
カプセル化プラスチックパネル及びそのパネルを作製する方法
審美的目的のため及び車両にグレージングパネルを密封するのを向上させるためのカプセルを含むプラスチックグレージングパネルを製造する経済的な方法を提示する。この経済的な方法は、A面及びB面を有するプラスチックパネルを成形するステップ;パネルのB面と接触しており、パネルの周囲を実質的に取り囲んでいる不透明な縁取りをインクで印刷するステップ;不透明な縁取りのインクを硬化させるステップ;印刷した縁取り及びプラスチックパネル上に耐候層を適用するステップ;耐候層を硬化させるステップ;耐候層上に耐磨耗層を堆積させるステップ;軟質ガスケットを備える金型中にプラスチックパネルを配置するステップ;プラスチックパネルの周辺を実質的に取り囲み、プラスチックパネルのA面、B面、及び側面を包み込むカプセルを形成するためにエラストマー性材料を射出するステップ;及び、プラスチックパネルを金型から取り出すステップ;を含む。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、窓又はサンルーフとして使用された場合に密封及び外観を向上させるためにカプセル化されたプラスチックグレージングパネルに関する。
【背景技術】
【0002】
多年にわたり、自動車製造者は、自動車のガラスの密封のために窓のカプセル化を促進してきた。このようなカプセル化技術は、ガラスの表面上にエラストマー性ガスケットを直接成型することを含む。これらのガスケットは、典型的には熱可塑性エラストマー(TPE)及びポリ塩化ビニル(PVC)、並びに反応射出成型(RIM)を介して適用された架橋ポリウレタンを含む様々な材料から作製される。従来のガラス窓のためのカプセル化法は、窓の1面の周辺にプライマー又は接着促進剤を適用するステップと;このプライマーを活性化するために窓のこの面に熱を加えるステップと;窓を金型中に配置するステップと;プライマー及び窓の隣接する表面上に熱可塑性エラストマーを射出するステップと;金型から窓を取り出すステップと;窓とカプセルの間の界面に堆積した任意の過剰なエラストマー性材料を取り除くステップとを含むものとして説明してもよい。このような過剰な又はくずのエラストマー性材料は、カプセル化の当業者によって「ばり」物質として知られている。「ばり」物質を取り除くことは、典型的にはナイフ又はかみそりの刃などの鋭い物体で行われる。次いで、カプセル化ガラス窓は、典型的には、Dow Automotive、Auburn Hills、Michiganによって提供されるウレタンBETASEAL(商標)系などの接着剤系の使用を介して車両の開口に固定される。
【0003】
プラスチックグレージングパネルの使用は、従来のカプセル化技術の使用に関していくつかの問題点を持つ。第1に、プラスチックグレージングパネルは、グレージングパネルが環境への曝露から耐え抜くために、Momentive Performance Materials、Wilton、Connecticutによって供給されるアクリルプライマー(例えば、SHP401及びSHP470)及びシリコンハードコート(例えば、AS4000及びAS4700)系などの耐候性コーティング系で典型的には被覆される。残念ながら、シリコンハードコートに付随する表面特性は、大部分の従来のカプセル化材料が有効に接着することが不可能であり、車両に固定された後プラスチックグレージングが早期に役にたたなくなる原因になる弱められた界面を生じさせるようなものである。この状況に対する知られている改善法は、むき出しのプラスチックパネル(例えば、保護コーティングのない)にカプセルを適用してきた。しかし、この解決法は、耐候性コーティングを適用する前にマスキングするステップ及び耐候性コーティングを硬化した後で脱マスキングするステップを必要とする。これらの2つのステップを加えることは、カプセル化プラスチックグレージングパネルを製造することに伴って生じるコストを増大させる。
【0004】
第2に、プラスチックグレージングシステムは、従来のガラス窓ほど硬質ではない。したがって、カプセル化法によって生じた任意の「ばり」物質を取り除くことは、プラスチックグレージングパネルのコーティング系に不可逆的損傷をもたらす。この損傷は、最終的にはプラスチックグレージングパネルによって示される特性の早期での劣化をもたらす。
【0005】
最後に、プラスチックグレージングパネルは、ガラス窓と異なる熱膨張特性を示す。したがって、プラスチックグレージングパネルとカプセルの間の接着を促進するために使用される任意の接着促進剤を活性化するために、プラスチックグレージングパネルの表面を加熱すると、窓の形状のかなりの変形を引き起こし得る。このような変形は、カプセル化工程で金型中へ窓を固定するのに操作員が困難を有することになる。したがって、この工程は、サイクルタイムの増大及び生産性における全体的な損失を受けやすい。
米国特許第5,915,780号には、透明なプラスチックグレージング基材及びグレージング基材の少なくとも一部上に位置するフリット膜から成形されるグレージングアセンブリ、このグレージングアセンブリをカプセル化するカプセル化フレーム及びグレージングアセンブリを自動車に固定するための取り付けスタッド及び/又は接着剤などのアタッチメント手段を備える自動車用カプセル化プラスチックグレージング窓モジュールが開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】米国特許第5,915,780号
【発明の概要】
【発明が解決しようとする課題】
【0007】
したがって、この業界には、プラスチックグレージングパネル、及びプラスチックグレージングパネルによって示される特性を劣化させること又はサイクルタイム若しくは生産性に影響を及ぼすことなく、プラスチックグレージングパネルをカプセル化することができる方法を開発するニーズが存在する。
【課題を解決するための手段】
【0008】
審美的目的のため及び車両にグレージングパネルを密封するのを向上させるための、カプセルを含むプラスチックグレージングパネルを製造する経済的な方法を提示する。この経済的な方法は、A面及びB面を有するプラスチックパネルを成形するステップと;パネルのB面と接触しており、パネルの周囲を実質的に取り囲んでいる不透明な縁取りをインクで印刷するステップと;不透明な縁取りのインクを硬化させるステップと;印刷した縁取り及びプラスチックパネル上に耐候層を適用するステップと;耐候層を硬化させるステップと;耐候層上に耐磨耗層を堆積させるステップと;軟質ガスケットを備える金型中にプラスチックパネルを配置するステップと;プラスチックパネルの周辺を実質的に取り囲み、プラスチックパネルのA面、B面、及び側面を包み込むカプセルを形成するために、エラストマー性材料を射出するステップと;及び最後に、プラスチックパネルを金型から取り出すステップとを含む。金型中の軟質ガスケットの使用は、カプセルとプラスチックグレージングパネルの間の界面の側面で「ばり」物質の発生を低減するか、又は解消する。
【0009】
場合によっては、プラスチックパネルを金型中に配置して、カプセルを形成する前に、プラスチックパネルのB面の周辺を取り囲んでいる耐磨耗層の上に接着促進剤を適用するステップを実施してもよい。次いで、プラスチックパネルのA面及びB面上を一時的に近傍において、プラスチックパネルを加熱して、窓の形状を実質的に変形させることなく接着促進剤を活性化する。
【0010】
本発明の別の実施形態では、インクでプラスチックパネル上に不透明な縁取りを印刷するステップ及びインクを硬化させるステップが、インクでプラスチックフィルム上に不透明な縁取りを印刷するステップ;プラスチックフィルム上のインクを硬化させるステップ;及び、不透明な縁取りがプラスチックパネルの周囲を実質的に取り囲むように、不透明な縁取り及びプラスチックフィルムをプラスチックパネルのB面に形成し接着させるステップ;で置き換えられる。
【0011】
本発明の別の実施形態では、カプセル化プラスチックグレージングパネルは、A面、B面、及び側面を有する実質的に透明なプラスチックパネル;プラスチックパネルのB面に接触しており、プラスチックパネルの周囲を実質的に取り囲む不透明な縁取り;不透明な縁取り及びプラスチックパネルと接触している耐候層;耐候層と接触している耐磨耗層;並びに耐磨耗層と接触しており、プラスチックパネルの周辺を実質的に取り囲み、プラスチックパネルのA面、B面、及び側面を包み込むカプセルを含む。
【0012】
本発明の別の実施形態では、このプラスチックグレージングパネルは、不透明な縁取り及びプラスチックパネルのB面と接触しているフィルムの1つの面、並びに耐候層と接触しているこのフィルムの他の面を有するプラスチックフィルムをさらに含む。
【0013】
本発明の別の実施形態では、この耐候層は、単層又はプライマー若しくはトップコートなどの多層を含んでもよい。耐候層は、UV線からプラスチックパネルを保護するために、紫外線吸収(UVA)分子を使用する。
【0014】
本発明の別の実施形態では、この耐磨耗層は、真空蒸着技術を用いて堆積される。耐磨耗層の一例は、限定するものではないが、SiOxからSiOxCyHzの範囲の組成を有するシリコンオキシカーバイドを含む。
【0015】
適用範囲の他の領域は、本明細書に提供された説明から明らかになる。この説明及び具体例は、例示の目的のみが意図されており、本開示の範囲を限定するものではないと理解される。
【0016】
本明細書に記載の図面は、例示の目的のみであり、決して本開示の範囲を限定するものではない。
【図面の簡単な説明】
【0017】
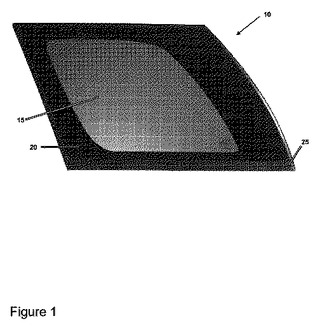
【図1】本発明の原理による自動車の窓の描写図である。
【0018】
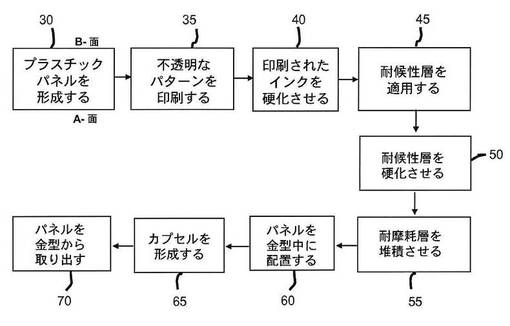
【図2】本発明の一実施形態によるプラスチックグレージングパネルを製造する方法の概略図である。
【0019】
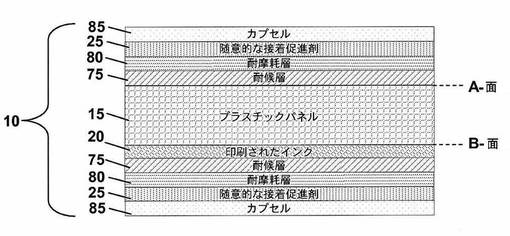
【図3】本発明の一実施形態による、図1のグレージングパネルの横断面図である。
【発明を実施するための形態】
【0020】
以下の説明は、本来単に例示的であり、決して本開示又はその適用又は使用を限定するものではない。説明及び図面全体にわたり、対応する参照番号は、類似した又は対応する部分及び機能を示すものと理解される。
【0021】
本発明は、窓の周辺を実質的に取り囲むカプセルの適用を含むプラスチックグレージングパネル及びこのようなグレージングパネルを製造する経済的な方法を提供する。このプラスチックグレージングパネルはまた、装飾的な印刷した縁取り及び高水準の耐候性及び耐磨耗性を提供するための保護コーティング系を含む。図1を参照すると、プラスチックグレージングパネルを、自動車の固定サイドウインドウ10として使用してもよい。この窓10は、実質的に透明な視野領域15、透明な視野領域15を包み込む印刷した不透明な縁取り20、及びグレージングパネル10の周辺を取り囲んでいるカプセル25を含むことを示す。自動車設計の当業者であれば、本発明のプラスチックグレージングパネルは、とりわけ、後部窓、サンルーフ、及び移動可能なサイドウインドウなどのその他自動車の窓に使用することができることを理解するであろう。
