
カートリッジフィルター
【課題】高いろ過精度と長いろ過寿命を実現するカートリッジフィルターを提供する。
【解決手段】流体が通過する孔を有する管状芯材14の周囲にろ過不織布を巻回してなるカートリッジフィルターを、90%ろ過精度が4μm以上10μm未満であり、通気度が2cc/cm2/秒〜30cc/cm2/秒である粗ろ過不織布10が、ろ過上流側において、7周以上巻回され、90%ろ過精度が0.5μm以上4μm未満であり、通気度が2cc/cm2/秒〜30cc/cm2/秒である精密ろ過不織布12と、前記粗ろ過不織布10とを含む積層ろ過不織布が、ろ過下流側において1周以上巻回されるように構成する。
【解決手段】流体が通過する孔を有する管状芯材14の周囲にろ過不織布を巻回してなるカートリッジフィルターを、90%ろ過精度が4μm以上10μm未満であり、通気度が2cc/cm2/秒〜30cc/cm2/秒である粗ろ過不織布10が、ろ過上流側において、7周以上巻回され、90%ろ過精度が0.5μm以上4μm未満であり、通気度が2cc/cm2/秒〜30cc/cm2/秒である精密ろ過不織布12と、前記粗ろ過不織布10とを含む積層ろ過不織布が、ろ過下流側において1周以上巻回されるように構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、流体中の固形物をろ過することのできるカートリッジフィルター、特に、液体中の微粒子をろ過することのできるカートリッジフィルターに関する。
【背景技術】
【0002】
ろ過材の一つとして、液体が通過できる孔を有する管状の芯材に、不織布等の濾材を巻回してなるカートリッジフィルター(デプスフィルターとも呼ばれる)が、例えば、食品製造および半導体製造等において使用されている。カートリッジフィルターの開発に際しては、高いろ過精度と長いろ過寿命の両立が困難であるという課題が常に存在する。具体的には、ろ過精度を高くするように、例えば、濾材を繊維径が小さく、かつ繊維同士の間に形成される空隙が小さくなるように構成すると、目詰まりに起因する圧力損失が高くなり、ろ過寿命が短くなる傾向にある。逆に、ろ過寿命が長くなるように濾材を構成すると、ろ過精度が低下する。
【0003】
この課題を解決するため、予て種々の構成が提案されている。
特許文献1には、熱融着性複合繊維を含む繊維集合体層を巻き芯に巻き付けて支持層を形成し、その外側に所望の穴径をもつシートを繊維集合層と共に巻き込んで精密ろ過層を形成し、引き続いて、繊維集合体層のみを巻き付けて前ろ過層を形成したカートリッジフィルターが開示されている。このカートリッジフィルターは、濾過ライフが優れ、例えば1μm以下の粒子をも確実に捕捉できる熱融着により固定安定化されたものである。
【0004】
特許文献2には、芯部に位置する通液性の筒状成形体と、外側に位置する前ろ過層と、この筒状成形体と前濾過層との間に位置する精密ろ過層とからなる筒状カートリッジフィルターが開示されている。このカートリッジフィルターにおいては、被濾過液中の比較的粒子の大きい固形物が前濾過層で捕集され、粒子の小さい固形物は精密ろ過層で捕集されるという、深層濾過作用が奏される。
【0005】
特許文献3には、内周から外周方向に向かって繊維径を太くすることにより、濾過精度を維持しつつ、濾過寿命を向上させたデプス型フィルターが開示されている。
さらに、特許文献4には、ろ過寿命を長くするために、ろ過性能の異なる円筒フィルターエレメントの外筒と内筒の間にモノフィラメントからなるネットを挿入し、空間層を設けて、圧力損失を改善することが提案されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開昭55−024575号
【特許文献2】実開平04−099204号
【特許文献3】特開平11−156125号
【特許文献4】実開平5−37308号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ある分野においては、より高い精度のろ過材が求められており、例えば、平均粒子0.7μmの粒子を90%以上、好ましくは95%以上の精度でろ過できるようなろ過材が求められている。そのようなろ過精度をカートリッジフィルターにおいて実現しようとすると、前述の手段を用いても、ろ過寿命を十分に向上させることはできない。ろ過精度を高くするには、繊維同士の間に形成される空隙がより小さい、緻密な不織布を濾材として用いる必要がある。そのような不織布においては、目詰まりがより生じやすく、従来の構成を採用しても十分なろ過寿命を得ることが難しい。例えば、特許文献1に記載のように熱接着性複合繊維からなる繊維層で前ろ過層を形成しても、前記のような高い精度のろ過材を使用する場合には、十分なろ過寿命を得られない。また、特許文献4に記載のようなネットを、例えば、ろ過精度の高い不織布を巻回してなる層と、ろ過精度の低い不織布を巻回してなる層との間に配置しても、十分なろ過寿命を得られない。
【0008】
本発明は前記課題を解決するためになされたものであり、高いろ過精度と長いろ過寿命を実現するカートリッジフィルターを提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、文献2〜3を参考にして、精密ろ過不織布の外側に粗ろ過不織布を設ける構成を検討した。具体的には、精密ろ過不織布層と、熱融着性複合繊維ウェブからなる支持不織布との間に、粗ろ過不織布を設けた積層体を巻回してなる構成の筒状フィルターについて検討した。その結果、
・単に精密ろ過層の外側に粗ろ過不織布を追加しただけでは、ろ過寿命が向上しない場合があること、ならびに
・精密ろ過不織布の巻回数と粗ろ過不織布との巻回数の関係を所定の範囲にすることにより、優れたろ過精度とろ過寿命とを両立した筒状フィルターが得られること
を見出し、本発明に至った。
【0010】
本発明は、
流体が通過する孔を有する管状芯材(以下、「芯材」とも呼ぶ)の周囲にろ過不織布が巻回されてなるカートリッジフィルターであって、
90%ろ過精度が4μm以上10μm未満であり、通気度が2cc/cm2/秒〜30cc/cm2/秒である粗ろ過不織布が、ろ過上流側において、7周以上巻回され、
90%ろ過精度が0.5μm以上4μm未満であり、通気度が2cc/cm2/秒〜30cc/cm2/秒である精密ろ過不織布と、前記粗ろ過不織布とを含む積層ろ過不織布が、ろ過下流側において1周以上巻回されている、
カートリッジフィルター
を提供する。
【0011】
本発明のカートリッジフィルターは、特定の精密ろ過不織布と特定の粗ろ過不織布とを含む、積層ろ過不織布がろ過下流側において巻回され、特定の粗ろ過不織布がろ過上流側において7周以上巻回されていることを特徴とする。この構成により、本発明のカートリッジフィルターは、精密ろ過不織布によって高いろ過精度が確保されるとともに、粗ろ過不織布によって十分なろ過寿命を有するものとなる。
【0012】
本発明のカートリッジフィルターは、90%ろ過精度が10μm以上である支持不織布を有してよい。その場合、支持不織布は、ろ過上流側の粗ろ過不織布およびろ過下流側の積層ろ過不織布とともに巻回される。支持不織布は、ろ過不織布を支持して、巻回作業を容易にする。
【0013】
本発明のカートリッジフィルターにおいて、精密ろ過不織布はCV値が60〜200である、メルトブローン不織布であることが好ましい。CV値とは、下式で表される値であり、繊維径の変動係数を示しており、繊維径のばらつきを示す値である。
CV値=(標準偏差/平均繊維径)×100
CV値がこの範囲内にあるメルトブローン不織布は、繊維径にばらつきを有していて繊維径の分布が大きく、平均繊維径よりも繊維径の大きい繊維および平均繊維径よりも繊維径の小さい繊維を含む。そのため、このメルトブローン不織布は、平均繊維径付近の繊維径の繊維のみで構成された不織布よりも、ろ過精度及びろ過寿命に優れるため好ましく用いられる。
【発明の効果】
【0014】
本発明のカートリッジフィルターは、特定の精密ろ過不織布と、特定の粗ろ過不織布とを組み合わせた積層ろ過不織布がろ過下流側にて巻回され、ろ過上流側の所定領域には、精密ろ過不織布が巻回されず、粗ろ過不織布が7周以上巻回された構成を有する。それにより、高いろ過精度と、長いろ過寿命とが達成される。したがって、本発明のカートリッジフィルターは、純水、飲料水、薬液、各種油脂、めっき液、塗料溶液または、電子工業用洗浄水などの流体、特に半導体用の洗浄液をろ過するのに適している。
【図面の簡単な説明】
【0015】
【図1】本発明のカートリッジフィルターを製造する方法の一例を示す模式図である。
【図2】本発明のカートリッジフィルターを製造する方法の別の例を示す模式図である。
【図3】本発明のカートリッジフィルターの一例を示す斜視図であって、その一部を分解して示す斜視図である。
【発明を実施するための形態】
【0016】
本発明のカートリッジフィルターは、精密ろ過不織布と粗ろ過不織布とを含む積層ろ過不織布が巻回された領域と、精密ろ過不織布が巻回されておらず、粗ろ過不織布が巻回された領域とを有し、各領域には必要に応じてさらに支持不織布、ネット状物、および/または中間ろ過不織布が巻回される。したがって、まずこれらの不織布について説明する。
【0017】
[精密ろ過不織布]
精密ろ過不織布は、その90%ろ過精度が0.5μm以上4μm未満であり、通気度が2cc/cm2/秒〜30cc/cm2/秒である不織布である。ここで、90%ろ過精度は、精密ろ過不織布において90%の粒子を遮断できる最大の粒子の大きさを示す値、即ち、種々の粒径の粒子の粒径ごとの遮断率を測定したときに、遮断率が90%以上となる粒径のうち最大の値であり、下記の測定方法により測定される値をいう。また、通気度は、JIS L 1096 8.27 A法に準拠したフラジール形法に従って測定される値をいう。
<90%ろ過精度>
JIS Z8901に準ずる試験用ダスト(JIS11種)を水に分散させて試験用懸濁液を作成し、試験用懸濁液に含まれるダストの粒子径別の個数(M)と、この試験用懸濁液を対象の不織布を用いて、流速40リットル/分でろ過し、ろ過開始後5分の濾液に含まれるダストの粒子径別の個数(N)とを粒度分布測定機(商品名:コールターカウンターZM型:コールターエレクトロニクス社製)を用いて測定した。各粒子径別に下記式から遮断率を算出し、遮断率が90%になる粒子径を90%ろ過精度とした。
遮断率(%)=[(M−N)×100]/M
【0018】
精密ろ過不織布は、その90%ろ過精度が0.5μm以上4μm未満のものである。90%ろ過精度が0.5μm以上4μm未満である精密ろ過不織布を用いると、高精度のカートリッジフィルターを得ることができる。より高精度のカートリッジフィルターを得る観点から、精密ろ過不織布の90%ろ過精度は、0.6μm〜3μmであることが好ましく、0.7μm〜2μmであることがより好ましい。
【0019】
精密ろ過不織布は、その通気度が2cc/cm2/秒〜30cc/cm2/秒のものである。通気度が2cc/cm2/秒以上である精密ろ過不織布を用いると、精密ろ過不織布が目詰まりし難く、ろ過寿命を長くすることができる。また、通気度が30cc/cm2/秒以下である精密ろ過不織布を用いると、捕捉した粒子の再放出を抑制することができる。かかる観点から、精密ろ過不織布の通気度は、3cc/cm2/秒〜15cc/cm2/秒であることが好ましく、4cc/cm2/秒〜10cc/cm2/秒であることがより好ましい。
【0020】
本発明の精密ろ過不織布は、特定の90%ろ過精度及び特定の通気度を有するため、表面ろ過性に優れる。通常、不織布は、その表面及び内部で粒子を捕捉するが、本発明で用いる精密ろ過不織布は、不織布表面で粒子を捕捉する性能が特に優れている。そして、本発明は、ろ過下流側において精密ろ過不織布が、粗ろ過不織布と共に巻回されてなるため、カートリッジフィルターの径方向において、精密ろ過不織布同士が密着せず、粗ろ過不織布により微小な空間が形成される。そのため、処理すべき流体を、それがカートリッジフィルターの径方向を通過する間、巻回数の数だけ精密ろ過不織布で表面ろ過に付すことができる。
【0021】
精密ろ過不織布は、前記範囲内の90%ろ過精度および通気度を有する限りにおいて、その種類および材料は特に限定されない。例えば、精密ろ過不織布は、長繊維からなるスパンボンド不織布、またはメルトブロー法により得られるメルトブローン不織布であってよい。あるいは、精密ろ過不織布は、短繊維(例えば、3mm〜100mmの繊維長を有する繊維)から、湿式抄紙法、カード機を用いてパラレルウェブ、セミランダムウェブ、ランダムウェブ、クロスウェブもしくはクリスクロスウェブを作製するカード法、またはエアレイ法によりウェブを作製し、さらにウェブを一体化させることにより得られるものであってよい。ウェブの一体化は、接着剤による接合、繊維を軟化または溶融させることによる熱接着、ニードルパンチ、および高圧水流処理から選択される1または複数の方法により実施される。また、精密ろ過不織布は、2以上の不織布が積層されてなる不織布であってよい。
【0022】
精密ろ過不織布は、その目付が5g/m2〜40g/m2であることが好ましい。精密ろ過不織布の目付が5g/m2以上であると、取り扱いやすく、例えば、管状芯材の周囲に巻回するときに、切断され難い。また、精密ろ過不織布の目付が40g/m2以下であると、精密ろ過不織布の巻回数をより多くすることができ、その結果、精密ろ過不織布の質量当たりの表面ろ過面積が大きくなり、より優れたろ過精度を得ることができる。かかる効果を顕著に得る観点から、精密ろ過不織布の目付は30g/m2以下であることがより好ましく、目付は20g/m2以下であることがさらに好ましい。
【0023】
本発明では、精密ろ過不織布の目付を5g/m2〜40g/m2とすることにより、所定の外径のカートリッジフィルター中に、精密ろ過不織布および/又は粗ろ過不織布を所定の数だけ巻回しやすい。カートリッジフィルターがプラスチック製のケースなどに内装されて使用される場合など、その外径および/又は内径が決められている場合には、精密ろ過不織布の目付を小さくすることで、精密ろ過不織布および/又は粗ろ過不織布をより多く巻回することができる。
【0024】
精密ろ過不織布は、小さな固形物、即ち微粒子を捕捉すべきものであるから、一般に、繊維径の小さい繊維で構成され、かつ、繊維同士の間の空隙が小さい不織布である。具体的には、精密ろ過不織布は、平均繊維径0.1μm〜10μm、好ましくは0.5μm〜5μmの繊維から構成される。ここで、繊維径とは、繊維横断面形状が円形である場合にはその直径を指し、繊維断面形状が非円形である場合には円形断面に換算したときの直径を指す。また、平均繊維径は、電子顕微鏡を用いて、不織布表面を100〜1000倍に拡大して観察し、任意の100本の繊維側面(幅)を計測し、計測した値の平均値を算出することにより求める。なお、複数の繊維が融着していて、その境界が不明である場合は、融着した状態の繊維群を1本の繊維とみなして計測する。
【0025】
そのような平均繊維径を有する繊維は、例えば、スパンボンド法またはメルトブロー法により不織布を製造する際に、繊維材料を吐出するノズルの寸法、および繊維化の条件等を調整することによって得られる。あるいは、そのような平均繊維径を有する繊維は、分割型複合繊維の割繊により形成される。分割型複合繊維は、繊維断面において構成成分のうち少なくとも1成分が2個以上に区分されてなり、構成成分の少なくとも一部が繊維表面に露出し、その露出部分が繊維の長さ方向に連続的に形成されている繊維断面構造を有する。分割型複合繊維の断面形状は、例えば、円形もしくは異形の中実、または中空の断面を有している。繊維断面における分割形状としては、例えば、放射状および層状などが挙げられる。あるいは、そのような平均繊維径を有する繊維は、海島型複合繊維の海成分を溶出させることにより、得ることができる。
【0026】
