
カード、カードの製造方法

【課題】、カード表面にマット加工されていても、表示部の表示を鮮明に視認でき、また、表示装置と窓部との位置ズレに関する質感を向上でき、かつ、製造時の作業性を向上できるカード、カードの製造方法を提供する。
【解決手段】カード1は、表示部10と、表示部10への表示を制御する電子部品と、このカード1の最上層に配置され、透明な材料により形成された表層20とを備え、表示部10に重複する部分に設けられた鏡面部21と、鏡面部21よりも外側部分に設けられ、鏡面部21よりも目が粗いマット部22とを備える。
【解決手段】カード1は、表示部10と、表示部10への表示を制御する電子部品と、このカード1の最上層に配置され、透明な材料により形成された表層20とを備え、表示部10に重複する部分に設けられた鏡面部21と、鏡面部21よりも外側部分に設けられ、鏡面部21よりも目が粗いマット部22とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、表示装置を内蔵したカード、カードの製造方法に関するものである。
【背景技術】
【0002】
従来、ブラスト加工法などにより物理的に表面を粗面化する加工でマット加工されたカードがあった(例えば特許文献1)。
マット加工されたカードは、表示装置を設けると、表面にマット加工されていることにより、表示内容が不鮮明でなってしまう。しかし、実質的に平坦で滑らかに加工される鏡面加工に比べ、外観上の損傷が目立ちにくいという利点から、マット加工が要求される場合がある。
また、表示装置を有するカードは、表示装置を視認する窓部を、カード表面に設ける必要がある。しかし、表示装置と窓部とは、位置ズレが目立つ。このため、表示装置を有するカードは、位置ズレ許容度を小さくする必要があるため、製造時の作業性が悪かった。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−71244号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明の課題は、カード表面にマット加工されていても、表示部の表示を鮮明に視認でき、また、表示装置と窓部との位置ズレに関する質感を向上でき、かつ、製造時の作業性を向上できるカード、カードの製造方法を提供することである。
【課題を解決するための手段】
【0005】
本発明は、以下のような解決手段により、課題を解決する。なお、理解を容易にするために、本発明の実施形態に対応する符号を付して説明するが、これに限定されるものではない。また、符号を付して説明した構成は、適宜改良してもよく、また、少なくとも一部を他の構成物に代替してもよい。
【0006】
・第1の発明は、表示部(10)と、前記表示部への表示を制御する電子部品(3,4)と、このカードの最上層に配置され、透明な材料により形成された表層(20)とを備え、前記表層は、このカードの表面(1a)を法線方向から見たときに、前記表示部に重複する部分に設けられた鏡面部(21)と、前記鏡面部よりも外側部分に設けられ、前記鏡面部よりも目が粗いマット部(22)とを備えること、を特徴とするカードである。
・第2の発明は、第1の発明のカードにおいて、このカードの表面を法線方向から見たときに、前記鏡面部(21)の外側全周であり前記マット部(22)よりも内側の範囲に設けられ、鏡面部よりも目が粗く、前記マット部よりも目が細かい変移部(23)を備えること、を特徴とするカードである。
・第3の発明は、第1又は第2の発明のカードにおいて、前記電子部品は、利用者が操作可能であり、その操作に応じて、前記表示部(10)に情報を表示するボタン(5)を備えること、を特徴とするカードである。
【0007】
・第4の発明は、第1から第3までのいずれかの発明のカードの製造方法であって、鏡面部対応部(121)と、前記鏡面部対応部よりも外側部分に設けられ前記鏡面部対応部よりも目が粗いマット部対応部(122)とを備える型(120)をシート部材(20A)にプレスして、前記鏡面部(21)と、前記マット部(22)とを有する前記表層(20)を製造する表層製造工程と、カード基材(2)に前記表示部を配置する表示部配置工程と、前記表層製造工程で製造した前記表層を、前記表示部配置工程で配置した前記カード基材に、前記鏡面部と前記表示部とを位置合わせして積層する積層工程とを備えること、を特徴とするカードの製造方法である。
・第5の発明は、第4の発明のカードの製造方法であって、前記型(120)は、前記鏡面部対応部(121)の外側全周であり前記マット部対応部(122)よりも内側の範囲に設けられ、前記鏡面部対応部よりも目が粗く、前記マット部対応部よりも目が細かい変移部対応部(123)を備え、前記表層製造工程は、前記型をシート部材(20A)にプレスすることにより、前記鏡面部の外側全周であり前記マット部(22)よりも内側の範囲に設けられ、前記鏡面部(21)よりも目が粗く、前記マット部よりも目が細かい変移部(23)を形成すること、を特徴とするカードの製造方法である。