【0022】
図2を参照すると、経済的な製造方法は、一般に、先ず、プラスチックパネルを成形するステップ30;次いで、インクでプラスチックパネル上に不透明な縁取りを印刷するステップ35;続いて印刷したインクを硬化させるステップ40;印刷したプラスチックパネル上に耐候層を適用するステップ45;耐候層を硬化させるステップ50;耐候層上に耐磨耗層を堆積させるステップ55;このパネルを金型中に配置するステップ60;グレージングパネルの外側の周辺にカプセル化材料を射出することによってカプセルを形成するステップ65;次いで、カプセル化グレージングパネルを金型から取り出すステップ70;によって定義し得る。
【0023】
透明なプラスチックパネルは、窓、例えば、自動車の窓に、押出し、射出成型、ブロー成型、及び圧縮成型を含む成型、又は熱成形、真空成形、及び冷間成形を含む熱成形などの当業者には既知の任意の技術の使用を介して、プラスチックペレット又はシートから成形し得る(30)。プラスチックシートを用いて窓を形成するステップ30は、本発明の範囲又は精神から外れることなく、図2に示すように、印刷する前に、インクを印刷35し、硬化させた40後で、又は耐候性コーティングを適用し(45)、硬化(50)させた後で実施してもよいことに留意されたい。プラスチックパネルを成形する(30)ためにプラスチックペレットを使用することは、不透明なパターンを印刷する(35)前に実施される。
【0024】
不透明な縁取りは、装飾の目的で及び/又は他の自動車構成部品(例えば、接着剤)を隠す若しくは覆うために印刷される又は適用される(35)実質的に不透明なインクとして定義し得る。この不透明な縁取りは、透明な基材の周囲部に適用して(35)、隙間のないマスキング用縁取りを形成してもよい。不透明な縁取りは、窓の視野領域中に境界が移行するフェードアウトパターンをさらに含んでもよい。このフェードアウトパターンは、とりわけ、点、長方形(線)、正方形、及び三角形を含む様々なサイズの様々な形状を取り込んでもよい。
【0025】
本発明の一実施形態では、不透明な縁取りは、スクリーン印刷を介してプラスチックパネルの表面上に印刷する(35)ことができる。不透明な縁取りをプラスチックパネル上に印刷する(35)他の既知の方法は、適切とみなされる場合は使用してもよい。他の既知の印刷方法の非包括的なリストには、パッド印刷、膜画像転写印刷、シリンダー印刷、デジタル印刷、ロボットデスペンシング、マスク/スプレー、インクジェット印刷等が含まれる。印刷されたインクの厚さは、約2マイクロメートル〜約1ミル(25.4マイクロメートル)の範囲でもよく、約6〜12マイクロメートルが好ましい。
【0026】
インクが印刷された(35)後、いかなる保持される溶媒も印刷物から除去されることを保証するために、乾燥させる又は硬化させる(40)ことは完全であるべきである。このインクを、ある時間高温に曝露することによって熱的に硬化させるか、UV線に露出して又はこれらの組合せを介して硬化してもよい。硬化されたインク印刷物の厚さは、典型的には約4μm〜20μmであり、約6μm〜18μmの間が好ましい。
【0027】
この印刷されたパネルに、耐候層をディップコーティング、流し塗り、スプレーコーティング、カーテンコーティング、スピンコーティング、又は当業者には既知の任意のその他の技術によって適用する(45)。耐候層の厚さは、約2マイクロメートル〜数ミル(1ミル=25.4マイクロメートル)の範囲であってもよく、約6マイクロメートル〜1ミルが好ましい。次いで、耐候層は、風乾、UV吸収、熱吸収、縮合付加、熱的からみ合い、カチオン若しくはアニオン種によって誘起される架橋、又はこれらの組合せの1つとして選択されるメカニズムを用いて硬化され(50)得る。
【0028】
この耐候層は、耐磨耗層の堆積(55)を介して上塗りされる。耐磨耗層は、1層又は様々な組成物の多重の中間層の組合せのいずれかを含んでもよい。耐磨耗層は、限定するものではないが、プラズマ強化化学蒸着(PECVD)、膨張熱プラズマPECVD、プラズマ重合、光化学蒸着、イオンビーム蒸着、イオンプレーティング蒸着、陰極アーク蒸着、スパッタリング、蒸着、ホローカソード活性化蒸着、マグネトロン活性化蒸着、活性化反応性蒸着、熱化学蒸着、及び任意の既知のゾル−ゲルコーティング法を含む当業者には既知の任意の真空蒸着技術によって適用される。
【0029】
本発明の一実施形態では、膨張熱プラズマ反応器を含む、耐磨耗層を堆積させるのに使用される特定の型のPECVD法が好ましい。この特定の方法(以降、膨張熱プラズマPECVD法と呼ぶ)は、米国特許出願第10/881,949号(2004年6月28日出願)及び米国特許出願第11/075,343号(2005年3月8日出願)に詳細に記載されている。膨張熱プラズマPECVD法において、不活性ガス環境中で対応する陽極プレートにアークする陰極に直流(DC)電圧を適用することを介して、プラズマが発生する。陰極近傍の圧力は、典型的には約150トル(例えば、大気圧に類似している)より高いが、陽極近傍の圧力は、約20mトル〜約100mトルのプラズマ処理チャンバー中で設定されるプロセス圧力に似ている。次いで、ほぼ大気圧の熱プラズマは、プラズマ処理チャンバー中で超音速で膨張する。
【0030】
膨張熱プラズマPECVD法のための反応性試薬は、例えば、オクタメチルシクロテトラシロキサン(D4)、テトラメチルジシロキサン(TMDSO)、ヘキサメチルジシロキサン(HMDSO)、ビニル−D4又は別の揮発性有機ケイ素化合物を含んでもよい。この有機ケイ素化合物は、典型的には、酸素及びアルゴンなどの不活性キャリアガスの存在下、アークプラズマ堆積装置中で、酸化され、分解され、重合されて、耐磨耗層を形成する。
【0031】
次いで、プラスチックグレージングパネルを、そのキャビティがグレージングパネルの形状に成形された金型中に配置する(60)。この金型は、軟質ガスケットを装備して、次の、カプセルを形成する(65)カプセル化材料の射出からグレージングパネルの実質的に透明な観察部を密閉する。このガスケットは、カプセル化材料の流れの有効な停止を提供して、カプセル及びグレージングパネルの間の界面の側面で「ばり」物質の形成を除く。「ばり」材料の存在は、プラスチックグレージングの耐磨耗層中にしわ又は染みの形成を引き起こすことが判明している。さらに、ナイフ又はかみそりの刃などの鋭い道具の使用を介して「ばり」物質を取り除く又は除去することは、プラスチックグレージングパネルの耐磨耗層及び耐候層、並びに場合によっては不透明な縁取り及び下層のプラスチックパネルそれ自体を損傷する場合もある。
【0032】
プラスチックグレージングパネルを金型中に配置する(60)前に、耐磨耗層及びカプセルの間の接着を促進するために接着促進剤を場合によって使用してもよい。しかし、プライマーを適用する及び硬化させる又は活性化する従来の手段は、プラスチックグレージングシステムでの使用には許容できない。プラスチックグレージングパネルの熱膨張特性は、プラスチックパネルの表面上に熱を適用すると、パネルの形状の可逆的膨張又は変形を生じるものである。この膨張又は変形は、グレージングパネルを任意の機械的手段(例えば、ロボット等)によって保持すること、及び金型中にグレージングパネルを配置する(60)ことが困難になる。熱をグレージングパネルの両面上に実質的に同時の適用を介して適用すると、この変形の発生を最小限に抑えるか、又は解消することが判明している。窓の両面に熱を適用することは、限定するものではないが、IR加熱又は強制空気加熱を含む、当業者には知られている任意の手段の使用を介して達成され得る。
【0033】
次に図3を参照すると、本発明の一実施形態によるプラスチックグレージングパネルの横断面を示す。プラスチックパネル15は、任意の熱可塑性又は熱硬化性ポリマー樹脂を含んでもよい。このポリマー樹脂には、限定するものではないが、ポリカーボネート、アクリル、ポリアリレート(polyarylate)、ポリエステル、及びポリスルホン、並びにこれらのコポリマー及び混合物が含まれる。窓として適切に機能を果たし、印刷されたインクの二重硬化を可能にするためには、プラスチックパネル15は実質的に透明である。
【0034】
印刷したインク20は、熱硬化性インク又はUV硬化性インクを含んでもよい。熱硬化性インクは、ポリエステル系結合剤、ポリカーボネート系結合剤、又はこれらの混合物を含んでもよい。UV硬化性インクは、様々な多官能性アクリレートオリゴマー及びモノマーの混合物に加えて光開始剤を含んでもよい。インクの例には、とりわけ、Exatec(登録商標)PIX(Exatec LLC、Wixom、Michigan)及びDXT−1599(Coates Screen、St.Charles、Illinois)が含まれる。
【0035】
インク20は、着色剤(例えば、顔料及び/又は染料)、充填剤、界面活性剤、消泡剤、粘着付与剤、接着促進剤、粘性促進剤、耐候性添加剤などのその他の添加剤をさらに含んでもよい。顔料の例には、限定するものではないが、カーボンブラック、着色有機顔料、及び金属酸化物顔料が含まれる。一方、適した染料には、様々な直接染料、酸性染料、塩基性染料、及び/又は反応性染料が含まれる。様々な界面活性剤及び消泡剤は、このような能力において機能を果たすことが当業者にはよく知られている、任意の有機、有機ケイ素、及びシリコーンの分子を含んでもよい。印刷され及び硬化されたインクの耐候性を向上させるために、このインクは、ヒンダードアミン又はUV吸収剤の分子を含んでもよい。
【0036】
耐候層75は、限定するものではないが、シリコーン、ポリウレタン、アクリル、ポリエステル、ポリウレタンアクリレート、及びエポキシ、並びにこれらの混合物又はコポリマーを含んでもよい。耐候層75は、とりわけ、ヒドロキシフェニルトリアジン、ヒドロキシベンゾフェノン、ヒドロキシフェニルベンゾトリアゾール、ヒドロキシフェニルトリアジン、ポリアロイルレゾルシノール、2−(3−トリエトキシシリルプロピル)−4,6−ジベンゾイルレゾルシノール)(SDBR)、4,6−ジベンゾイルレゾルシノール(DBR)、及びシアノアクリレートなどの紫外線(UV)吸収分子を好ましくは含んでおり、下層のプラスチックパネル及び印刷されたインクを、屋外環境への曝露によって引き起こされる分解から保護する。
【0037】
