
カーテン用基布およびカーテン
【課題】必要な機械的強度を有しつつ、軽量性およびコンパクトな収納性に優れたカーテン用基布を提供する。
【解決手段】ハニカムブラインド41の基布は、熱可塑性樹脂から紡糸されたフィラメントが一方向に配列されかつ延伸された延伸一方向配列不織布を有する。
【解決手段】ハニカムブラインド41の基布は、熱可塑性樹脂から紡糸されたフィラメントが一方向に配列されかつ延伸された延伸一方向配列不織布を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、収納性や軽量性に優れたカーテン用基布、およびこれを用いたカーテンに関する。
【背景技術】
【0002】
従来、家屋やオフィスには様々な種類のカーテンが用いられている。その生地としては、織布や不織布などが用いられることが多いが、その中でも特に熱可塑性樹脂からなる不織布は、製造や他の素材との複合化が容易であり、また、必要に応じて種々の特性を付与しやすいことから、不織布を用いたカーテン用の基布が多く提案されている(特許文献1、特許文献2参照)。カーテン用の基布にはスパンボンド不織布が一般に用いられている。
【特許文献1】特開2000−308567号公報
【特許文献2】特開2004−81702号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
カーテンは、吊り下げて使用されることが多いため、全体の設計の簡素化、開閉・収納・展開の操作性、設置時の施工性などの観点から、より軽量化が望まれている。また、カーテンを使用していないときは、美観や採光性などの観点から、できるだけコンパクトに収納できることが好ましい。その一方で、カーテンは吊り下げ構造で重量を支えるため、寸法安定性の観点から一方向の機械的強度は一定以上の水準を必要とする。
【0004】
従来のスパンボンド不織布製の生地を用いたカーテンでは、繊維の配列がランダムであり繊維同士が交錯して重なり合っているため、一定の機械的強度を確保しようとすると、嵩高くなり、また、重量も重くなってしまう。このことは、カーテンの軽量化およびコンパクトな収納性を妨げる結果となる。
【0005】
そこで本発明は、必要な機械的強度を有しつつ、軽量性およびコンパクトな収納性に優れたカーテン用基布およびそれを用いたカーテンを提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するため本発明のカーテン用基布は、熱可塑性樹脂から紡糸されたフィラメントが一方向に配列されかつ延伸された延伸一方向配列不織布を有する。あるいは、本発明のカーテン用基布は、熱可塑性樹脂から紡糸されたフィラメントが一方向に配列されかつ延伸された第1および第2の延伸一方向配列不織布を有し、第1の延伸一方向配列不織布と第2の延伸一方向配列不織布とは、フィラメントの配列方向が交差するように互いに積層されている。
【0007】
また、本発明のカーテンは、非使用時には蛇腹状に折り畳まれて収納、重ねられて収納、または巻き取られて収納されるカーテンであり、上記本発明のカーテン用基布を有する。そして、カーテン用基布として延伸一方向配列不織布を用いた場合は、そのフィラメントの配列方向を丈方向とし、互いに積層された第1および第2の延伸一方向配列を用いた場合は、縦方向および横方向のうち引張強度の高い方向を丈方向とする。
【0008】
上記のとおり構成された本発明では、延伸一方向配列不織布を用いているので、他の不織布と比べて同じ目付けでも厚さが薄い。また、同じ引張強度をより低い目付で実現できる。よって、必要な引張強度を確保しながらも、厚さが薄く、かつ目付の低い基布およびカーテンが得られる。
【0009】
カーテン用基布は、縦方向と横方向で引張強度が異なっている場合、いずれか高い方の引張強度S[N/50mm]を目付W[g/m2]で除した値Swが4.5[N・m2/50mm・g]以上であることが好ましい。また、厚さと目付との関係においては、厚さT[μm]を目付W[g/m2]で除した値Twが4.5[μm・m2/g]以下であることが好ましい。
【0010】
本発明において、フィラメントの配列方向や延伸方向等を説明する場合に用いる「縦方向」とは、ウェブまたは不織布を製造する際の機械方向すなわちウェブまたは不織布の送り方向を意味し、「横方向」とは、縦方向と直角な方向すなわちウェブまたは不織布の幅方向を意味する。
【発明の効果】
【0011】
本発明によれば、延伸一方向配列不織布を用いることで、カーテン用基布を、必要な引張強度を確保しながらも、嵩が低くかつ低目付に構成でき、結果として、非使用時のコンパクトな収納性に優れ、かつ軽量なカーテンとすることができる。
【発明を実施するための最良の形態】
【0012】
次に、本発明の実施形態について詳細に説明する。
【0013】
本実施形態のカーテン用基布は、熱可塑性樹脂から紡糸された多数のフィラメント(繊維)がほぼ一方向に配列され、かつその配列方向に延伸された延伸一方向配列不織布、または、2枚の延伸一方向配列不織布をフィラメントの配列方向が互いに交差するように積層した交差積層不織布を有する。延伸一方向配列不織布には、大きく分けて、縦延伸不織布と横延伸不織布とがある。縦延伸不織布とは、不織布を製造する際の送り方向(MD:Machine Direction)にフィラメントが配列されかつ延伸された不織布である。横延伸不織布とは、不織布を製造する際の送り方向と直角な方向である横方向(CD:Cross Direction)、すなわち不織布の幅方向にフィラメントが配列されかつ延伸された不織布である。
【0014】
延伸一方向配列不織布は、上記のようにフィラメントをその配列方向に延伸したものであり、紡糸段階では通常の不織布と同様に繊度(太さ)が2〜3dTexのフィラメントを紡糸するが、これをフィラメントの配列方向に5〜10倍に延伸することにより、延伸一方向配列不織布の繊度は1.5dTex以下とされる。この場合、紡糸段階においてはフィラメントが未配向であり、かつ集積されたフィラメントが一定方向に配列されているので、フィラメントの配列方向に延伸することで、小さな繊度、言い換えれば細いフィラメントであっても延伸後の引張り強度が向上する。未延伸フィラメントは、融点も低く、延伸一方向配列不織布のフィラメント同士の接着剤的機能を果たす。
【0015】
延伸一方向配列不織布を構成するフィラメントは長繊維フィラメントである。ここでいう長繊維フィラメントとは、実質的に長繊維であればよく、平均長さが100mmを超えているものをいう。フィラメントの直径は、50μm以上では剛直で交絡が不十分になるため、望ましくは30μm以下、さらに望ましくは25μm以下である。特に強度の強い不織布を目的とする場合は、フィラメント径が5μm以上であることが望ましい。フィラメントの長さおよび径は顕微鏡写真により測定する。
【0016】
以下に、縦延伸不織布および横延伸不織布について詳細に説明する。
【0017】
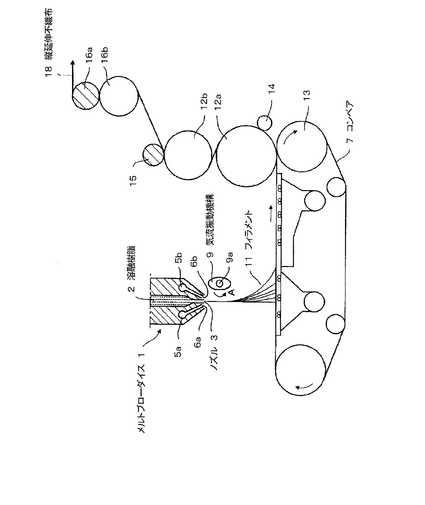
まず、縦延伸不織布について説明する。縦延伸不織布は、例えば特開2001−140159号公報に開示されている装置を用いて製造することができる。図1に、縦延伸不織布を製造するのに好適に用いられる縦延伸不織布製造装置の一例の概略構成図を示す。
【0018】
図1に示すように、縦延伸不織布製造装置は、主にメルトブローダイス1とコンベア7とで構成される紡糸ユニットと、延伸シリンダ12a,12b、引取ニップローラ16a,16b等で構成される延伸ユニットとを有する。
【0019】
メルトブローダイス1は、先端(下端)に、図面の奥行き方向に並べられた多数のノズル3を有し、ギアポンプ(不図示)から送入された溶融樹脂2がノズル3から押し出されることで、多数のフィラメント11が形成される。なお、図1ではメルトブローダイス1は内部構造を明瞭にするため断面を示しており、また、ノズル3は奥行き方向に配列されているので1つしか示されていない。
【0020】
各ノズル3の両側にはそれぞれエアー溜5a,5bが設けられている。樹脂の融点以上に加熱された高圧加熱エアーは、これらエアー溜5a,5bに送入され、エアー溜5a,5bと連通してメルトブローダイス1の先端に開口するスリット6a,6bから噴出される。これにより、ノズル3からのフィラメント11の押し出し方向とほぼ平行な高速気流が生じる。この高速気流により、ノズル3から押し出されたフィラメント11はドラフト可能な溶融状態に維持され、高速気流の摩擦力によりフィラメント11にドラフトが与えられ、フィラメント11が細径化される。上記の機構は、通常のメルトブロー法と同様である。高速気流の温度は、フィラメント11の紡糸温度よりも80℃以上、望ましくは120℃以上高くする。
【0021】
メルトブローダイス1の下方にはコンベア7が配置される。コンベア7は、不図示の駆動源により回転されるコンベアローラ13やその他のローラに掛け回されており、コンベアローラ13の回転によりコンベア7を駆動することで、ノズル3から押出されたフィラメント11は図示右方向へ搬送される。
【0022】
メルトブローダイス1の近傍の、スリット6a,6bによる高速気流の領域には、楕円柱状の気流振動機構9が設けられている。気流振動機構9は、コンベア7上でのフィラメント11の搬送方向にほぼ直交させて、すなわち製造すべき不織布の幅方向とほぼ平行に軸9aを配置させ、この軸9aを回転させることで軸9aを中心に図示矢印A方向に回転される。
【0023】
フィラメント11は、ノズル3の両側のスリット6a,6bから噴出された高圧加熱エアーが合流した流れである高速気流に沿って流れる。高速気流は、スリット6a,6bから噴出された高圧加熱エアーが合流して、コンベア7の搬送面とほぼ垂直な方向に流れる。
【0024】
ところで、気体や液体の高速噴流近傍に壁が存在しているとき、噴流軸の方向と壁面の方向とが異なっていても、噴流が壁面に沿った方向の近くを流れる傾向があることは一般に知られている。これをコアンダ効果という。気流振動機構9は、このコアンダ効果を利用してフィラメント11の流れの向きを変える。
【0025】
