
カフ部材の製造方法
【課題】細胞の侵入、生着性に優れる平均孔径が大きい多孔体を切削加工することが可能であり、しかも寸法精度の高いカフ部材を得ることができるカフ部材の製造方法を提供する。
【解決手段】熱可塑性樹脂又は熱硬化性樹脂よりなる多孔体で形成されたカフ部材を製造する方法において、該多孔体は、平均孔径が100〜650μmであり、空隙率が50〜80%であり、該多孔体に液体を含浸させた後、該多孔体及び液体を冷却して凍結させ、次いで、該多孔体を切削することを特徴とする。
【解決手段】熱可塑性樹脂又は熱硬化性樹脂よりなる多孔体で形成されたカフ部材を製造する方法において、該多孔体は、平均孔径が100〜650μmであり、空隙率が50〜80%であり、該多孔体に液体を含浸させた後、該多孔体及び液体を冷却して凍結させ、次いで、該多孔体を切削することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は生体の外面に配置され、生体刺入管が挿通されるカフ部材の製造方法に係り、特に生体刺入管が生体の体表面に対して斜めに刺入されるよう構成されたカフ部材を製造する方法に関する。
【背景技術】
【0002】
補助人工心臓や腹膜透析などの療法で使用されるカニューレやカテーテルは、皮下組織を切開した上で刺入を行って生体内に留置する必要がある。生体内への留置が長期間へ及ぶ場合、生体内と外界とを隔て、生体内への細菌の侵入や体液水分の揮発を防止するためにカフ部材を利用して疑似的に刺入部を密閉することが行われている。
【0003】
このようなカフ部材として、生体皮下組織から細胞が容易に侵入、生着することができ、皮下組織との癒着が頑強であり、その結果、ダウングロースの進行を抑制し、トンネル感染を始めとする各種の感染トラブルを防止することができる、セグメント化ポリウレタンよりなるカフ部材が知られている(下記特許文献1)。
【0004】
特許文献1に記載されるカフ部材は、生体の外面に重なるフランジ部と、該フランジ部の一方の面から立設された筒状部とを有するものであって、前記フランジ部が連通性のある多孔性三次元網状構造部を有する熱可塑性樹脂又は熱硬化性樹脂よりなるため、この樹脂の空孔部に細胞が容易に侵入、生着し、生体組織とカフ部材とが頑強な癒着を形成する。
【0005】
本発明者らは、さらに、生体表面に対して、生体刺入管を斜めに刺入することができるカフ部材を提案した(下記特許文献2)。
【0006】
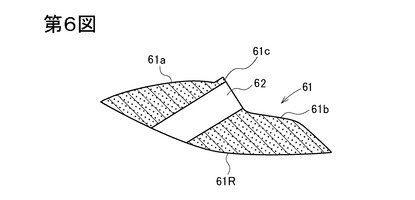
第6図は、この特許文献2のカフ部材を示している。このカフ部材は、高さが比較的高い高所61aと、高さが比較的低い低所61bと、両者の間の段差面61cとが設けられており、高所61aは凸に湾曲した曲面よりなり、低所61bは凹に湾曲した曲面よりなっている。生体刺入管挿通孔62が後面61Rから段差面61cにまで斜めに貫通しているため、生体刺入管を生体表面に対して斜めに刺入することが可能である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】WO2005−084742
【特許文献2】特願2010−030273
【発明の概要】
【発明が解決しようとする課題】
【0008】
前記カフ部材に用いる多孔体としては、細胞の生着性の観点から、平均孔径が100〜650μm程度のものが好ましい。しかしながら、平均孔径が100〜650μmであるセグメント化ポリウレタン等よりなる多孔体は、柔軟であることから、切削機のドリル刃物(以下、この切削機のドリル刃物を「ツール」と称す。)にセグメント化ポリウレタン等の多孔質軟質材料が巻き込まれるため、精度良く、また表面を綺麗に切削加工することが困難である。
【0009】
本発明は、細胞の侵入、生着性に優れる平均孔径が大きい多孔体を効率良く切削加工して、寸法精度の高いカフ部材を得ることができるカフ部材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明(請求項1)のカフ部材の製造方法は、熱可塑性樹脂又は熱硬化性樹脂よりなる多孔体を切削してカフ部材を製造する方法において、該多孔体は、平均孔径が100〜650μmであり、空隙率が50〜80%であり、該多孔体に液体を含浸させた後、該多孔体及び液体を冷却して凍結させ、次いで、該多孔体を切削することを特徴とするものである。
【0011】
請求項2のカフ部材の製造方法は、請求項1において、前記多孔体を冷却しながら切削することを特徴とするものである。
【0012】
請求項3のカフ部材の製造方法は、請求項1又は2において、前記多孔体の見掛け密度が0.05〜0.1g/cm3であることを特徴とするものである。
【0013】
請求項4のカフ部材の製造方法は、請求項1ないし3のいずれか1項において、前記多孔体がセグメント化ポリウレタンであることを特徴とするものである。
【0014】
請求項5のカフ部材の製造方法は、請求項4において、前記セグメント化ポリウレタンは、三次元網状構造の骨格基材を有しており、該骨格基材に微細孔が存在しており、該微細孔にも前記液体を侵入させて凍結させた後、切削を行うことを特徴とするものである。
【0015】
請求項6のカフ部材の製造方法は、請求項1ないし5のいずれか1項において、前記多孔体1g当りの前記液体の含浸量が1.0〜10.0gであることを特徴とするものである。
【0016】
請求項7のカフ部材の製造方法は、請求項1ないし6のいずれか1項において、前記液体が水であることを特徴とするものである。
【0017】
請求項8のカフ部材の製造方法は、請求項1ないし7のいずれか1項において、前記多孔体に液体を含浸させた後、作業台の上に載せ、冷却して液体を凍結させるようにした方法であって、該多孔体と該作業台との間の液体を凍結させることにより、該多孔体を該作業台に固定し、前記切削作業後に前記液体を融解させ、カフ部材を前記作業台から分離することを特徴とするものである。
【発明の効果】
【0018】
本発明のカフ部材の製造方法にあっては、多孔体の平均孔径が100〜650μmであり、空隙率が50〜80%であるため、生体皮下組織から細胞が容易に侵入、生着することができ、皮下組織との癒着が頑強であり、その結果、ダウングロースの進行を抑制し、トンネル感染を始めとする各種の感染トラブルを防止することができる。本発明では、この多孔体に液体を含浸させた後、これを凍結させて切削するため、多孔体を破壊することなく、高寸法精度のカフ部材を製造することができる。
【0019】
即ち、多孔体の孔に液体を浸入させ、これを凍結させることにより、多孔体を硬質な凍結物とすることができるため、切削機のツールに多孔体を構成するセグメント化ポリウレタン等の材料が巻き込まれることが防止され、精密な切削加工を行うことができる。
【0020】
前記多孔体としては、セグメント化ポリウレタン、特に、三次元網状構造の骨格基材を有し、該骨格基材に微細孔が存在しているセグメント化ポリウレタンが好ましい。このようなセグメント化ポリウレタンを用いた場合には、該微細孔にも前記液体を侵入させて凍結させることができ、多孔体の骨格の硬度が向上し、切削精度が高くなる。
【0021】
本発明においては、前記多孔体に液体を含浸させた後、作業台の上に載せ、冷却して該多孔体と該作業台との間の液体を凍結させることにより、該多孔体を該作業台に固定し、切削作業後に該液体を融解させることにより、前記多孔体を前記作業台から分離することが好ましい。このように多孔体と作業台とを、液体の凍結により固着することにより、接着剤などの化学物質や固定具などを用いることなく、容易に多孔体の固定を行うことができ生産効率が向上する。
【図面の簡単な説明】
【0022】
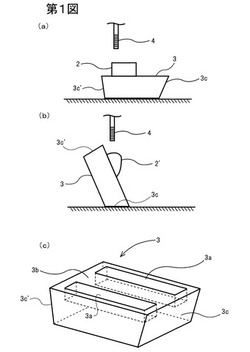
【図1】第1図(a)は、作業台上で多孔体を切削する際の模式図であり、第1図(b)は、カフ部材に刺入管挿通孔を設ける際の模式図であり、第1図(c)は、作業台の斜視図である。
【図2】実施の形態に係るカフ部材の構成図である。
【図3】パッドの平面図である。
【図4】カフ部材ユニットの断面図である。
【図5】カフ部材ユニットの使用例を示す断面図である。
【図6】従来のカフ部材の断面図である。
【発明を実施するための形態】
【0023】
[カフ部材の製造方法]
以下、参考図面を参照して、本発明のカフ部材の製造方法について説明する。第1図(a)は、作業台上で多孔体を切削する際の模式図であり、第1図(b)は、カフ部材に刺入管挿通孔を設ける際の模式図であり、第1図(c)は、作業台の斜視図である。なお、作業台は多孔体を凍結させる機能を有していればよく、図示以外のものでも使用可能である。例えば、メタノール等の冷却液を通液するため通路孔を有したものなども好適に用いることができる。
【0024】
