
カーテン用芯地
【課題】カーテン用芯地の「目くずれ」防止のために芯鞘型複合糸が用いられているが、芯鞘型複合糸は「ケバ立ち」が顕著で織機の運転速度を落とさざるを得ず、しかも切れたり機械の停止を招くので、芯鞘型複合糸を用いずに芯鞘型複合糸を用いた場合と同等の効果を有し、しかも芯鞘型複合糸に起因する欠陥を有しないカーテン用芯地を提供する。
【解決手段】延伸された縦糸11と該縦糸に交差する横糸12によって織られ、熱処理が施されたカーテン用芯地1において、縦糸がモノフィラメント糸11aであり、横糸が複数のモノフィラメント糸12aからなるマルチフィラメント糸であり、横糸を構成する複数のモノフィラメント糸のうちの少なくとも一本のモノフィラメント糸が他の糸より低融点の融着糸12bであり、熱処理により他の糸に融着されているカーテン用芯地1。
【解決手段】延伸された縦糸11と該縦糸に交差する横糸12によって織られ、熱処理が施されたカーテン用芯地1において、縦糸がモノフィラメント糸11aであり、横糸が複数のモノフィラメント糸12aからなるマルチフィラメント糸であり、横糸を構成する複数のモノフィラメント糸のうちの少なくとも一本のモノフィラメント糸が他の糸より低融点の融着糸12bであり、熱処理により他の糸に融着されているカーテン用芯地1。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、カーテン用芯地に関するものであり、さらに詳しくは、芯地の延長方向に延伸された縦糸と該縦糸に交差する横糸によって織られ、熱処理が施されたカーテン用芯地において、縦糸がモノフィラメント糸であり、横糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸を構成する複数のモノフィラメント糸のうち少なくとも1本のモノフィラメント糸が他の糸より低融点の融着糸であり、熱処理により他の糸に融着されていることを特徴とするカーテン用芯地に関するものである。
【0002】
あるいは縦糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸を構成する複数のモノフィラメント糸のうち少なくとも1本のモノフィラメント糸が他の糸より低融点の融着糸であり、熱処理により他の糸に融着されていることを特徴とするカーテン用芯地に関するものである。
【0003】
あるいは縦糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、縦糸を構成する複数のモノフィラメント糸のうち少なくとも1本のモノフィラメント糸が他の糸より低融点の融着糸であり、熱処理により他の糸に融着されていることを特徴とするカーテン用芯地に関するものである。
【0004】
さらに、縦糸が複数のモノフィラメント糸からなるマルチフィラメント糸である場合には、縦糸が複数のモノフィラメント糸を撚糸して構成されたマルチフィラメント糸であり、あるいは横糸が複数のモノフィラメント糸からなるマルチフィラメント糸である場合には、横糸が複数のモノフィラメント糸を撚糸して構成されたマルチフィラメント糸であることを特徴とするカーテン用芯地に関するものである。
【0005】
また、上記融着糸の融点が150〜200℃の範囲内であり、熱処理温度が融着糸を他の糸に融着でき、かつ他の糸に溶融や変形を及ぼさない温度であることを特徴とするカーテン用芯地に関するものである。
【背景技術】
【0006】
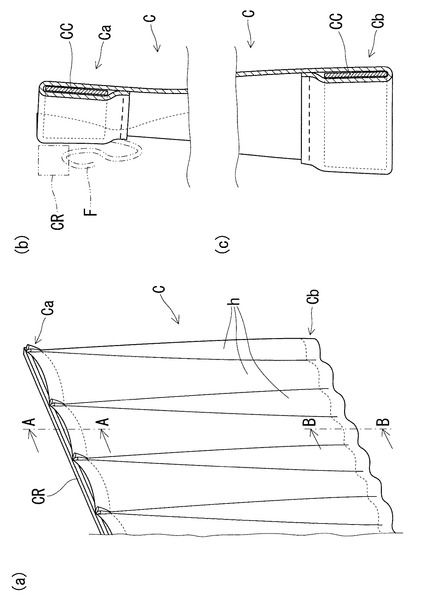
カーテン用芯地CCとは、図5a、図5b、図5cに示すように、カーテンCの上端部の折り返しCaあるいは下端部の折り返しCbの部分に封入されているテープ状の布地で、カーテンCの上端部あるいは下端部の補強の役割と共に、カーテンCの襞h、h、h、…を美しく形成するための成形要因として、重要な役割を担う部材である。なお、図5a、図5bにおいて、CRはカーテンレールであり、FはカーテンCをカーテンレールCRから吊設するフックである。
【0007】
カーテン用芯地CCは、その延長方向にしなやかな可撓性と共にある程度の剛性をも合わせ持っており、布地ではあるが、柔らかいバネのような働きをする部材である。すなわち、カーテン用芯地CCは、その延長方向に対して湾曲するが、通常の布地とは異なり、加えられた力に対してある程度の反発力も有しており、そのために、カーテンCの上端部あるいは下端部に封入することにより、カーテンCの上端部あるいは下端部が横方向に対して可撓性と共にある程度の剛性も併せ持ち、この可撓性と剛性が協働して、図5aに見るようなカーテン特有の美しい襞h、h、h、…が形成されるものである。
【0008】
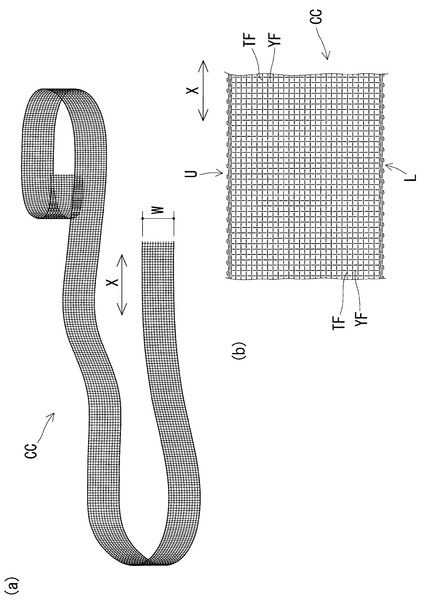
カーテン用芯地CCは、上記の作用を齎すために、素材として剛性の強いポリエステル糸が用いられることが多く、織り方も、図6a、図6bに示すように縦糸TF同士の間隔も横糸YF同士の間隔も比較的疎で、テープ状の延長方向Xに可撓性と剛性が共に生じるような構成がなされている。なお、ここでいう縦糸TFとはカーテン用芯地CCの延長方向Xに平行な糸のことをいい、横糸YFとは縦糸TFに交差して織られている糸のことをいう。このようなカーテン用芯地CCは、幅Wが75mm〜90mm程度のものが多く、延長方向Xの長さは、用いるカーテンのサイズに合わせて適宜切断して決定する。
【0009】
図6bは図6aの一部を拡大したもので、縦糸TFと横糸YFが平織りされており、縦糸TF同士、あるいは横糸YF同士は疎に織られているが、上端部Uと下端部Lにおいては縦糸TFが密に織られ、上端部Uと下端部Lを補強している。図6bにおいては、横糸YFが上端部Uあるいは下端部Lを通り越して織り返されることにより横糸YFが蛇行状に織られている状態が示されている。
【0010】
上記構成を有するカーテン用芯地CCは、当初はポリエステルの縦糸TFと、同じくポリエステルの横糸YFをただ平織りしただけのものであったが、縦糸TF同士、あるいは横糸YF同士が疎に織られている関係上、頻繁に「目くずれ」と呼ばれる現象を起こすものであった。すなわち、縦糸TFは上端部Uと下端部Lにおいて密に織られており、またカーテン用芯地CCの幅Wもその延長に比較するとごく短いので安定性は比較的高いが、横糸YFは蛇行状に且つ疎に織られ、またカーテン用芯地CCの延長も長いものとなるので、横糸YF全体が延長方向Xに移動しやすく、ために横糸YFの間隔にばらつきが生じてある部分は密となり、ある部分は疎となり、結局全体として局所的な撓みが生じることが多く、この現象を「目くずれ」と呼んでいる。なお、下記特許文献1の図11には、「目くずれ」の状態が描かれている。
【0011】
カーテンCの上端部の折り返しCaあるいは下端部の折り返しCb(図5a、図5b、図5c参照)の部分に封入されているカーテン用芯地CCが「目くずれ」を起こすと、可撓性や剛性が不均一となり、結果としてカーテンCの襞h、h、h、…が偏り、全体として見苦しい外観となる。しかしながら、カーテン用芯地CCは、カーテンCの生地を縫製することにより上端部の折り返しCaあるいは下端部の折り返しCbに封入されているため、カーテン用芯地CCの交換は手間のかかる作業とならざるを得なかった。
【0012】
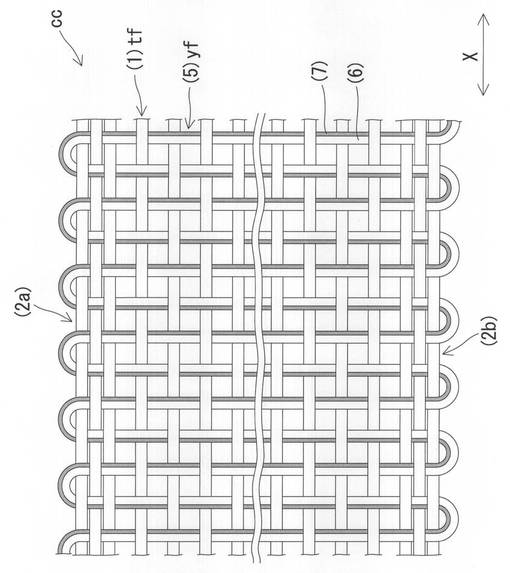
上記問題を解決せんとして開発されたのが、芯鞘型複合糸と呼ばれるタイプの糸を用いてカーテン用芯地を織り上げる方法であり、下記特許文献1、2は芯鞘型複合糸を用いて製造したカーテン用芯地の構成を公開するものである。そのうち、下記特許文献2の請求項1に記載の発明を図示すれば、図7のとおりとなる。
【0013】
図7において、カーテン用芯地ccは、延長方向Xに延伸された縦糸tfと縦糸tfに交差する横糸yfによって平織りされており、下記特許文献2の請求項1には、「よこ糸(5)は、芯糸(8)の外周に溶融層(9)を備えた芯鞘型複合繊維(7)と、該複合繊維(7)と共に織るモノフィラメント(6)とから成り、最端たて糸(2a、2b)を通りこして折返され、蛇行状に織り込まれ、芯鞘型複合繊維(7)の溶融層(9)は加熱により溶融して芯糸(8)とモノフィラメント(6)とを固着すると共に、たて糸(1)をも固着していることを特徴とするカーテン芯材」と記載されている。
【0014】
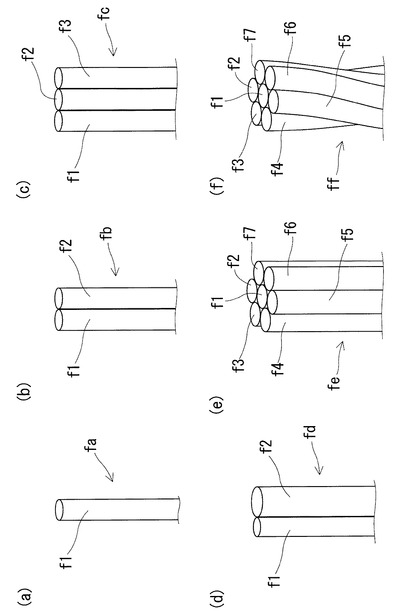
ここで、「モノフィラメント」という言葉が用いられているが、この「モノフィラメント」という言葉と、これに対する「マルチフィラメント」という言葉は、本発明の説明においても重要な言葉であるので、ここに図によってこの両語を説明しておく。すなわち、単一の繊維のみから成る糸のことをモノフィラメントあるいはモノフィラメント糸と呼称し、図8aに見る単一の繊維f1からのみ成る糸faはモノフィラメント糸の1例である。これに対して、複数の繊維からなる糸のことをマルチフィラメントあるいはマルチフィラメント糸と呼称し、例えば、図8bのように2本の繊維f1、f2から成る糸fbはマルチフィラメント糸の1例である。
【0015】
マルチフィラメント糸を構成する繊維の数は2本以上であれば何本でも良く、図8cに見る、3本の繊維f1、f2、f3から成る糸fcもマルチフィラメント糸である。また、繊維の数が2本以上であれば構成する繊維の太さが異なっていてもよく、図8dに見る糸fdは、構成する繊維のうち繊維f1は細く繊維f2は太いが、これもマルチフィラメント糸となる。さらに、構成する繊維が図8cのように平板状に並ぶ必要もなく、例えば図8eのように中心となる繊維f1の周りを他の繊維f2〜f7が囲繞するような構成の糸feもマルチフィラメント糸となる。また、各繊維が撚糸されているか否かも関係なく、図8fのように繊維f2〜f7が撚糸されていても、糸ffはやはりマルチフィラメント糸と呼ばれる。
【0016】
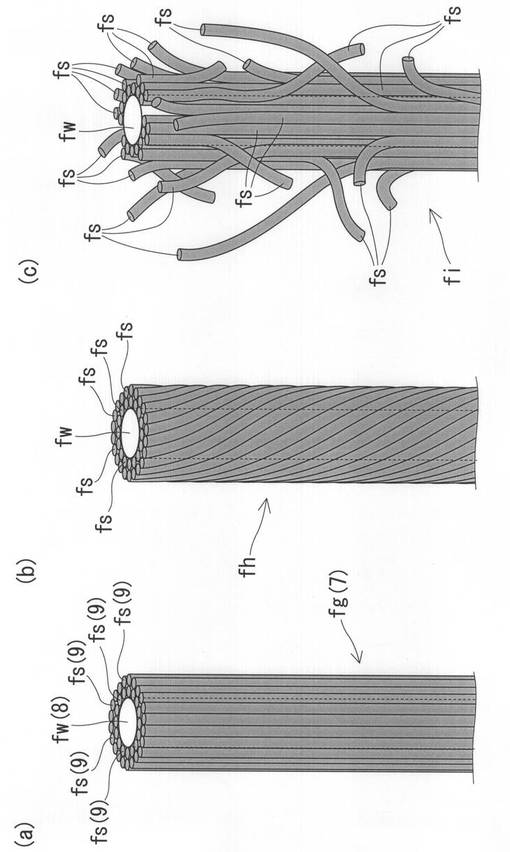