気流振動機構9は、上述したように断面が楕円状のロッドを有しているので、気流振動機構9を回転させることによって、気流振動機構9の周壁面は、メルトブローダイス1から噴射される高速気流の気流軸との距離が周期的に近づいたり離れたりする。気流振動機構9の周壁面が気流軸に近づくと、高速気流は気流振動機構9の周壁面に沿って流れようとし、それに伴ってフィラメント11は気流振動機構9側へ引き寄せられる。フィラメント11が引き寄せられる度合いは、周壁面が気流軸に近ければ近いほど大きい。一方、気流振動機構9の回転により周壁面が気流軸から遠ざかると、周壁面によるフィラメント11の引き寄せ作用は小さくなり、フィラメント11の流れ方向が気流軸と平行な方向に近づく。気流振動機構9の回転によって、以上の作用が周期的に繰り返され、結果的に、フィラメント11は、コンベア7による搬送方向、すなわち縦方向に振られることになる。
【0026】
高速気流の速度は10m/sec以上、好ましくは15m/sec以上である。これ以下の速度では、気流は気流振動機構9に十分に引き寄せられず、結果的にフィラメント11を十分に振らせることができなくなるおそれがある。
【0027】
縦方向に振られたフィラメント11は、縦方向に折り畳まれてコンベア7上に連続的に捕集される。なお、フィラメント11を凝固させた状態でコンベア7上に捕集するために、メルトブローダイス1とコンベア7との間に、フィラメント11を冷却するためのスプレーノズル(不図示)が設置される。
【0028】
コンベア7上に捕集されたフィラメント11は、コンベア7により図示右方に搬送され、延伸温度に加熱された延伸シリンダ12aと押えローラ14とにニップされ、延伸シリンダ12aに移される。その後、フィラメント11は、延伸シリンダ12bと押えゴムローラ15とにニップされて延伸シリンダ12bに移され、2つの延伸シリンダ12a,12bに密着される。このようにフィラメント11が延伸シリンダ12a,12bに密着しながら送られることで、フィラメント11は、縦方向に部分的に折り畳まれた状態のまま、隣接するフィラメント同士が融着したウェブとなる。
【0029】
延伸シリンダ12a,12bに密着して送られることにより得られたウェブは、さらに、引取ニップローラ16a,16bで引き取られる。引取ニップローラ16a,16bの周速は延伸シリンダ12a,12bの周速よりも大きく、これによりウェブは縦方向に延伸され、縦延伸不織布18となる。
【0030】
ここでは、1つの気流振動機構9を設けた例について説明したが、気流振動機構9の数は一つに限られるものではなく、必要に応じて複数個設け、フィラメント11の振れ幅をより大きくしてもよい。また、気流振動機構としては、気流軸に対する周壁面の距離が、回転することによって周期的に変わるロッド状の部材を有するものに限らず、気流軸に対して近づいたり離れたりするように移動する板状の部材を有するものを用いることもできる。
【0031】
フィラメント11にドラフト張力を与える方法としては、上述したメルトブロー法によるものに限らず、狭義のスパンボンド法を用いることもできる。
【0032】
ウェブの延伸方法としては、近接延伸法を用いることが好ましい。多段延伸において近接延伸法を用いる場合は、1段目の延伸に近接延伸を用いる。近接延伸法とは、隣接する2組のロールの表面速度の差によりウェブを延伸する方式において、短い延伸間距離(延伸の開始点から終点までの距離)を保って延伸を行う方法であり、延伸間距離が100mm以下であることが望ましい。このように、ウェブを近接延伸法で延伸することにより、個々のフィラメント11を有効に延伸することができる。特に、フィラメント11が全体として縦方向に配列していても個々にはある程度屈曲している場合には、できるだけ延伸間距離を短く保つことが、個々のフィラメント11を有効に延伸する上で重要である。
【0033】
一般的なメルトブロー不織布では、フィラメントがランダムに配列しており、近接延伸法によって延伸しても、フィラメントの間隔が広がるだけで、個々のフィラメントが延伸される確率は低い。ところが本発明においては、ウェブは既に高度に一方向に配列しているので、近接延伸法によれば、より確実に個々のフィラメントを延伸することができる。
【0034】
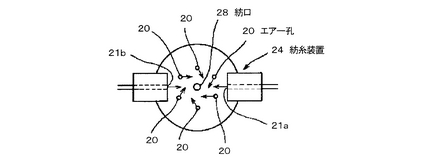
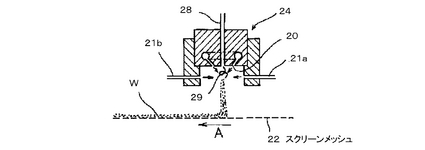
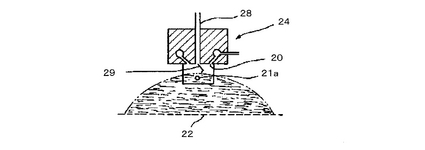
次に、横延伸不織布について説明する。横延伸不織布は、例えば特開2001−64864号公報に開示されている装置を用いて製造することができる。図2A〜図2Cに、横延伸不織布を製造するのに好適に用いられる紡糸装置の一例を示す。図2Aは、その紡糸装置を下面から見た図、図2Bは、図2Aに示した紡糸装置を側面から見た断面図、図2Cは、図2Aに示した紡糸装置を正面から見た断面図である。
【0035】
この紡糸装置24は、溶融樹脂29をフィラメント状に下向きに吐出する紡口28を有する。紡口28の周囲には、若干斜めに開けられた複数のエアー孔20が設けられている。エアー孔20は通常、3〜8個設けられる。それぞれのエアー孔20から噴出したエアーは、紡口28から吐出したフィラメントと交差し、そのエアーと交差したフィラメントが、図2Bに示される矢印Aの方向に向かって一方向に走行する帯状のスクリーンメッシュ22の上方でスパイラル状に回転させられる。
【0036】
紡口28およびエアー孔20よりも下方には別のエアー孔21a,21bが設けられている。エアー孔21a,21bからの互いのエアーが紡口28の下方で交差するように、エアー孔21a,21bのそれぞれからスクリーンメッシュ22の進行方向に対して直角方向にエアーを噴射させる。このとき、エアー孔21a,21bから噴射された互いのエアーが紡口28の下方で衝突して、衝突したエアーがスクリーンメッシュ22の進行方向に直角に拡がることにより、拡がったエアーの勢いで、スパイラル状に回転された紡出フィラメントがスクリーンメッシュ22の進行方向に直角に散らされる。その後、散らされたフィラメントが、その下方で走行するスクリーンメッシュ22上に、横方向に配列した成分を多く含む形で蓄積され、横方向に配列を主体としたウェブWが形成される。通常、1個の紡糸ノズル24ではフィラメントの散布幅は100〜350mmである。
【0037】
ここでは、複数のエアー孔20,21a,21bの作用によってフィラメントを幅方向に振らせているが、図1に示したメルトブローダイス1および気流振動機構9を水平面内で90度回転させた向きに配置し、コアンダ効果を利用してフィラメントを横方向に振動させてコンベア上に集積してもよい。特に、コアンダ効果を利用した方法は、ウェブのほぼ全幅にわたってフィラメントを振動させることも可能であり、フィラメントが横方向に配列したウェブの形成方法として優れている。フィラメントがウェブのほぼ全域にわたっていることは、後工程で行う横方向への延伸の際に有利に働く。
【0038】
こうして得られたウェブをフィラメントの配列方向すなわち横方向に延伸することにより、横延伸不織布となる。
【0039】
ウェブを横方向に延伸する方法としては、テンター方式やプーリ方式などが挙げられる。テンター方式は、フィルムなどを拡幅する方式として一般に用いられるが、設備の設置のために広い床面積が必要なこと、および製品幅や拡幅倍率の変更が困難である。不織布は用途に応じて延伸倍率を変更しなければならない。そこで、これらの変更を運転操作中でも簡単に行えるプーリ方式を用いるのが好ましい。
【0040】
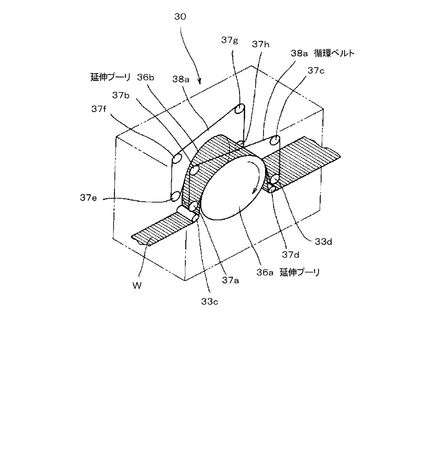
図3に、プーリ式の横延伸装置の一例を示す。図3に示す横延伸装置30は、筐体(二点鎖線で示す)と、筐体によって覆われた左右一対の延伸プーリ36a,36bおよび循環ベルト38a,38b等から構成されている。左右一対の延伸プーリ36a,36bは、同一の周速をもっていて、ウェブWの移送方向に対して上流から下流に向かって広がる軌道、すなわち末広がりの軌道を左右一対の延伸プーリ36a,36bの外周が持つように、中心線を隔てて左右対称に配置されている。
【0041】
一対の延伸プーリ36a,36bのそれぞれの外周面にはベルト溝が形成されており、延伸プーリ36aのベルト溝に循環ベルト38aがはめ込まれ、延伸プーリ36bのベルト溝に循環ベルト38bがはめ込まれている。一対の延伸プーリ36a,36bの作る末広がり軌道における延伸プーリ36aの外周面の軌道上を循環ベルト38a(またはロープ)の一部が循環するようにローラ37a〜37dによって循環ベルト38aが張られている。また、その末広がり軌道における延伸プーリ36bの外周面の軌道上を循環ベルト(またはロープ)38bの一部が循環するようにローラ37e〜37hよって循環ベルト8bが張られている。
【0042】
この横延伸装置では、未配向のフィラメントよりなるウェブWが、筐体内のターンローラ33cを経て、一対の延伸プーリ36a,36bにおける延伸プーリ36aと36bとの間隔が一番狭くなっている個所に導入される。延伸プーリ36a,36bに導かれたウェブWは、ウェブWの横方向一端部が延伸プーリ36aのベルト溝と循環ベルト38aとの間に把持され、他端部が延伸プーリ36bのベルト溝と循環ベルト38bとの間に把持されて搬送される。このように延伸プーリ36a,36bおよび循環ベルト38a,38bによってウェブWの幅方向両端部が挟まれつつウェブWが送られ、延伸プーリ36a,36bの作る末広がり軌道上で、ウェブWの両端部の間の距離が大きくなるように両端部が引張られることによりウェブWが横方向に延伸される。そして、横方向に延伸されたウェブWは、延伸プーリ36a,36bの軌道の一番広がった所で延伸プーリ36a,36bおよび循環ベルト38a,38bから離れ、筐体内のターンローラ33dを経て筐体の外部へと移送される。以上が、プーリ式の横延伸装置の構成および動作である。
【0043】