本実施の形態においては、第1図(a)に示す通り、作業台3の上面に多孔体2を固定し、切削機(図示せず)のツール4により切削する。作業台3は、金属製の長方体であり、上面に2つの凹部3aと平坦面3bとを備えており、さらに、側面に傾斜面3c,3c’を有している。該凹部3aは、ドライアイスなど低温物質を充填するためのものであり、平坦面3bは、多孔体を固定する面である。
【0025】
本実施の形態においては、前記凹部3aに低温物質を充填した後、平坦面3bに液体を含んだ多孔体2を載せ、次いで多孔体2を凍結して固定する。その後、ツール4により切削を行う。
【0026】
多孔体2を凍結するために該凹部3aに充填する低温物質としては、液体窒素、冷却アルコール(メタノール、エタノール、プロパノールなど)、冷却多価アルコール(エチレングリコール、プロピレングリコール、グリセリンなど)、ドライアイスなどを挙げることができるが、取り扱いの観点からドライアイスが好ましい。該凹部3aに前記低温物質を充填し、多孔体2を平坦面3bに固定することにより、1〜2時間程度で多孔体2を十分に凍結させることができる。
【0027】
多孔体2を平坦面3bに固定する方法としては、接着剤による固定、固定具による固定などを採用してもよいが、作業台と多孔体との間に液体を存在させ、該液体を凍結させることにより固定することが好ましい。液体を凍結させることにより多孔体2を固定した場合には、凍結した液体を融解させることにより作業台と多孔体とを容易に分離することができる。なお、液体を含んだ多孔体2を作業台3に載せると、多孔体2から滲み出した液体が作業台3と多孔体2との間に介在する。ただし、作業台3上に液体を付着させておいてもよい。
【0028】
多孔体2に含浸させる液体としては、水、#100〜#500のポリエチレングリコール、塩化ナトリウムなどの中性塩の水溶液、ポリビニルアルコールなど水溶性ポリマーの水溶液、ショ糖など糖類の水溶液からなる群から選択される1種又は2種以上を用いることができるが、融点、取扱い、コスト面から水を用いることが好ましい。液体として水を用いる場合、水を十分に含浸させた多孔体をドライアイスなどで−20℃以下、特に−20〜−80℃程度に冷却し、凍結しながら切削加工を行うことが好ましい。前記温度の範囲内に冷却し、多孔体2を凍結しながら切削を行うことにより、多孔体2を構成するセグメント化ポリウレタンなどがツールに巻き込まれることなく切削されるため、寸法精度の高いカフ部材を得ることができる。なお、前記温度範囲は、使用する液体の融点に応じて適宜設定することができる。
【0029】
前記液体として水を用いる場合においては、水を多孔体に均一に含浸させることを目的として、高粘度で且つ−20℃程度の温度で硬化する、ポリビニルアルコールなどの添加剤を配合してもよい。しかしながら、このような添加材を使用する場合には、切削後に添加剤を除去する工程を設けることが必要となる点、使用する添加剤によっては多孔体に影響を与える点、残留添加剤が生体に影響(例えば、ポリビニルアルコールが溶血や組織の刺激(特に滅菌によって極性物質を産生すると顕著))を与える場合がある点などから、水のみを用いるのが好ましい。
【0030】
多孔体に液体を含浸させる方法としては、液体を満たした槽に多孔体を浸漬するのが好適である。なお、多孔体を液体に浸漬させた状態で多孔体を圧縮して液体を含浸させる方法が好ましい。液体に浸漬させた状態で多孔体を圧縮することにより、多孔体の孔の内部に存在する気体を効率的に液体で置換することができ、含浸時間を短くすることができる。多孔体を圧縮する操作は1回でもよいが複数回行うことが好ましい。
【0031】
多孔体への液体の含浸量は、多孔体の全気孔の50〜100%程度が好ましい。液体を十分に含浸されることにより、凍結時の多孔体の硬度を高くすることができる。なお、前記多孔体1g当りの液体の含浸量としては、1.0〜10.0gが好ましい。
【0032】
本実施の形態において、直方体状の多孔体2の上面を切削して多孔体2’(第1図(b))を形成した後、刺入管挿通孔を穿孔するのが好ましい。刺入管挿通孔を穿孔するには、前記作業台3の傾斜面3c又は傾斜面3c’を利用することが好ましい。すなわち、作業台3の平坦面3bにカフ部材を凍結固定した後、傾斜面3cが下面となるように作業台3を傾斜させ、次いで多孔体2’をツール4で穿孔することにより一定の斜め角度の刺入管挿通孔を設けることができる。本実施の形態のように作業台3の側面ごとに異なる傾斜角度の傾斜面3c,3c’を設けておくことにより、カフ部材に異なる角度にて刺入管挿通孔を容易に設けることが可能である。
【0033】
[多孔体の特性、及び多孔体の製造方法]
<平均孔径及び空隙率>
多孔体は、平均孔径が100〜650μm、特に250〜550μm程度であり、また、空隙率が50〜80%、特に70〜80%程度の多孔性三次元網状構造材料であることが好ましい。かかる多孔体よりなるカフ部材は、細胞が侵入、生着しやすく、生体組織とカフ部材との癒着が頑強なものとなる。
【0034】
なお、本明細書における平均孔径は以下の通り算出することができる。すなわち、両刃カミソリで切断した試料の平面(切断面)を電子顕微鏡(トプコン社製、SM200)にて撮影した写真を使用し、同一平面上の個々の孔を三次元網状構造の骨格により包囲された図形として画像処理(画像処理装置はニレコ社のLUZEX APを使用し、画像取り込みCCDカメラはソニー株式会社のLE N50を使用。)を行い、個々の図形の面積を測定する。これを真円面積とし、対応する円の直径を求め孔径とする。ただし、多孔体形成時の相分離の効果によって多孔体の骨格部分に穿孔された微細孔を無視し、同一平面上の連通孔のみを測定する。
【0035】
また、本明細書における空隙率は以下の通り算出することができる。すなわち、多孔性三次元網状構造材料の切断面を撮影し、その写真において樹脂部分を白とし、空隙(空気部分)を黒として画像処理法によりそれぞれの面積を算出する。測定視野総面積と、空隙部分総面積と、JIS K7311によるポリウレタン樹脂の比重とから計算上の見掛け密度を求める。この見掛け密度は、一般の多孔性材料の場合は実測値とほぼ一致するが、本発明で使用する多孔性三次元網状構造材料の場合は実測値よりも約10倍以上大きな値となる。この差異は、多孔性三次元網状構造材料の骨格部分がポリウレタン樹脂からなる中実構造であると仮定したことにより生じる。従って、計算上の見掛け密度Aと実測値の見掛け密度Bとを計算式(A−B)/A×100(%)に代入することにより、多孔性三次元網状構造材料の骨格基材自体の空隙率を求めることができる。例えば、計算上の見掛け密度が0.91g/cm3であり、実測値の見掛け密度が0.077g/cm3の場合、多孔性三次元網状構造材料の骨格基材の空隙率は、91.5%である。なお、見掛け密度の実測値としては、0.05〜0.1g/cm3、特に0.06〜0.09g/cm3程度が好適である。
【0036】
<多孔性三次元網状構造材料>
このような多孔性三次元網状構造を有する熱可塑性樹脂としては、ポリウレタン樹脂、ポリアミド樹脂、ポリオレフィン樹脂、ポリエステル樹脂、フッ素樹脂、並びにそれらの誘導体が例示される。これらは単独で用いられてもよく、2種以上組み合わされて用いられてもよい。これらのうち特にポリウレタン樹脂が好適であり、とりわけセグメント化ポリウレタン樹脂が好適である。セグメント化ポリウレタン、特に、骨格基材を有し該骨格基材に微細孔を有するセグメント化ポリウレタンが好ましく、このセグメント化ポリウレタンを多孔体として用いた場合には、該微細孔にも前記液体を侵入させて凍結させることができるので、より精密に切削することが可能となる。
【0037】
セグメント化ポリウレタン樹脂は、ポリオール、ジイソシアネート及び鎖延長剤の3成分から合成されたものであり、いわゆるハードセグメント部分とソフトセグメント部分を分子内に有するブロックポリマー構造によるエラストマー特性を有する。そのため、このセグメント化ポリウレタン樹脂を使用した場合に得られる弾性特性は、患者やカテーテル又はカニューレが動いた場合や、消毒作業時等に刺入部周辺の皮膚が動いた場合に皮下組織とカフ部材との界面に生じる応力を減衰させる効果が期待できる。
【0038】
前記セグメント化ポリウレタン樹脂にはソフトセグメント構造やソフトセグメントとハードセグメントとの結合部の構造の差異によってポリエーテル系、ポリエステル系、ポリエーテルポリエステル系、ポリカーボネート系(ポリ炭酸エステル系とも言う)などの種類が存在するが、本発明ではポリカーボネート系ポリウレタン樹脂を使用することが好ましい。この理由としては、ポリウレタン樹脂は、一般的に加水分解を受けやすい材料であり、生体内へ埋入すると体液(水)・体温の作用による自然な加水分解、酵素の作用による分解、免疫細胞から放出される活性酸素の作用などによる分解により脆弱化するためである。よって、長期に安定して生体内に存在する場合にはポリカーボネート系ポリウレタン樹脂を使用するのが好ましい。このポリカーボネート系ポリウレタン樹脂は、ポリカーボネートセグメントの強い結晶凝集力によって近傍のウレタン結合を分解から保護する特性を有する樹脂であり、他のポリウレタン樹脂と比較して極めて耐加水分解性に優れているものである。