【発明の効果】
【0008】
本発明によれば、以下の効果を奏することができる。
第1の発明は、表示部に重複する部分には、鏡面部が設けられているので、表示部の表示を鮮明に視認できる。一方、鏡面部よりも外側部分には、マット部が設けられているので、カード表面の傷を目立たなくし、また、質感を向上できる。
第2の発明は、変移部が、鏡面部の外側全周でありマット部よりも内側の範囲に設けられ、鏡面部よりも面が粗く、マット部よりも目が細かいので、鏡面部及びマット部の境界を不鮮明にして(ぼかして)、質感を向上できる。
また、変移部を有することにより、表示部と、表示部を視認する窓部となる鏡面部との位置ズレが目立たなくなり、質感を向上できる。さらに、製造時において、鏡面部と表示部との位置ズレ許容度を大きく緩和でき、作業性を向上できる。
第3の発明は、表示部に情報を表示するボタンを備えるので、利用者の操作に応じて、情報を表示できる。
【0009】
第4の発明は、シート部材製造工程において、金型をプレスして、鏡面部、マット部を有するシート部材を製造してから、シート部材積層工程において、カード基材に、シート部材を位置合わせして積層するので、カード内部の部品の損傷を抑えることができる。すなわち、本発明とは異なり、シート部材を基材に積層すると同時に、鏡面部、マット部を同時に形成しようとすれば、プレスによる圧力によってカード内部の部品等が損傷する可能性がある。これに対して、本発明は、シート部材積層工程では、鏡面部、マット部をシート部材に形成してから、カード基材に積層するので、カード内部の部品にかかる圧力を小さくでき、損傷を抑えることができる。
また、鏡面部を、例えば、証明写真等が設けられる領域に設ければ、証明写真等を鮮明に視認できる。さらに、鏡面部を、例えば、ホログラムラベル等を貼付する領域に設ければ、ホログラムラベル等を貼付する場合のエア噛みを防止できるので、作業性を向上できる。
第5の発明は、変移部を形成するので、上記第2の発明と同様な効果を奏することができる。
【図面の簡単な説明】
【0010】
【図1】実施形態のカード1の平面図、断面図である。
【図2】実施形態の表層20を形成する金型の上板120の製造方法を説明する断面図である。
【図3】実施形態の金型の上板120を裏面から見た図(図3(a))、製造した表層20を表面から見た図(図3(b))である。
【図4】実施形態のカード1の製造方法を説明する断面図である。
【図5】実施形態のカード1の製造方法を説明する断面図である。
【発明を実施するための形態】
【0011】
(実施形態)
以下、図面等を参照して、本発明の実施形態について説明する。
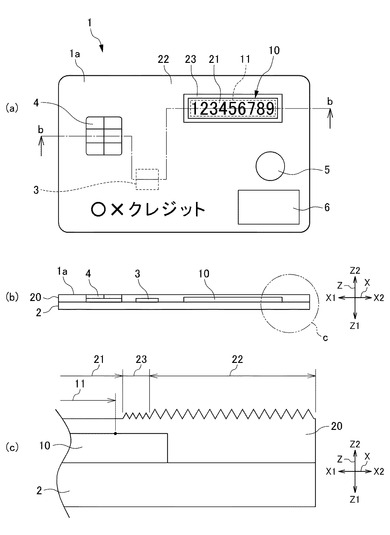
図1は、実施形態のカード1の平面図、断面図である。
図1(a)は、カード1の平面図(カード表面1aを法線方向から見た図)である。
図1(b)は、カード1の断面図(図1のb−b部矢視断面図)である。
図1(c)は、図1(b)の二点鎖線c内の拡大図である。
カード1は、例えばクレジットカードに利用されるICカードである。カード1は、利用者のスイッチ5の操作に応じて、パスワード(数字)を表示部10に表示する。このパスワードは、カード1による決済の場合に、利用者がリーダライタ等の端末に入力するようになっている。
カード1は、カード基材2、ICチップ3、外部接触用端子4、スイッチ5、ホログラムラベル6、表示部10、表層20を備える。
なお、カード1は、上記構成の他、非接触通信用のコイルアンテナ、磁気ストライプ等を備える。これらの詳細な説明は、省略する。
【0012】
カード基材2は、カード1のベースになる部材である。カード基材2は、PET(ポリエチレンテレフタラート),PET−G、PVC(ポリ塩化ビニル)等の樹脂シート材により形成される。カード基材2上には、ICチップ3、外部接触用端子4、スイッチ5、表示部10が配置されている。なお、実施形態では、カード基材2の上側Z2に層構成を設けた例を説明するが、必要に応じて、カード基材2の下側Z1にも層構成を設けてもよい。
【0013】
ICチップ3は、CPU(中央演算装置)や、記憶装置(図示せず)を備える。記憶装置は、ICチップ3の動作に必要なプログラム、情報を記憶したり、処理時の一時記憶領域を有する。ICチップ3は、カード内部に設けられた電池(図示せず)によって、駆動電力が供給される。
ICチップ3は、スイッチ5、表示部10に電気的に接続されている。ICチップ3は、スイッチ5の操作に応じて、乱数演算を行って、無作為なパスワードを求める。ICチップ3は、このパスワードを表示部10に表示する。このように、ICチップ3及びスイッチ5は、表示部10への表示を制御する。
【0014】
外部接触用端子4は、リーダライタの接触端子に接触して、リーダライタとの間で情報を通信する接触端子である。外部接触用端子4は、カード表面1aに露出している。外部接触用端子4は、ICチップ(図示せず)に電気的に接続されている。