精密ろ過不織布は、メルトブロー法により得られたメルトブローン不織布であることが好ましい。メルトブローン不織布は、繊維径の分布が大きいものとして得ることもでき、その場合には、平均繊維径よりも繊維径の大きい繊維および平均繊維径よりも繊維径の小さい繊維を含むため、平均繊維径付近の繊維径の繊維のみで構成された不織布よりも、ろ過精度及びろ過寿命に優れる。また、精密ろ過不織布がメルトブローン不織布であると後述のCV値を有する不織布を容易に得ることができる。
【0027】
精密ろ過不織布は、CV値が60〜200であることが好ましい。ここでCV値とは、下式で表される値であり、繊維径の変動係数を示しており、繊維径のばらつきを示す値である。
CV値=(標準偏差/平均繊維径)×100
【0028】
精密ろ過不織布のCV値が60以上であると、繊維径のばらつきが大きく、繊維径の大きい繊維および繊維径の小さい繊維を含む構成となる。このような不織布は、繊維径の大きい繊維によって構成された比較的大きい繊維間空隙が粒子を通過し易くし、圧力損失の上昇を抑制し、繊維径の小さい繊維によって構成された比較的小さい繊維間空隙が微小粒子を捕捉する。そのため、このような不織布を用いると、高精度でありながら、目詰まりし難いカートリッジフィルターを得ることができる。また、繊維径の大きい繊維を含むことにより、不織布の引張強度が高くなり、巻回時に切断されにくくなる。さらに、不織布の圧縮強度が大きくなり、巻回圧を高くした場合であっても、目潰れすることが少ない。かかる効果を顕著に得る観点から、CV値は100以上であることがより好ましく、120以上であることがさらに好ましい。
【0029】
精密ろ過不織布のCV値が200以下であると、ばらつきが大きくなり過ぎず、各々のカートリッジフィルターのろ過精度のばらつきを抑えることができる。かかる効果を顕著に得る観点から、CV値は180以下であることがより好ましく、150以下であることがさらに好ましい。
【0030】
精密ろ過不織布は、繊維径が0.5μm以下の繊維を数分率で5%〜30%含むことが好ましく、10%〜25%含むことがより好ましい。また、繊維径が1μm以下の繊維を数分率で10%〜70%含むことが好ましく、30%〜60%含むことがより好ましい。数分率とは、不織布において、所定の繊維径を有する繊維の本数が、繊維の全本数に占める割合を百分率で表わしたものである。
【0031】
精密ろ過不織布は、繊維径が4μm以上の繊維を数分率で1%〜30%含むことが好ましく、5%〜20%含むことがより好ましい。また、繊維径が8μm以上の繊維を数分率で1%〜10%含むことが好ましく、2%〜5%含むことがより好ましい。
【0032】
精密ろ過不織布を構成する材料は特に限定されない。例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリエチレンナフタレート、ポリ乳酸、ポリブチレンサクシネートなどのポリエステル系樹脂;低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、超高分子量ポリエチレンなどの各種ポリエチレン系樹脂、通常のチーグラ・ナッタ触媒やメタロセン触媒を使用して重合されるアイソタクチック、アタクチック、シンジオタクチックなどの各種ポリプロピレン系樹脂、各種ポリメチルペンテン系樹脂、エチレン−ビニルアルコール共重合樹脂、エチレン−プロピレン共重合樹脂などの各種ポリオレフィン系樹脂;ナイロン6,ナイロン66,ナイロン11、ナイロン12などのポリアミド系樹脂;ポリカーボネート、ポリアセタール、ポリスチレン、環状ポリオレフィンなどのエンジニアリング・プラスチック等で、精密ろ過不織布を構成してよい。精密ろ過不織布を構成する繊維は、単一繊維(分割型複合繊維の割繊により形成される繊維を含む)であってよく、あるいは、芯鞘型(同心および偏心)、サイドバイサイド型、分割型複合繊維が完全に割繊されず、複数の成分が結合している状態の繊維等の複合繊維であってもよい。
【0033】
精密ろ過不織布は、その表面がフィルム化していないことが好ましい。不織布表面に対して、カレンダー加工等の熱加工を行うと、加工表面の一部又は全部の樹脂が溶融して、フィルム化する場合がある。本発明の精密ろ過不織布はこのような熱加工が施されていない不織布であることが好ましい。
【0034】
このような精密ろ過不織布は、平均流量細孔径が1μm〜8μmであってよく、1.5μm〜6μmであることが好ましく、2μm〜4μmであることがより好ましい。平均流量細孔径が1μm〜8μmであると、所望の90%ろ過精度を有する不織布を得やすい。
【0035】
あるいは、精密ろ過不織布は、最大孔径が1μm〜15μmであってよく、2μm〜12μmであることが好ましく、3μm〜8μmであることがより好ましい。最大孔径が1μm〜15μmであると、所望の通気度を有する不織布を得やすい。
【0036】
本発明においては、精密ろ過不織布用のメルトブローン不織布として、特に、商品名「Syntex-nano3」および「Syntex-nano6」(目付15g/m2)(三井化学(株)製)が好ましく用いられる。
【0037】
[粗ろ過不織布]
粗ろ過不織布は、精密ろ過不織布よりも目の粗い不織布であり、具体的には、90%ろ過精度が4μm以上10μm以下であり、通気度が2cc/cm2/秒〜30cc/cm2/秒である不織布である。ここで、90%ろ過精度および通気度は精密ろ過不織布のそれと同様にして測定される値をいう。
【0038】
粗ろ過不織布は、その90%ろ過精度が4μm以上10μm未満であるものである。90%ろ過精度が4μm以上であると、ろ過上流側に巻回された粗ろ過不織布が目詰まりし難く、優れたろ過寿命を有するカートリッジフィルターを得られる。また、90%ろ過精度が10μm以下である粗ろ過不織布を用いると、ろ過上流側において、粗ろ過不織布が比較的大きい粒子を捕捉するので、ろ過下流側の積層ろ過不織布が目詰まりし難くなり、優れたろ過寿命を有するカートリッジフィルターを得られる。かかる効果を顕著に得る観点から、粗ろ過不織布の90%ろ過精度は、5μm〜9μmであることが好ましい。
【0039】
粗ろ過不織布は、通気度が2cc/cm2/秒〜30cc/cm2/秒であるものである。通気度が2cc/cm2/秒以上である粗ろ過不織布を用いると、粗ろ過不織布が目詰まりし難く、ろ過寿命を長くすることができる。また、通気度が30cc/cm2/秒以下であると粗ろ過不織布を用いると、捕捉した粒子の再放出を抑制することができる。かかる観点から、粗ろ過不織布の通気度は、5cc/cm2/秒〜27cc/cm2/秒であることが好ましく、10cc/cm2/秒〜25cc/cm2/秒であることがより好ましい。
【0040】
粗ろ過不織布の通気度は、精密ろ過不織布の通気度より大きいことが好ましい。2つの不織布の通気度がこの関係を満たすと、ろ過下流側に巻回された積層ろ過不織布が、交互に通気度の大小を形成した構成を有するので、通気度のより小さい精密ろ過不織布において、表面ろ過が効率よく行われる。具体的には、粗ろ過不織布の通気度を、精密ろ過不織布の通気度で除算した値が1.5〜7であることが好ましく、2〜5であることがより好ましい。
【0041】
本発明の粗ろ過不織布は、特定の90%ろ過精度及び特定の通気度を有するため、ろ過上流側では、積層ろ過不織布のプレフィルターとして作用する。また、粗ろ過不織布は、ろ過下流側では、精密ろ過不織布同士の間にろ過対象流体が通過しやすい空間を形成して、精密ろ過不織布が周回ごとに表面ろ過性能を発揮できるように作用する。
【0042】
粗ろ過不織布は、目付が5g/m2〜200g/m2であることが好ましい。粗ろ過不織布の目付が5g/m2以上であると、ろ過下流側の積層ろ過不織布において、精密ろ過不織布同士の間にろ過対象流体が通過しやすい空間を形成することができる。また、粗ろ過不織布の目付が200g/m2以下であると、質量当たりの粗ろ過不織布の巻回数を多くすることができる。かかる効果を顕著に得る観点から、粗ろ過不織布の目付は15g/m2〜100g/m2であることがより好ましく、30g/m2〜80g/m2であることがさらに好ましい。
【0043】
粗ろ過不織布は、下記の測定方法により測定される厚みが0.05mm〜1mmであるものであることが好ましい。
<厚み>
マイクロメータ(商品名:クーラントプルーフマイクロメータ 293−230 MDC−25MJ:(株)ミツトヨ製)を用いて、不織布の任意の10点の厚み方向の寸法を測定し、平均値を算出して、厚みとした。
【0044】
粗ろ過不織布の厚みが0.05mm以上であると、積層ろ過不織布において、精密ろ過不織布同士の間に流体が通過しやすい空間を形成することができ、ろ過寿命が向上する。また、粗ろ過不織布の厚みが1mm以下であると、補足した粒子を再放出することを抑制することができる。かかる効果をより顕著に得る観点から、粗ろ過不織布の厚みは0.1mm〜0.5mmであることがより好ましく、0.2mm〜0.4mmであることがさらに好ましい。
【0045】
粗ろ過不織布は、メルトブロー法により得られたメルトブローン不織布であることが好ましい。メルトブローン不織布は、繊維径の分布が大きい不織布としても得ることができる。メルトブローン不織布において、繊維径の大きい繊維によって構成された繊維間空隙では粒子が通過しやすく、繊維径の小さい繊維によって構成された繊維間空隙では微小粒子を捕捉するので、メルトブローン不織布からなる粗ろ過不織布を複数周巻回しても、目詰まりし難い。また、メルトブロー法によれば、厚みの小さい不織布を得やすい。
【0046】
粗ろ過不織布は、平均繊維径が0.1μm〜10μmである繊維から構成されることが好ましく、平均繊維径が0.5μm〜5μmである繊維から構成されることがより好ましい。平均繊維径が0.1μm〜10μmであると、所望の90%ろ過精度および通気度を有する不織布を得やすい。
【0047】
粗ろ過不織布を構成する繊維と精密ろ過不織布を構成する繊維は、同程度の平均繊維径を有することが好ましい。粗ろ過不織布と精密ろ過不織布のそれぞれを構成する繊維の平均繊維径が同程度であると、通液時にカートリッジフィルターの一部で粒子が詰まり、通液が困難になることを抑制することができる。具体的には、粗ろ過不織布を構成する繊維の平均繊維径を、精密ろ過不織布を構成する繊維の平均繊維径で除算した値が、0.5〜2であることが好ましい。
【0048】
粗ろ過不織布は、CV値が30〜150であることが好ましく、CV値が50〜100であることがより好ましい。CV値がかかる範囲であると、繊維径分布のばらつきに起因して、ろ過上流側でのプレフィルターとしての作用、およびろ過下流側での空間形成の作用をより顕著に得ることができる。
【0049】
粗ろ過不織布は、その平均流量細孔径が8μm〜20μmであることが好ましく、9μm〜15μmであることがより好ましい。平均流量細孔径が8μm〜20μmであると、所望の90%ろ過精度を有する不織布を得やすい。
【0050】
粗ろ過不織布は、その最大孔径が10μm〜30μmであることが好ましく、15μm〜25μmであることがより好ましい。最大孔径が10μm〜30μmであると、所望の通気度を有する不織布を得やすい。
【0051】
粗ろ過不織布は、前記範囲内の90%ろ過精度および通気度を有する限りにおいて、種類および材料は特に限定されない。粗ろ過不織布は、精密ろ過不織布に関して説明した種類の不織布であってよく、また、精密ろ過不織布に関して説明した繊維および材料を用いて形成してよい。また、粗ろ過不織布は、前記範囲内の90%ろ過精度および通気度を有する限りにおいて、2以上の不織布が積層されてなるものであってよい。なお、粗ろ過不織布の物性は、特に記載がない限り、精密ろ過不織布と同様の方法により測定された値をいう。
【0052】
本発明においては、粗ろ過不織布用のメルトブローン不織布として、特に、商品名「PO50FW」(目付50g/m2)(タピルス(株)製)が好ましく用いられる。
【0053】
[中間ろ過不織布]
本発明のカートリッジフィルターには、精密ろ過不織布よりも目が粗く、粗ろ過不織布よりも目が細かいろ過不織布がさらに含まれていてよい。そのようなろ過不織布を便宜的に中間ろ過不織布と呼ぶ。中間ろ過不織布は、その90%ろ過精度が精密ろ過不織布のそれらよりも大きく、90%ろ過精度が粗ろ過不織布のそれらよりも小さい不織布である。中間ろ過不織布は、精密ろ過不織布と粗ろ過不織布との間に位置するように配置されて、カートリッジフィルターのろ過精度をより高くする。
【0054】
積層ろ過不織布において、精密ろ過不織布と粗ろ過不織布以外の他のろ過不織布(支持不織布を除く)が積層され、精密ろ過不織布と当該他のろ過不織布との積層体が全体として、前記範囲内の90%ろ過精度および通気度を有する場合には、当該他のろ過不織布は精密ろ過不織布を構成しているものとみなす。あるいは、精密ろ過不織布と当該他のろ過不織布との積層体が全体として、前記範囲内の90%ろ過精度および通気度を有する場合、当該他のろ過不織布は粗ろ過不織布を構成しているものとみなす。当該他の不織布が、精密ろ過不織布または粗ろ過不織布を構成しているとみなすことができず、かつ精密ろ過不織布と粗ろ過不織布の間の目の粗さ(即ち、90%ろ過精度)を有している場合には、当該他の不織布は中間ろ過不織布である。
【0055】
中間ろ過不織布は、精密ろ過不織布に関して説明した種類の不織布であってよく、また、精密ろ過不織布に関して説明した繊維および材料を用いて形成してよい。中間ろ過不織布は、全体として、その目の粗さが精密ろ過不織布と粗ろ過不織布との間にある限りにおいて、2以上の不織布が積層されてなるものであってよい。
【0056】
[支持不織布]
支持不織布は、粗ろ過不織布および精密ろ過不織布を芯材に巻回するときに、それらの不織布にシワが発生する又は損傷することを防止するとともに、巻回作業を容易にするために好ましく用いられる。支持不織布は、粗ろ過不織布よりも十分に目の粗い不織布であり、巻回の際に加わる力に耐えうる限りにおいて、特に限定されない。支持不織布は、精密ろ過不織布に関して説明した種類の不織布であってよく、また、精密ろ過不織布に関して説明した繊維および材料を用いて形成してよい。
【0057】
支持不織布は、具体的には、平均繊維径が5μm〜50μmである、鞘/芯がポリエチレン/ポリプロピレンの組み合わせからなる芯鞘型複合繊維を用いて作製され、繊維同士がポリエチレンによって熱接着している、目付が5g/m2〜100g/m2の熱接着不織布であってよい。そのような熱接着不織布は、90%ろ過精度が10μm以上である、粗ろ過不織布よりも十分に目が粗い不織布である。好ましくは、支持不織布は50cc/cm2/秒以上の通気度を有する。
【0058】
[ネット状物]
精密ろ過不織布と粗ろ過不織布とを含む積層ろ過不織布は、精密ろ過不織布と粗ろ過不織布との間にネット状物を含んでいてよい。カートリッジフィルターにおいて、ネット状物の目ひらき部が、精密ろ過不織布と粗ろ過不織布との間に薄い空間を形成する。空間は、ろ過寿命の向上に寄与する。これは、非常に目の細かい精密ろ過不織布と粗ろ過不織布との密な接触が、空間によって防止され、その結果、精密ろ過不織布における圧力損失の上昇が緩和されることによると考えられる。
【0059】
ネット状物は、例えば、直径100μm〜1000μm、好ましくは直径200μm〜800μmの線条体で構成され、目開き部1つあたりの面積が1mm2〜100mm2であるネット状物である。線条体は、例えば、モノフィラメントおよび紡績糸等である。線条体の直径は、電子顕微鏡等で観察することによって測定される。線条体が、テープのように、円形の断面を有していない場合には、ネットの厚さが100μm〜2000μmの範囲内にあることが好ましい。前記線条体の直径は、ネット状物の交点以外の箇所で測定される寸法であり、厚さはネット状物の交点で測定される寸法である。押し出しネットが延伸されてなるネット状物においては、交点と交点との間で、線条体の太さが一定でないことがある。その場合には、最も太い部分の直径等が前記範囲内にあることが好ましい。
【0060】