【0039】
以下に、カフ部材を構成する熱可塑性ポリウレタン樹脂よりなる多孔性三次元網状構造体の製造方法の一例を説明する。
【0040】
熱可塑性ポリウレタン樹脂よりなる多孔性三次元網状構造体を製造するには、まず、ポリウレタン樹脂と、孔形成剤としての後述の水溶性高分子化合物と、ポリウレタン樹脂の良溶媒である有機溶媒とを混合してポリマードープを製造する。具体的には、ポリウレタン樹脂を有機溶媒に混合して均一溶液とした後、この溶液中に水溶性高分子化合物を混合分散させる。有機溶媒としては、N,N−ジメチルホルムアミド、N−メチル−2−ピロリジノン、テトラヒドロフランなどがあるが、熱可塑性ポリウレタン樹脂を溶解することができればこの限りではない。なお、有機溶媒を減量するか又は使用せずに熱の作用でポリウレタン樹脂を融解し、ここに孔形成剤を混合することも可能である。
【0041】
孔形成剤としての水溶性高分子化合物としては、ポリエチレングリコール、ポリプロピレングリコール、ポリビニルアルコール、ポリビニルピロリドン、アルギン酸、カルボキシメチルセルロース、ヒドロキシプロピルセルロース、メチルセルロース、エチルセルロースなどが挙げられるが、熱可塑性樹脂と均質に分散してポリマードープを形成するものであればこの限りではない。また、熱可塑性樹脂の種類によっては、水溶性高分子化合物でなく、フタル酸エステル、パラフィンなどの親油性化合物や塩化リチウム、炭酸カルシウムなどの無機塩類を使用することも可能である。また、高分子用の結晶核剤などを利用して凝固時の二次粒子の生成、即ち、多孔体の骨格形成を助長することも可能である。
【0042】
次に、熱可塑性ポリウレタン樹脂、有機溶媒及び水溶性高分子化合物などより製造されたポリマードープを、熱可塑性ポリウレタン樹脂の貧溶媒を含有する凝固浴中に浸漬し、該凝固浴中に有機溶媒及び水溶性高分子化合物を抽出除去する。このようにして有機溶媒及び水溶性高分子化合物の一部又は全部を除去することにより、ポリウレタン樹脂からなる多孔性三次元網状構造材料を得ることができる。ここで用いる貧溶媒としては、水、低級アルコール、低炭素数のケトン類などが例示できる。ポリウレタン樹脂が凝固した後、多孔性三次元網状構造材料を水などで洗浄し、該多孔性三次元網状構造材料に残留している有機溶媒や孔形成剤を除去する。この孔形成剤により形成される孔は、いわゆるマクロポアである。
【0043】
この多孔性三次元網状構造材料は、さらに、その網状構造を構築している骨格基材自体にも微細な孔(ミクロポア)が形成されていることが好ましい。特に、この多孔性三次元網状構造材料は、マクロポアの平均孔径が100〜650μmであり、且つ乾燥状態における見掛け密度が0.10g/cm3以下の連通性の三次元網状構造を形成しており、なお且つ、その網状構造を構築している骨格基材自体が、ミクロポアを有した空隙率70%以上の多孔質体であり、且つ該骨格基材の表層は、微細孔が点在する緻密な層となっていることが好ましい。この微細孔は、骨格基材の表面を平滑な表面でなく複雑な凹凸のある表面とするため、コラーゲンや細胞増殖因子などの保持にも有効であり、結果として細胞の生着性を高めることが可能である。ただし、この骨格基材自体の微細孔(ミクロポア)は、本発明でいう多孔性三次元網状構造部の平均孔径の計算の概念には含まれない。
【0044】
このように、多孔性三次元網状構造材料の網状構造を構築する骨格基材自体が高空隙率の多孔質であり、且つ該骨格基材の表層は微細孔が点在する緻密な層となっており、この表層の微細孔を介して骨格基材内部の空孔が外部に連通していることにより、次のような効果が奏される。即ち、多孔性三次元網状構造材料の骨格基材が多孔質であるために、この骨格基材にコラーゲンなどの細胞外マトリックス、アルブミン、酸素、老廃物、水、電解質などが浸潤し、該骨格基材と生体組織との間でこれらの拡散・交換が行われる。これにより、この骨格基材を介して多孔性三次元網状構造材料全体に酸素や栄養分を補給することができる。なお、細胞の骨格基材内部への浸潤は、骨格基材表層の緻密層によってバリアされるため、骨格基材の内部には細胞成分は存在しない。これにより、骨格基材の内部が目詰まりすることが防止され、この骨格基材を介して多孔性三次元網状構造材料全体に酸素や栄養分を補給する毛細血管様の機能が維持される。この結果、良好な組織の浸潤、生着、成熟、血管新生という生体埋入材料として有用な機能が発現される。
【0045】
このポリウレタン製多孔性三次元網状構造材料では、骨格基材の表面に微細孔が存在しているが、これは細胞が浸潤し得るサイズではなく、あくまで細胞の生着の助けになる凹凸を形成する程度のものである。即ち、前述の通り、この微細孔により、骨格基材の表面が複雑な凹凸のある表面となるため、細胞の生着性が高いものとなる。ただし、この微細孔は、細胞が浸潤し得るサイズではないものの、栄養分や酸素、水などは浸潤しうるサイズであるため、この微細孔を介して骨格基材と生体組織との間で栄養分や酸素、水などの拡散・交換が行われる。即ち、この骨格基材を介して多孔性三次元網状構造材料全体に酸素や栄養分を補給することができる。
【0046】
[カフ部材の形状]
以下、第2〜5図を参照して、本発明により製造されるカフ部材の具体的な形状、及びこのカフ部材の使用形態について説明するが、本発明により製造されるカフ部材の形状は以下の形状に限定されるものではない。
【0047】
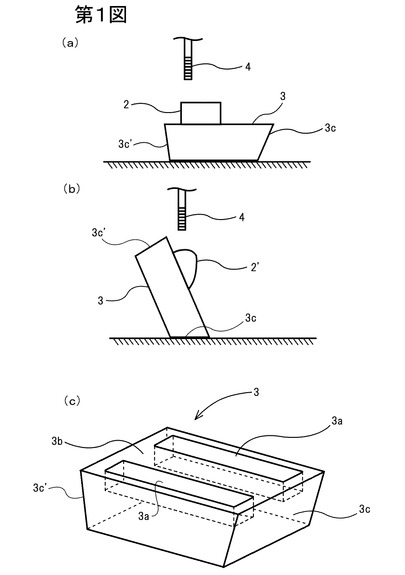
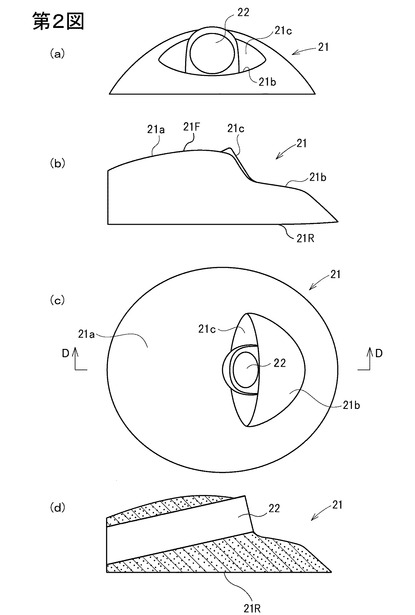
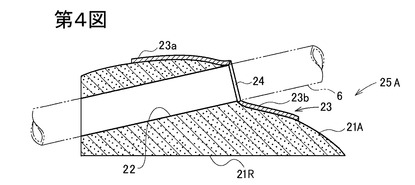
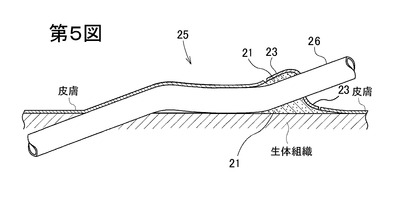
第2図(a)はカフ部材の正面図、(b)は側面図、(c)は平面図、(d)は(c)のD−D線に沿う断面図である。第3図はパッドの平面図、第4図はカフ部材ユニットの縦断面図である。第5図はカフ部材ユニットを生体表面に装着した様子を示す断面図である。
【0048】
カフ部材21は、平面視形状が略円形ないし略楕円形の多孔質合成樹脂よりなり、(b),(c)図の下面側が後面21Rであり、生体表面に重ね合わされる。また、(b),(d)図の上面側が前面21Fである。後面21Rは平面よりなる。これは、この後面21Rを作業台に対し凍結固着させるためである。
【0049】
この前面21Fには、高さが比較的高い高所21aと、高さが比較的低い低所21bと、両者の間の段差面21cとが設けられている。高所21aは凸に湾曲した曲面よりなり、低所21bは凹に湾曲した曲面よりなる。なお、高さが「高い」、「低い」とは、カフ部材21の後面21Rのうち低所21b側を水平面上に重ねた状態における状態を表わす。
【0050】
後面21Rからこの段差面21cにまで貫通する刺入管挿通孔22が設けられている。低所21bは、この刺入管挿通孔22の軸心線と垂直方向の断面が略円弧形である。
【0051】
このカフ部材21に密着して重なるパッド23は、第3,4図に示すように、カフ部材21の前面21Fに倣った形状の薄いシート状合成樹脂よりなる。パッド23は、高所21aに密着するように高所21aと同一曲率半径にて凸に湾曲した形状の高所23aと、低所21bに密着する低所23bと、段差面21cに密着する段差面23cと、該段差面23cに設けられた開口24とを有する。開口24は刺入管挿通孔22と同径であり、刺入管挿通孔22と同軸となるように設けられている。
【0052】
このパッド23がカフ部材21の前面21Fに重ね合わされ、接着されることによりカフ部材ユニット25が構成される。パッド23と前面21Fとの接着は、接着剤を用いてもよいが、パッド23とカフ部材21とがポリウレタン樹脂で構成されている場合には、DMF、NMP、THFなどの溶剤、もしくは、これらの溶剤の5〜20重量%ポリウレタン溶液によっても行うことができる。パッド23はカフ部材21と同一の大きさであるか、カフ部材21よりも一回り小さい大きさであり、パッド23をカフ部材21の前面21Fに重ねた状態において、カフ部材21の全周縁がパッド23の全周縁から外方に所定長さ(好ましくは0〜50mm特に1〜10mm)延出している。
【0053】