このICチップは、カード1を統括的に制御する制御部である。ICチップは、CPUや、記憶装置を備える。ICチップは、例えば、外部接触用端子4やコイルアンテナ(図示せず)を介して、外部機器であるリーダライタ(図示せず)との間で情報を通信する。
スイッチ5は、利用者が操作可能な押しボタンである。スイッチ5は、電気接点を備え、操作されたことに応じて、操作情報をICチップ3に出力する。
【0015】
ホログラムラベル6は、カード1の偽造防止のために貼付されたラベルである。ホログラムラベル6は、表層20上に貼付されている。
表示部10は、電子ペーパ等の薄型の表示装置である。図1(a)に破線で示すように、平面図において、表示部10は、パスワードを表示する長方形の表示領域11を有する。
【0016】
表層20は、ICカード1の最上層に配置され、透明な材料により形成されている。
表層20の表面又は裏面には、印刷層が設けられている。
平面図において、表層20は、鏡面部21、マット部22、変移部23を備える。
鏡面部21は、表示部10に重複する部分に設けられている。鏡面部21は、凹凸がほとんどない鏡面状に仕上げられている。鏡面部21の平均粗さは、例えば、Ra0.1μm(以下全て同様)以下である。
表層20のうち鏡面部21が設けられている部分は、表裏間に渡って印刷等による着色がない。鏡面部21は、表示部10のパスワードの表示領域11の外側に配置されている。このため、鏡面部21からは、表示部10に表示されているパスワードを視認できる。
【0017】
マット部22は、鏡面部21よりも外側部分の表層20全面に設けられている。マット部22は、鏡面部21よりも凹凸が多く、面が粗いマット状に仕上げられている。マット部22の平均粗さは、例えばRa0.7〜1.0程度である。
マット部22には、模様、カード会社名等が全面に印刷されている。このため、マット部22は、カード1内部の構成を目隠しできる。
【0018】
変移部23は、鏡面部21の外側全周であり、かつ、マット部22よりも内側の範囲に、枠状に設けられている。変移部23は、鏡面部21よりも凹凸が多くて粗く、マット部22よりも目が細かい。変移部23の平均粗さは、例えば、Ra0.2〜0.3程度である。
つまり、鏡面部21の平均粗さ(Ra0.1以下)は、周囲のマット部22(Ra0.7〜1.0)の平均粗さ及び変移部23の平均粗さ(Ra0.2〜0.3)の半分以下である。
【0019】
変移部23は、枠状に印刷されている。このため、変移部23は、カード1内部の構成を目隠しできる。
また、変移部23は、表示部10に重複するように配置され、かつ、表示部10のパスワードの表示領域11の外側に配置されている。このため、変移部23は、表示部10のパスワードを隠すことはない。
【0020】
次に、カード表面1aを上側Z2から観察したときのカード1の見え方について説明する。
(鏡面部21)
前述したように、鏡面部21からは、表示部10に表示されているパスワードを視認できる。また、鏡面部21は、鏡面であるので、光が乱反射することを抑えることができ、パスワードが不鮮明となることなく、パスワードを鮮明に視認できる。
【0021】
(マット部22)
マット部22は、面が粗いので、光沢が少なく、かつ、カード表面1aの傷を目立たなくできる。このため、マット部22は、カード1の質感を向上できる。また、前述したように、マット部22は、印刷層が設けられているので、カード1内部の構成を隠蔽することができる。
【0022】
(変移部23)
前述したように、変移部23は、表示部10のパスワードを隠すことがない。光沢のある鏡面部21が、光沢のないマット部22へと急激に変化すると、境界線がはっきり見えてしまうため、質感が低下するが、変移部23は、鏡面部21及びマット部22の境界を不鮮明とすることで、カード1の質感を向上する役割を果たす。つまり、変移部23は、このような急激な変化を抑えて、徐々に光沢がなくなるように見せることができる。
また、表示部10と、表示部10を視認する窓部になる鏡面部21との間に、位置ズレ(縦方向及び横方向のズレ、回転方向のズレ)があった場合でも、この位置ズレを目立たなくすることができ、質感を向上できる。例えば、クレジットカードのサイズであって、変移部23の幅を1mm程度にした場合には、図1に示す程度の構成比率であれば、位置ズレは、1mm程度まで許容できる。
【0023】
表層20の表面を形成するプレス用の金型の上板120の製造方法について説明する。
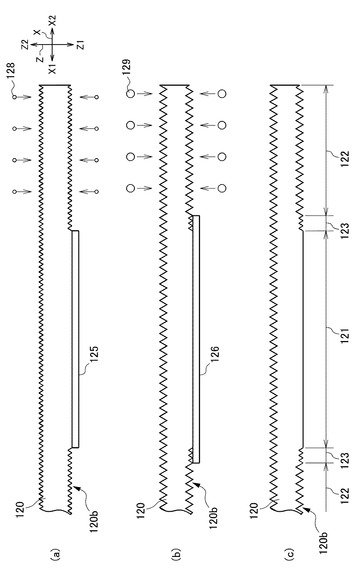
図2は、実施形態の表層20を形成する金型の上板120の製造方法を説明する断面図である。
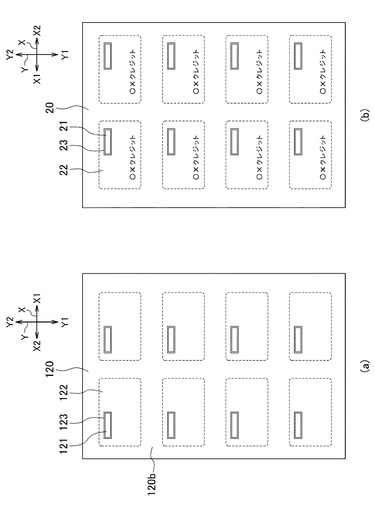
図3は、実施形態の金型の上板120を裏面から見た図(図3(a))、製造した表層20を表面から見た図(図3(b))である。
金型の製造工程は、以下の手順に従う。
【0024】
