
カフ部材用パッド及びパッドの接着方法、並びにカフ部材ユニット
【課題】生体刺入体とカフ部材用パッドとの位置合わせを自在に行うことができ、パッドを生体刺入体に容易に装着することができるカフ部材用パッド及びパッドの装着方法を提供する。また、このパッドとカフ部材とを備えるカフ部材ユニットを提供する。
【解決手段】カフ部材の前面に重ね合わされる合成樹脂製のパッドであって、刺入体挿通用の開口が設けられているカフ部材用パッドにおいて、該パッドの周縁部から該開口まで達する切目が設けられており、該切目を押し開けて生体刺入体が開口に出し入れ可能となっていることを特徴とする。
【解決手段】カフ部材の前面に重ね合わされる合成樹脂製のパッドであって、刺入体挿通用の開口が設けられているカフ部材用パッドにおいて、該パッドの周縁部から該開口まで達する切目が設けられており、該切目を押し開けて生体刺入体が開口に出し入れ可能となっていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は生体の外面に配置され、生体刺入体が挿通されるカフ部材の前面に重ね合わされる合成樹脂製のパッドに係り、生体刺入体に装着しやすいカフ部材用パッドに関する。また、本発明は、このパッドの接着方法、及びこのパッドとカフ部材とを備えるカフ部材ユニットに関する。
【背景技術】
【0002】
生体刺入体(以下、単に刺入体ということがある。)が挿通される孔を有したカフ部材として、スポンジ状合成樹脂よりなり、前面側(外面側)にパッドが配置されたものが特開2007−98116、特開2008−295480に記載されている。この特開2007−98116の図3には、フランジ部と、該フランジ部に斜交する筒状部とを有したカフ部材が記載されている。
【0003】
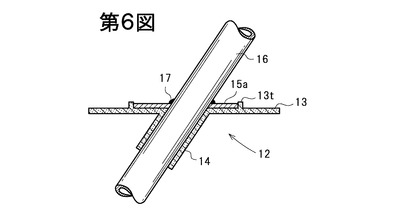
第6図は、この特開2007−98116の図3のカフ部材を示している。このカフ部材12は、フランジ部13と、このフランジ部13の一方の面から立設された筒状部14とを有する。フランジ部13の中央には直径が5〜100mm程度の円形の開口が筒状部14と同軸に設けられている。フランジ部13の内周縁と外周縁との間には、凸条13tが周回して設けられている。この凸条13tの内側領域にパッド15が嵌合されるようにして重ね合わされ、接着剤で接着されている。パッド15の中央にも開口が設けられている。
【0004】
この筒状部14にチューブ(刺入体)16が挿通される。パッド15とチューブ16とは接着剤17で接着される。このフランジ部3が生体の外面に重ね合わされ、チューブ16が生体組織に刺入される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−98116
【特許文献2】特開2008−295480
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記特許文献1,2には、パッド及びカフ部材を生体刺入体に固定する方法として、接着剤、熱融着、超音波融着などが開示されているが、いずれも生体刺入体を留置する手術現場では行い難いものである。従って、上記特許文献1,2のパッド及びカフ部材では、パッド及びカフ部材を手術前に予め生体刺入体へ固定しておくことが必要となるが、これではパッド及びカフ部材が固定されている位置に合わせて生体刺入体を留置して、患者出口部の位置を決めることとなる。従って切開箇所が広く(多く)なり、患者への侵襲が大きい。
【0007】
本発明は、生体刺入体とカフ部材用パッドとの位置合わせを自在に行うことができ、パッドを生体刺入体に容易に装着することができるカフ部材用パッド及びこのパッドの接着方法を提供することを目的とする。また、本発明は、このパッドとカフ部材とを備えるカフ部材ユニットを提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明(請求項1)のパッドは、カフ部材の前面に重ね合わされる合成樹脂製のパッドであって、刺入体挿通用の開口が設けられているカフ部材用パッドにおいて、該パッドの周縁部から該開口まで達する切目が設けられており、該切目を押し開けて生体刺入体が開口に出し入れ可能となっていることを特徴とするものである。
【0009】
請求項2のパッドは、請求項1において、前記切目に沿う一方の切目隣接領域と、他方の切目隣接領域とが重なり合っていることを特徴とするものである。
【0010】
請求項3のパッドは、請求項2において、前記切目隣接領域の厚みは、該切目隣接領域以外の厚みよりも小さいことを特徴とするものである。
【0011】
本発明(請求項4)のパッドの接着方法は、請求項2又は3に記載のパッドの切目隣接領域同士を接着する方法であり、一方の切目隣接領域に該パッドの合成樹脂を接着するための溶剤を付着させた後、切目隣接領域同士を重ね合わせることを特徴とするものである。
【0012】
請求項5のパッドの接着方法は、請求項4において、前記切目隣接領域同士のうち、カフ部材から遠い側に配置される切目隣接領域に対して、前記溶剤を付着させることを特徴とするものである。
【0013】
請求項6のパッドの接着方法は、請求項4又は5において、前記溶剤がテトラヒドロフラン、シクロヘキサノン、クロロホルム、DMF(N,N−ジメチルホルムアミド)、NMP(N−メチル−2−ピロリドン)であることを特徴とするものである。
【0014】
本発明(請求項7)のカフ部材ユニットは、請求項1ないし3のいずれか1項に記載のパッドと、該パッドと重ね合わされるカフ部材とを有したカフ部材ユニットであって、該カフ部材には、刺入体挿通孔が設けられていることを特徴とするものである。
【0015】
請求項8のカフ部材ユニットは、請求項7において、前記カフ部材に前記刺入体挿通孔からカフ部材の外周縁に達するスリットが設けられ、該スリットを押し開けて生体刺入体が刺入体挿通孔に出し入れ可能となっていることを特徴とするものである。
【発明の効果】
【0016】
本発明のカフ部材用パッドにあっては、パッドの切目を押し開けることにより、生体刺入体の所望の位置にパッドを装着することができる。また、切目を少し開くようにすると、パッドを生体刺入体に沿ってスムーズにスライドさせることができる。従って、本発明によると、患者の体表面における生体刺入体の出口部の位置に合わせてパッドを配置することができる。
【0017】
本発明のパッドの接着方法にあっては、切目隣接領域に溶剤を付着させた後、切目隣接領域同士を重ね合わせることにより、切目隣接領域同士を強固に接着することができると共に、接着面の位置合わせが容易である。
【図面の簡単な説明】
【0018】
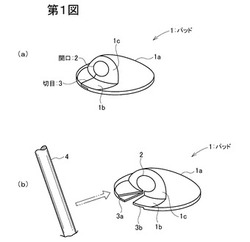
【図1】実施の形態に係るパッドの斜視図である。
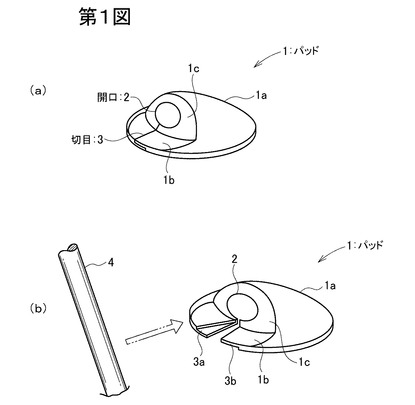
【図2】第2図(a)は実施の形態に係るパッドの平面図、第2図(b)は第2図(a)のB−B線断面図、第2図(c)は第2図(b)のC−C線断面図である。
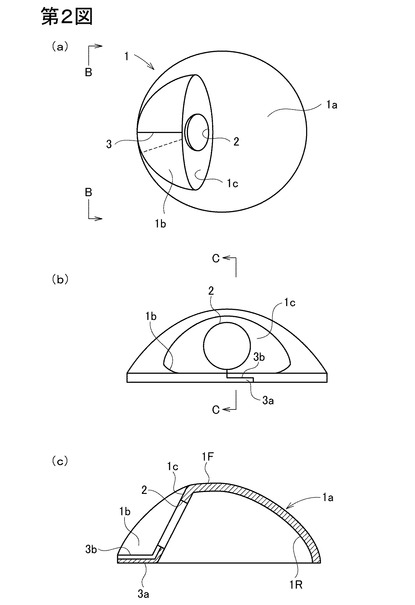
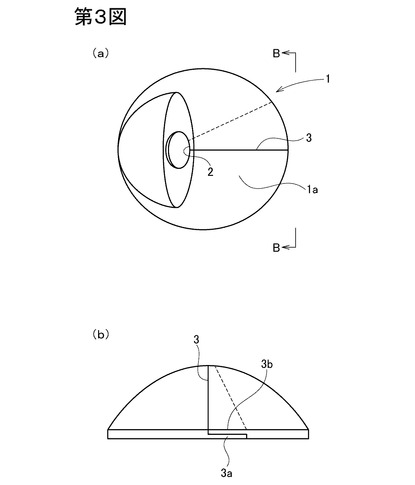
【図3】第3図は別の実施の形態に係るパッドの平面図、第3図(b)は第3図(a)のB−B線断面図である。