このパッド23は、好ましくは、ポリ塩化ビニル樹脂、ポリウレタン樹脂、ポリアミド樹脂、ポリ乳酸樹脂、ポリオレフィン樹脂、ポリエステル樹脂、フッ素樹脂、尿素樹脂、フェノール樹脂、エポシキ樹脂、ポリイミド樹脂、シリコン樹脂、アクリル樹脂、メタクリル樹脂、キチン、キトサン、ケラチン、ヒアルロン酸、フィブロイン並びにこれらの誘導体よりなる群から選択される1種又は2種以上などの高分子材料よりなる。この材料の硬度は50〜150(JIS ショアA硬度)程度の軟質であることが好ましい。パッド23の厚みは0.1〜10mm特に0.5〜2.0mm程度が好ましい。このようにパッド23を軟質で薄いものとし、柔軟性を付与することにより、医学的(病理学、組織学)に完全な癒着はできないと思料されている表皮切開断面とカフ部材外周との界面に刺入管の首振り応力が伝わらず、安定した接着が期待できる。
また、パッド23が透明な場合は器質化されたカフ部材21の状態を視認することが可能で(通常は皮下組織の色)、これは医療従事者による診断目的では有用な機能ではあるが、患者にとっては審美性を欠くものともなり得る。その場合は、顔料を混合するなどして着色して視認されることを防いだり患者の皮膚の色に似せることで審美性を向上させることも可能であり、さらに、ペットなどの動物への適用の際は植毛を行うことでよりパッドの存在を目立たなくさせることも可能である。
【0054】
このカフ部材ユニット25の開口24及び刺入管挿通孔22に刺入管又はドライブライン(モータ用ハーネス、センサリード線、モータ回転数制御用ハーネスなどを束ねたケーブル)などのチューブ26が挿通される。
【0055】
チューブ26は、パッド24に高周波融着、熱融着、レーザー融着、超音波融着、接着剤等により水密的に接着される。
【0056】
このカフ部材ユニット25とチューブ26を生体に留置する手順について第5図を参照して説明する。チューブ26は『トンネラー』などと称されて臨床の場で使用されている盲目栓付のパイプを用いて皮下組織と表皮の間に形成させた皮下トンネル内を這うように誘導される。まず、『トンネラー』の先端は計画されたチューブ26の出口部まで皮下トンネルを作成しながら押し進められて出口部の直下まで導かれる。出口部において皮膚を切開することで『トンネラー』先端は術者に視認され体外へ引き抜かれて皮下トンネルが開通される。ここで『トンネラー』の盲目栓を外し、『トンネラー』内を通過させたチューブ26は出口部において『トンネラー』から引っ張り出され、皮下組織を貫通することができる。この後チューブ26を残して『トンネラー』のみが抜去される。出口部の切開口は皮下組織を大きく露出させるようにカンシなどで皮下組織と皮膚とを剥離し、カフ部材21が入る程度のポケットを作成する。ここでカフ部材21は、前記ポケットに潜り込ませるように設置し、チューブ26と接着固定された後に表皮と一緒に縫合されて皮膚外面に重ね合わせられて留置される。チューブ26を這わせる距離、すなわち、チューブ26が接続されている埋入医療デバイス本体から出口部までの距離は、術者の判断に任せられるものであるが、この距離を長くすることにより、ポケット付近に存在する細菌が皮下トンネルを伝わって生体内へ侵入するリスクを軽減することができると共に、チューブ26と皮下組織との癒着面積が大きくなるため、チューブが引き抜かれることを防止することができる。
【0057】
出口部においては生体組織の露出面の周囲の皮膚の縁部がカフ部材21の周縁部に重ね合わされる。このカフ部材21の周縁部と皮膚とを縫合するか、又はパッド23の周縁部と皮膚とを縫合する。パッド23を皮膚に縫合する場合にはパッド23の外縁付近に数個の孔の穿孔を行うと縫合針でパッド23を貫通穿孔させる必要がなく楽に縫合が行える。さらに、パッド23の外縁とその周囲の皮膚に跨るようにして、創傷ドレッシング材や通気性及び遮水性を有した粘着テープ(図示略)が貼着され、パッド23の下側への水等の浸入を防止することも可能であるし、尿素やヒアルロン酸を含む保湿クリームやゲンタマイシンなどの抗菌性ジェルを塗布することも可能である。
【0058】
このカフ部材ユニット25を用いてチューブ26を刺入する場合、カフ部材21のうち第4図においてチューブ26よりも右側の低所21b部分は、チューブ26によって上側から押し縮められ、チューブ26よりも左側の高所21a部分はチューブ26によって下側から押し縮められる。刺入部位からカフ部材21の間においては、チューブ26の体積により、皮膚が盛り上る。
【0059】
上記の各実施の形態は、いずれも本発明の一例を示すものであり、本発明は上記の構成に限定されない。上記実施の形態では、カフ部材の裏面は、平坦面となっているが、第6図のように曲面であってもよい。この場合、上面の切削を行った後、ワークを作業台から取り外し、上下逆にして再装着し、切削加工すればよい。
【実施例】
【0060】
以下に実施例を挙げて本発明をより具体的に説明するが、本発明はその要旨を超えない限り、以下の実施例に限定されるものではない。
【0061】
[実施例1]
平均孔径が200μm、空隙率が60%、見掛け密度が0.08g/cm3であるセグメント化ポリウレタン製の40mm×35mm×15mmの直方体状の多孔体2を水に浸漬し、十分に水を含浸させた後、第1図(c)の作業台3(アルミニウム鋳造台座)の平坦面3bに載せた。なお、作業台3の凹部3aには、予めドライアイスを充填しておいた。多孔体と作業台との固定は、多孔体2から滲み出した水を凍結させることにより行った。多孔体を固定した後、1時間放置することにより水を凍結させた。この多孔体を以下の条件により切削した。
【0062】
<加工条件>
NC加工機:ローランド社 MDX−650
CAM:ローランド社 Modeler Player4
ツール:3mmスクエア(超硬)
XY軸速度:10mm/秒
Z軸速度:30mm/秒
スピンドル回転数:12000rpm
切り込み量:0.3mm
パススパン:0.1mm
多孔体の温度:−55℃〜―78℃(切削面中の表面において)
【0063】
これにより、寸法精度が高く、表面が滑らかなカフ部材を製造することができた。
【0064】
[参考例1]
実施例1において用いた多孔体を、株式会社ブリヂストン製のスポンジ状の軟質ポリウレタンである「エバーライトSF(平均孔径200μm,空隙率60%,見掛密度0.25g/cm3)」に変更したこと以外は実施例1と同様に切削加工を行った。このエバーライトSFは、マクロポアのみを有するものであり、骨格にミクロポアは存在しない。その結果、多孔体(エバーライトSF)の表面がツールに引きちぎられ、加工後の多孔体は、表層が荒れたものとなっていた。また、この比較例1の条件で製造したカフ部材の寸法精度は低く、生体内への移植には不向きであった。
【0065】
この参考例1においては、重力の作用と多孔体の撥水性の影響により、多孔体内部における水の含浸状態が不均質となり、氷の存在しない部分が発生し、この結果、氷が存在しない部分では多孔体の骨格のコシが低下し、樹脂骨格がツールの動きに引きずられてしまったもと考えられる。また、平均孔径が大きくなると、氷の相のスポットスポットの体積が大きくなり、ツールの動きによって氷にクラックが入って多孔体の骨格が僅かにむき出しで露出する瞬間があり、結果的に骨格がツールに引きずられたと考えられる。
一方、実施例1においては、多孔体の骨格に存在する微細孔にも水が浸入したため、凍結により骨格のコシが強くなり、多孔体を破壊せずに切削できたものと考えられる。
【符号の説明】
【0066】
1,21 カフ部材
2,2’ 多孔体
3 作業台
3a 凹部
3b 平坦面
3c,3c’ 傾斜面
4 ツール
21a 高所
21b 低所
21c 段差面
21F 前面
21R 後面
【技術分野】
【0001】
本発明は生体の外面に配置され、生体刺入管が挿通されるカフ部材の製造方法に係り、特に生体刺入管が生体の体表面に対して斜めに刺入されるよう構成されたカフ部材を製造する方法に関する。
【背景技術】
【0002】
補助人工心臓や腹膜透析などの療法で使用されるカニューレやカテーテルは、皮下組織を切開した上で刺入を行って生体内に留置する必要がある。生体内への留置が長期間へ及ぶ場合、生体内と外界とを隔て、生体内への細菌の侵入や体液水分の揮発を防止するためにカフ部材を利用して疑似的に刺入部を密閉することが行われている。
【0003】
このようなカフ部材として、生体皮下組織から細胞が容易に侵入、生着することができ、皮下組織との癒着が頑強であり、その結果、ダウングロースの進行を抑制し、トンネル感染を始めとする各種の感染トラブルを防止することができる、セグメント化ポリウレタンよりなるカフ部材が知られている(下記特許文献1)。
【0004】
特許文献1に記載されるカフ部材は、生体の外面に重なるフランジ部と、該フランジ部の一方の面から立設された筒状部とを有するものであって、前記フランジ部が連通性のある多孔性三次元網状構造部を有する熱可塑性樹脂又は熱硬化性樹脂よりなるため、この樹脂の空孔部に細胞が容易に侵入、生着し、生体組織とカフ部材とが頑強な癒着を形成する。
【0005】
本発明者らは、さらに、生体表面に対して、生体刺入管を斜めに刺入することができるカフ部材を提案した(下記特許文献2)。