(1)図2(a)に示すように、鋼材等の上板120の裏面120bに、鏡面部21に対応する範囲にマスキングテープ125を貼付する。なお、実施形態では、カード1を多面取りするので(図3参照)、各カード1に対応する複数の部分に、マスキングテープ125を貼付する。
(2)ビーズブラストなどのブラスト加工によって、上板120の両面に凹凸を生成する。ビーズブラストに用いるビーズ128の大きさは、変移部23の面粗さに対応している。なお、上板120の両面をビーズブラストする理由は、加工硬化による反りを防止するためである。
【0025】
(3)図2(b)に示すように、マスキングテープ125を剥がし、上記(1)と同様に、新たにマスキングテープ126を貼付する。マスキングテープ126の貼付範囲は、鏡面部21及び変移部23に対応する範囲、つまりマット部22よりも内側範囲に対応した範囲である。
(4)上記(2)と同様に、上板120にビーズブラストを行う。ビーズブラストに用いるビーズの大きさは、マット部22の面粗さに対応している。つまり、ビーズ129の大きさは、上記(2)のビーズ128よりも大きい。
【0026】
(5)図3(c)に示すように、マスキングテープ126を剥がす。
以上の工程により、表層20の表面を賦形する金型の上板120の裏面120bを形成できる(図3(a)参照)。
【0027】
図3(c)に示すように、製造された上板120の裏面120bには、鏡面部対応部121、マット部対応部122、変移部対応部123が生成されている。
鏡面部対応部121は、常にマスキングされているので、鏡面部21に対応した、凹凸がほとんどない鏡面の状態である。鏡面部対応部121は、表層20の鏡面部21に対応した位置に設けられている。
マット部対応部122は、鏡面部対応部121よりも外側部分に設けられている。マット部対応部122は、鏡面部21よりも凹凸が多く、マット部22に対応したマット状に加工されている。マット部対応部122は、表層20のマット部22に対応した位置に設けられている。
変移部対応部123は、鏡面部対応部121の外側全周でありマット部対応部122よりも内側の範囲に設けられている。変移部対応部123は、鏡面部対応部121よりも凹凸が多くて粗く、マット部対応部122よりも目が細かく、変移部23に対応したマット状に加工されている。変移部対応部123は、表層20の変移部23に対応した位置に設けられている。
【0028】
次に、カード1の製造方法について説明する。
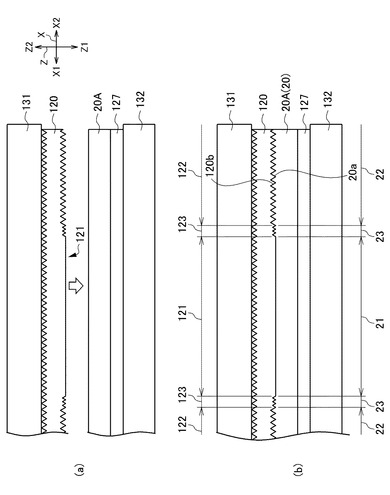
図4、図5は、実施形態のカード1の製造方法を説明する断面図である。
カード1の製造工程は、以下の手順に従う。
(表層製造工程)
(1)図4(a)に示すように、上板120をプレス機の上側Z2の上下移動部131に固定する。また、表面が鏡面の下板127をプレス機の下側Z1の固定部132に固定する。
(2)表層20に加工されるシート部材20Aを、下板127上に配置する。なお、シート部材20Aは、必要な印刷が既に施されている。シート部材20Aを下板127上に配置するときには、鏡面部対応部121と、表層20の鏡面部21に加工される部分、つまり印刷が施されていない部分とを位置決めする。位置決めは、例えば、下板127に位置決め用のピンを設け、シート部材20Aに位置決め孔を設けておけばよい。
【0029】
(3)図4(b)に示すように、シート部材20Aを上板120及び下板127に挟み込んでプレスして、上板120の裏面120bの形状を、シート部材20Aの表面に賦形して、表層20を形成する。
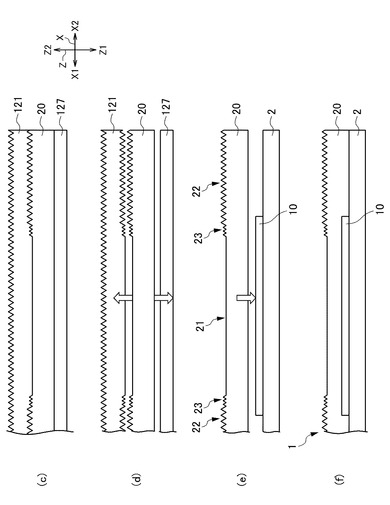
(4)図5(c)に示すように、表層20を挟み込んだ状態の上板120及び下板127をプレス機から取り外す。
(5)図5(d)に示すように、上板120及び下板127から表層20を剥がして取り出す。
【0030】
以上の工程により、図3(b)に示すように、多面付けされた表層20が製造される。表層20には、鏡面部21、マット部22、変移部23が形成されている。なお、表層20の表面に印刷層が設けられる場合には、これらは、この印刷層上に形成される。
【0031】
(表示部配置工程)
図5(e)に示すように、カード基材2上に表示部10を配置する。実施形態では、カード1を多面取りするので、取り数分の表示部10を、カード基材2上に配置する。
(ICチップ配置工程)
ICチップ3をカード基材2上に配置、実装する。
なお、カード1の製造工程は、表示部10、ICチップ3以外の部品をカード基材2上に配置する工程を別途有する。これらの工程は、表示部配置工程又はICチップ配置工程と同時でもよい。
【0032】
(シート部材積層工程)
図5(e)、図5(f)に示すように、表層製造工程で製造した表層20を、表示部配置工程で表示部10を配置したカード基材2に、鏡面部21と表示部10とを位置合わせして加圧して、積層する。
表層20及びカード基材2間の接合は、表層20及びカード基材2間に接着材を塗布することにより行う。
