
カーテンの襞付け方法及び襞付け器具
【課題】簡素な構成でカーテン生地のセットが容易でありながら良好な襞を確実に附形できるカーテンの襞付け方法を提供する。
【解決手段】予め襞形状に湾曲させた二枚の波形型紙21の間にカーテン生地20を挟み込んだ挟持体25の各山部25aの裏面に、該各山部25aと同じ形状の支持面11cを有する保形部材11を配したうえで、これらの外周を帯ベルト15で圧締めした状態で蒸熱する。各保形部材11を互いに連結して一つの襞付け器具10とし、挟持体25を襞付け器具10上に載置セットする。帯ベルト15の内側には、添え板16を配している。各保形部材11は中空筒状であり、全体にわたって複数の通気孔13を穿設している。
【解決手段】予め襞形状に湾曲させた二枚の波形型紙21の間にカーテン生地20を挟み込んだ挟持体25の各山部25aの裏面に、該各山部25aと同じ形状の支持面11cを有する保形部材11を配したうえで、これらの外周を帯ベルト15で圧締めした状態で蒸熱する。各保形部材11を互いに連結して一つの襞付け器具10とし、挟持体25を襞付け器具10上に載置セットする。帯ベルト15の内側には、添え板16を配している。各保形部材11は中空筒状であり、全体にわたって複数の通気孔13を穿設している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、カーテンに襞を付ける方法と、これに用いる襞付け器具に関する。
【背景技術】
【0002】
従来から、カーテンへ室内インテリア的な要素を付与して意匠性を高めるため、上下方向のドレープと呼ばれる襞が形成されている。当該襞の形成方法としては、大別すると二種類ある。第1の方法としては、カーテン生地の上縁を幅方向に重ねて縫製し、複数のタックを形成する方法である。第2の方法では、カーテン生地を二枚の波形型紙の間に挟んで加熱冷却することで、襞を附形する方法である。しかし、第1の方法では、複数のタックを形成する分カーテンの幅寸法が減少してしまう。また、タックの直下では襞が良好に現出しているとしても、カーテンの下部では襞が崩れてしまい、カーテンの上下両端に亘って綺麗な襞を形成することは困難であった。
【0003】
第2の方法としては、例えば下記特許文献1がある。特許文献1では、予め襞形状に湾曲させた二枚の波形型紙を伸長させた状態で両型紙の間にカーテン生地を挟み込んだ後、型紙の波形を復元させ、これに蒸熱と冷却とを繰り返してカーテン生地に襞を附形している。詳しくは、二枚の型紙を上下に重ねた状態でその一端を固定し、他端から上方の型紙を捲り上げてカーテン生地を挟み込む。次いで、カーテン生地を挟んだ二枚の型紙の上下両方向から複数の棒状の押圧部材を交互に押し当てて襞形状を安定させる。そのうえで、これらの上面及び下面に板部材を当てたうえで紐で固定し、処理釜において110℃以上の過熱蒸気での蒸熱と冷却とを繰り返している。
【0004】
また、カーテン生地を両方向から挟んだ状態で加熱冷却して襞を附形する技術として、ほかに特許文献2や特許文献3がある。これらは、それぞれ複数の押圧部材が等間隔に配され、双方の押圧部材が互い違いとなる上枠と下枠とによってカーテン生地を波状に挟み込んだ状態で、加熱冷却している。特許文献2では、各押圧部材の先端にヒータパイプを設けている。特許文献3では、上枠と下枠とで挟んだカーテン生地の両端をクリップ固定できる構成となっている。
【0005】
また、特許文献1の改良技術として、特許文献4や特許文献5もある。特許文献4では、全体に亘って複数の通気孔が穿設された所定の襞形状を有する通気性襞型上にカーテン生地を載置し、襞型の下方から吸引することでカーテン生地を襞型に固定している。これにより、カーテン生地が襞型の襞形状に沿って配される。そして、襞型と共にカーテン生地を移動させながら熱風によって附形することで、連続処理を可能としている。特許文献5では、カーテン生地に熱可塑性樹脂および熱硬化性樹脂の混合物を含浸させ、熱硬化性樹脂が硬化しない程度の低温で乾燥し、次いで所望のカーテンの形状に縫製した後、該カーテン生地を密閉可能な襞付プレスの上型と下型との間に挟み、一方の型から過熱蒸気を噴出することによりカーテン生地を蒸熱で処理して熱硬化性樹脂を硬化させ、冷却している。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特公平4−23025号公報
【特許文献2】特開平9−111652号公報
【特許文献3】特開2004−244744号公報
【特許文献4】特開平9−132866号公報
【特許文献5】特開平8−187161号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
特許文献1〜3では、互い違いの押圧部材によってカーテン生地を両方向から挟み込んで襞形状に保持しているので、組み立てセット作業(挟み込み作業)が容易ではない。しかも、特許文献1では押圧部材の具体的構成が開示されておらず、どのようにセットされるかは不明である。特許文献2,3では上枠と下枠を使用しているので、カーテン生地をセットした状態の保形ユニット重量が大きくなり、処理釜内への搬送にも労を要する。
【0008】
また、特許文献1及び特許文献2では、挟持されたカーテン生地の両端は固定されていない。これでは、カーテン生地に弛みが生じ得る。この状態で加熱冷却しても、良好な襞を附形することはできない。なお、特許文献1では紐で固定しているが、カーテン生地をセットした保形ユニットの反り返りを防止する程度であって、積極的に圧締めしている訳ではない。これに対し特許文献3では、挟持したカーテン生地の両端をクリップ固定している。これにより、カーテン生地には幅方向へ一定のテンションが作用するので、良好な襞を形成し得る。しかし、上枠と下枠とによって挟持したうえでクリップ固定するのは、煩雑である。
【0009】