次に、芯鞘型複合糸の例を図9aに掲げる。図9aの芯鞘型複合糸fgは、芯繊維fwの周りを鞘繊維fs、fs、fs、…が囲繞して構成されている。下記特許文献2にいう「芯鞘型複合繊維(7)」はこのようなタイプの糸であり、下記特許文献2の「芯鞘型複合繊維(7)」においては、「芯糸(8)」(図9aの芯繊維fw)の周囲を「溶融層(9)」(図9aの鞘繊維fs、fs、fs、…)が囲繞している。下記特許文献2にては、「溶融層(9)」と記載されているように、「溶融層(9)」は「芯糸(8)」よりも融点が低い繊維群であり、熱処理温度を適宜に設定することにより、「芯糸(8)」には影響を与えず、「溶融層(9)」のみを溶融させることが可能である。なお、この芯鞘型複合糸においては、周囲の鞘繊維fs、fs、fs、…は図9aの芯鞘型複合糸fgのように撚糸されていない状態でも、図9bの芯鞘型複合糸fhのように撚糸された状態でも良い。
【0017】
下記特許文献2においては、「よこ糸(5)」がこのような「芯鞘型複合繊維(7)」と通常の「モノフィラメント(6)」から構成されているので、「芯鞘型複合繊維(7)」の「溶融層(9)」のみが溶融し、通常の「モノフィラメント(6)」には影響を与えない温度で熱処理することにより、「芯鞘型複合繊維(7)」の「溶融層(9)」のみが溶融し、これが接着剤の役割を果たして「よこ糸(5)」の「モノフィラメント(6)」のみならずたて糸(1)をも熱溶着し(図7参照)、これにより「よこ糸(5)」が「目くずれ」を起こすことがなくなり、安定した構成のカーテン用芯地が得られるものである。なお、下記特許文献1の発明も、この芯鞘型複合糸を用いるものであるが(下記特許文献1にては「芯鞘型複合フィラメント」と表記)、下記特許文献2の発明が横糸にこれを用いているのに対し、下記特許文献1の発明においては縦糸にこの芯鞘型複合糸が用いられている。
【特許文献1】特開平8‐299161号公報
【特許文献2】特開2003‐27364号公報
【発明の開示】
【発明が解決しようとする課題】
【0018】
叙上のように、図9a、あるいは図9bに示すような芯鞘型複合糸fgあるいはfhを用いることによって「目くずれ」が防止され、安定的な作用を齎すカーテン用芯地が得られたのであるが、この芯鞘型複合糸を用いることにより、新たな問題が発生した。その新たな問題とは、カーテン用芯地の製造段階における問題である。
【0019】
芯鞘型複合糸は、図9a、あるいは図9bに示すような構成であるため、通常、鞘繊維fsは非常に細い繊維とせざるを得ない。つまり、芯鞘型複合糸fgあるいはfhにおいては、太い芯繊維fwの周囲を細い鞘繊維fs、fs、…が囲繞しているという構成が通常の構成である。(芯繊維fwそのものが細い繊維の集合体として構成されている場合もある。)図9a、あるいは図9bにおいては、分かりやすく図解するために鞘繊維fs、fs、…をかなり太めに描いているが、実際には鞘繊維fs、fs、…は数デニール程度の非常に細い繊維が用いられる。なお、芯鞘型複合糸fgあるいはfhの全体の太さは通常100デニール前後のものがカーテン用芯地用としては多く用いられているようである。
【0020】
このように細い鞘繊維fs、fs、…が用いられているために、芯鞘型複合糸fgあるいはfhにおいては、鞘繊維fs、fs、…の一部が切れて、全体として所謂「ケバ立つ」状態となる。鞘繊維fs、fs、…の一部が切れた状態は、例えば図9cに図示する芯鞘型複合糸fiのような状態であるが、このような状態の糸を織る場合には、「ケバ立ち」が織機(図示せず)に巻き込まれないように、通常の繊維を織る場合に比べて、どうしても織機の運転速度をかなり落として運転せざるを得ない。
【0021】
また、運転速度を落として運転していても、切断された鞘繊維fs、fs、…が織機に絡まる事態は避けられず、そうなると芯鞘型複合糸fi自体が切れたり、あるいは他の糸にまで余分な力が働いて他の繊維も切れたりして、結果、織機が停止してしまうこととなり、その度に絡まった鞘繊維fs、fs、…を取り除いて復旧する作業を行わねばならず、多くの手間を要することとなる。また、不良品の発生率も当然多くなってしまう。芯鞘型複合糸fgあるいはfhの有するこのような問題の解決が、重要な課題として浮上してきたのであった。
【課題を解決するための手段】
【0022】
本発明は、上記課題を解決するためになされたものであって、以下に示す解決手段を提供するものである。
<解決手段1>
芯地の延長方向に延伸された縦糸と該縦糸に交差する横糸によって織られ、熱処理が施されたカーテン用芯地において、縦糸がモノフィラメント糸であり、横糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸を構成する複数のモノフィラメント糸のうち少なくとも1本のモノフィラメント糸が他の糸より低融点の融着糸であり、熱処理により他の糸に融着されていることを特徴とするカーテン用芯地。
<解決手段2>
芯地の延長方向に延伸された縦糸と該縦糸に交差する横糸によって織られ、熱処理が施されたカーテン用芯地において、縦糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸を構成する複数のモノフィラメント糸のうち少なくとも1本のモノフィラメント糸が他の糸より低融点の融着糸であり、熱処理により他の糸に融着されていることを特徴とするカーテン用芯地。
<解決手段3>
芯地の延長方向に延伸された縦糸と該縦糸に交差する横糸によって織られ、熱処理が施されたカーテン用芯地において、縦糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、縦糸を構成する複数のモノフィラメント糸のうち少なくとも1本のモノフィラメント糸が他の糸より低融点の融着糸であり、熱処理により他の糸に融着されていることを特徴とするカーテン用芯地。
<解決手段4>
縦糸が複数のモノフィラメント糸を撚糸して構成されたマルチフィラメント糸であることを特徴とする解決手段2あるいは解決手段3に記載のカーテン用芯地。
<解決手段5>
横糸が複数のモノフィラメント糸を撚糸して構成されたマルチフィラメント糸であることを特徴とする解決手段1あるいは解決手段2あるいは解決手段3に記載のカーテン用芯地。
<解決手段6>
融着糸の融点が150〜200℃の範囲内であり、熱処理温度が融着糸を他の糸に融着でき、かつ他の糸に溶融や変形を及ぼさない温度であることを特徴とする解決手段1あるいは解決手段2あるいは解決手段3あるいは解決手段4あるいは解決手段5に記載のカーテン用芯地。
【発明の効果】
【0023】
本発明によれば、縦糸あるいは横糸のうちの少なくとも1本に他の糸より低融点のモノフィラメント糸である融着糸が用いられているため、芯鞘型複合糸を用いた場合と同様の効果、すなわち、熱処理後は融着糸が他の糸に融着されてカーテン用芯地全体が安定した構成となり、目くずれが起きないという効果を齎す。しかも、芯鞘型複合糸を用いておらず、融着糸は単一構造のモノフィラメント糸であるため、芯鞘型複合糸を用いた場合のように「ケバ立ち」によって運転速度の低下を招いたり、あるいは芯鞘型複合糸もしくは他の糸の切断や織機の停止という事故が一切生じることなく、極めて高速且つ安定した円滑な織作業が実現された。また織機に絡まった鞘繊維を取り除く手間も一切皆無となり、織作業の能率は飛躍的に向上し、かつ不良品の発生率も激減した。
【0024】
また、本発明の解決手段4あるいは解決手段5の発明によれば、撚糸されることにより縦糸あるいは横糸自体の可撓性が増し、かつカーテン用芯地全体の厚みが増して使い勝手の良いカーテン用芯地とすることができる。また、所謂「縦割れ」と呼ばれる現象、すなわち、マルチフィラメント糸を構成するモノフィラメント糸同士の分離現象を防止することができる。さらに、製造工程においても、マルチフィラメント糸を1本のモノフィラメント糸のように扱えるので、織機で織りやすく、織作業が円滑に進行するという効果が齎されるものである。
【発明を実施するための最良の形態】
【0025】
本発明を実施するための最良の形態を、以下に図面を参照しながら詳細に説明する。なお、以下に示す実施例1は解決手段2あるいは解決手段4あるいは解決手段6の1実施例であり、実施例2は解決手段2あるいは解決手段4あるいは解決手段5あるいは解決手段6の1実施例であり、実施例3は解決手段3あるいは解決手段4あるいは解決手段6の1実施例であり、実施例4は解決手段2あるいは解決手段4あるいは解決手段6の1実施例である。
【実施例1】
【0026】
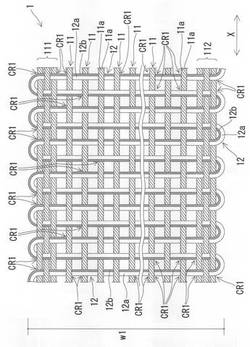
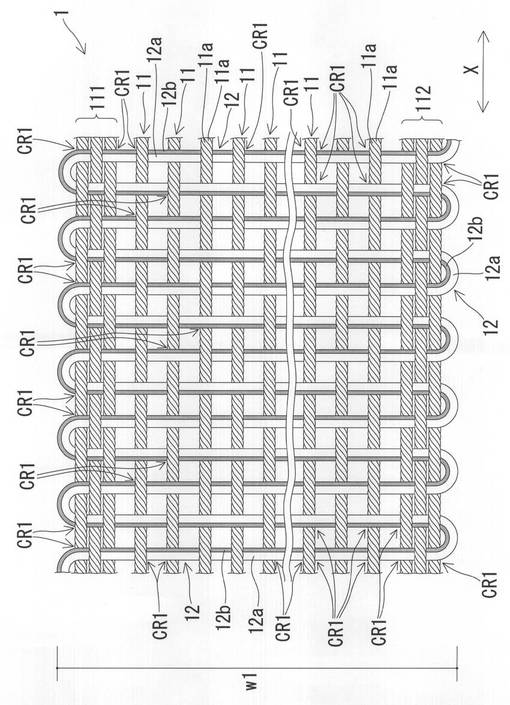
図1に示す実施例1のカーテン用芯地1は、カーテン用芯地1の延長方向Xに延伸された縦糸11と縦糸11に交差する横糸12を平織りしたもので、縦糸11がポリエステル製のモノフィラメント糸11aを複数本撚糸したマルチフィラメント糸として構成され、横糸12はポリエステル製のモノフィラメント糸12aと、同じくポリエステル製のモノフィラメント糸である融着糸12bを並列させたマルチフィラメント糸として構成されている。
【0027】
縦糸11は、カーテン用芯地1の幅w1方向の両最端部にて密に織られて縦糸群111、112を構成している。そして、横糸12は縦糸群111、112を通り越して折り返され、全体として蛇行状に織られている。縦糸11は、縦糸群111、112の部分を例外として、相互の間隔を開いた疎の状態に織られ、また横糸12も相互の間隔を開いた疎の状態に織られている。
【0028】
融着糸12bの融点は150℃〜200℃の間に定めることができ、縦糸11を構成するモノフィラメント糸11aと横糸のモノフィラメント糸12aは、その融点が融着糸12bの融点より高いもの、すなわち、通常のポリエステル製のモノフィラメント糸を用いる。また、カーテン用芯地1の幅w1は通常75mm〜90mmの間の値とされる。
【0029】
縦糸11を、75デニールのモノフィラメント糸11aを4本、あるいは150デニールのモノフィラメント糸11aを2本撚糸して300デニール程度とした場合、縦糸11の本数は、カーテン用芯地1の幅w1が75mmの場合には75〜95本程度、カーテン用芯地1の幅w1が90mmの場合には95〜115本程度とするのが適切である。また、横糸12においては、モノフィラメント糸12aは150〜450デニール程度の太さのモノフィラメント糸を、融着糸12bとしては75〜300デニール程度の太さのモノフィラメント糸を用いることができる。
