2Oは、イオン交換成分であり、ガラス基板に用いるガラスの高温粘性を低下させて、ガラスの熔融性や成形性を向上させる必須成分である。また、Na2Oは、ガラスの耐失透性を改善する成分である。Na2Oの含有率が6%未満の場合ガラスの熔融性が低下し、熔融のためのコストが高くなってしまう。また、Na2Oの含有率が6%未満の場合イオン交換性能も低下してしまうため、十分な強度を得ることができない。また、Na2Oの含有率が6%未満の場合熱膨張率が過度に低下し、金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。さらに、Na2Oの含有率が6%未満の場合ガラスが失透を起こしやすくなり、耐失透性も低下するので、ダウンドロー法に適用できない。このため、安価なガラスの大量生産が困難となる。他方、Na2Oの含有率が30%を超える場合、低温粘性が低下し、熱膨張率が過度に大きくなり、耐衝撃性が低下し、金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。また、Na2Oの含有率が30%を超えると、ガラスバランスが悪化することによる耐失透性の低下も生じるため、ダウンドロー法を利用した安価なガラスの大量生産が困難となる。したがって、Na2Oの含有率は、6〜30%であり、7〜27%が好ましく、10〜20%がより好ましく、12〜20%がより一層好ましく、13〜19%が特に好ましい。
【0026】
また、本実施形態では、Na2O含有率−Al2O3含有率が、−10〜15%であることが好ましい。Na2O含有率−Al2O3含有率が−10〜15%の範囲内にある場合、カバーガラスの生産効率を向上することができるだけでなく、好適な熱膨張率や耐熱性を維持しつつ、ガラスの熔融性も向上させることができる。そのため、より低い温度でガラスの熔融が可能となり、カバーガラス製造のコストをさらに低減することができる。なお、Na2O含有率−Al2O3含有率のより好ましい範囲は、−5〜13%であり、−5〜10%がより一層好ましく、−3〜5%がさらにより一層好ましい。
【0027】
(K2O)
K2Oは、イオン交換成分であり含有することでガラス基板のイオン交換性能を向上させることができる成分である。また、K2Oはガラスの高温粘性を低下させて、ガラスの熔融性や成形性を向上させると同時に、耐失透性を改善する成分でもある。しかし、K2Oの含有率が多くなり過ぎると、低温粘性が低下し、熱膨張率が過度に大きくなり、耐衝撃性が低下するため、カバーガラスとして好ましくない。また、K2Oの含有量が多くなり過ぎると、金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。また、K2Oの含有率が多くなり過ぎると、ガラスバランス悪化による耐失透性の低下も生じるため、ダウンドロー法を利用した安価なガラスの大量生産が困難となる。したがって、K2Oの含有率は、15%以下であり、10%以下が好ましく、5.6%未満がより好ましく、5%未満がさらに好ましく、4%未満が特に好ましい。他方、K2Oの含有率の下限は、0%以上であり、0.1%以上であることが好ましく、1%以上であることがより好ましく、2%以上であることがさらに好ましい。K2Oの含有率の下限を上記範囲とすることで、エッチングレートの向上に加え、イオン交換処理の時間を短縮することができ、カバーガラスの生産性を向上させることができる。なお、K2Oの含有率は、0〜15%であることが好ましく、0.1〜10%であることがより好ましく、1〜5.6%未満であることがさらに好ましく、2〜5%未満であることがさらに好ましく、2〜4未満%であることが特に好ましい。
【0028】
(R12O)(R1は、Li、Na、Kのうちガラス基板に含有されるすべての元素)
本実施形態では、R12Oの含有率は6〜30%であることが好ましい。R12Oが6%未満ではイオン交換が十分に行われないため、強度を十分に得ることができず、カバーガラスに適用し難くなる。他方、R12Oが30%を超えるとガラスバランスの悪化により失透温度が上昇し、ダウンドロー法に適用し難くなるため、安価なガラスの大量生産が困難となる。機械的強度と耐失透性を両立し、生産性を向上させるために、R12Oの含有率は、10〜28%とすることがより好ましく、14〜25%とすることがさらに好ましく、15〜24%とすることがさらにより好ましく、17〜23%とすることが特に好ましい。
R12Oの含有率の上記範囲は、Li,Na,Kのうち含有する全ての元素について、その酸化物の上述した含有率を満たした上での範囲である。
【0029】
(B2O3/R12O)(R1は、Li、Na、Kのうちガラス基板に含有されるすべての元素)
本実施形態では、B2O3/R12Oの含有率比が、0〜0.3未満であることが好ましい。B2O3は、アルカリ金属酸化物と結合してホウ酸アルカリとして揮発しやすく、特に、イオン半径の小さいLi+はガラス融液中での移動度が大きく融液表面から揮発しやすいことから、ガラス内部まで濃度勾配を形成してガラス表面に脈理を発生させやすい。つまり、B2O3の揮発量が増加することで、製造されるガラス基板が不均質化してしまい、当該ガラス基板にエッチング処理を施した場合には、ガラス基板の不均質化に基づくエッチングのムラが生じてしまう。しかしながら、イオン交換処理により化学強化されるガラスにはアルカリ金属酸化物は必須成分である。そこで、上記B2O3/R12Oの含有率比(質量%の比)が、0〜0.3未満の範囲内であると、ガラスの不均質化やエッチングムラを効果的に改善することができる。これにより、上述したエッチングレートの向上だけでなく、エッチングレートのムラも防止することができるので、所望の形状の強化ガラスを歩留まりよく得ることができる。なお、B2O3/R12Oの含有率比のより好ましい範囲は、0〜0.1であり、0〜0.07が好ましく、0〜0.03がより好ましく、0〜0.005がさらに好ましく、0が特に好ましい。また、上記したように、エッチングのムラの改善のために、Li2Oの含有率は0.01%未満であって不純物を除き意図的に含有させないことが最も好ましい。
【0030】
(MgO)
MgOは、ガラス基板に用いるガラスの粘性を下げて、ガラスの熔解および清澄を促進する成分である。また、MgOは、アルカリ土類金属の中ではガラスの密度を上昇させる割合が小さいため、得られるガラスを軽量化しつつ熔融性を向上するためには有効な成分である。また、成形性を向上させ、ガラスの歪点やヤング率を高める成分でもある。さらに、MgOを含有するガラスを、例えばフッ酸を用いてエッチングした際に形成される結晶物の生成速度は比較的遅いため、エッチング中のガラス表面に結晶物が付着することは相対的に少ない。よって、ガラスの熔解性を改善すると同時に速いエッチングレートを得るためにMgOを含有させることが好ましい。しかし、MgOの含有量が多くなり過ぎると、耐失透性の低下が生じるため、ダウンドロー法を利用した安価なガラスの大量生産が困難となる。したがって、MgOの含有率は、0〜15%であり、1%超〜15%が好ましく、1%超〜12%が好ましく、1%超〜7%未満がより好ましく、3%〜7%未満がさらにより好ましく、4.5%超〜6%が特に好ましい。MgOを0〜15%の範囲で含有することで、エッチングレートの向上に加え、より低い温度でガラスの熔融が可能となり、カバーガラス製造のコストをさらに低減することができる。また、イオン交換性能と歪点の向上を両立できるため、高い機械的強度が求められるカバーガラスに好適となる。これは、ガラス基板の表面に十分な圧縮応力層を形成することができ、熱処理を行った際にも、表面に形成された圧縮応力層の消失を防ぐことができるからである。
【0031】
(CaO)
CaOは、ガラス基板に用いるガラスの粘性を下げて、ガラスの熔解および清澄を促進する成分である。また、CaOは、アルカリ土類金属の中ではガラスの密度を上昇させる効果が小さいため、得られるガラスを軽量化しつつ熔融性を向上するためには有利な成分である。また、成形性を向上させ、ガラスの歪点やヤング率を高める成分でもある。しかし、CaOの含有量が多くなり過ぎると、耐失透性の低下が生じるため、ダウンドロー法を利用した安価なガラスの大量生産が困難となる。さらに、CaOの含有量が多くなり過ぎると、イオン交換性能も悪化してしまうため、強度を十分に得ることができず、生産性も低下してしまう。さらに、CaOを多量に含有するガラスを、例えばフッ酸を用いてウェットエッチングした際に形成される結晶物は、エッチング液に不溶であるばかりか、析出速度が非常に速いため、エッチングするガラスの表面に付着し、その量が著しい場合、エッチング反応を阻害して、ガラスの加工品質を低下させてしまう。他方、CaOを含有することで、失透温度を低下させ、耐失透性及び熔融性を向上させることができるので、CaOの含有率は0%〜10%であり、0%〜8%が好ましく、0%〜6%がより好ましく、0%〜4%がさらに好ましく、0%〜2%が特に好ましい。なお、極めて高いエッチング加工品質が求められる場合には、CaOを実質的に含まないようにすることが好ましい。
さらに、熔融粘性を下げると共に失透温度を下げるには、MgOと共にCaOを共存させることがより好ましいが、CaOについてはエッチングで生じる上述の結晶物の問題が生じない範囲で適宜調整する。
【0032】
(SrO)
SrOは、ガラス基板に用いるガラスの粘性を下げて、ガラスの熔融および清澄を促進する成分である。また、成形性を向上させ、ガラスの歪点やヤング率を高める成分でもある。しかし、SrOの含有量が多くなり過ぎると、ガラスの密度が上昇するため、軽量化が求められるカバーガラスなどには不適となる。また、SrOの含有量が多くなり過ぎると、熱膨張率が過度に大きくなり、金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。さらに、SrOの含有量が多くなり過ぎると、イオン交換性能も低下するため、カバーガラスに求められる高い機械的強度は得がたくなる。したがって、SrOの含有率は、0〜10%が好ましく、0〜5%がより好ましく、0〜2%がより一層好ましく、0〜0.5%がさらにより一層好ましく、不純物を除き意図的に含有させないことが特に好ましい。
【0033】
(BaO)
BaOは、ガラス基板に用いるガラスの粘性を下げて、ガラスの熔融および清澄を促進する成分である。また、成形性を向上させ、ガラスの歪点やヤング率を高める成分でもある。しかし、BaOの含有量が多くなり過ぎると、ガラスの密度が上昇するため、軽量化が求められるカバーガラスなどには不適となる。また、BaOの含有量が多くなり過ぎると、熱膨張率が過度に大きくなり、金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。さらに、BaOの含有量が多くなり過ぎると、イオン交換性能も低下するため、カバーガラスに求められる高い機械的強度を得がたくなる。したがって、BaOの含有率は、0〜10%が好ましく、0〜5%がより好ましく、0〜2%がより一層好ましく、0〜0.5%がさらにより一層好ましい。なお、BaOは環境への負荷が大きいことから0.01%未満であって不純物を除き意図的に含有させないことが特に好ましい。
【0034】
(SrO+BaO)
本実施形態では、SrO含有率+BaO含有率は10%未満であることが好ましい。SrO含有率+BaO含有率が10%未満であると、効果的にガラスの密度の上昇およびイオン交換速度の低下を防ぐことができる。つまり、SrO含有率+BaO含有率を10%未満とすることで、エッチングレートの向上に加え、カバーガラスなどを軽量化することができるという効果および生産性やガラスの強度を向上するという効果を得ることができる。なお、SrO含有率+BaO含有率の好ましい範囲は、0〜8%であり、0〜5%がより好ましく、0〜2%がより一層好ましく、0〜1%がさらにより一層好ましく、不純物を除き意図的に含有させないことが特に好ましい。
【0035】
(RO)(Rは、Mg,Ca,SrおよびBaのうちガラス基板に含有されるすべての元素)
ここで、ROの含有率は、0〜20%であることが好ましい。ROが20%を超えると化学的耐久性が低下する。他方、ROを含有することで、ガラスの熔融性及び耐熱性を向上させることができる。したがって、ROの含有率は0〜10%であることが好ましく、0%〜7%とすることがより好ましく、2〜7%とすることがさらに好ましく、3〜7%とすることがさらに好ましく、4〜7%がさらに一層好ましい。
ROの含有率の上記範囲は、Mg,Ca,SrおよびBaのうち含有する全ての元素について、その酸化物が上述した含有率を満たした上での範囲である。
【0036】
(Li2O/(RO+Li2O))
また、本実施形態では、Li2O/(RO+Li2O) (Rは、Mg、Ca、SrおよびBaから選択される少なくとも1種以上の元素)の含有率比が、0.3未満であることが好ましい。上記範囲とすることで、ガラス基板の強化を行う工程であるイオン交換処理におけるイオン交換塩の劣化を抑制することもでき、カバーガラスに適用される強化ガラスの製造コストを低減することができる。さらに、Li2O/(RO+Li2O)の含有率比が0.3未満であると、失透温度を効果的に低下させることができ、したがって耐失透性を効果的に向上させることができる。また、Li2O/(RO+Li2O)の含有率比が0.3未満であると、歪点を効果的に向上させることができ、耐熱性も向上させることができる。つまり、Li2O/(RO+Li2O)の含有率比が0.3未満であることは、エッチングレートを向上させることに加え、耐熱性も向上させることができ、化学強化処理中の応力緩和や他の熱処理時にガラスが変形してしまうという問題も防止することができる。なお、Li2O/(RO+Li2O)の含有率比のより好ましい範囲は、0.08以下であり、0.05以下がより好ましく、0.01以下がより一層好ましく、0が特に好ましい。
【0037】
(ZnO)