特許文献4では、所定の襞形状を有する襞型上にカーテン生地を載置するだけなので、カーテン生地のセットが容易である。しかし、襞型の下方から吸引することでカーテン生地を襞型に固定しているだけなのでカーテン生地が安定せず、良好に襞形状を転写するには限界がある。吸引力を高めればカーテン生地を襞型へ強固に密着させることができるが、その場合、通気孔形状もカーテン生地に転写されるおそれがある。一方、特許文献5では、カーテン生地に熱可塑性樹脂及び熱硬化性樹脂の混合物を含浸させているので、材料コストが嵩んでしまう。
【0010】
そこで、本発明は上記課題を解決するものであって、簡素な構成でカーテン生地のセットが容易でありながら良好な襞を確実に附形できる、カーテンの襞付け方法、及びこれに使用する襞付け器具を提供する。
【課題を解決するための手段】
【0011】
上記課題を解決する手段として、カーテン生地に熱を加えて襞を附形するカーテンの襞付け方法であって、予め襞形状に湾曲させた二枚の波形型紙の間にカーテン生地を挟み込んだ挟持体に対し、該挟持体の襞形状の各山部の裏面に、それぞれ前記各山部と同じ形状の支持面を有する保形部材を配したうえで、これらの外周を帯ベルトで圧締めした状態で蒸熱して、前記カーテン生地に襞を附形する方法が提案される。
【0012】
このとき、各山部の裏面には、個々独立した保形部材単体をそれぞれ配すこともできるが、前記各保形部材を互いに連結して、複数の保形部材が並列した一つの襞付け器具とすることが好ましい。この場合、前記二枚の型紙の間にカーテン生地を挟み込んだ挟持体は、前記襞付け器具上に載置すればよい。
【0013】
また、前記襞付け器具を、前記各保形部材の間隔を拡縮可能なように左右方向へ伸縮自在としたうえで、前記挟持体は前記襞付け器具をある程度拡げた状態で載置し、前記帯ベルトで圧締めする際に、前記挟持体の襞形状の谷部を前記各保形部材の間に挟み込むことが好ましい。
【0014】
また、前記帯ベルトで圧締めする際には、該帯ベルトの内側に添え板を配すことが好ましい。さらに、前記帯ベルトの端部には、面ファスナーを設けることが好ましい。
【0015】
また、カーテン生地を襞形状に保形した状態で蒸熱して、前記カーテン生地に襞を附形する際に前記襞形状を保形するための襞付け器具であって、それぞれ前記襞形状の山部と同じ形状の支持面を有する複数の保形部材が並設されており、前記各保形部材が、該各保形部材に回動自在に軸支されたリンクを介して、互いの間隔を拡縮自在に連結されている襞付け器具も提案される。
【0016】
前記各保形部材は、平坦な底面を有する中空筒状に形成することが好ましい。また、前記各保形部材には、全体にわたって複数の通気孔を穿設することが好ましい。
【発明の効果】
【0017】
本発明の襞付け方法によれば、二枚の型紙の間にカーテン生地を挟み込んだ挟持体の襞形状の各山部の裏面に保形部材を配したうえで、これらの外周を帯ベルトで圧締めした状態で蒸熱しているので、カーテン生地を襞形状で確り固定することができる。この状態で蒸熱することで、良好な襞が確実に附形されたカーテンを得ることができる。また、保形部材は挟持体の裏面のみに配せばよいので、上枠と下枠とによって挟み込むよりも簡単にセットすることができる。しかも、挟持体の片面(裏面)のみに保形部材を配しているだけなので、帯ベルトで圧締めした保形ユニットの重量も、上枠と下枠とを使用した保形ユニットに比べて軽量化することができる。また、カーテン生地には帯ベルトによる締圧力が作用しているので、従来技術よりも低い温度でも確実に襞を附形することが可能となる。従来技術よりも低温で処理できれば、エネルギーコストの削減にも有利となる。
【0018】
各保形部材を互いに連結した一つの襞付け器具とすれば、挟持体を襞付け器具上に載置すればよいだけなので、挟持体のセットがより簡単となる。
【0019】
襞付け器具を左右方向へ伸縮自在としていれば、種々のピッチの襞形状へ対応させることができる。しかも、襞付け器具をある程度拡げた状態で挟持体を載置し、帯ベルトで圧締めする際に襞形状の谷部を各保形部材の間に挟み込んでいれば、凹凸がはっきりした綺麗な襞を附形することができ、カーテンの意匠性が向上する。
【0020】
帯ベルトで圧締めする際に添え板を配しておけば、帯ベルトの締圧力による保形ユニットの座屈ないし反り返りを防止することができる。帯ベルトの端部に面ファスナーを設けておけば、帯ベルトの巻き付けが容易である。また、種々の保形ユニット寸法に対応させることができるほか、帯ベルトによる締圧力の調整も可能となる。
【0021】
また、本発明の襞付け器具によれば、簡素な構成でカーテン生地のセットが容易でありながら、良好な襞を確実に附形できる。各保形部材の底面が平坦であれば、襞付け器具の底面も平坦となる。これにより、複数の保形ユニットを安定して上下に重ねることができる。複数の保形ユニットを上下に安定して重ねられれば、保管面積の縮小に有利である。また、一度に複数の保形ユニットを処理釜へ搬入できるので、処理効率(生産性)も向上する。各保形部材が中空筒状であれば、襞付け器具を軽量化できる。このとき、各保形部材に通気孔を穿設しておけば、蒸気による加熱効率が向上するので、より効率良く襞を附形することができる。また、生産性も向上する。
【図面の簡単な説明】
【0022】
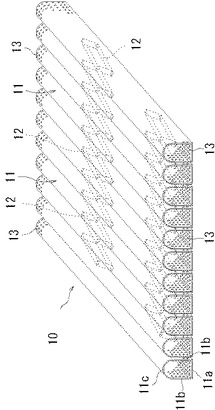
【図1】襞付け器具を縮めた状態の斜視図である。
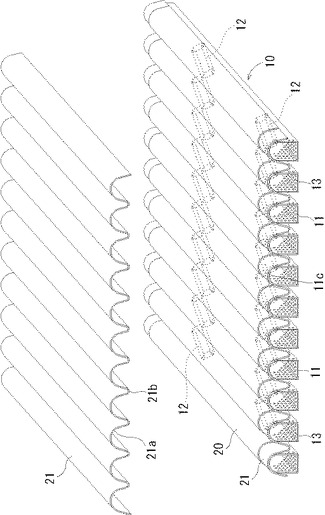
【図2】襞付け器具を拡げた状態の斜視図である。
【図3】襞付け器具へカーテン生地をセットする状態を示す斜視図である。
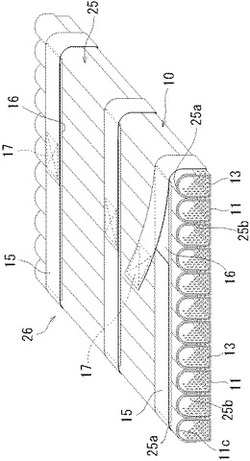
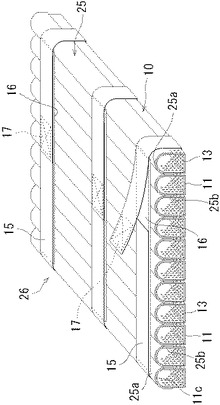
【図4】帯ベルトで圧締めした状態の斜視図である。