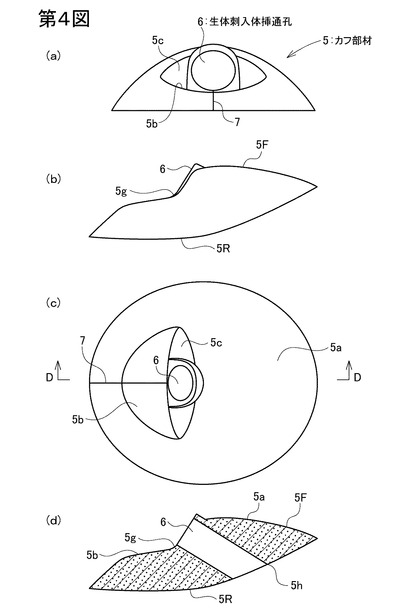
【図4】第4図(a)はカフ部材の正面図、第4図(b)は右側面図、第4図(c)は平面図、第4図(d)は同(c)のD−D線断面図である。
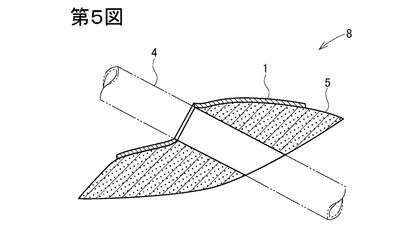
【図5】第5図は、実施の形態に係るカフ部材ユニットの断面図である。
【図6】従来のカフ部材ユニットの断面図である。
【発明を実施するための形態】
【0019】
[カフ部材用パッド及びパッドの接着方法]
以下、第1,2図を参照して第1の実施の形態について説明する。
第1図(a)は実施の形態に係るカフ部材用パッドの斜視図、第1図(b)はパッドの生体刺入体への装着方法を示す斜視図である。また、第2図(a)は、パッドの平面図、第2図(b)は第2図(a)のB−B線断面図、第2図(c)は第2図(b)のC−C線断面図である。
【0020】
このパッド1は、平面視形状が略円形ないし略楕円形の合成樹脂よりなり、第2図(c)の下面側が後面1Rであり、カフ部材に重ね合わされる。また、上面側が前面1Fである。
【0021】
この前面1Fには、高さが比較的高い高所1aと、高さが比較的低い低所1bと、両者の間の段差面1cとが設けられている。高所1aは凸に湾曲した曲面よりなり、低所1bは凹に湾曲した曲面よりなる。なお、高さが「高い」、「低い」とは、パッド1の後面1Rのうち低所1b側を水平面上に重ねた状態における状態を表わす。
【0022】
段差面1cの中央には、直径が5〜100mm程度の円形の開口2が段差面の厚み方向に貫通するように設けられている。低所1bは、この開口2の軸心線と垂直方向の断面が略円弧形である。なお、この実施の形態では、生体刺入体としてドライブライン4を用いているが、送脱血管などであってもよい。
【0023】
このパッド1は低所1bに切目3を有しており、この切目3を押し開けるようにして生体刺入体としてのドライブライン4が開口2に装着可能とされている。この実施の形態においては、切目隣接領域が低所1bに設けられており、この切目隣接領域3a,3bが重なり合っている。
【0024】
この切目隣接領域3a,3bの厚さは、それぞれ切目隣接領域以外のパッドの厚さよりも小さいことが好ましく、特に切目隣接領域3aと3bとを重ねた際の厚さが、切目隣接領域以外のパッドの厚さと同じ厚さになるよう調整されていることが好ましい。この切目隣接領域3a,3bのそれぞれ厚さは、0.3〜1.0mm程度、特に0.3〜0.5mm程度が好ましい。切目隣接領域の厚さが小さいと、塗布した溶剤がパッドを透過しやすくなるため、パッドの後面に密着するカフ部材が溶解したり、生体に悪影響を及ぼす。
【0025】
このパッド1をドライブライン4に装着するには、第1図(b)の通り切目3を押し開け、ドライブライン4を開口2内に導き入れた後、押し開けていた力を解除し、パッド1の素材の弾性力によって切目3を閉じる。次いで、必要に応じ、切目3を少し開くようにして、開口2をドライブライン4に沿ってスライドさせてパッド1の位置を調整する。その後、切目隣接領域3bを持ち上げ、切目隣接領域3aと3bとが接する面に溶剤を付着させ、切目隣接領域3a,3bを再び重ね合わせることにより接着を行う。このように切目隣接領域に溶剤を塗布して接着を行う場合、溶剤がパッドの下側に設けられているカフ部材に付着しにくい。また、切目3に沿って切目隣接領域を重ね合わせることにより接着を行うことができるため、手術中においても接着面の位置合わせを容易に行うことができる。
【0026】
切目隣接領域に付着させる溶剤としては、テトラヒドロフラン、シクロヘキサノン、クロロホルム、DMF(N,N−ジメチルホルムアミド)、NMP(N−メチル−2−ピロリドン)及びこれらの溶剤の5〜20重量%ポリウレタン溶液が好ましい。これらの溶剤は、後述の材質からなるパッドの内部に浸潤しやすいため、液垂れが生じにくい。また、揮発性が高いため、内部に浸潤した溶剤がパッドの外部に速やかに拡散し、切目隣接領域同士を短時間で強固に接着することが可能であると共に、生体内に残留しにくい。なお、切目隣接領域の接着には一般的な接着剤を用いることも可能であるが、接着剤を用いた場合、パッドの接着面が硬くなり、カフ部材ユニットの柔軟性が損なわれてしまうため前記の溶剤を用いて接着を行うことが好ましい。
【0027】
前記溶剤は、切目隣接領域3a,3bのどちらに付着させてもよいが、切目隣接領域のうち、カフ部材から遠い側に配置される切目隣接領域である3bに付着させることが好ましい。切目隣接領域3bに溶剤を付着させた場合には、パッドの下側に密着しているカフ部材に溶剤が付着しカフ部材が変質するという問題が生じにくい。切目隣接領域へ溶剤を付着させる方法としては、溶剤を染み込ませた綿棒や刷毛などで付着させることが好ましい。切目隣接領域に溶剤の付着させた後、すぐに切目隣接領域同士を重ね合わせて接着を行ってもよく、1〜20分程度乾燥させてから切目隣接領域を重ね合わせて接着を行ってもよい。乾燥させてから接着を行った場合には、溶剤の揮発による患者への影響を極力抑えることができる。
【0028】
切目隣接領域3a,3bに付着させる溶剤の量は、パッドの0.5〜10重量%程度、特に3〜6重量%程度が好ましい。塗布する溶剤の量が少ない場合には、切目隣接領域同士を強固に接着することができず、また溶剤の量が多い場合には、溶剤によりカフ部材が溶解したり、溶剤が術部の組織を刺激するおそれがある。
【0029】
この実施の形態においては、切目3及び切目隣接領域3a,3bを低所1bに設けているが、第3図に示す通り、切目3及び切目隣接領域3a,3bを高所1aに設けてもよい。第3図の形態によれば、切目隣接領域3a,3bの面積が大きいため、切目隣接領域同士をより強固に接着することが可能となる。
【0030】
パッド1は、好ましくは、ポリウレタン樹脂、ポリアミド樹脂、ポリオレフィン樹脂、ポリエステル樹脂、フッ素樹脂、並びにそれらの誘導体が例示される。これらは単独で用いられてもよく、2種以上組み合わされて用いられてもよい。これらのうち特にポリウレタン樹脂が好適であり、とりわけセグメント化ポリウレタン樹脂が好適である。このパッドの硬度は50〜150(JIS ショアA硬度)程度であることが好ましい。パッド1の厚みは0.6〜10mm特に0.6〜2.0mm程度が好ましい。このようにパッド1を薄くし、より柔軟なものとすることにより、刺入体の首振り応力を吸収することができるため、安定した接着が期待できる。
【0031】
[カフ部材ユニット]
本発明のカフ部材ユニットは、前述のパッドとカフ部材とを有するものである。パッド1に密着して重なるカフ部材は、第4,5図に示すように、パッド1の前面1Fに倣った形状の多孔質合成樹脂よりなる。カフ部材5は、高所1aに密着するように高所1aと同一曲率半径にて凸に湾曲した形状の高所5aと、低所1bに密着する低所5bと、段差面1cに密着する段差面5cと、該段差面5cに設けられた生体刺入体挿通孔(以下、「挿通孔」と称す場合がある。)6とを有する。挿通孔6は開口2と同径であり、開口2と同軸となるように設けられている。
【0032】
前記パッド1がカフ部材5の前面5Fに重ね合わされ、接着されることによりカフ部材ユニット8が構成される。パッド1と前面5Fとの接着は、接着剤を用いてもよいが、パッド1とカフ部材5とがポリウレタン樹脂で構成されている場合には、DMF、NMP、THFなどの溶剤、もしくは、これらの溶剤の5〜20重量%ポリウレタン溶液によっても行うことができる。カフ部材5は、パッド1と同一の大きさであるか、パッド1よりも一回り大きく、パッド1をカフ部材5の前面5Fに重ねた状態において、カフ部材5の全周縁がパッド1の全周縁から外方に所定長さ(好ましくは0〜50mm特に1〜10mm)延出している。