前述したように、表示部10及び鏡面部21(つまり表層20)の位置ズレは、1mm程度まで許容できる。このため、表示部10の位置ズレ許容度を大きくでき、作業性を向上できる。
【0033】
また、実施形態とは異なり、シート部材20Aをカード基材2に積層するとき(シート部材積層工程)に、鏡面部21、マット部22、変移部23を同時に形成しようとすれば、プレス時の圧力が大きくなるため、カード1内部の部品等が損傷する可能性がある。
これに対して、実施形態では、鏡面部21、マット部22、変移部23をシート部材20Aに形成してから、カード基材2するので、積層するために必要な圧力を小さくできる。このため、実施形態では、カード1内部の部品にかかる圧力を小さくできるため、カード1内部の部品等の損傷を抑えることができる。
【0034】
(打ち抜き工程)
多面付けされた状態のカード1を、打ち抜き加工して個片化する。
以上により、カード1が製造できる。
【0035】
以上説明したように、実施形態のカード1は、鏡面部21から表示部10の表示を鮮明に視認でき、一方、マット部22によって、カード表面1aの傷を目立たなくし、また、質感を向上できる。
また、カード1は、変移部23を備えるので、鏡面部21及びマット部22の境界を不鮮明にして、質感をより向上できる。さらに、カード1は、表示部10と鏡面部21との位置ズレを目立たなくして質感を向上でき、かつ、製造時の作業性を向上できる。
さらにまた、実施形態のカード1の製造方法は、カード1内部の部品にかかる圧力を小さくでき、カード1内部の部品の損傷を抑えることができる。
【0036】
以上、本発明の実施形態について説明したが、本発明は前述した実施形態に限定されるものではなく、後述する変形形態のように種々の変形や変更が可能であって、それらも本発明の技術的範囲内である。また、実施形態に記載した効果は、本発明から生じる最も好適な効果を列挙したに過ぎず、本発明による効果は、実施形態に記載したものに限定されない。なお、前述した実施形態及び後述する変形形態は、適宜組み合わせて用いることもできるが、詳細な説明は省略する。
【0037】
(変形形態)
(1)本実施形態において、変移部のマット形状は、均一である例を示したが、これに限定されない。例えば、変移部は、段階的に凹凸が変化してもよく、また、徐々に凹凸が変化してもよい。
【0038】
(2)本実施形態において、鏡面部は、表示部に対応した位置に設けられた例を示したが、これに限定されない。例えば、カード内部に証明写真等の表示部が設けられている場合には、鏡面部は、証明写真等の配置された位置に設けられていてもよい。この場合には、証明写真等を鮮明に視認できる。また、例えば、鏡面部は、ホログラムラベル等を貼付する領域に設けてもよい。この場合には、ホログラムラベル等を貼付する場合のエア噛みを防止できるので、カード製造時の作業性を向上できる。
【符号の説明】
【0039】
1 カード
2 カード基材
3 ICチップ
5 スイッチ
10 表示部
20 表層
21 鏡面部
22 マット部
23 変移部
120 上板
121 鏡面部対応部
122 マット部対応部
123 変移部対応部
【技術分野】
【0001】
本発明は、表示装置を内蔵したカード、カードの製造方法に関するものである。
【背景技術】
【0002】
従来、ブラスト加工法などにより物理的に表面を粗面化する加工でマット加工されたカードがあった(例えば特許文献1)。
マット加工されたカードは、表示装置を設けると、表面にマット加工されていることにより、表示内容が不鮮明でなってしまう。しかし、実質的に平坦で滑らかに加工される鏡面加工に比べ、外観上の損傷が目立ちにくいという利点から、マット加工が要求される場合がある。
また、表示装置を有するカードは、表示装置を視認する窓部を、カード表面に設ける必要がある。しかし、表示装置と窓部とは、位置ズレが目立つ。このため、表示装置を有するカードは、位置ズレ許容度を小さくする必要があるため、製造時の作業性が悪かった。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−71244号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明の課題は、カード表面にマット加工されていても、表示部の表示を鮮明に視認でき、また、表示装置と窓部との位置ズレに関する質感を向上でき、かつ、製造時の作業性を向上できるカード、カードの製造方法を提供することである。
【課題を解決するための手段】
【0005】
本発明は、以下のような解決手段により、課題を解決する。なお、理解を容易にするために、本発明の実施形態に対応する符号を付して説明するが、これに限定されるものではない。また、符号を付して説明した構成は、適宜改良してもよく、また、少なくとも一部を他の構成物に代替してもよい。
【0006】