【図5】処理釜の断面模式図である。
【発明を実施するための最良の形態】
【0023】
以下に、図面を参照しながら本発明の代表的な実施形態について説明するが、これに限定されることはなく、本発明の要旨を変更しない範囲で種々の変更が可能である。本実施形態では、予め襞形状に湾曲させた二枚の波形型紙の間にカーテン生地を挟み込んだ挟持体に対し、該挟持体の襞形状の各山部の裏面にそれぞれ保形部材を配したうえで、これらの外周を帯ベルトで圧締めした状態で蒸熱して、カーテン生地に襞を附形する。先ず、カーテン生地を襞形状で保形する保形部材について説明する。
【0024】
図1に示すように、各保形部材11は中空筒状の部材であって、平坦な底面11aと、該底面11aの左右側縁から上方へ立設する側面11bと、左右両側面11bの上縁を繋ぎ、保形部材11の天面となる支持面11cとから成る。各保形部材11の長さは、成型するカーテン生地20(図3参照)の長さ(高さ)より長く形成されている。各保形部材11の支持面11cは、附形したい襞の山部、すなわち型紙21における各山部21a(図3参照)の形状と同じ形状となっている。詳しくは、型紙21における各山部21aと同じ曲率半径の湾曲面となっている。各保形部材11の幅寸法(左右寸法)は、附形したい襞の山部のピッチとなる。
【0025】
各保形部材11には、全体にわたって複数の通気孔13が穿設されている。各保形部材11は、帯ベルト15(図4参照)の圧締力によって変形しない程度の強度と、カーテン生地20を附形する際の熱によって変形しない程度の耐熱性を有する素材であれば、特に限定されない。具体的には、ステンレスやアルミニウム等の金属、セラミックス、木材のほか、融点ないし軟化点が150℃程度以上の合成樹脂も使用できる。中でも、強度、耐熱性、成形性、コスト等の点において金属又は木材が好ましい。最も好ましくは、強度確保と軽量化が可能なアルミニウムである。
【0026】
各保形部材11同士は左右に並列されて、一つの襞付け器具10とされている。各保形部材11同士は、隣り合う保形部材11間に回動自在に軸支されたリンク棒12を介して互いに連結されている。これにより、襞付け器具10は、各保形部材11の間隔を拡縮可能となっている。すなわち、図1に示す縮めた状態と、図2に示す拡張した状態(伸ばした状態)との間において、左右方向へ伸縮自在となっている。各リンク棒12は、各保形部材11の底面11aの下面に設けられている。リンク棒12は、襞付け器具10(各保形部材11)の長手方向両端部に二列設けられている。襞付け器具10を縮めた状態における幅寸法は、附形したいカーテン生地20の幅寸法より大きい。これに応じて、襞付け器具10における保形部材11の並列数も設定される。襞付け器具10における保形部材11の並列数は、少なくとも型紙21における山部21aの数以上である。
【0027】
次に、カーテン生地20への襞付け方法について説明する。先ず、図3に示すように、襞付け器具10をある程度伸ばして各保形部材11の間隔を拡げた状態で型紙21を載置する。型紙21は厚紙(耐熱用クラフト紙)から成り、公知の手段によって予め複数の山部21aと谷部21bとが交互に連続する襞形状に湾曲附形されている。したがって、型紙21の各山部21aの裏面に各保形部材11の支持面11cが配されるように載置する。次いで、襞付け器具10上に載置した型紙21の上方に、予め所定寸法に裁断されたカーテン生地20を載置する。なお、型紙21の面積(上下左右寸法)は、カーテン生地20の面積とほぼ同じである。次いで、カーテン生地20の上方に二枚目の型紙21を載置して押し付けることで、カーテン生地20を上下二枚の型紙21で挟持する。これにより、カーテン生地20が上下の型紙21の形状に沿って挟持された挟持体25が、襞付け器具10上に載置された状態となる。なお、襞付け器具10上には、カーテン生地20を二枚の型紙21で挟持した挟持体25としたうえで載置してもよい。
【0028】
次いで、図4に示すように、襞付け器具10を縮める。このとき、挟持体25の各谷部25bが、各保形部材11の間に挟み込まれる。一方、挟持体25の各山部25aの裏面には、各保形部材11の支持面11cによって確り支持されている。次いで、挟持体25が載置された襞付け器具10の周りを、挟持体25を含めて帯ベルト15によって圧締めし、保形ユニット26とする。このとき、帯ベルト15の内側には、添え板16を介在させておく。これにより、帯ベルト15の圧締力による保形ユニット26の座屈ないし反り返りが防止される。添え板16の長さは、少なくとも保形ユニット26すなわち縮めた状態における襞付け器具10の幅寸法の1/2以上、好ましくは僅かに短い程度とする。添え板16の素材も、帯ベルト15による圧締力によって変形しない程度の強度と、カーテン生地20を附形する際の熱によって変形しない程度の耐熱性を有する素材であれば、特に限定されない。具体的には、金属、セラミックス、木材などを使用できる。中でも、コスト面から木材が好ましい。
【0029】
帯ベルト15の先端部には、面ファスナー17が設けられている。これにより、帯ベルト15によって容易に圧締めできる。なお、帯ベルト15が不織布のように面ファスナー17が係着できる素材であれば、面ファスナー17は帯ベルト15の一端部のみに設ければよいが、帯ベルト15が面ファスナー17と係着しない素材であれば、帯ベルト15の他端部にも雌ファスナーを設けておく。帯ベルト15の巻きつけ本数は、襞付け器具10や挟持体25の長さや求められる圧締力などに応じて適宜設定すればよい。したがって、帯ベルト15は、保形ユニット26を確実に圧締めできれば、一本のみで巻きつけてもよいが、好ましくは複数本巻きつける。本実施形態では、三本の帯ベルト15によって圧締めした。
【0030】