耐候層75は、1つの均一層又はプライマー及びトップコートなどの複数のサブ層を含んでもよい。プライマーは、典型的には、トップコートをプラスチックパネルに接着させるのを促進する。プライマーは、限定するものではないが、例えば、アクリル、ポリエステル、エポキシ、及びこれらのコポリマー及び混合物を含んでもよい。同様に、トップコートは、限定するものではないが、ポリメチルメタクリレート、ポリフッ化ビニリデン、ポリフッ化ビニル、ポリプロピレン、ポリエチレン、ポリウレタン、シリコーン、ポリメタクリレート、ポリウレタンアクリレート、ポリアクリレート、ポリフッ化ビニリデン、シリコンハードコート、及びこれらの混合物又はコポリマーを含んでもよい。複数のサブ層を含む耐候層75の1つの具体例は、アクリルプライマー(SHP401若しくはSHP470、Momentive Performance Materials、Waterford、NY;又はSHP−9X、Exatec LLC、Wixom、MI)とシリコンハードコート(AS4000又はAS4700、Momentive Performance Materials;又はSHX、Exatec LLC)の組合せがある。
【0038】
耐候層75に、例えば、プライマー及びトップコートのいずれか又は両方に、とりわけ、着色剤(染料)、レオロジー調整剤、離型剤、酸化防止剤、及びIR吸収又は反射顔料などの様々な添加剤を添加してもよい。添加剤のタイプ及び各添加剤の量は、窓として使用するための仕様及び必要条件を満たすためにプラスチックグレージングパネルによって要求される性能によって決定される。
【0039】
耐磨耗層80は、酸化アルミニウム、フッ化バリウム、窒化ホウ素、酸化ハフニウム、フッ化ランタン、フッ化マグネシウム、酸化マグネシウム、酸化スカンジウム、一酸化ケイ素、二酸化ケイ素、窒化ケイ素、シリコンオキシナイトライド、シリコンオキシカーバイド、水素化シリコンオキシカーバイド、シリコンカーバイド、酸化タンタル、酸化チタン、酸化スズ、酸化インジウムスズ、酸化イットリウム、酸化亜鉛、セレン化亜鉛、硫化亜鉛、酸化ジルコニウム、チタン酸ジルコニウム、又はこれらの混合物若しくはブレンドを含んでもよい。好ましくは、耐磨耗層80は、堆積層中に残存する炭素及び水素原子の量に応じて、SiOxからSiOxCyHzの範囲の組成を含む。この好ましいシリコンオキシカーバイド層は、次のカプセル化材料の接着に適した表面特性を提供する。
【0040】
カプセル25は、限定するものではないが、ポリ塩化ビニル(PVC)、熱可塑性エラストマー、ウレタン、及び熱可塑性オレフィンを含む、当業者には知られている任意のカプセル化材料を含んでもよい。場合によっては、カプセル及び耐磨耗層の間の接着を促進するために、接着促進剤85を使用してもよい。このような接着促進剤の例には、とりわけ、アクリルポリマー、ウレタン、オルガノシラン、及び塩素化ポリオレフィンポリマーが含まれる。
【0041】
このカプセル化グレージングパネルは、当業者には知られている任意の手段を介して、車両中の開口に取り付けるか又は固定してもよい。このような手段には、限定するものではないが、クリップ又は締結具の使用及び接着剤の使用を介した接合が含まれる。
【0042】
カプセル化グレージングパネルを車両上に使用することができる前に、グレージングパネルは、仕上がった、カプセル化プラスチックグレージングパネルか、又はカプセル化グレージングパネルを代表するより小さな試験片又はクーポンのいずれかを用いて行われる、相手先商標製品による製造会社(OEM)によって規定された一連の試験に合格しなければならない。クーポンが使用される1つの非常に要求の厳しい一連の試験は、ホンダ技研工業によって仕様番号N/Kとして規定されている。この試験において、カプセル化グレージングシステムのクーポンを様々な条件に曝露し、次いでこのカプセルをプラスチックグレージングパネルからせん断負荷及び剥離負荷の両方の下で引き離す。この一連の試験の各試験で合格するためには、カプセルをグレージングパネルから剥離したときに観察される破壊様式が、カプセルの100%の凝集破壊でなければならない。プラスチックグレージングパネル内の任意の界面(例えば、プラスチックパネルとインク、インクと耐候層、又は耐候層と耐磨耗層の間)、或いはグレージングパネルとカプセルの間のいずれの接着の低下も不成功となる。
【0043】
仕上がった、カプセル化グレージングパネルについて行われる標準的な一連の試験の例は、General Motorsによって試験仕様番号GM−3611として規定されている。クーポン試験と同様に、この一連の試験で完全なグレージングパネルは、様々な条件に曝露され、カプセルの凝集強度が剥離−及びせん断指向の引張試験の両方を実施することによって評価される。このシリーズの各試験で合格するためには、カプセルとプラスチックグレージングパネルの剥離に対して観察される破壊様式がカプセルの100%の凝集破壊でなければならない。プラスチックグレージングパネル内の任意の界面、又はグレージングパネルとカプセルの間のいずれの接着の低下も不合格となる。完全なカプセル化グレージングパネル及び試験クーポンが曝露される実際の条件を、それぞれ表1及び2に示す。
【実施例】
【0044】
以下の具体例は、本発明を例示するために提供されており、本発明の範囲を限定するものと解釈するべきでない。
【0045】
(例1)
カプセル化プラスチックグレージングパネルの試験
複数のプラスチックグレージングパネルを、Lexan(登録商標)ポリカーボネートシート(SABIC Innovative Plastics、Pittsfield、Massachusetts)を用いて、固定サイドウインドウとしてGeneral MotorのTrailblazer SUVに適合するように成形した。成形したプラスチックパネルに熱硬化性インク(Exatec(登録商標)PIX、Exatec LLC、Wixom、Michigan)を用いて不透明な縁取りを印刷し、次に、製造者の仕様書に従って硬化させた。アクリルプライマー(SHP401、Momentive Performance Materials、Waterford、New York)及びシリコンハードコート(SHX、Exatec LLC)を含む耐候層を不透明な縁取り及びプラスチックパネルを覆って適用した。耐候層の上に、シリコンオキシカーバイドの耐磨耗層を膨張アークプラズマ強化化学蒸着を用いて堆積した。得られたプラスチックグレージングパネルは、Exatec(登録商標)500グレージングシステム(Exatec LLC、Wixom、Michigan)として知られている。
【0046】
次いで、不透明な縁取りに沿ってグレージングパネルの周辺の周りに、接着促進剤を適用した。この接着促進剤を、IR加熱発生源を用いてグレージングパネルの両面を同時に加熱することによって硬化又は活性化した。このグレージングパネルを、金型中に配置し、ポリ塩化ビニル(Vi−Chem Corporation、Grand Rapids、Michigan)を射出して、カプセルを形成した。
【0047】
次いで、カプセル化プラスチックグレージングパネルを、General MotorsのGM−3611仕様書に従って試験した。表1に示すように、このカプセル化グレージングパネルは、PVCカプセルの100%の凝集破壊の結果となることによって、この仕様書に列挙されたすべて試験で合格することが認められた。この例は、本発明の一実施形態により調製されたカプセル化プラスチックグレージングパネルは、車両の窓として使用するための厳しいOEM要求事項で合格することができることを例示する。
【0048】
表1
【表1】
【0049】
(例2)
カプセル化グレージングクーポンの試験
複数のプラスチックグレージングクーポンを、Lexan(登録商標)ポリカーボネートシート(SABIC Innovative Plastics、Pittsfield、Massachusetts)を用いて、実質的に平坦であるように成形した。成形したプラスチッククーポンに熱硬化性インク(Exatec(登録商標)PIX、Exatec LLC、Wixom、Michigan)を用いて不透明な縁取りを印刷し、次に、製造者の仕様書に従って硬化させた。アクリルプライマー(SHP401、Momentive Performance Materials、Waterford、New York)及びシリコンハードコート(SHX、Exatec LLC)を含む耐候層を各不透明な縁取り及びプラスチッククーポンを覆って適用した。耐候層の上に、シリコンオキシカーバイドの耐磨耗層を膨張アークプラズマ強化化学蒸着を用いて堆積した。得られたプラスチックグレージングクーポンは、Exatec(登録商標)500グレージングシステム(Exatec LLC、Wixom、Michigan)として知られているグレージングシステムを表す。
【0050】
次いで、不透明な縁取りに沿って各グレージングクーポンの周辺の周りに、接着促進剤を適用した。この接着促進剤を、グレージングクーポンの両面を同時に加熱することによって硬化又は活性化した。このグレージングクーポンを、金型中に配置し、ポリ塩化ビニル(Vi−Chem Corporation、Grand Rapids、Michigan)を射出して、カプセルを形成した。
【0051】
次いで、カプセル化プラスチックグレージングクーポンを、ホンダ技研工業のN/K仕様書に従って試験した。表2に示すように、このカプセル化グレージングクーポンは、PVCカプセルの100%の凝集破壊の結果となることによって、この仕様書に列挙されたすべて試験で合格することが認められた。この例は、本発明の一実施形態により調製されたカプセル化プラスチックグレージングパネルは、車両の窓として使用するための厳しいOEM要求事項で合格することができることを例示する。
表2
【表2】
【0052】
(例3)
耐候層と耐磨耗層の接着の差
複数のプラスチックグレージングパネルを、Lexan(登録商標)ポリカーボネートシート(SABIC Innovative Plastics、Pittsfield、Massachusetts)を用いて、実質的に平坦なパネルに成形した。成形したプラスチックパネルに熱硬化性インク(Exatec(登録商標)PIX、Exatec LLC、Wixom、Michigan)を用いて不透明な縁取りを印刷し、次に、製造者の仕様書に従って硬化させた。アクリルプライマー(SHP−9X、Exatec LLC、Wixom、Michigan)及びシリコンハードコート(SHX、Exatec LLC)を含む耐候層を不透明な縁取り及びプラスチックパネルを覆って適用した。このパネルの約1/2の上に、シリコンオキシカーバイドの耐磨耗層を膨張アークプラズマ強化化学蒸着を用いて堆積した。得られたプラスチックグレージングパネルは、Exatec(登録商標)900グレージングシステム(Exatec LLC、Wixom、Michigan)として知られている。耐候層としての外層を有するグレージングパネルは(例えば、耐磨耗層が堆積されていない)、外部表面がシリコンハードコートである状況の代表的なものである。