・第1の発明は、表示部(10)と、前記表示部への表示を制御する電子部品(3,4)と、このカードの最上層に配置され、透明な材料により形成された表層(20)とを備え、前記表層は、このカードの表面(1a)を法線方向から見たときに、前記表示部に重複する部分に設けられた鏡面部(21)と、前記鏡面部よりも外側部分に設けられ、前記鏡面部よりも目が粗いマット部(22)とを備えること、を特徴とするカードである。
・第2の発明は、第1の発明のカードにおいて、このカードの表面を法線方向から見たときに、前記鏡面部(21)の外側全周であり前記マット部(22)よりも内側の範囲に設けられ、鏡面部よりも目が粗く、前記マット部よりも目が細かい変移部(23)を備えること、を特徴とするカードである。
・第3の発明は、第1又は第2の発明のカードにおいて、前記電子部品は、利用者が操作可能であり、その操作に応じて、前記表示部(10)に情報を表示するボタン(5)を備えること、を特徴とするカードである。
【0007】
・第4の発明は、第1から第3までのいずれかの発明のカードの製造方法であって、鏡面部対応部(121)と、前記鏡面部対応部よりも外側部分に設けられ前記鏡面部対応部よりも目が粗いマット部対応部(122)とを備える型(120)をシート部材(20A)にプレスして、前記鏡面部(21)と、前記マット部(22)とを有する前記表層(20)を製造する表層製造工程と、カード基材(2)に前記表示部を配置する表示部配置工程と、前記表層製造工程で製造した前記表層を、前記表示部配置工程で配置した前記カード基材に、前記鏡面部と前記表示部とを位置合わせして積層する積層工程とを備えること、を特徴とするカードの製造方法である。
・第5の発明は、第4の発明のカードの製造方法であって、前記型(120)は、前記鏡面部対応部(121)の外側全周であり前記マット部対応部(122)よりも内側の範囲に設けられ、前記鏡面部対応部よりも目が粗く、前記マット部対応部よりも目が細かい変移部対応部(123)を備え、前記表層製造工程は、前記型をシート部材(20A)にプレスすることにより、前記鏡面部の外側全周であり前記マット部(22)よりも内側の範囲に設けられ、前記鏡面部(21)よりも目が粗く、前記マット部よりも目が細かい変移部(23)を形成すること、を特徴とするカードの製造方法である。
【発明の効果】
【0008】
本発明によれば、以下の効果を奏することができる。
第1の発明は、表示部に重複する部分には、鏡面部が設けられているので、表示部の表示を鮮明に視認できる。一方、鏡面部よりも外側部分には、マット部が設けられているので、カード表面の傷を目立たなくし、また、質感を向上できる。
第2の発明は、変移部が、鏡面部の外側全周でありマット部よりも内側の範囲に設けられ、鏡面部よりも面が粗く、マット部よりも目が細かいので、鏡面部及びマット部の境界を不鮮明にして(ぼかして)、質感を向上できる。
また、変移部を有することにより、表示部と、表示部を視認する窓部となる鏡面部との位置ズレが目立たなくなり、質感を向上できる。さらに、製造時において、鏡面部と表示部との位置ズレ許容度を大きく緩和でき、作業性を向上できる。
第3の発明は、表示部に情報を表示するボタンを備えるので、利用者の操作に応じて、情報を表示できる。
【0009】
第4の発明は、シート部材製造工程において、金型をプレスして、鏡面部、マット部を有するシート部材を製造してから、シート部材積層工程において、カード基材に、シート部材を位置合わせして積層するので、カード内部の部品の損傷を抑えることができる。すなわち、本発明とは異なり、シート部材を基材に積層すると同時に、鏡面部、マット部を同時に形成しようとすれば、プレスによる圧力によってカード内部の部品等が損傷する可能性がある。これに対して、本発明は、シート部材積層工程では、鏡面部、マット部をシート部材に形成してから、カード基材に積層するので、カード内部の部品にかかる圧力を小さくでき、損傷を抑えることができる。
また、鏡面部を、例えば、証明写真等が設けられる領域に設ければ、証明写真等を鮮明に視認できる。さらに、鏡面部を、例えば、ホログラムラベル等を貼付する領域に設ければ、ホログラムラベル等を貼付する場合のエア噛みを防止できるので、作業性を向上できる。
第5の発明は、変移部を形成するので、上記第2の発明と同様な効果を奏することができる。
【図面の簡単な説明】
【0010】
【図1】実施形態のカード1の平面図、断面図である。
【図2】実施形態の表層20を形成する金型の上板120の製造方法を説明する断面図である。
【図3】実施形態の金型の上板120を裏面から見た図(図3(a))、製造した表層20を表面から見た図(図3(b))である。
【図4】実施形態のカード1の製造方法を説明する断面図である。
【図5】実施形態のカード1の製造方法を説明する断面図である。
【発明を実施するための形態】
【0011】
(実施形態)
以下、図面等を参照して、本発明の実施形態について説明する。
図1は、実施形態のカード1の平面図、断面図である。
図1(a)は、カード1の平面図(カード表面1aを法線方向から見た図)である。