次に、附形処理について説明する。図5に示すように、複数の保形ユニット26を台車30に積層したうえで処理釜31へ搬入し、蒸熱する。処理釜31は、耐熱性及び耐圧性を有する密閉容器である。処理釜31へは、ボイラー32から蒸気管33を介して蒸気が導入される。また、処理釜31には排気管34も連結されている。排気管34には、図外の真空ポンプが連結されている。保形ユニット26を処理釜31へ搬入したら、図外の真空ポンプによって処理釜内を真空脱気する。ある程度脱気できたところで、次いで、ボイラー32から処理釜31内へ蒸気を導入して加圧状態(例えば70〜80気圧程度)とし、カーテン生地20を加熱する。このとき、各保形部材11は長手方向両端が開口する中空筒状であり、且つ全体にわたって多数の通気孔13が穿設されていることで、カーテン生地20(挟持体25)へ迅速且つ的確に熱が作用する。
【0031】
ここでのカーテン生地20は、ポリエステル、ナイロン、アクリル等の熱可塑性樹脂繊維を主体とする生地である。これらは、単体繊維を使用しても良いし、これらの混合繊維を使用することもできる。これら熱可塑性樹脂繊維の使用量は、カーテン生地20において少なくとも50%以上とする。熱可塑性樹脂繊維の使用量が少ないと、蒸熱によって良好に附形できなくなるからである。したがって、熱可塑性樹脂繊維の使用量はできるだけ多い方が好ましい。好ましくは80%以上、最も好ましくは100%である。一方、カーテン生地20には、附形性を阻害しない範囲で、綿などの天然繊維や、レーヨンなどの半合成繊維を使用することもできる。
【0032】
カーテン生地20は、従来技術と同様に、蒸熱と加圧とによって所定の襞形状に附形される。そのうえで、本実施形態では、カーテン生地20は保形ユニット26によって的確に保形されながら、圧締力も作用している。これにより、襞形状が従来よりもくっきりと附形され、意匠性の良好なカーテンとすることができる。しかも、従来よりも低温で附形することができる。例えばポリエステル製のカーテン生地であれば、従来は過熱蒸気によって110〜130℃程度で蒸熱附形されていたが、本実施形態によれば、100℃未満(例えば95〜99℃程度)の過熱していない蒸気でも良好に附形できる。この場合、過熱に要するエネルギーコストを削減できる。実際に、ポリエステル100%のカーテン生地を、76気圧95℃の蒸気で18分間附形しても、良好な襞が現出していた。もちろん、100℃を超える過熱蒸気を使用してもよい。また、襞形状の各谷部(挟持体25の各谷部25b)が各保形部材11の間に挟まれているので、襞形状の各谷部は折り目のようになっている。これにより、従来の緩やかな湾曲形状が連続した襞よりもメリハリが付き、さらに意匠性が向上する。
【0033】
(変形例)
各保形部材11は、リンク棒12を介して互いに拡縮自在に連結した襞付け器具10とせず、別個独立した部材とすることもできる。この場合は、挟持体25の各山部25aの裏面に、順次保形部材11を配していけばよい。各保形部材11は、中空筒状に限らず、中実棒状とすることもできる。また、通気孔13は、必ずしも穿設しなくてもよい。各保形部材11の底面11aは平坦でなくてもよい。例えば底面11aは、V字型としたり、支持面11cと同様の円弧面としたりできる。また、側面11bはなくてもよい。この場合、底面11aを支持面11cと同様の円弧面とすれば、各保形部材11は円筒又は円柱形となる。さらには、底面11aと側面11bの双方を廃して、湾曲した支持面11cのみによって各保形部材11を構成することもできる。
【0034】
リンク棒12は、二列のみならず、一列又は三列以上設けることもできる。保形部材11の並列個数が少なければ、必ずしも添え板16を介在させなくともよい。帯ベルト15には、面ファスナー17以外にも、雄雌ボタン、通常のファスナー、又はフックなどによって係止することもできる。各保形ユニット26は、台車30に載置して処理釜31に搬入するほか、1つないし複数の保形ユニット26を直接処理釜31内へセットしてもよい。
【符号の説明】
【0035】
10 襞付け器具
11 保形部材
11c 支持面
12 リンク棒
13 通気孔
15 帯ベルト
16 添え板
17 面ファスナー
20 カーテン生地
21 型紙
25 挟持体
26 保形ユニット
31 処理釜
32 ボイラー
【技術分野】
【0001】
本発明は、カーテンに襞を付ける方法と、これに用いる襞付け器具に関する。
【背景技術】
【0002】
従来から、カーテンへ室内インテリア的な要素を付与して意匠性を高めるため、上下方向のドレープと呼ばれる襞が形成されている。当該襞の形成方法としては、大別すると二種類ある。第1の方法としては、カーテン生地の上縁を幅方向に重ねて縫製し、複数のタックを形成する方法である。第2の方法では、カーテン生地を二枚の波形型紙の間に挟んで加熱冷却することで、襞を附形する方法である。しかし、第1の方法では、複数のタックを形成する分カーテンの幅寸法が減少してしまう。また、タックの直下では襞が良好に現出しているとしても、カーテンの下部では襞が崩れてしまい、カーテンの上下両端に亘って綺麗な襞を形成することは困難であった。
【0003】
第2の方法としては、例えば下記特許文献1がある。特許文献1では、予め襞形状に湾曲させた二枚の波形型紙を伸長させた状態で両型紙の間にカーテン生地を挟み込んだ後、型紙の波形を復元させ、これに蒸熱と冷却とを繰り返してカーテン生地に襞を附形している。詳しくは、二枚の型紙を上下に重ねた状態でその一端を固定し、他端から上方の型紙を捲り上げてカーテン生地を挟み込む。次いで、カーテン生地を挟んだ二枚の型紙の上下両方向から複数の棒状の押圧部材を交互に押し当てて襞形状を安定させる。そのうえで、これらの上面及び下面に板部材を当てたうえで紐で固定し、処理釜において110℃以上の過熱蒸気での蒸熱と冷却とを繰り返している。
【0004】