目開き部の形状は、正方形、長方形、菱形、三角形、およびその他の多角形、ならびに円形、および楕円形のいずれであってもよく、あるいは不規則な形状であってよい。ネット状物は、織物ネット、押し出しネット、またはエキスパンドメタル状のネットであってよい。
【0061】
ネット状物の材料は特に限定されず、例えば、先に精密ろ過不織布に関して例示した、1または複数の樹脂で形成されてよい。ネット状物は好ましくは、ポリプロピレン系樹脂で形成される。
本発明において、ネット状物として、特に、商品名「コンウェッドネット R07107」(JX日鉱日石ANCI(株)製)が好ましく用いられる。
【0062】
[積層ろ過不織布]
本発明のカートリッジフィルターにおいて、ろ過下流側に位置する積層ろ過不織布は、少なくとも粗ろ過不織布と精密ろ過不織布とを含む。積層ろ過不織布は、支持体不織布、中間ろ過不織布、およびネット状物から選択される1または複数の層をさらに含んでよい。その場合、支持体不織布は、積層ろ過不織布を芯材に巻回したときに、いずれの位置に配置されていてもよく、例えば、ろ過上流側又はろ過下流側に配置されてよい。ネット状物は、精密ろ過不織布と粗ろ過不織布との間に配置される。中間ろ過不織布は、精密ろ過不織布と粗ろ過不織布との間に配置される。
【0063】
積層ろ過不織布において、精密ろ過不織布は、粗ろ過不織布よりもろ過下流側に位置することが好ましい。かかる構成であると、粗ろ過不織布が精密ろ過不織布のプレフィルターとして作用するので、カートリッジフィルターのろ過精度およびろ過寿命が向上する。
【0064】
積層ろ過不織布を構成する層と層とは、接合されてもよく、接合されなくてもよい。接合は、適当な接着剤を用いて実施してよく、あるいはいずれか1つまたは複数の不織布を構成する繊維を熱で溶融または軟化させる熱接着により実施してよい。積層ろ過不織布において、各層の不織布またはネットにシワおよび損傷が生じない限りにおいて、不織布同士は接合しないことが好ましい。接合した箇所においてろ過が実施されず、ろ過面積が減少する。
【0065】
[カートリッジフィルター]
次に、カートリッジフィルターの構成および製造方法を説明する。
一般に、カートリッジフィルターは、流体が通過する孔を有する管状芯材の周囲にろ過不織布が巻回されてなる構成を有する。芯材は、プラスチック製の孔あき筒状体であってよく、あるいは、熱接着性繊維を含む繊維ウェブを加熱しながら芯棒に巻き取ることにより、または当該繊維ウェブを円筒状容器に充填して加熱することにより得られた繊維成形体であってよい。いずれの芯材も、その外周側から内周側、または外周側から内周側に向かって流れる流体の通過を実質的に妨げないものであり、例えば、50cc/cm2/秒以上、好ましくは80cc/cm2/秒以上の通気度を有する。
【0066】
本発明のカートリッジフィルターは、芯材の周囲に積層ろ過不織布および粗ろ過不織布を所定数巻回させて構成する。カートリッジフィルターの外周側から内周側に向かって流体を通過させてろ過を実施する場合には、カートリッジフィルターの外周側がろ過上流側となり、内周側がろ過下流側となる。したがって、カートリッジフィルターの内周側に、精密ろ過不織布と粗ろ過不織布とを含む積層ろ過不織布が巻回され、外周側に粗ろ過不織布が巻回され、精密ろ過不織布は巻回されない。カートリッジフィルターの内周側から外周側に向かって流体を通過させてろ過を実施する場合には、カートリッジフィルターの内周側がろ過上流側となり、外周側がろ過下流側となる。したがって、カートリッジフィルターの外周側に、精密ろ過不織布と粗ろ過不織布とを含む積層ろ過不織布が巻回され、内周側に粗ろ過不織布が巻回され、精密ろ過不織布は巻回されない。
【0067】
本発明のカートリッジフィルターは、ろ過下流側において、精密ろ過不織布と粗ろ過不織布とを含む積層ろ過不織布を巻回することを特徴とする。本発明は、かかる構成により、ろ過下流側に精密ろ過不織布のみを巻回したカートリッジフィルターよりも、ろ過精度およびろ過寿命が優れる。ろ過下流側に精密ろ過不織布のみを巻回したカートリッジフィルターは、精密ろ過不織布同士が密着するため、あたかも目付の大きい精密ろ過不織布が1周のみ巻回されたかのような状態となり、表面ろ過は専らろ過対象の流体がはじめに接触する1周目において行われる。これに対して、本発明のカートリッジフィルターにおいては、積層ろ過不織布中の粗ろ過不織布が、精密ろ過不織布同士の密着を防ぐとともに、微小空間を形成するため、流体が径方向に通過している間に、巻回数の数だけ精密ろ過不織布で表面ろ過が行われる。
【0068】
本発明のカートリッジフィルターにおいて、積層ろ過不織布が支持不織布を含む場合、支持不織布と精密ろ過不織布とが隣接し、かつ支持不織布がろ過下流側となるように巻回することが好ましい。かかる構成であると、精密ろ過不織布を通過した流体が通液抵抗の少ない支持不織布へ向かうので、精密ろ過不織布が目詰まりし難い。
【0069】
ろ過上流側には、粗ろ過不織布が7周以上巻回され、好ましくは10周以上巻回され、より好ましくは20周以上巻回される。粗ろ過不織布の巻回数が7周未満であると、粗ろ過不織布による効果を得られず、ろ過寿命を長くすることができない。粗ろ過不織布の巻回数の上限は、特に制限はなく、最終的に得ようとするカートリッジフィルターの寸法、芯材の寸法、およびろ過不織布の厚さ等によって決定される。たとえば、外径が50mm〜100mmであるカートリッジフィルターを得る場合には、上限は80周程度である。
【0070】
ろ過下流側には、積層ろ過不織布が1周以上巻回されて、精密ろ過不織布により、細かい粒子が取り除かれるようにする。積層ろ過不織布は、好ましくは3周以上、より好ましくは5周〜12周巻回される。
【0071】
ろ過下流側に積層ろ過不織布を3周以上、好ましくは5周以上巻回したカートリッジフィルターは特に微小粒子の捕捉性に優れる。流体に分散された粒子径の小さい(例えば、粒子径が1μm以下の)粒子は、2以上の粒子が凝集して、見かけ上の粒子径が大きい凝集粒子になる。本発明のカートリッジフィルターにおいては、この凝集した粒子を捕捉することにより、精密ろ過不織布の孔径よりも小さい微小粒子をも捕捉することができると考えられる。詳細には、カートリッジフィルター内の積層ろ過不織布において、粗ろ過不織布が、微小粒子が流れやすい微小空間を形成し、粒子同士の衝突頻度を増大させて、凝集粒子が生じやすい状態を形成する。そして、この凝集した粒子を精密ろ過不織布で捕捉する。次いで、この精密ろ過不織布を通過した微小粒子は、次の粗ろ過不織布を通過する間に、同様に凝集し、次の精密ろ過不織布で捕捉される。以下同様に、このろ過作用が積層不織布の巻回の数だけ繰り返される。このようにして凝集した粒子を各周で捕捉することにより、積層ろ過不織布を3周以上巻回したカートリッジフィルターは、粒子捕捉による目詰まりを各周に分散することができるので、ろ過寿命が長いカートリッジフィルターとなる。
【0072】
中間ろ過不織布が配置される場合には、中間ろ過不織布は、少なくとも精密ろ過不織布が巻回された後に、粗ろ過不織布とともに巻回されて、ろ過上流側において、多段ろ過層を形成することが好ましい。中間ろ過不織布は、その巻回開始側端部と精密ろ過不織布の巻回開始側端部を一致させて、精密ろ過不織布とともに巻回されて、精密ろ過不織布、粗ろ過不織布とともに三層構造のろ過不織布を形成してよい。中間ろ過不織布は粗ろ過不織布と同じ長さを有して、ろ過上流側において、粗ろ過不織布と同じ巻回数だけ巻回されてよい。あるいは、中間ろ過不織布は、粗ろ過不織布よりも短くてよい。
【0073】
中間ろ過不織布は粗ろ過不織布よりも目が細かいため、カートリッジフィルターの巻き終わり(外周側がろ過上流側である場合)または巻き始め(内周側がろ過上流側である場合)において、粗ろ過不織布よりもろ過上流側に位置しないことが好ましい。粗ろ過不織布によるろ過が中間ろ過不織布によって阻害されることがあるためである。よって、中間ろ過不織布を配置する場合は、2〜3周程度の巻回数に相当する長さだけ、その長さが粗ろ過不織布よりも短く、かつ巻き終わりまたは巻き始めの位置が、粗ろ過不織布よりも下流側にずれるようにすることが好ましい。
【0074】
前記支持不織布を用いる場合には、例えば、積層ろ過不織布および粗ろ過不織布よりもろ過下流側に支持不織布が位置するように支持不織布を重ねて、芯材の周囲に巻回する。前記ネット状物を用いる場合には、精密ろ過不織布と粗ろ過不織布との間にネット状物が位置するように、3つの層を積層して、芯材の周囲に巻回する。
【0075】
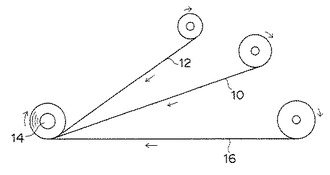
図1に、本発明のカートリッジフィルターを製造する方法の一例を模式的に示す。図1に示す方法は、内周側がろ過下流側となるカートリッジフィルターの製造方法である。粗ろ過不織布10は、積層ろ過不織布として所定数巻回された後、精密ろ過不織布12が隣接しない状態で所定数巻回されるように、所定の長さを有する。精密ろ過不織布12は、内周側にて所定数巻回されるように、所定の長さを有し、かつ、その一端が巻き取り開始側に位置するように、粗ろ過不織布10の上に重ねられる。支持不織布16は、粗ろ過不織布よりも大きい長さを有している。支持不織布16は、芯材14に1周巻き取ったときに、精密ろ過不織布12および粗ろ過不織布10よりも外周側に位置するように、図1においては、粗ろ過不織布10の下に配置されている。
【0076】
図1においては、精密ろ過不織布12と粗ろ過不織布10と支持不織布16とを含む積層体、すなわち、積層ろ過不織布から巻き取りが開始され、積層ろ過不織布が所定数巻き取られると、粗ろ過不織布10および支持不織布16が巻き取られる。粗ろ過不織布10が巻き取られると、支持不織布16のみが数周(例えば、1〜5周程度)巻回されて、カートリッジフィルターが構成される。支持不織布が熱接着性繊維を含む場合、巻き終わりにおいて、支持不織布を軽く熱接着させてよい。
【0077】
外周側がろ過下流側であって、積層ろ過不織布を外周側で巻回させる場合には、粗ろ過不織布を巻回した後、精密ろ過不織布を供給して、積層ろ過不織布を外周側に配置させる。積層ろ過不織布が巻き取られた後、支持不織布のみが数周(例えば、1〜5周程度)巻回されて、カートリッジフィルターが構成される。支持不織布が熱接着性繊維を含む場合、巻き終わりにおいて、支持不織布を軽く熱接着させてよい。
【0078】
いずれの側がろ過下流側となる場合においても、芯材にろ過不織布を巻回する前に、芯材の周囲に支持不織布のみが数周巻回されてもよい。その場合には、支持不織布が数周(例えば1〜5周程度)巻回されてから、積層ろ過不織布または粗ろ過不織布を供給する。
【0079】
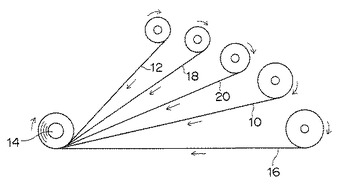
ネット状物および/または中間ろ過不織布を使用する場合には、精密ろ過不織布と粗ろ過不織布との間にネット状物が位置するように、図2に示すように、ネット状物18および/または中間ろ過不織布20を供給する。ネット状物18および/または中間ろ過不織布20は、精密ろ過不織布12と同じ長さを有し、精密ろ過不織布12と一致するように重ねるとよい。場合により、ネット状物18および/または中間ろ過不織布20を、精密ろ過不織布12よりも長く、または短くして、ネット状物18および/または中間ろ過不織布20が粗ろ過不織布10(および場合によりこれと支持不織布16)が巻回される領域においても巻回されるようにしてよく、あるいは、積層ろ過不織布の一部においてのみ、精密ろ過不織布12と粗ろ過不織布10との間に位置するようにしてよい。
【0080】
巻回作業は、熱を加えながら実施してよい。例えば、支持不織布を、熱接着性繊維を含む不織布とする場合には、図1および図2において、支持不織布の代わりに繊維ウェブを用い、熱接着性繊維が熱接着する温度で加熱しながら巻回して、巻回と同時または巻回直前に支持不織布を作製してよい。
【0081】
このようにして、ろ過材である積層ろ過不織布および粗ろ過不織布を巻回して筒状体を得た後、必要に応じて筒状体の端面を熱処理して本発明のカートリッジフィルターを得ることができる。また、本発明のカートリッジフィルターは、ろ過不織布を巻回して得た筒状体のさらに外側に流体が通過する孔を有する筒状体のカバーを取り付けた構成のものであってもよい。
【0082】
本発明のカートリッジフィルターの寸法は、用途に応じて適宜選択され、所望の寸法が得られるように、芯材、各ろ過不織布の厚さ、積層ろ過不織布および粗ろ過不織布の巻回数、ならびに場合により用いられる支持不織布の厚さ等が選択される。例えば、本発明のカートリッジフィルターは、内径が25mm〜35mm程度、外径が35mm〜50mm程度、長さが200mm〜3000mm程度である芯材に、ろ過不織布を巻回して、外径が55mm〜70mm程度となるようにしてよい。また、得られたカートリッジフィルターは所望の長さ(例えば、200mm〜800mm)にカットしてよい。
【0083】
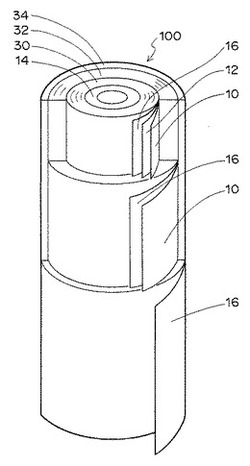
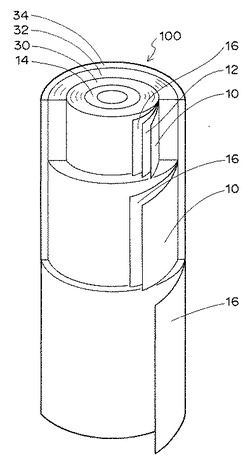
本発明のカートリッジフィルターの一例を図3に示す。図3のカートリッジフィルター100は、その外周側がろ過上流側であり、その内周側がろ過下流側であるカートリッジフィルターである。したがって、このカートリッジフィルター100においては、芯材14の周囲に、支持ろ過不織布16/精密ろ過不織布12/粗ろ過不織布10の積層ろ過不織布が巻回された領域30、支持ろ過不織布16/粗ろ過不織布10が巻回された領域32が、内周側から順に形成されている。さらに、カートリッジフィルター100の最外周領域34には支持不織布16のみが数周巻回されている。
【0084】
本発明のカートリッジフィルターは、高いろ過精度(好ましくは0.7μmのろ過精度が90%以上、より好ましくは95%以上)と、長いろ過寿命とを達成するので、種々の製品の製造、加工または処理において好ましく使用される。特に、本発明のカートリッジフィルターは、半導体用の研磨液、および飲料水をろ過するのに適している。このような分野では、複数のカートリッジフィルターを直列的に用いて、精度の粗いカートリッジフィルターから順次、高精度のカートリッジフィルターへ段階的にろ過が行われる。本発明は、このうち最も高精度が要求される最終段階のカートリッジフィルターとして用いることができる。最終段階に用いるカートリッジフィルターは、たとえば、0.7μmの粒子を90%捕捉する精度が求められる。
【実施例】
【0085】
以下、本発明を実施例により具体的に説明する。
本実施例において、各不織布の物性は下記の方法に従って測定した。
[厚み]
マイクロメータ(商品名:クーラントプルーフマイクロメータ 293−230 MDC−25MJ:(株)ミツトヨ製)を用いて、不織布の任意の10点の厚み方向の寸法を測定し、平均値を算出して、厚みとした。
【0086】
[通気度]
JIS L 1096 8.27A(フラジール形法)に準じて測定した。
【0087】
[90%ろ過精度]
JIS11種粉体を水に分散させて試験用懸濁液を作成し、試験用懸濁液に含まれるダストの粒子径別の個数(M)と、この試験用懸濁液を対象の不織布を用いて、流速40リットル/分でろ過し、ろ過開始後5分の濾液に含まれるダストの粒子径別の個数(N)とを粒度分布測定機(商品名:コールターカウンターZM型:コールターエレクトロニクス社製)を用いて測定した。各粒子径別に下記式から遮断率を算出し、遮断率が90%になる粒子径を90%ろ過精度とした。
遮断率(%)=[(M−N)×100]/M
【0088】
[平均流量細孔径、最大孔径、最大孔径/最小孔径]
ASTM F 316−86(バブルポイント法)に準じて測定した。最大孔径/最小孔径は、得られた最大孔径の値を最小孔径の値で除して算出した。
【0089】
[平均繊維径]
電子顕微鏡を用いて、不織布表面を100〜1000倍に拡大して観察し、任意の100本の繊維側面(幅)を計測し、計測した値の平均値を算出することにより求めた。なお、複数の繊維が融着していて、その境界が不明である場合は、融着した状態の繊維群を1本の繊維とみなして計測した。