図1(b)は、カード1の断面図(図1のb−b部矢視断面図)である。
図1(c)は、図1(b)の二点鎖線c内の拡大図である。
カード1は、例えばクレジットカードに利用されるICカードである。カード1は、利用者のスイッチ5の操作に応じて、パスワード(数字)を表示部10に表示する。このパスワードは、カード1による決済の場合に、利用者がリーダライタ等の端末に入力するようになっている。
カード1は、カード基材2、ICチップ3、外部接触用端子4、スイッチ5、ホログラムラベル6、表示部10、表層20を備える。
なお、カード1は、上記構成の他、非接触通信用のコイルアンテナ、磁気ストライプ等を備える。これらの詳細な説明は、省略する。
【0012】
カード基材2は、カード1のベースになる部材である。カード基材2は、PET(ポリエチレンテレフタラート),PET−G、PVC(ポリ塩化ビニル)等の樹脂シート材により形成される。カード基材2上には、ICチップ3、外部接触用端子4、スイッチ5、表示部10が配置されている。なお、実施形態では、カード基材2の上側Z2に層構成を設けた例を説明するが、必要に応じて、カード基材2の下側Z1にも層構成を設けてもよい。
【0013】
ICチップ3は、CPU(中央演算装置)や、記憶装置(図示せず)を備える。記憶装置は、ICチップ3の動作に必要なプログラム、情報を記憶したり、処理時の一時記憶領域を有する。ICチップ3は、カード内部に設けられた電池(図示せず)によって、駆動電力が供給される。
ICチップ3は、スイッチ5、表示部10に電気的に接続されている。ICチップ3は、スイッチ5の操作に応じて、乱数演算を行って、無作為なパスワードを求める。ICチップ3は、このパスワードを表示部10に表示する。このように、ICチップ3及びスイッチ5は、表示部10への表示を制御する。
【0014】
外部接触用端子4は、リーダライタの接触端子に接触して、リーダライタとの間で情報を通信する接触端子である。外部接触用端子4は、カード表面1aに露出している。外部接触用端子4は、ICチップ(図示せず)に電気的に接続されている。
このICチップは、カード1を統括的に制御する制御部である。ICチップは、CPUや、記憶装置を備える。ICチップは、例えば、外部接触用端子4やコイルアンテナ(図示せず)を介して、外部機器であるリーダライタ(図示せず)との間で情報を通信する。
スイッチ5は、利用者が操作可能な押しボタンである。スイッチ5は、電気接点を備え、操作されたことに応じて、操作情報をICチップ3に出力する。
【0015】
ホログラムラベル6は、カード1の偽造防止のために貼付されたラベルである。ホログラムラベル6は、表層20上に貼付されている。
表示部10は、電子ペーパ等の薄型の表示装置である。図1(a)に破線で示すように、平面図において、表示部10は、パスワードを表示する長方形の表示領域11を有する。
【0016】
表層20は、ICカード1の最上層に配置され、透明な材料により形成されている。
表層20の表面又は裏面には、印刷層が設けられている。
平面図において、表層20は、鏡面部21、マット部22、変移部23を備える。
鏡面部21は、表示部10に重複する部分に設けられている。鏡面部21は、凹凸がほとんどない鏡面状に仕上げられている。鏡面部21の平均粗さは、例えば、Ra0.1μm(以下全て同様)以下である。
表層20のうち鏡面部21が設けられている部分は、表裏間に渡って印刷等による着色がない。鏡面部21は、表示部10のパスワードの表示領域11の外側に配置されている。このため、鏡面部21からは、表示部10に表示されているパスワードを視認できる。
【0017】
マット部22は、鏡面部21よりも外側部分の表層20全面に設けられている。マット部22は、鏡面部21よりも凹凸が多く、面が粗いマット状に仕上げられている。マット部22の平均粗さは、例えばRa0.7〜1.0程度である。
マット部22には、模様、カード会社名等が全面に印刷されている。このため、マット部22は、カード1内部の構成を目隠しできる。
【0018】
変移部23は、鏡面部21の外側全周であり、かつ、マット部22よりも内側の範囲に、枠状に設けられている。変移部23は、鏡面部21よりも凹凸が多くて粗く、マット部22よりも目が細かい。変移部23の平均粗さは、例えば、Ra0.2〜0.3程度である。
つまり、鏡面部21の平均粗さ(Ra0.1以下)は、周囲のマット部22(Ra0.7〜1.0)の平均粗さ及び変移部23の平均粗さ(Ra0.2〜0.3)の半分以下である。
【0019】
変移部23は、枠状に印刷されている。このため、変移部23は、カード1内部の構成を目隠しできる。
また、変移部23は、表示部10に重複するように配置され、かつ、表示部10のパスワードの表示領域11の外側に配置されている。このため、変移部23は、表示部10のパスワードを隠すことはない。
【0020】
次に、カード表面1aを上側Z2から観察したときのカード1の見え方について説明する。
(鏡面部21)