ZnOは、イオン交換性能を高める成分であり、特に圧縮応力値を高くする効果が大きい成分であるとともに、ガラスの低温粘性を低下させずに高温粘性を低下させる成分である。しかし、ZnOの含有量が多くなり過ぎると、ガラスが分相し、耐失透性が低下する。また、ZnOの含有量が多くなり過ぎると、ガラスの密度が上昇するため、軽量化が求められるカバーガラスなどには不適となる。したがって、ZnOの含有率は、0〜6%が好ましく、0〜4%がより好ましく、0〜1%がより一層好ましく、0〜0.1%がさらにより一層好ましく、0.01%未満であって不純物を除き意図的に含有させないことが特に好ましい。
【0038】
(ZrO2)
ZrO2は、イオン交換性能を顕著に向上させるとともに、ガラスの失透温度付近の粘性や歪点を高くする成分である。また、ZrO2は、ガラスの耐熱性を向上させる成分でもある。しかし、ZrO2の含有量が多くなり過ぎると、失透温度が上昇し、耐失透性が低下する。したがって、耐失透性の低下を防止するために、ZrO2の含有率は、0〜15%であることが好ましく、0〜10%であることがより好ましく、0〜6%であることがより一層好ましく、0〜4%であることがさらにより一層好ましい。また、ZrO2を含有することで、携帯電話機等に適用されるカバーガラスやタッチパネルディスプレイに適用されるカバーガラスにおいて重要となる耐熱性や、ガラス基板の化学強化処理の時間短縮および機械的強度の向上に関わるイオン交換性能を効果的に向上させることができる。このため、ZrO2の含有率は、0.1%以上が好ましく、0.5%以上がより好ましく、1%以上がより一層好ましく、2%以上であることが特に好ましい。つまり、ZrO2の含有率を0.1%以上とすることで、耐失透性を向上させつつ、耐熱性およびイオン交換性能も向上させることができる。これにより、イオン交換の処理時間を低減することができ、生産性を向上させることができる。また、化学強化処理や他の熱処理時にガラスが変形してしまうという問題も防止することができ、カバーガラスの歩留まりも向上させることができる。
一方、ガラスの密度を低減したい場合は、ZrO2の含有率を0.1%未満にすることが好ましく、さらに、不純物を除き意図的に含有させないことが特に好ましい。
【0039】
(TiO2)
TiO2は、イオン交換性能を向上させる成分であるとともに、ガラスの高温粘性を低下させる成分である。しかし、TiO2の含有量が多くなり過ぎると、耐失透性が低下してしまう。さらに、TiO2の含有量が多くなり過ぎると、紫外線透過率が低下することによりガラスが着色状態になり、カバーガラスなどには好ましくない。また、TiO2の含有量が多くなり過ぎると、紫外線透過率が低下するので、紫外線硬化樹脂を使用した処理を行う場合に、紫外線硬化樹脂を十分に硬化することができないという不都合が生じる。したがって、TiO2の含有率は、0〜5%であることが好ましく、0〜3%未満であることがより好ましく、0〜1%がより一層好ましく、0〜0.01%がさらにより一層好ましく、さらに、不純物を除き意図的に含有させないことが特に好ましい。
【0040】
((ZrO2+TiO2)/SiO2)
本実施形態では、(ZrO2+TiO2)/SiO2の含有率比が、0〜0.2%であることが好ましい。エッチングによりガラス基板の形状加工をする場合、エッチング処理の後にイオン交換処理を行う。ここで、イオン交換処理において、イオン交換が過剰になされるとガラス基板の内部応力に伴う形状変化が発生してしまう場合がある。つまり、過剰なイオン交換は、ガラス基板の変形を引き起こしてしまうため、エッチングによって高精度に加工された形状を維持できず、カバーガラスとして不適となってしまう。ここで、(ZrO2+TiO2)/SiO2の含有率比が0〜0.2であると、効果的に過剰なイオン交換を抑制することができる。なお、(ZrO2+TiO2)/SiO2の含有率比の好ましい範囲は、0〜0.15であり、0〜0.1がより好ましく、0〜0.07がより一層好ましく、0〜0.01が特に好ましい。(ZrO2+TiO2)/SiO2の含有率比が0〜0.2であると、過剰なイオン交換を防ぎつつ、耐失透性を向上させ、さらに耐熱性も向上させることができる。
【0041】
(P2O5)
P2O5は、イオン交換性能を高める成分であり、特に圧縮応力層の厚みを大きくする効果が大きい成分である。しかし、P2O5の含有量が多くなり過ぎると、ガラスが分相し、耐水性が低下する。したがって、P2O5の含有率は、0〜10%が好ましく、0〜4%がより好ましく、0〜1%がより一層好ましく、0〜0.1%がさらにより一層好ましく、0.01%未満であって不純物を除き意図的に含有させないことが特に好ましい。
【0042】
ガラス基板は、上記各成分の他、以下の清澄剤を含有する。
【0043】
(清澄剤)
清澄剤は、ガラス基板に用いるガラスの清澄のために必要な成分であり、0.001%未満では清澄の効果が得られず、5%を超えると失透や着色などの原因となることから、その合計含有率は0.001〜5%が好ましく、0.01〜3%がより好ましく、0.05〜1%がより一層好ましく、0.05〜0.5%が特に好ましい。
これら清澄剤としては、環境への負荷が小さく、ガラスの清澄性に優れたものであれば特に制限されないが、例えば、Sn、Fe、Ce、Tb、MoおよびWの金属酸化物の群から選ばれる少なくとも1種を挙げることができる。
【0044】
ただし、上記各酸化物をそれぞれSnO2、Fe2O3、CeO2で表した場合、下記の範囲が好ましい。
SnO2はガラスを失透しやすくする成分であるため、清澄性を高めつつ失透を起こさせないためには、その含有率が0〜0.5%であり、0.01〜0.5%であることが好ましく、0.05〜0.3%であることがより好ましく、0.1〜0.2%であることがより一層好ましい。
また、Fe2O3はガラスを着色させる成分であるため、清澄性を高めつつ好適な透過率を得るためには、その含有率が0〜0.2%であり、0.01〜0.2%であることが好ましく、0.05〜0.15%であることがより好ましく、0.05〜0.10%であることがより一層好ましい。ただし、特に、ガラスに透明性・紫外線透過性を求められる場合は、0.02%未満とすることが好ましく、さらに、不純物を除き意図的に含有させないことが特に好ましい。
CeO2は、その含有率が0〜1.2%であることが好ましく、0.01〜1.2%であることがより好ましく、0.05〜1.0%であることがより一層好ましく、0.3〜1.0%であることが特に好ましい。
また、カバーガラスなどのように、特にガラスに高い透過率を要望される場合は、清澄剤として、SO3を適用することが望ましい。SO3の含有率は、0〜5%であり、0.001〜5%が好ましく、0.01〜3%がより好ましく、0.05〜1%がより一層好ましく、0.05〜0.5%がさらにより一層好ましく、0.05〜0.20%であることが特に好ましい。また、清澄剤としてSO3を適用する場合は、SO3源となる硫酸ナトリウム等の硫酸塩とカーボンとを熔融工程において共存させることで、より高い清澄効果を得ることができる。なお、上述したように、SO3と上記清澄剤とを共存させることも可能である。
また、As2O3、Sb2O3およびPbOは、熔融ガラス中で価数変動を伴う反応を生じ、ガラスを清澄する効果を有するが、これ等は環境への負荷が大きい物質であることから、本実施形態のガラス基板においては、ガラス中にAs2O3、Sb2O3およびPbOを実質的に含まないように制限する。なお、本明細書において、As2O3、Sb2O3およびPbOを実質的に含まないとは、0.01%未満であって不純物を除き意図的に含有させないことを意味する。
【0045】
Nb2O5やLa2O3等の希土類酸化物は、ガラス基板に用いるガラスのヤング率を高める成分である。しかし、含有量が多くなり過ぎると、耐失透性が低下する。したがって、上記Nb2O5やLa2O3等の希土類酸化物の含有率は、3%以下であることが好ましく、1%以下であることがより好ましく、0.5%以下であることがより一層好ましく、さらに0.1%未満であって不純物を除き意図的に含有させないことが特に好ましい。
なお、本実施形態において、Co、Ni等のガラスを着色するような成分は、ガラス基板やイオン交換処理後の強化ガラスの透過率を低下させるため好ましくない。例えば、タッチパネルディスプレイに用いる場合、ガラス基板や強化ガラスの透過率が低下すると、タッチパネルディスプレイの視認性が損なわれるため好ましくない。したがって、Co、Ni等のガラスを着色するような遷移金属元素は、1%以下であることが好ましく、0.5%以下であることがより好ましく、0.05%以下であることがより一層好ましく、さらに、0.05%未満であって不純物を除き意図的に含有させないことが特に好ましい。
【0046】
[第1実施形態におけるカバーガラスの製造方法]
次に、本実施形態のカバーガラスの製造方法について説明する。カバーガラスの製造方法は、下記(1)〜(4)の工程を有する。すなわち、製造方法は、
(1)ガラス基板が上述したような組成になるように、各成分を調合したガラス原料を熔融する工程と、
(2)前記熔融工程により熔融したガラスを、ダウンドロー法により板状に成形する成形工程と、
(3)前記板状に成形されたガラスを、エッチングにより形状加工を行う工程と、
(4)前記形状加工されたガラスに化学強化を施してガラス表面に圧縮応力層を形成する工程と、を有する。
上記(2)工程において用いるダウンドロー法には、オーバーフローダウンドロー法やスロットダウンドロー法等を含むが、この中でオーバーフローダウンドロー法が好適に用いられる。
【0047】
((1)工程)
当該(1)工程は、ガラス基板が、上で説明したガラス組成となるように各成分を調合したガラス原料を熔融する工程である。
具体的には、前記各成分に相当するガラス原料を秤量及び調合して、耐火レンガ、白金又は白金合金などの熔融容器に供給し、加熱・熔融した後に、清澄均質化して所望の組成を有する熔融ガラスを調製する。
【0048】
((2)工程)
当該(2)工程は、前記(1)工程で調製した所望組成の熔融ガラスを、ダウンドロー法により板状に成形する成形工程である。ダウンドロー法は、特開2009−203080号公報等に記載される周知の方法である。ダウンドロー法では、溶融ガラスを樋状の流路の両側から溢れさせ、溢れた溶融ガラスを、流路の下側に位置するくさび状の成形体の両側の側面に沿って流して2つの溶融ガラスの流れを作り、成型体の最下端で2つの溶融ガラスの流れを合流させる。合流してできる帯状のガラスは、下方に設けられた引っ張りローラにより引っ張られる。これにより、溶融ガラスは所定の厚さの帯状ガラスに成形される。
板状に成形する方法としては、ダウンドロー法、フロート法、リドロー法、ロールアウト法などがあるが、本実施形態においては、ダウンドロー法を採用する。ダウンドロー法を採用するのは、フロート法など他の成形方法を用いた場合に比べ、ダウンドロー法を用いて成形したガラス基板はエッチングレートが向上するためである。また、ダウンドロー法を使用して成形したガラス基板の主表面は、熱間成形された表面であり、極めて高い平滑性を有しているためである。
【0049】
つまり、上記ガラス基板は、エッチングによる形状加工を行う場合、ガラス基板の両主表面に形成されたレジストパターンをマスクにして、ガラス基板を両主表面からエッチングする際に、両主表面から均等にエッチングすることができる。つまり、均一な組成を有することで、エッチングの寸法精度もよくなり、携帯電話機等に適用されるカバーガラスやタッチパネルディスプレイに適用されるカバーガラスの端面の断面形状も良好となる。
また、ダウンドロー法を使用して成形したガラス基板の両主表面は、均一な組成を有しており、後述のイオン交換において、主表面間でのイオン交換速度の差が無いため、組成差によるイオン交換後の反りを防止することができる。つまり、均質のカバーガラスを生産することが可能となり、生産能力を向上させ且つコストも低減することができる。
さらに、ダウンドロー法を使用してガラスを成形すると、成形後の研磨工程が不要となり、コストを低減し、さらに生産性も向上させることができる。また、ダウンドロー法を使用して成形することで、マイクロクラックのない表面状態を有するガラス基板を得ることができるため、ガラス基板自体の強度も向上させることができる。
【0050】
((3)工程)
当該(3)工程は、板状に成形されたガラス基板にエッチング処理を施し、所望の形状に加工する工程である。
以下に、イオン交換処理工程の前にエッチング処理を行ってカバーガラスの形状加工を行う場合について説明する。
まず、上述したように作製した板状のガラス基板の両主表面上にレジスト材料をコーティングする。次に、所望の外形形状のパターンを有するフォトマスクを介してレジスト材料を露光する。上記外形形状は特に限定されないが、例えば、図1に示す負の曲率を持つ部分を含む外形であってもよい。
【0051】
次に、露光後のレジスト材料を現像して、ガラス基板の被エッチング領域以外の領域にレジストパターンを形成し、ガラス基板の被エッチング領域をエッチングする。このとき、エッチャントとしてウェットエッチャントを使用した場合、ガラス基板は、等方的にエッチングされる。これにより、ガラス基板の端面は、中央部が外方に向かって最も突出し、その中央部から両主表面側に向かって緩やかに湾曲した傾斜面が形成される。なお、傾斜面と主表面との境界及び傾斜面同士の境界は、丸みを帯びた形状にすることが好ましい。
【0052】
エッチング工程において用いるレジスト材料は特に限定されないが、レジストパターンをマスクにしてガラスをエッチングする際に使用するエッチャントに対して耐性を有する材料を適用することができる。例えば、ガラスは一般的にフッ酸を含む水溶液のウェットエッチングや、フッ素系ガスのドライエッチングにより腐食されるので、フッ酸耐性に優れたレジスト材料などが好適である。また、上記エッチャントとしては、フッ酸、硫酸、硝酸、塩酸、ケイフッ酸のうち少なくとも1つの酸を含む混酸を適用することができる。エッチャントとしてフッ酸あるいは上記混酸水溶液を使用することにより、所望の形状のカバーガラスを得ることができる。