【0090】
[CV値]
平均繊維径を求めるときと同様にして測定した繊維径の標準偏差と平均繊維径とを用いて、下式により求めた。
CV値=(標準偏差/平均繊維径)×100
【0091】
[数分率]
平均繊維径を求めるときと同様にして測定した繊維径と、各繊維径の繊維の本数を測定し、100本に占める、繊維径が0.5μm以下、1μm以下、4μm以上、8μm以上の各繊維径の繊維の本数の割合を求めた。繊維径が1μm以下の繊維には、繊維径が0.5μm以下の繊維が含まれ、繊維径が4μm以上の繊維には、繊維径が8μm以上の繊維が含まれる。
【0092】
1.ろ過不織布の準備
精密ろ過不織布、および粗ろ過不織布として下記の不織布を準備した。
(精密ろ過不織布1)
ポリプロピレンからなる、目付15g/m2のメルトブローン不織布(商品名「Syntex-nano3」、三井化学(株)製)
(精密ろ過不織布2)
ポリプロピレンからなる、目付15g/m2のメルトブローン不織布(商品名「H015UB-00F」、タピルス(株)製)
(精密ろ過不織布3)
精密ろ過不織布2を2枚重ねた積層不織布
【0093】
2.粗ろ過不織布の準備
粗ろ過不織布として、ポリプロピレンからなる、目付50g/m2のメルトブローン不織布(商品名「PO50FW-00F」、タピルス(株)製)を準備した。
【0094】
3.中間ろ過不織布の準備
中間ろ過不織布として、ポリプロピレンからなる、目付60g/m2のメルトブローン不織布(商品名「PO60UW-00F」、タピルス(株)製)を準備した。
各精密ろ過不織布および粗ろ過不織布の物性を、表1に示す。
【0095】
【表1】

【0096】
4.ネット状物の準備
ネット状物として、目開きが長方形である、ポリプロピレンからなる、押出しネット(商品名「コンウェッドネットR07107」、JX日鉱日石ANCI(株)製)を準備した。このネット状物は具体的には下記の物性を有していた。
線条体の直径400μm
目開きの形状および寸法 タテ×ヨコが4mm×5mm(面積20mm2)の長方形
厚み:500μm
【0097】
5.芯材の準備
鞘/芯が高密度ポリエチレン/ポリプロピレンであり、鞘/芯の容積比が5/5である、繊度2.2dtex(繊維径18μm)の芯鞘型複合繊維(商品名「NBF(H)、ダイワボウポリテック(株)製)を用いて、目付33g/m2のパラレルカードウェブを作製した。このウェブを、温度130℃に設定した熱風吹き付け装置で約30秒間加熱して、高密度ポリエチレンを溶融または軟化させ、高密度ポリエチレンが溶融または軟化した状態で、外径30mmの鉄棒の周囲に巻回させた。巻回の間、鉄棒および巻回したウェブの自重による圧力を加え続けた。巻回を外径が42mmになるまで行って、長さ600mmの芯材を得た。
【0098】
6.カートリッジフィルターの製造
(実施例1)
精密ろ過不織布1を、幅60cm×長さ120cmに切断し、粗ろ過不織布を、幅60cm×長さ300cmに切断した。図1に示すように、精密ろ過不織布および粗ろ過不織布の巻回がほぼ同時期に開始されるように、2つの不織布を供給し、さらに加熱により繊維同士が熱接着された支持不織布を供給しながら、芯材の周囲にこれらの不織布を巻回した。支持不織布としては、鞘/芯が高密度ポリエチレン/ポリプロピレンであり、鞘/芯の容積比が5/5である、繊度2.2dtex(繊維径18μm)、繊維長51mmの芯鞘型複合繊維(商品名「NBF(H)、ダイワボウポリテック(株)製)を用いて作製した、目付33g/m2のパラレルカードウェブからなり、繊維同士を鞘成分により熱接着させた不織布を用いた。支持不織布は、粗ろ過不織布を巻回した後、さらに外径が65mmになるまで巻回させて、巻き終わりにおいて端部を軽く熱接着させた。
【0099】
ろ過不織布の巻回が終わった後、長さが250mmとなるようにカットし、端面を150℃で熱処理して、カートリッジフィルターを得た。得られたカートリッジフィルターは、長さ120cmの積層ろ過不織布が内周側に約8周(8周以上9周未満)巻回され、粗ろ過不織布が外周側で約11周(11周以上12周未満)巻回された構成を有していた。
【0100】
(実施例2)
粗ろ過不織布の長さを400cmとしたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ120cmの積層ろ過不織布が内周側に約8周(8周以上9周未満)巻回され、粗ろ過不織布が外周側で約16周(16周以上17周未満)巻回された構成を有していた。
【0101】
(実施例3)
粗ろ過不織布の長さを500cmとしたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ120cmの積層ろ過不織布が内周側に約8周(8周以上9周未満)巻回され、粗ろ過不織布が外周側で約21周(21周以上22周未満)巻回された構成を有していた。
【0102】
(実施例4)
幅60cm×長さ120cmに切断したネット状物を、精密ろ過不織布と粗ろ過不織布との間に位置するように供給し、かつネット状物の巻回が精密ろ過不織布および粗ろ過不織布の巻回とほぼ同時に開始されるようにしたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ120cmの積層ろ過不織布(ネットを含む)が内周側に約8周(8周以上9周未満)巻回され、粗ろ過不織布が外周側で約9周(9周以上10周未満)巻回された構成を有していた。
【0103】
(実施例5)
粗ろ過不織布の長さを250cmとしたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ120cmの積層ろ過不織布が内周側に約8周(8周以上9周未満)巻回され、粗ろ過不織布が外周側で約8周(8周以上9周未満)巻回された構成を有していた。
【0104】
(実施例6)
精密ろ過不織布1の長さを70cmとし、粗ろ過不織布の長さを250cmとしたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ70cmの積層ろ過不織布が内周側に約5周(5周以上6周未満)巻回され、粗ろ過不織布が外周側で約11周(11周以上12周未満)巻回された構成を有していた。
【0105】
(実施例7)
精密ろ過不織布1の長さを70cmとし、粗ろ過不織布の長さを300cmとしたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ70cmの積層ろ過不織布が内周側に約5周(5周以上6周未満)巻回され、粗ろ過不織布が外周側で約14周(14周以上15周未満)巻回された構成を有していた。
【0106】
(実施例8)
精密ろ過不織布1の長さを70cmとし、粗ろ過不織布の長さを400cmとしたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ70cmの積層ろ過不織布が内周側に約5周(5周以上6周未満)巻回され、粗ろ過不織布が外周側で約19周(19周以上20周未満)巻回された構成を有していた。
【0107】
(実施例9)
精密ろ過不織布1の長さを70cmとし、粗ろ過不織布の長さを500cmとしたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ70cmの積層ろ過不織布が内周側に約5周(5周以上6周未満)巻回され、粗ろ過不織布が外周側で約25周(25周以上26周未満)巻回された構成を有していた。
【0108】
(実施例10)
精密ろ過不織布1を、幅60cm×長さ120cmに切断し、中間ろ過不織布を、幅60cm×長さ210cmに切断し、粗ろ過不織布を、幅60cm×長さ250cmに切断した。精密ろ過不織布、中間ろ過不織布および粗ろ過不織布の巻回がほぼ同時期に開始されるように、3つの不織布を供給し、さらに加熱により繊維同士が熱接着された支持不織布を供給しながら、芯材の周囲にこれらの不織布を巻回した。支持不織布は、実施例1で使用した支持不織布と同じものであった。支持不織布は、粗ろ過不織布を巻回した後、さらに外径が65mmになるまで巻回させて、巻き終わりにおいて端部を軽く熱接着させた。
【0109】
ろ過不織布の巻回が終わった後、長さが250mmとなるようにカットし、端面を150℃で熱処理して、カートリッジフィルターを得た。得られたカートリッジフィルターは、内周側に、長さ120cmの積層ろ過不織布(中間ろ過不織布を含む)が約8周(8周以上9周未満)巻回され、外周側に粗ろ過不織布が約7周(7周以上8周未満)巻回され、うち約5周(5周以上6周未満)は中間ろ過不織布とともに巻回された構成を有していた。
【0110】
(実施例11)
幅60cm×長さ210cmに切断したネット状物を、精密ろ過不織布と中間ろ過不織布との間に位置するように供給し、かつネット状物の巻回が精密ろ過不織布、中間ろ過不織布および粗ろ過不織布の巻回とほぼ同時に開始されるようにしたことを除いては、実施例10で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、内周側に、長さ120cmの積層ろ過不織布(中間ろ過不織布およびネットを含む)が約7周(7周以上8周未満)巻回され、外周側に粗ろ過不織布が約6周(6周以上7周未満)巻回され、うち約4周(4周以上5周未満)はネット状物および中間ろ過不織布とともに巻回された構成を有していた。
【0111】
(実施例12)
精密ろ過不織布に代えて精密ろ過不織布3を用いたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ120cmの積層ろ過不織布が内周側に約8周(8周以上9周未満)巻回され、粗ろ過不織布が外周側で約10周(10周以上11周未満)巻回された構成を有していた。
【0112】
(実施例13)
精密ろ過不織布に代えて精密ろ過不織布3を用いたこと、および粗ろ過不織布の長さを500cmとしたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ120cmの積層ろ過不織布が内周側に約8周(8周以上9周未満)巻回され、粗ろ過不織布が外周側で約21周(21周以上22周未満)巻回された構成を有していた。
【0113】
(実施例14)
精密ろ過不織布に代えて精密ろ過不織布3を用い、かつその長さを70cmとしたこと、および粗ろ過不織布の長さを400cmとしたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ70cmの積層ろ過不織布が内周側に約5周(5周以上6周未満)巻回され、粗ろ過不織布が外周側で約19周(19周以上20周未満)巻回された構成を有していた。
【0114】
(比較例1)
精密ろ過不織布1のみを用いたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ120cmの精密ろ過不織布のみが約8周(8周以上9周未満)巻回された構成を有していた。
【0115】
(比較例2)
粗ろ過不織布の長さを180cmとしたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ120cmの積層ろ過不織布が内周側に約8周(8周以上9周未満)巻回され、粗ろ過不織布が外周側で約3周(3周以上4周未満)巻回された構成を有していた。
【0116】
(比較例3)
精密ろ過不織布1に代えて精密ろ過不織布2を用いたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ120cmの積層ろ過不織布が内周側に約8周(8周以上9周未満)巻回され、粗ろ過不織布が外周側で約11周(11周以上12周未満)巻回された構成を有していた。
【0117】
実施例1〜12および比較例1〜3で得たカートリッジフィルターの性能を、0.7μmろ過精度およびろ過寿命を測定して評価した。評価結果を表2に示す。評価方法は下記のとおりである。
【0118】
[0.7μmろ過精度]
JIS Z8901に準ずる試験用ダスト(JIS11種)を水に分散させて試験用懸濁液を作成し、試験用懸濁液に含まれるダストの粒子径別の個数(M)と、この試験用懸濁液を対象のカートリッジフィルターを用いて、流速40リットル/分でカートリッジフィルターの外周側から内周側に向かって通過させてろ過した、ろ過開始後5分の濾液に含まれるダストの粒子径別の個数(N)とを粒度分布測定機(商品名:コールターカウンターZM型:コールターエレクトロニクス社製)を用いて測定した。各粒子径別に下記式から遮断率を算出し、粒子径が0.7μm以上の粒子を遮断する割合を0.7μmろ過精度とした。
遮断率(%)=[(M−N)×100]/M
【0119】
[ろ過寿命]
JIS Z8901に準ずる試験用ダスト(JIS11種)を水に分散させて、濃度50ppmの試験用懸濁液を作成した。次に試験用懸濁液を均一に攪拌しながらカートリッジフィルターの外周側から内周側中空部へ向かって、40リットル/分の流量で通過させ、この流量を維持するための通液圧力が0.2MPaになったときの総通液量(リットル)をろ過寿命とした。
【0120】
【表2】
【0121】
実施例1〜4、10〜14はいずれも、0.7μmのろ過精度が90%を超え、かつ200リットル以上のろ過寿命を有し、高いろ過精度と長いろ過寿命を両立していた。特に実施例10および11は、きわめて高いろ過精度を有していた。これは中間ろ過層不織布を巻回させたことによると考えられる。実施例3、実施例9および実施例13は、粗ろ過不織布が20周以上巻回されていたため、それぞれ実施例1、実施例6および実施例12と比較して、長いろ過寿命を有していた。また、実施例11は実施例10と比較して、長いろ過寿命を有していた。これはネットによる効果であると認められる。
【0122】
実施例6、7、8、および9は、それぞれ実施例5、1、2、および4と比較したときに、0.7μmろ過精度が低かった。これは、精密ろ過不織布の巻回数が少ないためであると考えられる。しかし、これらの実施例においても、93%以上の0.7μmろ過精度を確保でき、また、高いろ過寿命を確保できた。
【0123】
比較例1は、ろ過上流側にて、粗ろ過不織布が巻回された領域が形成されていないため、ろ過寿命が短くなった。比較例2においては、ろ過上流側に、粗ろ過不織布を巻回させた領域を形成したが、粗ろ過不織布の巻回数が少なかったために、ろ過寿命を長くすることができなかった。精密ろ過不織布として、90%ろ過精度が4μmを超える不織布を用いた比較例3においては、0.7μmろ過精度が90%を下回り、十分なろ過精度を得られなかった。
【産業上の利用可能性】
【0124】
本発明のカートリッジフィルターは、高いろ過精度と長いろ過寿命を実現したものであり、流体から固形物を取り除く種々の用途に適しており、例えば、純水、飲料水、薬液、各種油脂、めっき液、塗料溶液または、電子工業用洗浄水などの流体、特に半導体用の洗浄液をろ過するのに適している。
【符号の説明】
【0125】
10 粗ろ過不織布
12 精密ろ過不織布
14 芯材
16 支持不織布
18 ネット状物
20 中間ろ過不織布
30 支持ろ過不織布/精密ろ過不織布/粗ろ過不織布が巻回された領域
32 支持ろ過不織布/粗ろ過不織布が巻回された領域
34 支持ろ過不織布が巻回された領域
100 カートリッジフィルター
【技術分野】
【0001】
本発明は、流体中の固形物をろ過することのできるカートリッジフィルター、特に、液体中の微粒子をろ過することのできるカートリッジフィルターに関する。
【背景技術】
【0002】
ろ過材の一つとして、液体が通過できる孔を有する管状の芯材に、不織布等の濾材を巻回してなるカートリッジフィルター(デプスフィルターとも呼ばれる)が、例えば、食品製造および半導体製造等において使用されている。カートリッジフィルターの開発に際しては、高いろ過精度と長いろ過寿命の両立が困難であるという課題が常に存在する。具体的には、ろ過精度を高くするように、例えば、濾材を繊維径が小さく、かつ繊維同士の間に形成される空隙が小さくなるように構成すると、目詰まりに起因する圧力損失が高くなり、ろ過寿命が短くなる傾向にある。逆に、ろ過寿命が長くなるように濾材を構成すると、ろ過精度が低下する。