【0006】
第6図は、この特許文献2のカフ部材を示している。このカフ部材は、高さが比較的高い高所61aと、高さが比較的低い低所61bと、両者の間の段差面61cとが設けられており、高所61aは凸に湾曲した曲面よりなり、低所61bは凹に湾曲した曲面よりなっている。生体刺入管挿通孔62が後面61Rから段差面61cにまで斜めに貫通しているため、生体刺入管を生体表面に対して斜めに刺入することが可能である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】WO2005−084742
【特許文献2】特願2010−030273
【発明の概要】
【発明が解決しようとする課題】
【0008】
前記カフ部材に用いる多孔体としては、細胞の生着性の観点から、平均孔径が100〜650μm程度のものが好ましい。しかしながら、平均孔径が100〜650μmであるセグメント化ポリウレタン等よりなる多孔体は、柔軟であることから、切削機のドリル刃物(以下、この切削機のドリル刃物を「ツール」と称す。)にセグメント化ポリウレタン等の多孔質軟質材料が巻き込まれるため、精度良く、また表面を綺麗に切削加工することが困難である。
【0009】
本発明は、細胞の侵入、生着性に優れる平均孔径が大きい多孔体を効率良く切削加工して、寸法精度の高いカフ部材を得ることができるカフ部材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明(請求項1)のカフ部材の製造方法は、熱可塑性樹脂又は熱硬化性樹脂よりなる多孔体を切削してカフ部材を製造する方法において、該多孔体は、平均孔径が100〜650μmであり、空隙率が50〜80%であり、該多孔体に液体を含浸させた後、該多孔体及び液体を冷却して凍結させ、次いで、該多孔体を切削することを特徴とするものである。
【0011】
請求項2のカフ部材の製造方法は、請求項1において、前記多孔体を冷却しながら切削することを特徴とするものである。
【0012】
請求項3のカフ部材の製造方法は、請求項1又は2において、前記多孔体の見掛け密度が0.05〜0.1g/cm3であることを特徴とするものである。
【0013】
請求項4のカフ部材の製造方法は、請求項1ないし3のいずれか1項において、前記多孔体がセグメント化ポリウレタンであることを特徴とするものである。
【0014】
請求項5のカフ部材の製造方法は、請求項4において、前記セグメント化ポリウレタンは、三次元網状構造の骨格基材を有しており、該骨格基材に微細孔が存在しており、該微細孔にも前記液体を侵入させて凍結させた後、切削を行うことを特徴とするものである。
【0015】
請求項6のカフ部材の製造方法は、請求項1ないし5のいずれか1項において、前記多孔体1g当りの前記液体の含浸量が1.0〜10.0gであることを特徴とするものである。
【0016】
請求項7のカフ部材の製造方法は、請求項1ないし6のいずれか1項において、前記液体が水であることを特徴とするものである。
【0017】
請求項8のカフ部材の製造方法は、請求項1ないし7のいずれか1項において、前記多孔体に液体を含浸させた後、作業台の上に載せ、冷却して液体を凍結させるようにした方法であって、該多孔体と該作業台との間の液体を凍結させることにより、該多孔体を該作業台に固定し、前記切削作業後に前記液体を融解させ、カフ部材を前記作業台から分離することを特徴とするものである。
【発明の効果】
【0018】
本発明のカフ部材の製造方法にあっては、多孔体の平均孔径が100〜650μmであり、空隙率が50〜80%であるため、生体皮下組織から細胞が容易に侵入、生着することができ、皮下組織との癒着が頑強であり、その結果、ダウングロースの進行を抑制し、トンネル感染を始めとする各種の感染トラブルを防止することができる。本発明では、この多孔体に液体を含浸させた後、これを凍結させて切削するため、多孔体を破壊することなく、高寸法精度のカフ部材を製造することができる。
【0019】
即ち、多孔体の孔に液体を浸入させ、これを凍結させることにより、多孔体を硬質な凍結物とすることができるため、切削機のツールに多孔体を構成するセグメント化ポリウレタン等の材料が巻き込まれることが防止され、精密な切削加工を行うことができる。
【0020】
前記多孔体としては、セグメント化ポリウレタン、特に、三次元網状構造の骨格基材を有し、該骨格基材に微細孔が存在しているセグメント化ポリウレタンが好ましい。このようなセグメント化ポリウレタンを用いた場合には、該微細孔にも前記液体を侵入させて凍結させることができ、多孔体の骨格の硬度が向上し、切削精度が高くなる。
【0021】
本発明においては、前記多孔体に液体を含浸させた後、作業台の上に載せ、冷却して該多孔体と該作業台との間の液体を凍結させることにより、該多孔体を該作業台に固定し、切削作業後に該液体を融解させることにより、前記多孔体を前記作業台から分離することが好ましい。このように多孔体と作業台とを、液体の凍結により固着することにより、接着剤などの化学物質や固定具などを用いることなく、容易に多孔体の固定を行うことができ生産効率が向上する。
【図面の簡単な説明】
【0022】
【図1】第1図(a)は、作業台上で多孔体を切削する際の模式図であり、第1図(b)は、カフ部材に刺入管挿通孔を設ける際の模式図であり、第1図(c)は、作業台の斜視図である。
【図2】実施の形態に係るカフ部材の構成図である。
【図3】パッドの平面図である。
【図4】カフ部材ユニットの断面図である。
【図5】カフ部材ユニットの使用例を示す断面図である。
【図6】従来のカフ部材の断面図である。
【発明を実施するための形態】
【0023】
[カフ部材の製造方法]
以下、参考図面を参照して、本発明のカフ部材の製造方法について説明する。第1図(a)は、作業台上で多孔体を切削する際の模式図であり、第1図(b)は、カフ部材に刺入管挿通孔を設ける際の模式図であり、第1図(c)は、作業台の斜視図である。なお、作業台は多孔体を凍結させる機能を有していればよく、図示以外のものでも使用可能である。例えば、メタノール等の冷却液を通液するため通路孔を有したものなども好適に用いることができる。
【0024】
本実施の形態においては、第1図(a)に示す通り、作業台3の上面に多孔体2を固定し、切削機(図示せず)のツール4により切削する。作業台3は、金属製の長方体であり、上面に2つの凹部3aと平坦面3bとを備えており、さらに、側面に傾斜面3c,3c’を有している。該凹部3aは、ドライアイスなど低温物質を充填するためのものであり、平坦面3bは、多孔体を固定する面である。
【0025】
本実施の形態においては、前記凹部3aに低温物質を充填した後、平坦面3bに液体を含んだ多孔体2を載せ、次いで多孔体2を凍結して固定する。その後、ツール4により切削を行う。
【0026】
多孔体2を凍結するために該凹部3aに充填する低温物質としては、液体窒素、冷却アルコール(メタノール、エタノール、プロパノールなど)、冷却多価アルコール(エチレングリコール、プロピレングリコール、グリセリンなど)、ドライアイスなどを挙げることができるが、取り扱いの観点からドライアイスが好ましい。該凹部3aに前記低温物質を充填し、多孔体2を平坦面3bに固定することにより、1〜2時間程度で多孔体2を十分に凍結させることができる。
【0027】
多孔体2を平坦面3bに固定する方法としては、接着剤による固定、固定具による固定などを採用してもよいが、作業台と多孔体との間に液体を存在させ、該液体を凍結させることにより固定することが好ましい。液体を凍結させることにより多孔体2を固定した場合には、凍結した液体を融解させることにより作業台と多孔体とを容易に分離することができる。なお、液体を含んだ多孔体2を作業台3に載せると、多孔体2から滲み出した液体が作業台3と多孔体2との間に介在する。ただし、作業台3上に液体を付着させておいてもよい。
【0028】
多孔体2に含浸させる液体としては、水、#100〜#500のポリエチレングリコール、塩化ナトリウムなどの中性塩の水溶液、ポリビニルアルコールなど水溶性ポリマーの水溶液、ショ糖など糖類の水溶液からなる群から選択される1種又は2種以上を用いることができるが、融点、取扱い、コスト面から水を用いることが好ましい。液体として水を用いる場合、水を十分に含浸させた多孔体をドライアイスなどで−20℃以下、特に−20〜−80℃程度に冷却し、凍結しながら切削加工を行うことが好ましい。前記温度の範囲内に冷却し、多孔体2を凍結しながら切削を行うことにより、多孔体2を構成するセグメント化ポリウレタンなどがツールに巻き込まれることなく切削されるため、寸法精度の高いカフ部材を得ることができる。なお、前記温度範囲は、使用する液体の融点に応じて適宜設定することができる。
【0029】