【0053】
シリコンハードコート表面を有するグレージングパネル、及び耐磨耗層の外部表面を有するグレージングパネルの周辺に、接着促進剤及びウレタン接着剤ビードを適用した。この接着促進剤及びウレタン接着剤は、Dow Automotive、Auburn Hills、Michiganによって供給されるBETASEAL(商標)系として知られている。接着促進剤及びウレタン接着剤を製造者の仕様書に従って硬化させた。
【0054】
次いで、このグレージングパネルを、当業者にはDow Automotive AG、試験方法番号039E−カタプラズマ処理として知られているカタプラズマ試験にかけた。カタプラズマ試験は、ホンダ技研工業N/K試験仕様において行われる試験の1つとしても取り込まれている。カタプラズマ試験は、プラスチックグレージングパネルに加えてグレージングパネルの表面に適用された硬化された接着剤ビードを、高温高湿、続いて低温の衝撃に曝露する(即ち、グレージングパネルをぬれた綿中に70℃で7日間包み、続いて3時間−20℃にする)。この試験が完了し、室温(約23℃)で平衡させた後、各試験パネル上の接着剤ビードを引っ張り、接着剤の凝集破壊の程度を検査する。印刷されたプラスチックグレージングパネルがカタプラズマ試験で合格するためには、接着剤の凝集破壊が75%を超えなければならない。したがって、プラスチックグレージングパネルが上記の試験で合格するためには、グレージングパネル全体、即ち、プラスチックパネル15/硬化されたインク20/硬化された耐候層75/耐磨耗層80(存在する場合)は、様々な温度及び湿度条件で高レベルの加水分解安定性を示さなければならない。
【0055】
本発明者らは、接着促進剤及びウレタンと接触しているシリコンハードコート外部表面を有するプラスチックグレージングパネルは、ウレタンの約2%未満の凝集破壊を伴ってこの試験で不合格であることが分かった。シリコンハードコートと接着促進剤とウレタンの間のかなり不十分な接着が不合格を引き起こした。これにひきかえ、耐磨耗層の外部表面を取り込んでいる試験したすべての試料は、ウレタンの75%超の凝集破壊を伴って、この試験に合格することが判明した。この例は、シリコンハードコート表面と耐磨耗層の表面の間の性能の差異を例示する。この接着促進剤及びウレタンが類似の接着促進剤及びカプセルで置換された場合、同様の結果が得られる。
【0056】
先の説明により、以下の特許請求の範囲に記載の本開示の範囲から逸脱することなく、本開示に修正及び変更を加えることができることを当業者であれば理解するであろう。説明された、様々な測定値及び試験値は、様々な異なる試験方法によって得ることができる標準的な測定値であることを当業者であればさらに理解するであろう。実施例に記載された試験方法は、それぞれの要求される測定値を得るために利用可能な1つの方法を表すにすぎない。
【技術分野】
【0001】
本発明は、窓又はサンルーフとして使用された場合に密封及び外観を向上させるためにカプセル化されたプラスチックグレージングパネルに関する。
【背景技術】
【0002】
多年にわたり、自動車製造者は、自動車のガラスの密封のために窓のカプセル化を促進してきた。このようなカプセル化技術は、ガラスの表面上にエラストマー性ガスケットを直接成型することを含む。これらのガスケットは、典型的には熱可塑性エラストマー(TPE)及びポリ塩化ビニル(PVC)、並びに反応射出成型(RIM)を介して適用された架橋ポリウレタンを含む様々な材料から作製される。従来のガラス窓のためのカプセル化法は、窓の1面の周辺にプライマー又は接着促進剤を適用するステップと;このプライマーを活性化するために窓のこの面に熱を加えるステップと;窓を金型中に配置するステップと;プライマー及び窓の隣接する表面上に熱可塑性エラストマーを射出するステップと;金型から窓を取り出すステップと;窓とカプセルの間の界面に堆積した任意の過剰なエラストマー性材料を取り除くステップとを含むものとして説明してもよい。このような過剰な又はくずのエラストマー性材料は、カプセル化の当業者によって「ばり」物質として知られている。「ばり」物質を取り除くことは、典型的にはナイフ又はかみそりの刃などの鋭い物体で行われる。次いで、カプセル化ガラス窓は、典型的には、Dow Automotive、Auburn Hills、Michiganによって提供されるウレタンBETASEAL(商標)系などの接着剤系の使用を介して車両の開口に固定される。
【0003】
プラスチックグレージングパネルの使用は、従来のカプセル化技術の使用に関していくつかの問題点を持つ。第1に、プラスチックグレージングパネルは、グレージングパネルが環境への曝露から耐え抜くために、Momentive Performance Materials、Wilton、Connecticutによって供給されるアクリルプライマー(例えば、SHP401及びSHP470)及びシリコンハードコート(例えば、AS4000及びAS4700)系などの耐候性コーティング系で典型的には被覆される。残念ながら、シリコンハードコートに付随する表面特性は、大部分の従来のカプセル化材料が有効に接着することが不可能であり、車両に固定された後プラスチックグレージングが早期に役にたたなくなる原因になる弱められた界面を生じさせるようなものである。この状況に対する知られている改善法は、むき出しのプラスチックパネル(例えば、保護コーティングのない)にカプセルを適用してきた。しかし、この解決法は、耐候性コーティングを適用する前にマスキングするステップ及び耐候性コーティングを硬化した後で脱マスキングするステップを必要とする。これらの2つのステップを加えることは、カプセル化プラスチックグレージングパネルを製造することに伴って生じるコストを増大させる。
【0004】
第2に、プラスチックグレージングシステムは、従来のガラス窓ほど硬質ではない。したがって、カプセル化法によって生じた任意の「ばり」物質を取り除くことは、プラスチックグレージングパネルのコーティング系に不可逆的損傷をもたらす。この損傷は、最終的にはプラスチックグレージングパネルによって示される特性の早期での劣化をもたらす。
【0005】
最後に、プラスチックグレージングパネルは、ガラス窓と異なる熱膨張特性を示す。したがって、プラスチックグレージングパネルとカプセルの間の接着を促進するために使用される任意の接着促進剤を活性化するために、プラスチックグレージングパネルの表面を加熱すると、窓の形状のかなりの変形を引き起こし得る。このような変形は、カプセル化工程で金型中へ窓を固定するのに操作員が困難を有することになる。したがって、この工程は、サイクルタイムの増大及び生産性における全体的な損失を受けやすい。
米国特許第5,915,780号には、透明なプラスチックグレージング基材及びグレージング基材の少なくとも一部上に位置するフリット膜から成形されるグレージングアセンブリ、このグレージングアセンブリをカプセル化するカプセル化フレーム及びグレージングアセンブリを自動車に固定するための取り付けスタッド及び/又は接着剤などのアタッチメント手段を備える自動車用カプセル化プラスチックグレージング窓モジュールが開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】米国特許第5,915,780号
【発明の概要】
【発明が解決しようとする課題】
【0007】
したがって、この業界には、プラスチックグレージングパネル、及びプラスチックグレージングパネルによって示される特性を劣化させること又はサイクルタイム若しくは生産性に影響を及ぼすことなく、プラスチックグレージングパネルをカプセル化することができる方法を開発するニーズが存在する。
【課題を解決するための手段】
【0008】
審美的目的のため及び車両にグレージングパネルを密封するのを向上させるための、カプセルを含むプラスチックグレージングパネルを製造する経済的な方法を提示する。この経済的な方法は、A面及びB面を有するプラスチックパネルを成形するステップと;パネルのB面と接触しており、パネルの周囲を実質的に取り囲んでいる不透明な縁取りをインクで印刷するステップと;不透明な縁取りのインクを硬化させるステップと;印刷した縁取り及びプラスチックパネル上に耐候層を適用するステップと;耐候層を硬化させるステップと;耐候層上に耐磨耗層を堆積させるステップと;軟質ガスケットを備える金型中にプラスチックパネルを配置するステップと;プラスチックパネルの周辺を実質的に取り囲み、プラスチックパネルのA面、B面、及び側面を包み込むカプセルを形成するために、エラストマー性材料を射出するステップと;及び最後に、プラスチックパネルを金型から取り出すステップとを含む。金型中の軟質ガスケットの使用は、カプセルとプラスチックグレージングパネルの間の界面の側面で「ばり」物質の発生を低減するか、又は解消する。
【0009】
場合によっては、プラスチックパネルを金型中に配置して、カプセルを形成する前に、プラスチックパネルのB面の周辺を取り囲んでいる耐磨耗層の上に接着促進剤を適用するステップを実施してもよい。次いで、プラスチックパネルのA面及びB面上を一時的に近傍において、プラスチックパネルを加熱して、窓の形状を実質的に変形させることなく接着促進剤を活性化する。
【0010】
本発明の別の実施形態では、インクでプラスチックパネル上に不透明な縁取りを印刷するステップ及びインクを硬化させるステップが、インクでプラスチックフィルム上に不透明な縁取りを印刷するステップ;プラスチックフィルム上のインクを硬化させるステップ;及び、不透明な縁取りがプラスチックパネルの周囲を実質的に取り囲むように、不透明な縁取り及びプラスチックフィルムをプラスチックパネルのB面に形成し接着させるステップ;で置き換えられる。
【0011】
本発明の別の実施形態では、カプセル化プラスチックグレージングパネルは、A面、B面、及び側面を有する実質的に透明なプラスチックパネル;プラスチックパネルのB面に接触しており、プラスチックパネルの周囲を実質的に取り囲む不透明な縁取り;不透明な縁取り及びプラスチックパネルと接触している耐候層;耐候層と接触している耐磨耗層;並びに耐磨耗層と接触しており、プラスチックパネルの周辺を実質的に取り囲み、プラスチックパネルのA面、B面、及び側面を包み込むカプセルを含む。
【0012】
本発明の別の実施形態では、このプラスチックグレージングパネルは、不透明な縁取り及びプラスチックパネルのB面と接触しているフィルムの1つの面、並びに耐候層と接触しているこのフィルムの他の面を有するプラスチックフィルムをさらに含む。
【0013】
本発明の別の実施形態では、この耐候層は、単層又はプライマー若しくはトップコートなどの多層を含んでもよい。耐候層は、UV線からプラスチックパネルを保護するために、紫外線吸収(UVA)分子を使用する。
【0014】