【0003】
この課題を解決するため、予て種々の構成が提案されている。
特許文献1には、熱融着性複合繊維を含む繊維集合体層を巻き芯に巻き付けて支持層を形成し、その外側に所望の穴径をもつシートを繊維集合層と共に巻き込んで精密ろ過層を形成し、引き続いて、繊維集合体層のみを巻き付けて前ろ過層を形成したカートリッジフィルターが開示されている。このカートリッジフィルターは、濾過ライフが優れ、例えば1μm以下の粒子をも確実に捕捉できる熱融着により固定安定化されたものである。
【0004】
特許文献2には、芯部に位置する通液性の筒状成形体と、外側に位置する前ろ過層と、この筒状成形体と前濾過層との間に位置する精密ろ過層とからなる筒状カートリッジフィルターが開示されている。このカートリッジフィルターにおいては、被濾過液中の比較的粒子の大きい固形物が前濾過層で捕集され、粒子の小さい固形物は精密ろ過層で捕集されるという、深層濾過作用が奏される。
【0005】
特許文献3には、内周から外周方向に向かって繊維径を太くすることにより、濾過精度を維持しつつ、濾過寿命を向上させたデプス型フィルターが開示されている。
さらに、特許文献4には、ろ過寿命を長くするために、ろ過性能の異なる円筒フィルターエレメントの外筒と内筒の間にモノフィラメントからなるネットを挿入し、空間層を設けて、圧力損失を改善することが提案されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開昭55−024575号
【特許文献2】実開平04−099204号
【特許文献3】特開平11−156125号
【特許文献4】実開平5−37308号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ある分野においては、より高い精度のろ過材が求められており、例えば、平均粒子0.7μmの粒子を90%以上、好ましくは95%以上の精度でろ過できるようなろ過材が求められている。そのようなろ過精度をカートリッジフィルターにおいて実現しようとすると、前述の手段を用いても、ろ過寿命を十分に向上させることはできない。ろ過精度を高くするには、繊維同士の間に形成される空隙がより小さい、緻密な不織布を濾材として用いる必要がある。そのような不織布においては、目詰まりがより生じやすく、従来の構成を採用しても十分なろ過寿命を得ることが難しい。例えば、特許文献1に記載のように熱接着性複合繊維からなる繊維層で前ろ過層を形成しても、前記のような高い精度のろ過材を使用する場合には、十分なろ過寿命を得られない。また、特許文献4に記載のようなネットを、例えば、ろ過精度の高い不織布を巻回してなる層と、ろ過精度の低い不織布を巻回してなる層との間に配置しても、十分なろ過寿命を得られない。
【0008】
本発明は前記課題を解決するためになされたものであり、高いろ過精度と長いろ過寿命を実現するカートリッジフィルターを提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、文献2〜3を参考にして、精密ろ過不織布の外側に粗ろ過不織布を設ける構成を検討した。具体的には、精密ろ過不織布層と、熱融着性複合繊維ウェブからなる支持不織布との間に、粗ろ過不織布を設けた積層体を巻回してなる構成の筒状フィルターについて検討した。その結果、
・単に精密ろ過層の外側に粗ろ過不織布を追加しただけでは、ろ過寿命が向上しない場合があること、ならびに
・精密ろ過不織布の巻回数と粗ろ過不織布との巻回数の関係を所定の範囲にすることにより、優れたろ過精度とろ過寿命とを両立した筒状フィルターが得られること
を見出し、本発明に至った。
【0010】
本発明は、
流体が通過する孔を有する管状芯材(以下、「芯材」とも呼ぶ)の周囲にろ過不織布が巻回されてなるカートリッジフィルターであって、
90%ろ過精度が4μm以上10μm未満であり、通気度が2cc/cm2/秒〜30cc/cm2/秒である粗ろ過不織布が、ろ過上流側において、7周以上巻回され、
90%ろ過精度が0.5μm以上4μm未満であり、通気度が2cc/cm2/秒〜30cc/cm2/秒である精密ろ過不織布と、前記粗ろ過不織布とを含む積層ろ過不織布が、ろ過下流側において1周以上巻回されている、
カートリッジフィルター
を提供する。
【0011】
本発明のカートリッジフィルターは、特定の精密ろ過不織布と特定の粗ろ過不織布とを含む、積層ろ過不織布がろ過下流側において巻回され、特定の粗ろ過不織布がろ過上流側において7周以上巻回されていることを特徴とする。この構成により、本発明のカートリッジフィルターは、精密ろ過不織布によって高いろ過精度が確保されるとともに、粗ろ過不織布によって十分なろ過寿命を有するものとなる。
【0012】
本発明のカートリッジフィルターは、90%ろ過精度が10μm以上である支持不織布を有してよい。その場合、支持不織布は、ろ過上流側の粗ろ過不織布およびろ過下流側の積層ろ過不織布とともに巻回される。支持不織布は、ろ過不織布を支持して、巻回作業を容易にする。
【0013】
本発明のカートリッジフィルターにおいて、精密ろ過不織布はCV値が60〜200である、メルトブローン不織布であることが好ましい。CV値とは、下式で表される値であり、繊維径の変動係数を示しており、繊維径のばらつきを示す値である。
CV値=(標準偏差/平均繊維径)×100
CV値がこの範囲内にあるメルトブローン不織布は、繊維径にばらつきを有していて繊維径の分布が大きく、平均繊維径よりも繊維径の大きい繊維および平均繊維径よりも繊維径の小さい繊維を含む。そのため、このメルトブローン不織布は、平均繊維径付近の繊維径の繊維のみで構成された不織布よりも、ろ過精度及びろ過寿命に優れるため好ましく用いられる。
【発明の効果】
【0014】
本発明のカートリッジフィルターは、特定の精密ろ過不織布と、特定の粗ろ過不織布とを組み合わせた積層ろ過不織布がろ過下流側にて巻回され、ろ過上流側の所定領域には、精密ろ過不織布が巻回されず、粗ろ過不織布が7周以上巻回された構成を有する。それにより、高いろ過精度と、長いろ過寿命とが達成される。したがって、本発明のカートリッジフィルターは、純水、飲料水、薬液、各種油脂、めっき液、塗料溶液または、電子工業用洗浄水などの流体、特に半導体用の洗浄液をろ過するのに適している。
【図面の簡単な説明】
【0015】
【図1】本発明のカートリッジフィルターを製造する方法の一例を示す模式図である。
【図2】本発明のカートリッジフィルターを製造する方法の別の例を示す模式図である。
【図3】本発明のカートリッジフィルターの一例を示す斜視図であって、その一部を分解して示す斜視図である。
【発明を実施するための形態】
【0016】
本発明のカートリッジフィルターは、精密ろ過不織布と粗ろ過不織布とを含む積層ろ過不織布が巻回された領域と、精密ろ過不織布が巻回されておらず、粗ろ過不織布が巻回された領域とを有し、各領域には必要に応じてさらに支持不織布、ネット状物、および/または中間ろ過不織布が巻回される。したがって、まずこれらの不織布について説明する。
【0017】
[精密ろ過不織布]
精密ろ過不織布は、その90%ろ過精度が0.5μm以上4μm未満であり、通気度が2cc/cm2/秒〜30cc/cm2/秒である不織布である。ここで、90%ろ過精度は、精密ろ過不織布において90%の粒子を遮断できる最大の粒子の大きさを示す値、即ち、種々の粒径の粒子の粒径ごとの遮断率を測定したときに、遮断率が90%以上となる粒径のうち最大の値であり、下記の測定方法により測定される値をいう。また、通気度は、JIS L 1096 8.27 A法に準拠したフラジール形法に従って測定される値をいう。
<90%ろ過精度>
JIS Z8901に準ずる試験用ダスト(JIS11種)を水に分散させて試験用懸濁液を作成し、試験用懸濁液に含まれるダストの粒子径別の個数(M)と、この試験用懸濁液を対象の不織布を用いて、流速40リットル/分でろ過し、ろ過開始後5分の濾液に含まれるダストの粒子径別の個数(N)とを粒度分布測定機(商品名:コールターカウンターZM型:コールターエレクトロニクス社製)を用いて測定した。各粒子径別に下記式から遮断率を算出し、遮断率が90%になる粒子径を90%ろ過精度とした。
遮断率(%)=[(M−N)×100]/M
【0018】
精密ろ過不織布は、その90%ろ過精度が0.5μm以上4μm未満のものである。90%ろ過精度が0.5μm以上4μm未満である精密ろ過不織布を用いると、高精度のカートリッジフィルターを得ることができる。より高精度のカートリッジフィルターを得る観点から、精密ろ過不織布の90%ろ過精度は、0.6μm〜3μmであることが好ましく、0.7μm〜2μmであることがより好ましい。
【0019】
精密ろ過不織布は、その通気度が2cc/cm2/秒〜30cc/cm2/秒のものである。通気度が2cc/cm2/秒以上である精密ろ過不織布を用いると、精密ろ過不織布が目詰まりし難く、ろ過寿命を長くすることができる。また、通気度が30cc/cm2/秒以下である精密ろ過不織布を用いると、捕捉した粒子の再放出を抑制することができる。かかる観点から、精密ろ過不織布の通気度は、3cc/cm2/秒〜15cc/cm2/秒であることが好ましく、4cc/cm2/秒〜10cc/cm2/秒であることがより好ましい。
【0020】
本発明の精密ろ過不織布は、特定の90%ろ過精度及び特定の通気度を有するため、表面ろ過性に優れる。通常、不織布は、その表面及び内部で粒子を捕捉するが、本発明で用いる精密ろ過不織布は、不織布表面で粒子を捕捉する性能が特に優れている。そして、本発明は、ろ過下流側において精密ろ過不織布が、粗ろ過不織布と共に巻回されてなるため、カートリッジフィルターの径方向において、精密ろ過不織布同士が密着せず、粗ろ過不織布により微小な空間が形成される。そのため、処理すべき流体を、それがカートリッジフィルターの径方向を通過する間、巻回数の数だけ精密ろ過不織布で表面ろ過に付すことができる。
【0021】
精密ろ過不織布は、前記範囲内の90%ろ過精度および通気度を有する限りにおいて、その種類および材料は特に限定されない。例えば、精密ろ過不織布は、長繊維からなるスパンボンド不織布、またはメルトブロー法により得られるメルトブローン不織布であってよい。あるいは、精密ろ過不織布は、短繊維(例えば、3mm〜100mmの繊維長を有する繊維)から、湿式抄紙法、カード機を用いてパラレルウェブ、セミランダムウェブ、ランダムウェブ、クロスウェブもしくはクリスクロスウェブを作製するカード法、またはエアレイ法によりウェブを作製し、さらにウェブを一体化させることにより得られるものであってよい。ウェブの一体化は、接着剤による接合、繊維を軟化または溶融させることによる熱接着、ニードルパンチ、および高圧水流処理から選択される1または複数の方法により実施される。また、精密ろ過不織布は、2以上の不織布が積層されてなる不織布であってよい。
【0022】
精密ろ過不織布は、その目付が5g/m2〜40g/m2であることが好ましい。精密ろ過不織布の目付が5g/m2以上であると、取り扱いやすく、例えば、管状芯材の周囲に巻回するときに、切断され難い。また、精密ろ過不織布の目付が40g/m2以下であると、精密ろ過不織布の巻回数をより多くすることができ、その結果、精密ろ過不織布の質量当たりの表面ろ過面積が大きくなり、より優れたろ過精度を得ることができる。かかる効果を顕著に得る観点から、精密ろ過不織布の目付は30g/m2以下であることがより好ましく、目付は20g/m2以下であることがさらに好ましい。
【0023】
本発明では、精密ろ過不織布の目付を5g/m2〜40g/m2とすることにより、所定の外径のカートリッジフィルター中に、精密ろ過不織布および/又は粗ろ過不織布を所定の数だけ巻回しやすい。カートリッジフィルターがプラスチック製のケースなどに内装されて使用される場合など、その外径および/又は内径が決められている場合には、精密ろ過不織布の目付を小さくすることで、精密ろ過不織布および/又は粗ろ過不織布をより多く巻回することができる。
【0024】
精密ろ過不織布は、小さな固形物、即ち微粒子を捕捉すべきものであるから、一般に、繊維径の小さい繊維で構成され、かつ、繊維同士の間の空隙が小さい不織布である。具体的には、精密ろ過不織布は、平均繊維径0.1μm〜10μm、好ましくは0.5μm〜5μmの繊維から構成される。ここで、繊維径とは、繊維横断面形状が円形である場合にはその直径を指し、繊維断面形状が非円形である場合には円形断面に換算したときの直径を指す。また、平均繊維径は、電子顕微鏡を用いて、不織布表面を100〜1000倍に拡大して観察し、任意の100本の繊維側面(幅)を計測し、計測した値の平均値を算出することにより求める。なお、複数の繊維が融着していて、その境界が不明である場合は、融着した状態の繊維群を1本の繊維とみなして計測する。
【0025】
そのような平均繊維径を有する繊維は、例えば、スパンボンド法またはメルトブロー法により不織布を製造する際に、繊維材料を吐出するノズルの寸法、および繊維化の条件等を調整することによって得られる。あるいは、そのような平均繊維径を有する繊維は、分割型複合繊維の割繊により形成される。分割型複合繊維は、繊維断面において構成成分のうち少なくとも1成分が2個以上に区分されてなり、構成成分の少なくとも一部が繊維表面に露出し、その露出部分が繊維の長さ方向に連続的に形成されている繊維断面構造を有する。分割型複合繊維の断面形状は、例えば、円形もしくは異形の中実、または中空の断面を有している。繊維断面における分割形状としては、例えば、放射状および層状などが挙げられる。あるいは、そのような平均繊維径を有する繊維は、海島型複合繊維の海成分を溶出させることにより、得ることができる。
【0026】
精密ろ過不織布は、メルトブロー法により得られたメルトブローン不織布であることが好ましい。メルトブローン不織布は、繊維径の分布が大きいものとして得ることもでき、その場合には、平均繊維径よりも繊維径の大きい繊維および平均繊維径よりも繊維径の小さい繊維を含むため、平均繊維径付近の繊維径の繊維のみで構成された不織布よりも、ろ過精度及びろ過寿命に優れる。また、精密ろ過不織布がメルトブローン不織布であると後述のCV値を有する不織布を容易に得ることができる。
【0027】
精密ろ過不織布は、CV値が60〜200であることが好ましい。ここでCV値とは、下式で表される値であり、繊維径の変動係数を示しており、繊維径のばらつきを示す値である。
CV値=(標準偏差/平均繊維径)×100
【0028】
精密ろ過不織布のCV値が60以上であると、繊維径のばらつきが大きく、繊維径の大きい繊維および繊維径の小さい繊維を含む構成となる。このような不織布は、繊維径の大きい繊維によって構成された比較的大きい繊維間空隙が粒子を通過し易くし、圧力損失の上昇を抑制し、繊維径の小さい繊維によって構成された比較的小さい繊維間空隙が微小粒子を捕捉する。そのため、このような不織布を用いると、高精度でありながら、目詰まりし難いカートリッジフィルターを得ることができる。また、繊維径の大きい繊維を含むことにより、不織布の引張強度が高くなり、巻回時に切断されにくくなる。さらに、不織布の圧縮強度が大きくなり、巻回圧を高くした場合であっても、目潰れすることが少ない。かかる効果を顕著に得る観点から、CV値は100以上であることがより好ましく、120以上であることがさらに好ましい。
【0029】
精密ろ過不織布のCV値が200以下であると、ばらつきが大きくなり過ぎず、各々のカートリッジフィルターのろ過精度のばらつきを抑えることができる。かかる効果を顕著に得る観点から、CV値は180以下であることがより好ましく、150以下であることがさらに好ましい。
【0030】