前記液体として水を用いる場合においては、水を多孔体に均一に含浸させることを目的として、高粘度で且つ−20℃程度の温度で硬化する、ポリビニルアルコールなどの添加剤を配合してもよい。しかしながら、このような添加材を使用する場合には、切削後に添加剤を除去する工程を設けることが必要となる点、使用する添加剤によっては多孔体に影響を与える点、残留添加剤が生体に影響(例えば、ポリビニルアルコールが溶血や組織の刺激(特に滅菌によって極性物質を産生すると顕著))を与える場合がある点などから、水のみを用いるのが好ましい。
【0030】
多孔体に液体を含浸させる方法としては、液体を満たした槽に多孔体を浸漬するのが好適である。なお、多孔体を液体に浸漬させた状態で多孔体を圧縮して液体を含浸させる方法が好ましい。液体に浸漬させた状態で多孔体を圧縮することにより、多孔体の孔の内部に存在する気体を効率的に液体で置換することができ、含浸時間を短くすることができる。多孔体を圧縮する操作は1回でもよいが複数回行うことが好ましい。
【0031】
多孔体への液体の含浸量は、多孔体の全気孔の50〜100%程度が好ましい。液体を十分に含浸されることにより、凍結時の多孔体の硬度を高くすることができる。なお、前記多孔体1g当りの液体の含浸量としては、1.0〜10.0gが好ましい。
【0032】
本実施の形態において、直方体状の多孔体2の上面を切削して多孔体2’(第1図(b))を形成した後、刺入管挿通孔を穿孔するのが好ましい。刺入管挿通孔を穿孔するには、前記作業台3の傾斜面3c又は傾斜面3c’を利用することが好ましい。すなわち、作業台3の平坦面3bにカフ部材を凍結固定した後、傾斜面3cが下面となるように作業台3を傾斜させ、次いで多孔体2’をツール4で穿孔することにより一定の斜め角度の刺入管挿通孔を設けることができる。本実施の形態のように作業台3の側面ごとに異なる傾斜角度の傾斜面3c,3c’を設けておくことにより、カフ部材に異なる角度にて刺入管挿通孔を容易に設けることが可能である。
【0033】
[多孔体の特性、及び多孔体の製造方法]
<平均孔径及び空隙率>
多孔体は、平均孔径が100〜650μm、特に250〜550μm程度であり、また、空隙率が50〜80%、特に70〜80%程度の多孔性三次元網状構造材料であることが好ましい。かかる多孔体よりなるカフ部材は、細胞が侵入、生着しやすく、生体組織とカフ部材との癒着が頑強なものとなる。
【0034】
なお、本明細書における平均孔径は以下の通り算出することができる。すなわち、両刃カミソリで切断した試料の平面(切断面)を電子顕微鏡(トプコン社製、SM200)にて撮影した写真を使用し、同一平面上の個々の孔を三次元網状構造の骨格により包囲された図形として画像処理(画像処理装置はニレコ社のLUZEX APを使用し、画像取り込みCCDカメラはソニー株式会社のLE N50を使用。)を行い、個々の図形の面積を測定する。これを真円面積とし、対応する円の直径を求め孔径とする。ただし、多孔体形成時の相分離の効果によって多孔体の骨格部分に穿孔された微細孔を無視し、同一平面上の連通孔のみを測定する。
【0035】
また、本明細書における空隙率は以下の通り算出することができる。すなわち、多孔性三次元網状構造材料の切断面を撮影し、その写真において樹脂部分を白とし、空隙(空気部分)を黒として画像処理法によりそれぞれの面積を算出する。測定視野総面積と、空隙部分総面積と、JIS K7311によるポリウレタン樹脂の比重とから計算上の見掛け密度を求める。この見掛け密度は、一般の多孔性材料の場合は実測値とほぼ一致するが、本発明で使用する多孔性三次元網状構造材料の場合は実測値よりも約10倍以上大きな値となる。この差異は、多孔性三次元網状構造材料の骨格部分がポリウレタン樹脂からなる中実構造であると仮定したことにより生じる。従って、計算上の見掛け密度Aと実測値の見掛け密度Bとを計算式(A−B)/A×100(%)に代入することにより、多孔性三次元網状構造材料の骨格基材自体の空隙率を求めることができる。例えば、計算上の見掛け密度が0.91g/cm3であり、実測値の見掛け密度が0.077g/cm3の場合、多孔性三次元網状構造材料の骨格基材の空隙率は、91.5%である。なお、見掛け密度の実測値としては、0.05〜0.1g/cm3、特に0.06〜0.09g/cm3程度が好適である。
【0036】
<多孔性三次元網状構造材料>
このような多孔性三次元網状構造を有する熱可塑性樹脂としては、ポリウレタン樹脂、ポリアミド樹脂、ポリオレフィン樹脂、ポリエステル樹脂、フッ素樹脂、並びにそれらの誘導体が例示される。これらは単独で用いられてもよく、2種以上組み合わされて用いられてもよい。これらのうち特にポリウレタン樹脂が好適であり、とりわけセグメント化ポリウレタン樹脂が好適である。セグメント化ポリウレタン、特に、骨格基材を有し該骨格基材に微細孔を有するセグメント化ポリウレタンが好ましく、このセグメント化ポリウレタンを多孔体として用いた場合には、該微細孔にも前記液体を侵入させて凍結させることができるので、より精密に切削することが可能となる。
【0037】
セグメント化ポリウレタン樹脂は、ポリオール、ジイソシアネート及び鎖延長剤の3成分から合成されたものであり、いわゆるハードセグメント部分とソフトセグメント部分を分子内に有するブロックポリマー構造によるエラストマー特性を有する。そのため、このセグメント化ポリウレタン樹脂を使用した場合に得られる弾性特性は、患者やカテーテル又はカニューレが動いた場合や、消毒作業時等に刺入部周辺の皮膚が動いた場合に皮下組織とカフ部材との界面に生じる応力を減衰させる効果が期待できる。
【0038】
前記セグメント化ポリウレタン樹脂にはソフトセグメント構造やソフトセグメントとハードセグメントとの結合部の構造の差異によってポリエーテル系、ポリエステル系、ポリエーテルポリエステル系、ポリカーボネート系(ポリ炭酸エステル系とも言う)などの種類が存在するが、本発明ではポリカーボネート系ポリウレタン樹脂を使用することが好ましい。この理由としては、ポリウレタン樹脂は、一般的に加水分解を受けやすい材料であり、生体内へ埋入すると体液(水)・体温の作用による自然な加水分解、酵素の作用による分解、免疫細胞から放出される活性酸素の作用などによる分解により脆弱化するためである。よって、長期に安定して生体内に存在する場合にはポリカーボネート系ポリウレタン樹脂を使用するのが好ましい。このポリカーボネート系ポリウレタン樹脂は、ポリカーボネートセグメントの強い結晶凝集力によって近傍のウレタン結合を分解から保護する特性を有する樹脂であり、他のポリウレタン樹脂と比較して極めて耐加水分解性に優れているものである。
【0039】
以下に、カフ部材を構成する熱可塑性ポリウレタン樹脂よりなる多孔性三次元網状構造体の製造方法の一例を説明する。
【0040】
熱可塑性ポリウレタン樹脂よりなる多孔性三次元網状構造体を製造するには、まず、ポリウレタン樹脂と、孔形成剤としての後述の水溶性高分子化合物と、ポリウレタン樹脂の良溶媒である有機溶媒とを混合してポリマードープを製造する。具体的には、ポリウレタン樹脂を有機溶媒に混合して均一溶液とした後、この溶液中に水溶性高分子化合物を混合分散させる。有機溶媒としては、N,N−ジメチルホルムアミド、N−メチル−2−ピロリジノン、テトラヒドロフランなどがあるが、熱可塑性ポリウレタン樹脂を溶解することができればこの限りではない。なお、有機溶媒を減量するか又は使用せずに熱の作用でポリウレタン樹脂を融解し、ここに孔形成剤を混合することも可能である。
【0041】
孔形成剤としての水溶性高分子化合物としては、ポリエチレングリコール、ポリプロピレングリコール、ポリビニルアルコール、ポリビニルピロリドン、アルギン酸、カルボキシメチルセルロース、ヒドロキシプロピルセルロース、メチルセルロース、エチルセルロースなどが挙げられるが、熱可塑性樹脂と均質に分散してポリマードープを形成するものであればこの限りではない。また、熱可塑性樹脂の種類によっては、水溶性高分子化合物でなく、フタル酸エステル、パラフィンなどの親油性化合物や塩化リチウム、炭酸カルシウムなどの無機塩類を使用することも可能である。また、高分子用の結晶核剤などを利用して凝固時の二次粒子の生成、即ち、多孔体の骨格形成を助長することも可能である。
【0042】
次に、熱可塑性ポリウレタン樹脂、有機溶媒及び水溶性高分子化合物などより製造されたポリマードープを、熱可塑性ポリウレタン樹脂の貧溶媒を含有する凝固浴中に浸漬し、該凝固浴中に有機溶媒及び水溶性高分子化合物を抽出除去する。このようにして有機溶媒及び水溶性高分子化合物の一部又は全部を除去することにより、ポリウレタン樹脂からなる多孔性三次元網状構造材料を得ることができる。ここで用いる貧溶媒としては、水、低級アルコール、低炭素数のケトン類などが例示できる。ポリウレタン樹脂が凝固した後、多孔性三次元網状構造材料を水などで洗浄し、該多孔性三次元網状構造材料に残留している有機溶媒や孔形成剤を除去する。この孔形成剤により形成される孔は、いわゆるマクロポアである。