また、エッチングを利用して形状加工を行う際、マスクパターンを調整するだけで、複雑な外形形状も容易に実現することができる。さらに、エッチングにより形状加工を行うことで、より生産性も向上させることができ、加工コストも低減することができる。なお、レジスト材をガラス基板から剥離するための剥離液としては、KOHやNaOHなどのアルカリ溶液を用いることができる。上記レジスト材、エッチャント、剥離液の種類は、ガラス基板の材料に応じて適宜選択することができる。
なお、エッチングの方法としては、単にエッチング液に浸漬する方法のみならず、エッチング液を噴霧するスプレーエッチング法などを用いることもできる。
上述したように、エッチングを利用してガラス基板を形状加工することで、表面粗さが高平滑性である端面を有するカバーガラスを得ることが可能となる。つまり、機械加工により形状加工された際に必ず生じるマイクロクラックの発生を防止することができ、カバーガラスの機械的強度をさらに向上させることができる。
本実施形態のガラス基板は、濃度10質量%のフッ化水素を含む22℃のエッチング環境で、3.7μm/分以上のエッチングレートのエッチング特性を有する。このようなエッチング特性は、上述したSiO2の含有量をX%とし、上述したAl2O3の含有量をY%としたとき、X−1/2・Yが57.5%以下であるようにガラス基板の組成を調整することにより達成することができる。
【0053】
((4)工程)
当該(4)工程は、前記(3)工程において形状加工されたガラス基板にイオン交換処理を施す工程である。
本実施形態に係るカバーガラスは、上述したように(3)工程で形状加工されたガラス基板をイオン交換処理することにより製造される。より具体的には、例えば、洗浄を終えた該ガラス基板を350〜550℃程度に保ったKNO3100%の処理浴中に約1〜25時間浸漬して、ガラス表層部のNa+イオンを、前記処理浴中のK+イオンとイオン交換させ、化学強化することができる。なお、イオン交換処理時の温度、時間、イオン交換溶液などは適宜変更可能である。例えば、イオン交換溶液は2種類以上の混合溶液であってもよい。
【0054】
以上が、第1実施形態のカバーガラスの説明である。
次に、第2実施形態のカバーガラスについて説明する。第2実施形態のカバーガラスに用いるガラス基板は、第1実施形態におけるガラス基板に対して、CaOの含有率が限定された好ましい形態である。この限定により、形状加工として行うエッチングにおいて、第1実施形態と同様のエッチングレートの向上の他に、ガラス端面を均一なエッチング面にすることができる、すなわち、加工精度が向上する。
【0055】
[第2実施形態のカバーガラス]
第2実施形態のカバーガラスも、第1実施形態のカバーガラスと同様に、図1に示される形態を示す。図1に示されるように、第2実施形態のカバーガラス100も、板状ガラスの図中の左右の両側において凹部102が形成され、凹部102において、一部分で上述した負の曲率を有する。また、カバーガラス100には、スリット状の孔104が設けられ、この孔104に沿った縁において、上述した負の曲率を有する。
カバーガラス100は、図2に示されるように、カバーガラス100の主表面において圧縮応力層106が形成され、さらに、カバーガラス100の端面にも圧縮応力層106が形成されている。このようにカバーガラス100の主表面のみならず、端面において圧縮応力層106が形成されるのは、カバーガラス100の形状加工後に化学強化処理が施されるからである。
【0056】
カバーガラス100は、具体的には、ダウンドロー法により板状に成形されたガラス基板を、ケミカルエッチングを含む加工法で形状加工した後、イオン交換処理により化学強化処理を施して得られたものである。その際、ガラス基板は、成分としてSiO2を50〜70%、Al2O3を5〜20%、Na2Oを6〜30%、および、Li2Oを0〜8%未満含み、CaOを0〜2.6%含む。CaOの含有率は、好ましくは1.5%以下であり、より好ましくは1.0%以下であり、更により好ましくは、0.2%以下である。特に好ましくは、CaOを実質的に含まない。CaOを実質的に含まないとは、0.01%未満であって不純物を除き意図的に含有させないことを意味する。また、このガラス基板は、濃度10質量%のフッ化水素を含む22℃のエッチング環境で、エッチングレートが3.7μm/分以上であるエッチング特性を有する。
以下、カバーガラス100を構成するガラス基板の組成について詳細に説明する。
【0057】
[第2実施形態におけるガラス基板の組成]
カバーガラス100に用いるガラス基板は、SiO2,Al2O3およびNa2Oを含有し、必要に応じて、B2O3,Li2O,K2O,MgO,CaO,SrO,BaO,ZnO,ZrO2,TiO2,P2O5,SnO2およびSO3を含有することができる。以降で記述する必須成分は、ガラス基板に必ず含まれる成分を表し、任意成分は、ガラス基板に成分が全く含まれなくてもよいことを表す。
【0058】
(SiO2)
SiO2は、ガラス基板に用いるガラスの骨格をなす必須成分であり、ガラスの化学的耐久性と耐熱性を高める効果を有する。SiO2の含有率が50%未満では、ガラス基板を形状加工するためにエッチングを行うときのエッチングレートは向上する傾向にあるものの、ガラス化が困難であり、耐久性と耐熱性の効果も十分に得ることができない。他方、含有率が70%を超えると、ガラスが失透を起こしやすくなり、ガラス原料の熔融や成形が困難になるとともに、粘性が上昇してガラスの均質化が困難になるので、ダウンドロー法を利用した安価なガラスの大量生産が困難となる。また、含有率が70%を超えると、熱膨張率が過度に低下し金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。さらに、含有率が70%を超えると、低温粘性が過度に上昇することによってイオン交換速度が低下するため、イオン交換により化学強化した場合にも十分な強度を得ることができない。したがって、SiO2の含有率は、50〜70%であり、53〜67%が好ましく、55〜67%がより好ましく、58〜65%がより一層好ましく、60〜65%が特に好ましい。なお、低温粘性とは107.6〜1014.5dPa・sにおける温度を示すものであるが、本実施形態では、1014.5dPa・sにおける温度を示すものと定める。
【0059】
(Al2O3)
Al2O3はガラス基板に用いるガラスの骨格をなす必須成分であり、ガラスの化学的耐久性と耐熱性、さらにはイオン交換性能やエッチングによって形状加工を行うときのエッチングレートを高める効果を有している。Al2O3の含有率が5%未満では、上記効果が十分に得られない。他方、Al2O3の含有率が20%を超えると、ガラスの熔融が困難となり、ガラスの粘性が上昇して成形が困難になる。このため、ダウンドロー法を利用した安価なガラスの大量生産が困難となる。また、Al2O3の含有率が20%を超えると耐酸性が過剰に低下するので、保護部材として用いられるカバーガラスとしては好ましくない。また、Al2O3の含有率が20%を超えると、ガラスが失透を起こしやすくなり、耐失透性も低下するので、ダウンドロー法に適用できない。したがって、Al2O3の含有率は5〜20%であり、5〜17%が好ましく、7〜16%がより好ましく、9〜15%が特に好ましい。
【0060】
なお、本実施形態では、SiO2含有率をXとし、Al2O3含有率をYとしたとき、X−1/2・Yが57.5%以下であることが好ましい。X−1/2・Yが57.5%以下であると、ガラス基板のエッチングレートを効果的に向上させることができる。X−1/2・Yの好ましい範囲は、56%以下がより好ましく、55%以下がより一層好ましい。
他方、上記X−1/2・Yが45%未満であると、エッチングレートは5μm/分以上であるものの、失透温度が高くなるため耐失透性が低下してしまう。したがって、耐失透性とエッチングレート向上の両立を実現させるためには、上記X−1/2・Yが45%以上であることが好ましく、47%以上であることがより好ましく、50%以上が特に好ましい。なお、上記X−1/2・Yの範囲が45%〜57.5%であることが好ましく、47〜56%であることがより好ましく、50〜55%であることがさらに好ましい。
【0061】
(B2O3)
B2O3はガラスの粘性を下げて、ガラス基板に用いるガラスの熔解および清澄を促進する任意成分である。その含有率が5%を超えると、ガラスの耐酸性が低下するとともに、揮発が増加してガラスの均質化が困難になる。また、揮発が増加することでガラスにムラが生じ、ガラス基板のエッチングにもムラが生じる。つまり、ガラスの領域によってエッチングレートが不均一となってしまうため、B2O3を過剰に含有したガラス基板は、高精度が求められる形状加工のためのエッチングなどには不向きである。したがって、B2O3の含有率は0〜5%であることが好ましく、0〜3%がより好ましく、0〜2%未満がより一層好ましく、0.01%未満であって不純物を除き意図的に含有させないことが特に好ましい。B2O3の含有率を0〜5%とすることで、エッチングレートを向上させるという効果に加え、エッチングのムラを防止することができ、より品質の高いカバーガラスを得ることができる。
【0062】
(Li2O)
Li2Oはイオン交換成分の一つであり、ガラス基板に用いるガラスの粘度を低下させて、ガラスの熔融性や成形性を向上させる任意成分である。また、Li2Oは、ガラス基板のヤング率を向上させる成分である。さらに、Li2Oは、アルカリ金属酸化物の中では圧縮応力層の深さを深くする効果が高い。しかし、Li2Oの含有率が多くなり過ぎると、ガラス基板の強化を行う工程であるイオン交換処理におけるイオン交換塩の劣化がはやくなるという不都合があるため、カバーガラスの製造コストが高くなってしまう。また、Li2Oの含有率が多くなり過ぎると、耐熱性(歪点やガラス転移点)が過度に低下することに加え、低温粘性が過度に低下することで、化学強化後の加熱工程で応力緩和が発生し、圧縮応力層の応力値が低下してしまうため、十分な強度のカバーガラスを得ることができない。したがって、Li2Oの含有率は0〜8%未満であり、0〜5%が好ましく、0〜2%がより好ましく、0〜1%がさらにより好ましく、0〜0.02%がより一層好ましく、0.01%未満が望ましく、不純物を除き意図的に含有させないことが特に好ましい。
他方、歪点やガラス転移点が高くなりすぎると、そのガラス組成に対応した所定の特性を有する圧縮応力層を確保し得るために最適なイオン交換処理温度を高くする必要がある。ただし、イオン交換処理温度が高くなりすぎると、イオン交換処理温度がイオン交換塩の分解温度を超えてしまうという不都合が生じる。ここで、Li2Oは、熔融ガラス転移点や歪点などを効果的に低減することができることから、Li2Oの含有率を高くすることによりイオン交換処理温度を低く調整することができる。しかし、Li2Oの含有量が多くなり過ぎると、イオン交換処理後の強化ガラスにおいて、屈折率に起因する線条模様を観察することが難しく、応力計測装置を用いて、強化ガラスの形態を保持したまま圧縮応力層の応力値及び厚さを計測することが困難になる。そこで、圧縮応力層の計測の容易性とイオン交換処理温度の低減を両立させたい場合には、Li2Oの含有率は0%より高く、つまり、Li2Oをガラス組成として含有していることが適しており、0.001%以上が好ましく、0.01%以上がより好ましく、0.02%以上がさらに好ましい。また、1.3%以下であることが適しており、0.5%未満が好ましく、0.4%未満がさらに好ましく、0.3%以下がより一層好ましく、0.2%以下が特に好ましい。なお、Li2Oの含有率は、0.001%〜1.3%であることが好ましく、0.01%〜0.5%未満であることがより好ましく、0.02%〜0.4%未満であることがさらに好ましく、0.02%〜0.3%であることがより一層好ましく、0.02%〜0.2%であることが特に好ましい。
【0063】
(Na2O)
Na2Oは、イオン交換成分であり、ガラス基板に用いるガラスの高温粘性を低下させて、ガラスの熔融性や成形性を向上させる必須成分である。また、Na2Oは、ガラスの耐失透性を改善する成分である。Na2Oの含有率が10%未満ではガラスの熔融性が低下し、熔融のためのコストが高くなってしまう。また、Na2Oの含有率が10%未満ではイオン交換性能も低下してしまうため、十分な強度を得ることができない。また、Na2Oの含有率が10%未満では熱膨張率が過度に低下し、金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。さらに、Na2Oの含有率が10%未満ではガラスが失透を起こしやすくなり、耐失透性も低下するので、ダウンドロー法に適用できない。このため、安価なガラスの大量生産が困難となる。他方、含有率が25%を超えると、低温粘性が低下し、熱膨張率が過度に大きくなり、耐衝撃性が低下し、金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。したがって、Na2Oの含有率は、6〜30%であり、10〜25%がより好ましく、10〜20%がより好ましく、12〜20%がより一層好ましく、13〜19%が特に好ましい。
【0064】
また、本実施形態では、Na2O含有率−Al2O3含有率が、−10〜15%であることが好ましい。Na2O含有率−Al2O3含有率が−10〜15%の範囲内にある場合、上述した本発明の課題を解決するだけでなく、好適な熱膨張率や耐熱性を維持しつつ、ガラスの熔融性も向上させることができる。そのため、より低い温度でガラスの熔融が可能となり、カバーガラス製造のコストをさらに低減することができる。なお、Na2O含有率−Al2O3含有率のより好ましい範囲は、−5〜13%であり、−5〜10%がより一層好ましく、−3〜5%がさらにより一層好ましい。
【0065】
(K2O)