本発明の別の実施形態では、この耐磨耗層は、真空蒸着技術を用いて堆積される。耐磨耗層の一例は、限定するものではないが、SiOxからSiOxCyHzの範囲の組成を有するシリコンオキシカーバイドを含む。
【0015】
適用範囲の他の領域は、本明細書に提供された説明から明らかになる。この説明及び具体例は、例示の目的のみが意図されており、本開示の範囲を限定するものではないと理解される。
【0016】
本明細書に記載の図面は、例示の目的のみであり、決して本開示の範囲を限定するものではない。
【図面の簡単な説明】
【0017】
【図1】本発明の原理による自動車の窓の描写図である。
【0018】
【図2】本発明の一実施形態によるプラスチックグレージングパネルを製造する方法の概略図である。
【0019】
【図3】本発明の一実施形態による、図1のグレージングパネルの横断面図である。
【発明を実施するための形態】
【0020】
以下の説明は、本来単に例示的であり、決して本開示又はその適用又は使用を限定するものではない。説明及び図面全体にわたり、対応する参照番号は、類似した又は対応する部分及び機能を示すものと理解される。
【0021】
本発明は、窓の周辺を実質的に取り囲むカプセルの適用を含むプラスチックグレージングパネル及びこのようなグレージングパネルを製造する経済的な方法を提供する。このプラスチックグレージングパネルはまた、装飾的な印刷した縁取り及び高水準の耐候性及び耐磨耗性を提供するための保護コーティング系を含む。図1を参照すると、プラスチックグレージングパネルを、自動車の固定サイドウインドウ10として使用してもよい。この窓10は、実質的に透明な視野領域15、透明な視野領域15を包み込む印刷した不透明な縁取り20、及びグレージングパネル10の周辺を取り囲んでいるカプセル25を含むことを示す。自動車設計の当業者であれば、本発明のプラスチックグレージングパネルは、とりわけ、後部窓、サンルーフ、及び移動可能なサイドウインドウなどのその他自動車の窓に使用することができることを理解するであろう。
【0022】
図2を参照すると、経済的な製造方法は、一般に、先ず、プラスチックパネルを成形するステップ30;次いで、インクでプラスチックパネル上に不透明な縁取りを印刷するステップ35;続いて印刷したインクを硬化させるステップ40;印刷したプラスチックパネル上に耐候層を適用するステップ45;耐候層を硬化させるステップ50;耐候層上に耐磨耗層を堆積させるステップ55;このパネルを金型中に配置するステップ60;グレージングパネルの外側の周辺にカプセル化材料を射出することによってカプセルを形成するステップ65;次いで、カプセル化グレージングパネルを金型から取り出すステップ70;によって定義し得る。
【0023】
透明なプラスチックパネルは、窓、例えば、自動車の窓に、押出し、射出成型、ブロー成型、及び圧縮成型を含む成型、又は熱成形、真空成形、及び冷間成形を含む熱成形などの当業者には既知の任意の技術の使用を介して、プラスチックペレット又はシートから成形し得る(30)。プラスチックシートを用いて窓を形成するステップ30は、本発明の範囲又は精神から外れることなく、図2に示すように、印刷する前に、インクを印刷35し、硬化させた40後で、又は耐候性コーティングを適用し(45)、硬化(50)させた後で実施してもよいことに留意されたい。プラスチックパネルを成形する(30)ためにプラスチックペレットを使用することは、不透明なパターンを印刷する(35)前に実施される。
【0024】
不透明な縁取りは、装飾の目的で及び/又は他の自動車構成部品(例えば、接着剤)を隠す若しくは覆うために印刷される又は適用される(35)実質的に不透明なインクとして定義し得る。この不透明な縁取りは、透明な基材の周囲部に適用して(35)、隙間のないマスキング用縁取りを形成してもよい。不透明な縁取りは、窓の視野領域中に境界が移行するフェードアウトパターンをさらに含んでもよい。このフェードアウトパターンは、とりわけ、点、長方形(線)、正方形、及び三角形を含む様々なサイズの様々な形状を取り込んでもよい。
【0025】
本発明の一実施形態では、不透明な縁取りは、スクリーン印刷を介してプラスチックパネルの表面上に印刷する(35)ことができる。不透明な縁取りをプラスチックパネル上に印刷する(35)他の既知の方法は、適切とみなされる場合は使用してもよい。他の既知の印刷方法の非包括的なリストには、パッド印刷、膜画像転写印刷、シリンダー印刷、デジタル印刷、ロボットデスペンシング、マスク/スプレー、インクジェット印刷等が含まれる。印刷されたインクの厚さは、約2マイクロメートル〜約1ミル(25.4マイクロメートル)の範囲でもよく、約6〜12マイクロメートルが好ましい。
【0026】
インクが印刷された(35)後、いかなる保持される溶媒も印刷物から除去されることを保証するために、乾燥させる又は硬化させる(40)ことは完全であるべきである。このインクを、ある時間高温に曝露することによって熱的に硬化させるか、UV線に露出して又はこれらの組合せを介して硬化してもよい。硬化されたインク印刷物の厚さは、典型的には約4μm〜20μmであり、約6μm〜18μmの間が好ましい。
【0027】
この印刷されたパネルに、耐候層をディップコーティング、流し塗り、スプレーコーティング、カーテンコーティング、スピンコーティング、又は当業者には既知の任意のその他の技術によって適用する(45)。耐候層の厚さは、約2マイクロメートル〜数ミル(1ミル=25.4マイクロメートル)の範囲であってもよく、約6マイクロメートル〜1ミルが好ましい。次いで、耐候層は、風乾、UV吸収、熱吸収、縮合付加、熱的からみ合い、カチオン若しくはアニオン種によって誘起される架橋、又はこれらの組合せの1つとして選択されるメカニズムを用いて硬化され(50)得る。
【0028】
この耐候層は、耐磨耗層の堆積(55)を介して上塗りされる。耐磨耗層は、1層又は様々な組成物の多重の中間層の組合せのいずれかを含んでもよい。耐磨耗層は、限定するものではないが、プラズマ強化化学蒸着(PECVD)、膨張熱プラズマPECVD、プラズマ重合、光化学蒸着、イオンビーム蒸着、イオンプレーティング蒸着、陰極アーク蒸着、スパッタリング、蒸着、ホローカソード活性化蒸着、マグネトロン活性化蒸着、活性化反応性蒸着、熱化学蒸着、及び任意の既知のゾル−ゲルコーティング法を含む当業者には既知の任意の真空蒸着技術によって適用される。
【0029】
本発明の一実施形態では、膨張熱プラズマ反応器を含む、耐磨耗層を堆積させるのに使用される特定の型のPECVD法が好ましい。この特定の方法(以降、膨張熱プラズマPECVD法と呼ぶ)は、米国特許出願第10/881,949号(2004年6月28日出願)及び米国特許出願第11/075,343号(2005年3月8日出願)に詳細に記載されている。膨張熱プラズマPECVD法において、不活性ガス環境中で対応する陽極プレートにアークする陰極に直流(DC)電圧を適用することを介して、プラズマが発生する。陰極近傍の圧力は、典型的には約150トル(例えば、大気圧に類似している)より高いが、陽極近傍の圧力は、約20mトル〜約100mトルのプラズマ処理チャンバー中で設定されるプロセス圧力に似ている。次いで、ほぼ大気圧の熱プラズマは、プラズマ処理チャンバー中で超音速で膨張する。
【0030】
膨張熱プラズマPECVD法のための反応性試薬は、例えば、オクタメチルシクロテトラシロキサン(D4)、テトラメチルジシロキサン(TMDSO)、ヘキサメチルジシロキサン(HMDSO)、ビニル−D4又は別の揮発性有機ケイ素化合物を含んでもよい。この有機ケイ素化合物は、典型的には、酸素及びアルゴンなどの不活性キャリアガスの存在下、アークプラズマ堆積装置中で、酸化され、分解され、重合されて、耐磨耗層を形成する。
【0031】
次いで、プラスチックグレージングパネルを、そのキャビティがグレージングパネルの形状に成形された金型中に配置する(60)。この金型は、軟質ガスケットを装備して、次の、カプセルを形成する(65)カプセル化材料の射出からグレージングパネルの実質的に透明な観察部を密閉する。このガスケットは、カプセル化材料の流れの有効な停止を提供して、カプセル及びグレージングパネルの間の界面の側面で「ばり」物質の形成を除く。「ばり」材料の存在は、プラスチックグレージングの耐磨耗層中にしわ又は染みの形成を引き起こすことが判明している。さらに、ナイフ又はかみそりの刃などの鋭い道具の使用を介して「ばり」物質を取り除く又は除去することは、プラスチックグレージングパネルの耐磨耗層及び耐候層、並びに場合によっては不透明な縁取り及び下層のプラスチックパネルそれ自体を損傷する場合もある。
【0032】
プラスチックグレージングパネルを金型中に配置する(60)前に、耐磨耗層及びカプセルの間の接着を促進するために接着促進剤を場合によって使用してもよい。しかし、プライマーを適用する及び硬化させる又は活性化する従来の手段は、プラスチックグレージングシステムでの使用には許容できない。プラスチックグレージングパネルの熱膨張特性は、プラスチックパネルの表面上に熱を適用すると、パネルの形状の可逆的膨張又は変形を生じるものである。この膨張又は変形は、グレージングパネルを任意の機械的手段(例えば、ロボット等)によって保持すること、及び金型中にグレージングパネルを配置する(60)ことが困難になる。熱をグレージングパネルの両面上に実質的に同時の適用を介して適用すると、この変形の発生を最小限に抑えるか、又は解消することが判明している。窓の両面に熱を適用することは、限定するものではないが、IR加熱又は強制空気加熱を含む、当業者には知られている任意の手段の使用を介して達成され得る。
【0033】
次に図3を参照すると、本発明の一実施形態によるプラスチックグレージングパネルの横断面を示す。プラスチックパネル15は、任意の熱可塑性又は熱硬化性ポリマー樹脂を含んでもよい。このポリマー樹脂には、限定するものではないが、ポリカーボネート、アクリル、ポリアリレート(polyarylate)、ポリエステル、及びポリスルホン、並びにこれらのコポリマー及び混合物が含まれる。窓として適切に機能を果たし、印刷されたインクの二重硬化を可能にするためには、プラスチックパネル15は実質的に透明である。
【0034】
印刷したインク20は、熱硬化性インク又はUV硬化性インクを含んでもよい。熱硬化性インクは、ポリエステル系結合剤、ポリカーボネート系結合剤、又はこれらの混合物を含んでもよい。UV硬化性インクは、様々な多官能性アクリレートオリゴマー及びモノマーの混合物に加えて光開始剤を含んでもよい。インクの例には、とりわけ、Exatec(登録商標)PIX(Exatec LLC、Wixom、Michigan)及びDXT−1599(Coates Screen、St.Charles、Illinois)が含まれる。
【0035】