テンター方式およびプーリ方式のいずれの方式でも横方向へのウェブの延伸の際には、ウェブの幅方向両端部を掴んで延伸する。したがって、ウェブの全幅にわたって存在するフィラメントが多ければ多いほど、ウェブの延伸によってフィラメントが効果的に延伸される。この意味では、上述したように、コアンダ効果を利用してフィラメントを横方向に配列したウェブは、ウェブの全幅にわたって存在するフィラメントが多いため、ウェブの延伸によってフィラメントを効果的に延伸させることができる。
【0044】
延伸一方向配列不織布の代表的な製造方法について、縦延伸不織布および横延伸不織布を例に挙げて説明したが、延伸一方向配列不織布の製造方法は上述した方法に限定されるものではなく、フィラメントをほぼ一方向に配列し、かつ配列したフィラメントをその配列方向に延伸できる方法であれば任意の方法を利用することができる。
【0045】
延伸一方向配列不織布を構成する熱可塑性樹脂としては、高密度ポリエチレン、ポリプロピレン等のポリオレフィン、ナイロンやポリエステル、ポリビニルアルコール、ポリアクリロニトリル等のように、フラットヤーンや産業資材繊維として使用される樹脂が挙げられる。それらの中でも特に、ポリプロピレンやポリエステルが、コストや取り扱いなどの点で優れている。
【0046】
一方、交差積層不織布は、上述したように、2枚の延伸一方向配列不織布を、フィラメントの配列方向が互いに交差するように積層したものであるが、延伸一方向配列不織布としては、縦延伸不織布および横延伸不織布のいずれを用いることもできる。そして、それらの組み合わせも任意であるが、縦延伸不織布および横延伸不織布を、それぞれそのまま積層することが望ましい。これにより、2枚の延伸一方向配列不織布を連続的に繰り出して重ね合わせ、繋ぎ目のない連続した均一な交差積層不織布を得ることができる。また、予め縦延伸不織布を作製しておき、横延伸不織布の製造段階で、横延伸不織布の搬送過程で横延伸不織布上に縦延伸不織布を繰り出して重ねることで、横延伸不織布の巻き取り工程が不要となるので、これらを効率よく積層することができる。
【0047】
2枚の延伸一方向配列不織布は、例えば、熱エンボス法によって積層することができる。エンボス条件は、延伸一方向配列不織布に用いられる樹脂の種類によって異なるが、その融点よりも30〜80℃低い温度とすることが好ましい。また、高い表面平滑性が要求される場合には、2枚の延伸一方向配列不織布の積層を、熱カレンダー処理によって行うこともできる。
【0048】
以上、延伸一方向配列不織布および交差積層不織布について説明したが、上述したように、延伸一方向配列不織布は、フィラメントがほぼ一方向に配列されていることからフィラメント同士の重なり合いが少なく、しかもフィラメントが延伸されていることからフィラメント自身の直径も小さいため、他の不織布と比べて嵩が低い。その結果、延伸一方向配列不織布、および延伸一方向配列不織布を積層した交差積層不織布は、他の不織布と比べて同じ目付でも厚さの薄い不織布となる。
【0049】
これら不織布はカーテンの基布として用いられるが、カーテンは、使用していないときには間口をできるだけ大きく開放できるようにコンパクトに収納可能であることが好ましい。上記のように、延伸一方向配列不織布および交差積層不織布は、他の不織布と比べて同じ目付で厚さが薄いので、延伸一方向配列不織布または交差積層配列不織布をカーテン用の基布として用いることで、従来よりもコンパクトに収納することが可能となる。
【0050】
このように、延伸一方向配列不織布および交差積層不織布の特徴の一つである嵩薄さは、カーテンの中でも、非使用時に折り畳まれて収納されるか、重ねられて収納されるか、あるいは巻き取られて収納されるカーテンに用いた場合に特に生かされる。
【0051】
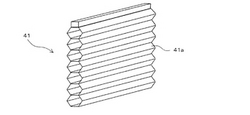
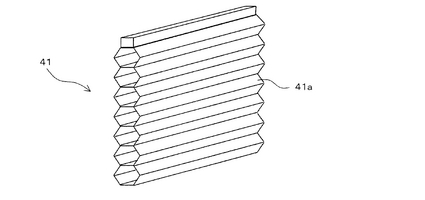
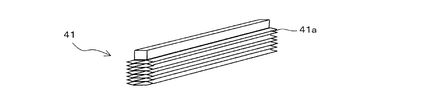
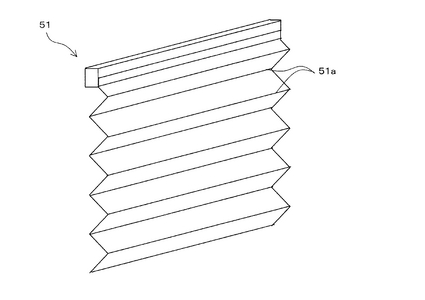
折り畳まれて収納されるカーテンとしては、図4Aおよび図4Bに示すようなハニカムスクリーン41や、図5に示すようなプリーツスクリーン51等が挙げられる。図4Aおよび図4Bに示すように、ハニカムスクリーン41は、断面が六角形の筒部41aを並列に連接した構造を有しており、使用時(展開時)には筒部41aが拡がり、ここに空気の層ができるので、断熱性に優れている。一方、非使用時(収納時)には、図4Bに示すように、筒部41aが蛇腹状に折り畳まれた状態とされる。プリーツスクリーン51は、図5に示すように、幅方向に沿った複数の折り目51aが丈方向に一定のピッチで設けられ、収納時にはこれら折り目51aに沿って蛇腹状に折り畳まれる。
【0052】
重ねられて収納されるカーテンとしては、代表的なものはブラインドである。ブラインドとしては、横型ブラインドおよび縦型ブラインドのどちらにも適用でき、基布は、横型ブラインドの場合スラットとして形成され、縦型ブラインドの場合はルーバとして形成される。
【0053】
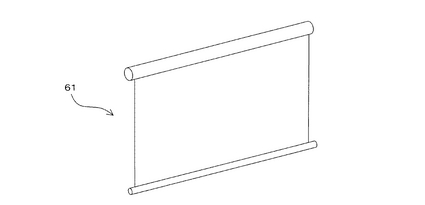
巻き取られて収納されるカーテンとしては、図6に示すようなロールスクリーン61等がある。
【0054】
また、延伸一方向配列不織布は、フィラメントがほぼ一方向に配列され、かつ、フィラメント自身が延伸されていることから、フィラメントの配列方向(延伸方向)に高い引張強度を有している。引張強度は目付と相関関係を有し、一般に目付が多ければ引張強度も高くなる。このことから、延伸一方向配列不織布または交差積層不織布を用いた基布は、他の不織布を用いた基布と比べて、同じ引張強度を低い目付で実現することができ、より軽量で嵩が低い基布とすることができる。
【0055】
カーテンは吊り下げられて使用されることが多いため、カーテン用の基布には、その自重を支えるために主として実際の使用状態における上下方向での引張強度が必要であり、水平方向での引張強度は上下方向での引張強度よりも小さくて構わない。延伸一方向配列不織布は、フィラメントの配列方向が高度に揃っており、そのフィラメントの配列方向での引張強度が高い。
【0056】
したがって、延伸一方向配列不織布は、カーテン用の基布として用いる際にはフィラメントの配列方向が使用状態での上下方向となる向きで使用する。つまり、縦延伸不織布を基布に用いた場合は基布の縦方向が上下方向となる向きで(丈方向として)使用され、横延伸不織布を基布に用いた場合は基布の幅方向が上下方向となる向きで使用される。縦延伸不織布および横延伸不織布のどちらを用いるかは、裁断寸法に応じて決められる。具体的には、カーテンの幅方向が不織布の幅方向と一致するように裁断される場合は縦延伸不織布を用い、カーテンの幅方向が不織布の縦方向と一致するように裁断される場合は横延伸不織布を用いる。
【0057】
一方、交差積層不織布は、2枚の延伸一方向配列不織布をフィラメントの配列方向が互いに交差するように積層したものであり、一方の延伸一方向配列不織布でのフィラメントの配列方向に交差する方向での引張強度を他方の延伸一方向配列不織布が補う構造となっている。また、延伸一方向配列不織布の引張強度は目付と相関関係があるので、目付を調整することにより延伸一方向配列不織布の引張強度を調整することができる。したがって、一方の延伸一方向配列不織布の目付に対して他方の延伸一方向配列不織布の目付を低くして、一方の延伸一方向配列不織布におけるフィラメントの配列方向での引張強度を維持しつつ、総目付を減少させることができる。総目付を減少させることによって、さらなる軽量化および嵩低さを達成することができる。カーテン用の基布として、それぞれ引張強度が異なる延伸一方向配列不織布を用いた場合は、高い引張強度を有する延伸一方向配列不織布におけるフィラメントの配列方向が、使用状態における上下方向となる向きで(丈方向として)使用される。
【0058】
延伸一方向配列不織布の目付の調整方法としては、例えば、以下のような方法が挙げられる。
(1)ウェブを製造する段階でフィラメントを捕集するコンベアの走行速度を変更する。コンベアの走行速度を速くすれば目付が低くなる。
(2)紡糸装置のフィラメント吐出用ノズルの太さを変更し、紡糸されるフィラメント自体の太さを変えることにより、目付を調整する。吐出されるフィラメントが細いほど目付は低くなる。
(3)フィラメントを吐出するノズルの配列密度を変更する。フィラメントの紡糸段階では一般に多数のノズルからフィラメントを吐出するが、単位幅あたりのノズルの本数を変更してフィラメントの本数を変更することにより、目付を調整する。フィラメントの配列密度が低いほど、目付は低くなる。
(4)樹脂の種類を変更する。密度の低い樹脂を用いれば、目付を低くすることができる。
(5)延伸倍率を変更する。延伸倍率が高いほど、フィラメントの太さが細くなり、目付は低くなる。
もちろん、これらの方法以外の方法を用いることもできる。
【0059】
上述したように、延伸一方向配列不織布および交差積層不織布は、フィラメントが高度に配列されていることに起因して、特定の方向での引張強度が他の方向での引張強度に対して高くなるように、他の方向でのフィラメント成分を少なくして構成することができる。その結果、延伸一方向配列不織布および交差積層不織布は、高い引張強度が必要な方向については十分な引張強度を確保しつつ、嵩が低く、かつ軽量に構成することができるので、カーテン用の基布として適している。
【0060】
延伸一方向配列不織布および交差積層不織布をカーテン用の基布として用いた場合に、延伸一方向配列不織布および交差積層不織布の上述したような特性を生かすためには、基布は、以下の条件1,2の少なくとも一方を満足していることが望ましい。
【0061】
条件1:基布の縦方向および横方向のいずれか強いほう(同じ場合はどちらでもよい)の引張強度S[N/50mm]を目付W[g/m2]で除した値である、単位目付あたり引張強度Sw=S/Wが、4.5[N・m2/50mm・g]以上であること。
【0062】
条件2:基布の厚さT[μm]を目付W[g/m2]で除した値である、単位目付あたり厚さTw=T/Wが、4.5[μm・m2/g]以下であること。