【0030】
図1に示すような構成として織り上げられたカーテン用芯地1に熱処理を施すことにより、融着糸12bが溶融され、融着糸12bと他の糸が融着される。特に、縦糸11と横糸12の交点CR1、CR1、…にて融着糸12bは縦糸11と横糸12を融着するので、カーテン用芯地1は図1に示すような構成で安定し、目くずれを起こさないカーテン用芯地1が得られる。また、縦糸11が撚糸されているので、カーテン用芯地1全体の延長方向Xへの可撓性、すなわちしなやかさが高められ、カーテン用芯地としてより適切な効果、すなわち延長方向Xへの可撓性と剛性のより一層の協働効果が齎され、さらに縦糸11の「縦割れ」の防止や織り作業が円滑化されるという効果が齎される。
【0031】
熱処理温度は、融着糸12bが溶融して他の糸を溶着することはできるが、他の糸には溶融や変形を及ぼさない温度とする。一例として、融着糸12bの融点が160℃であったとすれば、熱処理温度はそれより20℃〜30℃程度高めの180℃〜190℃程度が適切であろう。また、融着糸12bの融点が180℃であったとすれば、熱処理温度はそれより20℃〜30℃程度高めの200℃〜210℃程度が適切となる。
【0032】
また、カーテン用芯地1においては、芯鞘型複合糸は一切用いていないので、「ケバ立ち」を生ぜず、織機(図示せず)の運転速度を上げることができ、織作業中に織機に鞘繊維が絡まったり糸が切れたり、織機が停止するというトラブルもなく、従って織作業が高速かつ円滑化され、作業効率が上昇し、不良品の発生も極めて少ない。しかも、熱処理後は芯鞘型複合糸を用いた場合と全く同様の効果、すなわちカーテン用芯地1の構成が安定し、目くずれが生じないという効果が得られる。
【0033】
さらに、芯鞘型複合糸はその構成が複雑である点から比較的高価なものであるが、カーテン用芯地1においては、この高価な芯鞘型複合糸を一切用いないので、芯鞘型複合糸を用いたカーテン用芯地より安価に製造でき、しかもその効果は芯鞘型複合糸を用いたカーテン用芯地と全く変わらない。すなわち、実施例1においては、作業効率が良く、安価で、高価な芯鞘型複合糸を用いたカーテン用芯地と同様の効果を発揮するカーテン用芯地1を得ることができるのである。
【実施例2】
【0034】
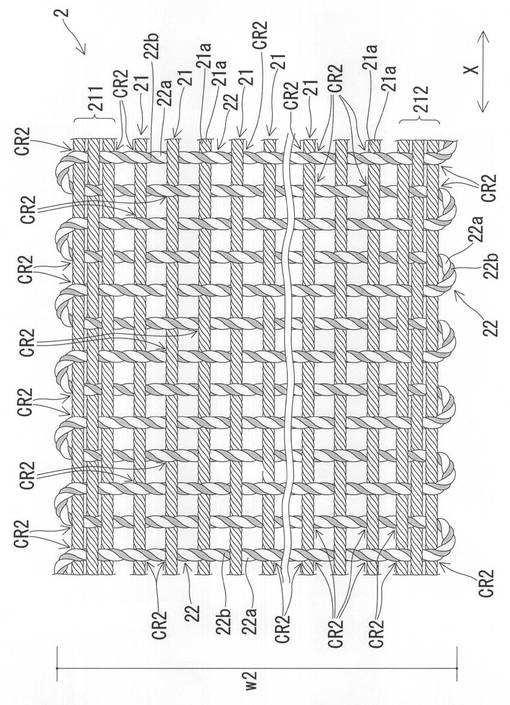
図2に示す実施例2のカーテン用芯地2は、カーテン用芯地2の延長方向Xに延伸された縦糸21と縦糸21に交差する横糸22を平織りしたもので、縦糸21がポリエステル製のモノフィラメント糸21aを複数本撚糸したマルチフィラメント糸として構成され、横糸22はポリエステル製のモノフィラメント糸22aと、同じくポリエステル製のモノフィラメント糸である融着糸22bを撚糸したマルチフィラメント糸として構成されている。
【0035】
縦糸21は、カーテン用芯地2の幅w2方向の両最端部にて密に織られて縦糸群211、212を構成している。そして、横糸22は縦糸群211、212を通り越して折り返され、全体として蛇行状に織られている。縦糸21は、縦糸群211、212の部分を例外として、相互の間隔を開いた疎の状態に織られ、また横糸12も相互の間隔を開いた疎の状態に織られている。
【0036】
融着糸22bの融点は実施例1と同様150℃〜200℃の間に定めることができ、縦糸21を構成するモノフィラメント糸21aと横糸のモノフィラメント糸22aは、その融点が融着糸22bの融点より高いもの、すなわち、通常のポリエステル製のモノフィラメント糸を用いる。また、カーテン用芯地2の幅w2は実施例1と同様、通常75mm〜90mmの間の値とされる。
【0037】
縦糸21を、75デニールのモノフィラメント糸11aを4本、あるいは150デニールのモノフィラメント糸11aを2本撚糸して300デニール程度とした場合、縦糸21の本数は、カーテン用芯地1の幅w1が75mmの場合には75〜95本程度、カーテン用芯地1の幅w1が90mmの場合には95〜115本程度とするのが適切であり、この点は実施例1と同様である。また、横糸22においては、モノフィラメント糸22aは150〜450デニール程度の太さのモノフィラメント糸を、融着糸22bは75〜300デニール程度の太さのモノフィラメント糸を用いることができるが、この点も実施例1と同様である。
【0038】
図2に示すような構成として織り上げられたカーテン用芯地2に熱処理を施すことにより、融着糸22bが溶融され、融着糸22bと他の糸が融着される。特に、縦糸21と横糸22の交点CR2、CR2、…にて融着糸22bは縦糸21と横糸22を融着するので、カーテン用芯地2は図2に示すような構成で安定し、目くずれを起こさないカーテン用芯地2が得られるものである。
【0039】
また、縦糸21と共に横糸22も撚糸されているので、延長方向Xへの可撓性が補強されると同時にカーテン用芯地2全体の厚みが実施例1のカーテン用芯地1よりさらに増す。また、縦糸21の「縦割れ」の防止効果に加えて横糸22の「縦割れ」の防止効果も齎され、さらに織り作業が一層円滑化されるという効果も招来される。なお、熱処理温度は、実施例1と同様、融着糸12bが溶融して他の糸を溶着することはできるが、他の糸には溶融や変形を及ぼさない温度とする。
【0040】
また、カーテン用芯地2においては、実施例1と同じく芯鞘型複合糸は一切用いていないので、「ケバ立ち」を生ぜず、織機の運転速度を上げることができ、織作業中に織機に鞘繊維が絡まったり糸が切れたり、織機が停止するというトラブルもなく、従って織作業が高速かつ円滑化され、作業効率が上昇し、不良品の発生も極めて少ない。しかも、熱処理後は芯鞘型複合糸を用いた場合と全く同様の効果、すなわちカーテン用芯地2の構成が安定し、目くずれが生じないという効果が得られる点も実施例1と同じである。また、高価な芯鞘型複合糸を用いない点から安価に製造できる点も実施例1と同じである。
【実施例3】
【0041】
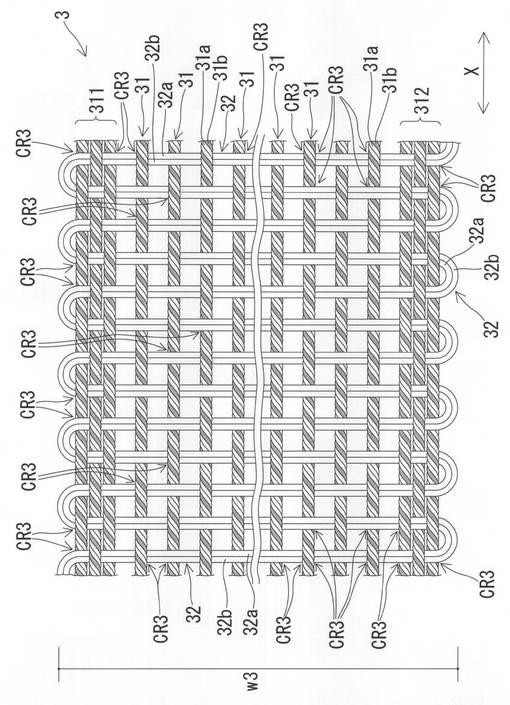
図3に示す実施例3のカーテン用芯地3は、カーテン用芯地3の延長方向Xに延伸された縦糸31と縦糸31に交差する横糸32を平織りしたもので、縦糸31はポリエステル製のモノフィラメント糸31aと、同じくポリエステル製のモノフィラメント糸である融着糸31bを撚糸したマルチフィラメント糸として構成され、横糸32はポリエステル製のモノフィラメント糸32a、32bを並列させたマルチフィラメント糸として構成されている。
【0042】
縦糸31は、カーテン用芯地3の幅w3方向の両最端部にて密に織られて縦糸群311、312を構成している。そして、横糸32は縦糸群311、312を通り越して折り返され、全体として蛇行状に織られている。縦糸31は、縦糸群311、312の部分を例外として、相互の間隔を開いた疎の状態に織られ、また横糸32も相互の間隔を開いた疎の状態に織られている。
【0043】
融着糸31bの融点は実施例1及び実施例2と同様150℃〜200℃の間に定めることができ、縦糸31のモノフィラメント糸31aと横糸のモノフィラメント糸32a、32bは、その融点が融着糸31bの融点より高いもの、すなわち、通常のポリエステル製のモノフィラメント糸を用いる。また、カーテン用芯地3の幅w3は実施例1及び実施例2と同様、通常75mm〜90mmの間の値とされる。
【0044】
縦糸31を、50〜75デニールのモノフィラメント糸31aを3本と75デニール〜150デニール程度の融着糸31b1本を撚糸して300デニール程度とした場合、縦糸31の本数は、カーテン用芯地1の幅w1が75mmの場合には75〜95本程度、カーテン用芯地1の幅w1が90mmの場合には95〜115本程度とするのが適切である。なお、融着糸31bの太さに応じてモノフィラメント糸31aの太さや本数を適宜調整し、縦糸31が全体として300デニール程度になるようにする。また、横糸32のモノフィラメント糸32a、32bは110〜370デニール程度の太さとするのが適切である。
【0045】
図3に示すような構成として織り上げられたカーテン用芯地3に熱処理を施すことにより、融着糸31bが溶融され、融着糸31bと他の糸が融着される。特に、縦糸31と横糸32の交点CR3、CR3、…にて融着糸31bが横糸32と縦糸31を融着するので、カーテン用芯地3は図3に示すような構成で安定し、目くずれを起こさないカーテン用芯地3が得られるものである。
【0046】
また、縦糸31が撚糸されているので、カーテン用芯地3全体の延長方向Xへの可撓性が高められ、カーテン用芯地3全体の厚みが増し、さらに縦糸31の「縦割れ」の防止や織り作業が円滑化されるという効果が齎される。この点は実施例1と同様である。なお、熱処理温度は、実施例1及び実施例2と同様、融着糸31bが溶融して他の糸を融着することはできるが、他の糸には溶融や変形を及ぼさない温度とする。
【0047】
また、カーテン用芯地3においては、実施例1及び実施例2と同じく芯鞘型複合糸は一切用いていないので、「ケバ立ち」を生ぜず、織機の運転速度を上げることができ、織作業中に織機に鞘繊維が絡まったり糸が切れたり、織機が停止するというトラブルもなく、従って織作業が高速かつ円滑化され、作業効率が上昇し、不良品の発生も極めて少ない。
【0048】
しかも、熱処理後は芯鞘型複合糸を用いた場合と全く同様の効果、すなわちカーテン用芯地3の構成が安定し、目くずれが生じないという効果が得られる点も実施例1及び実施例2と同じである。また、高価な芯鞘型複合糸を用いない点から安価に製造できる点も実施例1及び実施例2と同じである。
【実施例4】
【0049】
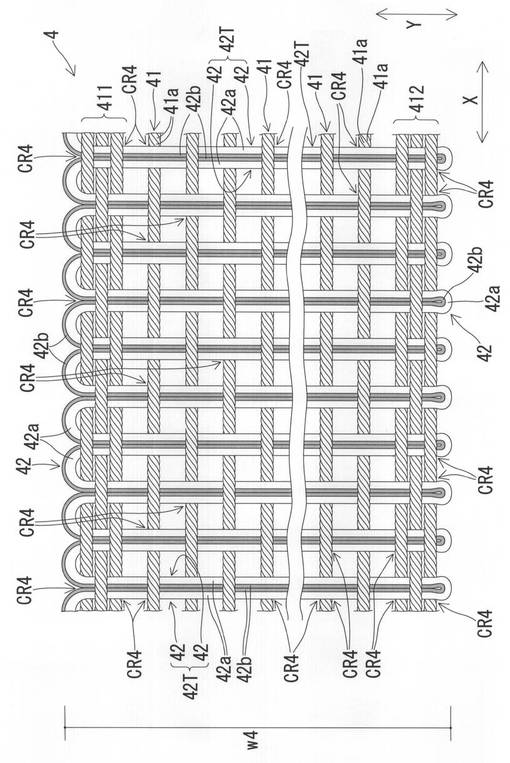