【0043】
この多孔性三次元網状構造材料は、さらに、その網状構造を構築している骨格基材自体にも微細な孔(ミクロポア)が形成されていることが好ましい。特に、この多孔性三次元網状構造材料は、マクロポアの平均孔径が100〜650μmであり、且つ乾燥状態における見掛け密度が0.10g/cm3以下の連通性の三次元網状構造を形成しており、なお且つ、その網状構造を構築している骨格基材自体が、ミクロポアを有した空隙率70%以上の多孔質体であり、且つ該骨格基材の表層は、微細孔が点在する緻密な層となっていることが好ましい。この微細孔は、骨格基材の表面を平滑な表面でなく複雑な凹凸のある表面とするため、コラーゲンや細胞増殖因子などの保持にも有効であり、結果として細胞の生着性を高めることが可能である。ただし、この骨格基材自体の微細孔(ミクロポア)は、本発明でいう多孔性三次元網状構造部の平均孔径の計算の概念には含まれない。
【0044】
このように、多孔性三次元網状構造材料の網状構造を構築する骨格基材自体が高空隙率の多孔質であり、且つ該骨格基材の表層は微細孔が点在する緻密な層となっており、この表層の微細孔を介して骨格基材内部の空孔が外部に連通していることにより、次のような効果が奏される。即ち、多孔性三次元網状構造材料の骨格基材が多孔質であるために、この骨格基材にコラーゲンなどの細胞外マトリックス、アルブミン、酸素、老廃物、水、電解質などが浸潤し、該骨格基材と生体組織との間でこれらの拡散・交換が行われる。これにより、この骨格基材を介して多孔性三次元網状構造材料全体に酸素や栄養分を補給することができる。なお、細胞の骨格基材内部への浸潤は、骨格基材表層の緻密層によってバリアされるため、骨格基材の内部には細胞成分は存在しない。これにより、骨格基材の内部が目詰まりすることが防止され、この骨格基材を介して多孔性三次元網状構造材料全体に酸素や栄養分を補給する毛細血管様の機能が維持される。この結果、良好な組織の浸潤、生着、成熟、血管新生という生体埋入材料として有用な機能が発現される。
【0045】
このポリウレタン製多孔性三次元網状構造材料では、骨格基材の表面に微細孔が存在しているが、これは細胞が浸潤し得るサイズではなく、あくまで細胞の生着の助けになる凹凸を形成する程度のものである。即ち、前述の通り、この微細孔により、骨格基材の表面が複雑な凹凸のある表面となるため、細胞の生着性が高いものとなる。ただし、この微細孔は、細胞が浸潤し得るサイズではないものの、栄養分や酸素、水などは浸潤しうるサイズであるため、この微細孔を介して骨格基材と生体組織との間で栄養分や酸素、水などの拡散・交換が行われる。即ち、この骨格基材を介して多孔性三次元網状構造材料全体に酸素や栄養分を補給することができる。
【0046】
[カフ部材の形状]
以下、第2〜5図を参照して、本発明により製造されるカフ部材の具体的な形状、及びこのカフ部材の使用形態について説明するが、本発明により製造されるカフ部材の形状は以下の形状に限定されるものではない。
【0047】
第2図(a)はカフ部材の正面図、(b)は側面図、(c)は平面図、(d)は(c)のD−D線に沿う断面図である。第3図はパッドの平面図、第4図はカフ部材ユニットの縦断面図である。第5図はカフ部材ユニットを生体表面に装着した様子を示す断面図である。
【0048】
カフ部材21は、平面視形状が略円形ないし略楕円形の多孔質合成樹脂よりなり、(b),(c)図の下面側が後面21Rであり、生体表面に重ね合わされる。また、(b),(d)図の上面側が前面21Fである。後面21Rは平面よりなる。これは、この後面21Rを作業台に対し凍結固着させるためである。
【0049】
この前面21Fには、高さが比較的高い高所21aと、高さが比較的低い低所21bと、両者の間の段差面21cとが設けられている。高所21aは凸に湾曲した曲面よりなり、低所21bは凹に湾曲した曲面よりなる。なお、高さが「高い」、「低い」とは、カフ部材21の後面21Rのうち低所21b側を水平面上に重ねた状態における状態を表わす。
【0050】
後面21Rからこの段差面21cにまで貫通する刺入管挿通孔22が設けられている。低所21bは、この刺入管挿通孔22の軸心線と垂直方向の断面が略円弧形である。
【0051】
このカフ部材21に密着して重なるパッド23は、第3,4図に示すように、カフ部材21の前面21Fに倣った形状の薄いシート状合成樹脂よりなる。パッド23は、高所21aに密着するように高所21aと同一曲率半径にて凸に湾曲した形状の高所23aと、低所21bに密着する低所23bと、段差面21cに密着する段差面23cと、該段差面23cに設けられた開口24とを有する。開口24は刺入管挿通孔22と同径であり、刺入管挿通孔22と同軸となるように設けられている。
【0052】
このパッド23がカフ部材21の前面21Fに重ね合わされ、接着されることによりカフ部材ユニット25が構成される。パッド23と前面21Fとの接着は、接着剤を用いてもよいが、パッド23とカフ部材21とがポリウレタン樹脂で構成されている場合には、DMF、NMP、THFなどの溶剤、もしくは、これらの溶剤の5〜20重量%ポリウレタン溶液によっても行うことができる。パッド23はカフ部材21と同一の大きさであるか、カフ部材21よりも一回り小さい大きさであり、パッド23をカフ部材21の前面21Fに重ねた状態において、カフ部材21の全周縁がパッド23の全周縁から外方に所定長さ(好ましくは0〜50mm特に1〜10mm)延出している。
【0053】
このパッド23は、好ましくは、ポリ塩化ビニル樹脂、ポリウレタン樹脂、ポリアミド樹脂、ポリ乳酸樹脂、ポリオレフィン樹脂、ポリエステル樹脂、フッ素樹脂、尿素樹脂、フェノール樹脂、エポシキ樹脂、ポリイミド樹脂、シリコン樹脂、アクリル樹脂、メタクリル樹脂、キチン、キトサン、ケラチン、ヒアルロン酸、フィブロイン並びにこれらの誘導体よりなる群から選択される1種又は2種以上などの高分子材料よりなる。この材料の硬度は50〜150(JIS ショアA硬度)程度の軟質であることが好ましい。パッド23の厚みは0.1〜10mm特に0.5〜2.0mm程度が好ましい。このようにパッド23を軟質で薄いものとし、柔軟性を付与することにより、医学的(病理学、組織学)に完全な癒着はできないと思料されている表皮切開断面とカフ部材外周との界面に刺入管の首振り応力が伝わらず、安定した接着が期待できる。
また、パッド23が透明な場合は器質化されたカフ部材21の状態を視認することが可能で(通常は皮下組織の色)、これは医療従事者による診断目的では有用な機能ではあるが、患者にとっては審美性を欠くものともなり得る。その場合は、顔料を混合するなどして着色して視認されることを防いだり患者の皮膚の色に似せることで審美性を向上させることも可能であり、さらに、ペットなどの動物への適用の際は植毛を行うことでよりパッドの存在を目立たなくさせることも可能である。
【0054】
このカフ部材ユニット25の開口24及び刺入管挿通孔22に刺入管又はドライブライン(モータ用ハーネス、センサリード線、モータ回転数制御用ハーネスなどを束ねたケーブル)などのチューブ26が挿通される。
【0055】
チューブ26は、パッド24に高周波融着、熱融着、レーザー融着、超音波融着、接着剤等により水密的に接着される。
【0056】
このカフ部材ユニット25とチューブ26を生体に留置する手順について第5図を参照して説明する。チューブ26は『トンネラー』などと称されて臨床の場で使用されている盲目栓付のパイプを用いて皮下組織と表皮の間に形成させた皮下トンネル内を這うように誘導される。まず、『トンネラー』の先端は計画されたチューブ26の出口部まで皮下トンネルを作成しながら押し進められて出口部の直下まで導かれる。出口部において皮膚を切開することで『トンネラー』先端は術者に視認され体外へ引き抜かれて皮下トンネルが開通される。ここで『トンネラー』の盲目栓を外し、『トンネラー』内を通過させたチューブ26は出口部において『トンネラー』から引っ張り出され、皮下組織を貫通することができる。この後チューブ26を残して『トンネラー』のみが抜去される。出口部の切開口は皮下組織を大きく露出させるようにカンシなどで皮下組織と皮膚とを剥離し、カフ部材21が入る程度のポケットを作成する。ここでカフ部材21は、前記ポケットに潜り込ませるように設置し、チューブ26と接着固定された後に表皮と一緒に縫合されて皮膚外面に重ね合わせられて留置される。チューブ26を這わせる距離、すなわち、チューブ26が接続されている埋入医療デバイス本体から出口部までの距離は、術者の判断に任せられるものであるが、この距離を長くすることにより、ポケット付近に存在する細菌が皮下トンネルを伝わって生体内へ侵入するリスクを軽減することができると共に、チューブ26と皮下組織との癒着面積が大きくなるため、チューブが引き抜かれることを防止することができる。