インク20は、着色剤(例えば、顔料及び/又は染料)、充填剤、界面活性剤、消泡剤、粘着付与剤、接着促進剤、粘性促進剤、耐候性添加剤などのその他の添加剤をさらに含んでもよい。顔料の例には、限定するものではないが、カーボンブラック、着色有機顔料、及び金属酸化物顔料が含まれる。一方、適した染料には、様々な直接染料、酸性染料、塩基性染料、及び/又は反応性染料が含まれる。様々な界面活性剤及び消泡剤は、このような能力において機能を果たすことが当業者にはよく知られている、任意の有機、有機ケイ素、及びシリコーンの分子を含んでもよい。印刷され及び硬化されたインクの耐候性を向上させるために、このインクは、ヒンダードアミン又はUV吸収剤の分子を含んでもよい。
【0036】
耐候層75は、限定するものではないが、シリコーン、ポリウレタン、アクリル、ポリエステル、ポリウレタンアクリレート、及びエポキシ、並びにこれらの混合物又はコポリマーを含んでもよい。耐候層75は、とりわけ、ヒドロキシフェニルトリアジン、ヒドロキシベンゾフェノン、ヒドロキシフェニルベンゾトリアゾール、ヒドロキシフェニルトリアジン、ポリアロイルレゾルシノール、2−(3−トリエトキシシリルプロピル)−4,6−ジベンゾイルレゾルシノール)(SDBR)、4,6−ジベンゾイルレゾルシノール(DBR)、及びシアノアクリレートなどの紫外線(UV)吸収分子を好ましくは含んでおり、下層のプラスチックパネル及び印刷されたインクを、屋外環境への曝露によって引き起こされる分解から保護する。
【0037】
耐候層75は、1つの均一層又はプライマー及びトップコートなどの複数のサブ層を含んでもよい。プライマーは、典型的には、トップコートをプラスチックパネルに接着させるのを促進する。プライマーは、限定するものではないが、例えば、アクリル、ポリエステル、エポキシ、及びこれらのコポリマー及び混合物を含んでもよい。同様に、トップコートは、限定するものではないが、ポリメチルメタクリレート、ポリフッ化ビニリデン、ポリフッ化ビニル、ポリプロピレン、ポリエチレン、ポリウレタン、シリコーン、ポリメタクリレート、ポリウレタンアクリレート、ポリアクリレート、ポリフッ化ビニリデン、シリコンハードコート、及びこれらの混合物又はコポリマーを含んでもよい。複数のサブ層を含む耐候層75の1つの具体例は、アクリルプライマー(SHP401若しくはSHP470、Momentive Performance Materials、Waterford、NY;又はSHP−9X、Exatec LLC、Wixom、MI)とシリコンハードコート(AS4000又はAS4700、Momentive Performance Materials;又はSHX、Exatec LLC)の組合せがある。
【0038】
耐候層75に、例えば、プライマー及びトップコートのいずれか又は両方に、とりわけ、着色剤(染料)、レオロジー調整剤、離型剤、酸化防止剤、及びIR吸収又は反射顔料などの様々な添加剤を添加してもよい。添加剤のタイプ及び各添加剤の量は、窓として使用するための仕様及び必要条件を満たすためにプラスチックグレージングパネルによって要求される性能によって決定される。
【0039】
耐磨耗層80は、酸化アルミニウム、フッ化バリウム、窒化ホウ素、酸化ハフニウム、フッ化ランタン、フッ化マグネシウム、酸化マグネシウム、酸化スカンジウム、一酸化ケイ素、二酸化ケイ素、窒化ケイ素、シリコンオキシナイトライド、シリコンオキシカーバイド、水素化シリコンオキシカーバイド、シリコンカーバイド、酸化タンタル、酸化チタン、酸化スズ、酸化インジウムスズ、酸化イットリウム、酸化亜鉛、セレン化亜鉛、硫化亜鉛、酸化ジルコニウム、チタン酸ジルコニウム、又はこれらの混合物若しくはブレンドを含んでもよい。好ましくは、耐磨耗層80は、堆積層中に残存する炭素及び水素原子の量に応じて、SiOxからSiOxCyHzの範囲の組成を含む。この好ましいシリコンオキシカーバイド層は、次のカプセル化材料の接着に適した表面特性を提供する。
【0040】
カプセル25は、限定するものではないが、ポリ塩化ビニル(PVC)、熱可塑性エラストマー、ウレタン、及び熱可塑性オレフィンを含む、当業者には知られている任意のカプセル化材料を含んでもよい。場合によっては、カプセル及び耐磨耗層の間の接着を促進するために、接着促進剤85を使用してもよい。このような接着促進剤の例には、とりわけ、アクリルポリマー、ウレタン、オルガノシラン、及び塩素化ポリオレフィンポリマーが含まれる。
【0041】
このカプセル化グレージングパネルは、当業者には知られている任意の手段を介して、車両中の開口に取り付けるか又は固定してもよい。このような手段には、限定するものではないが、クリップ又は締結具の使用及び接着剤の使用を介した接合が含まれる。
【0042】
カプセル化グレージングパネルを車両上に使用することができる前に、グレージングパネルは、仕上がった、カプセル化プラスチックグレージングパネルか、又はカプセル化グレージングパネルを代表するより小さな試験片又はクーポンのいずれかを用いて行われる、相手先商標製品による製造会社(OEM)によって規定された一連の試験に合格しなければならない。クーポンが使用される1つの非常に要求の厳しい一連の試験は、ホンダ技研工業によって仕様番号N/Kとして規定されている。この試験において、カプセル化グレージングシステムのクーポンを様々な条件に曝露し、次いでこのカプセルをプラスチックグレージングパネルからせん断負荷及び剥離負荷の両方の下で引き離す。この一連の試験の各試験で合格するためには、カプセルをグレージングパネルから剥離したときに観察される破壊様式が、カプセルの100%の凝集破壊でなければならない。プラスチックグレージングパネル内の任意の界面(例えば、プラスチックパネルとインク、インクと耐候層、又は耐候層と耐磨耗層の間)、或いはグレージングパネルとカプセルの間のいずれの接着の低下も不成功となる。
【0043】
仕上がった、カプセル化グレージングパネルについて行われる標準的な一連の試験の例は、General Motorsによって試験仕様番号GM−3611として規定されている。クーポン試験と同様に、この一連の試験で完全なグレージングパネルは、様々な条件に曝露され、カプセルの凝集強度が剥離−及びせん断指向の引張試験の両方を実施することによって評価される。このシリーズの各試験で合格するためには、カプセルとプラスチックグレージングパネルの剥離に対して観察される破壊様式がカプセルの100%の凝集破壊でなければならない。プラスチックグレージングパネル内の任意の界面、又はグレージングパネルとカプセルの間のいずれの接着の低下も不合格となる。完全なカプセル化グレージングパネル及び試験クーポンが曝露される実際の条件を、それぞれ表1及び2に示す。
【実施例】
【0044】
以下の具体例は、本発明を例示するために提供されており、本発明の範囲を限定するものと解釈するべきでない。
【0045】
(例1)
カプセル化プラスチックグレージングパネルの試験
複数のプラスチックグレージングパネルを、Lexan(登録商標)ポリカーボネートシート(SABIC Innovative Plastics、Pittsfield、Massachusetts)を用いて、固定サイドウインドウとしてGeneral MotorのTrailblazer SUVに適合するように成形した。成形したプラスチックパネルに熱硬化性インク(Exatec(登録商標)PIX、Exatec LLC、Wixom、Michigan)を用いて不透明な縁取りを印刷し、次に、製造者の仕様書に従って硬化させた。アクリルプライマー(SHP401、Momentive Performance Materials、Waterford、New York)及びシリコンハードコート(SHX、Exatec LLC)を含む耐候層を不透明な縁取り及びプラスチックパネルを覆って適用した。耐候層の上に、シリコンオキシカーバイドの耐磨耗層を膨張アークプラズマ強化化学蒸着を用いて堆積した。得られたプラスチックグレージングパネルは、Exatec(登録商標)500グレージングシステム(Exatec LLC、Wixom、Michigan)として知られている。
【0046】
次いで、不透明な縁取りに沿ってグレージングパネルの周辺の周りに、接着促進剤を適用した。この接着促進剤を、IR加熱発生源を用いてグレージングパネルの両面を同時に加熱することによって硬化又は活性化した。このグレージングパネルを、金型中に配置し、ポリ塩化ビニル(Vi−Chem Corporation、Grand Rapids、Michigan)を射出して、カプセルを形成した。
【0047】
次いで、カプセル化プラスチックグレージングパネルを、General MotorsのGM−3611仕様書に従って試験した。表1に示すように、このカプセル化グレージングパネルは、PVCカプセルの100%の凝集破壊の結果となることによって、この仕様書に列挙されたすべて試験で合格することが認められた。この例は、本発明の一実施形態により調製されたカプセル化プラスチックグレージングパネルは、車両の窓として使用するための厳しいOEM要求事項で合格することができることを例示する。
【0048】
表1
【表1】
【0049】
(例2)
カプセル化グレージングクーポンの試験
複数のプラスチックグレージングクーポンを、Lexan(登録商標)ポリカーボネートシート(SABIC Innovative Plastics、Pittsfield、Massachusetts)を用いて、実質的に平坦であるように成形した。成形したプラスチッククーポンに熱硬化性インク(Exatec(登録商標)PIX、Exatec LLC、Wixom、Michigan)を用いて不透明な縁取りを印刷し、次に、製造者の仕様書に従って硬化させた。アクリルプライマー(SHP401、Momentive Performance Materials、Waterford、New York)及びシリコンハードコート(SHX、Exatec LLC)を含む耐候層を各不透明な縁取り及びプラスチッククーポンを覆って適用した。耐候層の上に、シリコンオキシカーバイドの耐磨耗層を膨張アークプラズマ強化化学蒸着を用いて堆積した。得られたプラスチックグレージングクーポンは、Exatec(登録商標)500グレージングシステム(Exatec LLC、Wixom、Michigan)として知られているグレージングシステムを表す。
【0050】
次いで、不透明な縁取りに沿って各グレージングクーポンの周辺の周りに、接着促進剤を適用した。この接着促進剤を、グレージングクーポンの両面を同時に加熱することによって硬化又は活性化した。このグレージングクーポンを、金型中に配置し、ポリ塩化ビニル(Vi−Chem Corporation、Grand Rapids、Michigan)を射出して、カプセルを形成した。
【0051】