図4に示す実施例4のカーテン用芯地4は、カーテン用芯地4の延長方向Xに延伸された縦糸41と縦糸41に交差する横糸42を平織りしたもので、縦糸41がポリエステル製のモノフィラメント糸41aを複数本撚糸したマルチフィラメント糸として構成され、横糸42はポリエステル製のモノフィラメント糸42aと同じくポリエステル製のモノフィラメント糸である融着糸42bを並列させたマルチフィラメント糸として構成されている。
【0050】
縦糸41は、カーテン用芯地4の幅w4方向の両最端部にて密に織られて縦糸群411、412を構成している。そして、横糸42は縦糸群411、412を通り越して折り返され、全体として蛇行状に織られているが、上記両最端部を除いて、2本の横糸42、42が密接して織られているので、上記両最端部を除いては、2本の横糸42、42が1本の横糸42Tとして機能しているといい得る。
【0051】
2本の横糸42、42を1本の横糸42Tとして見た場合には、横糸42Tは2本のポリエステル製のモノフィラメント糸42aと、同じくポリエステル製のモノフィラメント糸である2本の融着糸42bを並列させたマルチフィラメント糸として構成されていることとなる。なお、縦糸41は、縦糸群411、412の部分を例外として、相互の間隔を開いた疎の状態に織られ、また横糸42Tも相互の間隔を開いた疎の状態に織られている。
【0052】
融着糸42bの融点は150℃〜200℃の間に定めることができ、縦糸41を構成するモノフィラメント糸41aと横糸42のモノフィラメント糸42aは、その融点が融着糸42bの融点より高いもの、すなわち、通常のポリエステル製のモノフィラメント糸を用いる。また、カーテン用芯地4の幅w1は、実施例1〜3同様、通常75mm〜90mmの間の値とされる。
【0053】
縦糸41を、75デニールのモノフィラメント糸41aを4本、あるいは150デニールのモノフィラメント糸41aを2本撚糸して300デニール程度とした場合、縦糸41の本数は、カーテン用芯地4の幅w4が75mmの場合には75〜95本程度、カーテン用芯地4の幅w4が90mmの場合には95〜115本程度とするのが適切であり、この点は実施例1と同様である。また、横糸42においては、モノフィラメント糸42aは150〜450デニール程度の太さのモノフィラメント糸を、融着糸42bとしては75〜300デニール程度の太さのモノフィラメント糸を用いることができるが、この点も実施例1と同様である。
【0054】
図4に示すような構成として織り上げられたカーテン用芯地4に熱処理を施すことにより、融着糸42bが溶融され、融着糸42bと他の糸が融着される。特に、縦糸41と横糸42Tの交点CR4、CR4、…にて融着糸42bは縦糸41と横糸42Tを融着するので、カーテン用芯地4は図1に示すような構成で安定し、目くずれを起こさないカーテン用芯地4が得られる。また、縦糸41が撚糸されているので、カーテン用芯地4全体の延長方向Xへの可撓性が高められ、カーテン用芯地としてより適切な効果、すなわち延長方向Xへの可撓性と剛性の協働効果が齎され、さらに縦糸41の「縦割れ」の防止や織り作業が円滑化されるという効果が齎されるが、この点は実施例1と同じである。
【0055】
熱処理温度は、融着糸42bが溶融して他の糸を融着することはできるが、他の糸には溶融や変形を及ぼさない温度とする。この点は、実施例1〜3と同様である。また、図4においては、横糸42T全体を1本の横糸と考えた場合に、左からモノフィラメント糸42a、融着糸42b、融着糸42b、モノフィラメント糸42aという配設状態を示すが、モノフィラメント糸42aと融着糸42bの配列は、必ずしも図4に示す状態に限定されるものではなく、様々な配列があり得るのは当然のことである。例えば、左からモノフィラメント糸42a、モノフィラメント糸42a、融着糸42b、融着糸42bという配設状態もあり得るし、左から融着糸42b、モノフィラメント糸42a、融着糸42b、モノフィラメント糸42a、という配設状態もあり得る。さらに、モノフィラメント糸42aと融着糸42bの本数も2本ずつに限定されるものでは当然ない。
【0056】
横糸42Tは撚糸されておらず、2本のモノフィラメント糸42a、42aと2本の融着糸42b、42bが並列された状態であるので、横糸42Tの延長方向Yへの剛性が増し、延長方向Yへの剛性は結局縦糸41の延長方向Xへの可撓性の増加を招来する。すなわち、横糸42T、42T、…が並列せる竹板のような剛性を有し、撚糸された縦糸41、41、…が竹板のような剛性を有する横糸42T、42T、…を縫い合わせていく糸のような働きをなし、結果として縦糸41の延長方向Xへの可撓性が増すのである。したがって、実施例4のカーテン用芯地4は、実施例1〜3に比較すると、延長方向Xに対してよりしなやかな性質を有するものであるといい得る。
【0057】
また、カーテン用芯地4においては、実施例1〜3同様、芯鞘型複合糸は一切用いていないので、「ケバ立ち」を生ぜず、織機の運転速度を上げることができ、織作業中に織機に鞘繊維が絡まったり糸が切れたり、織機が停止するというトラブルもなく、従って織作業が高速かつ円滑化され、作業効率が上昇し、不良品の発生も極めて少ない。しかも、熱処理後は芯鞘型複合糸を用いた場合と全く同様の効果、すなわちカーテン用芯地4の構成が安定し、目くずれが生じないという効果が得られる。また、高価な芯鞘型複合糸を用いないので安価であるという点も実施例1〜3と同様である。
【産業上の利用可能性】
【0058】
叙上のように、本発明のカーテン用芯地は、芯鞘型複合糸を用いたカーテン用芯地と全く同等の効果を持ちながらも、製造工程においてより高速かつ円滑で作業効率が良く、しかも安価に製造できるという点においてまさに画期的なものである。カーテン用芯地は、ごく小規模なカフェカーテン等を除けば大部分のカーテンに用いられるものであるので、本発明のカーテン用芯地のように高性能で、しかも安価に製造できるカーテン用芯地が提供されれば、カーテン自体の価格もより安価にできるものであり、消費者に、高品質で安価なカーテンを提供できるという点において、産業上、多大な貢献を齎すものであると確信するものである。
【図面の簡単な説明】
【0059】
【図1】本発明の実施例1のカーテン用芯地の織り方の説明図である。
【図2】本発明の実施例2のカーテン用芯地の織り方の説明図である。
【図3】本発明の実施例3のカーテン用芯地の織り方の説明図である。
【図4】本発明の実施例4のカーテン用芯地の織り方の説明図である。
【図5】(a)カーテンの外観を説明する説明図である。 (b)カーテンの上端部の縦断面、すなわち図5aのA−A断面を説明する説明図である。 (c)カーテンの下端部の縦断面、すなわち図5aのB−B断面を説明する説明図である。
【図6】(a)カーテン用芯地の外観図である。 (b)カーテン用芯地の織り方の説明図である。
【図7】従来のカーテン用芯地の1例の織り方の説明図である。
【図8】(a)モノフィラメント糸の構成を説明する説明図である。 (b)マルチフィラメント糸の構成を説明する説明図である。 (c)マルチフィラメント糸の構成を説明する説明図である。 (d)マルチフィラメント糸の構成を説明する説明図である。 (e)マルチフィラメント糸の構成を説明する説明図である。 (f)マルチフィラメント糸の構成を説明する説明図である。
【図9】(a)芯鞘型複合糸の構成を説明する説明図である。 (b)芯鞘型複合糸の構成を説明する説明図である。 (c)芯鞘型複合糸の構成を説明する説明図である。
【符号の説明】
【0060】
1 カーテン用芯地
11 縦糸
111 縦糸群
112 縦糸群
11a モノフィラメント糸
12 横糸
12a モノフィラメント糸
12b 融着糸
2 カーテン用芯地
21 縦糸
211 縦糸群
212 縦糸群
21a モノフィラメント糸
22 横糸
22a モノフィラメント糸
22b 融着糸
3 カーテン用芯地
31 縦糸
311 縦糸群
312 縦糸群
31a モノフィラメント糸
31b 融着糸
32 横糸
32a モノフィラメント糸
32b モノフィラメント糸
4 カーテン用芯地
41 縦糸
411 縦糸群
412 縦糸群
41a モノフィラメント糸
42 横糸
42T 横糸
42a モノフィラメント糸
42b 融着糸
C カーテン
CC カーテン用芯地
CR カーテンレール
CR1 交点
CR2 交点
CR3 交点
CR4 交点
Ca 折り返し
Cb 折り返し
F フック
L 下端部
TF 縦糸
U 上端部
W 幅
X 延長方向
Y 延長方向
YF 横糸
f1 繊維
f2 繊維
f3 繊維
f4 繊維
f5 繊維
f6 繊維
f7 繊維
fa 糸
fb 糸
fc 糸
fd 糸
fe 糸
ff 糸
fg 芯鞘型複合糸
fh 芯鞘型複合糸
fi 芯鞘型複合糸
fs 鞘繊維
fw 芯繊維
h 襞
tf 縦糸
w1 幅
w2 幅
w3 幅
w4
yf 横糸
【技術分野】
【0001】
本発明は、カーテン用芯地に関するものであり、さらに詳しくは、芯地の延長方向に延伸された縦糸と該縦糸に交差する横糸によって織られ、熱処理が施されたカーテン用芯地において、縦糸がモノフィラメント糸であり、横糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸を構成する複数のモノフィラメント糸のうち少なくとも1本のモノフィラメント糸が他の糸より低融点の融着糸であり、熱処理により他の糸に融着されていることを特徴とするカーテン用芯地に関するものである。
【0002】
あるいは縦糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸を構成する複数のモノフィラメント糸のうち少なくとも1本のモノフィラメント糸が他の糸より低融点の融着糸であり、熱処理により他の糸に融着されていることを特徴とするカーテン用芯地に関するものである。
【0003】
あるいは縦糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、縦糸を構成する複数のモノフィラメント糸のうち少なくとも1本のモノフィラメント糸が他の糸より低融点の融着糸であり、熱処理により他の糸に融着されていることを特徴とするカーテン用芯地に関するものである。
【0004】