K2Oは、含有することでガラス基板のイオン交換性能を向上させることができる任意成分である。また、K2Oはガラスの高温粘性を低下させて、ガラスの熔融性や成形性を向上させると同時に、耐失透性を改善する成分でもある。しかし、K2Oの含有量が多くなり過ぎると、低温粘性が低下し、熱膨張率が過度に大きくなり、耐衝撃性が低下するため、カバーガラスとして好ましくない。また、K2Oの含有量が多くなり過ぎると、金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。したがって、K2Oの含有率は、15%以下であり、10%以下が好ましく、5.6%未満がより好ましく、5%未満がさらに好ましく、4%未満が特に好ましい。他方、K2Oの含有率の下限は、0%以上であり、0.1%以上であることが好ましく、1%以上であることがより好ましく、2%以上であることがさらに好ましい。K2Oの含有率の下限を上記範囲とすることで、エッチングレートの向上に加え、イオン交換処理の時間を短縮することができ、カバーガラスの生産性を向上させることができる。なお、K2Oの含有率は、0〜15%であることが好ましく、0.1〜10%であることがより好ましく、1〜5.6%未満であることがさらに好ましく、2〜5%未満であることがさらに好ましく、2〜4%未満であることが特に好ましい。
【0066】
(R12O)(R1は、Li、Na、Kのうちガラス基板に含有されるすべての元素)
本実施形態では、R12Oの含有率(Li、Na、Kのうちガラス基板に含有されるすべての元素の含有率の合計)は6〜30%であることが好ましい。R12Oが6%未満ではイオン交換が十分に行われないため、強度を十分に得ることができず、カバーガラスに適用し難くなる。他方、R12Oが30%を超えると、ガラスの化学的耐久性が劣化する。したがって、機械的強度と耐失透性を両立し、化学的耐久性や生産性を向上させるために、R12Oの含有率は、10〜28%とすることがより好ましく、14〜25%とすることがさらに好ましく、15〜24%とすることがさらにより好ましく、17〜23%とすることが特に好ましい。
R12Oの含有率の上記範囲は、Li,Na,Kのうち含有する全ての元素について、その酸化物の上述した含有率を満たした上での範囲である。
【0067】
(B2O3/R12O)(R1は、Li、Na、Kのうちガラス基板に含有されるすべての元素)
本実施形態では、B2O3/R12Oの含有率比が、0〜0.3未満であることが好ましい。B2O3は、アルカリ金属酸化物と結合してホウ酸アルカリとして揮発しやすく、特に、イオン半径の小さいLi+はガラス融液中での移動度が大きく融液表面から揮発しやすいことから、ガラス内部まで濃度勾配を形成してガラス表面に脈理を発生させやすい。つまり、B2O3の揮発量が増加することで、製造されるガラス基板が不均質化してしまい、当該ガラス基板にエッチング処理を施した場合には、ガラス基板の不均質化に基づくエッチングのムラが生じてしまう。しかしながら、イオン交換処理により化学強化されるガラスにはアルカリ金属酸化物は必須成分である。そこで、上記B2O3/R12Oの含有率比(質量%の比)が、0〜0.3未満の範囲内であると、ガラスの不均質化やエッチングのムラを効果的に改善することができる。これにより、エッチングレートの向上だけでなく、エッチングレートのムラも防止することができるので、所望の形状の強化ガラスを歩留まりよく得ることができる。なお、B2O3/R12Oの含有率比のより好ましい範囲は、0〜0.1であり、0〜0.07が好ましく、0〜0.03がより好ましく、0〜0.005がさらに好ましく、0が特に好ましい。また、上記したように、エッチングのムラの改善のためには、Li2Oの含有率は0.01%未満であって不純物を除き意図的に含有させないことが好ましい。
【0068】
(MgO)
MgOは、ガラス基板に用いるガラスの粘性を下げて、ガラスの熔解および清澄を促進する任意成分である。また、MgOは、アルカリ土類金属の中ではガラスの密度を上昇させる割合が小さいため、得られるガラスを軽量化しつつ熔融性を向上するためには有効な成分である。また、成形性を向上させ、ガラスの歪点やヤング率を高める成分でもある。さらに、MgOを含有するガラスを、例えばフッ酸を用いてエッチングした際に形成される析出物の溶解度が大きく、生成速度は比較的遅いため、エッチング中のガラス表面に析出物が付着することは相対的に少ない。よって、ガラスの熔解性を改善すると同時に速いエッチングレートを得るためにMgOを含有させることが好ましい。しかし、MgOの含有量が多くなり過ぎると、耐失透性の低下が生じるため、ダウンドロー法を利用した安価なガラスの大量生産が困難となる。したがって、MgOの含有率は、0〜15%であり、1%超〜15%が好ましく、1%超〜12%が好ましく、1%超〜7%未満がより好ましく、3%〜7%未満がさらにより好ましく、4.5%超〜6%が特に好ましい。MgOを0〜15%の範囲で含有することで、エッチングレートの向上に加え、より低い温度でガラスの熔融が可能となり、カバーガラス製造のコストをさらに低減することができる。また、イオン交換性能と歪点の向上を両立できるため、高い機械的強度が求められるカバーガラスに好適となる。これは、ガラス基板の表面に十分な圧縮応力層を形成することができ、熱処理を行った際にも、表面に形成された圧縮応力層の応力緩和や消失を防ぐことができるからである。
【0069】
(CaO)
CaOは、ガラス基板に用いるガラスの粘性を下げて、ガラスの熔解および清澄を促進する任意成分である。また、CaOは、アルカリ土類金属の中ではガラスの密度を上昇させる割合が小さいため、得られるガラスを軽量化しつつ熔融性を向上するためには有利な成分である。また、成形性を向上させ、ガラスの歪点やヤング率を高める成分でもある。しかし、CaOの含有量が多くなり過ぎると、耐失透性が低下するため、ダウンドロー法を利用した安価なガラスの大量生産が困難となる。さらに、CaOの含有量が多くなり過ぎると、イオン交換性能も悪化してしまうため、強度を十分に得ることができず、生産性も低下してしまう。さらに、CaOを多量に含有するガラスを、例えばフッ酸を用いてウェットエッチングした際に生成される析出物(化学物質)は、エッチング液に不溶であるばかりか、析出速度が非常に速いため、エッチングするガラスの表面に付着し、その量が著しい場合、エッチング反応を阻害して、ガラスの加工生産性を低下させ、さらには、エッチング処理後のガラスの表面を悪化させてしまう。つまり、CaOを含有することで、エッチング処理後のカバーガラスの表面品質を悪化させるばかりか、大量の析出物がガラス表面に付着する場合は、エッチングの進行を妨げてしまい、エッチング処理時間が長くなる場合や、形状精度(加工精度)が低下したりする場合もある。他方、CaOを含有することで、失透温度を低下させ、耐失透性及び熔融性を向上させることができるので、CaOの含有率は0%〜2.6%であり、0%〜1.5%が好ましく、0%〜1.0%がより好ましく、0%〜0.6%がさらに好ましく、0%〜0.2%がより更に好ましい。なお、極めて高いエッチング加工品質が求められる場合には、CaOを実質的に含まないようにすることが好ましい。
さらに、熔融粘性を下げると共に失透温度を下げるには、MgOと共にCaOを共存させることがより好ましいが、CaOについてはエッチングで生じる上述の析出物の問題が生じない範囲で適宜調整する。したがって、CaOの含有率の上限は2.6%である。
【0070】
(SrO)
SrOは、ガラス基板に用いるガラスの粘性を下げて、ガラスの熔融および清澄を促進する任意成分である。また、成形性を向上させ、ガラスの歪点やヤング率を高める成分でもある。しかし、SrOの含有量が多くなり過ぎると、ガラスの密度が上昇するため、軽量化が求められるカバーガラスなどには不適となる。また、SrOの含有量が多くなり過ぎると、熱膨張率が過度に大きくなり、金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。さらに、SrOの含有量が多くなり過ぎると、イオン交換性能も低下するため、カバーガラスに求められる高い機械的強度は得がたくなる。したがって、SrOの含有率は、0〜10%が好ましく、0〜5%がより好ましく、0〜2%がより一層好ましく、0〜0.5%がさらにより一層好ましく、不純物を除き意図的に含有させないことが特に好ましい。
【0071】
(BaO)
BaOは、ガラス基板に用いるガラスの粘性を下げて、ガラスの熔融および清澄を促進する任意成分である。また、BaOは、成形性を向上させ、ガラスの歪点やヤング率を高める成分でもある。しかし、BaOの含有量が多くなり過ぎると、ガラスの密度が上昇するため、軽量化が求められるカバーガラスなどには不適となる。また、BaOの含有量が多くなり過ぎると、熱膨張率が過度に大きくなり、金属や有機系接着剤などの周辺材料と熱膨張係数が整合し難くなる。さらに、BaOの含有量が多くなり過ぎると、イオン交換性能も低下するため、カバーガラスに求められる高い機械的強度を得がたくなる。したがって、BaOの含有率は、0〜10%が好ましく、0〜5%がより好ましく、0〜2%がより一層好ましく、0〜0.5%がさらにより一層好ましい。なお、BaOは環境への負荷が大きいことから0.01%未満であって不純物を除き意図的に含有させないことが特に好ましい。
【0072】
(SrO+BaO)
本実施形態では、SrO含有率+BaO含有率は10%未満であることが好ましい。SrO含有率+BaO含有率が10%未満であると、効果的にガラスの密度の上昇およびイオン交換速度の低下を防ぐことができる。つまり、SrO含有率+BaO含有率を10%未満とすることで、エッチングレートの向上に加え、カバーガラスなどを軽量化することができるという効果および生産性やガラスの強度を向上するという効果を得ることができる。なお、SrO含有率+BaO含有率の好ましい範囲は、0〜8%であり、0〜5%がより好ましく、0〜2%がより一層好ましく、0〜1%がさらにより一層好ましく、不純物を除き意図的に含有させないことが特に好ましい。
【0073】
(RO)(Rは、Mg,Ca,SrおよびBaのうちガラス基板に含有されるすべての元素)
ここで、ROの含有率(Mg,Ca,SrおよびBaのうちガラス基板に含有されるすべての元素の含有率の合計)は、0〜20%であることが好ましい。ROが20%を超えると化学的耐久性が低下する。他方、ROを含有することで、ガラスの熔融性及び耐熱性を向上させることができる。したがって、ROの含有率は0〜10%であることが好ましく、0%〜7%とすることがより好ましく、2〜7%とすることがさらに好ましく、3〜7%とすることがさらに好ましく、4〜7%がさらに一層好ましい。
ROの含有率の上記範囲は、Mg,Ca,SrおよびBaのうち含有する全ての元素について、その酸化物が上述した含有率を満たした上での範囲である。
【0074】
(Li2O/(RO+Li2O))
また、本実施形態では、Li2O/(RO+Li2O) (Rは、Mg、Ca、SrおよびBaから選択される少なくとも1種以上の、ガラス基板に含有されるすべての元素)の含有率比が、0.3未満であることが好ましい。Li2O/(RO+Li2O)の含有率比を上記範囲とすることで、ガラス基板の強化を行う工程であるイオン交換処理におけるイオン交換塩の劣化を抑制することもでき、カバーガラスに適用される強化ガラスの製造コストを低減することができる。さらに、Li2O/(RO+Li2O)の含有率比が0.3未満であると、失透温度を効果的に低下させることができ、したがって耐失透性を効果的に向上させることができる。また、Li2O/(RO+Li2O)の含有率比が0.3未満であると、歪点を効果的に向上させることができ、耐熱性も向上させることができる。つまり、エッチングレートを向上させることに加え、耐熱性も向上させることができ、化学強化処理中、応力が緩和するという問題も防止することができる。なお、Li2O/(RO+Li2O)の含有率比のより好ましい範囲は、0.08以下であり、0.05以下がより好ましく、0.01以下がより一層好ましく、0が特に好ましい。
【0075】
(ZnO)
ZnOは、イオン交換性能を高める任意成分であり、特に圧縮応力値を高くする効果が大きい成分であるとともに、ガラスの低温粘性を低下させずに高温粘性を低下させる成分である。しかし、ZnOの含有量が多くなり過ぎると、ガラスが分相し、耐失透性が低下する。また、ZnOの含有量が多くなり過ぎると、ガラスの密度が上昇するため、軽量化が求められるカバーガラスなどには不適となる。したがって、ZnOの含有率は、0〜6%が好ましく、0〜4%がより好ましく、0〜1%がより一層好ましく、0〜0.1%がさらにより一層好ましく、0.01%未満であって不純物を除き意図的に含有させないことが特に好ましい。
【0076】
(ZrO2)
ZrO2は、イオン交換性能を顕著に向上させるとともに、ガラスの失透温度付近の粘性や歪点を高くする任意成分である。また、ZrO2は、ガラスの耐熱性を向上させる成分でもある。しかし、ZrO2の含有量が多くなり過ぎると、失透温度が上昇し、耐失透性が低下する。したがって、耐失透性の低下を防止するために、ZrO2の含有率は、0〜10%であることが好ましく、0〜6%であることがより好ましく、0〜4%であることがより一層好ましく、0〜2%であることがさらにより一層好ましい。また、ZrO2を含有することで、携帯電話機等に適用されるカバーガラスやタッチパネルディスプレイに適用されるカバーガラスにおいて重要となる耐熱性や、ガラス基板の化学強化処理の時間短縮および機械的強度の向上に関わるイオン交換性能を効果的に向上させることができる。このため、ZrO2の含有率は、0.1%以上が好ましく、0.5%以上がより好ましく、1%以上がより一層好ましく、2%以上であることが特に好ましい。つまり、ZrO2の含有率を0.1%以上とすることで、耐失透性を向上させつつ、耐熱性およびイオン交換性能も向上させることができる。これにより、イオン交換の処理時間を低減することができ、生産性を向上させることができる。
一方、ガラスの密度を低減したい場合は、ZrO2の含有率を0.1%未満にすることが好ましく、さらに、不純物を除き意図的に含有させないことが特に好ましい。
【0077】
(TiO2)