【0063】
条件1は、目付当りの強度を示す比強度の指標である。一般的なランダム繊維配列の不織布では、Swは3[N・m2/50mm・g]程度であり、本発明で規定する4.5[N・m2/50mm・g]以上であれば、2/3の目付で同程度の強度を得ることができ、30%以上の大きな低目付化を実現することができる。
【0064】
条件2は、目付当りの厚さを示す嵩高さの指標である。一般的なランダム繊維配列の不織布では、特に厚さを減ずるための二次加工などを施さない場合にはTwは5[μm・m2/g]以上であり、特に低目付ほど不利になり、その値は7[μm・m2/g]程度になる。本発明で規定する4.5[μm・m2/g]以下であれば、低目付の領域では2/3以下の厚さにすることができ、30%以上の大きなコンパクト化を実現することができる。
【0065】
引張強度および目付は、JISL1096に準拠して測定する。
【0066】
以上、カーテン用の基布として用いられる縦延伸不織布、横延伸不織布および交差積層不織布を説明したが、これらの基布をカーテンに用いる際は、基布をそのまま用いてもよいし、基布に紙、他の不織布、あるいはフィルムなど他の素材を積層してもよい。
【実施例】
【0067】
次に、本発明の具体的な実施例を比較例とともに説明する。
【0068】
(実施例1)
原料樹脂として、ポリエステル樹脂を用いた。このポリエステル樹脂を、熱風とともにメルトブローダイスよりフィラメント状に紡糸した。紡糸したフィラメントを細径化するためにメルトブローダイスから噴射される熱風の流域中に断面が楕円形のロッド状部材をコンベアの幅方向に平行に配置し、ロッド状部材の回転によって熱風を縦方向に周期的に振動させた。熱風を振動させることにより、熱風の振動に伴ってフィラメントも振動し、振動しているフィラメントをコンベア上に集積することによって、フィラメントが縦方向に配列したウェブを得た。次いで、得られたウェブを、近接ロール延伸法によって、縦方向に延伸して縦延伸不織布とした。ここで、得られる縦延伸不織布の目付が20g/m2となるように、ウェブの製造段階におけるコンベアの走行速度を設定した。
【0069】
一方、これとは別に、ポリエステル樹脂を、図2A〜図2Cに示すスプレー紡糸装置を用いて紡糸し、フィラメントをコンベアの幅方向と平行な方向に振動させながらコンベア上に捕集した。振動しているフィラメントを、コンベアの走行によって連続的に引き取り、フィラメントが横方向に配列されたウェブを得た。得られたウェブを、プーリ方式の横延伸装置を用いて横方向に延伸して、横延伸不織布とした。ここで、得られる横延伸不織布の目付が20g/m2となるように、ウェブの製造段階におけるコンベアの走行速度を設定した。
【0070】
縦延伸不織布を、横延伸不織布の上に重ねて繰り出し、加熱エンボスロールによってエンボス積層加工して交差積層不織布を得た。得られた交差積層不織布をカーテン用の基布とした。
【0071】
(実施例2)
縦延伸不織布および横延伸不織布の目付がそれぞれ15g/m2となるようにコンベアの走行速度を設定したこと以外は、実施例1と同様にして縦延伸不織布および横延伸不織布を作製した。さらに、実施例1と同様にして両者を積層して交差積層不織布を作製し、これをカーテン用の基布とした。
【0072】
(実施例3)
縦延伸不織布および横延伸不織布の目付がそれぞれ10g/m2となるようにコンベアの走行速度を設定したこと以外は、実施例1と同様にして縦延伸不織布および横延伸不織布を作製した。さらに、実施例1と同様にして両者を積層して交差積層不織布を作製し、これをカーテン用の基布とした。
【0073】
(実施例4)
縦延伸不織布の目付が20g/m2、横延伸不織布の目付が10g/m2となるようにコンベアの走行速度を設定したこと以外は、実施例1と同様にして縦延伸不織布および横延伸不織布を作製した。さらに、実施例1と同様にして両者を積層して交差積層不織布を作製し、これをカーテン用の基布とした。
【0074】
(実施例5)
縦延伸不織布の目付が30g/m2、横延伸不織布の目付が10g/m2となるように、それぞれのコンベアの走行速度を設定したこと以外は、実施例1と同様にして縦延伸不織布および横延伸不織布を作成した。さらに、実施例1と同様にして両者を積層して交差積層不織布を作製し、これをカーテン用の基布とした。
【0075】
(実施例6)
縦延伸不織布の目付が30g/m2となるようにコンベアの走行速度を設定したこと以外は実施例1と同様にして縦延伸不織布を作製した。得られた縦延伸不織布をそのままカーテン用の基布とした。
【0076】
(比較例1)
一般的なスパンボンド不織布(東洋紡(株)製「エクーレ」(登録商標)、品番:6701A、目付:70g/m2)をカーテン用の基布とした。
【0077】
(比較例2)
一般的なスパンボンド不織布(東洋紡(株)製「エクーレ」(登録商標)、品番:6401A、目付:40g/m2)をカーテン用の基布とした。
【0078】
(比較例3)
一般的なスパンボンド不織布(東洋紡(株)製「エクーレ」(登録商標)、品番:6301A、目付:30g/m2)をカーテン用の基布とした。
【0079】
以上の実施例1〜5および比較例1〜3について、目付、縦方向の引張強度、および厚さを測定し、これらの測定結果から、前述の単位目付あたり引張強度Swおよび単位目付あたり厚さTwを求めた。その結果を表1に示す。
【0080】
【表1】

【0081】
表1より、比較例1〜3は、引張強度に対して目付が大きいので、Swの値はいずれも4を下回っている。それに対して実施例1〜6は、Swの値は4.5以上である。一方、目付と厚さの関係については、比較例1〜3は目付に対して厚さが厚すぎ、Twの値はいずれも5を超えている。これに対して実施例1〜6は、Twの値は4.5以下となっている。
【0082】
さらに、実施例1〜6および比較例1〜3について、図4Aに示したハニカムブラインド用の基布とする場合を想定し、重量および折り畳んだ状態での厚さ(収納時厚さ)を求めた。
【0083】
対象とするハニカムブラインドの寸法は、丈が1.8m、幅が1.8mである。ハニカムブラインドは、2枚の基布を向き合わせ、丈方向に一定の間隔で幅方向全体にわたって接合することによって作製される。また、筒部の数は60個とし、従って、収納時の基布の重なり枚数は120枚となる。上記の仕様のハニカムブラインドを作製するには、丈が2.7m、幅が1.8mの基布を2枚必要とするので、基布の重量は、これに従って求めた。この結果を表2に示す。
【0084】
【表2】
【0085】
表2に示した従来比は、実施例1〜6の収納時厚さおよび重量を従来相当品と比較してどの程度の割合になっているかを目安として示すものである。従来比は、各実施例の収納時厚さおよび重量を、それと同等の引張強度を有する比較例の収納時厚さおよび重量でそれぞれ除して求めた。表2より、収納時厚さについては、実施例1〜6のいずれも従来相当品と比較して40%以下の厚さを達成することができ、非常にコンパクトに収納できることが分かる。重量についても、実施例1〜6は従来相当品の80%未満の重量ですみ、軽量化が達成されている。総合的に見て、実施例1〜6は、従来相当品と比較して、引張強度を確保しつつ、収納時のコンパクト性および軽量化に優れているといえる。特に、縦方向の目付を横方向の目付に対して大きくした実施例4,6については、収納時厚さおよび重量とも大幅な改善が達成されている。
【図面の簡単な説明】
【0086】
【図1】縦延伸不織布製造装置の一例の構成を示す図である。
【図2A】横延伸不織布を製造するのに用いる紡糸装置の一例を下面から見た図である。
【図2B】図2Aに示す紡糸装置を側面から見た断面図である。
【図2C】図2Aに示す紡糸装置を正面から見た断面図である。
【図3】横延伸不織布を製造するのに用いるプーリ式の横延伸装置の一例の斜視図である。
【図4A】本発明によるカーテンの一種であるハニカムブラインドの、展開した状態の斜視図である。
【図4B】本発明によるカーテンの一種であるハニカムブラインドの、収納した状態の斜視図である。
【図5】本発明によるカーテンの一種であるプリーツスクリーンの斜視図である。
【図6】本発明によるカーテンの一種であるロールスクリーンの斜視図である。
【符号の説明】
【0087】
1 メルトブローダイス
3 ノズル
7 コンベア
9 気流振動機構
12a,12b 延伸シリンダ
16a,16b 引取ニップローラ
24 紡糸装置
20,21a,21b エアー孔
22 スクリーンメッシュ
30 横延伸装置
36a,36b 延伸プーリ
38a,38b 循環ベルト
41 ハニカムブラインド
51 プリーツスクリーン
61 ロールスクリーン
【技術分野】
【0001】
本発明は、収納性や軽量性に優れたカーテン用基布、およびこれを用いたカーテンに関する。
【背景技術】
【0002】
従来、家屋やオフィスには様々な種類のカーテンが用いられている。その生地としては、織布や不織布などが用いられることが多いが、その中でも特に熱可塑性樹脂からなる不織布は、製造や他の素材との複合化が容易であり、また、必要に応じて種々の特性を付与しやすいことから、不織布を用いたカーテン用の基布が多く提案されている(特許文献1、特許文献2参照)。カーテン用の基布にはスパンボンド不織布が一般に用いられている。
【特許文献1】特開2000−308567号公報
【特許文献2】特開2004−81702号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
カーテンは、吊り下げて使用されることが多いため、全体の設計の簡素化、開閉・収納・展開の操作性、設置時の施工性などの観点から、より軽量化が望まれている。また、カーテンを使用していないときは、美観や採光性などの観点から、できるだけコンパクトに収納できることが好ましい。その一方で、カーテンは吊り下げ構造で重量を支えるため、寸法安定性の観点から一方向の機械的強度は一定以上の水準を必要とする。
【0004】