【0057】
出口部においては生体組織の露出面の周囲の皮膚の縁部がカフ部材21の周縁部に重ね合わされる。このカフ部材21の周縁部と皮膚とを縫合するか、又はパッド23の周縁部と皮膚とを縫合する。パッド23を皮膚に縫合する場合にはパッド23の外縁付近に数個の孔の穿孔を行うと縫合針でパッド23を貫通穿孔させる必要がなく楽に縫合が行える。さらに、パッド23の外縁とその周囲の皮膚に跨るようにして、創傷ドレッシング材や通気性及び遮水性を有した粘着テープ(図示略)が貼着され、パッド23の下側への水等の浸入を防止することも可能であるし、尿素やヒアルロン酸を含む保湿クリームやゲンタマイシンなどの抗菌性ジェルを塗布することも可能である。
【0058】
このカフ部材ユニット25を用いてチューブ26を刺入する場合、カフ部材21のうち第4図においてチューブ26よりも右側の低所21b部分は、チューブ26によって上側から押し縮められ、チューブ26よりも左側の高所21a部分はチューブ26によって下側から押し縮められる。刺入部位からカフ部材21の間においては、チューブ26の体積により、皮膚が盛り上る。
【0059】
上記の各実施の形態は、いずれも本発明の一例を示すものであり、本発明は上記の構成に限定されない。上記実施の形態では、カフ部材の裏面は、平坦面となっているが、第6図のように曲面であってもよい。この場合、上面の切削を行った後、ワークを作業台から取り外し、上下逆にして再装着し、切削加工すればよい。
【実施例】
【0060】
以下に実施例を挙げて本発明をより具体的に説明するが、本発明はその要旨を超えない限り、以下の実施例に限定されるものではない。
【0061】
[実施例1]
平均孔径が200μm、空隙率が60%、見掛け密度が0.08g/cm3であるセグメント化ポリウレタン製の40mm×35mm×15mmの直方体状の多孔体2を水に浸漬し、十分に水を含浸させた後、第1図(c)の作業台3(アルミニウム鋳造台座)の平坦面3bに載せた。なお、作業台3の凹部3aには、予めドライアイスを充填しておいた。多孔体と作業台との固定は、多孔体2から滲み出した水を凍結させることにより行った。多孔体を固定した後、1時間放置することにより水を凍結させた。この多孔体を以下の条件により切削した。
【0062】
<加工条件>
NC加工機:ローランド社 MDX−650
CAM:ローランド社 Modeler Player4
ツール:3mmスクエア(超硬)
XY軸速度:10mm/秒
Z軸速度:30mm/秒
スピンドル回転数:12000rpm
切り込み量:0.3mm
パススパン:0.1mm
多孔体の温度:−55℃〜―78℃(切削面中の表面において)
【0063】
これにより、寸法精度が高く、表面が滑らかなカフ部材を製造することができた。
【0064】
[参考例1]
実施例1において用いた多孔体を、株式会社ブリヂストン製のスポンジ状の軟質ポリウレタンである「エバーライトSF(平均孔径200μm,空隙率60%,見掛密度0.25g/cm3)」に変更したこと以外は実施例1と同様に切削加工を行った。このエバーライトSFは、マクロポアのみを有するものであり、骨格にミクロポアは存在しない。その結果、多孔体(エバーライトSF)の表面がツールに引きちぎられ、加工後の多孔体は、表層が荒れたものとなっていた。また、この比較例1の条件で製造したカフ部材の寸法精度は低く、生体内への移植には不向きであった。
【0065】
この参考例1においては、重力の作用と多孔体の撥水性の影響により、多孔体内部における水の含浸状態が不均質となり、氷の存在しない部分が発生し、この結果、氷が存在しない部分では多孔体の骨格のコシが低下し、樹脂骨格がツールの動きに引きずられてしまったもと考えられる。また、平均孔径が大きくなると、氷の相のスポットスポットの体積が大きくなり、ツールの動きによって氷にクラックが入って多孔体の骨格が僅かにむき出しで露出する瞬間があり、結果的に骨格がツールに引きずられたと考えられる。
一方、実施例1においては、多孔体の骨格に存在する微細孔にも水が浸入したため、凍結により骨格のコシが強くなり、多孔体を破壊せずに切削できたものと考えられる。
【符号の説明】
【0066】
1,21 カフ部材
2,2’ 多孔体
3 作業台
3a 凹部
3b 平坦面
3c,3c’ 傾斜面
4 ツール
21a 高所
21b 低所
21c 段差面
21F 前面
21R 後面
【特許請求の範囲】
【請求項1】
熱可塑性樹脂又は熱硬化性樹脂よりなる多孔体を切削してカフ部材を製造する方法において、
該多孔体は、平均孔径が100〜650μmであり、空隙率が50〜80%であり、
該多孔体に液体を含浸させた後、該多孔体及び液体を冷却して凍結させ、次いで、該多孔体を切削することを特徴とするカフ部材の製造方法。
【請求項2】
請求項1において、前記多孔体を冷却しながら切削することを特徴とするカフ部材の製造方法。
【請求項3】
請求項1又は2において、前記多孔体の見掛け密度が0.05〜0.1g/cm3であることを特徴とするカフ部材の製造方法。
【請求項4】
請求項1ないし3のいずれか1項において、前記多孔体がセグメント化ポリウレタンであることを特徴とするカフ部材の製造方法。
【請求項5】
請求項4において、前記セグメント化ポリウレタンは、三次元網状構造の骨格基材を有しており、該骨格基材に微細孔が存在しており、該微細孔にも前記液体を侵入させて凍結させた後、切削を行うことを特徴とするカフ部材の製造方法。
【請求項6】
請求項1ないし5のいずれか1項において、前記多孔体1g当りの前記液体の含浸量が1〜10gであることを特徴とするカフ部材の製造方法。
【請求項7】
請求項1ないし6のいずれか1項において、前記液体が水であることを特徴とするカフ部材の製造方法。
【請求項8】
請求項1ないし7のいずれか1項において、前記多孔体に液体を含浸させた後、作業台の上に載せ、冷却して液体を凍結させるようにした方法であって、該多孔体と該作業台との間の液体を凍結させることにより、該多孔体を該作業台に固定し、前記切削作業後に前記液体を融解させ、カフ部材を前記作業台から分離することを特徴とするカフ部材の製造方法。
【請求項1】
熱可塑性樹脂又は熱硬化性樹脂よりなる多孔体を切削してカフ部材を製造する方法において、
該多孔体は、平均孔径が100〜650μmであり、空隙率が50〜80%であり、
該多孔体に液体を含浸させた後、該多孔体及び液体を冷却して凍結させ、次いで、該多孔体を切削することを特徴とするカフ部材の製造方法。
【請求項2】
請求項1において、前記多孔体を冷却しながら切削することを特徴とするカフ部材の製造方法。
【請求項3】
請求項1又は2において、前記多孔体の見掛け密度が0.05〜0.1g/cm3であることを特徴とするカフ部材の製造方法。
【請求項4】
請求項1ないし3のいずれか1項において、前記多孔体がセグメント化ポリウレタンであることを特徴とするカフ部材の製造方法。
【請求項5】
請求項4において、前記セグメント化ポリウレタンは、三次元網状構造の骨格基材を有しており、該骨格基材に微細孔が存在しており、該微細孔にも前記液体を侵入させて凍結させた後、切削を行うことを特徴とするカフ部材の製造方法。
【請求項6】
請求項1ないし5のいずれか1項において、前記多孔体1g当りの前記液体の含浸量が1〜10gであることを特徴とするカフ部材の製造方法。
【請求項7】
請求項1ないし6のいずれか1項において、前記液体が水であることを特徴とするカフ部材の製造方法。
【請求項8】
請求項1ないし7のいずれか1項において、前記多孔体に液体を含浸させた後、作業台の上に載せ、冷却して液体を凍結させるようにした方法であって、該多孔体と該作業台との間の液体を凍結させることにより、該多孔体を該作業台に固定し、前記切削作業後に前記液体を融解させ、カフ部材を前記作業台から分離することを特徴とするカフ部材の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−105720(P2012−105720A)
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願番号】特願2010−255093(P2010−255093)
【出願日】平成22年11月15日(2010.11.15)
【出願人】(510094724)独立行政法人国立循環器病研究センター (52)
【出願人】(000135036)ニプロ株式会社 (583)
【Fターム(参考)】
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願日】平成22年11月15日(2010.11.15)
【出願人】(510094724)独立行政法人国立循環器病研究センター (52)
【出願人】(000135036)ニプロ株式会社 (583)
【Fターム(参考)】
[ Back to top ]