また、カーテン生地を両方向から挟んだ状態で加熱冷却して襞を附形する技術として、ほかに特許文献2や特許文献3がある。これらは、それぞれ複数の押圧部材が等間隔に配され、双方の押圧部材が互い違いとなる上枠と下枠とによってカーテン生地を波状に挟み込んだ状態で、加熱冷却している。特許文献2では、各押圧部材の先端にヒータパイプを設けている。特許文献3では、上枠と下枠とで挟んだカーテン生地の両端をクリップ固定できる構成となっている。
【0005】
また、特許文献1の改良技術として、特許文献4や特許文献5もある。特許文献4では、全体に亘って複数の通気孔が穿設された所定の襞形状を有する通気性襞型上にカーテン生地を載置し、襞型の下方から吸引することでカーテン生地を襞型に固定している。これにより、カーテン生地が襞型の襞形状に沿って配される。そして、襞型と共にカーテン生地を移動させながら熱風によって附形することで、連続処理を可能としている。特許文献5では、カーテン生地に熱可塑性樹脂および熱硬化性樹脂の混合物を含浸させ、熱硬化性樹脂が硬化しない程度の低温で乾燥し、次いで所望のカーテンの形状に縫製した後、該カーテン生地を密閉可能な襞付プレスの上型と下型との間に挟み、一方の型から過熱蒸気を噴出することによりカーテン生地を蒸熱で処理して熱硬化性樹脂を硬化させ、冷却している。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特公平4−23025号公報
【特許文献2】特開平9−111652号公報
【特許文献3】特開2004−244744号公報
【特許文献4】特開平9−132866号公報
【特許文献5】特開平8−187161号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
特許文献1〜3では、互い違いの押圧部材によってカーテン生地を両方向から挟み込んで襞形状に保持しているので、組み立てセット作業(挟み込み作業)が容易ではない。しかも、特許文献1では押圧部材の具体的構成が開示されておらず、どのようにセットされるかは不明である。特許文献2,3では上枠と下枠を使用しているので、カーテン生地をセットした状態の保形ユニット重量が大きくなり、処理釜内への搬送にも労を要する。
【0008】
また、特許文献1及び特許文献2では、挟持されたカーテン生地の両端は固定されていない。これでは、カーテン生地に弛みが生じ得る。この状態で加熱冷却しても、良好な襞を附形することはできない。なお、特許文献1では紐で固定しているが、カーテン生地をセットした保形ユニットの反り返りを防止する程度であって、積極的に圧締めしている訳ではない。これに対し特許文献3では、挟持したカーテン生地の両端をクリップ固定している。これにより、カーテン生地には幅方向へ一定のテンションが作用するので、良好な襞を形成し得る。しかし、上枠と下枠とによって挟持したうえでクリップ固定するのは、煩雑である。
【0009】
特許文献4では、所定の襞形状を有する襞型上にカーテン生地を載置するだけなので、カーテン生地のセットが容易である。しかし、襞型の下方から吸引することでカーテン生地を襞型に固定しているだけなのでカーテン生地が安定せず、良好に襞形状を転写するには限界がある。吸引力を高めればカーテン生地を襞型へ強固に密着させることができるが、その場合、通気孔形状もカーテン生地に転写されるおそれがある。一方、特許文献5では、カーテン生地に熱可塑性樹脂及び熱硬化性樹脂の混合物を含浸させているので、材料コストが嵩んでしまう。
【0010】
そこで、本発明は上記課題を解決するものであって、簡素な構成でカーテン生地のセットが容易でありながら良好な襞を確実に附形できる、カーテンの襞付け方法、及びこれに使用する襞付け器具を提供する。
【課題を解決するための手段】
【0011】
上記課題を解決する手段として、カーテン生地に熱を加えて襞を附形するカーテンの襞付け方法であって、予め襞形状に湾曲させた二枚の波形型紙の間にカーテン生地を挟み込んだ挟持体に対し、該挟持体の襞形状の各山部の裏面に、それぞれ前記各山部と同じ形状の支持面を有する保形部材を配したうえで、これらの外周を帯ベルトで圧締めした状態で蒸熱して、前記カーテン生地に襞を附形する方法が提案される。
【0012】
このとき、各山部の裏面には、個々独立した保形部材単体をそれぞれ配すこともできるが、前記各保形部材を互いに連結して、複数の保形部材が並列した一つの襞付け器具とすることが好ましい。この場合、前記二枚の型紙の間にカーテン生地を挟み込んだ挟持体は、前記襞付け器具上に載置すればよい。
【0013】
また、前記襞付け器具を、前記各保形部材の間隔を拡縮可能なように左右方向へ伸縮自在としたうえで、前記挟持体は前記襞付け器具をある程度拡げた状態で載置し、前記帯ベルトで圧締めする際に、前記挟持体の襞形状の谷部を前記各保形部材の間に挟み込むことが好ましい。
【0014】
また、前記帯ベルトで圧締めする際には、該帯ベルトの内側に添え板を配すことが好ましい。さらに、前記帯ベルトの端部には、面ファスナーを設けることが好ましい。
【0015】
また、カーテン生地を襞形状に保形した状態で蒸熱して、前記カーテン生地に襞を附形する際に前記襞形状を保形するための襞付け器具であって、それぞれ前記襞形状の山部と同じ形状の支持面を有する複数の保形部材が並設されており、前記各保形部材が、該各保形部材に回動自在に軸支されたリンクを介して、互いの間隔を拡縮自在に連結されている襞付け器具も提案される。
【0016】
前記各保形部材は、平坦な底面を有する中空筒状に形成することが好ましい。また、前記各保形部材には、全体にわたって複数の通気孔を穿設することが好ましい。
【発明の効果】
【0017】