TiO2は、イオン交換性能を向上させる成分であるとともに、ガラスの高温粘性を低下させる任意成分である。しかし、TiO2の含有量が多くなり過ぎると、耐失透性が低下してしまう。さらに、TiO2の含有量が多くなり過ぎると、紫外線透過率が低下することによりガラスが着色状態になり、カバーガラスなどには好ましくない。また、TiO2の含有量が多くなり過ぎると、紫外線透過率が低下するので、紫外線硬化樹脂を使用した処理を行う場合に、紫外線硬化樹脂を十分に硬化することができないという不都合が生じる。したがって、TiO2の含有率は、0〜5%であることが好ましく、0〜3%未満であることがより好ましく、0〜1%がより一層好ましく、0〜0.01%がさらにより一層好ましく、さらに、不純物を除き意図的に含有させないことが特に好ましい。
【0078】
((ZrO2+TiO2)/SiO2)
本実施形態では、(ZrO2+TiO2)/SiO2の含有率比が、0〜0.2であることが好ましい。エッチングによりガラス基板の形状加工をする場合、エッチング処理の後にイオン交換処理を行う。ここで、イオン交換処理において、イオン交換が過剰になされるとガラス基板の内部応力に伴う形状変化が発生してしまう場合がある。つまり、過剰なイオン交換は、ガラス基板の変形を引き起こしてしまうため、エッチングによって高精度に加工された形状を維持できず、カバーガラスとして不適となってしまう。ここで、(ZrO2+TiO2)/SiO2の含有率比が0〜0.2であると、効果的に過剰なイオン交換を抑制することができる。なお、(ZrO2+TiO2)/SiO2の含有率比の好ましい範囲は、0〜0.15であり、0〜0.1がより好ましく、0〜0.07がより一層好ましく、0〜0.01が特に好ましい。(ZrO2+TiO2)/SiO2の含有率比が0〜0.2であると、過剰なイオン交換を防ぎつつ、耐失透性を向上させ、さらに耐熱性も向上させることができる。
【0079】
(P2O5)
P2O5は、イオン交換性能を高める任意成分であり、特に圧縮応力層の厚みを大きくする効果が大きい成分である。しかし、P2O5の含有量が多くなり過ぎると、ガラスが分相し、耐水性が低下する。したがって、P2O5の含有率は、0〜10%が好ましく、0〜4%がより好ましく、0〜1%がより一層好ましく、0〜0.1%がさらにより一層好ましく、0.01%未満であって不純物を除き意図的に含有させないことが特に好ましい。
【0080】
ガラス基板は、上記各成分の他、以下の清澄剤を含有する。
【0081】
(清澄剤)
清澄剤は、ガラス基板に用いるガラスの清澄のために必要な成分であり、0.001%未満ではその効果が得られず、5%を超えると失透や着色などの原因となることから、その合計含有率は0.001〜2%が好ましく、0.01〜1%がより好ましく、0.05〜0.5%がより一層好ましく、0.05〜0.2%が特に好ましい。
これら清澄剤としては、環境への負荷が小さく、ガラスの清澄性に優れたものであれば特に制限されないが、例えば、Sn、Fe、Ce、Tb、MoおよびWの金属酸化物の群から選ばれる少なくとも1種を挙げることができる。
【0082】
ただし、上記各酸化物をそれぞれSnO2、Fe2O3、CeO2で表した場合、下記の範囲が好ましい。
SnO2はガラスを失透しやすくする成分であるため、清澄性を高めつつ失透を起こさせないためには、その含有率が0〜0.5%であり、0.01〜0.5%であることが好ましく、0.05〜0.3%であることがより好ましく、0.1〜0.2%であることがより一層好ましい。
また、Fe2O3はガラスを着色させる成分であるため、清澄性を高めつつ好適な透過率を得るためには、その含有率が0〜0.2%であり、0.01〜0.2%であることが好ましく、0.05〜0.15%であることがより好ましく、0.05〜0.10%であることがより一層好ましい。ただし、特に、ガラスに透明性・紫外線透過性を求められる場合は、0.02%未満とすることが好ましく、さらに、不純物を除き意図的に含有させないことが特に好ましい。
CeO2は、その含有率が0〜1.2%であることが好ましく、0.01〜1.2%であることがより好ましく、0.05〜1.0%であることがより一層好ましく、0.3〜1.0%であることが特に好ましい。
特にガラスに高い透過率を要望されるカバーガラスの場合は、清澄剤として、SO3を適用することが望ましい。SO3の含有率は、0〜5%であり、0.001〜5%が好ましく、0.01〜3%がより好ましく、0.05〜1%がより一層好ましく、0.05〜0.5%がさらにより一層好ましく、0.05〜0.20%であることが特に好ましい。また、清澄剤としてSO3を適用する場合は、SO3源となる硫酸ナトリウム等の硫酸塩とカーボンとを熔融工程において共存させることで、より高い清澄効果を得ることができる。なお、上述したように、SO3と上記清澄剤とを共存させることも可能である。
また、As2O3及びSb2O3は、熔融ガラス中で価数変動を伴う反応を生じ、ガラスを清澄する効果を有するが、これ等は環境への負荷が大きい物質であることから、本実施形態のガラス基板においては、ガラス中にAs2O3及びSb2O3を実質的に含まないように制限する。なお、本明細書において、As2O3及びSb2O3を実質的に含まないとは、0.01%未満であって不純物を除き意図的に含有させないことを意味する。また、PbOやFは、ガラスの熔融性を向上させ、ガラスを清澄する効果を有するが、これらは環境への負荷が大きい物質であることから、本実施形態のカバーガラスには、PbO及びFが実質的に含まれないことが好ましい。
【0083】
Nb2O5やLa2O3等の希土類酸化物は、ガラス基板に用いるガラスのヤング率を高める任意成分である。しかし、含有量が多くなり過ぎると、耐失透性が低下する。したがって、上記Nb2O5やLa2O3等の希土類酸化物の含有率は、3%以下であることが好ましく、1%以下であることがより好ましく、0.5%以下であることがより一層好ましく、さらに0.1%未満であって不純物を除き意図的に含有させないことが特に好ましい。
なお、本実施形態において、Co、Ni等のガラスを着色するような成分は、ガラス基板やイオン交換処理後の強化ガラスの透過率を低下させるため好ましくない。例えば、タッチパネルディスプレイに用いる場合、ガラス基板や強化ガラスの透過率が低下すると、タッチパネルディスプレイの視認性が損なわれるため好ましくない。したがって、Co、Ni等のガラスを着色するような遷移金属元素は、1%以下であることが好ましく、0.5%以下であることがより好ましく、0.05%以下であることがより一層好ましく、さらに、0.05%未満であって不純物を除き意図的に含有させないことが特に好ましい。
【0084】
[第2実施形態におけるカバーガラスの製造方法]
次に、本実施形態のカバーガラスの製造方法について説明する。カバーガラスの製造方法は、下記(1)〜(4)の工程を有する。すなわち、製造方法は、
(1)ガラス基板が上述したような組成になるように、各成分を調合したガラス原料を熔融する工程と、
(2)前記熔融工程により熔融したガラスを、板状に成形する成形工程と、
(3)前記板状に成形されたガラス基板を、少なくともケミカルエッチングを含む加工法で、形状加工を行う工程と、
(4)前記形状加工されたガラス基板に化学強化を施してガラス表面に圧縮応力層を形成する工程と、を有する。
【0085】
((1)工程)
当該(1)工程は、ガラス基板が、上で説明したガラス組成となるように各成分を調合したガラス原料を熔融する工程である。
具体的には、前記各成分に相当するガラス原料を秤量及び調合して、耐火レンガ、白金又は白金合金などの熔融容器に供給し、加熱・熔融した後に、清澄均質化して所望の組成を有する熔融ガラスを調製する。
【0086】
((2)工程)
当該(2)工程は、前記(1)工程で調製した所望組成の熔融ガラスを、板状に成形する成形工程である。本実施形態において、この成形工程はダウンドロー法を用いることが好ましい。ダウンドロー法は、特開2009−203080号公報等に記載される周知の方法である。ダウンドロー法では、熔融ガラスを樋状の流路の両側から溢れさせ、溢れた熔融ガラスを、流路の下側に位置するくさび状の成形体の両側の側面に沿って流して2つの熔融ガラスの流れを作り、成型体の最下端で2つの熔融ガラスの流れを合流させる。合流してできる帯状のガラスは、下方に設けられた引っ張りローラにより引っ張られる。これにより、熔融ガラスは所定の厚さの帯状ガラスに成形される。
ガラスを板状に成形する方法としては、ダウンドロー法、フロート法、リドロー法、ロールアウト法などがある。本実施形態においては、これらの方法を用いることができるが、その中で、ダウンドロー法、特にオーバーフローダウンドロー法を採用することが最適である。ダウンドロー法を採用するのは、フロート法など他の成形方法を用いた場合に比べ、ダウンドロー法を用いて成形したガラス基板はエッチングレートが向上するためである。また、ダウンドロー法を使用して成形したガラス基板の主表面は、熱間成形された表面であり、極めて高い平滑性を有しているためである。
これに対して、周知のフロート法では表面に錫(Sn)の拡散層が形成されて化学強化時にガラスの主表面の表裏におけるアルカリイオンの拡散速度に差が生じ、安定した圧縮応力層の形成が困難である。また、プレス成形法では大きな板状基板が製造できない不都合があり、さらに、他のシート成形法では主表面を研磨しない限りカバーガラスとして使えないため加工コストが高騰するといった問題がある。本実施形態で用いるダウンドロー法は、上記問題は生じない。
【0087】
ダウンドロー法によりシート成形された上記ガラス基板は、極めて平滑で薄く成形できるため、エッチングによる形状加工を行う場合、ガラス基板の両主表面に形成されたレジストパターンをマスクにして、ガラス基板を両主表面からエッチングする際に、両主表面から均等にエッチングすることができる。つまり、均一な組成を有することで、エッチングの寸法精度もよくなり、携帯電話機等に適用されるカバーガラスやタッチパネルディスプレイに適用されるカバーガラスの端面の断面形状も良好となる。
また、ダウンドロー法を使用して成形したガラス基板の両主表面は、均一な組成を有しており、後述のイオン交換において、主表面間でのイオン交換速度の差が無い。このため、組成差によるイオン交換後の反りを防止することができる。つまり、均質のカバーガラスを生産することが可能となり、生産能力を向上させ且つコストも低減することができる。
さらに、ダウンドロー法を使用してガラスを板状に成形すると、成形後の研磨工程が不要となり、コストを低減し、さらに生産性も向上させることができる。また、ダウンドロー法を使用して成形することで、マイクロクラックのない表面状態を有するガラス基板を得ることができるため、ガラス基板自体の強度も向上させることができる。
【0088】
((3)工程)
当該(3)工程は、板状に成形されたガラス基板に対して、少なくともケミカルエッチング処理を施して所望の形状に加工する工程である。形状加工は、成形されたガラス基板の両主表面における形状を成形することをいい、ガラス基板の端面のみの加工を含まない。
以下に、カバーガラスの形状加工のため、イオン交換処理工程の前にエッチング処理を行う場合について説明する。
まず、上述したように作製した板状のガラス基板の両主表面上にレジスト材料をコーティングする。次に、所望の外形形状のパターンを有するフォトマスクを介してレジスト材料を露光する。上記外形形状は特に限定されないが、例えば、図1に示す負の曲率を持つ部分を含む外形であってもよい。
【0089】
次に、露光後のレジスト材料を現像して、ガラス基板の被エッチング領域以外の領域にレジストパターンを形成し、ガラス基板の被エッチング領域をエッチングする。このとき、エッチャントとしてウェットエッチャントを使用した場合、ガラス基板は、等方的にエッチングされる。これにより、ガラス基板の端面は、中央部が外方に向かって最も突出し、その中央部から両主表面側に向かって緩やかに湾曲した傾斜面が形成される。なお、傾斜面と主表面との境界及び傾斜面同士の境界は、丸みを帯びた形状にすることが好ましい。
【0090】
エッチング工程において用いるレジスト材料は特に限定されないが、レジストパターンをマスクにしてガラスをエッチングする際に使用するエッチャントに対して耐性を有する材料を適用することができる。例えば、ガラスは一般的にフッ酸を含む水溶液のウェットエッチングや、フッ素系ガスのドライエッチングにより腐食されるので、フッ酸耐性に優れたレジスト材料などが好適である。また、上記エッチャントとしては、フッ酸あるいは、フッ酸に硫酸、硝酸、塩酸、ケイフッ酸のうち少なくとも1つの酸を含む混酸を適用することができる。エッチャントとしてフッ酸あるいは上記混酸水溶液を使用することにより、所望の形状のカバーガラスを得ることができる。
【0091】
ここで、ガラスを効果的に溶解するエッチャントはフッ化水素を含有するが、エッチングプロセスにおいて、フッ化水素(HF)中のフッ素(F)とガラス成分中の溶解金属イオンとが結合して、フッ素化合物がエッチャント内に析出する。このフッ素化合物は、フッ化カルシウムやフッ化マグネシウム、フッ化アルミニウムなどからなる。これらの析出物が生成されると、エッチング処理中にガラス表面に付着してしまい、エッチングの進行の妨げとなる。特に、フッ化カルシウムは生成速度が速く、一旦析出すると溶解度が非常に低いことから、エッチング処理工程におけるフッ化カルシウムの生成を抑止するために、ガラス成分中におけるCaOの導入量を低減、もしくは実質的に導入しないことが効果的である。
【0092】
また、エッチングを利用して形状加工を行う際、マスクパターンを調整するだけで、複雑な外形形状も容易に実現することができる。さらに、エッチングにより形状加工を行うことで、より生産性も向上させることができ、加工コストも低減することができる。なお、レジスト材をガラス基板から剥離するための剥離液としては、KOHやNaOHなどのアルカリ溶液を用いることができる。上記レジスト材、エッチャント、剥離液の種類は、ガラス基板の材料に応じて適宜選択することができる。