従来のスパンボンド不織布製の生地を用いたカーテンでは、繊維の配列がランダムであり繊維同士が交錯して重なり合っているため、一定の機械的強度を確保しようとすると、嵩高くなり、また、重量も重くなってしまう。このことは、カーテンの軽量化およびコンパクトな収納性を妨げる結果となる。
【0005】
そこで本発明は、必要な機械的強度を有しつつ、軽量性およびコンパクトな収納性に優れたカーテン用基布およびそれを用いたカーテンを提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するため本発明のカーテン用基布は、熱可塑性樹脂から紡糸されたフィラメントが一方向に配列されかつ延伸された延伸一方向配列不織布を有する。あるいは、本発明のカーテン用基布は、熱可塑性樹脂から紡糸されたフィラメントが一方向に配列されかつ延伸された第1および第2の延伸一方向配列不織布を有し、第1の延伸一方向配列不織布と第2の延伸一方向配列不織布とは、フィラメントの配列方向が交差するように互いに積層されている。
【0007】
また、本発明のカーテンは、非使用時には蛇腹状に折り畳まれて収納、重ねられて収納、または巻き取られて収納されるカーテンであり、上記本発明のカーテン用基布を有する。そして、カーテン用基布として延伸一方向配列不織布を用いた場合は、そのフィラメントの配列方向を丈方向とし、互いに積層された第1および第2の延伸一方向配列を用いた場合は、縦方向および横方向のうち引張強度の高い方向を丈方向とする。
【0008】
上記のとおり構成された本発明では、延伸一方向配列不織布を用いているので、他の不織布と比べて同じ目付けでも厚さが薄い。また、同じ引張強度をより低い目付で実現できる。よって、必要な引張強度を確保しながらも、厚さが薄く、かつ目付の低い基布およびカーテンが得られる。
【0009】
カーテン用基布は、縦方向と横方向で引張強度が異なっている場合、いずれか高い方の引張強度S[N/50mm]を目付W[g/m2]で除した値Swが4.5[N・m2/50mm・g]以上であることが好ましい。また、厚さと目付との関係においては、厚さT[μm]を目付W[g/m2]で除した値Twが4.5[μm・m2/g]以下であることが好ましい。
【0010】
本発明において、フィラメントの配列方向や延伸方向等を説明する場合に用いる「縦方向」とは、ウェブまたは不織布を製造する際の機械方向すなわちウェブまたは不織布の送り方向を意味し、「横方向」とは、縦方向と直角な方向すなわちウェブまたは不織布の幅方向を意味する。
【発明の効果】
【0011】
本発明によれば、延伸一方向配列不織布を用いることで、カーテン用基布を、必要な引張強度を確保しながらも、嵩が低くかつ低目付に構成でき、結果として、非使用時のコンパクトな収納性に優れ、かつ軽量なカーテンとすることができる。
【発明を実施するための最良の形態】
【0012】
次に、本発明の実施形態について詳細に説明する。
【0013】
本実施形態のカーテン用基布は、熱可塑性樹脂から紡糸された多数のフィラメント(繊維)がほぼ一方向に配列され、かつその配列方向に延伸された延伸一方向配列不織布、または、2枚の延伸一方向配列不織布をフィラメントの配列方向が互いに交差するように積層した交差積層不織布を有する。延伸一方向配列不織布には、大きく分けて、縦延伸不織布と横延伸不織布とがある。縦延伸不織布とは、不織布を製造する際の送り方向(MD:Machine Direction)にフィラメントが配列されかつ延伸された不織布である。横延伸不織布とは、不織布を製造する際の送り方向と直角な方向である横方向(CD:Cross Direction)、すなわち不織布の幅方向にフィラメントが配列されかつ延伸された不織布である。
【0014】
延伸一方向配列不織布は、上記のようにフィラメントをその配列方向に延伸したものであり、紡糸段階では通常の不織布と同様に繊度(太さ)が2〜3dTexのフィラメントを紡糸するが、これをフィラメントの配列方向に5〜10倍に延伸することにより、延伸一方向配列不織布の繊度は1.5dTex以下とされる。この場合、紡糸段階においてはフィラメントが未配向であり、かつ集積されたフィラメントが一定方向に配列されているので、フィラメントの配列方向に延伸することで、小さな繊度、言い換えれば細いフィラメントであっても延伸後の引張り強度が向上する。未延伸フィラメントは、融点も低く、延伸一方向配列不織布のフィラメント同士の接着剤的機能を果たす。
【0015】
延伸一方向配列不織布を構成するフィラメントは長繊維フィラメントである。ここでいう長繊維フィラメントとは、実質的に長繊維であればよく、平均長さが100mmを超えているものをいう。フィラメントの直径は、50μm以上では剛直で交絡が不十分になるため、望ましくは30μm以下、さらに望ましくは25μm以下である。特に強度の強い不織布を目的とする場合は、フィラメント径が5μm以上であることが望ましい。フィラメントの長さおよび径は顕微鏡写真により測定する。
【0016】
以下に、縦延伸不織布および横延伸不織布について詳細に説明する。
【0017】
まず、縦延伸不織布について説明する。縦延伸不織布は、例えば特開2001−140159号公報に開示されている装置を用いて製造することができる。図1に、縦延伸不織布を製造するのに好適に用いられる縦延伸不織布製造装置の一例の概略構成図を示す。
【0018】
図1に示すように、縦延伸不織布製造装置は、主にメルトブローダイス1とコンベア7とで構成される紡糸ユニットと、延伸シリンダ12a,12b、引取ニップローラ16a,16b等で構成される延伸ユニットとを有する。
【0019】
メルトブローダイス1は、先端(下端)に、図面の奥行き方向に並べられた多数のノズル3を有し、ギアポンプ(不図示)から送入された溶融樹脂2がノズル3から押し出されることで、多数のフィラメント11が形成される。なお、図1ではメルトブローダイス1は内部構造を明瞭にするため断面を示しており、また、ノズル3は奥行き方向に配列されているので1つしか示されていない。
【0020】
各ノズル3の両側にはそれぞれエアー溜5a,5bが設けられている。樹脂の融点以上に加熱された高圧加熱エアーは、これらエアー溜5a,5bに送入され、エアー溜5a,5bと連通してメルトブローダイス1の先端に開口するスリット6a,6bから噴出される。これにより、ノズル3からのフィラメント11の押し出し方向とほぼ平行な高速気流が生じる。この高速気流により、ノズル3から押し出されたフィラメント11はドラフト可能な溶融状態に維持され、高速気流の摩擦力によりフィラメント11にドラフトが与えられ、フィラメント11が細径化される。上記の機構は、通常のメルトブロー法と同様である。高速気流の温度は、フィラメント11の紡糸温度よりも80℃以上、望ましくは120℃以上高くする。
【0021】
メルトブローダイス1の下方にはコンベア7が配置される。コンベア7は、不図示の駆動源により回転されるコンベアローラ13やその他のローラに掛け回されており、コンベアローラ13の回転によりコンベア7を駆動することで、ノズル3から押出されたフィラメント11は図示右方向へ搬送される。
【0022】
メルトブローダイス1の近傍の、スリット6a,6bによる高速気流の領域には、楕円柱状の気流振動機構9が設けられている。気流振動機構9は、コンベア7上でのフィラメント11の搬送方向にほぼ直交させて、すなわち製造すべき不織布の幅方向とほぼ平行に軸9aを配置させ、この軸9aを回転させることで軸9aを中心に図示矢印A方向に回転される。
【0023】
フィラメント11は、ノズル3の両側のスリット6a,6bから噴出された高圧加熱エアーが合流した流れである高速気流に沿って流れる。高速気流は、スリット6a,6bから噴出された高圧加熱エアーが合流して、コンベア7の搬送面とほぼ垂直な方向に流れる。
【0024】
ところで、気体や液体の高速噴流近傍に壁が存在しているとき、噴流軸の方向と壁面の方向とが異なっていても、噴流が壁面に沿った方向の近くを流れる傾向があることは一般に知られている。これをコアンダ効果という。気流振動機構9は、このコアンダ効果を利用してフィラメント11の流れの向きを変える。
【0025】
気流振動機構9は、上述したように断面が楕円状のロッドを有しているので、気流振動機構9を回転させることによって、気流振動機構9の周壁面は、メルトブローダイス1から噴射される高速気流の気流軸との距離が周期的に近づいたり離れたりする。気流振動機構9の周壁面が気流軸に近づくと、高速気流は気流振動機構9の周壁面に沿って流れようとし、それに伴ってフィラメント11は気流振動機構9側へ引き寄せられる。フィラメント11が引き寄せられる度合いは、周壁面が気流軸に近ければ近いほど大きい。一方、気流振動機構9の回転により周壁面が気流軸から遠ざかると、周壁面によるフィラメント11の引き寄せ作用は小さくなり、フィラメント11の流れ方向が気流軸と平行な方向に近づく。気流振動機構9の回転によって、以上の作用が周期的に繰り返され、結果的に、フィラメント11は、コンベア7による搬送方向、すなわち縦方向に振られることになる。
【0026】
高速気流の速度は10m/sec以上、好ましくは15m/sec以上である。これ以下の速度では、気流は気流振動機構9に十分に引き寄せられず、結果的にフィラメント11を十分に振らせることができなくなるおそれがある。
【0027】
縦方向に振られたフィラメント11は、縦方向に折り畳まれてコンベア7上に連続的に捕集される。なお、フィラメント11を凝固させた状態でコンベア7上に捕集するために、メルトブローダイス1とコンベア7との間に、フィラメント11を冷却するためのスプレーノズル(不図示)が設置される。
【0028】
コンベア7上に捕集されたフィラメント11は、コンベア7により図示右方に搬送され、延伸温度に加熱された延伸シリンダ12aと押えローラ14とにニップされ、延伸シリンダ12aに移される。その後、フィラメント11は、延伸シリンダ12bと押えゴムローラ15とにニップされて延伸シリンダ12bに移され、2つの延伸シリンダ12a,12bに密着される。このようにフィラメント11が延伸シリンダ12a,12bに密着しながら送られることで、フィラメント11は、縦方向に部分的に折り畳まれた状態のまま、隣接するフィラメント同士が融着したウェブとなる。