次いで、カプセル化プラスチックグレージングクーポンを、ホンダ技研工業のN/K仕様書に従って試験した。表2に示すように、このカプセル化グレージングクーポンは、PVCカプセルの100%の凝集破壊の結果となることによって、この仕様書に列挙されたすべて試験で合格することが認められた。この例は、本発明の一実施形態により調製されたカプセル化プラスチックグレージングパネルは、車両の窓として使用するための厳しいOEM要求事項で合格することができることを例示する。
表2
【表2】
【0052】
(例3)
耐候層と耐磨耗層の接着の差
複数のプラスチックグレージングパネルを、Lexan(登録商標)ポリカーボネートシート(SABIC Innovative Plastics、Pittsfield、Massachusetts)を用いて、実質的に平坦なパネルに成形した。成形したプラスチックパネルに熱硬化性インク(Exatec(登録商標)PIX、Exatec LLC、Wixom、Michigan)を用いて不透明な縁取りを印刷し、次に、製造者の仕様書に従って硬化させた。アクリルプライマー(SHP−9X、Exatec LLC、Wixom、Michigan)及びシリコンハードコート(SHX、Exatec LLC)を含む耐候層を不透明な縁取り及びプラスチックパネルを覆って適用した。このパネルの約1/2の上に、シリコンオキシカーバイドの耐磨耗層を膨張アークプラズマ強化化学蒸着を用いて堆積した。得られたプラスチックグレージングパネルは、Exatec(登録商標)900グレージングシステム(Exatec LLC、Wixom、Michigan)として知られている。耐候層としての外層を有するグレージングパネルは(例えば、耐磨耗層が堆積されていない)、外部表面がシリコンハードコートである状況の代表的なものである。
【0053】
シリコンハードコート表面を有するグレージングパネル、及び耐磨耗層の外部表面を有するグレージングパネルの周辺に、接着促進剤及びウレタン接着剤ビードを適用した。この接着促進剤及びウレタン接着剤は、Dow Automotive、Auburn Hills、Michiganによって供給されるBETASEAL(商標)系として知られている。接着促進剤及びウレタン接着剤を製造者の仕様書に従って硬化させた。
【0054】
次いで、このグレージングパネルを、当業者にはDow Automotive AG、試験方法番号039E−カタプラズマ処理として知られているカタプラズマ試験にかけた。カタプラズマ試験は、ホンダ技研工業N/K試験仕様において行われる試験の1つとしても取り込まれている。カタプラズマ試験は、プラスチックグレージングパネルに加えてグレージングパネルの表面に適用された硬化された接着剤ビードを、高温高湿、続いて低温の衝撃に曝露する(即ち、グレージングパネルをぬれた綿中に70℃で7日間包み、続いて3時間−20℃にする)。この試験が完了し、室温(約23℃)で平衡させた後、各試験パネル上の接着剤ビードを引っ張り、接着剤の凝集破壊の程度を検査する。印刷されたプラスチックグレージングパネルがカタプラズマ試験で合格するためには、接着剤の凝集破壊が75%を超えなければならない。したがって、プラスチックグレージングパネルが上記の試験で合格するためには、グレージングパネル全体、即ち、プラスチックパネル15/硬化されたインク20/硬化された耐候層75/耐磨耗層80(存在する場合)は、様々な温度及び湿度条件で高レベルの加水分解安定性を示さなければならない。
【0055】
本発明者らは、接着促進剤及びウレタンと接触しているシリコンハードコート外部表面を有するプラスチックグレージングパネルは、ウレタンの約2%未満の凝集破壊を伴ってこの試験で不合格であることが分かった。シリコンハードコートと接着促進剤とウレタンの間のかなり不十分な接着が不合格を引き起こした。これにひきかえ、耐磨耗層の外部表面を取り込んでいる試験したすべての試料は、ウレタンの75%超の凝集破壊を伴って、この試験に合格することが判明した。この例は、シリコンハードコート表面と耐磨耗層の表面の間の性能の差異を例示する。この接着促進剤及びウレタンが類似の接着促進剤及びカプセルで置換された場合、同様の結果が得られる。
【0056】
先の説明により、以下の特許請求の範囲に記載の本開示の範囲から逸脱することなく、本開示に修正及び変更を加えることができることを当業者であれば理解するであろう。説明された、様々な測定値及び試験値は、様々な異なる試験方法によって得ることができる標準的な測定値であることを当業者であればさらに理解するであろう。実施例に記載された試験方法は、それぞれの要求される測定値を得るために利用可能な1つの方法を表すにすぎない。
【特許請求の範囲】
【請求項1】
自動車の窓又はサンルーフとして使用するためのプラスチックグレージングパネルであって、
A面、B面、及び側面を有する実質的に透明なプラスチックパネル(15);
プラスチックパネル(15)のB面と接触しており、プラスチックパネル(15)の周囲を実質的に取り囲む不透明な縁取り(20);
不透明な縁取り(20)及びプラスチックパネル(15)と接触している耐候層(75);
耐候層(75)と接触している耐磨耗層(80);及び
耐磨耗層(80)と接触しており、プラスチックパネル(15)の周辺を実質的に取り囲むカプセル(85);
を含む、プラスチックグレージングパネル。
【請求項2】
カプセル(85)が、プラスチックパネル(15)のA面、B面、及び側面を包み込む、請求項1に記載のプラスチックグレージングパネル。
【請求項3】
カプセル(85)が、ポリ塩化ビニル(PVC)、熱可塑性エラストマー、ウレタン、及び熱可塑性オレフィンの群から選択される1つである、請求項1に記載のプラスチックグレージングパネル。
【請求項4】
不透明な縁取り(20)及びプラスチックパネル(15)のB面と接触しているプラスチックフィルムをさらに含む、請求項1に記載のプラスチックグレージングパネル。
【請求項5】
該プラスチックフィルムが、耐候層(75)と接触している、請求項4に記載のプラスチックグレージングパネル。
【請求項6】
プラスチックパネル(15)が、熱可塑性又は熱硬化性ポリマー樹脂から作製される、請求項1に記載のプラスチックグレージングパネル。
【請求項7】
ポリマー樹脂が、ポリカーボネート、アクリル、ポリアリレート(polyarylate)、ポリエステル、ポリスルホン、及びこれらのコポリマー又は混合物から選択される1つである、請求項6に記載のプラスチックグレージングパネル。
【請求項8】
不透明な縁取り(20)が、ポリエステル系、ポリカーボネート系、及びアクリレート系結合剤からの1つとして選択される結合剤を含むインクである、請求項1に記載のプラスチックグレージングパネル。
【請求項9】
耐候層(75)が、シリコーン、ポリウレタン、アクリル、ポリエステル、エポキシ、及びこれらのコポリマー又は混合物から選択される1つである、請求項1に記載のプラスチックグレージングパネル。
【請求項10】
耐候層(75)が、UV線からプラスチックパネルを保護するために、紫外線吸収(UVA)分子を使用する、請求項9に記載のプラスチックグレージングパネル。
【請求項11】
耐候層(75)が、プライマー及びトップコートから構成されている、請求項9に記載のプラスチックグレージングパネル。
【請求項12】
耐磨耗層(80)が、酸化アルミニウム、フッ化バリウム、窒化ホウ素、酸化ハフニウム、フッ化ランタン、フッ化マグネシウム、酸化マグネシウム、酸化スカンジウム、一酸化ケイ素、二酸化ケイ素、窒化ケイ素、シリコンオキシナイトライド、シリコンオキシカーバイド、水素化シリコンオキシカーバイド、シリコンカーバイド、酸化タンタル、酸化チタン、酸化スズ、酸化インジウムスズ、酸化イットリウム、酸化亜鉛、セレン化亜鉛、硫化亜鉛、酸化ジルコニウム、チタン酸ジルコニウム、及びこれらの混合物又はブレンドから選択される1つである、請求項1に記載のプラスチックグレージングパネル。
【請求項13】
シリコンオキシカーバイド耐磨耗層(80)が、SiOxからSiOxCyHzの範囲の組成を有する、請求項12に記載のプラスチックグレージングパネル。
【請求項14】
自動車の窓又はサンルーフとして使用するためのプラスチックグレージングパネルを製造する方法であって、
A面及びB面を有するプラスチックパネル(15)を成形するステップ(30);
パネル(15)のB面と接触しており、パネル(15)の周囲を実質的に取り囲んでいる不透明な縁取り(20)をインクで印刷するステップ(35);
不透明な縁取り(20)のインクを硬化させるステップ(40);
印刷した縁取り(20)及びプラスチックパネル(15)上に耐候層(75)を適用するステップ(45);
耐候層(75)を硬化させるステップ(50);
耐候層(75)上に耐磨耗層(80)を堆積させるステップ(55);
軟質ガスケットを備える金型中にプラスチックパネル(15)を配置するステップ(60);
プラスチックパネル(15)の周辺を実質的に取り囲むカプセル(85)を形成する(65)ために、エラストマー性材料を射出するステップ;及び
プラスチックパネル(15)を金型から取り出すステップ(70);
を含む、方法。
【請求項15】
エラストマー性材料を射出するステップ(65)が、プラスチックパネルのA面、B面、及び端を包み込むカプセル(85)を形成する、請求項14に記載のプラスチックグレージングパネルを製造する方法。
【請求項16】
カプセル(85)を形成するためにプラスチックパネル(15)を金型中に配置する(60)前に、プラスチックパネル(15)のB面の周辺を取り囲んでいる耐磨耗層(80)の上に接着促進剤(25)を適用するステップをさらに含む、請求項14に記載のプラスチックグレージングパネルを製造する方法。
【請求項17】
窓の形状を実質的に変形させることなく接着促進剤(25)を活性化するためにプラスチックパネル(15)のA面及びB面上で一時的に近傍においてプラスチックパネルを加熱するステップをさらに含む、請求項16に記載のプラスチックグレージングパネルを製造する方法。
【請求項18】
プラスチックパネル(15)を成形するステップ(30)が、射出成型、ブロー成型、圧縮成型、熱成形、真空成形、及び冷間成形から選択される方法を含む、請求項14に記載のプラスチックグレージングパネルを製造する方法。
【請求項19】
インクを印刷するステップ(35)が、スクリーン印刷、パッド印刷、又はインクジェット印刷から選択される方法を含む、請求項14に記載のプラスチックグレージングパネルを製造する方法。
【請求項20】
インクを硬化させるステップ(40)が、風乾、UV吸収、熱吸収、縮合付加、熱的からみ合い、カチオン若しくはアニオン種によって誘起される架橋、又はこれらの組合せの1つとして選択される方法を使用する、請求項14に記載のプラスチックグレージングパネルを製造する方法。
【請求項21】
耐候層(75)を適用するステップ(45)が、流し塗り、スプレーコーティング、カーテンコーティング、ディップコーティング、又はスピンコーティングの1つとして選択される方法を使用する、請求項14に記載のプラスチックグレージングパネルを製造する方法。
【請求項22】