【0033】
本実施の形態において用いるカフ部材5は、第4図の通り、スリット7を有しており、このスリット7を押し開けるようにして生体刺入体としてのドライブライン4が挿通孔6に装着可能とされている。この実施の形態においてスリット7は、低所5bに設けられているが、高所5aに設けられてもよい。このようにスリット7を設けたカフ部材5をドライブライン4に装着するには、スリット7を押し開け、ドライブライン4を挿通孔6内に導き入れた後、押し開けていた力を解除し、カフ部材5の素材の弾性力によってスリット7を閉じる。次いで、必要に応じ、スリット7を少し開くようにして、カフ部材5をドライブライン4に沿ってスライドさせてカフ部材5の位置を調整する。
【0034】
カフ部材5の厚さは、段差面5cと低所5bとの交差部5gにおいて挿通孔6の口径の10〜100%特に10〜50%程度が好適である。挿通孔6の天井面とカフ部材5の後面とが交わる部分5hにおけるカフ部材5の厚さは、挿通孔6の口径の10〜100%特に10〜50%程度が好適である。
【0035】
カフ部材5を構成する多孔質材としては、連続気孔を有した多孔質合成樹脂が好適である。
【0036】
このカフ部材5を構成する多孔質材は、好ましくは、熱可塑性樹脂又は熱硬化性樹脂からなる、連通性を有した、平均孔径が50〜1,000μm特に100〜650μm程度、乾燥状態における見掛け密度が0.01〜0.5g/cm3特に0.01〜0.1g/cm3の多孔性三次元網状構造を有する。
【0037】
この平均孔径及び見掛け密度の測定方法は次の通りである。
【0038】
<平均孔径の測定>
両刃カミソリで切断した試料の平面(切断面)を電子顕微鏡(トプコン社製、SM200)にて撮影した写真を使用し、同一平面上の個々の孔を三次元網状構造の骨格により包囲された図形として画像処理(画像処理装置はニレコ社のLUZEX APを使用し、画像取り込みCCDカメラはソニー株式会社のLE N50を使用。)を行い、個々の図形の面積を測定する。これを真円面積とし、対応する円の直径を求め孔径とする。ただし、多孔体形成時の相分離の効果によって多孔体の骨格部分に穿孔された微細孔を無視し、同一平面上の連通孔のみを測定する。
【0039】
<見掛け密度の測定>
多孔質構造体を約10mm×10mm×3mmの直方体に両刃カミソリで切断し、投影機(Nikon,V−12)にて測定して得た寸法より体積を求め、その重量を体積で除した値から見掛け密度を求める。
【0040】
このような多孔性三次元網状構造部を構成する熱可塑性樹脂としては、ポリウレタン樹脂、ポリアミド樹脂、ポリオレフィン樹脂、ポリエステル樹脂、フッ素樹脂、並びにそれらの誘導体が例示される。これらは単独で用いられてもよく、2種以上組み合わされて用いられてもよい。これらのうち特にポリウレタン樹脂が好適であり、とりわけセグメント化ポリウレタン樹脂が好適である。
【0041】
セグメント化ポリウレタン樹脂は、ポリオール、ジイソシアネート及び鎖延長剤の3成分から合成されたものであり、いわゆるハードセグメント部分とソフトセグメント部分を分子内に有するブロックポリマー構造によるエラストマー特性を有する。そのため、このセグメント化ポリウレタン樹脂を使用した場合に得られる弾性特性は、患者やカテーテル又はカニューレが動いた場合や、消毒作業時等に刺入部周辺の皮膚が動いた場合に皮下組織とカフ部材との界面に生じる応力を減衰させる効果が期待できる。
なお、上記したセグメント化ポリウレタン樹脂にはソフトセグメント構造やソフトセグメントとハードセグメントとの結合部の構造の差異によってポリエーテル系、ポリエステル系、ポリエーテルポリエステル系、ポリカーボネート系(ポリ炭酸エステル系とも言う)などの種類が存在するが、本発明ではポリカーボネート系ポリウレタン樹脂を使用することが好ましい。この理由としては、ポリウレタン樹脂は、一般的に加水分解を受けやすい材料であり、生体内へ埋入すると体液(水)・体温の作用による自然な加水分解、酵素の作用による分解、免疫細胞から放出される活性酸素の作用などによる分解により脆弱化するためである。よって、長期に安定して生体内に存在する場合にはポリカーボネート系ポリウレタン樹脂を使用するのが好ましい。このポリカーボネート系ポリウレタン樹脂は、ポリカーボネートセグメントの強い結晶凝集力によって近傍のウレタン結合を分解から保護する特性を有する樹脂であり、他のポリウレタン樹脂と比較して極めて耐加水分解性に優れているものである。
【0042】
以下に、カフ部材を構成する熱可塑性ポリウレタン樹脂よりなる多孔性三次元網状構造体の製造方法の一例を説明する。
【0043】
熱可塑性ポリウレタン樹脂よりなる多孔性三次元網状構造体を製造するには、まず、ポリウレタン樹脂と、孔形成剤としての後述の水溶性高分子化合物と、ポリウレタン樹脂の良溶媒である有機溶媒とを混合してポリマードープを製造する。具体的には、ポリウレタン樹脂を有機溶媒に混合して均一溶液とした後、この溶液中に水溶性高分子化合物を混合分散させる。有機溶媒としては、N,N−ジメチルホルムアミド、N−メチル−2−ピロリジノン、テトラヒドロフランなどがあるが、熱可塑性ポリウレタン樹脂を溶解することができればこの限りではない。なお、有機溶媒を減量するか又は使用せずに熱の作用でポリウレタン樹脂を融解し、ここに孔形成剤を混合することも可能である。
【0044】
孔形成剤としての水溶性高分子化合物としては、ポリエチレングリコール、ポリプロピレングリコール、ポリビニルアルコール、ポリビニルピロリドン、アルギン酸、カルボキシメチルセルロース、ヒドロキシプロピルセルロース、メチルセルロース、エチルセルロースなどが挙げられるが、熱可塑性樹脂と均質に分散してポリマードープを形成するものであればこの限りではない。また、熱可塑性樹脂の種類によっては、水溶性高分子化合物でなく、フタル酸エステル、パラフィンなどの親油性化合物や塩化リチウム、炭酸カルシウムなどの無機塩類を使用することも可能である。また、高分子用の結晶核剤などを利用して凝固時の二次粒子の生成、即ち、多孔体の骨格形成を助長することも可能である。
【0045】
次に、熱可塑性ポリウレタン樹脂、有機溶媒及び水溶性高分子化合物などより製造されたポリマードープを、熱可塑性ポリウレタン樹脂の貧溶媒を含有する凝固浴中に浸漬し、該凝固浴中に有機溶媒及び水溶性高分子化合物を抽出除去する。このようにして有機溶媒及び水溶性高分子化合物の一部又は全部を除去することにより、ポリウレタン樹脂からなる多孔性三次元網状構造材料を得ることができる。ここで用いる貧溶媒としては、水、低級アルコール、低炭素数のケトン類などが例示できる。ポリウレタン樹脂が凝固した後、多孔性三次元網状構造材料を水などで洗浄し、該多孔性三次元網状構造材料に残留している有機溶媒や孔形成剤を除去する。
【0046】