精密ろ過不織布は、繊維径が0.5μm以下の繊維を数分率で5%〜30%含むことが好ましく、10%〜25%含むことがより好ましい。また、繊維径が1μm以下の繊維を数分率で10%〜70%含むことが好ましく、30%〜60%含むことがより好ましい。数分率とは、不織布において、所定の繊維径を有する繊維の本数が、繊維の全本数に占める割合を百分率で表わしたものである。
【0031】
精密ろ過不織布は、繊維径が4μm以上の繊維を数分率で1%〜30%含むことが好ましく、5%〜20%含むことがより好ましい。また、繊維径が8μm以上の繊維を数分率で1%〜10%含むことが好ましく、2%〜5%含むことがより好ましい。
【0032】
精密ろ過不織布を構成する材料は特に限定されない。例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリエチレンナフタレート、ポリ乳酸、ポリブチレンサクシネートなどのポリエステル系樹脂;低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、超高分子量ポリエチレンなどの各種ポリエチレン系樹脂、通常のチーグラ・ナッタ触媒やメタロセン触媒を使用して重合されるアイソタクチック、アタクチック、シンジオタクチックなどの各種ポリプロピレン系樹脂、各種ポリメチルペンテン系樹脂、エチレン−ビニルアルコール共重合樹脂、エチレン−プロピレン共重合樹脂などの各種ポリオレフィン系樹脂;ナイロン6,ナイロン66,ナイロン11、ナイロン12などのポリアミド系樹脂;ポリカーボネート、ポリアセタール、ポリスチレン、環状ポリオレフィンなどのエンジニアリング・プラスチック等で、精密ろ過不織布を構成してよい。精密ろ過不織布を構成する繊維は、単一繊維(分割型複合繊維の割繊により形成される繊維を含む)であってよく、あるいは、芯鞘型(同心および偏心)、サイドバイサイド型、分割型複合繊維が完全に割繊されず、複数の成分が結合している状態の繊維等の複合繊維であってもよい。
【0033】
精密ろ過不織布は、その表面がフィルム化していないことが好ましい。不織布表面に対して、カレンダー加工等の熱加工を行うと、加工表面の一部又は全部の樹脂が溶融して、フィルム化する場合がある。本発明の精密ろ過不織布はこのような熱加工が施されていない不織布であることが好ましい。
【0034】
このような精密ろ過不織布は、平均流量細孔径が1μm〜8μmであってよく、1.5μm〜6μmであることが好ましく、2μm〜4μmであることがより好ましい。平均流量細孔径が1μm〜8μmであると、所望の90%ろ過精度を有する不織布を得やすい。
【0035】
あるいは、精密ろ過不織布は、最大孔径が1μm〜15μmであってよく、2μm〜12μmであることが好ましく、3μm〜8μmであることがより好ましい。最大孔径が1μm〜15μmであると、所望の通気度を有する不織布を得やすい。
【0036】
本発明においては、精密ろ過不織布用のメルトブローン不織布として、特に、商品名「Syntex-nano3」および「Syntex-nano6」(目付15g/m2)(三井化学(株)製)が好ましく用いられる。
【0037】
[粗ろ過不織布]
粗ろ過不織布は、精密ろ過不織布よりも目の粗い不織布であり、具体的には、90%ろ過精度が4μm以上10μm以下であり、通気度が2cc/cm2/秒〜30cc/cm2/秒である不織布である。ここで、90%ろ過精度および通気度は精密ろ過不織布のそれと同様にして測定される値をいう。
【0038】
粗ろ過不織布は、その90%ろ過精度が4μm以上10μm未満であるものである。90%ろ過精度が4μm以上であると、ろ過上流側に巻回された粗ろ過不織布が目詰まりし難く、優れたろ過寿命を有するカートリッジフィルターを得られる。また、90%ろ過精度が10μm以下である粗ろ過不織布を用いると、ろ過上流側において、粗ろ過不織布が比較的大きい粒子を捕捉するので、ろ過下流側の積層ろ過不織布が目詰まりし難くなり、優れたろ過寿命を有するカートリッジフィルターを得られる。かかる効果を顕著に得る観点から、粗ろ過不織布の90%ろ過精度は、5μm〜9μmであることが好ましい。
【0039】
粗ろ過不織布は、通気度が2cc/cm2/秒〜30cc/cm2/秒であるものである。通気度が2cc/cm2/秒以上である粗ろ過不織布を用いると、粗ろ過不織布が目詰まりし難く、ろ過寿命を長くすることができる。また、通気度が30cc/cm2/秒以下であると粗ろ過不織布を用いると、捕捉した粒子の再放出を抑制することができる。かかる観点から、粗ろ過不織布の通気度は、5cc/cm2/秒〜27cc/cm2/秒であることが好ましく、10cc/cm2/秒〜25cc/cm2/秒であることがより好ましい。
【0040】
粗ろ過不織布の通気度は、精密ろ過不織布の通気度より大きいことが好ましい。2つの不織布の通気度がこの関係を満たすと、ろ過下流側に巻回された積層ろ過不織布が、交互に通気度の大小を形成した構成を有するので、通気度のより小さい精密ろ過不織布において、表面ろ過が効率よく行われる。具体的には、粗ろ過不織布の通気度を、精密ろ過不織布の通気度で除算した値が1.5〜7であることが好ましく、2〜5であることがより好ましい。
【0041】
本発明の粗ろ過不織布は、特定の90%ろ過精度及び特定の通気度を有するため、ろ過上流側では、積層ろ過不織布のプレフィルターとして作用する。また、粗ろ過不織布は、ろ過下流側では、精密ろ過不織布同士の間にろ過対象流体が通過しやすい空間を形成して、精密ろ過不織布が周回ごとに表面ろ過性能を発揮できるように作用する。
【0042】
粗ろ過不織布は、目付が5g/m2〜200g/m2であることが好ましい。粗ろ過不織布の目付が5g/m2以上であると、ろ過下流側の積層ろ過不織布において、精密ろ過不織布同士の間にろ過対象流体が通過しやすい空間を形成することができる。また、粗ろ過不織布の目付が200g/m2以下であると、質量当たりの粗ろ過不織布の巻回数を多くすることができる。かかる効果を顕著に得る観点から、粗ろ過不織布の目付は15g/m2〜100g/m2であることがより好ましく、30g/m2〜80g/m2であることがさらに好ましい。
【0043】
粗ろ過不織布は、下記の測定方法により測定される厚みが0.05mm〜1mmであるものであることが好ましい。
<厚み>
マイクロメータ(商品名:クーラントプルーフマイクロメータ 293−230 MDC−25MJ:(株)ミツトヨ製)を用いて、不織布の任意の10点の厚み方向の寸法を測定し、平均値を算出して、厚みとした。
【0044】
粗ろ過不織布の厚みが0.05mm以上であると、積層ろ過不織布において、精密ろ過不織布同士の間に流体が通過しやすい空間を形成することができ、ろ過寿命が向上する。また、粗ろ過不織布の厚みが1mm以下であると、補足した粒子を再放出することを抑制することができる。かかる効果をより顕著に得る観点から、粗ろ過不織布の厚みは0.1mm〜0.5mmであることがより好ましく、0.2mm〜0.4mmであることがさらに好ましい。
【0045】
粗ろ過不織布は、メルトブロー法により得られたメルトブローン不織布であることが好ましい。メルトブローン不織布は、繊維径の分布が大きい不織布としても得ることができる。メルトブローン不織布において、繊維径の大きい繊維によって構成された繊維間空隙では粒子が通過しやすく、繊維径の小さい繊維によって構成された繊維間空隙では微小粒子を捕捉するので、メルトブローン不織布からなる粗ろ過不織布を複数周巻回しても、目詰まりし難い。また、メルトブロー法によれば、厚みの小さい不織布を得やすい。
【0046】
粗ろ過不織布は、平均繊維径が0.1μm〜10μmである繊維から構成されることが好ましく、平均繊維径が0.5μm〜5μmである繊維から構成されることがより好ましい。平均繊維径が0.1μm〜10μmであると、所望の90%ろ過精度および通気度を有する不織布を得やすい。
【0047】
粗ろ過不織布を構成する繊維と精密ろ過不織布を構成する繊維は、同程度の平均繊維径を有することが好ましい。粗ろ過不織布と精密ろ過不織布のそれぞれを構成する繊維の平均繊維径が同程度であると、通液時にカートリッジフィルターの一部で粒子が詰まり、通液が困難になることを抑制することができる。具体的には、粗ろ過不織布を構成する繊維の平均繊維径を、精密ろ過不織布を構成する繊維の平均繊維径で除算した値が、0.5〜2であることが好ましい。
【0048】
粗ろ過不織布は、CV値が30〜150であることが好ましく、CV値が50〜100であることがより好ましい。CV値がかかる範囲であると、繊維径分布のばらつきに起因して、ろ過上流側でのプレフィルターとしての作用、およびろ過下流側での空間形成の作用をより顕著に得ることができる。
【0049】
粗ろ過不織布は、その平均流量細孔径が8μm〜20μmであることが好ましく、9μm〜15μmであることがより好ましい。平均流量細孔径が8μm〜20μmであると、所望の90%ろ過精度を有する不織布を得やすい。
【0050】
粗ろ過不織布は、その最大孔径が10μm〜30μmであることが好ましく、15μm〜25μmであることがより好ましい。最大孔径が10μm〜30μmであると、所望の通気度を有する不織布を得やすい。
【0051】
粗ろ過不織布は、前記範囲内の90%ろ過精度および通気度を有する限りにおいて、種類および材料は特に限定されない。粗ろ過不織布は、精密ろ過不織布に関して説明した種類の不織布であってよく、また、精密ろ過不織布に関して説明した繊維および材料を用いて形成してよい。また、粗ろ過不織布は、前記範囲内の90%ろ過精度および通気度を有する限りにおいて、2以上の不織布が積層されてなるものであってよい。なお、粗ろ過不織布の物性は、特に記載がない限り、精密ろ過不織布と同様の方法により測定された値をいう。
【0052】
本発明においては、粗ろ過不織布用のメルトブローン不織布として、特に、商品名「PO50FW」(目付50g/m2)(タピルス(株)製)が好ましく用いられる。
【0053】
[中間ろ過不織布]
本発明のカートリッジフィルターには、精密ろ過不織布よりも目が粗く、粗ろ過不織布よりも目が細かいろ過不織布がさらに含まれていてよい。そのようなろ過不織布を便宜的に中間ろ過不織布と呼ぶ。中間ろ過不織布は、その90%ろ過精度が精密ろ過不織布のそれらよりも大きく、90%ろ過精度が粗ろ過不織布のそれらよりも小さい不織布である。中間ろ過不織布は、精密ろ過不織布と粗ろ過不織布との間に位置するように配置されて、カートリッジフィルターのろ過精度をより高くする。
【0054】
積層ろ過不織布において、精密ろ過不織布と粗ろ過不織布以外の他のろ過不織布(支持不織布を除く)が積層され、精密ろ過不織布と当該他のろ過不織布との積層体が全体として、前記範囲内の90%ろ過精度および通気度を有する場合には、当該他のろ過不織布は精密ろ過不織布を構成しているものとみなす。あるいは、精密ろ過不織布と当該他のろ過不織布との積層体が全体として、前記範囲内の90%ろ過精度および通気度を有する場合、当該他のろ過不織布は粗ろ過不織布を構成しているものとみなす。当該他の不織布が、精密ろ過不織布または粗ろ過不織布を構成しているとみなすことができず、かつ精密ろ過不織布と粗ろ過不織布の間の目の粗さ(即ち、90%ろ過精度)を有している場合には、当該他の不織布は中間ろ過不織布である。
【0055】
中間ろ過不織布は、精密ろ過不織布に関して説明した種類の不織布であってよく、また、精密ろ過不織布に関して説明した繊維および材料を用いて形成してよい。中間ろ過不織布は、全体として、その目の粗さが精密ろ過不織布と粗ろ過不織布との間にある限りにおいて、2以上の不織布が積層されてなるものであってよい。
【0056】
[支持不織布]
支持不織布は、粗ろ過不織布および精密ろ過不織布を芯材に巻回するときに、それらの不織布にシワが発生する又は損傷することを防止するとともに、巻回作業を容易にするために好ましく用いられる。支持不織布は、粗ろ過不織布よりも十分に目の粗い不織布であり、巻回の際に加わる力に耐えうる限りにおいて、特に限定されない。支持不織布は、精密ろ過不織布に関して説明した種類の不織布であってよく、また、精密ろ過不織布に関して説明した繊維および材料を用いて形成してよい。
【0057】
支持不織布は、具体的には、平均繊維径が5μm〜50μmである、鞘/芯がポリエチレン/ポリプロピレンの組み合わせからなる芯鞘型複合繊維を用いて作製され、繊維同士がポリエチレンによって熱接着している、目付が5g/m2〜100g/m2の熱接着不織布であってよい。そのような熱接着不織布は、90%ろ過精度が10μm以上である、粗ろ過不織布よりも十分に目が粗い不織布である。好ましくは、支持不織布は50cc/cm2/秒以上の通気度を有する。
【0058】
[ネット状物]
精密ろ過不織布と粗ろ過不織布とを含む積層ろ過不織布は、精密ろ過不織布と粗ろ過不織布との間にネット状物を含んでいてよい。カートリッジフィルターにおいて、ネット状物の目ひらき部が、精密ろ過不織布と粗ろ過不織布との間に薄い空間を形成する。空間は、ろ過寿命の向上に寄与する。これは、非常に目の細かい精密ろ過不織布と粗ろ過不織布との密な接触が、空間によって防止され、その結果、精密ろ過不織布における圧力損失の上昇が緩和されることによると考えられる。
【0059】
ネット状物は、例えば、直径100μm〜1000μm、好ましくは直径200μm〜800μmの線条体で構成され、目開き部1つあたりの面積が1mm2〜100mm2であるネット状物である。線条体は、例えば、モノフィラメントおよび紡績糸等である。線条体の直径は、電子顕微鏡等で観察することによって測定される。線条体が、テープのように、円形の断面を有していない場合には、ネットの厚さが100μm〜2000μmの範囲内にあることが好ましい。前記線条体の直径は、ネット状物の交点以外の箇所で測定される寸法であり、厚さはネット状物の交点で測定される寸法である。押し出しネットが延伸されてなるネット状物においては、交点と交点との間で、線条体の太さが一定でないことがある。その場合には、最も太い部分の直径等が前記範囲内にあることが好ましい。
【0060】
目開き部の形状は、正方形、長方形、菱形、三角形、およびその他の多角形、ならびに円形、および楕円形のいずれであってもよく、あるいは不規則な形状であってよい。ネット状物は、織物ネット、押し出しネット、またはエキスパンドメタル状のネットであってよい。
【0061】
ネット状物の材料は特に限定されず、例えば、先に精密ろ過不織布に関して例示した、1または複数の樹脂で形成されてよい。ネット状物は好ましくは、ポリプロピレン系樹脂で形成される。
本発明において、ネット状物として、特に、商品名「コンウェッドネット R07107」(JX日鉱日石ANCI(株)製)が好ましく用いられる。
【0062】
[積層ろ過不織布]
本発明のカートリッジフィルターにおいて、ろ過下流側に位置する積層ろ過不織布は、少なくとも粗ろ過不織布と精密ろ過不織布とを含む。積層ろ過不織布は、支持体不織布、中間ろ過不織布、およびネット状物から選択される1または複数の層をさらに含んでよい。その場合、支持体不織布は、積層ろ過不織布を芯材に巻回したときに、いずれの位置に配置されていてもよく、例えば、ろ過上流側又はろ過下流側に配置されてよい。ネット状物は、精密ろ過不織布と粗ろ過不織布との間に配置される。中間ろ過不織布は、精密ろ過不織布と粗ろ過不織布との間に配置される。
【0063】
積層ろ過不織布において、精密ろ過不織布は、粗ろ過不織布よりもろ過下流側に位置することが好ましい。かかる構成であると、粗ろ過不織布が精密ろ過不織布のプレフィルターとして作用するので、カートリッジフィルターのろ過精度およびろ過寿命が向上する。
【0064】
積層ろ過不織布を構成する層と層とは、接合されてもよく、接合されなくてもよい。接合は、適当な接着剤を用いて実施してよく、あるいはいずれか1つまたは複数の不織布を構成する繊維を熱で溶融または軟化させる熱接着により実施してよい。積層ろ過不織布において、各層の不織布またはネットにシワおよび損傷が生じない限りにおいて、不織布同士は接合しないことが好ましい。接合した箇所においてろ過が実施されず、ろ過面積が減少する。
【0065】
[カートリッジフィルター]
次に、カートリッジフィルターの構成および製造方法を説明する。