なお、エッチングの方法としては、単にエッチング液に浸漬する方法のみならず、エッチング液を噴霧するスプレーエッチング法などを用いることもできる。なお、エッチング液に浸漬する方法は、スプレーエッチング法に比較して装置やエッチング処理が容易であるため好ましい。しかし、エッチング液に浸漬する方法は、エッチング処理中にガラス表面にフッ化カルシウムなどの析出物が付着しやすいため、エッチングレートを向上させることの必要性が顕著となる。しかし、本実施形態のガラスの組成を適用することで、エッチング処理中にガラス表面にフッ化カルシウムなどの析出物が付着することを防止できる。つまり、本実施形態のガラスの組成を適用することで、より簡易な方法でカバーガラスの形状加工を速く、しかも高精度に行うことができる。
本実施形態のガラス基板は、濃度10質量%のフッ化水素を含む22℃のエッチング環境で、3.7μm/分以上のエッチングレートのエッチング特性を有する。このようなエッチング特性は、上述したSiO2の含有量をX%とし、上述したAl2O3の含有量をY%としたとき、X−1/2・Yが57.5%以下であるようにガラス基板の組成を調整することにより達成することができる。
【0093】
なお、上記方法では、ケミカルエッチングのみを用いてガラス基板の形状加工を行う例について説明したが、本実施形態ではこれに限定されない。例えば、ケミカルエッチングと機械加工を組み合わせて、ガラス基板の形状加工を行ってもよい。例えば、エッチングで形状加工した後に、ガラス基板の一部(端面やエッジ等)を研削あるいは研磨加工する工程を設けていてもよい。あるいは、エッチングで形状加工を行う前に、予め機械加工でガラス基板を切断する工程や粗く形状加工を行う工程を設けてもよい。
【0094】
なお、本実施形態のガラス基板は、ガラス基板端面のクラックを除去する目的でエッチングを行う工程を設けた場合にも好適も用いられる。これは、ガラス基板の形状加工を行う場合だけでなく、ガラス基板端面のクラックを除去する目的でエッチングを行う工程であっても、フッ素化合物などの化学物質が、エッチャント内に析出し、エッチング精度やエッチングレートを低下させることがあるためである。つまり、本実施形態におけるガラス基板は、少なくともケミカルエッチングによる加工工程を含む場合に、好適に用いられる。例えば、下記(a)〜(e)のような形状加工工程及びガラス基板端面のクラック除去工程を含む加工方法であっても、本実施形態のガラス基板を適用することができる。
【0095】
(a)レジスト膜を形成してサンドブラストで形状加工を行い、さらに外周部をダイヤモンドならびに各種砥石を用いて形状加工を施した後に、ガラス基板をエッチングして加工面の残留クラックを除去する加工方法。
(b)ガラス主表面を保護するフィルムを貼り付けてからガラスを機械加工(切断、形状加工、穴あけ等)した後に、外周部分をエッチングして微小クラックを除去する工程を含む加工方法。
(c)研削、研磨加工により形状加工した後に、ガラス基板全体(主表面および端面を含む)をエッチング加工することによって残留クラックを除去する加工方法。
(d)機械加工した2枚のガラス基板をホットメルトワックスやUV硬化樹脂で貼り合わせした後に、露出した外周部分をケミカルエッチングして残留クラックを除去する加工方法。
(e)複数枚のガラス基板をホットメルトワックスやUV硬化樹脂で積層、貼り合わせした、複数のガラス基板からなるブロックの切断、外周加工を行い、このブロックで露出した加工面(外周端面)をケミカルエッチングして残留クラックを除去する加工方法。
【0096】
((4)工程)
当該(4)工程は、前記(3)工程において形状加工されたガラス基板にイオン交換処理を施す工程である。
本実施形態に係るカバーガラスは、上述したように(3)工程で形状加工されたガラス基板をイオン交換処理することにより製造される。より具体的には、例えば、洗浄を終えた該ガラス基板を350〜550℃程度に保ったKNO3100%の処理浴中に約1〜25時間浸漬して、ガラス表層部のNa+イオンを、前記処理浴中のK+イオンと交換させ、化学強化することができる。なお、イオン交換処理時の温度、時間、イオン交換塩などは適宜変更可能である。例えば、イオン交換塩はKNO3とNaNO3の混合塩など2種類以上の混合溶液であってもよい。
【0097】
[ガラス基板の特性]
次に、第1実施形態及び第2実施形態のカバーガラス10,100に用いるガラス基板の特性について説明する。
【0098】
(エッチングレート)
第1実施形態及び第2実施形態のカバーガラス10,100に用いるガラス基板は、後述する方法で計測したエッチングレートが3.7μm/分以上であり、4.3μm/分以上であることが好ましく、4.5μm/分以上であることがより好ましく、5μm/分以上であることが特に好ましい。エッチングレートを上記範囲とすることで、ガラスの形状加工やエッチングを利用した端面処理の速度を向上させることができ、カバーガラス10,100の生産能を向上させることができる。なお、エッチングレートが高いほどカバーガラス10,100の生産能は向上するが、エッチングレートを向上させるためにAl2O3の含有率を増加することにより、失透温度も上昇する。そこで、耐失透性とエッチングレート向上を両立するために、本実施形態のガラス基板を構成するガラスは、エッチングレートが10μm/分以下であることが好ましく、8μm/分以下であることがより好ましく、7μm/分以下であることがさらに好ましい。なお、エッチングレートは、3.7μm/分〜10μm/分であることが好ましく、4.3μm/分〜10μm/分であることがより好ましく、4.5μm/分〜8μm/分であることがさらに好ましく、5μm/分〜7μm/分であることが特に好ましい。
エッチングレートは、濃度10質量%のフッ化水素を含む22℃のエッチング環境において、20分エッチングしたときのエッチング量(厚み変化)から測定される。
【0099】
(密度)
第1実施形態及び第2実施形態のカバーガラス10,100に用いられるガラス基板は、密度が2.8g/cm3以下であることが好ましく、2.7g/cm3以下であることがより好ましく、2.6g/cm3以下であることがより一層好ましく、2.55g/cm3以下であることがさらにより一層好ましく、2.5g/cm3以下であることが特に好ましい。ガラスの密度が小さいほどガラスの軽量化が可能であり、軽量化されたガラスはカバーガラスやタッチパネルディスプレイ基板などに好適に用いられる。
【0100】
(線熱膨張係数)
第1実施形態及び第2実施形態のカバーガラス10,100に用いられるガラス基板は、100℃から300℃までの線熱膨張係数が50×10−7〜120×10−7/℃であることが好ましく、60×10−7〜120×10−7/℃であることがより好ましく、70×10−7〜110×10−7/℃であることがより一層好ましく、80×10−7〜110×10−7/℃であることが特に好ましい。100℃から300℃までのガラスの線熱膨張係数を50×10−7〜120×10−7/℃とすることで、金属や有機系接着剤などの周辺材料と熱膨張係数が整合しやすくなり、上記周辺材料の剥離などを防止することができる。
【0101】
(失透温度(Tl))
第1実施形態及び第2実施形態のカバーガラス10,100に用いられるガラス基板は、失透温度が1200℃以下であることが好ましく、1100℃以下であることがより好ましく、1000℃以下であることがより一層好ましく、960℃以下であることが特に好ましい。失透温度が低いほど製板時のガラスの失透を防止することができる。つまり、失透温度が低いほど耐失透性を向上させることが可能となり、ダウンドロー法に好適となり、より低温度での成形が可能となるためガラス製造コストも低減することができる。また、失透温度が小さいほどガラスの成形性も向上させることができる。なお、本明細書でいう耐失透性は、失透温度を指標とする特性である。失透温度が小さいほど耐失透性は高い。
【0102】
(ガラス転移温度(Tg))
第1実施形態及び第2実施形態のカバーガラス10,100に用いられるガラス基板は、ガラス転移温度Tgが500℃以上であり、510℃以上であることが好ましく、530℃以上であることがより好ましく、560℃以上であることがより一層好ましく、580℃以上であることがさらにより一層好ましく、590℃以上であることが特に好ましい。Tgを500℃以上とすることで、耐熱性の低下やイオン交換処理によりガラス基板の主表面及び端面に形成された強化層の応力緩和や消失を防止することができる。また、Tgを500℃以上とすることで、熱処理時のガラス基板及び化学強化されたガラス基板の変形も抑制することができるが、Tgが700℃以上となるとイオン交換性能が低下してしまう。このため、Tgは700℃以下が好ましく、650℃以下がよりに好ましく、620℃以下がさらに好ましい。なお、Tgは500℃〜700℃であることが好ましく、510℃〜700℃であることがより好ましく、530℃〜650℃であることがさらに好ましく、560℃〜650℃であることがさらに好ましく、580℃〜650℃であることがさらに好ましく、590℃〜620℃であることが特に好ましい。
また、失透温度とガラス転移点との差が小さいほど製板時のガラスの失透を防止する(耐失透性を向上させる)ことができる。つまり、失透温度とガラス転移点との差が小さいほど耐失透性を向上させることが可能となり、ダウンドロー法に好適となり、より低温度でのガラス基板の成形が可能となるためガラス製造コストも低減することができる。そこで、本実施形態のカバーガラス10,100に用いられるガラス基板は、『失透温度−Tg』が500℃以下であることが好ましく、450℃以下であることがより好ましく、400℃以下であることがより一層好ましく、380℃以下であることがさらにより一層好ましく、370℃以下であることが特に好ましい。『失透温度−Tg』を500℃以下とすることで、ガラス基板の成形性を向上させることができる。
【0103】
(高温粘性)
第1実施形態及び第2実施形態のカバーガラス10,100に用いられるガラス基板は、高温粘性(200dPa・sの温度)が1700℃以下であることが好ましく、1600℃以下であることがより好ましく、1550℃以下であることがより一層好ましく、1520℃以下であることが特に好ましい。ガラス基板における高温粘性を1700℃以下とすることで、熔融温度の上昇や熔融炉などのガラス製造設備への熱負担増大を防止することができる。また、ガラスの泡品質(気泡の含有量)も改善することができる。これにより、安価にガラスを製造することが可能となる。
【0104】
(歪点)
第1実施形態及び第2実施形態のカバーガラス10,100に用いられるガラス基板は、歪点が460℃以上であることが好ましく、470℃以上であることがより好ましく、490℃以上であることがより一層好ましく、520℃以上であることがさらにより一層好ましく、560℃以上であることが特に好ましい。歪点を460℃以上とすることで、耐熱性の低下を防止できず、またイオン交換処理によりガラス基板の主表面や端面に形成された強化層の応力緩和や消失を防止することができる。なお、歪点を460℃以上とすることで、熱処理時のガラス基板及び化学強化されたガラス基板の変形も抑制することができる。しかし、歪点が660℃以上となるとイオン交換性能が低下してしまうため、660℃以下が好ましく、610℃以下がよりに好ましく、580℃以下がさらに好ましい。なお、歪点は460℃〜660℃であることが好ましく、470℃〜660℃であることがより好ましく、490℃〜610℃であることがさらに好ましく、520℃〜610℃であることがさらに好ましく、560℃〜580℃であることが特に好ましい。
【0105】
(板厚)
第1実施形態及び第2実施形態のカバーガラス10,100に用いられるガラス基板は、板厚が3.0mm以下であることが好ましく、2.0mm以下であることがより好ましく、1.3mm以下であることがより一層好ましく、0.8mm以下であることがさらに一層好ましく、0.6mm以下であることが特に好ましい。ガラス基板や化学強化されたガラス基板の板厚が薄い程、カバーガラス10,100は軽量化することができ、カバーガラスやタッチパネルディスプレイ基板などに好適となる。なお、ガラス基板の撓みや剛性、強度等を考慮すると、板厚は0.2mm以上であることが好ましく、0.3mm以上であることがより好ましく、0.4mm以上であることがより好ましい。また、イオン交換処理を施した化学強化ガラスは、板厚が薄くとも破損し難い。例えば、ダウンドロー法で成形すれば、研磨処理等を省略しても、機械的強度が高く、表面精度が良好でかつ薄いガラス基板を得ることができる。なお、ガラス基板や化学強化されたガラス基板の板厚は、0.2mm〜2.0mmであることが好ましく、0.2mm〜1.3mmであることがより好ましく、0.4mm〜1.3mmであることがさらに好ましく、0.4mm〜0.8mmであることがさらに好ましく、0.4mm〜0.6mmであることが特に好ましい。
【0106】
(圧縮応力値)
第1実施形態及び第2実施形態のカバーガラス10,100を構成するガラスに形成される圧縮応力値が140MPa以上であることが好ましく、300MPa以上であることが好ましく、400MPa以上であることがより好ましく、500MPa以上であることがさらに好ましく、600MPa以上であることが特に好ましい。圧縮応力値を140MPa以上、より好ましくは300MPa以上とすることで、カバーガラス10,100は、例えばディスプレイなどを保護するために十分な強度を得ることができる。なお、圧縮応力値が高いほどガラスの強度は向上するが、強化されたガラスが破損した際の衝撃も大きくなる。本実施形態の化学強化されたカバーガラス10は、圧縮応力値が950MPa以下であることが好ましく、800MPa以下あることがより好ましく、750MPa以下であることがより好ましく、700MPa以下であることがより一層好ましい。なお、本実施形態の化学強化されたカバーガラス10は、圧縮応力値が140MPa〜950MPaであり、300MPa〜950MPaであることが好ましく、400MPa〜900MPaであることがより好ましく、400MPa〜800MPaであることがさらに好ましく、500MPa〜800MPaであることがさらに好ましい。
【0107】
(圧縮層深さ)