この多孔性三次元網状構造材料は、さらに、その網状構造を構築している骨格基材自体にも微細な孔が形成されていることが好ましい。特に、この多孔性三次元網状構造材料は、平均孔径が100〜650μmであり、且つ乾燥状態における見掛け密度が0.10g/cm3以下の連通性の三次元網状構造を形成しており、なお且つ、その網状構造を構築している骨格基材自体が空隙率70%以上の多孔質体であり、且つ該骨格基材の表層は、微細孔が点在する緻密な層となっていることが好ましい。この微細孔は、骨格基材の表面を平滑な表面でなく複雑な凹凸のある表面とするため、コラーゲンや細胞増殖因子などの保持にも有効であり、結果として細胞の生着性を高めることが可能である。ただし、この骨格基材自体の微細孔は、本発明でいう多孔性三次元網状構造部の平均孔径の計算の概念には含まれない。
【0047】
このように、多孔性三次元網状構造材料の網状構造を構築する骨格基材自体が高空隙率の多孔質であり、且つ該骨格基材の表層は微細孔が点在する緻密な層となっており、この表層の微細孔を介して骨格基材内部の空孔が外部に連通していることにより、次のような効果が奏される。即ち、多孔性三次元網状構造材料の骨格基材が多孔質であるために、この骨格基材にコラーゲンなどの細胞外マトリックス、アルブミン、酸素、老廃物、水、電解質などが浸潤し、該骨格基材と生体組織との間でこれらの拡散・交換が行われる。これにより、この骨格基材を介して多孔性三次元網状構造材料全体に酸素や栄養分を補給することができる。なお、細胞の骨格基材内部への浸潤は、骨格基材表層の緻密層によってバリアされるため、骨格基材の内部には細胞成分は存在しない。これにより、骨格基材の内部が目詰まりすることが防止され、この骨格基材を介して多孔性三次元網状構造材料全体に酸素や栄養分を補給する毛細血管様の機能が維持される。この結果、良好な組織の浸潤、生着、成熟、血管新生という生体埋入材料として有用な機能が発現される。
【0048】
ポリウレタン製多孔性三次元網状構造材料の骨格基材の空隙率を求めるには、まず、平均孔径の測定を前記の通り行う。即ち、多孔性三次元網状構造材料の切断面を撮影し、その写真において樹脂部分を白とし、空隙(空気部分)を黒として画像処理法により白部分の面積と黒部分の面積とを計算する。画像処理により得られた測定視野総面積と、空隙部分総面積と、JIS K7311によるポリウレタン樹脂の比重とより計算上の見掛け密度を求める。この見掛け密度は、一般に実測値よりも約10倍以上大きな値となる。この誤差は、多孔性三次元網状構造材料の骨格部分がポリウレタン樹脂からなる中実構造であると仮定したことにより生じる。そこで、計算上の見掛け密度Aと実測値の見掛け密度Bとを計算式(A−B)/A×100(%)に代入して計算することにより、多孔性三次元網状構造材料の骨格基材自体の空隙率を求めることが可能となる。計算上の見掛け密度が0.91g/cm3であり、実測値の見掛け密度が0.077g/cm3の場合、多孔性三次元網状構造材料の骨格基材は、空隙率91.5%の多孔質であると計算される。
【0049】
このポリウレタン製多孔性三次元網状構造材料では、骨格基材の表面に微細孔が存在しているが、これは細胞が浸潤し得るサイズではなく、あくまで細胞の生着の助けになる凹凸を形成する程度のものである。即ち、前述の通り、この微細孔により、骨格基材の表面が複雑な凹凸のある表面となるため、細胞の生着性が高いものとなる。ただし、この微細孔は、細胞が浸潤し得るサイズではないものの、栄養分や酸素、水などは浸潤しうるサイズであるため、この微細孔を介して骨格基材と生体組織との間で栄養分や酸素、水などの拡散・交換が行われる。即ち、この骨格基材を介して多孔性三次元網状構造材料全体に酸素や栄養分を補給することができる。
【0050】
上記の各実施の形態は、いずれも本発明の一例を示すものであり、本発明は上記の構成に限定されない。
【実施例】
【0051】
以下に実施例を挙げて本発明をより具体的に説明するが、本発明はその要旨を超えない限り、以下の実施例に限定されるものではない。
[実施例1]
熱可塑性ポリウレタンエラストマーよりなるシート(ミラクトラン社製「ミラクトランE980」)を用いて第1図に示すパッドを作成した。このパッドの重量は、0.74±0.02gであった。このパッドの切目隣接領域3bに特級テトラヒドロフラン(関東化学(株))を綿棒で塗布したところ、直ちに表面が乾燥状態となった。塗布面を指で触ったところ、液体の存在を確認することはできなかった。また、塗布面に溶解などの変化は見られなかった。テトラヒドロフランを塗布し、1分間風乾させた後のパッドの重量は0.77±0.04gであった。この結果より、溶剤の付着量を計算したところ、パッドの重量の4%であった。
【0052】
風乾後、切目隣接領域3aと3bとを重ねて1分間挟持したところ、切目隣接領域3a,3bは強固に接着され、この接着面を剥離することは困難であった。なお、接着前の溶剤塗布面からは、テトラヒドロフランの刺激臭がしたが、皮膚に対する刺激は感じられなかった。
【0053】
[比較例1]
溶剤の付着量がパッドの重量の1%以下となるように調整したこと以外は、実施例1と同様にパッドの接着を行った。比較例1においては、切目隣接領域を強固に接着することができず、容易に剥離することが可能であった。剥離後の切目隣接領域には、毛羽立ちが生じていた。
【0054】
[比較例2]
溶剤の塗布量がパッドの重量の10%以上となるように調整したこと以外は、実施例1と同様にパッドの接着を行った。比較例2では、切目隣接領域3a,3bを強固に接着することが可能であったが、テトラヒドロフランによる刺激臭及び不快感が確認された。このパッドをカフ部材に重ねたところ、カフ部材の表面が溶解した。
【0055】
実施例及び比較例の結果より、溶剤を付着させる量が少ないと接着を行うことができず、付着させる量が多いとカフ部材に悪影響を与えることがわかる。また、溶剤の量が多いと、患者に刺激を与えることになり好ましくない。
【符号の説明】
【0056】
1 パッド
1a 高所
1b 低所
1c 段差面
1F 前面
1R 後面
2 開口
3 切目
3a,3b 切目隣接領域
4 生体刺入体
5 カフ部材
5a 高所
5b 低所
5c 段差面
5F 前面
5R 後面
6 生体刺入体挿入孔
7 スリット
【技術分野】
【0001】
本発明は生体の外面に配置され、生体刺入体が挿通されるカフ部材の前面に重ね合わされる合成樹脂製のパッドに係り、生体刺入体に装着しやすいカフ部材用パッドに関する。また、本発明は、このパッドの接着方法、及びこのパッドとカフ部材とを備えるカフ部材ユニットに関する。
【背景技術】
【0002】
生体刺入体(以下、単に刺入体ということがある。)が挿通される孔を有したカフ部材として、スポンジ状合成樹脂よりなり、前面側(外面側)にパッドが配置されたものが特開2007−98116、特開2008−295480に記載されている。この特開2007−98116の図3には、フランジ部と、該フランジ部に斜交する筒状部とを有したカフ部材が記載されている。
【0003】
第6図は、この特開2007−98116の図3のカフ部材を示している。このカフ部材12は、フランジ部13と、このフランジ部13の一方の面から立設された筒状部14とを有する。フランジ部13の中央には直径が5〜100mm程度の円形の開口が筒状部14と同軸に設けられている。フランジ部13の内周縁と外周縁との間には、凸条13tが周回して設けられている。この凸条13tの内側領域にパッド15が嵌合されるようにして重ね合わされ、接着剤で接着されている。パッド15の中央にも開口が設けられている。
【0004】