本発明の襞付け方法によれば、二枚の型紙の間にカーテン生地を挟み込んだ挟持体の襞形状の各山部の裏面に保形部材を配したうえで、これらの外周を帯ベルトで圧締めした状態で蒸熱しているので、カーテン生地を襞形状で確り固定することができる。この状態で蒸熱することで、良好な襞が確実に附形されたカーテンを得ることができる。また、保形部材は挟持体の裏面のみに配せばよいので、上枠と下枠とによって挟み込むよりも簡単にセットすることができる。しかも、挟持体の片面(裏面)のみに保形部材を配しているだけなので、帯ベルトで圧締めした保形ユニットの重量も、上枠と下枠とを使用した保形ユニットに比べて軽量化することができる。また、カーテン生地には帯ベルトによる締圧力が作用しているので、従来技術よりも低い温度でも確実に襞を附形することが可能となる。従来技術よりも低温で処理できれば、エネルギーコストの削減にも有利となる。
【0018】
各保形部材を互いに連結した一つの襞付け器具とすれば、挟持体を襞付け器具上に載置すればよいだけなので、挟持体のセットがより簡単となる。
【0019】
襞付け器具を左右方向へ伸縮自在としていれば、種々のピッチの襞形状へ対応させることができる。しかも、襞付け器具をある程度拡げた状態で挟持体を載置し、帯ベルトで圧締めする際に襞形状の谷部を各保形部材の間に挟み込んでいれば、凹凸がはっきりした綺麗な襞を附形することができ、カーテンの意匠性が向上する。
【0020】
帯ベルトで圧締めする際に添え板を配しておけば、帯ベルトの締圧力による保形ユニットの座屈ないし反り返りを防止することができる。帯ベルトの端部に面ファスナーを設けておけば、帯ベルトの巻き付けが容易である。また、種々の保形ユニット寸法に対応させることができるほか、帯ベルトによる締圧力の調整も可能となる。
【0021】
また、本発明の襞付け器具によれば、簡素な構成でカーテン生地のセットが容易でありながら、良好な襞を確実に附形できる。各保形部材の底面が平坦であれば、襞付け器具の底面も平坦となる。これにより、複数の保形ユニットを安定して上下に重ねることができる。複数の保形ユニットを上下に安定して重ねられれば、保管面積の縮小に有利である。また、一度に複数の保形ユニットを処理釜へ搬入できるので、処理効率(生産性)も向上する。各保形部材が中空筒状であれば、襞付け器具を軽量化できる。このとき、各保形部材に通気孔を穿設しておけば、蒸気による加熱効率が向上するので、より効率良く襞を附形することができる。また、生産性も向上する。
【図面の簡単な説明】
【0022】
【図1】襞付け器具を縮めた状態の斜視図である。
【図2】襞付け器具を拡げた状態の斜視図である。
【図3】襞付け器具へカーテン生地をセットする状態を示す斜視図である。
【図4】帯ベルトで圧締めした状態の斜視図である。
【図5】処理釜の断面模式図である。
【発明を実施するための最良の形態】
【0023】
以下に、図面を参照しながら本発明の代表的な実施形態について説明するが、これに限定されることはなく、本発明の要旨を変更しない範囲で種々の変更が可能である。本実施形態では、予め襞形状に湾曲させた二枚の波形型紙の間にカーテン生地を挟み込んだ挟持体に対し、該挟持体の襞形状の各山部の裏面にそれぞれ保形部材を配したうえで、これらの外周を帯ベルトで圧締めした状態で蒸熱して、カーテン生地に襞を附形する。先ず、カーテン生地を襞形状で保形する保形部材について説明する。
【0024】
図1に示すように、各保形部材11は中空筒状の部材であって、平坦な底面11aと、該底面11aの左右側縁から上方へ立設する側面11bと、左右両側面11bの上縁を繋ぎ、保形部材11の天面となる支持面11cとから成る。各保形部材11の長さは、成型するカーテン生地20(図3参照)の長さ(高さ)より長く形成されている。各保形部材11の支持面11cは、附形したい襞の山部、すなわち型紙21における各山部21a(図3参照)の形状と同じ形状となっている。詳しくは、型紙21における各山部21aと同じ曲率半径の湾曲面となっている。各保形部材11の幅寸法(左右寸法)は、附形したい襞の山部のピッチとなる。
【0025】
各保形部材11には、全体にわたって複数の通気孔13が穿設されている。各保形部材11は、帯ベルト15(図4参照)の圧締力によって変形しない程度の強度と、カーテン生地20を附形する際の熱によって変形しない程度の耐熱性を有する素材であれば、特に限定されない。具体的には、ステンレスやアルミニウム等の金属、セラミックス、木材のほか、融点ないし軟化点が150℃程度以上の合成樹脂も使用できる。中でも、強度、耐熱性、成形性、コスト等の点において金属又は木材が好ましい。最も好ましくは、強度確保と軽量化が可能なアルミニウムである。
【0026】
各保形部材11同士は左右に並列されて、一つの襞付け器具10とされている。各保形部材11同士は、隣り合う保形部材11間に回動自在に軸支されたリンク棒12を介して互いに連結されている。これにより、襞付け器具10は、各保形部材11の間隔を拡縮可能となっている。すなわち、図1に示す縮めた状態と、図2に示す拡張した状態(伸ばした状態)との間において、左右方向へ伸縮自在となっている。各リンク棒12は、各保形部材11の底面11aの下面に設けられている。リンク棒12は、襞付け器具10(各保形部材11)の長手方向両端部に二列設けられている。襞付け器具10を縮めた状態における幅寸法は、附形したいカーテン生地20の幅寸法より大きい。これに応じて、襞付け器具10における保形部材11の並列数も設定される。襞付け器具10における保形部材11の並列数は、少なくとも型紙21における山部21aの数以上である。
【0027】
次に、カーテン生地20への襞付け方法について説明する。先ず、図3に示すように、襞付け器具10をある程度伸ばして各保形部材11の間隔を拡げた状態で型紙21を載置する。型紙21は厚紙(耐熱用クラフト紙)から成り、公知の手段によって予め複数の山部21aと谷部21bとが交互に連続する襞形状に湾曲附形されている。したがって、型紙21の各山部21aの裏面に各保形部材11の支持面11cが配されるように載置する。次いで、襞付け器具10上に載置した型紙21の上方に、予め所定寸法に裁断されたカーテン生地20を載置する。なお、型紙21の面積(上下左右寸法)は、カーテン生地20の面積とほぼ同じである。次いで、カーテン生地20の上方に二枚目の型紙21を載置して押し付けることで、カーテン生地20を上下二枚の型紙21で挟持する。これにより、カーテン生地20が上下の型紙21の形状に沿って挟持された挟持体25が、襞付け器具10上に載置された状態となる。なお、襞付け器具10上には、カーテン生地20を二枚の型紙21で挟持した挟持体25としたうえで載置してもよい。