一般に、カートリッジフィルターは、流体が通過する孔を有する管状芯材の周囲にろ過不織布が巻回されてなる構成を有する。芯材は、プラスチック製の孔あき筒状体であってよく、あるいは、熱接着性繊維を含む繊維ウェブを加熱しながら芯棒に巻き取ることにより、または当該繊維ウェブを円筒状容器に充填して加熱することにより得られた繊維成形体であってよい。いずれの芯材も、その外周側から内周側、または外周側から内周側に向かって流れる流体の通過を実質的に妨げないものであり、例えば、50cc/cm2/秒以上、好ましくは80cc/cm2/秒以上の通気度を有する。
【0066】
本発明のカートリッジフィルターは、芯材の周囲に積層ろ過不織布および粗ろ過不織布を所定数巻回させて構成する。カートリッジフィルターの外周側から内周側に向かって流体を通過させてろ過を実施する場合には、カートリッジフィルターの外周側がろ過上流側となり、内周側がろ過下流側となる。したがって、カートリッジフィルターの内周側に、精密ろ過不織布と粗ろ過不織布とを含む積層ろ過不織布が巻回され、外周側に粗ろ過不織布が巻回され、精密ろ過不織布は巻回されない。カートリッジフィルターの内周側から外周側に向かって流体を通過させてろ過を実施する場合には、カートリッジフィルターの内周側がろ過上流側となり、外周側がろ過下流側となる。したがって、カートリッジフィルターの外周側に、精密ろ過不織布と粗ろ過不織布とを含む積層ろ過不織布が巻回され、内周側に粗ろ過不織布が巻回され、精密ろ過不織布は巻回されない。
【0067】
本発明のカートリッジフィルターは、ろ過下流側において、精密ろ過不織布と粗ろ過不織布とを含む積層ろ過不織布を巻回することを特徴とする。本発明は、かかる構成により、ろ過下流側に精密ろ過不織布のみを巻回したカートリッジフィルターよりも、ろ過精度およびろ過寿命が優れる。ろ過下流側に精密ろ過不織布のみを巻回したカートリッジフィルターは、精密ろ過不織布同士が密着するため、あたかも目付の大きい精密ろ過不織布が1周のみ巻回されたかのような状態となり、表面ろ過は専らろ過対象の流体がはじめに接触する1周目において行われる。これに対して、本発明のカートリッジフィルターにおいては、積層ろ過不織布中の粗ろ過不織布が、精密ろ過不織布同士の密着を防ぐとともに、微小空間を形成するため、流体が径方向に通過している間に、巻回数の数だけ精密ろ過不織布で表面ろ過が行われる。
【0068】
本発明のカートリッジフィルターにおいて、積層ろ過不織布が支持不織布を含む場合、支持不織布と精密ろ過不織布とが隣接し、かつ支持不織布がろ過下流側となるように巻回することが好ましい。かかる構成であると、精密ろ過不織布を通過した流体が通液抵抗の少ない支持不織布へ向かうので、精密ろ過不織布が目詰まりし難い。
【0069】
ろ過上流側には、粗ろ過不織布が7周以上巻回され、好ましくは10周以上巻回され、より好ましくは20周以上巻回される。粗ろ過不織布の巻回数が7周未満であると、粗ろ過不織布による効果を得られず、ろ過寿命を長くすることができない。粗ろ過不織布の巻回数の上限は、特に制限はなく、最終的に得ようとするカートリッジフィルターの寸法、芯材の寸法、およびろ過不織布の厚さ等によって決定される。たとえば、外径が50mm〜100mmであるカートリッジフィルターを得る場合には、上限は80周程度である。
【0070】
ろ過下流側には、積層ろ過不織布が1周以上巻回されて、精密ろ過不織布により、細かい粒子が取り除かれるようにする。積層ろ過不織布は、好ましくは3周以上、より好ましくは5周〜12周巻回される。
【0071】
ろ過下流側に積層ろ過不織布を3周以上、好ましくは5周以上巻回したカートリッジフィルターは特に微小粒子の捕捉性に優れる。流体に分散された粒子径の小さい(例えば、粒子径が1μm以下の)粒子は、2以上の粒子が凝集して、見かけ上の粒子径が大きい凝集粒子になる。本発明のカートリッジフィルターにおいては、この凝集した粒子を捕捉することにより、精密ろ過不織布の孔径よりも小さい微小粒子をも捕捉することができると考えられる。詳細には、カートリッジフィルター内の積層ろ過不織布において、粗ろ過不織布が、微小粒子が流れやすい微小空間を形成し、粒子同士の衝突頻度を増大させて、凝集粒子が生じやすい状態を形成する。そして、この凝集した粒子を精密ろ過不織布で捕捉する。次いで、この精密ろ過不織布を通過した微小粒子は、次の粗ろ過不織布を通過する間に、同様に凝集し、次の精密ろ過不織布で捕捉される。以下同様に、このろ過作用が積層不織布の巻回の数だけ繰り返される。このようにして凝集した粒子を各周で捕捉することにより、積層ろ過不織布を3周以上巻回したカートリッジフィルターは、粒子捕捉による目詰まりを各周に分散することができるので、ろ過寿命が長いカートリッジフィルターとなる。
【0072】
中間ろ過不織布が配置される場合には、中間ろ過不織布は、少なくとも精密ろ過不織布が巻回された後に、粗ろ過不織布とともに巻回されて、ろ過上流側において、多段ろ過層を形成することが好ましい。中間ろ過不織布は、その巻回開始側端部と精密ろ過不織布の巻回開始側端部を一致させて、精密ろ過不織布とともに巻回されて、精密ろ過不織布、粗ろ過不織布とともに三層構造のろ過不織布を形成してよい。中間ろ過不織布は粗ろ過不織布と同じ長さを有して、ろ過上流側において、粗ろ過不織布と同じ巻回数だけ巻回されてよい。あるいは、中間ろ過不織布は、粗ろ過不織布よりも短くてよい。
【0073】
中間ろ過不織布は粗ろ過不織布よりも目が細かいため、カートリッジフィルターの巻き終わり(外周側がろ過上流側である場合)または巻き始め(内周側がろ過上流側である場合)において、粗ろ過不織布よりもろ過上流側に位置しないことが好ましい。粗ろ過不織布によるろ過が中間ろ過不織布によって阻害されることがあるためである。よって、中間ろ過不織布を配置する場合は、2〜3周程度の巻回数に相当する長さだけ、その長さが粗ろ過不織布よりも短く、かつ巻き終わりまたは巻き始めの位置が、粗ろ過不織布よりも下流側にずれるようにすることが好ましい。
【0074】
前記支持不織布を用いる場合には、例えば、積層ろ過不織布および粗ろ過不織布よりもろ過下流側に支持不織布が位置するように支持不織布を重ねて、芯材の周囲に巻回する。前記ネット状物を用いる場合には、精密ろ過不織布と粗ろ過不織布との間にネット状物が位置するように、3つの層を積層して、芯材の周囲に巻回する。
【0075】
図1に、本発明のカートリッジフィルターを製造する方法の一例を模式的に示す。図1に示す方法は、内周側がろ過下流側となるカートリッジフィルターの製造方法である。粗ろ過不織布10は、積層ろ過不織布として所定数巻回された後、精密ろ過不織布12が隣接しない状態で所定数巻回されるように、所定の長さを有する。精密ろ過不織布12は、内周側にて所定数巻回されるように、所定の長さを有し、かつ、その一端が巻き取り開始側に位置するように、粗ろ過不織布10の上に重ねられる。支持不織布16は、粗ろ過不織布よりも大きい長さを有している。支持不織布16は、芯材14に1周巻き取ったときに、精密ろ過不織布12および粗ろ過不織布10よりも外周側に位置するように、図1においては、粗ろ過不織布10の下に配置されている。
【0076】
図1においては、精密ろ過不織布12と粗ろ過不織布10と支持不織布16とを含む積層体、すなわち、積層ろ過不織布から巻き取りが開始され、積層ろ過不織布が所定数巻き取られると、粗ろ過不織布10および支持不織布16が巻き取られる。粗ろ過不織布10が巻き取られると、支持不織布16のみが数周(例えば、1〜5周程度)巻回されて、カートリッジフィルターが構成される。支持不織布が熱接着性繊維を含む場合、巻き終わりにおいて、支持不織布を軽く熱接着させてよい。
【0077】
外周側がろ過下流側であって、積層ろ過不織布を外周側で巻回させる場合には、粗ろ過不織布を巻回した後、精密ろ過不織布を供給して、積層ろ過不織布を外周側に配置させる。積層ろ過不織布が巻き取られた後、支持不織布のみが数周(例えば、1〜5周程度)巻回されて、カートリッジフィルターが構成される。支持不織布が熱接着性繊維を含む場合、巻き終わりにおいて、支持不織布を軽く熱接着させてよい。
【0078】
いずれの側がろ過下流側となる場合においても、芯材にろ過不織布を巻回する前に、芯材の周囲に支持不織布のみが数周巻回されてもよい。その場合には、支持不織布が数周(例えば1〜5周程度)巻回されてから、積層ろ過不織布または粗ろ過不織布を供給する。
【0079】
ネット状物および/または中間ろ過不織布を使用する場合には、精密ろ過不織布と粗ろ過不織布との間にネット状物が位置するように、図2に示すように、ネット状物18および/または中間ろ過不織布20を供給する。ネット状物18および/または中間ろ過不織布20は、精密ろ過不織布12と同じ長さを有し、精密ろ過不織布12と一致するように重ねるとよい。場合により、ネット状物18および/または中間ろ過不織布20を、精密ろ過不織布12よりも長く、または短くして、ネット状物18および/または中間ろ過不織布20が粗ろ過不織布10(および場合によりこれと支持不織布16)が巻回される領域においても巻回されるようにしてよく、あるいは、積層ろ過不織布の一部においてのみ、精密ろ過不織布12と粗ろ過不織布10との間に位置するようにしてよい。
【0080】
巻回作業は、熱を加えながら実施してよい。例えば、支持不織布を、熱接着性繊維を含む不織布とする場合には、図1および図2において、支持不織布の代わりに繊維ウェブを用い、熱接着性繊維が熱接着する温度で加熱しながら巻回して、巻回と同時または巻回直前に支持不織布を作製してよい。
【0081】
このようにして、ろ過材である積層ろ過不織布および粗ろ過不織布を巻回して筒状体を得た後、必要に応じて筒状体の端面を熱処理して本発明のカートリッジフィルターを得ることができる。また、本発明のカートリッジフィルターは、ろ過不織布を巻回して得た筒状体のさらに外側に流体が通過する孔を有する筒状体のカバーを取り付けた構成のものであってもよい。
【0082】
本発明のカートリッジフィルターの寸法は、用途に応じて適宜選択され、所望の寸法が得られるように、芯材、各ろ過不織布の厚さ、積層ろ過不織布および粗ろ過不織布の巻回数、ならびに場合により用いられる支持不織布の厚さ等が選択される。例えば、本発明のカートリッジフィルターは、内径が25mm〜35mm程度、外径が35mm〜50mm程度、長さが200mm〜3000mm程度である芯材に、ろ過不織布を巻回して、外径が55mm〜70mm程度となるようにしてよい。また、得られたカートリッジフィルターは所望の長さ(例えば、200mm〜800mm)にカットしてよい。
【0083】
本発明のカートリッジフィルターの一例を図3に示す。図3のカートリッジフィルター100は、その外周側がろ過上流側であり、その内周側がろ過下流側であるカートリッジフィルターである。したがって、このカートリッジフィルター100においては、芯材14の周囲に、支持ろ過不織布16/精密ろ過不織布12/粗ろ過不織布10の積層ろ過不織布が巻回された領域30、支持ろ過不織布16/粗ろ過不織布10が巻回された領域32が、内周側から順に形成されている。さらに、カートリッジフィルター100の最外周領域34には支持不織布16のみが数周巻回されている。
【0084】
本発明のカートリッジフィルターは、高いろ過精度(好ましくは0.7μmのろ過精度が90%以上、より好ましくは95%以上)と、長いろ過寿命とを達成するので、種々の製品の製造、加工または処理において好ましく使用される。特に、本発明のカートリッジフィルターは、半導体用の研磨液、および飲料水をろ過するのに適している。このような分野では、複数のカートリッジフィルターを直列的に用いて、精度の粗いカートリッジフィルターから順次、高精度のカートリッジフィルターへ段階的にろ過が行われる。本発明は、このうち最も高精度が要求される最終段階のカートリッジフィルターとして用いることができる。最終段階に用いるカートリッジフィルターは、たとえば、0.7μmの粒子を90%捕捉する精度が求められる。
【実施例】
【0085】
以下、本発明を実施例により具体的に説明する。
本実施例において、各不織布の物性は下記の方法に従って測定した。
[厚み]
マイクロメータ(商品名:クーラントプルーフマイクロメータ 293−230 MDC−25MJ:(株)ミツトヨ製)を用いて、不織布の任意の10点の厚み方向の寸法を測定し、平均値を算出して、厚みとした。
【0086】
[通気度]
JIS L 1096 8.27A(フラジール形法)に準じて測定した。
【0087】
[90%ろ過精度]
JIS11種粉体を水に分散させて試験用懸濁液を作成し、試験用懸濁液に含まれるダストの粒子径別の個数(M)と、この試験用懸濁液を対象の不織布を用いて、流速40リットル/分でろ過し、ろ過開始後5分の濾液に含まれるダストの粒子径別の個数(N)とを粒度分布測定機(商品名:コールターカウンターZM型:コールターエレクトロニクス社製)を用いて測定した。各粒子径別に下記式から遮断率を算出し、遮断率が90%になる粒子径を90%ろ過精度とした。
遮断率(%)=[(M−N)×100]/M
【0088】
[平均流量細孔径、最大孔径、最大孔径/最小孔径]
ASTM F 316−86(バブルポイント法)に準じて測定した。最大孔径/最小孔径は、得られた最大孔径の値を最小孔径の値で除して算出した。
【0089】
[平均繊維径]
電子顕微鏡を用いて、不織布表面を100〜1000倍に拡大して観察し、任意の100本の繊維側面(幅)を計測し、計測した値の平均値を算出することにより求めた。なお、複数の繊維が融着していて、その境界が不明である場合は、融着した状態の繊維群を1本の繊維とみなして計測した。
【0090】
[CV値]
平均繊維径を求めるときと同様にして測定した繊維径の標準偏差と平均繊維径とを用いて、下式により求めた。
CV値=(標準偏差/平均繊維径)×100
【0091】
[数分率]
平均繊維径を求めるときと同様にして測定した繊維径と、各繊維径の繊維の本数を測定し、100本に占める、繊維径が0.5μm以下、1μm以下、4μm以上、8μm以上の各繊維径の繊維の本数の割合を求めた。繊維径が1μm以下の繊維には、繊維径が0.5μm以下の繊維が含まれ、繊維径が4μm以上の繊維には、繊維径が8μm以上の繊維が含まれる。
【0092】
1.ろ過不織布の準備
精密ろ過不織布、および粗ろ過不織布として下記の不織布を準備した。
(精密ろ過不織布1)
ポリプロピレンからなる、目付15g/m2のメルトブローン不織布(商品名「Syntex-nano3」、三井化学(株)製)
(精密ろ過不織布2)
ポリプロピレンからなる、目付15g/m2のメルトブローン不織布(商品名「H015UB-00F」、タピルス(株)製)
(精密ろ過不織布3)
精密ろ過不織布2を2枚重ねた積層不織布
【0093】
2.粗ろ過不織布の準備
粗ろ過不織布として、ポリプロピレンからなる、目付50g/m2のメルトブローン不織布(商品名「PO50FW-00F」、タピルス(株)製)を準備した。
【0094】
3.中間ろ過不織布の準備
中間ろ過不織布として、ポリプロピレンからなる、目付60g/m2のメルトブローン不織布(商品名「PO60UW-00F」、タピルス(株)製)を準備した。
各精密ろ過不織布および粗ろ過不織布の物性を、表1に示す。
【0095】
【表1】
【0096】
4.ネット状物の準備
ネット状物として、目開きが長方形である、ポリプロピレンからなる、押出しネット(商品名「コンウェッドネットR07107」、JX日鉱日石ANCI(株)製)を準備した。このネット状物は具体的には下記の物性を有していた。
線条体の直径400μm
目開きの形状および寸法 タテ×ヨコが4mm×5mm(面積20mm2)の長方形
厚み:500μm
【0097】
5.芯材の準備