この筒状部14にチューブ(刺入体)16が挿通される。パッド15とチューブ16とは接着剤17で接着される。このフランジ部3が生体の外面に重ね合わされ、チューブ16が生体組織に刺入される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−98116
【特許文献2】特開2008−295480
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記特許文献1,2には、パッド及びカフ部材を生体刺入体に固定する方法として、接着剤、熱融着、超音波融着などが開示されているが、いずれも生体刺入体を留置する手術現場では行い難いものである。従って、上記特許文献1,2のパッド及びカフ部材では、パッド及びカフ部材を手術前に予め生体刺入体へ固定しておくことが必要となるが、これではパッド及びカフ部材が固定されている位置に合わせて生体刺入体を留置して、患者出口部の位置を決めることとなる。従って切開箇所が広く(多く)なり、患者への侵襲が大きい。
【0007】
本発明は、生体刺入体とカフ部材用パッドとの位置合わせを自在に行うことができ、パッドを生体刺入体に容易に装着することができるカフ部材用パッド及びこのパッドの接着方法を提供することを目的とする。また、本発明は、このパッドとカフ部材とを備えるカフ部材ユニットを提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明(請求項1)のパッドは、カフ部材の前面に重ね合わされる合成樹脂製のパッドであって、刺入体挿通用の開口が設けられているカフ部材用パッドにおいて、該パッドの周縁部から該開口まで達する切目が設けられており、該切目を押し開けて生体刺入体が開口に出し入れ可能となっていることを特徴とするものである。
【0009】
請求項2のパッドは、請求項1において、前記切目に沿う一方の切目隣接領域と、他方の切目隣接領域とが重なり合っていることを特徴とするものである。
【0010】
請求項3のパッドは、請求項2において、前記切目隣接領域の厚みは、該切目隣接領域以外の厚みよりも小さいことを特徴とするものである。
【0011】
本発明(請求項4)のパッドの接着方法は、請求項2又は3に記載のパッドの切目隣接領域同士を接着する方法であり、一方の切目隣接領域に該パッドの合成樹脂を接着するための溶剤を付着させた後、切目隣接領域同士を重ね合わせることを特徴とするものである。
【0012】
請求項5のパッドの接着方法は、請求項4において、前記切目隣接領域同士のうち、カフ部材から遠い側に配置される切目隣接領域に対して、前記溶剤を付着させることを特徴とするものである。
【0013】
請求項6のパッドの接着方法は、請求項4又は5において、前記溶剤がテトラヒドロフラン、シクロヘキサノン、クロロホルム、DMF(N,N−ジメチルホルムアミド)、NMP(N−メチル−2−ピロリドン)であることを特徴とするものである。
【0014】
本発明(請求項7)のカフ部材ユニットは、請求項1ないし3のいずれか1項に記載のパッドと、該パッドと重ね合わされるカフ部材とを有したカフ部材ユニットであって、該カフ部材には、刺入体挿通孔が設けられていることを特徴とするものである。
【0015】
請求項8のカフ部材ユニットは、請求項7において、前記カフ部材に前記刺入体挿通孔からカフ部材の外周縁に達するスリットが設けられ、該スリットを押し開けて生体刺入体が刺入体挿通孔に出し入れ可能となっていることを特徴とするものである。
【発明の効果】
【0016】
本発明のカフ部材用パッドにあっては、パッドの切目を押し開けることにより、生体刺入体の所望の位置にパッドを装着することができる。また、切目を少し開くようにすると、パッドを生体刺入体に沿ってスムーズにスライドさせることができる。従って、本発明によると、患者の体表面における生体刺入体の出口部の位置に合わせてパッドを配置することができる。
【0017】
本発明のパッドの接着方法にあっては、切目隣接領域に溶剤を付着させた後、切目隣接領域同士を重ね合わせることにより、切目隣接領域同士を強固に接着することができると共に、接着面の位置合わせが容易である。
【図面の簡単な説明】
【0018】
【図1】実施の形態に係るパッドの斜視図である。
【図2】第2図(a)は実施の形態に係るパッドの平面図、第2図(b)は第2図(a)のB−B線断面図、第2図(c)は第2図(b)のC−C線断面図である。
【図3】第3図は別の実施の形態に係るパッドの平面図、第3図(b)は第3図(a)のB−B線断面図である。
【図4】第4図(a)はカフ部材の正面図、第4図(b)は右側面図、第4図(c)は平面図、第4図(d)は同(c)のD−D線断面図である。
【図5】第5図は、実施の形態に係るカフ部材ユニットの断面図である。
【図6】従来のカフ部材ユニットの断面図である。
【発明を実施するための形態】
【0019】
[カフ部材用パッド及びパッドの接着方法]
以下、第1,2図を参照して第1の実施の形態について説明する。
第1図(a)は実施の形態に係るカフ部材用パッドの斜視図、第1図(b)はパッドの生体刺入体への装着方法を示す斜視図である。また、第2図(a)は、パッドの平面図、第2図(b)は第2図(a)のB−B線断面図、第2図(c)は第2図(b)のC−C線断面図である。
【0020】
このパッド1は、平面視形状が略円形ないし略楕円形の合成樹脂よりなり、第2図(c)の下面側が後面1Rであり、カフ部材に重ね合わされる。また、上面側が前面1Fである。
【0021】
この前面1Fには、高さが比較的高い高所1aと、高さが比較的低い低所1bと、両者の間の段差面1cとが設けられている。高所1aは凸に湾曲した曲面よりなり、低所1bは凹に湾曲した曲面よりなる。なお、高さが「高い」、「低い」とは、パッド1の後面1Rのうち低所1b側を水平面上に重ねた状態における状態を表わす。
【0022】
段差面1cの中央には、直径が5〜100mm程度の円形の開口2が段差面の厚み方向に貫通するように設けられている。低所1bは、この開口2の軸心線と垂直方向の断面が略円弧形である。なお、この実施の形態では、生体刺入体としてドライブライン4を用いているが、送脱血管などであってもよい。
【0023】
このパッド1は低所1bに切目3を有しており、この切目3を押し開けるようにして生体刺入体としてのドライブライン4が開口2に装着可能とされている。この実施の形態においては、切目隣接領域が低所1bに設けられており、この切目隣接領域3a,3bが重なり合っている。
【0024】
この切目隣接領域3a,3bの厚さは、それぞれ切目隣接領域以外のパッドの厚さよりも小さいことが好ましく、特に切目隣接領域3aと3bとを重ねた際の厚さが、切目隣接領域以外のパッドの厚さと同じ厚さになるよう調整されていることが好ましい。この切目隣接領域3a,3bのそれぞれ厚さは、0.3〜1.0mm程度、特に0.3〜0.5mm程度が好ましい。切目隣接領域の厚さが小さいと、塗布した溶剤がパッドを透過しやすくなるため、パッドの後面に密着するカフ部材が溶解したり、生体に悪影響を及ぼす。
【0025】
このパッド1をドライブライン4に装着するには、第1図(b)の通り切目3を押し開け、ドライブライン4を開口2内に導き入れた後、押し開けていた力を解除し、パッド1の素材の弾性力によって切目3を閉じる。次いで、必要に応じ、切目3を少し開くようにして、開口2をドライブライン4に沿ってスライドさせてパッド1の位置を調整する。その後、切目隣接領域3bを持ち上げ、切目隣接領域3aと3bとが接する面に溶剤を付着させ、切目隣接領域3a,3bを再び重ね合わせることにより接着を行う。このように切目隣接領域に溶剤を塗布して接着を行う場合、溶剤がパッドの下側に設けられているカフ部材に付着しにくい。また、切目3に沿って切目隣接領域を重ね合わせることにより接着を行うことができるため、手術中においても接着面の位置合わせを容易に行うことができる。