さらに、縦糸が複数のモノフィラメント糸からなるマルチフィラメント糸である場合には、縦糸が複数のモノフィラメント糸を撚糸して構成されたマルチフィラメント糸であり、あるいは横糸が複数のモノフィラメント糸からなるマルチフィラメント糸である場合には、横糸が複数のモノフィラメント糸を撚糸して構成されたマルチフィラメント糸であることを特徴とするカーテン用芯地に関するものである。
【0005】
また、上記融着糸の融点が150〜200℃の範囲内であり、熱処理温度が融着糸を他の糸に融着でき、かつ他の糸に溶融や変形を及ぼさない温度であることを特徴とするカーテン用芯地に関するものである。
【背景技術】
【0006】
カーテン用芯地CCとは、図5a、図5b、図5cに示すように、カーテンCの上端部の折り返しCaあるいは下端部の折り返しCbの部分に封入されているテープ状の布地で、カーテンCの上端部あるいは下端部の補強の役割と共に、カーテンCの襞h、h、h、…を美しく形成するための成形要因として、重要な役割を担う部材である。なお、図5a、図5bにおいて、CRはカーテンレールであり、FはカーテンCをカーテンレールCRから吊設するフックである。
【0007】
カーテン用芯地CCは、その延長方向にしなやかな可撓性と共にある程度の剛性をも合わせ持っており、布地ではあるが、柔らかいバネのような働きをする部材である。すなわち、カーテン用芯地CCは、その延長方向に対して湾曲するが、通常の布地とは異なり、加えられた力に対してある程度の反発力も有しており、そのために、カーテンCの上端部あるいは下端部に封入することにより、カーテンCの上端部あるいは下端部が横方向に対して可撓性と共にある程度の剛性も併せ持ち、この可撓性と剛性が協働して、図5aに見るようなカーテン特有の美しい襞h、h、h、…が形成されるものである。
【0008】
カーテン用芯地CCは、上記の作用を齎すために、素材として剛性の強いポリエステル糸が用いられることが多く、織り方も、図6a、図6bに示すように縦糸TF同士の間隔も横糸YF同士の間隔も比較的疎で、テープ状の延長方向Xに可撓性と剛性が共に生じるような構成がなされている。なお、ここでいう縦糸TFとはカーテン用芯地CCの延長方向Xに平行な糸のことをいい、横糸YFとは縦糸TFに交差して織られている糸のことをいう。このようなカーテン用芯地CCは、幅Wが75mm〜90mm程度のものが多く、延長方向Xの長さは、用いるカーテンのサイズに合わせて適宜切断して決定する。
【0009】
図6bは図6aの一部を拡大したもので、縦糸TFと横糸YFが平織りされており、縦糸TF同士、あるいは横糸YF同士は疎に織られているが、上端部Uと下端部Lにおいては縦糸TFが密に織られ、上端部Uと下端部Lを補強している。図6bにおいては、横糸YFが上端部Uあるいは下端部Lを通り越して織り返されることにより横糸YFが蛇行状に織られている状態が示されている。
【0010】
上記構成を有するカーテン用芯地CCは、当初はポリエステルの縦糸TFと、同じくポリエステルの横糸YFをただ平織りしただけのものであったが、縦糸TF同士、あるいは横糸YF同士が疎に織られている関係上、頻繁に「目くずれ」と呼ばれる現象を起こすものであった。すなわち、縦糸TFは上端部Uと下端部Lにおいて密に織られており、またカーテン用芯地CCの幅Wもその延長に比較するとごく短いので安定性は比較的高いが、横糸YFは蛇行状に且つ疎に織られ、またカーテン用芯地CCの延長も長いものとなるので、横糸YF全体が延長方向Xに移動しやすく、ために横糸YFの間隔にばらつきが生じてある部分は密となり、ある部分は疎となり、結局全体として局所的な撓みが生じることが多く、この現象を「目くずれ」と呼んでいる。なお、下記特許文献1の図11には、「目くずれ」の状態が描かれている。
【0011】
カーテンCの上端部の折り返しCaあるいは下端部の折り返しCb(図5a、図5b、図5c参照)の部分に封入されているカーテン用芯地CCが「目くずれ」を起こすと、可撓性や剛性が不均一となり、結果としてカーテンCの襞h、h、h、…が偏り、全体として見苦しい外観となる。しかしながら、カーテン用芯地CCは、カーテンCの生地を縫製することにより上端部の折り返しCaあるいは下端部の折り返しCbに封入されているため、カーテン用芯地CCの交換は手間のかかる作業とならざるを得なかった。
【0012】
上記問題を解決せんとして開発されたのが、芯鞘型複合糸と呼ばれるタイプの糸を用いてカーテン用芯地を織り上げる方法であり、下記特許文献1、2は芯鞘型複合糸を用いて製造したカーテン用芯地の構成を公開するものである。そのうち、下記特許文献2の請求項1に記載の発明を図示すれば、図7のとおりとなる。
【0013】
図7において、カーテン用芯地ccは、延長方向Xに延伸された縦糸tfと縦糸tfに交差する横糸yfによって平織りされており、下記特許文献2の請求項1には、「よこ糸(5)は、芯糸(8)の外周に溶融層(9)を備えた芯鞘型複合繊維(7)と、該複合繊維(7)と共に織るモノフィラメント(6)とから成り、最端たて糸(2a、2b)を通りこして折返され、蛇行状に織り込まれ、芯鞘型複合繊維(7)の溶融層(9)は加熱により溶融して芯糸(8)とモノフィラメント(6)とを固着すると共に、たて糸(1)をも固着していることを特徴とするカーテン芯材」と記載されている。
【0014】
ここで、「モノフィラメント」という言葉が用いられているが、この「モノフィラメント」という言葉と、これに対する「マルチフィラメント」という言葉は、本発明の説明においても重要な言葉であるので、ここに図によってこの両語を説明しておく。すなわち、単一の繊維のみから成る糸のことをモノフィラメントあるいはモノフィラメント糸と呼称し、図8aに見る単一の繊維f1からのみ成る糸faはモノフィラメント糸の1例である。これに対して、複数の繊維からなる糸のことをマルチフィラメントあるいはマルチフィラメント糸と呼称し、例えば、図8bのように2本の繊維f1、f2から成る糸fbはマルチフィラメント糸の1例である。
【0015】
マルチフィラメント糸を構成する繊維の数は2本以上であれば何本でも良く、図8cに見る、3本の繊維f1、f2、f3から成る糸fcもマルチフィラメント糸である。また、繊維の数が2本以上であれば構成する繊維の太さが異なっていてもよく、図8dに見る糸fdは、構成する繊維のうち繊維f1は細く繊維f2は太いが、これもマルチフィラメント糸となる。さらに、構成する繊維が図8cのように平板状に並ぶ必要もなく、例えば図8eのように中心となる繊維f1の周りを他の繊維f2〜f7が囲繞するような構成の糸feもマルチフィラメント糸となる。また、各繊維が撚糸されているか否かも関係なく、図8fのように繊維f2〜f7が撚糸されていても、糸ffはやはりマルチフィラメント糸と呼ばれる。
【0016】
次に、芯鞘型複合糸の例を図9aに掲げる。図9aの芯鞘型複合糸fgは、芯繊維fwの周りを鞘繊維fs、fs、fs、…が囲繞して構成されている。下記特許文献2にいう「芯鞘型複合繊維(7)」はこのようなタイプの糸であり、下記特許文献2の「芯鞘型複合繊維(7)」においては、「芯糸(8)」(図9aの芯繊維fw)の周囲を「溶融層(9)」(図9aの鞘繊維fs、fs、fs、…)が囲繞している。下記特許文献2にては、「溶融層(9)」と記載されているように、「溶融層(9)」は「芯糸(8)」よりも融点が低い繊維群であり、熱処理温度を適宜に設定することにより、「芯糸(8)」には影響を与えず、「溶融層(9)」のみを溶融させることが可能である。なお、この芯鞘型複合糸においては、周囲の鞘繊維fs、fs、fs、…は図9aの芯鞘型複合糸fgのように撚糸されていない状態でも、図9bの芯鞘型複合糸fhのように撚糸された状態でも良い。
【0017】
下記特許文献2においては、「よこ糸(5)」がこのような「芯鞘型複合繊維(7)」と通常の「モノフィラメント(6)」から構成されているので、「芯鞘型複合繊維(7)」の「溶融層(9)」のみが溶融し、通常の「モノフィラメント(6)」には影響を与えない温度で熱処理することにより、「芯鞘型複合繊維(7)」の「溶融層(9)」のみが溶融し、これが接着剤の役割を果たして「よこ糸(5)」の「モノフィラメント(6)」のみならずたて糸(1)をも熱溶着し(図7参照)、これにより「よこ糸(5)」が「目くずれ」を起こすことがなくなり、安定した構成のカーテン用芯地が得られるものである。なお、下記特許文献1の発明も、この芯鞘型複合糸を用いるものであるが(下記特許文献1にては「芯鞘型複合フィラメント」と表記)、下記特許文献2の発明が横糸にこれを用いているのに対し、下記特許文献1の発明においては縦糸にこの芯鞘型複合糸が用いられている。
【特許文献1】特開平8‐299161号公報
【特許文献2】特開2003‐27364号公報
【発明の開示】
【発明が解決しようとする課題】
【0018】
叙上のように、図9a、あるいは図9bに示すような芯鞘型複合糸fgあるいはfhを用いることによって「目くずれ」が防止され、安定的な作用を齎すカーテン用芯地が得られたのであるが、この芯鞘型複合糸を用いることにより、新たな問題が発生した。その新たな問題とは、カーテン用芯地の製造段階における問題である。
【0019】
芯鞘型複合糸は、図9a、あるいは図9bに示すような構成であるため、通常、鞘繊維fsは非常に細い繊維とせざるを得ない。つまり、芯鞘型複合糸fgあるいはfhにおいては、太い芯繊維fwの周囲を細い鞘繊維fs、fs、…が囲繞しているという構成が通常の構成である。(芯繊維fwそのものが細い繊維の集合体として構成されている場合もある。)図9a、あるいは図9bにおいては、分かりやすく図解するために鞘繊維fs、fs、…をかなり太めに描いているが、実際には鞘繊維fs、fs、…は数デニール程度の非常に細い繊維が用いられる。なお、芯鞘型複合糸fgあるいはfhの全体の太さは通常100デニール前後のものがカーテン用芯地用としては多く用いられているようである。
【0020】
このように細い鞘繊維fs、fs、…が用いられているために、芯鞘型複合糸fgあるいはfhにおいては、鞘繊維fs、fs、…の一部が切れて、全体として所謂「ケバ立つ」状態となる。鞘繊維fs、fs、…の一部が切れた状態は、例えば図9cに図示する芯鞘型複合糸fiのような状態であるが、このような状態の糸を織る場合には、「ケバ立ち」が織機(図示せず)に巻き込まれないように、通常の繊維を織る場合に比べて、どうしても織機の運転速度をかなり落として運転せざるを得ない。