【0028】
次いで、図4に示すように、襞付け器具10を縮める。このとき、挟持体25の各谷部25bが、各保形部材11の間に挟み込まれる。一方、挟持体25の各山部25aの裏面には、各保形部材11の支持面11cによって確り支持されている。次いで、挟持体25が載置された襞付け器具10の周りを、挟持体25を含めて帯ベルト15によって圧締めし、保形ユニット26とする。このとき、帯ベルト15の内側には、添え板16を介在させておく。これにより、帯ベルト15の圧締力による保形ユニット26の座屈ないし反り返りが防止される。添え板16の長さは、少なくとも保形ユニット26すなわち縮めた状態における襞付け器具10の幅寸法の1/2以上、好ましくは僅かに短い程度とする。添え板16の素材も、帯ベルト15による圧締力によって変形しない程度の強度と、カーテン生地20を附形する際の熱によって変形しない程度の耐熱性を有する素材であれば、特に限定されない。具体的には、金属、セラミックス、木材などを使用できる。中でも、コスト面から木材が好ましい。
【0029】
帯ベルト15の先端部には、面ファスナー17が設けられている。これにより、帯ベルト15によって容易に圧締めできる。なお、帯ベルト15が不織布のように面ファスナー17が係着できる素材であれば、面ファスナー17は帯ベルト15の一端部のみに設ければよいが、帯ベルト15が面ファスナー17と係着しない素材であれば、帯ベルト15の他端部にも雌ファスナーを設けておく。帯ベルト15の巻きつけ本数は、襞付け器具10や挟持体25の長さや求められる圧締力などに応じて適宜設定すればよい。したがって、帯ベルト15は、保形ユニット26を確実に圧締めできれば、一本のみで巻きつけてもよいが、好ましくは複数本巻きつける。本実施形態では、三本の帯ベルト15によって圧締めした。
【0030】
次に、附形処理について説明する。図5に示すように、複数の保形ユニット26を台車30に積層したうえで処理釜31へ搬入し、蒸熱する。処理釜31は、耐熱性及び耐圧性を有する密閉容器である。処理釜31へは、ボイラー32から蒸気管33を介して蒸気が導入される。また、処理釜31には排気管34も連結されている。排気管34には、図外の真空ポンプが連結されている。保形ユニット26を処理釜31へ搬入したら、図外の真空ポンプによって処理釜内を真空脱気する。ある程度脱気できたところで、次いで、ボイラー32から処理釜31内へ蒸気を導入して加圧状態(例えば70〜80気圧程度)とし、カーテン生地20を加熱する。このとき、各保形部材11は長手方向両端が開口する中空筒状であり、且つ全体にわたって多数の通気孔13が穿設されていることで、カーテン生地20(挟持体25)へ迅速且つ的確に熱が作用する。
【0031】
ここでのカーテン生地20は、ポリエステル、ナイロン、アクリル等の熱可塑性樹脂繊維を主体とする生地である。これらは、単体繊維を使用しても良いし、これらの混合繊維を使用することもできる。これら熱可塑性樹脂繊維の使用量は、カーテン生地20において少なくとも50%以上とする。熱可塑性樹脂繊維の使用量が少ないと、蒸熱によって良好に附形できなくなるからである。したがって、熱可塑性樹脂繊維の使用量はできるだけ多い方が好ましい。好ましくは80%以上、最も好ましくは100%である。一方、カーテン生地20には、附形性を阻害しない範囲で、綿などの天然繊維や、レーヨンなどの半合成繊維を使用することもできる。
【0032】
カーテン生地20は、従来技術と同様に、蒸熱と加圧とによって所定の襞形状に附形される。そのうえで、本実施形態では、カーテン生地20は保形ユニット26によって的確に保形されながら、圧締力も作用している。これにより、襞形状が従来よりもくっきりと附形され、意匠性の良好なカーテンとすることができる。しかも、従来よりも低温で附形することができる。例えばポリエステル製のカーテン生地であれば、従来は過熱蒸気によって110〜130℃程度で蒸熱附形されていたが、本実施形態によれば、100℃未満(例えば95〜99℃程度)の過熱していない蒸気でも良好に附形できる。この場合、過熱に要するエネルギーコストを削減できる。実際に、ポリエステル100%のカーテン生地を、76気圧95℃の蒸気で18分間附形しても、良好な襞が現出していた。もちろん、100℃を超える過熱蒸気を使用してもよい。また、襞形状の各谷部(挟持体25の各谷部25b)が各保形部材11の間に挟まれているので、襞形状の各谷部は折り目のようになっている。これにより、従来の緩やかな湾曲形状が連続した襞よりもメリハリが付き、さらに意匠性が向上する。
【0033】
(変形例)
各保形部材11は、リンク棒12を介して互いに拡縮自在に連結した襞付け器具10とせず、別個独立した部材とすることもできる。この場合は、挟持体25の各山部25aの裏面に、順次保形部材11を配していけばよい。各保形部材11は、中空筒状に限らず、中実棒状とすることもできる。また、通気孔13は、必ずしも穿設しなくてもよい。各保形部材11の底面11aは平坦でなくてもよい。例えば底面11aは、V字型としたり、支持面11cと同様の円弧面としたりできる。また、側面11bはなくてもよい。この場合、底面11aを支持面11cと同様の円弧面とすれば、各保形部材11は円筒又は円柱形となる。さらには、底面11aと側面11bの双方を廃して、湾曲した支持面11cのみによって各保形部材11を構成することもできる。
【0034】