【0026】
切目隣接領域に付着させる溶剤としては、テトラヒドロフラン、シクロヘキサノン、クロロホルム、DMF(N,N−ジメチルホルムアミド)、NMP(N−メチル−2−ピロリドン)及びこれらの溶剤の5〜20重量%ポリウレタン溶液が好ましい。これらの溶剤は、後述の材質からなるパッドの内部に浸潤しやすいため、液垂れが生じにくい。また、揮発性が高いため、内部に浸潤した溶剤がパッドの外部に速やかに拡散し、切目隣接領域同士を短時間で強固に接着することが可能であると共に、生体内に残留しにくい。なお、切目隣接領域の接着には一般的な接着剤を用いることも可能であるが、接着剤を用いた場合、パッドの接着面が硬くなり、カフ部材ユニットの柔軟性が損なわれてしまうため前記の溶剤を用いて接着を行うことが好ましい。
【0027】
前記溶剤は、切目隣接領域3a,3bのどちらに付着させてもよいが、切目隣接領域のうち、カフ部材から遠い側に配置される切目隣接領域である3bに付着させることが好ましい。切目隣接領域3bに溶剤を付着させた場合には、パッドの下側に密着しているカフ部材に溶剤が付着しカフ部材が変質するという問題が生じにくい。切目隣接領域へ溶剤を付着させる方法としては、溶剤を染み込ませた綿棒や刷毛などで付着させることが好ましい。切目隣接領域に溶剤の付着させた後、すぐに切目隣接領域同士を重ね合わせて接着を行ってもよく、1〜20分程度乾燥させてから切目隣接領域を重ね合わせて接着を行ってもよい。乾燥させてから接着を行った場合には、溶剤の揮発による患者への影響を極力抑えることができる。
【0028】
切目隣接領域3a,3bに付着させる溶剤の量は、パッドの0.5〜10重量%程度、特に3〜6重量%程度が好ましい。塗布する溶剤の量が少ない場合には、切目隣接領域同士を強固に接着することができず、また溶剤の量が多い場合には、溶剤によりカフ部材が溶解したり、溶剤が術部の組織を刺激するおそれがある。
【0029】
この実施の形態においては、切目3及び切目隣接領域3a,3bを低所1bに設けているが、第3図に示す通り、切目3及び切目隣接領域3a,3bを高所1aに設けてもよい。第3図の形態によれば、切目隣接領域3a,3bの面積が大きいため、切目隣接領域同士をより強固に接着することが可能となる。
【0030】
パッド1は、好ましくは、ポリウレタン樹脂、ポリアミド樹脂、ポリオレフィン樹脂、ポリエステル樹脂、フッ素樹脂、並びにそれらの誘導体が例示される。これらは単独で用いられてもよく、2種以上組み合わされて用いられてもよい。これらのうち特にポリウレタン樹脂が好適であり、とりわけセグメント化ポリウレタン樹脂が好適である。このパッドの硬度は50〜150(JIS ショアA硬度)程度であることが好ましい。パッド1の厚みは0.6〜10mm特に0.6〜2.0mm程度が好ましい。このようにパッド1を薄くし、より柔軟なものとすることにより、刺入体の首振り応力を吸収することができるため、安定した接着が期待できる。
【0031】
[カフ部材ユニット]
本発明のカフ部材ユニットは、前述のパッドとカフ部材とを有するものである。パッド1に密着して重なるカフ部材は、第4,5図に示すように、パッド1の前面1Fに倣った形状の多孔質合成樹脂よりなる。カフ部材5は、高所1aに密着するように高所1aと同一曲率半径にて凸に湾曲した形状の高所5aと、低所1bに密着する低所5bと、段差面1cに密着する段差面5cと、該段差面5cに設けられた生体刺入体挿通孔(以下、「挿通孔」と称す場合がある。)6とを有する。挿通孔6は開口2と同径であり、開口2と同軸となるように設けられている。
【0032】
前記パッド1がカフ部材5の前面5Fに重ね合わされ、接着されることによりカフ部材ユニット8が構成される。パッド1と前面5Fとの接着は、接着剤を用いてもよいが、パッド1とカフ部材5とがポリウレタン樹脂で構成されている場合には、DMF、NMP、THFなどの溶剤、もしくは、これらの溶剤の5〜20重量%ポリウレタン溶液によっても行うことができる。カフ部材5は、パッド1と同一の大きさであるか、パッド1よりも一回り大きく、パッド1をカフ部材5の前面5Fに重ねた状態において、カフ部材5の全周縁がパッド1の全周縁から外方に所定長さ(好ましくは0〜50mm特に1〜10mm)延出している。
【0033】
本実施の形態において用いるカフ部材5は、第4図の通り、スリット7を有しており、このスリット7を押し開けるようにして生体刺入体としてのドライブライン4が挿通孔6に装着可能とされている。この実施の形態においてスリット7は、低所5bに設けられているが、高所5aに設けられてもよい。このようにスリット7を設けたカフ部材5をドライブライン4に装着するには、スリット7を押し開け、ドライブライン4を挿通孔6内に導き入れた後、押し開けていた力を解除し、カフ部材5の素材の弾性力によってスリット7を閉じる。次いで、必要に応じ、スリット7を少し開くようにして、カフ部材5をドライブライン4に沿ってスライドさせてカフ部材5の位置を調整する。
【0034】
カフ部材5の厚さは、段差面5cと低所5bとの交差部5gにおいて挿通孔6の口径の10〜100%特に10〜50%程度が好適である。挿通孔6の天井面とカフ部材5の後面とが交わる部分5hにおけるカフ部材5の厚さは、挿通孔6の口径の10〜100%特に10〜50%程度が好適である。
【0035】
カフ部材5を構成する多孔質材としては、連続気孔を有した多孔質合成樹脂が好適である。
【0036】
このカフ部材5を構成する多孔質材は、好ましくは、熱可塑性樹脂又は熱硬化性樹脂からなる、連通性を有した、平均孔径が50〜1,000μm特に100〜650μm程度、乾燥状態における見掛け密度が0.01〜0.5g/cm3特に0.01〜0.1g/cm3の多孔性三次元網状構造を有する。
【0037】
この平均孔径及び見掛け密度の測定方法は次の通りである。
【0038】
<平均孔径の測定>
両刃カミソリで切断した試料の平面(切断面)を電子顕微鏡(トプコン社製、SM200)にて撮影した写真を使用し、同一平面上の個々の孔を三次元網状構造の骨格により包囲された図形として画像処理(画像処理装置はニレコ社のLUZEX APを使用し、画像取り込みCCDカメラはソニー株式会社のLE N50を使用。)を行い、個々の図形の面積を測定する。これを真円面積とし、対応する円の直径を求め孔径とする。ただし、多孔体形成時の相分離の効果によって多孔体の骨格部分に穿孔された微細孔を無視し、同一平面上の連通孔のみを測定する。
【0039】
<見掛け密度の測定>
多孔質構造体を約10mm×10mm×3mmの直方体に両刃カミソリで切断し、投影機(Nikon,V−12)にて測定して得た寸法より体積を求め、その重量を体積で除した値から見掛け密度を求める。
【0040】
このような多孔性三次元網状構造部を構成する熱可塑性樹脂としては、ポリウレタン樹脂、ポリアミド樹脂、ポリオレフィン樹脂、ポリエステル樹脂、フッ素樹脂、並びにそれらの誘導体が例示される。これらは単独で用いられてもよく、2種以上組み合わされて用いられてもよい。これらのうち特にポリウレタン樹脂が好適であり、とりわけセグメント化ポリウレタン樹脂が好適である。