【0021】
また、運転速度を落として運転していても、切断された鞘繊維fs、fs、…が織機に絡まる事態は避けられず、そうなると芯鞘型複合糸fi自体が切れたり、あるいは他の糸にまで余分な力が働いて他の繊維も切れたりして、結果、織機が停止してしまうこととなり、その度に絡まった鞘繊維fs、fs、…を取り除いて復旧する作業を行わねばならず、多くの手間を要することとなる。また、不良品の発生率も当然多くなってしまう。芯鞘型複合糸fgあるいはfhの有するこのような問題の解決が、重要な課題として浮上してきたのであった。
【課題を解決するための手段】
【0022】
本発明は、上記課題を解決するためになされたものであって、以下に示す解決手段を提供するものである。
<解決手段1>
芯地の延長方向に延伸された縦糸と該縦糸に交差する横糸によって織られ、熱処理が施されたカーテン用芯地において、縦糸がモノフィラメント糸であり、横糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸を構成する複数のモノフィラメント糸のうち少なくとも1本のモノフィラメント糸が他の糸より低融点の融着糸であり、熱処理により他の糸に融着されていることを特徴とするカーテン用芯地。
<解決手段2>
芯地の延長方向に延伸された縦糸と該縦糸に交差する横糸によって織られ、熱処理が施されたカーテン用芯地において、縦糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸を構成する複数のモノフィラメント糸のうち少なくとも1本のモノフィラメント糸が他の糸より低融点の融着糸であり、熱処理により他の糸に融着されていることを特徴とするカーテン用芯地。
<解決手段3>
芯地の延長方向に延伸された縦糸と該縦糸に交差する横糸によって織られ、熱処理が施されたカーテン用芯地において、縦糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、縦糸を構成する複数のモノフィラメント糸のうち少なくとも1本のモノフィラメント糸が他の糸より低融点の融着糸であり、熱処理により他の糸に融着されていることを特徴とするカーテン用芯地。
<解決手段4>
縦糸が複数のモノフィラメント糸を撚糸して構成されたマルチフィラメント糸であることを特徴とする解決手段2あるいは解決手段3に記載のカーテン用芯地。
<解決手段5>
横糸が複数のモノフィラメント糸を撚糸して構成されたマルチフィラメント糸であることを特徴とする解決手段1あるいは解決手段2あるいは解決手段3に記載のカーテン用芯地。
<解決手段6>
融着糸の融点が150〜200℃の範囲内であり、熱処理温度が融着糸を他の糸に融着でき、かつ他の糸に溶融や変形を及ぼさない温度であることを特徴とする解決手段1あるいは解決手段2あるいは解決手段3あるいは解決手段4あるいは解決手段5に記載のカーテン用芯地。
【発明の効果】
【0023】
本発明によれば、縦糸あるいは横糸のうちの少なくとも1本に他の糸より低融点のモノフィラメント糸である融着糸が用いられているため、芯鞘型複合糸を用いた場合と同様の効果、すなわち、熱処理後は融着糸が他の糸に融着されてカーテン用芯地全体が安定した構成となり、目くずれが起きないという効果を齎す。しかも、芯鞘型複合糸を用いておらず、融着糸は単一構造のモノフィラメント糸であるため、芯鞘型複合糸を用いた場合のように「ケバ立ち」によって運転速度の低下を招いたり、あるいは芯鞘型複合糸もしくは他の糸の切断や織機の停止という事故が一切生じることなく、極めて高速且つ安定した円滑な織作業が実現された。また織機に絡まった鞘繊維を取り除く手間も一切皆無となり、織作業の能率は飛躍的に向上し、かつ不良品の発生率も激減した。
【0024】
また、本発明の解決手段4あるいは解決手段5の発明によれば、撚糸されることにより縦糸あるいは横糸自体の可撓性が増し、かつカーテン用芯地全体の厚みが増して使い勝手の良いカーテン用芯地とすることができる。また、所謂「縦割れ」と呼ばれる現象、すなわち、マルチフィラメント糸を構成するモノフィラメント糸同士の分離現象を防止することができる。さらに、製造工程においても、マルチフィラメント糸を1本のモノフィラメント糸のように扱えるので、織機で織りやすく、織作業が円滑に進行するという効果が齎されるものである。
【発明を実施するための最良の形態】
【0025】
本発明を実施するための最良の形態を、以下に図面を参照しながら詳細に説明する。なお、以下に示す実施例1は解決手段2あるいは解決手段4あるいは解決手段6の1実施例であり、実施例2は解決手段2あるいは解決手段4あるいは解決手段5あるいは解決手段6の1実施例であり、実施例3は解決手段3あるいは解決手段4あるいは解決手段6の1実施例であり、実施例4は解決手段2あるいは解決手段4あるいは解決手段6の1実施例である。
【実施例1】
【0026】
図1に示す実施例1のカーテン用芯地1は、カーテン用芯地1の延長方向Xに延伸された縦糸11と縦糸11に交差する横糸12を平織りしたもので、縦糸11がポリエステル製のモノフィラメント糸11aを複数本撚糸したマルチフィラメント糸として構成され、横糸12はポリエステル製のモノフィラメント糸12aと、同じくポリエステル製のモノフィラメント糸である融着糸12bを並列させたマルチフィラメント糸として構成されている。
【0027】
縦糸11は、カーテン用芯地1の幅w1方向の両最端部にて密に織られて縦糸群111、112を構成している。そして、横糸12は縦糸群111、112を通り越して折り返され、全体として蛇行状に織られている。縦糸11は、縦糸群111、112の部分を例外として、相互の間隔を開いた疎の状態に織られ、また横糸12も相互の間隔を開いた疎の状態に織られている。
【0028】
融着糸12bの融点は150℃〜200℃の間に定めることができ、縦糸11を構成するモノフィラメント糸11aと横糸のモノフィラメント糸12aは、その融点が融着糸12bの融点より高いもの、すなわち、通常のポリエステル製のモノフィラメント糸を用いる。また、カーテン用芯地1の幅w1は通常75mm〜90mmの間の値とされる。
【0029】
縦糸11を、75デニールのモノフィラメント糸11aを4本、あるいは150デニールのモノフィラメント糸11aを2本撚糸して300デニール程度とした場合、縦糸11の本数は、カーテン用芯地1の幅w1が75mmの場合には75〜95本程度、カーテン用芯地1の幅w1が90mmの場合には95〜115本程度とするのが適切である。また、横糸12においては、モノフィラメント糸12aは150〜450デニール程度の太さのモノフィラメント糸を、融着糸12bとしては75〜300デニール程度の太さのモノフィラメント糸を用いることができる。
【0030】
図1に示すような構成として織り上げられたカーテン用芯地1に熱処理を施すことにより、融着糸12bが溶融され、融着糸12bと他の糸が融着される。特に、縦糸11と横糸12の交点CR1、CR1、…にて融着糸12bは縦糸11と横糸12を融着するので、カーテン用芯地1は図1に示すような構成で安定し、目くずれを起こさないカーテン用芯地1が得られる。また、縦糸11が撚糸されているので、カーテン用芯地1全体の延長方向Xへの可撓性、すなわちしなやかさが高められ、カーテン用芯地としてより適切な効果、すなわち延長方向Xへの可撓性と剛性のより一層の協働効果が齎され、さらに縦糸11の「縦割れ」の防止や織り作業が円滑化されるという効果が齎される。
【0031】
熱処理温度は、融着糸12bが溶融して他の糸を溶着することはできるが、他の糸には溶融や変形を及ぼさない温度とする。一例として、融着糸12bの融点が160℃であったとすれば、熱処理温度はそれより20℃〜30℃程度高めの180℃〜190℃程度が適切であろう。また、融着糸12bの融点が180℃であったとすれば、熱処理温度はそれより20℃〜30℃程度高めの200℃〜210℃程度が適切となる。
【0032】
また、カーテン用芯地1においては、芯鞘型複合糸は一切用いていないので、「ケバ立ち」を生ぜず、織機(図示せず)の運転速度を上げることができ、織作業中に織機に鞘繊維が絡まったり糸が切れたり、織機が停止するというトラブルもなく、従って織作業が高速かつ円滑化され、作業効率が上昇し、不良品の発生も極めて少ない。しかも、熱処理後は芯鞘型複合糸を用いた場合と全く同様の効果、すなわちカーテン用芯地1の構成が安定し、目くずれが生じないという効果が得られる。
【0033】
さらに、芯鞘型複合糸はその構成が複雑である点から比較的高価なものであるが、カーテン用芯地1においては、この高価な芯鞘型複合糸を一切用いないので、芯鞘型複合糸を用いたカーテン用芯地より安価に製造でき、しかもその効果は芯鞘型複合糸を用いたカーテン用芯地と全く変わらない。すなわち、実施例1においては、作業効率が良く、安価で、高価な芯鞘型複合糸を用いたカーテン用芯地と同様の効果を発揮するカーテン用芯地1を得ることができるのである。
【実施例2】
【0034】
図2に示す実施例2のカーテン用芯地2は、カーテン用芯地2の延長方向Xに延伸された縦糸21と縦糸21に交差する横糸22を平織りしたもので、縦糸21がポリエステル製のモノフィラメント糸21aを複数本撚糸したマルチフィラメント糸として構成され、横糸22はポリエステル製のモノフィラメント糸22aと、同じくポリエステル製のモノフィラメント糸である融着糸22bを撚糸したマルチフィラメント糸として構成されている。
【0035】
縦糸21は、カーテン用芯地2の幅w2方向の両最端部にて密に織られて縦糸群211、212を構成している。そして、横糸22は縦糸群211、212を通り越して折り返され、全体として蛇行状に織られている。縦糸21は、縦糸群211、212の部分を例外として、相互の間隔を開いた疎の状態に織られ、また横糸12も相互の間隔を開いた疎の状態に織られている。
【0036】