リンク棒12は、二列のみならず、一列又は三列以上設けることもできる。保形部材11の並列個数が少なければ、必ずしも添え板16を介在させなくともよい。帯ベルト15には、面ファスナー17以外にも、雄雌ボタン、通常のファスナー、又はフックなどによって係止することもできる。各保形ユニット26は、台車30に載置して処理釜31に搬入するほか、1つないし複数の保形ユニット26を直接処理釜31内へセットしてもよい。
【符号の説明】
【0035】
10 襞付け器具
11 保形部材
11c 支持面
12 リンク棒
13 通気孔
15 帯ベルト
16 添え板
17 面ファスナー
20 カーテン生地
21 型紙
25 挟持体
26 保形ユニット
31 処理釜
32 ボイラー
【特許請求の範囲】
【請求項1】
カーテン生地に熱を加えて襞を附形するカーテンの襞付け方法であって、
予め襞形状に湾曲させた二枚の波形型紙の間にカーテン生地を挟み込んだ挟持体に対し、該挟持体の襞形状の各山部の裏面に、それぞれ前記各山部と同じ形状の支持面を有する保形部材を配したうえで、これらの外周を帯ベルトで圧締めした状態で蒸熱して、前記カーテン生地に襞を附形する、カーテンの襞付け方法。
【請求項2】
前記各保形部材は互いに連結されて、複数の保形部材が並列した一つの襞付け器具とされており、
前記二枚の型紙の間にカーテン生地を挟み込んだ挟持体を、前記襞付け器具上に載置する、請求項1に記載のカーテンの襞付け方法。
【請求項3】
前記襞付け器具は、前記各保形部材の間隔を拡縮可能なように左右方向へ伸縮自在であり、
前記挟持体は、前記襞付け器具を拡げた状態で載置し、前記帯ベルトで圧締めする際に、前記挟持体の襞形状の谷部を前記各保形部材の間に挟み込む、請求項1または請求項2に記載のカーテンの襞付け方法。
【請求項4】
前記帯ベルトで圧締めする際に、該帯ベルトの内側に添え板を配している、請求項1ないし請求項3のいずれかに記載のカーテンの襞付け方法。
【請求項5】
前記帯ベルトの端部には、面ファスナーが設けられている、請求項1ないし請求項4のいずれかに記載のカーテンの襞付け方法。
【請求項6】
カーテン生地を襞形状に保形した状態で蒸熱して、前記カーテン生地に襞を附形する際に前記襞形状を保形するための襞付け器具であって、
それぞれ前記襞形状の山部と同じ形状の支持面を有する複数の保形部材が並設されており、
前記各保形部材が、該各保形部材に回動自在に軸支されたリンクを介して、互いの間隔を拡縮自在に連結されている、襞付け器具。
【請求項7】
前記各保形部材は、平坦な底面を有する中空筒状を呈する、請求項6に記載の襞付け器具。
【請求項8】
前記各保形部材には、全体にわたって複数の通気孔が穿設されている、請求項6または請求項7に記載の襞付け器具。
【請求項1】
カーテン生地に熱を加えて襞を附形するカーテンの襞付け方法であって、
予め襞形状に湾曲させた二枚の波形型紙の間にカーテン生地を挟み込んだ挟持体に対し、該挟持体の襞形状の各山部の裏面に、それぞれ前記各山部と同じ形状の支持面を有する保形部材を配したうえで、これらの外周を帯ベルトで圧締めした状態で蒸熱して、前記カーテン生地に襞を附形する、カーテンの襞付け方法。
【請求項2】
前記各保形部材は互いに連結されて、複数の保形部材が並列した一つの襞付け器具とされており、
前記二枚の型紙の間にカーテン生地を挟み込んだ挟持体を、前記襞付け器具上に載置する、請求項1に記載のカーテンの襞付け方法。
【請求項3】
前記襞付け器具は、前記各保形部材の間隔を拡縮可能なように左右方向へ伸縮自在であり、
前記挟持体は、前記襞付け器具を拡げた状態で載置し、前記帯ベルトで圧締めする際に、前記挟持体の襞形状の谷部を前記各保形部材の間に挟み込む、請求項1または請求項2に記載のカーテンの襞付け方法。
【請求項4】
前記帯ベルトで圧締めする際に、該帯ベルトの内側に添え板を配している、請求項1ないし請求項3のいずれかに記載のカーテンの襞付け方法。
【請求項5】
前記帯ベルトの端部には、面ファスナーが設けられている、請求項1ないし請求項4のいずれかに記載のカーテンの襞付け方法。
【請求項6】
カーテン生地を襞形状に保形した状態で蒸熱して、前記カーテン生地に襞を附形する際に前記襞形状を保形するための襞付け器具であって、
それぞれ前記襞形状の山部と同じ形状の支持面を有する複数の保形部材が並設されており、
前記各保形部材が、該各保形部材に回動自在に軸支されたリンクを介して、互いの間隔を拡縮自在に連結されている、襞付け器具。
【請求項7】
前記各保形部材は、平坦な底面を有する中空筒状を呈する、請求項6に記載の襞付け器具。
【請求項8】
前記各保形部材には、全体にわたって複数の通気孔が穿設されている、請求項6または請求項7に記載の襞付け器具。
【図1】


【図2】

【図3】
【図4】
【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−256478(P2011−256478A)
【公開日】平成23年12月22日(2011.12.22)
【国際特許分類】
【出願番号】特願2010−130963(P2010−130963)
【出願日】平成22年6月8日(2010.6.8)
【特許番号】特許第4588117号(P4588117)
【特許公報発行日】平成22年11月24日(2010.11.24)
【出願人】(509269403)
【出願人】(504393839)有限会社メイナン (2)
【Fターム(参考)】
【公開日】平成23年12月22日(2011.12.22)
【国際特許分類】
【出願日】平成22年6月8日(2010.6.8)
【特許番号】特許第4588117号(P4588117)
【特許公報発行日】平成22年11月24日(2010.11.24)
【出願人】(509269403)
【出願人】(504393839)有限会社メイナン (2)
【Fターム(参考)】
[ Back to top ]