【0029】
延伸シリンダ12a,12bに密着して送られることにより得られたウェブは、さらに、引取ニップローラ16a,16bで引き取られる。引取ニップローラ16a,16bの周速は延伸シリンダ12a,12bの周速よりも大きく、これによりウェブは縦方向に延伸され、縦延伸不織布18となる。
【0030】
ここでは、1つの気流振動機構9を設けた例について説明したが、気流振動機構9の数は一つに限られるものではなく、必要に応じて複数個設け、フィラメント11の振れ幅をより大きくしてもよい。また、気流振動機構としては、気流軸に対する周壁面の距離が、回転することによって周期的に変わるロッド状の部材を有するものに限らず、気流軸に対して近づいたり離れたりするように移動する板状の部材を有するものを用いることもできる。
【0031】
フィラメント11にドラフト張力を与える方法としては、上述したメルトブロー法によるものに限らず、狭義のスパンボンド法を用いることもできる。
【0032】
ウェブの延伸方法としては、近接延伸法を用いることが好ましい。多段延伸において近接延伸法を用いる場合は、1段目の延伸に近接延伸を用いる。近接延伸法とは、隣接する2組のロールの表面速度の差によりウェブを延伸する方式において、短い延伸間距離(延伸の開始点から終点までの距離)を保って延伸を行う方法であり、延伸間距離が100mm以下であることが望ましい。このように、ウェブを近接延伸法で延伸することにより、個々のフィラメント11を有効に延伸することができる。特に、フィラメント11が全体として縦方向に配列していても個々にはある程度屈曲している場合には、できるだけ延伸間距離を短く保つことが、個々のフィラメント11を有効に延伸する上で重要である。
【0033】
一般的なメルトブロー不織布では、フィラメントがランダムに配列しており、近接延伸法によって延伸しても、フィラメントの間隔が広がるだけで、個々のフィラメントが延伸される確率は低い。ところが本発明においては、ウェブは既に高度に一方向に配列しているので、近接延伸法によれば、より確実に個々のフィラメントを延伸することができる。
【0034】
次に、横延伸不織布について説明する。横延伸不織布は、例えば特開2001−64864号公報に開示されている装置を用いて製造することができる。図2A〜図2Cに、横延伸不織布を製造するのに好適に用いられる紡糸装置の一例を示す。図2Aは、その紡糸装置を下面から見た図、図2Bは、図2Aに示した紡糸装置を側面から見た断面図、図2Cは、図2Aに示した紡糸装置を正面から見た断面図である。
【0035】
この紡糸装置24は、溶融樹脂29をフィラメント状に下向きに吐出する紡口28を有する。紡口28の周囲には、若干斜めに開けられた複数のエアー孔20が設けられている。エアー孔20は通常、3〜8個設けられる。それぞれのエアー孔20から噴出したエアーは、紡口28から吐出したフィラメントと交差し、そのエアーと交差したフィラメントが、図2Bに示される矢印Aの方向に向かって一方向に走行する帯状のスクリーンメッシュ22の上方でスパイラル状に回転させられる。
【0036】
紡口28およびエアー孔20よりも下方には別のエアー孔21a,21bが設けられている。エアー孔21a,21bからの互いのエアーが紡口28の下方で交差するように、エアー孔21a,21bのそれぞれからスクリーンメッシュ22の進行方向に対して直角方向にエアーを噴射させる。このとき、エアー孔21a,21bから噴射された互いのエアーが紡口28の下方で衝突して、衝突したエアーがスクリーンメッシュ22の進行方向に直角に拡がることにより、拡がったエアーの勢いで、スパイラル状に回転された紡出フィラメントがスクリーンメッシュ22の進行方向に直角に散らされる。その後、散らされたフィラメントが、その下方で走行するスクリーンメッシュ22上に、横方向に配列した成分を多く含む形で蓄積され、横方向に配列を主体としたウェブWが形成される。通常、1個の紡糸ノズル24ではフィラメントの散布幅は100〜350mmである。
【0037】
ここでは、複数のエアー孔20,21a,21bの作用によってフィラメントを幅方向に振らせているが、図1に示したメルトブローダイス1および気流振動機構9を水平面内で90度回転させた向きに配置し、コアンダ効果を利用してフィラメントを横方向に振動させてコンベア上に集積してもよい。特に、コアンダ効果を利用した方法は、ウェブのほぼ全幅にわたってフィラメントを振動させることも可能であり、フィラメントが横方向に配列したウェブの形成方法として優れている。フィラメントがウェブのほぼ全域にわたっていることは、後工程で行う横方向への延伸の際に有利に働く。
【0038】
こうして得られたウェブをフィラメントの配列方向すなわち横方向に延伸することにより、横延伸不織布となる。
【0039】
ウェブを横方向に延伸する方法としては、テンター方式やプーリ方式などが挙げられる。テンター方式は、フィルムなどを拡幅する方式として一般に用いられるが、設備の設置のために広い床面積が必要なこと、および製品幅や拡幅倍率の変更が困難である。不織布は用途に応じて延伸倍率を変更しなければならない。そこで、これらの変更を運転操作中でも簡単に行えるプーリ方式を用いるのが好ましい。
【0040】
図3に、プーリ式の横延伸装置の一例を示す。図3に示す横延伸装置30は、筐体(二点鎖線で示す)と、筐体によって覆われた左右一対の延伸プーリ36a,36bおよび循環ベルト38a,38b等から構成されている。左右一対の延伸プーリ36a,36bは、同一の周速をもっていて、ウェブWの移送方向に対して上流から下流に向かって広がる軌道、すなわち末広がりの軌道を左右一対の延伸プーリ36a,36bの外周が持つように、中心線を隔てて左右対称に配置されている。
【0041】
一対の延伸プーリ36a,36bのそれぞれの外周面にはベルト溝が形成されており、延伸プーリ36aのベルト溝に循環ベルト38aがはめ込まれ、延伸プーリ36bのベルト溝に循環ベルト38bがはめ込まれている。一対の延伸プーリ36a,36bの作る末広がり軌道における延伸プーリ36aの外周面の軌道上を循環ベルト38a(またはロープ)の一部が循環するようにローラ37a〜37dによって循環ベルト38aが張られている。また、その末広がり軌道における延伸プーリ36bの外周面の軌道上を循環ベルト(またはロープ)38bの一部が循環するようにローラ37e〜37hよって循環ベルト8bが張られている。
【0042】
この横延伸装置では、未配向のフィラメントよりなるウェブWが、筐体内のターンローラ33cを経て、一対の延伸プーリ36a,36bにおける延伸プーリ36aと36bとの間隔が一番狭くなっている個所に導入される。延伸プーリ36a,36bに導かれたウェブWは、ウェブWの横方向一端部が延伸プーリ36aのベルト溝と循環ベルト38aとの間に把持され、他端部が延伸プーリ36bのベルト溝と循環ベルト38bとの間に把持されて搬送される。このように延伸プーリ36a,36bおよび循環ベルト38a,38bによってウェブWの幅方向両端部が挟まれつつウェブWが送られ、延伸プーリ36a,36bの作る末広がり軌道上で、ウェブWの両端部の間の距離が大きくなるように両端部が引張られることによりウェブWが横方向に延伸される。そして、横方向に延伸されたウェブWは、延伸プーリ36a,36bの軌道の一番広がった所で延伸プーリ36a,36bおよび循環ベルト38a,38bから離れ、筐体内のターンローラ33dを経て筐体の外部へと移送される。以上が、プーリ式の横延伸装置の構成および動作である。
【0043】
テンター方式およびプーリ方式のいずれの方式でも横方向へのウェブの延伸の際には、ウェブの幅方向両端部を掴んで延伸する。したがって、ウェブの全幅にわたって存在するフィラメントが多ければ多いほど、ウェブの延伸によってフィラメントが効果的に延伸される。この意味では、上述したように、コアンダ効果を利用してフィラメントを横方向に配列したウェブは、ウェブの全幅にわたって存在するフィラメントが多いため、ウェブの延伸によってフィラメントを効果的に延伸させることができる。
【0044】
延伸一方向配列不織布の代表的な製造方法について、縦延伸不織布および横延伸不織布を例に挙げて説明したが、延伸一方向配列不織布の製造方法は上述した方法に限定されるものではなく、フィラメントをほぼ一方向に配列し、かつ配列したフィラメントをその配列方向に延伸できる方法であれば任意の方法を利用することができる。
【0045】
延伸一方向配列不織布を構成する熱可塑性樹脂としては、高密度ポリエチレン、ポリプロピレン等のポリオレフィン、ナイロンやポリエステル、ポリビニルアルコール、ポリアクリロニトリル等のように、フラットヤーンや産業資材繊維として使用される樹脂が挙げられる。それらの中でも特に、ポリプロピレンやポリエステルが、コストや取り扱いなどの点で優れている。
【0046】
一方、交差積層不織布は、上述したように、2枚の延伸一方向配列不織布を、フィラメントの配列方向が互いに交差するように積層したものであるが、延伸一方向配列不織布としては、縦延伸不織布および横延伸不織布のいずれを用いることもできる。そして、それらの組み合わせも任意であるが、縦延伸不織布および横延伸不織布を、それぞれそのまま積層することが望ましい。これにより、2枚の延伸一方向配列不織布を連続的に繰り出して重ね合わせ、繋ぎ目のない連続した均一な交差積層不織布を得ることができる。また、予め縦延伸不織布を作製しておき、横延伸不織布の製造段階で、横延伸不織布の搬送過程で横延伸不織布上に縦延伸不織布を繰り出して重ねることで、横延伸不織布の巻き取り工程が不要となるので、これらを効率よく積層することができる。
【0047】
2枚の延伸一方向配列不織布は、例えば、熱エンボス法によって積層することができる。エンボス条件は、延伸一方向配列不織布に用いられる樹脂の種類によって異なるが、その融点よりも30〜80℃低い温度とすることが好ましい。また、高い表面平滑性が要求される場合には、2枚の延伸一方向配列不織布の積層を、熱カレンダー処理によって行うこともできる。
【0048】