融着糸22bの融点は実施例1と同様150℃〜200℃の間に定めることができ、縦糸21を構成するモノフィラメント糸21aと横糸のモノフィラメント糸22aは、その融点が融着糸22bの融点より高いもの、すなわち、通常のポリエステル製のモノフィラメント糸を用いる。また、カーテン用芯地2の幅w2は実施例1と同様、通常75mm〜90mmの間の値とされる。
【0037】
縦糸21を、75デニールのモノフィラメント糸11aを4本、あるいは150デニールのモノフィラメント糸11aを2本撚糸して300デニール程度とした場合、縦糸21の本数は、カーテン用芯地1の幅w1が75mmの場合には75〜95本程度、カーテン用芯地1の幅w1が90mmの場合には95〜115本程度とするのが適切であり、この点は実施例1と同様である。また、横糸22においては、モノフィラメント糸22aは150〜450デニール程度の太さのモノフィラメント糸を、融着糸22bは75〜300デニール程度の太さのモノフィラメント糸を用いることができるが、この点も実施例1と同様である。
【0038】
図2に示すような構成として織り上げられたカーテン用芯地2に熱処理を施すことにより、融着糸22bが溶融され、融着糸22bと他の糸が融着される。特に、縦糸21と横糸22の交点CR2、CR2、…にて融着糸22bは縦糸21と横糸22を融着するので、カーテン用芯地2は図2に示すような構成で安定し、目くずれを起こさないカーテン用芯地2が得られるものである。
【0039】
また、縦糸21と共に横糸22も撚糸されているので、延長方向Xへの可撓性が補強されると同時にカーテン用芯地2全体の厚みが実施例1のカーテン用芯地1よりさらに増す。また、縦糸21の「縦割れ」の防止効果に加えて横糸22の「縦割れ」の防止効果も齎され、さらに織り作業が一層円滑化されるという効果も招来される。なお、熱処理温度は、実施例1と同様、融着糸12bが溶融して他の糸を溶着することはできるが、他の糸には溶融や変形を及ぼさない温度とする。
【0040】
また、カーテン用芯地2においては、実施例1と同じく芯鞘型複合糸は一切用いていないので、「ケバ立ち」を生ぜず、織機の運転速度を上げることができ、織作業中に織機に鞘繊維が絡まったり糸が切れたり、織機が停止するというトラブルもなく、従って織作業が高速かつ円滑化され、作業効率が上昇し、不良品の発生も極めて少ない。しかも、熱処理後は芯鞘型複合糸を用いた場合と全く同様の効果、すなわちカーテン用芯地2の構成が安定し、目くずれが生じないという効果が得られる点も実施例1と同じである。また、高価な芯鞘型複合糸を用いない点から安価に製造できる点も実施例1と同じである。
【実施例3】
【0041】
図3に示す実施例3のカーテン用芯地3は、カーテン用芯地3の延長方向Xに延伸された縦糸31と縦糸31に交差する横糸32を平織りしたもので、縦糸31はポリエステル製のモノフィラメント糸31aと、同じくポリエステル製のモノフィラメント糸である融着糸31bを撚糸したマルチフィラメント糸として構成され、横糸32はポリエステル製のモノフィラメント糸32a、32bを並列させたマルチフィラメント糸として構成されている。
【0042】
縦糸31は、カーテン用芯地3の幅w3方向の両最端部にて密に織られて縦糸群311、312を構成している。そして、横糸32は縦糸群311、312を通り越して折り返され、全体として蛇行状に織られている。縦糸31は、縦糸群311、312の部分を例外として、相互の間隔を開いた疎の状態に織られ、また横糸32も相互の間隔を開いた疎の状態に織られている。
【0043】
融着糸31bの融点は実施例1及び実施例2と同様150℃〜200℃の間に定めることができ、縦糸31のモノフィラメント糸31aと横糸のモノフィラメント糸32a、32bは、その融点が融着糸31bの融点より高いもの、すなわち、通常のポリエステル製のモノフィラメント糸を用いる。また、カーテン用芯地3の幅w3は実施例1及び実施例2と同様、通常75mm〜90mmの間の値とされる。
【0044】
縦糸31を、50〜75デニールのモノフィラメント糸31aを3本と75デニール〜150デニール程度の融着糸31b1本を撚糸して300デニール程度とした場合、縦糸31の本数は、カーテン用芯地1の幅w1が75mmの場合には75〜95本程度、カーテン用芯地1の幅w1が90mmの場合には95〜115本程度とするのが適切である。なお、融着糸31bの太さに応じてモノフィラメント糸31aの太さや本数を適宜調整し、縦糸31が全体として300デニール程度になるようにする。また、横糸32のモノフィラメント糸32a、32bは110〜370デニール程度の太さとするのが適切である。
【0045】
図3に示すような構成として織り上げられたカーテン用芯地3に熱処理を施すことにより、融着糸31bが溶融され、融着糸31bと他の糸が融着される。特に、縦糸31と横糸32の交点CR3、CR3、…にて融着糸31bが横糸32と縦糸31を融着するので、カーテン用芯地3は図3に示すような構成で安定し、目くずれを起こさないカーテン用芯地3が得られるものである。
【0046】
また、縦糸31が撚糸されているので、カーテン用芯地3全体の延長方向Xへの可撓性が高められ、カーテン用芯地3全体の厚みが増し、さらに縦糸31の「縦割れ」の防止や織り作業が円滑化されるという効果が齎される。この点は実施例1と同様である。なお、熱処理温度は、実施例1及び実施例2と同様、融着糸31bが溶融して他の糸を融着することはできるが、他の糸には溶融や変形を及ぼさない温度とする。
【0047】
また、カーテン用芯地3においては、実施例1及び実施例2と同じく芯鞘型複合糸は一切用いていないので、「ケバ立ち」を生ぜず、織機の運転速度を上げることができ、織作業中に織機に鞘繊維が絡まったり糸が切れたり、織機が停止するというトラブルもなく、従って織作業が高速かつ円滑化され、作業効率が上昇し、不良品の発生も極めて少ない。
【0048】
しかも、熱処理後は芯鞘型複合糸を用いた場合と全く同様の効果、すなわちカーテン用芯地3の構成が安定し、目くずれが生じないという効果が得られる点も実施例1及び実施例2と同じである。また、高価な芯鞘型複合糸を用いない点から安価に製造できる点も実施例1及び実施例2と同じである。
【実施例4】
【0049】
図4に示す実施例4のカーテン用芯地4は、カーテン用芯地4の延長方向Xに延伸された縦糸41と縦糸41に交差する横糸42を平織りしたもので、縦糸41がポリエステル製のモノフィラメント糸41aを複数本撚糸したマルチフィラメント糸として構成され、横糸42はポリエステル製のモノフィラメント糸42aと同じくポリエステル製のモノフィラメント糸である融着糸42bを並列させたマルチフィラメント糸として構成されている。
【0050】
縦糸41は、カーテン用芯地4の幅w4方向の両最端部にて密に織られて縦糸群411、412を構成している。そして、横糸42は縦糸群411、412を通り越して折り返され、全体として蛇行状に織られているが、上記両最端部を除いて、2本の横糸42、42が密接して織られているので、上記両最端部を除いては、2本の横糸42、42が1本の横糸42Tとして機能しているといい得る。
【0051】
2本の横糸42、42を1本の横糸42Tとして見た場合には、横糸42Tは2本のポリエステル製のモノフィラメント糸42aと、同じくポリエステル製のモノフィラメント糸である2本の融着糸42bを並列させたマルチフィラメント糸として構成されていることとなる。なお、縦糸41は、縦糸群411、412の部分を例外として、相互の間隔を開いた疎の状態に織られ、また横糸42Tも相互の間隔を開いた疎の状態に織られている。
【0052】
融着糸42bの融点は150℃〜200℃の間に定めることができ、縦糸41を構成するモノフィラメント糸41aと横糸42のモノフィラメント糸42aは、その融点が融着糸42bの融点より高いもの、すなわち、通常のポリエステル製のモノフィラメント糸を用いる。また、カーテン用芯地4の幅w1は、実施例1〜3同様、通常75mm〜90mmの間の値とされる。
【0053】
縦糸41を、75デニールのモノフィラメント糸41aを4本、あるいは150デニールのモノフィラメント糸41aを2本撚糸して300デニール程度とした場合、縦糸41の本数は、カーテン用芯地4の幅w4が75mmの場合には75〜95本程度、カーテン用芯地4の幅w4が90mmの場合には95〜115本程度とするのが適切であり、この点は実施例1と同様である。また、横糸42においては、モノフィラメント糸42aは150〜450デニール程度の太さのモノフィラメント糸を、融着糸42bとしては75〜300デニール程度の太さのモノフィラメント糸を用いることができるが、この点も実施例1と同様である。
【0054】
図4に示すような構成として織り上げられたカーテン用芯地4に熱処理を施すことにより、融着糸42bが溶融され、融着糸42bと他の糸が融着される。特に、縦糸41と横糸42Tの交点CR4、CR4、…にて融着糸42bは縦糸41と横糸42Tを融着するので、カーテン用芯地4は図1に示すような構成で安定し、目くずれを起こさないカーテン用芯地4が得られる。また、縦糸41が撚糸されているので、カーテン用芯地4全体の延長方向Xへの可撓性が高められ、カーテン用芯地としてより適切な効果、すなわち延長方向Xへの可撓性と剛性の協働効果が齎され、さらに縦糸41の「縦割れ」の防止や織り作業が円滑化されるという効果が齎されるが、この点は実施例1と同じである。
【0055】
熱処理温度は、融着糸42bが溶融して他の糸を融着することはできるが、他の糸には溶融や変形を及ぼさない温度とする。この点は、実施例1〜3と同様である。また、図4においては、横糸42T全体を1本の横糸と考えた場合に、左からモノフィラメント糸42a、融着糸42b、融着糸42b、モノフィラメント糸42aという配設状態を示すが、モノフィラメント糸42aと融着糸42bの配列は、必ずしも図4に示す状態に限定されるものではなく、様々な配列があり得るのは当然のことである。例えば、左からモノフィラメント糸42a、モノフィラメント糸42a、融着糸42b、融着糸42bという配設状態もあり得るし、左から融着糸42b、モノフィラメント糸42a、融着糸42b、モノフィラメント糸42a、という配設状態もあり得る。さらに、モノフィラメント糸42aと融着糸42bの本数も2本ずつに限定されるものでは当然ない。