鞘/芯が高密度ポリエチレン/ポリプロピレンであり、鞘/芯の容積比が5/5である、繊度2.2dtex(繊維径18μm)の芯鞘型複合繊維(商品名「NBF(H)、ダイワボウポリテック(株)製)を用いて、目付33g/m2のパラレルカードウェブを作製した。このウェブを、温度130℃に設定した熱風吹き付け装置で約30秒間加熱して、高密度ポリエチレンを溶融または軟化させ、高密度ポリエチレンが溶融または軟化した状態で、外径30mmの鉄棒の周囲に巻回させた。巻回の間、鉄棒および巻回したウェブの自重による圧力を加え続けた。巻回を外径が42mmになるまで行って、長さ600mmの芯材を得た。
【0098】
6.カートリッジフィルターの製造
(実施例1)
精密ろ過不織布1を、幅60cm×長さ120cmに切断し、粗ろ過不織布を、幅60cm×長さ300cmに切断した。図1に示すように、精密ろ過不織布および粗ろ過不織布の巻回がほぼ同時期に開始されるように、2つの不織布を供給し、さらに加熱により繊維同士が熱接着された支持不織布を供給しながら、芯材の周囲にこれらの不織布を巻回した。支持不織布としては、鞘/芯が高密度ポリエチレン/ポリプロピレンであり、鞘/芯の容積比が5/5である、繊度2.2dtex(繊維径18μm)、繊維長51mmの芯鞘型複合繊維(商品名「NBF(H)、ダイワボウポリテック(株)製)を用いて作製した、目付33g/m2のパラレルカードウェブからなり、繊維同士を鞘成分により熱接着させた不織布を用いた。支持不織布は、粗ろ過不織布を巻回した後、さらに外径が65mmになるまで巻回させて、巻き終わりにおいて端部を軽く熱接着させた。
【0099】
ろ過不織布の巻回が終わった後、長さが250mmとなるようにカットし、端面を150℃で熱処理して、カートリッジフィルターを得た。得られたカートリッジフィルターは、長さ120cmの積層ろ過不織布が内周側に約8周(8周以上9周未満)巻回され、粗ろ過不織布が外周側で約11周(11周以上12周未満)巻回された構成を有していた。
【0100】
(実施例2)
粗ろ過不織布の長さを400cmとしたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ120cmの積層ろ過不織布が内周側に約8周(8周以上9周未満)巻回され、粗ろ過不織布が外周側で約16周(16周以上17周未満)巻回された構成を有していた。
【0101】
(実施例3)
粗ろ過不織布の長さを500cmとしたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ120cmの積層ろ過不織布が内周側に約8周(8周以上9周未満)巻回され、粗ろ過不織布が外周側で約21周(21周以上22周未満)巻回された構成を有していた。
【0102】
(実施例4)
幅60cm×長さ120cmに切断したネット状物を、精密ろ過不織布と粗ろ過不織布との間に位置するように供給し、かつネット状物の巻回が精密ろ過不織布および粗ろ過不織布の巻回とほぼ同時に開始されるようにしたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ120cmの積層ろ過不織布(ネットを含む)が内周側に約8周(8周以上9周未満)巻回され、粗ろ過不織布が外周側で約9周(9周以上10周未満)巻回された構成を有していた。
【0103】
(実施例5)
粗ろ過不織布の長さを250cmとしたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ120cmの積層ろ過不織布が内周側に約8周(8周以上9周未満)巻回され、粗ろ過不織布が外周側で約8周(8周以上9周未満)巻回された構成を有していた。
【0104】
(実施例6)
精密ろ過不織布1の長さを70cmとし、粗ろ過不織布の長さを250cmとしたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ70cmの積層ろ過不織布が内周側に約5周(5周以上6周未満)巻回され、粗ろ過不織布が外周側で約11周(11周以上12周未満)巻回された構成を有していた。
【0105】
(実施例7)
精密ろ過不織布1の長さを70cmとし、粗ろ過不織布の長さを300cmとしたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ70cmの積層ろ過不織布が内周側に約5周(5周以上6周未満)巻回され、粗ろ過不織布が外周側で約14周(14周以上15周未満)巻回された構成を有していた。
【0106】
(実施例8)
精密ろ過不織布1の長さを70cmとし、粗ろ過不織布の長さを400cmとしたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ70cmの積層ろ過不織布が内周側に約5周(5周以上6周未満)巻回され、粗ろ過不織布が外周側で約19周(19周以上20周未満)巻回された構成を有していた。
【0107】
(実施例9)
精密ろ過不織布1の長さを70cmとし、粗ろ過不織布の長さを500cmとしたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ70cmの積層ろ過不織布が内周側に約5周(5周以上6周未満)巻回され、粗ろ過不織布が外周側で約25周(25周以上26周未満)巻回された構成を有していた。
【0108】
(実施例10)
精密ろ過不織布1を、幅60cm×長さ120cmに切断し、中間ろ過不織布を、幅60cm×長さ210cmに切断し、粗ろ過不織布を、幅60cm×長さ250cmに切断した。精密ろ過不織布、中間ろ過不織布および粗ろ過不織布の巻回がほぼ同時期に開始されるように、3つの不織布を供給し、さらに加熱により繊維同士が熱接着された支持不織布を供給しながら、芯材の周囲にこれらの不織布を巻回した。支持不織布は、実施例1で使用した支持不織布と同じものであった。支持不織布は、粗ろ過不織布を巻回した後、さらに外径が65mmになるまで巻回させて、巻き終わりにおいて端部を軽く熱接着させた。
【0109】
ろ過不織布の巻回が終わった後、長さが250mmとなるようにカットし、端面を150℃で熱処理して、カートリッジフィルターを得た。得られたカートリッジフィルターは、内周側に、長さ120cmの積層ろ過不織布(中間ろ過不織布を含む)が約8周(8周以上9周未満)巻回され、外周側に粗ろ過不織布が約7周(7周以上8周未満)巻回され、うち約5周(5周以上6周未満)は中間ろ過不織布とともに巻回された構成を有していた。
【0110】
(実施例11)
幅60cm×長さ210cmに切断したネット状物を、精密ろ過不織布と中間ろ過不織布との間に位置するように供給し、かつネット状物の巻回が精密ろ過不織布、中間ろ過不織布および粗ろ過不織布の巻回とほぼ同時に開始されるようにしたことを除いては、実施例10で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、内周側に、長さ120cmの積層ろ過不織布(中間ろ過不織布およびネットを含む)が約7周(7周以上8周未満)巻回され、外周側に粗ろ過不織布が約6周(6周以上7周未満)巻回され、うち約4周(4周以上5周未満)はネット状物および中間ろ過不織布とともに巻回された構成を有していた。
【0111】
(実施例12)
精密ろ過不織布に代えて精密ろ過不織布3を用いたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ120cmの積層ろ過不織布が内周側に約8周(8周以上9周未満)巻回され、粗ろ過不織布が外周側で約10周(10周以上11周未満)巻回された構成を有していた。
【0112】
(実施例13)
精密ろ過不織布に代えて精密ろ過不織布3を用いたこと、および粗ろ過不織布の長さを500cmとしたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ120cmの積層ろ過不織布が内周側に約8周(8周以上9周未満)巻回され、粗ろ過不織布が外周側で約21周(21周以上22周未満)巻回された構成を有していた。
【0113】
(実施例14)
精密ろ過不織布に代えて精密ろ過不織布3を用い、かつその長さを70cmとしたこと、および粗ろ過不織布の長さを400cmとしたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ70cmの積層ろ過不織布が内周側に約5周(5周以上6周未満)巻回され、粗ろ過不織布が外周側で約19周(19周以上20周未満)巻回された構成を有していた。
【0114】
(比較例1)
精密ろ過不織布1のみを用いたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ120cmの精密ろ過不織布のみが約8周(8周以上9周未満)巻回された構成を有していた。
【0115】
(比較例2)
粗ろ過不織布の長さを180cmとしたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ120cmの積層ろ過不織布が内周側に約8周(8周以上9周未満)巻回され、粗ろ過不織布が外周側で約3周(3周以上4周未満)巻回された構成を有していた。
【0116】
(比較例3)
精密ろ過不織布1に代えて精密ろ過不織布2を用いたことを除いては、実施例1で採用した手順と同じ手順に従って、カートリッジフィルターを製造した。得られたカートリッジフィルターは、長さ120cmの積層ろ過不織布が内周側に約8周(8周以上9周未満)巻回され、粗ろ過不織布が外周側で約11周(11周以上12周未満)巻回された構成を有していた。
【0117】
実施例1〜12および比較例1〜3で得たカートリッジフィルターの性能を、0.7μmろ過精度およびろ過寿命を測定して評価した。評価結果を表2に示す。評価方法は下記のとおりである。
【0118】
[0.7μmろ過精度]
JIS Z8901に準ずる試験用ダスト(JIS11種)を水に分散させて試験用懸濁液を作成し、試験用懸濁液に含まれるダストの粒子径別の個数(M)と、この試験用懸濁液を対象のカートリッジフィルターを用いて、流速40リットル/分でカートリッジフィルターの外周側から内周側に向かって通過させてろ過した、ろ過開始後5分の濾液に含まれるダストの粒子径別の個数(N)とを粒度分布測定機(商品名:コールターカウンターZM型:コールターエレクトロニクス社製)を用いて測定した。各粒子径別に下記式から遮断率を算出し、粒子径が0.7μm以上の粒子を遮断する割合を0.7μmろ過精度とした。
遮断率(%)=[(M−N)×100]/M
【0119】
[ろ過寿命]
JIS Z8901に準ずる試験用ダスト(JIS11種)を水に分散させて、濃度50ppmの試験用懸濁液を作成した。次に試験用懸濁液を均一に攪拌しながらカートリッジフィルターの外周側から内周側中空部へ向かって、40リットル/分の流量で通過させ、この流量を維持するための通液圧力が0.2MPaになったときの総通液量(リットル)をろ過寿命とした。
【0120】
【表2】
【0121】
実施例1〜4、10〜14はいずれも、0.7μmのろ過精度が90%を超え、かつ200リットル以上のろ過寿命を有し、高いろ過精度と長いろ過寿命を両立していた。特に実施例10および11は、きわめて高いろ過精度を有していた。これは中間ろ過層不織布を巻回させたことによると考えられる。実施例3、実施例9および実施例13は、粗ろ過不織布が20周以上巻回されていたため、それぞれ実施例1、実施例6および実施例12と比較して、長いろ過寿命を有していた。また、実施例11は実施例10と比較して、長いろ過寿命を有していた。これはネットによる効果であると認められる。
【0122】
実施例6、7、8、および9は、それぞれ実施例5、1、2、および4と比較したときに、0.7μmろ過精度が低かった。これは、精密ろ過不織布の巻回数が少ないためであると考えられる。しかし、これらの実施例においても、93%以上の0.7μmろ過精度を確保でき、また、高いろ過寿命を確保できた。
【0123】
比較例1は、ろ過上流側にて、粗ろ過不織布が巻回された領域が形成されていないため、ろ過寿命が短くなった。比較例2においては、ろ過上流側に、粗ろ過不織布を巻回させた領域を形成したが、粗ろ過不織布の巻回数が少なかったために、ろ過寿命を長くすることができなかった。精密ろ過不織布として、90%ろ過精度が4μmを超える不織布を用いた比較例3においては、0.7μmろ過精度が90%を下回り、十分なろ過精度を得られなかった。
【産業上の利用可能性】
【0124】
本発明のカートリッジフィルターは、高いろ過精度と長いろ過寿命を実現したものであり、流体から固形物を取り除く種々の用途に適しており、例えば、純水、飲料水、薬液、各種油脂、めっき液、塗料溶液または、電子工業用洗浄水などの流体、特に半導体用の洗浄液をろ過するのに適している。
【符号の説明】
【0125】
10 粗ろ過不織布
12 精密ろ過不織布
14 芯材
16 支持不織布
18 ネット状物
20 中間ろ過不織布
30 支持ろ過不織布/精密ろ過不織布/粗ろ過不織布が巻回された領域
32 支持ろ過不織布/粗ろ過不織布が巻回された領域
34 支持ろ過不織布が巻回された領域
100 カートリッジフィルター
【特許請求の範囲】
【請求項1】
流体が通過する孔を有する管状芯材の周囲にろ過不織布が巻回されてなるカートリッジフィルターであって、
90%ろ過精度が4μm以上10μm未満であり、通気度が2cc/cm2/秒〜30cc/cm2/秒である粗ろ過不織布が、ろ過上流側において、7周以上巻回され、
90%ろ過精度が0.5μm以上4μm未満であり、通気度が2cc/cm2/秒〜30cc/cm2/秒である精密ろ過不織布と、前記粗ろ過不織布とを含む積層ろ過不織布が、ろ過下流側において1周以上巻回されている、
カートリッジフィルター。
【請求項2】
精密ろ過不織布は、CV値が60〜200であるメルトブローン不織布である、請求項1に記載のカートリッジフィルター。
【請求項3】
精密ろ過不織布は、目付が5g/m2〜40g/m2である請求項1または2に記載のカートリッジフィルター
【請求項4】
90%ろ過精度が10μm以上である、支持不織布が積層ろ過不織布および粗ろ過不織布とともに巻回されている、請求項1〜3のいずれか1項に記載のカートリッジフィルター。
【請求項1】
流体が通過する孔を有する管状芯材の周囲にろ過不織布が巻回されてなるカートリッジフィルターであって、
90%ろ過精度が4μm以上10μm未満であり、通気度が2cc/cm2/秒〜30cc/cm2/秒である粗ろ過不織布が、ろ過上流側において、7周以上巻回され、
90%ろ過精度が0.5μm以上4μm未満であり、通気度が2cc/cm2/秒〜30cc/cm2/秒である精密ろ過不織布と、前記粗ろ過不織布とを含む積層ろ過不織布が、ろ過下流側において1周以上巻回されている、
カートリッジフィルター。
【請求項2】
精密ろ過不織布は、CV値が60〜200であるメルトブローン不織布である、請求項1に記載のカートリッジフィルター。
【請求項3】
精密ろ過不織布は、目付が5g/m2〜40g/m2である請求項1または2に記載のカートリッジフィルター
【請求項4】
90%ろ過精度が10μm以上である、支持不織布が積層ろ過不織布および粗ろ過不織布とともに巻回されている、請求項1〜3のいずれか1項に記載のカートリッジフィルター。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−34919(P2013−34919A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2011−171023(P2011−171023)
【出願日】平成23年8月4日(2011.8.4)
【出願人】(000002923)ダイワボウホールディングス株式会社 (173)
【出願人】(300049578)ダイワボウポリテック株式会社 (120)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成23年8月4日(2011.8.4)
【出願人】(000002923)ダイワボウホールディングス株式会社 (173)
【出願人】(300049578)ダイワボウポリテック株式会社 (120)
【Fターム(参考)】
[ Back to top ]