以上、延伸一方向配列不織布および交差積層不織布について説明したが、上述したように、延伸一方向配列不織布は、フィラメントがほぼ一方向に配列されていることからフィラメント同士の重なり合いが少なく、しかもフィラメントが延伸されていることからフィラメント自身の直径も小さいため、他の不織布と比べて嵩が低い。その結果、延伸一方向配列不織布、および延伸一方向配列不織布を積層した交差積層不織布は、他の不織布と比べて同じ目付でも厚さの薄い不織布となる。
【0049】
これら不織布はカーテンの基布として用いられるが、カーテンは、使用していないときには間口をできるだけ大きく開放できるようにコンパクトに収納可能であることが好ましい。上記のように、延伸一方向配列不織布および交差積層不織布は、他の不織布と比べて同じ目付で厚さが薄いので、延伸一方向配列不織布または交差積層配列不織布をカーテン用の基布として用いることで、従来よりもコンパクトに収納することが可能となる。
【0050】
このように、延伸一方向配列不織布および交差積層不織布の特徴の一つである嵩薄さは、カーテンの中でも、非使用時に折り畳まれて収納されるか、重ねられて収納されるか、あるいは巻き取られて収納されるカーテンに用いた場合に特に生かされる。
【0051】
折り畳まれて収納されるカーテンとしては、図4Aおよび図4Bに示すようなハニカムスクリーン41や、図5に示すようなプリーツスクリーン51等が挙げられる。図4Aおよび図4Bに示すように、ハニカムスクリーン41は、断面が六角形の筒部41aを並列に連接した構造を有しており、使用時(展開時)には筒部41aが拡がり、ここに空気の層ができるので、断熱性に優れている。一方、非使用時(収納時)には、図4Bに示すように、筒部41aが蛇腹状に折り畳まれた状態とされる。プリーツスクリーン51は、図5に示すように、幅方向に沿った複数の折り目51aが丈方向に一定のピッチで設けられ、収納時にはこれら折り目51aに沿って蛇腹状に折り畳まれる。
【0052】
重ねられて収納されるカーテンとしては、代表的なものはブラインドである。ブラインドとしては、横型ブラインドおよび縦型ブラインドのどちらにも適用でき、基布は、横型ブラインドの場合スラットとして形成され、縦型ブラインドの場合はルーバとして形成される。
【0053】
巻き取られて収納されるカーテンとしては、図6に示すようなロールスクリーン61等がある。
【0054】
また、延伸一方向配列不織布は、フィラメントがほぼ一方向に配列され、かつ、フィラメント自身が延伸されていることから、フィラメントの配列方向(延伸方向)に高い引張強度を有している。引張強度は目付と相関関係を有し、一般に目付が多ければ引張強度も高くなる。このことから、延伸一方向配列不織布または交差積層不織布を用いた基布は、他の不織布を用いた基布と比べて、同じ引張強度を低い目付で実現することができ、より軽量で嵩が低い基布とすることができる。
【0055】
カーテンは吊り下げられて使用されることが多いため、カーテン用の基布には、その自重を支えるために主として実際の使用状態における上下方向での引張強度が必要であり、水平方向での引張強度は上下方向での引張強度よりも小さくて構わない。延伸一方向配列不織布は、フィラメントの配列方向が高度に揃っており、そのフィラメントの配列方向での引張強度が高い。
【0056】
したがって、延伸一方向配列不織布は、カーテン用の基布として用いる際にはフィラメントの配列方向が使用状態での上下方向となる向きで使用する。つまり、縦延伸不織布を基布に用いた場合は基布の縦方向が上下方向となる向きで(丈方向として)使用され、横延伸不織布を基布に用いた場合は基布の幅方向が上下方向となる向きで使用される。縦延伸不織布および横延伸不織布のどちらを用いるかは、裁断寸法に応じて決められる。具体的には、カーテンの幅方向が不織布の幅方向と一致するように裁断される場合は縦延伸不織布を用い、カーテンの幅方向が不織布の縦方向と一致するように裁断される場合は横延伸不織布を用いる。
【0057】
一方、交差積層不織布は、2枚の延伸一方向配列不織布をフィラメントの配列方向が互いに交差するように積層したものであり、一方の延伸一方向配列不織布でのフィラメントの配列方向に交差する方向での引張強度を他方の延伸一方向配列不織布が補う構造となっている。また、延伸一方向配列不織布の引張強度は目付と相関関係があるので、目付を調整することにより延伸一方向配列不織布の引張強度を調整することができる。したがって、一方の延伸一方向配列不織布の目付に対して他方の延伸一方向配列不織布の目付を低くして、一方の延伸一方向配列不織布におけるフィラメントの配列方向での引張強度を維持しつつ、総目付を減少させることができる。総目付を減少させることによって、さらなる軽量化および嵩低さを達成することができる。カーテン用の基布として、それぞれ引張強度が異なる延伸一方向配列不織布を用いた場合は、高い引張強度を有する延伸一方向配列不織布におけるフィラメントの配列方向が、使用状態における上下方向となる向きで(丈方向として)使用される。
【0058】
延伸一方向配列不織布の目付の調整方法としては、例えば、以下のような方法が挙げられる。
(1)ウェブを製造する段階でフィラメントを捕集するコンベアの走行速度を変更する。コンベアの走行速度を速くすれば目付が低くなる。
(2)紡糸装置のフィラメント吐出用ノズルの太さを変更し、紡糸されるフィラメント自体の太さを変えることにより、目付を調整する。吐出されるフィラメントが細いほど目付は低くなる。
(3)フィラメントを吐出するノズルの配列密度を変更する。フィラメントの紡糸段階では一般に多数のノズルからフィラメントを吐出するが、単位幅あたりのノズルの本数を変更してフィラメントの本数を変更することにより、目付を調整する。フィラメントの配列密度が低いほど、目付は低くなる。
(4)樹脂の種類を変更する。密度の低い樹脂を用いれば、目付を低くすることができる。
(5)延伸倍率を変更する。延伸倍率が高いほど、フィラメントの太さが細くなり、目付は低くなる。
もちろん、これらの方法以外の方法を用いることもできる。
【0059】
上述したように、延伸一方向配列不織布および交差積層不織布は、フィラメントが高度に配列されていることに起因して、特定の方向での引張強度が他の方向での引張強度に対して高くなるように、他の方向でのフィラメント成分を少なくして構成することができる。その結果、延伸一方向配列不織布および交差積層不織布は、高い引張強度が必要な方向については十分な引張強度を確保しつつ、嵩が低く、かつ軽量に構成することができるので、カーテン用の基布として適している。
【0060】
延伸一方向配列不織布および交差積層不織布をカーテン用の基布として用いた場合に、延伸一方向配列不織布および交差積層不織布の上述したような特性を生かすためには、基布は、以下の条件1,2の少なくとも一方を満足していることが望ましい。
【0061】
条件1:基布の縦方向および横方向のいずれか強いほう(同じ場合はどちらでもよい)の引張強度S[N/50mm]を目付W[g/m2]で除した値である、単位目付あたり引張強度Sw=S/Wが、4.5[N・m2/50mm・g]以上であること。
【0062】
条件2:基布の厚さT[μm]を目付W[g/m2]で除した値である、単位目付あたり厚さTw=T/Wが、4.5[μm・m2/g]以下であること。
【0063】
条件1は、目付当りの強度を示す比強度の指標である。一般的なランダム繊維配列の不織布では、Swは3[N・m2/50mm・g]程度であり、本発明で規定する4.5[N・m2/50mm・g]以上であれば、2/3の目付で同程度の強度を得ることができ、30%以上の大きな低目付化を実現することができる。
【0064】
条件2は、目付当りの厚さを示す嵩高さの指標である。一般的なランダム繊維配列の不織布では、特に厚さを減ずるための二次加工などを施さない場合にはTwは5[μm・m2/g]以上であり、特に低目付ほど不利になり、その値は7[μm・m2/g]程度になる。本発明で規定する4.5[μm・m2/g]以下であれば、低目付の領域では2/3以下の厚さにすることができ、30%以上の大きなコンパクト化を実現することができる。
【0065】
引張強度および目付は、JISL1096に準拠して測定する。
【0066】
以上、カーテン用の基布として用いられる縦延伸不織布、横延伸不織布および交差積層不織布を説明したが、これらの基布をカーテンに用いる際は、基布をそのまま用いてもよいし、基布に紙、他の不織布、あるいはフィルムなど他の素材を積層してもよい。
【実施例】
【0067】
次に、本発明の具体的な実施例を比較例とともに説明する。
【0068】
(実施例1)
原料樹脂として、ポリエステル樹脂を用いた。このポリエステル樹脂を、熱風とともにメルトブローダイスよりフィラメント状に紡糸した。紡糸したフィラメントを細径化するためにメルトブローダイスから噴射される熱風の流域中に断面が楕円形のロッド状部材をコンベアの幅方向に平行に配置し、ロッド状部材の回転によって熱風を縦方向に周期的に振動させた。熱風を振動させることにより、熱風の振動に伴ってフィラメントも振動し、振動しているフィラメントをコンベア上に集積することによって、フィラメントが縦方向に配列したウェブを得た。次いで、得られたウェブを、近接ロール延伸法によって、縦方向に延伸して縦延伸不織布とした。ここで、得られる縦延伸不織布の目付が20g/m2となるように、ウェブの製造段階におけるコンベアの走行速度を設定した。
【0069】
一方、これとは別に、ポリエステル樹脂を、図2A〜図2Cに示すスプレー紡糸装置を用いて紡糸し、フィラメントをコンベアの幅方向と平行な方向に振動させながらコンベア上に捕集した。振動しているフィラメントを、コンベアの走行によって連続的に引き取り、フィラメントが横方向に配列されたウェブを得た。得られたウェブを、プーリ方式の横延伸装置を用いて横方向に延伸して、横延伸不織布とした。ここで、得られる横延伸不織布の目付が20g/m2となるように、ウェブの製造段階におけるコンベアの走行速度を設定した。
【0070】