【0056】
横糸42Tは撚糸されておらず、2本のモノフィラメント糸42a、42aと2本の融着糸42b、42bが並列された状態であるので、横糸42Tの延長方向Yへの剛性が増し、延長方向Yへの剛性は結局縦糸41の延長方向Xへの可撓性の増加を招来する。すなわち、横糸42T、42T、…が並列せる竹板のような剛性を有し、撚糸された縦糸41、41、…が竹板のような剛性を有する横糸42T、42T、…を縫い合わせていく糸のような働きをなし、結果として縦糸41の延長方向Xへの可撓性が増すのである。したがって、実施例4のカーテン用芯地4は、実施例1〜3に比較すると、延長方向Xに対してよりしなやかな性質を有するものであるといい得る。
【0057】
また、カーテン用芯地4においては、実施例1〜3同様、芯鞘型複合糸は一切用いていないので、「ケバ立ち」を生ぜず、織機の運転速度を上げることができ、織作業中に織機に鞘繊維が絡まったり糸が切れたり、織機が停止するというトラブルもなく、従って織作業が高速かつ円滑化され、作業効率が上昇し、不良品の発生も極めて少ない。しかも、熱処理後は芯鞘型複合糸を用いた場合と全く同様の効果、すなわちカーテン用芯地4の構成が安定し、目くずれが生じないという効果が得られる。また、高価な芯鞘型複合糸を用いないので安価であるという点も実施例1〜3と同様である。
【産業上の利用可能性】
【0058】
叙上のように、本発明のカーテン用芯地は、芯鞘型複合糸を用いたカーテン用芯地と全く同等の効果を持ちながらも、製造工程においてより高速かつ円滑で作業効率が良く、しかも安価に製造できるという点においてまさに画期的なものである。カーテン用芯地は、ごく小規模なカフェカーテン等を除けば大部分のカーテンに用いられるものであるので、本発明のカーテン用芯地のように高性能で、しかも安価に製造できるカーテン用芯地が提供されれば、カーテン自体の価格もより安価にできるものであり、消費者に、高品質で安価なカーテンを提供できるという点において、産業上、多大な貢献を齎すものであると確信するものである。
【図面の簡単な説明】
【0059】
【図1】本発明の実施例1のカーテン用芯地の織り方の説明図である。
【図2】本発明の実施例2のカーテン用芯地の織り方の説明図である。
【図3】本発明の実施例3のカーテン用芯地の織り方の説明図である。
【図4】本発明の実施例4のカーテン用芯地の織り方の説明図である。
【図5】(a)カーテンの外観を説明する説明図である。 (b)カーテンの上端部の縦断面、すなわち図5aのA−A断面を説明する説明図である。 (c)カーテンの下端部の縦断面、すなわち図5aのB−B断面を説明する説明図である。
【図6】(a)カーテン用芯地の外観図である。 (b)カーテン用芯地の織り方の説明図である。
【図7】従来のカーテン用芯地の1例の織り方の説明図である。
【図8】(a)モノフィラメント糸の構成を説明する説明図である。 (b)マルチフィラメント糸の構成を説明する説明図である。 (c)マルチフィラメント糸の構成を説明する説明図である。 (d)マルチフィラメント糸の構成を説明する説明図である。 (e)マルチフィラメント糸の構成を説明する説明図である。 (f)マルチフィラメント糸の構成を説明する説明図である。
【図9】(a)芯鞘型複合糸の構成を説明する説明図である。 (b)芯鞘型複合糸の構成を説明する説明図である。 (c)芯鞘型複合糸の構成を説明する説明図である。
【符号の説明】
【0060】
1 カーテン用芯地
11 縦糸
111 縦糸群
112 縦糸群
11a モノフィラメント糸
12 横糸
12a モノフィラメント糸
12b 融着糸
2 カーテン用芯地
21 縦糸
211 縦糸群
212 縦糸群
21a モノフィラメント糸
22 横糸
22a モノフィラメント糸
22b 融着糸
3 カーテン用芯地
31 縦糸
311 縦糸群
312 縦糸群
31a モノフィラメント糸
31b 融着糸
32 横糸
32a モノフィラメント糸
32b モノフィラメント糸
4 カーテン用芯地
41 縦糸
411 縦糸群
412 縦糸群
41a モノフィラメント糸
42 横糸
42T 横糸
42a モノフィラメント糸
42b 融着糸
C カーテン
CC カーテン用芯地
CR カーテンレール
CR1 交点
CR2 交点
CR3 交点
CR4 交点
Ca 折り返し
Cb 折り返し
F フック
L 下端部
TF 縦糸
U 上端部
W 幅
X 延長方向
Y 延長方向
YF 横糸
f1 繊維
f2 繊維
f3 繊維
f4 繊維
f5 繊維
f6 繊維
f7 繊維
fa 糸
fb 糸
fc 糸
fd 糸
fe 糸
ff 糸
fg 芯鞘型複合糸
fh 芯鞘型複合糸
fi 芯鞘型複合糸
fs 鞘繊維
fw 芯繊維
h 襞
tf 縦糸
w1 幅
w2 幅
w3 幅
w4
yf 横糸
【特許請求の範囲】
【請求項1】
芯地の延長方向に延伸された縦糸と該縦糸に交差する横糸によって織られ、熱処理が施されたカーテン用芯地において、縦糸がモノフィラメント糸であり、横糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸を構成する複数のモノフィラメント糸のうち少なくとも1本のモノフィラメント糸が他の糸より低融点の融着糸であり、熱処理により他の糸に融着されていることを特徴とするカーテン用芯地。
【請求項2】
芯地の延長方向に延伸された縦糸と該縦糸に交差する横糸によって織られ、熱処理が施されたカーテン用芯地において、縦糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸を構成する複数のモノフィラメント糸のうち少なくとも1本のモノフィラメント糸が他の糸より低融点の融着糸であり、熱処理により他の糸に融着されていることを特徴とするカーテン用芯地。
【請求項3】
芯地の延長方向に延伸された縦糸と該縦糸に交差する横糸によって織られ、熱処理が施されたカーテン用芯地において、縦糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、縦糸を構成する複数のモノフィラメント糸のうち少なくとも1本のモノフィラメント糸が他の糸より低融点の融着糸であり、熱処理により他の糸に融着されていることを特徴とするカーテン用芯地。
【請求項4】
縦糸が複数のモノフィラメント糸を撚糸して構成されたマルチフィラメント糸であることを特徴とする請求項2あるいは請求項3に記載のカーテン用芯地。
【請求項5】
横糸が複数のモノフィラメント糸を撚糸して構成されたマルチフィラメント糸であることを特徴とする請求項1あるいは請求項2あるいは請求項3に記載のカーテン用芯地。
【請求項6】
融着糸の融点が150〜200℃の範囲内であり、熱処理温度が融着糸を他の糸に融着でき、かつ他の糸に溶融や変形を及ぼさない温度であることを特徴とする請求項1あるいは請求項2あるいは請求項3あるいは請求項4あるいは請求項5に記載のカーテン用芯地。
【請求項1】
芯地の延長方向に延伸された縦糸と該縦糸に交差する横糸によって織られ、熱処理が施されたカーテン用芯地において、縦糸がモノフィラメント糸であり、横糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸を構成する複数のモノフィラメント糸のうち少なくとも1本のモノフィラメント糸が他の糸より低融点の融着糸であり、熱処理により他の糸に融着されていることを特徴とするカーテン用芯地。
【請求項2】
芯地の延長方向に延伸された縦糸と該縦糸に交差する横糸によって織られ、熱処理が施されたカーテン用芯地において、縦糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸を構成する複数のモノフィラメント糸のうち少なくとも1本のモノフィラメント糸が他の糸より低融点の融着糸であり、熱処理により他の糸に融着されていることを特徴とするカーテン用芯地。
【請求項3】
芯地の延長方向に延伸された縦糸と該縦糸に交差する横糸によって織られ、熱処理が施されたカーテン用芯地において、縦糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、横糸が複数のモノフィラメント糸からなるマルチフィラメント糸であり、縦糸を構成する複数のモノフィラメント糸のうち少なくとも1本のモノフィラメント糸が他の糸より低融点の融着糸であり、熱処理により他の糸に融着されていることを特徴とするカーテン用芯地。
【請求項4】
縦糸が複数のモノフィラメント糸を撚糸して構成されたマルチフィラメント糸であることを特徴とする請求項2あるいは請求項3に記載のカーテン用芯地。
【請求項5】
横糸が複数のモノフィラメント糸を撚糸して構成されたマルチフィラメント糸であることを特徴とする請求項1あるいは請求項2あるいは請求項3に記載のカーテン用芯地。
【請求項6】
融着糸の融点が150〜200℃の範囲内であり、熱処理温度が融着糸を他の糸に融着でき、かつ他の糸に溶融や変形を及ぼさない温度であることを特徴とする請求項1あるいは請求項2あるいは請求項3あるいは請求項4あるいは請求項5に記載のカーテン用芯地。
【図5】


【図6】
【図8】
【図1】
【図2】
【図3】
【図4】
【図7】
【図9】
【図6】
【図8】
【図1】
【図2】
【図3】
【図4】
【図7】
【図9】
【公開番号】特開2007−169801(P2007−169801A)
【公開日】平成19年7月5日(2007.7.5)
【国際特許分類】
【出願番号】特願2005−364701(P2005−364701)
【出願日】平成17年12月19日(2005.12.19)
【出願人】(505467834)有限会社 ケイティ商事 (2)
【Fターム(参考)】
【公開日】平成19年7月5日(2007.7.5)
【国際特許分類】
【出願日】平成17年12月19日(2005.12.19)
【出願人】(505467834)有限会社 ケイティ商事 (2)
【Fターム(参考)】
[ Back to top ]