第1実施形態及び第2実施形態のカバーガラス10,100を構成するガラスは、圧縮層深さが15〜90μmであり、20〜85μmであることが好ましく、25〜80μmであることがより好ましく、30〜70μmであることがさらに好ましく、30〜50μmであることがさらに好ましい。
【0108】
なお、近年カバーガラスは軽量化のために薄板化の傾向にあるが、これに伴い、圧縮応力層の深さが薄いものの、所定値以上の圧縮応力値を有することが求められている。具体的には、カバーガラスの板厚が0.2〜1.3mmであり、かつ圧縮応力層の深さが20〜85μm、圧縮応力値が300MPa〜950MPaであることが好ましく、カバーガラスの板厚が0.4〜1.3mmであり、かつ圧縮応力層の深さが25〜80μm、圧縮応力値が400MPa〜900MPaであることがさらに好ましく、カバーガラスの板厚が0.4〜0.8mmであり、かつ圧縮応力層の深さが30〜70μm、圧縮応力値が400MPa〜800MPaであることがさらに好ましく、カバーガラスの板厚が0.4〜0.6mmであり、かつ圧縮応力層の深さが30〜50μm、圧縮応力値が500MPa〜800MPaであることがさらに好ましい。
【0109】
(液相粘度)
第1実施形態及び第2実施形態のカバーガラス10,100を構成するガラスは、液相粘度が160kpoise以上であり、300kpoise以上であることが好ましく、400kpoise以上であることがより好ましく、500kpoise以上であることがさらに好ましい。液相粘度が160kpoise以上であると、ダウンドロー法に好適となり、製造コストも低減することが可能となる。
なお、ダウンドロー法(特に、オーバーフローダウンドロー法)で安定して製造を行うためには、液相粘度が160kpoise以上であり、失透温度(液相温度)が1200℃以下であるとよい。失透の発生を抑制しつつ、より安定して化学強化したガラス基板やカバーガラスの製造を行うためには、液相粘度が300kpoise以上であり、かつ失透温度(液相温度)が1090℃未満であることが好ましく、液相粘度が400kpoise以上であり、かつ失透温度(液相温度)が1050℃以下であることがより好ましい。
【実施例】
【0110】
次に、実施例により、本発明をさらに詳細に説明するが、本発明は、これらの例によってなんら限定されるものではない。
【0111】
(第1実施形態におけるガラスの作製)
まず、下記表1及び表2(サンプル1〜28)、ならびに下記表3及び表4(サンプル29〜33)に示すガラス組成となるように、通常のガラス原料であるシリカ、アルミナ、硫酸ナトリウム、炭酸リチウム、炭酸ナトリウム、炭酸カリウム、塩基性炭酸マグネシウム、炭酸カルシウム、酸化スズ、酸化ジルコニウムを用いてガラス原料(バッチ)を調合した。調合したバッチを、白金ルツボを用いて1550℃で4時間保持して電気炉内で加熱して溶融ガラスとし、それを炉外で鉄板上に流し出し冷却してガラスブロックとした。このガラスを電気炉中、600℃で30分保持した後、炉の電源を切り、室温まで徐冷してガラス物性評価用の試料ガラスとした。
上述したように得られた試料ガラスについて、失透温度、歪点、熱膨張係数、ガラス転移温度、高温粘性、エッチングレートを評価した。
【0112】
【表1】
【0113】
【表2】
【0114】
【表3】
【0115】
【表4】
【0116】
(失透温度の評価)
試料ガラスを粉砕し、2380μmのふるいを通過し、1000μmのふるい上に留まったガラス粒をエタノールに浸漬し、超音波洗浄した後、恒温槽で乾燥させた。幅12mm、長さ200mm、深さ10mmの白金ボート上に前記ガラス粒25gをほぼ一定の厚さになるように入れ、800〜1200℃の温度勾配を持った電気炉内に24時間保持した後、炉から取り出し、ガラス内部に発生した失透を40倍の光学顕微鏡にて観察し、失透が観察された最高温度を失透温度とした。
【0117】
(歪点の評価)
歪点Psは、試料ガラスを3mm角、長さ55mmの角柱形状に切断・研削加工し、ビーム曲げ測定装置(東京工業株式会社製)を用いて測定した。ビーム曲げ法(ASTM C−598)に従い、歪点を計算により求めた。
【0118】
(熱膨張係数及びガラス転移温度Tgの評価)
試料ガラスをφ5mm、長さ20mmの円柱状に加工し、示差熱膨張計(Thermo Plus2 TMA8310)を用いて、熱膨張係数及びガラス転移温度Tgを測定した。熱膨張係数の測定結果より、100〜300℃の温度範囲における平均熱膨張係数を算出した。
【0119】
(密度の評価)
密度は、アルキメデス法によって測定した。
【0120】
(高温粘性の評価)
試料ガラスを1600℃で4時間溶融・泡抜し、試料引き下げ式自動測定粘度測定装置を用いて高温粘性を測定した。より詳細には、溶融した試料ガラス中に白金球を吊るし、容器ごと試料を引き下げる時に球にかかる粘性抵抗を荷重として測定することにより、試料の粘度を求めた。下記表5,6にはガラスの粘度が200dPa・sであるときの温度を記載した。
【0121】
(エッチングレートの評価)
試料ガラスを20〜50mm×20〜40mm×0.7mmの大きさに切断・研削・研磨し、シート状サンプルを作製した。シート状サンプル洗浄後、容器に入れたHF400ml(濃度10質量% 温度22℃)にシート状サンプルを、20分浸漬した。水洗した後に、試験前後の厚み及び質量を測定し、試料ガラスのエッチングレートを算出した。
【0122】
(化学強化処理)
次に、洗浄を終えた試料ガラスを400℃に保ったKNO3100%の処理浴中に約2.5時間浸漬して、ガラス表層部のNa+イオンを、前記処理浴中のK+イオンとイオン交換させ、化学強化した。化学強化を終えたガラス基板は、洗浄槽に順次浸漬して洗浄し、乾燥した、強化ガラスを得た。なお、サンプル4,7,9〜10については、500℃に保ったKNO3100%の処理浴中に約5時間浸漬して化学強化をおこなった。
【0123】
(圧縮応力値の評価)
上記のようにして得られた強化ガラスについて、表面応力計(ルケオFSM−6000LE)で干渉縞の本数とその間隔を観察し、ガラス表面近傍の圧縮応力層の圧縮応力値と圧縮応力層の厚みを算出した。算出に際し、各試料の屈折率(nd)を1.50、光弾性定数を28[(nm/cm)/MPa]とした。なお、サンプル4,7,9〜10については、各試料の屈折率(nd)を1.52とした。
【0124】
表1および表2に示す第1実施形態のサンプル1〜28、および、表3および表4に示す第1実施形態のサンプル29〜33の特性は以下の表5,6のように得られた。
【0125】
【表5】
【0126】
【表6】
【0127】
表1,2に示すサンプル1〜28および表3,4に示すサンプル29〜33について、表5,6に示すエッチングレートを縦軸に、上述したX−1/2・Y(XはSiO2の含有率、YはAl2O3の含有率)を横軸にとった散布図を作成した。図3は作成した散布図を示す。明らかなように、エッチングレートは、X−1/2・Yの値を低くすることにより、増加する。エッチングレートは、X−1/2・Yが52%以下の領域では、大きな変化は見られない。このため、エッチングレートを3.7μm/分以上にするには、X−1/2・Yは57.5%以下にすることが好ましい。しかし、Yの値を大きくして、X−1/2・Yが52%以下としても、エッチングレートはそれ以上向上しないことに加え、失透温度が高くなるため耐失透性が低下する。この点から、X−1/2・Yの値の下限は45%であることが好ましい。
【0128】
(連続式によるガラス基板の製造例)
ガラス基板がサンプル4(表1、2参照)に示す組成となるよう調合したガラス原料を、耐火煉瓦製の熔解槽と白金製の攪拌槽などを備えた連続熔解装置を用いて、1520℃で熔解し、1550℃で清澄、1350℃で攪拌した後にダウンドロー法により厚さ0.7mmの薄板状に加工し、化学強化用ガラス基板を得た。また、以下のような方法で、エッチング及び化学強化を行った。
まず、作製された化学強化用ガラス基板を試料ガラス基板として、この基板の両主表面上に、メッシュスクリーン印刷法によりカバーガラス形状のフェノール系熱硬化性樹脂パターンを厚さ20μmで形成し、このフェノール系熱硬化性樹脂パターンに対して200℃で15分のベーキング処理を施した。フェノール系熱硬化樹脂パターンをマスクにして、エッチャントとしてフッ酸(15質量%)と硫酸(24質量%)の混酸水溶液(40℃)を用いて、試料ガラスを両主表面側から被エッチング領域をエッチングして所定の形状に切り抜いた。その後、NaOH溶液を用いてガラス上に残存したフェノール系熱硬化樹脂を溶解させてガラスから剥離し、リンス処理を行った。
続いて、洗浄を終えた試料ガラス基板を500℃に保ったKNO3100%の処理浴中に約5時間浸漬して、ガラス表層のNaイオンを、前記処理浴中のKイオンとイオン交換させ、化学強化した。化学強化を終えた試料ガラス基板は、洗浄槽に順次浸漬して洗浄し、乾燥した。
その結果、品質も良好であり、エッチングレートも3.7μm/分以上に向上したガラス基板を得ることができた。
【0129】
(第2実施形態におけるガラスの作製)
まず、下記表7及び表8(サンプル34〜62)、ならびに下記表9及び表10(サンプル63〜76)に示すガラス組成となるように、通常のガラス原料であるシリカ、アルミナ、硫酸ナトリウム、炭酸リチウム、炭酸ナトリウム、炭酸カリウム、塩基性炭酸マグネシウム、炭酸カルシウム、酸化スズ、酸化ジルコニウムを用いてガラス原料(バッチ)を調合した。調合したバッチを、白金ルツボを用いて1550℃で4時間保持して電気炉内で加熱して熔融ガラスとし、それを炉外で鉄板上に流し出し冷却してガラスブロックとした。このガラスブロックを電気炉中、600℃で30分保持した後、炉の電源を切り、室温まで徐冷して得られたガラスブロックを切断、研磨などの機械加工を施し、50×40mm、厚み約0.7mmの試料ガラスとした。上述したように得られたガラス基板について、失透温度(Tl)、エッチングレート、ガラス転移温度(Tg)、平均線熱膨張係数、密度、圧縮応力値、表面圧縮層深さ、加工精度を評価した。
【0130】
【表7】
【0131】
【表8】
【0132】
【表9】
【0133】
【表10】
【0134】
(失透温度の評価)
試料ガラスを粉砕し、2380μmのふるいを通過し、1000μmのふるい上に留まったガラス粒をエタノールに浸漬し、超音波洗浄した後、恒温槽で乾燥させた。幅12mm、長さ200mm、深さ10mmの白金ボート上に前記ガラス粒25gをほぼ一定の厚さになるように入れ、800〜1200℃の温度勾配を持った電気炉内に24時間保持した後、炉から取り出し、ガラス内部に発生した失透を40倍の光学顕微鏡にて観察し、失透が観察された最高温度を失透温度とした。
【0135】
(エッチングレートの評価)
試料ガラスを洗浄後、容器に入れたHF400ml(濃度10質量% 温度22℃)に20分浸漬した。水洗した後に、試験前後の厚み及び質量を測定し、ガラス基板のエッチングレートを算出した。
【0136】
(エッチングを含む形状加工精度の評価)
さらに、図4(a)に示すように、機械加工を施した化学強化処理前のガラス基板であるガラス20を2枚重ね、その両側のそれぞれにダミーガラス22を3枚重ねてエッチングを行った。エッチング後のガラス端面のエッチング面を光学顕微鏡で観察した。
観察としては、図4(a)に示すように長辺のガラス端面を200倍に拡大して目視観察をする観察Aと、ガラス基板を短辺の中央部分を短辺に対し垂直に割った後に、図4(b)に示すように短辺のガラス端面を200倍に拡大して目視観察をする観察Bとを行った。観察Aおよび観察Bにおいて略均一にエッチングされている場合良好と評価し、観察Aおよび観察Bの一方のみにおいて略均一にエッチングされ他方が不均一な場合可と評価し、観察Aおよび観察Bにおいて不均一にエッチングされている場合不可と評価した。例えば図5(a)に示すようなサンプルの像の場合、不可と評価され、図5(b)に示すようなサンプルの像の場合、良好と評価される。図5(a)に示すサンプルの像では、ガラス端面が析出した析出物により凹凸を成して平滑な端面となっていない。このため、光学顕微鏡では、図5(a)に示すサンプルの観察Aにおける像は、ガラス端面の平滑な面で光が鏡面反射する白い領域と、析出物による凹凸で光が拡散反射する黒い領域とが入り組んで混在している。図5(a)に示すサンプルの観察Bにおける像においても、凹状の断面形状を有する。これに対して、図5(b)に示すサンプルにおける像は、観察AであれBであれ、白い領域と黒い領域が明確な境界により分けられている。これより、図5(b)に像を示すサンプルは、エッチングによる加工精度が高いと言える。
【0137】
(熱膨張係数及びガラス転移温度Tgの評価)
試料ガラスをφ5mm、長さ20mmの円柱状に加工し、示差熱膨張計(Thermo Plus2 TMA8310)を用いて、熱膨張係数及びガラス転移温度Tgを測定した。熱膨張係数の測定結果より、100〜300℃の温度範囲における平均熱膨張係数を算出した。
【0138】
(密度)
密度は、アルキメデス法によって測定した。
【0139】
(化学強化処理)
次に、洗浄を終えた試料ガラスを400℃に保ったKNO3100%の処理浴中に約2.5時間浸漬して、ガラス表層部のNa+イオンを、前記処理浴中のK+イオンと交換させ、化学強化した。化学強化を終えたガラス基板は、洗浄槽に順次浸漬して洗浄し、乾燥した、強化ガラスを得た。なお、サンプル37,40,42,52については、500℃に保ったKNO3100%の処理浴中に約5時間浸漬して化学強化をおこなった。
【0140】
(圧縮応力値と圧縮応力層の厚さ(深さ)の評価)
さらに、上記のようにして得られた強化ガラスについて、表面応力計(有限会社折原製作所FSM−6000LE)で干渉縞の本数とその間隔を観察し、ガラス表面近傍の圧縮応力層の圧縮応力値と圧縮応力層の厚さ(深さ)を算出した。算出に際し、各強化ガラスの屈折率(nd)は、屈折率計測計(株式会社島津デバイス製造 KPR-200)により計測した値を用いた。なお、ここでは光弾性定数を28[(nm/cm)/MPa]として圧縮応力値を算出した。
【0141】