【0041】
セグメント化ポリウレタン樹脂は、ポリオール、ジイソシアネート及び鎖延長剤の3成分から合成されたものであり、いわゆるハードセグメント部分とソフトセグメント部分を分子内に有するブロックポリマー構造によるエラストマー特性を有する。そのため、このセグメント化ポリウレタン樹脂を使用した場合に得られる弾性特性は、患者やカテーテル又はカニューレが動いた場合や、消毒作業時等に刺入部周辺の皮膚が動いた場合に皮下組織とカフ部材との界面に生じる応力を減衰させる効果が期待できる。
なお、上記したセグメント化ポリウレタン樹脂にはソフトセグメント構造やソフトセグメントとハードセグメントとの結合部の構造の差異によってポリエーテル系、ポリエステル系、ポリエーテルポリエステル系、ポリカーボネート系(ポリ炭酸エステル系とも言う)などの種類が存在するが、本発明ではポリカーボネート系ポリウレタン樹脂を使用することが好ましい。この理由としては、ポリウレタン樹脂は、一般的に加水分解を受けやすい材料であり、生体内へ埋入すると体液(水)・体温の作用による自然な加水分解、酵素の作用による分解、免疫細胞から放出される活性酸素の作用などによる分解により脆弱化するためである。よって、長期に安定して生体内に存在する場合にはポリカーボネート系ポリウレタン樹脂を使用するのが好ましい。このポリカーボネート系ポリウレタン樹脂は、ポリカーボネートセグメントの強い結晶凝集力によって近傍のウレタン結合を分解から保護する特性を有する樹脂であり、他のポリウレタン樹脂と比較して極めて耐加水分解性に優れているものである。
【0042】
以下に、カフ部材を構成する熱可塑性ポリウレタン樹脂よりなる多孔性三次元網状構造体の製造方法の一例を説明する。
【0043】
熱可塑性ポリウレタン樹脂よりなる多孔性三次元網状構造体を製造するには、まず、ポリウレタン樹脂と、孔形成剤としての後述の水溶性高分子化合物と、ポリウレタン樹脂の良溶媒である有機溶媒とを混合してポリマードープを製造する。具体的には、ポリウレタン樹脂を有機溶媒に混合して均一溶液とした後、この溶液中に水溶性高分子化合物を混合分散させる。有機溶媒としては、N,N−ジメチルホルムアミド、N−メチル−2−ピロリジノン、テトラヒドロフランなどがあるが、熱可塑性ポリウレタン樹脂を溶解することができればこの限りではない。なお、有機溶媒を減量するか又は使用せずに熱の作用でポリウレタン樹脂を融解し、ここに孔形成剤を混合することも可能である。
【0044】
孔形成剤としての水溶性高分子化合物としては、ポリエチレングリコール、ポリプロピレングリコール、ポリビニルアルコール、ポリビニルピロリドン、アルギン酸、カルボキシメチルセルロース、ヒドロキシプロピルセルロース、メチルセルロース、エチルセルロースなどが挙げられるが、熱可塑性樹脂と均質に分散してポリマードープを形成するものであればこの限りではない。また、熱可塑性樹脂の種類によっては、水溶性高分子化合物でなく、フタル酸エステル、パラフィンなどの親油性化合物や塩化リチウム、炭酸カルシウムなどの無機塩類を使用することも可能である。また、高分子用の結晶核剤などを利用して凝固時の二次粒子の生成、即ち、多孔体の骨格形成を助長することも可能である。
【0045】
次に、熱可塑性ポリウレタン樹脂、有機溶媒及び水溶性高分子化合物などより製造されたポリマードープを、熱可塑性ポリウレタン樹脂の貧溶媒を含有する凝固浴中に浸漬し、該凝固浴中に有機溶媒及び水溶性高分子化合物を抽出除去する。このようにして有機溶媒及び水溶性高分子化合物の一部又は全部を除去することにより、ポリウレタン樹脂からなる多孔性三次元網状構造材料を得ることができる。ここで用いる貧溶媒としては、水、低級アルコール、低炭素数のケトン類などが例示できる。ポリウレタン樹脂が凝固した後、多孔性三次元網状構造材料を水などで洗浄し、該多孔性三次元網状構造材料に残留している有機溶媒や孔形成剤を除去する。
【0046】
この多孔性三次元網状構造材料は、さらに、その網状構造を構築している骨格基材自体にも微細な孔が形成されていることが好ましい。特に、この多孔性三次元網状構造材料は、平均孔径が100〜650μmであり、且つ乾燥状態における見掛け密度が0.10g/cm3以下の連通性の三次元網状構造を形成しており、なお且つ、その網状構造を構築している骨格基材自体が空隙率70%以上の多孔質体であり、且つ該骨格基材の表層は、微細孔が点在する緻密な層となっていることが好ましい。この微細孔は、骨格基材の表面を平滑な表面でなく複雑な凹凸のある表面とするため、コラーゲンや細胞増殖因子などの保持にも有効であり、結果として細胞の生着性を高めることが可能である。ただし、この骨格基材自体の微細孔は、本発明でいう多孔性三次元網状構造部の平均孔径の計算の概念には含まれない。
【0047】
このように、多孔性三次元網状構造材料の網状構造を構築する骨格基材自体が高空隙率の多孔質であり、且つ該骨格基材の表層は微細孔が点在する緻密な層となっており、この表層の微細孔を介して骨格基材内部の空孔が外部に連通していることにより、次のような効果が奏される。即ち、多孔性三次元網状構造材料の骨格基材が多孔質であるために、この骨格基材にコラーゲンなどの細胞外マトリックス、アルブミン、酸素、老廃物、水、電解質などが浸潤し、該骨格基材と生体組織との間でこれらの拡散・交換が行われる。これにより、この骨格基材を介して多孔性三次元網状構造材料全体に酸素や栄養分を補給することができる。なお、細胞の骨格基材内部への浸潤は、骨格基材表層の緻密層によってバリアされるため、骨格基材の内部には細胞成分は存在しない。これにより、骨格基材の内部が目詰まりすることが防止され、この骨格基材を介して多孔性三次元網状構造材料全体に酸素や栄養分を補給する毛細血管様の機能が維持される。この結果、良好な組織の浸潤、生着、成熟、血管新生という生体埋入材料として有用な機能が発現される。
【0048】
ポリウレタン製多孔性三次元網状構造材料の骨格基材の空隙率を求めるには、まず、平均孔径の測定を前記の通り行う。即ち、多孔性三次元網状構造材料の切断面を撮影し、その写真において樹脂部分を白とし、空隙(空気部分)を黒として画像処理法により白部分の面積と黒部分の面積とを計算する。画像処理により得られた測定視野総面積と、空隙部分総面積と、JIS K7311によるポリウレタン樹脂の比重とより計算上の見掛け密度を求める。この見掛け密度は、一般に実測値よりも約10倍以上大きな値となる。この誤差は、多孔性三次元網状構造材料の骨格部分がポリウレタン樹脂からなる中実構造であると仮定したことにより生じる。そこで、計算上の見掛け密度Aと実測値の見掛け密度Bとを計算式(A−B)/A×100(%)に代入して計算することにより、多孔性三次元網状構造材料の骨格基材自体の空隙率を求めることが可能となる。計算上の見掛け密度が0.91g/cm3であり、実測値の見掛け密度が0.077g/cm3の場合、多孔性三次元網状構造材料の骨格基材は、空隙率91.5%の多孔質であると計算される。
【0049】
このポリウレタン製多孔性三次元網状構造材料では、骨格基材の表面に微細孔が存在しているが、これは細胞が浸潤し得るサイズではなく、あくまで細胞の生着の助けになる凹凸を形成する程度のものである。即ち、前述の通り、この微細孔により、骨格基材の表面が複雑な凹凸のある表面となるため、細胞の生着性が高いものとなる。ただし、この微細孔は、細胞が浸潤し得るサイズではないものの、栄養分や酸素、水などは浸潤しうるサイズであるため、この微細孔を介して骨格基材と生体組織との間で栄養分や酸素、水などの拡散・交換が行われる。即ち、この骨格基材を介して多孔性三次元網状構造材料全体に酸素や栄養分を補給することができる。