耐候層(75)を硬化させるステップ(50)が、風乾、UV吸収、熱吸収、縮合付加、熱的からみ合い、カチオン若しくはアニオン種によって誘起される架橋、及びこれらの組合せの1つとして選択されるメカニズムを含む、請求項14に記載のプラスチックグレージングパネルを製造する方法。
【請求項23】
耐磨耗層(80)を堆積させるステップ(55)が、真空蒸着技術を使用する、請求項14に記載のプラスチックグレージングパネルを製造する方法。
【請求項24】
耐磨耗層(80)を堆積させるステップ(55)が、プラズマ強化化学蒸着(PECVD)、膨張熱プラズマPECVD、プラズマ重合、光化学蒸着、イオンビーム蒸着、イオンプレーティング蒸着、陰極アーク蒸着、スパッタリング、蒸着、ホローカソード活性化蒸着、マグネトロン活性化蒸着、活性化反応性蒸着、熱化学蒸着、及び任意の既知のゾル−ゲルコーティング法から選択される真空蒸着技術を使用する、請求項23に記載のプラスチックグレージングパネルを製造する方法。
【請求項25】
インクでプラスチックパネル(15)上に不透明な縁取り(20)を印刷するステップ(35)及びインクを硬化させるステップ(40)が、
インクでプラスチックフィルム上に不透明な縁取り(20)を印刷するステップ;
プラスチックフィルム上のインクを硬化させるステップ;及び
不透明な縁取り(20)がプラスチックパネル(15)の周囲を実質的に取り囲むように、不透明な縁取り(20)及びプラスチックフィルムをプラスチックパネル(15)のB面に形成し、接着させるステップ;
で置き換えられる、請求項14に記載のプラスチックグレージングパネルを製造する方法。
【請求項1】
自動車の窓又はサンルーフとして使用するためのプラスチックグレージングパネルであって、
A面、B面、及び側面を有する実質的に透明なプラスチックパネル(15);
プラスチックパネル(15)のB面と接触しており、プラスチックパネル(15)の周囲を実質的に取り囲む不透明な縁取り(20);
不透明な縁取り(20)及びプラスチックパネル(15)と接触している耐候層(75);
耐候層(75)と接触している耐磨耗層(80);及び
耐磨耗層(80)と接触しており、プラスチックパネル(15)の周辺を実質的に取り囲むカプセル(85);
を含む、プラスチックグレージングパネル。
【請求項2】
カプセル(85)が、プラスチックパネル(15)のA面、B面、及び側面を包み込む、請求項1に記載のプラスチックグレージングパネル。
【請求項3】
カプセル(85)が、ポリ塩化ビニル(PVC)、熱可塑性エラストマー、ウレタン、及び熱可塑性オレフィンの群から選択される1つである、請求項1に記載のプラスチックグレージングパネル。
【請求項4】
不透明な縁取り(20)及びプラスチックパネル(15)のB面と接触しているプラスチックフィルムをさらに含む、請求項1に記載のプラスチックグレージングパネル。
【請求項5】
該プラスチックフィルムが、耐候層(75)と接触している、請求項4に記載のプラスチックグレージングパネル。
【請求項6】
プラスチックパネル(15)が、熱可塑性又は熱硬化性ポリマー樹脂から作製される、請求項1に記載のプラスチックグレージングパネル。
【請求項7】
ポリマー樹脂が、ポリカーボネート、アクリル、ポリアリレート(polyarylate)、ポリエステル、ポリスルホン、及びこれらのコポリマー又は混合物から選択される1つである、請求項6に記載のプラスチックグレージングパネル。
【請求項8】
不透明な縁取り(20)が、ポリエステル系、ポリカーボネート系、及びアクリレート系結合剤からの1つとして選択される結合剤を含むインクである、請求項1に記載のプラスチックグレージングパネル。
【請求項9】
耐候層(75)が、シリコーン、ポリウレタン、アクリル、ポリエステル、エポキシ、及びこれらのコポリマー又は混合物から選択される1つである、請求項1に記載のプラスチックグレージングパネル。
【請求項10】
耐候層(75)が、UV線からプラスチックパネルを保護するために、紫外線吸収(UVA)分子を使用する、請求項9に記載のプラスチックグレージングパネル。
【請求項11】
耐候層(75)が、プライマー及びトップコートから構成されている、請求項9に記載のプラスチックグレージングパネル。
【請求項12】
耐磨耗層(80)が、酸化アルミニウム、フッ化バリウム、窒化ホウ素、酸化ハフニウム、フッ化ランタン、フッ化マグネシウム、酸化マグネシウム、酸化スカンジウム、一酸化ケイ素、二酸化ケイ素、窒化ケイ素、シリコンオキシナイトライド、シリコンオキシカーバイド、水素化シリコンオキシカーバイド、シリコンカーバイド、酸化タンタル、酸化チタン、酸化スズ、酸化インジウムスズ、酸化イットリウム、酸化亜鉛、セレン化亜鉛、硫化亜鉛、酸化ジルコニウム、チタン酸ジルコニウム、及びこれらの混合物又はブレンドから選択される1つである、請求項1に記載のプラスチックグレージングパネル。
【請求項13】
シリコンオキシカーバイド耐磨耗層(80)が、SiOxからSiOxCyHzの範囲の組成を有する、請求項12に記載のプラスチックグレージングパネル。
【請求項14】
自動車の窓又はサンルーフとして使用するためのプラスチックグレージングパネルを製造する方法であって、
A面及びB面を有するプラスチックパネル(15)を成形するステップ(30);
パネル(15)のB面と接触しており、パネル(15)の周囲を実質的に取り囲んでいる不透明な縁取り(20)をインクで印刷するステップ(35);
不透明な縁取り(20)のインクを硬化させるステップ(40);
印刷した縁取り(20)及びプラスチックパネル(15)上に耐候層(75)を適用するステップ(45);
耐候層(75)を硬化させるステップ(50);
耐候層(75)上に耐磨耗層(80)を堆積させるステップ(55);
軟質ガスケットを備える金型中にプラスチックパネル(15)を配置するステップ(60);
プラスチックパネル(15)の周辺を実質的に取り囲むカプセル(85)を形成する(65)ために、エラストマー性材料を射出するステップ;及び
プラスチックパネル(15)を金型から取り出すステップ(70);
を含む、方法。
【請求項15】
エラストマー性材料を射出するステップ(65)が、プラスチックパネルのA面、B面、及び端を包み込むカプセル(85)を形成する、請求項14に記載のプラスチックグレージングパネルを製造する方法。
【請求項16】
カプセル(85)を形成するためにプラスチックパネル(15)を金型中に配置する(60)前に、プラスチックパネル(15)のB面の周辺を取り囲んでいる耐磨耗層(80)の上に接着促進剤(25)を適用するステップをさらに含む、請求項14に記載のプラスチックグレージングパネルを製造する方法。
【請求項17】
窓の形状を実質的に変形させることなく接着促進剤(25)を活性化するためにプラスチックパネル(15)のA面及びB面上で一時的に近傍においてプラスチックパネルを加熱するステップをさらに含む、請求項16に記載のプラスチックグレージングパネルを製造する方法。
【請求項18】
プラスチックパネル(15)を成形するステップ(30)が、射出成型、ブロー成型、圧縮成型、熱成形、真空成形、及び冷間成形から選択される方法を含む、請求項14に記載のプラスチックグレージングパネルを製造する方法。
【請求項19】
インクを印刷するステップ(35)が、スクリーン印刷、パッド印刷、又はインクジェット印刷から選択される方法を含む、請求項14に記載のプラスチックグレージングパネルを製造する方法。
【請求項20】
インクを硬化させるステップ(40)が、風乾、UV吸収、熱吸収、縮合付加、熱的からみ合い、カチオン若しくはアニオン種によって誘起される架橋、又はこれらの組合せの1つとして選択される方法を使用する、請求項14に記載のプラスチックグレージングパネルを製造する方法。
【請求項21】
耐候層(75)を適用するステップ(45)が、流し塗り、スプレーコーティング、カーテンコーティング、ディップコーティング、又はスピンコーティングの1つとして選択される方法を使用する、請求項14に記載のプラスチックグレージングパネルを製造する方法。
【請求項22】
耐候層(75)を硬化させるステップ(50)が、風乾、UV吸収、熱吸収、縮合付加、熱的からみ合い、カチオン若しくはアニオン種によって誘起される架橋、及びこれらの組合せの1つとして選択されるメカニズムを含む、請求項14に記載のプラスチックグレージングパネルを製造する方法。
【請求項23】
耐磨耗層(80)を堆積させるステップ(55)が、真空蒸着技術を使用する、請求項14に記載のプラスチックグレージングパネルを製造する方法。
【請求項24】
耐磨耗層(80)を堆積させるステップ(55)が、プラズマ強化化学蒸着(PECVD)、膨張熱プラズマPECVD、プラズマ重合、光化学蒸着、イオンビーム蒸着、イオンプレーティング蒸着、陰極アーク蒸着、スパッタリング、蒸着、ホローカソード活性化蒸着、マグネトロン活性化蒸着、活性化反応性蒸着、熱化学蒸着、及び任意の既知のゾル−ゲルコーティング法から選択される真空蒸着技術を使用する、請求項23に記載のプラスチックグレージングパネルを製造する方法。
【請求項25】
インクでプラスチックパネル(15)上に不透明な縁取り(20)を印刷するステップ(35)及びインクを硬化させるステップ(40)が、
インクでプラスチックフィルム上に不透明な縁取り(20)を印刷するステップ;
プラスチックフィルム上のインクを硬化させるステップ;及び
不透明な縁取り(20)がプラスチックパネル(15)の周囲を実質的に取り囲むように、不透明な縁取り(20)及びプラスチックフィルムをプラスチックパネル(15)のB面に形成し、接着させるステップ;
で置き換えられる、請求項14に記載のプラスチックグレージングパネルを製造する方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公表番号】特表2010−525984(P2010−525984A)
【公表日】平成22年7月29日(2010.7.29)
【国際特許分類】
【出願番号】特願2010−506640(P2010−506640)
【出願日】平成20年5月1日(2008.5.1)
【国際出願番号】PCT/US2008/062251
【国際公開番号】WO2008/134771
【国際公開日】平成20年11月6日(2008.11.6)
【出願人】(505365404)エクスアテック、エル.エル.シー. (51)
【Fターム(参考)】
【公表日】平成22年7月29日(2010.7.29)
【国際特許分類】
【出願日】平成20年5月1日(2008.5.1)
【国際出願番号】PCT/US2008/062251
【国際公開番号】WO2008/134771
【国際公開日】平成20年11月6日(2008.11.6)
【出願人】(505365404)エクスアテック、エル.エル.シー. (51)
【Fターム(参考)】
[ Back to top ]