表7および表8に示す第2実施形態のサンプル34〜62、および、表9および表10に示す第2実施形態のサンプル53〜76の評価結果及びその他の特性は以下の表11,12のように得られた。
【0142】
【表11】
【0143】
【表12】
【0144】
表11,12の比較より、CaOが2.6%以下含むサンプル34,35、さらには、実質的にCaOを含まないサンプル36〜62は、ガラス基板のエッチングによる加工精度が高いことがわかる。なお、表11,12における「加工精度」は、機械加工後のガラス基板のガラス端面をエッチングしたときの評価であるが、図1に示すような形状にガラス基板を形状加工するためにエッチングを行うときの加工精度の評価は、機械加工後のガラス基板のガラス端面をエッチングしたときの評価と、同様の評価傾向となる。すなわち、CaOが2.6%以下含むサンプル34,35、さらには、実質的にCaOを含まないサンプル36〜62は、形状加工を行ってもその加工精度は高いと言える。
表7,8に示すサンプル34〜62および表9,10に示すサンプル63〜76について、表11,12に示すエッチングレートを縦軸に、上述したX−1/2・Y(XはSiO2の含有率、YはAl2O3の含有率)を横軸にとった散布図を作成した。図6は作成した散布図を示す。明らかなように、エッチングレートは、X−1/2・Yの値を低くすることにより、増加する。エッチングレートは、X−1/2・Yが52%以下の領域では、大きな変化は見られない。このため、エッチングレートを3.7μm/分以上にするには、X−1/2・Yは57.5%以下にすることが好ましい。しかし、Yの値を大きくして、X−1/2・Yが52%以下としても、エッチングレートはそれ以上向上しないことに加え、失透温度が高くなるため耐失透性が低下する。この点から、X−1/2・Yの値の下限は45%であることが好ましい。
【0145】
(連続式によるガラス基板の製造例)
ガラス基板がサンプル36(表7,8参照)に示す組成となるよう調合したガラス原料を、耐火煉瓦製の熔解槽と白金製の攪拌槽などを備えた連続熔解装置を用いて、1520℃で熔解し、1550℃で清澄、1350℃で攪拌した後にダウンドロー法により厚さ0.7mmの薄板状に加工し、ガラス基板を得た。また、以下のような方法で、エッチング及び化学強化を行った。
まず、作製されたガラス基板の両主表面上に、メッシュスクリーン印刷法によりカバーガラス形状のフェノール系熱硬化性樹脂パターンを厚さ20μmで形成し、このフェノール系熱硬化性樹脂パターンに対して200℃で15分のベーキング処理を施した。フェノール系熱硬化樹脂パターンをマスクにして、エッチャントとしてフッ酸(15質量%)と硫酸(24質量%)の混酸水溶液(40℃)を用いて、ガラス基板を両主表面側から被エッチング領域をエッチングして所定の形状に切り抜いた。その後、NaOH溶液を用いてガラス表面に残存したフェノール系熱硬化樹脂を溶解させてガラス基板から剥離し、リンス処理を行った。
続いて、洗浄を終えたガラス基板を500℃に保ったKNO3100%の処理浴中に約5時間浸漬して、ガラス表層のNaイオンを、前記処理浴中のKイオンと交換させ、化学強化した。化学強化を終えたガラス基板は、洗浄槽に順次浸漬して洗浄し、乾燥した。
その結果、形状精度が良好なカバーガラスを得ることができた。
【0146】
以上のように、第1実施形態のカバーガラスの製造方法およびカバーガラスによれば、エッチングレートを上げることができるので、カバーガラスの生産効率を向上することができる。また、第2実施形態のカバーガラスの製造方法およびカバーガラスによれば、複雑な形状であっても、形状精度の高いカバーガラスを形成することができるので、カバーガラスの生産効率を向上することができる。
【0147】
以上、本発明のカバーガラス及びカバーガラスの製造方法について詳細に説明したが、本発明は上記実施形態に限定されず、本発明の主旨を逸脱しない範囲において、種々の改良や変更をしてもよいのはもちろんである。
【特許請求の範囲】
【請求項1】
カバーガラスの製造方法であって、
ダウンドロー法により板状に成形されたガラス基板であって、成分としてSiO2を50〜70質量%、Al2O3を5〜20質量%、Na2Oを6〜30質量%、および、Li2Oを0〜8質量%未満含むガラス基板をエッチングして、形状加工を行う工程と、
形状加工された前記ガラス基板に化学強化を施して圧縮応力層を形成する工程と、を有する、カバーガラスの製造方法。
【請求項2】
前記ガラス基板は、成分としてさらに、CaOを0〜2.6質量%含む、請求項1に記載のがバーガラスの製造方法。
【請求項3】
前記SiO2の含有率をX質量%とし、前記Al2O3の含有率をY質量%としたとき、X−1/2・Yが57.5質量%以下である、請求項1または2に記載のカバーガラスの製造方法。
【請求項4】
前記X−1/2・Yが45質量%以上である、請求項3に記載のカバーガラスの製造方法。
【請求項5】
前記エッチングは、ケミカルエッチングである、請求項1〜4のいずれか1項に記載のカバーガラスの製造方法。
【請求項6】
カバーガラスの製造方法であって、
板状に成形されたガラス基板であって、成分としてSiO2を50〜70質量%、Al2O3を5〜20質量%、Na2Oを6〜30質量%、Li2Oを0〜8質量%未満、およびCaOを0〜2.6質量%含む前記ガラス基板の形状加工を行う工程と、
少なくとも形状加工した前記ガラス基板の端面を、ケミカルエッチングにより加工する工程と、
加工された前記ガラス基板に化学強化を施して圧縮応力層を形成する工程と、を有する、カバーガラスの製造方法。
【請求項7】
前記SiO2の含有率をX質量%とし、前記Al2O3の含有率をY質量%としたとき、X−1/2・Yが57.5質量%以下である、請求項6に記載のカバーガラスの製造方法。
【請求項8】
カバーガラスであって、
前記カバーガラスは、ダウンドロー法により板状に成形されたガラス基板であって、エッチングで形状加工し、かつ、ガラス主表面に圧縮応力層を有するように前記ガラス基板を化学強化した板状のガラス基板であり、
前記ガラス基板は、成分としてSiO2を50〜70質量%、Al2O3を5〜20質量%、Na2Oを6〜30質量%、およびLi2Oを0〜8質量%未満含み、
前記ガラス基板は、濃度10質量%のフッ化水素を含む22℃のエッチング環境で、3.7μm/分以上のエッチングレートのエッチング特性を有する、カバーガラス。
【請求項9】
前記SiO2の含有率をX質量%とし、前記Al2O3の含有率をY質量%としたとき、X−1/2・Yが57.5質量%以下である、請求項8に記載のカバーガラス。
【請求項10】
前記X−1/2・Yが45質量%以上である、請求項9に記載のカバーガラス。
【請求項11】
前記カバーガラスの端面に圧縮応力層が形成されている、請求項8〜10のいずれか1項に記載のカバーガラス。
【請求項12】
カバーガラスであって、
前記カバーガラスは、エッチングで形状加工し、かつ、ガラス主表面に圧縮応力層を有するようにガラス基板を化学強化した板状のガラス基板であり、
前記ガラス基板は、成分としてSiO2を50〜70質量%、Al2O3を5〜20質量%、Na2Oを6〜30質量%、Li2Oを0〜8質量%未満、およびCaOを0〜2.6質量%含む、カバーガラス。
【請求項13】
前記SiO2の含有率をX質量%とし、前記Al2O3の含有率をY質量%としたとき、X−1/2・Yが57.5質量%以下である、請求項12に記載のカバーガラス。
【請求項14】
前記X−1/2・Yが45質量%以上である、請求項13に記載のカバーガラス。
【請求項15】
前記ガラス基板は、濃度10質量%のフッ化水素を含む22℃のエッチング環境で、3.7μm/分以上のエッチングレートのエッチング特性を有する、請求項12〜14のいずれか1項に記載のカバーガラス。
【請求項16】
前記SiO2の含有率をX質量%とし、前記Al2O3の含有率をY質量%としたとき、X−1/2・Yが57.5質量%以下である、請求項15に記載のカバーガラス。
【請求項17】
前記X−1/2・Yが45質量%以上である、請求項16に記載のカバーガラス。
【請求項18】
前記ガラス基板は、ダウンドロー法により板状に成形される、請求項12〜17のいずれか1項に記載に記載のカバーガラス。
【請求項19】
前記カバーガラスの端面に圧縮応力層が形成されている、請求項12〜18のいずれか1項に記載のカバーガラス。
【請求項1】
カバーガラスの製造方法であって、
ダウンドロー法により板状に成形されたガラス基板であって、成分としてSiO2を50〜70質量%、Al2O3を5〜20質量%、Na2Oを6〜30質量%、および、Li2Oを0〜8質量%未満含むガラス基板をエッチングして、形状加工を行う工程と、
形状加工された前記ガラス基板に化学強化を施して圧縮応力層を形成する工程と、を有する、カバーガラスの製造方法。
【請求項2】
前記ガラス基板は、成分としてさらに、CaOを0〜2.6質量%含む、請求項1に記載のがバーガラスの製造方法。
【請求項3】
前記SiO2の含有率をX質量%とし、前記Al2O3の含有率をY質量%としたとき、X−1/2・Yが57.5質量%以下である、請求項1または2に記載のカバーガラスの製造方法。
【請求項4】
前記X−1/2・Yが45質量%以上である、請求項3に記載のカバーガラスの製造方法。
【請求項5】
前記エッチングは、ケミカルエッチングである、請求項1〜4のいずれか1項に記載のカバーガラスの製造方法。
【請求項6】
カバーガラスの製造方法であって、
板状に成形されたガラス基板であって、成分としてSiO2を50〜70質量%、Al2O3を5〜20質量%、Na2Oを6〜30質量%、Li2Oを0〜8質量%未満、およびCaOを0〜2.6質量%含む前記ガラス基板の形状加工を行う工程と、
少なくとも形状加工した前記ガラス基板の端面を、ケミカルエッチングにより加工する工程と、
加工された前記ガラス基板に化学強化を施して圧縮応力層を形成する工程と、を有する、カバーガラスの製造方法。
【請求項7】
前記SiO2の含有率をX質量%とし、前記Al2O3の含有率をY質量%としたとき、X−1/2・Yが57.5質量%以下である、請求項6に記載のカバーガラスの製造方法。
【請求項8】
カバーガラスであって、
前記カバーガラスは、ダウンドロー法により板状に成形されたガラス基板であって、エッチングで形状加工し、かつ、ガラス主表面に圧縮応力層を有するように前記ガラス基板を化学強化した板状のガラス基板であり、
前記ガラス基板は、成分としてSiO2を50〜70質量%、Al2O3を5〜20質量%、Na2Oを6〜30質量%、およびLi2Oを0〜8質量%未満含み、
前記ガラス基板は、濃度10質量%のフッ化水素を含む22℃のエッチング環境で、3.7μm/分以上のエッチングレートのエッチング特性を有する、カバーガラス。
【請求項9】
前記SiO2の含有率をX質量%とし、前記Al2O3の含有率をY質量%としたとき、X−1/2・Yが57.5質量%以下である、請求項8に記載のカバーガラス。
【請求項10】
前記X−1/2・Yが45質量%以上である、請求項9に記載のカバーガラス。
【請求項11】
前記カバーガラスの端面に圧縮応力層が形成されている、請求項8〜10のいずれか1項に記載のカバーガラス。
【請求項12】
カバーガラスであって、
前記カバーガラスは、エッチングで形状加工し、かつ、ガラス主表面に圧縮応力層を有するようにガラス基板を化学強化した板状のガラス基板であり、
前記ガラス基板は、成分としてSiO2を50〜70質量%、Al2O3を5〜20質量%、Na2Oを6〜30質量%、Li2Oを0〜8質量%未満、およびCaOを0〜2.6質量%含む、カバーガラス。
【請求項13】
前記SiO2の含有率をX質量%とし、前記Al2O3の含有率をY質量%としたとき、X−1/2・Yが57.5質量%以下である、請求項12に記載のカバーガラス。
【請求項14】
前記X−1/2・Yが45質量%以上である、請求項13に記載のカバーガラス。
【請求項15】
前記ガラス基板は、濃度10質量%のフッ化水素を含む22℃のエッチング環境で、3.7μm/分以上のエッチングレートのエッチング特性を有する、請求項12〜14のいずれか1項に記載のカバーガラス。
【請求項16】
前記SiO2の含有率をX質量%とし、前記Al2O3の含有率をY質量%としたとき、X−1/2・Yが57.5質量%以下である、請求項15に記載のカバーガラス。
【請求項17】
前記X−1/2・Yが45質量%以上である、請求項16に記載のカバーガラス。
【請求項18】
前記ガラス基板は、ダウンドロー法により板状に成形される、請求項12〜17のいずれか1項に記載に記載のカバーガラス。
【請求項19】
前記カバーガラスの端面に圧縮応力層が形成されている、請求項12〜18のいずれか1項に記載のカバーガラス。
【図1】


【図2】
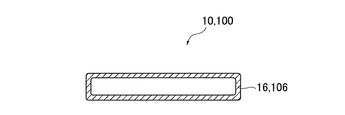
【図3】
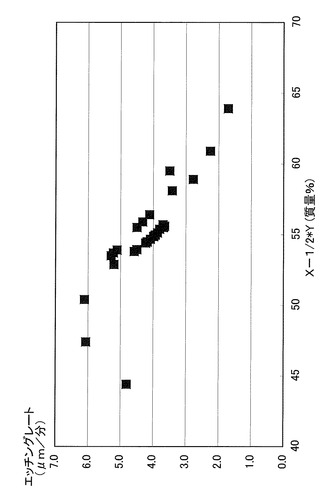
【図4】

【図5】
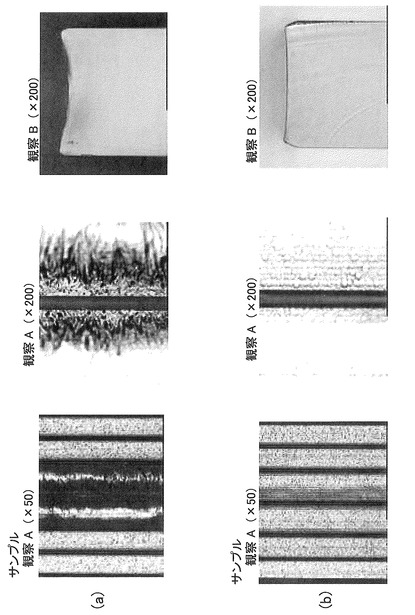
【図6】
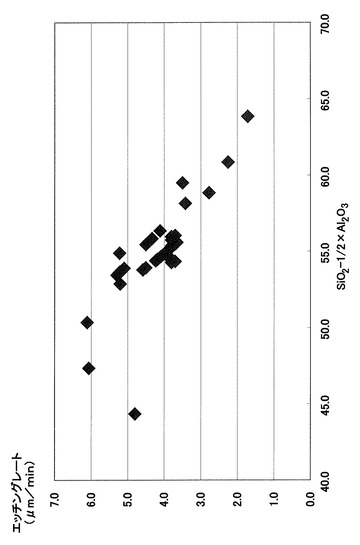
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−148955(P2012−148955A)
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願番号】特願2011−215679(P2011−215679)
【出願日】平成23年9月29日(2011.9.29)
【出願人】(598055910)AvanStrate株式会社 (81)
【出願人】(000113263)HOYA株式会社 (3,820)
【Fターム(参考)】
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願日】平成23年9月29日(2011.9.29)
【出願人】(598055910)AvanStrate株式会社 (81)
【出願人】(000113263)HOYA株式会社 (3,820)
【Fターム(参考)】
[ Back to top ]