縦延伸不織布を、横延伸不織布の上に重ねて繰り出し、加熱エンボスロールによってエンボス積層加工して交差積層不織布を得た。得られた交差積層不織布をカーテン用の基布とした。
【0071】
(実施例2)
縦延伸不織布および横延伸不織布の目付がそれぞれ15g/m2となるようにコンベアの走行速度を設定したこと以外は、実施例1と同様にして縦延伸不織布および横延伸不織布を作製した。さらに、実施例1と同様にして両者を積層して交差積層不織布を作製し、これをカーテン用の基布とした。
【0072】
(実施例3)
縦延伸不織布および横延伸不織布の目付がそれぞれ10g/m2となるようにコンベアの走行速度を設定したこと以外は、実施例1と同様にして縦延伸不織布および横延伸不織布を作製した。さらに、実施例1と同様にして両者を積層して交差積層不織布を作製し、これをカーテン用の基布とした。
【0073】
(実施例4)
縦延伸不織布の目付が20g/m2、横延伸不織布の目付が10g/m2となるようにコンベアの走行速度を設定したこと以外は、実施例1と同様にして縦延伸不織布および横延伸不織布を作製した。さらに、実施例1と同様にして両者を積層して交差積層不織布を作製し、これをカーテン用の基布とした。
【0074】
(実施例5)
縦延伸不織布の目付が30g/m2、横延伸不織布の目付が10g/m2となるように、それぞれのコンベアの走行速度を設定したこと以外は、実施例1と同様にして縦延伸不織布および横延伸不織布を作成した。さらに、実施例1と同様にして両者を積層して交差積層不織布を作製し、これをカーテン用の基布とした。
【0075】
(実施例6)
縦延伸不織布の目付が30g/m2となるようにコンベアの走行速度を設定したこと以外は実施例1と同様にして縦延伸不織布を作製した。得られた縦延伸不織布をそのままカーテン用の基布とした。
【0076】
(比較例1)
一般的なスパンボンド不織布(東洋紡(株)製「エクーレ」(登録商標)、品番:6701A、目付:70g/m2)をカーテン用の基布とした。
【0077】
(比較例2)
一般的なスパンボンド不織布(東洋紡(株)製「エクーレ」(登録商標)、品番:6401A、目付:40g/m2)をカーテン用の基布とした。
【0078】
(比較例3)
一般的なスパンボンド不織布(東洋紡(株)製「エクーレ」(登録商標)、品番:6301A、目付:30g/m2)をカーテン用の基布とした。
【0079】
以上の実施例1〜5および比較例1〜3について、目付、縦方向の引張強度、および厚さを測定し、これらの測定結果から、前述の単位目付あたり引張強度Swおよび単位目付あたり厚さTwを求めた。その結果を表1に示す。
【0080】
【表1】
【0081】
表1より、比較例1〜3は、引張強度に対して目付が大きいので、Swの値はいずれも4を下回っている。それに対して実施例1〜6は、Swの値は4.5以上である。一方、目付と厚さの関係については、比較例1〜3は目付に対して厚さが厚すぎ、Twの値はいずれも5を超えている。これに対して実施例1〜6は、Twの値は4.5以下となっている。
【0082】
さらに、実施例1〜6および比較例1〜3について、図4Aに示したハニカムブラインド用の基布とする場合を想定し、重量および折り畳んだ状態での厚さ(収納時厚さ)を求めた。
【0083】
対象とするハニカムブラインドの寸法は、丈が1.8m、幅が1.8mである。ハニカムブラインドは、2枚の基布を向き合わせ、丈方向に一定の間隔で幅方向全体にわたって接合することによって作製される。また、筒部の数は60個とし、従って、収納時の基布の重なり枚数は120枚となる。上記の仕様のハニカムブラインドを作製するには、丈が2.7m、幅が1.8mの基布を2枚必要とするので、基布の重量は、これに従って求めた。この結果を表2に示す。
【0084】
【表2】
【0085】
表2に示した従来比は、実施例1〜6の収納時厚さおよび重量を従来相当品と比較してどの程度の割合になっているかを目安として示すものである。従来比は、各実施例の収納時厚さおよび重量を、それと同等の引張強度を有する比較例の収納時厚さおよび重量でそれぞれ除して求めた。表2より、収納時厚さについては、実施例1〜6のいずれも従来相当品と比較して40%以下の厚さを達成することができ、非常にコンパクトに収納できることが分かる。重量についても、実施例1〜6は従来相当品の80%未満の重量ですみ、軽量化が達成されている。総合的に見て、実施例1〜6は、従来相当品と比較して、引張強度を確保しつつ、収納時のコンパクト性および軽量化に優れているといえる。特に、縦方向の目付を横方向の目付に対して大きくした実施例4,6については、収納時厚さおよび重量とも大幅な改善が達成されている。
【図面の簡単な説明】
【0086】
【図1】縦延伸不織布製造装置の一例の構成を示す図である。
【図2A】横延伸不織布を製造するのに用いる紡糸装置の一例を下面から見た図である。
【図2B】図2Aに示す紡糸装置を側面から見た断面図である。
【図2C】図2Aに示す紡糸装置を正面から見た断面図である。
【図3】横延伸不織布を製造するのに用いるプーリ式の横延伸装置の一例の斜視図である。
【図4A】本発明によるカーテンの一種であるハニカムブラインドの、展開した状態の斜視図である。
【図4B】本発明によるカーテンの一種であるハニカムブラインドの、収納した状態の斜視図である。
【図5】本発明によるカーテンの一種であるプリーツスクリーンの斜視図である。
【図6】本発明によるカーテンの一種であるロールスクリーンの斜視図である。
【符号の説明】
【0087】
1 メルトブローダイス
3 ノズル
7 コンベア
9 気流振動機構
12a,12b 延伸シリンダ
16a,16b 引取ニップローラ
24 紡糸装置
20,21a,21b エアー孔
22 スクリーンメッシュ
30 横延伸装置
36a,36b 延伸プーリ
38a,38b 循環ベルト
41 ハニカムブラインド
51 プリーツスクリーン
61 ロールスクリーン
【特許請求の範囲】
【請求項1】
熱可塑性樹脂から紡糸されたフィラメントが一方向に配列されかつ延伸された延伸一方向配列不織布を有するカーテン用基布。
【請求項2】
熱可塑性樹脂から紡糸されたフィラメントが一方向に配列されかつ延伸された第1および第2の延伸一方向配列不織布を有し、
前記第1の延伸一方向配列不織布と前記第2の延伸一方向配列不織布とは、フィラメントの配列方向が交差するように互いに積層されているカーテン用基布。
【請求項3】
前記第1の延伸一方向配列不織布は、不織布を製造する際の送り方向にフィラメントが配列されかつ延伸された縦延伸不織布であり、前記第2の延伸一方向配列不織布は、不織布を製造する際の送り方向と直角な方向にフィラメントが配列されかつ延伸された横延伸不織布である、請求項2に記載のカーテン用基布。
【請求項4】
厚さが130[μm]以下である、請求項1ないし3のいずれか1項に記載のカーテン用基布。
【請求項5】
縦方向と横方向とで互いに引張強度が異なっており、いずれか高い方の引張強度S[N/50mm]を目付W[g/m2]で除した値Swが4.5[N・m2/50mm・g]以上である、請求項1ないし4のいずれか1項に記載のカーテン用基布。
【請求項6】
厚さT[μm]を目付W[g/m2]で除した値Twが4.5[μm・m2/g]以下である、請求項1ないし5のいずれか1項に記載のカーテン用基布。
【請求項7】
非使用時に蛇腹状に折り畳まれて収納、重ねられて収納、または巻き取られて収納されるカーテンであって、
請求項1ないし6のいずれか1項に記載のカーテン用基布を有し、
前記カーテン用基布の縦方向および横方向のうち引張強度の高い方向を丈方向としたカーテン。
【請求項1】
熱可塑性樹脂から紡糸されたフィラメントが一方向に配列されかつ延伸された延伸一方向配列不織布を有するカーテン用基布。
【請求項2】
熱可塑性樹脂から紡糸されたフィラメントが一方向に配列されかつ延伸された第1および第2の延伸一方向配列不織布を有し、
前記第1の延伸一方向配列不織布と前記第2の延伸一方向配列不織布とは、フィラメントの配列方向が交差するように互いに積層されているカーテン用基布。
【請求項3】
前記第1の延伸一方向配列不織布は、不織布を製造する際の送り方向にフィラメントが配列されかつ延伸された縦延伸不織布であり、前記第2の延伸一方向配列不織布は、不織布を製造する際の送り方向と直角な方向にフィラメントが配列されかつ延伸された横延伸不織布である、請求項2に記載のカーテン用基布。
【請求項4】
厚さが130[μm]以下である、請求項1ないし3のいずれか1項に記載のカーテン用基布。
【請求項5】
縦方向と横方向とで互いに引張強度が異なっており、いずれか高い方の引張強度S[N/50mm]を目付W[g/m2]で除した値Swが4.5[N・m2/50mm・g]以上である、請求項1ないし4のいずれか1項に記載のカーテン用基布。
【請求項6】
厚さT[μm]を目付W[g/m2]で除した値Twが4.5[μm・m2/g]以下である、請求項1ないし5のいずれか1項に記載のカーテン用基布。
【請求項7】
非使用時に蛇腹状に折り畳まれて収納、重ねられて収納、または巻き取られて収納されるカーテンであって、
請求項1ないし6のいずれか1項に記載のカーテン用基布を有し、
前記カーテン用基布の縦方向および横方向のうち引張強度の高い方向を丈方向としたカーテン。
【図1】

【図2A】
【図2B】
【図2C】
【図3】
【図4A】
【図4B】
【図5】
【図6】
【図2A】
【図2B】
【図2C】
【図3】
【図4A】
【図4B】
【図5】
【図6】
【公開番号】特開2006−296463(P2006−296463A)
【公開日】平成18年11月2日(2006.11.2)
【国際特許分類】
【出願番号】特願2005−118257(P2005−118257)
【出願日】平成17年4月15日(2005.4.15)
【出願人】(000231682)新日本石油化学株式会社 (33)
【Fターム(参考)】
【公開日】平成18年11月2日(2006.11.2)
【国際特許分類】
【出願日】平成17年4月15日(2005.4.15)
【出願人】(000231682)新日本石油化学株式会社 (33)
【Fターム(参考)】
[ Back to top ]