【0050】
上記の各実施の形態は、いずれも本発明の一例を示すものであり、本発明は上記の構成に限定されない。
【実施例】
【0051】
以下に実施例を挙げて本発明をより具体的に説明するが、本発明はその要旨を超えない限り、以下の実施例に限定されるものではない。
[実施例1]
熱可塑性ポリウレタンエラストマーよりなるシート(ミラクトラン社製「ミラクトランE980」)を用いて第1図に示すパッドを作成した。このパッドの重量は、0.74±0.02gであった。このパッドの切目隣接領域3bに特級テトラヒドロフラン(関東化学(株))を綿棒で塗布したところ、直ちに表面が乾燥状態となった。塗布面を指で触ったところ、液体の存在を確認することはできなかった。また、塗布面に溶解などの変化は見られなかった。テトラヒドロフランを塗布し、1分間風乾させた後のパッドの重量は0.77±0.04gであった。この結果より、溶剤の付着量を計算したところ、パッドの重量の4%であった。
【0052】
風乾後、切目隣接領域3aと3bとを重ねて1分間挟持したところ、切目隣接領域3a,3bは強固に接着され、この接着面を剥離することは困難であった。なお、接着前の溶剤塗布面からは、テトラヒドロフランの刺激臭がしたが、皮膚に対する刺激は感じられなかった。
【0053】
[比較例1]
溶剤の付着量がパッドの重量の1%以下となるように調整したこと以外は、実施例1と同様にパッドの接着を行った。比較例1においては、切目隣接領域を強固に接着することができず、容易に剥離することが可能であった。剥離後の切目隣接領域には、毛羽立ちが生じていた。
【0054】
[比較例2]
溶剤の塗布量がパッドの重量の10%以上となるように調整したこと以外は、実施例1と同様にパッドの接着を行った。比較例2では、切目隣接領域3a,3bを強固に接着することが可能であったが、テトラヒドロフランによる刺激臭及び不快感が確認された。このパッドをカフ部材に重ねたところ、カフ部材の表面が溶解した。
【0055】
実施例及び比較例の結果より、溶剤を付着させる量が少ないと接着を行うことができず、付着させる量が多いとカフ部材に悪影響を与えることがわかる。また、溶剤の量が多いと、患者に刺激を与えることになり好ましくない。
【符号の説明】
【0056】
1 パッド
1a 高所
1b 低所
1c 段差面
1F 前面
1R 後面
2 開口
3 切目
3a,3b 切目隣接領域
4 生体刺入体
5 カフ部材
5a 高所
5b 低所
5c 段差面
5F 前面
5R 後面
6 生体刺入体挿入孔
7 スリット
【特許請求の範囲】
【請求項1】
カフ部材の前面に重ね合わされる合成樹脂製のパッドであって、刺入体挿通用の開口が設けられているカフ部材用パッドにおいて、
該パッドの周縁部から該開口まで達する切目が設けられており、
該切目を押し開けて生体刺入体が開口に出し入れ可能となっていることを特徴とするパッド。
【請求項2】
請求項1において、前記切目に沿う一方の切目隣接領域と、他方の切目隣接領域とが重なり合っていることを特徴とするパッド。
【請求項3】
請求項2において、前記切目隣接領域の厚みは、該切目隣接領域以外の厚みよりも小さいことを特徴とするパッド。
【請求項4】
請求項2又は3に記載のパッドの切目隣接領域同士を接着する方法であり、一方の切目隣接領域に該パッドの合成樹脂を接着するための溶剤を付着させた後、切目隣接領域同士を重ね合わせることを特徴とするパッドの接着方法。
【請求項5】
請求項4において、前記切目隣接領域同士のうち、カフ部材から遠い側に配置される切目隣接領域に対して、前記溶剤を付着させることを特徴とするパッドの接着方法。
【請求項6】
請求項4又は5において、前記溶剤がテトラヒドロフラン、シクロヘキサノン、クロロホルム、DMF(N,N−ジメチルホルムアミド)、NMP(N−メチル−2−ピロリドン)であることを特徴とするパッドの接着方法。
【請求項7】
請求項1ないし3のいずれか1項に記載のパッドと、該パッドと重ね合わされるカフ部材とを有したカフ部材ユニットであって、該カフ部材には、刺入体挿通孔が設けられていることを特徴とするカフ部材ユニット。
【請求項8】
請求項7において、前記カフ部材に前記刺入体挿通孔からカフ部材の外周縁に達するスリットが設けられ、該スリットを押し開けて生体刺入体が刺入体挿通孔に出し入れ可能となっていることを特徴とするカフ部材ユニット。
【請求項1】
カフ部材の前面に重ね合わされる合成樹脂製のパッドであって、刺入体挿通用の開口が設けられているカフ部材用パッドにおいて、
該パッドの周縁部から該開口まで達する切目が設けられており、
該切目を押し開けて生体刺入体が開口に出し入れ可能となっていることを特徴とするパッド。
【請求項2】
請求項1において、前記切目に沿う一方の切目隣接領域と、他方の切目隣接領域とが重なり合っていることを特徴とするパッド。
【請求項3】
請求項2において、前記切目隣接領域の厚みは、該切目隣接領域以外の厚みよりも小さいことを特徴とするパッド。
【請求項4】
請求項2又は3に記載のパッドの切目隣接領域同士を接着する方法であり、一方の切目隣接領域に該パッドの合成樹脂を接着するための溶剤を付着させた後、切目隣接領域同士を重ね合わせることを特徴とするパッドの接着方法。
【請求項5】
請求項4において、前記切目隣接領域同士のうち、カフ部材から遠い側に配置される切目隣接領域に対して、前記溶剤を付着させることを特徴とするパッドの接着方法。
【請求項6】
請求項4又は5において、前記溶剤がテトラヒドロフラン、シクロヘキサノン、クロロホルム、DMF(N,N−ジメチルホルムアミド)、NMP(N−メチル−2−ピロリドン)であることを特徴とするパッドの接着方法。
【請求項7】
請求項1ないし3のいずれか1項に記載のパッドと、該パッドと重ね合わされるカフ部材とを有したカフ部材ユニットであって、該カフ部材には、刺入体挿通孔が設けられていることを特徴とするカフ部材ユニット。
【請求項8】
請求項7において、前記カフ部材に前記刺入体挿通孔からカフ部材の外周縁に達するスリットが設けられ、該スリットを押し開けて生体刺入体が刺入体挿通孔に出し入れ可能となっていることを特徴とするカフ部材ユニット。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−29717(P2012−29717A)
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願番号】特願2010−169369(P2010−169369)
【出願日】平成22年7月28日(2010.7.28)
【出願人】(510094724)独立行政法人国立循環器病研究センター (52)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願日】平成22年7月28日(2010.7.28)
【出願人】(510094724)独立行政法人国立循環器病研究センター (52)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
[ Back to top ]