前述したように、鏡面部21からは、表示部10に表示されているパスワードを視認できる。また、鏡面部21は、鏡面であるので、光が乱反射することを抑えることができ、パスワードが不鮮明となることなく、パスワードを鮮明に視認できる。
【0021】
(マット部22)
マット部22は、面が粗いので、光沢が少なく、かつ、カード表面1aの傷を目立たなくできる。このため、マット部22は、カード1の質感を向上できる。また、前述したように、マット部22は、印刷層が設けられているので、カード1内部の構成を隠蔽することができる。
【0022】
(変移部23)
前述したように、変移部23は、表示部10のパスワードを隠すことがない。光沢のある鏡面部21が、光沢のないマット部22へと急激に変化すると、境界線がはっきり見えてしまうため、質感が低下するが、変移部23は、鏡面部21及びマット部22の境界を不鮮明とすることで、カード1の質感を向上する役割を果たす。つまり、変移部23は、このような急激な変化を抑えて、徐々に光沢がなくなるように見せることができる。
また、表示部10と、表示部10を視認する窓部になる鏡面部21との間に、位置ズレ(縦方向及び横方向のズレ、回転方向のズレ)があった場合でも、この位置ズレを目立たなくすることができ、質感を向上できる。例えば、クレジットカードのサイズであって、変移部23の幅を1mm程度にした場合には、図1に示す程度の構成比率であれば、位置ズレは、1mm程度まで許容できる。
【0023】
表層20の表面を形成するプレス用の金型の上板120の製造方法について説明する。
図2は、実施形態の表層20を形成する金型の上板120の製造方法を説明する断面図である。
図3は、実施形態の金型の上板120を裏面から見た図(図3(a))、製造した表層20を表面から見た図(図3(b))である。
金型の製造工程は、以下の手順に従う。
【0024】
(1)図2(a)に示すように、鋼材等の上板120の裏面120bに、鏡面部21に対応する範囲にマスキングテープ125を貼付する。なお、実施形態では、カード1を多面取りするので(図3参照)、各カード1に対応する複数の部分に、マスキングテープ125を貼付する。
(2)ビーズブラストなどのブラスト加工によって、上板120の両面に凹凸を生成する。ビーズブラストに用いるビーズ128の大きさは、変移部23の面粗さに対応している。なお、上板120の両面をビーズブラストする理由は、加工硬化による反りを防止するためである。
【0025】
(3)図2(b)に示すように、マスキングテープ125を剥がし、上記(1)と同様に、新たにマスキングテープ126を貼付する。マスキングテープ126の貼付範囲は、鏡面部21及び変移部23に対応する範囲、つまりマット部22よりも内側範囲に対応した範囲である。
(4)上記(2)と同様に、上板120にビーズブラストを行う。ビーズブラストに用いるビーズの大きさは、マット部22の面粗さに対応している。つまり、ビーズ129の大きさは、上記(2)のビーズ128よりも大きい。
【0026】
(5)図3(c)に示すように、マスキングテープ126を剥がす。
以上の工程により、表層20の表面を賦形する金型の上板120の裏面120bを形成できる(図3(a)参照)。
【0027】
図3(c)に示すように、製造された上板120の裏面120bには、鏡面部対応部121、マット部対応部122、変移部対応部123が生成されている。
鏡面部対応部121は、常にマスキングされているので、鏡面部21に対応した、凹凸がほとんどない鏡面の状態である。鏡面部対応部121は、表層20の鏡面部21に対応した位置に設けられている。
マット部対応部122は、鏡面部対応部121よりも外側部分に設けられている。マット部対応部122は、鏡面部21よりも凹凸が多く、マット部22に対応したマット状に加工されている。マット部対応部122は、表層20のマット部22に対応した位置に設けられている。
変移部対応部123は、鏡面部対応部121の外側全周でありマット部対応部122よりも内側の範囲に設けられている。変移部対応部123は、鏡面部対応部121よりも凹凸が多くて粗く、マット部対応部122よりも目が細かく、変移部23に対応したマット状に加工されている。変移部対応部123は、表層20の変移部23に対応した位置に設けられている。
【0028】
次に、カード1の製造方法について説明する。
図4、図5は、実施形態のカード1の製造方法を説明する断面図である。
カード1の製造工程は、以下の手順に従う。
(表層製造工程)
(1)図4(a)に示すように、上板120をプレス機の上側Z2の上下移動部131に固定する。また、表面が鏡面の下板127をプレス機の下側Z1の固定部132に固定する。
(2)表層20に加工されるシート部材20Aを、下板127上に配置する。なお、シート部材20Aは、必要な印刷が既に施されている。シート部材20Aを下板127上に配置するときには、鏡面部対応部121と、表層20の鏡面部21に加工される部分、つまり印刷が施されていない部分とを位置決めする。位置決めは、例えば、下板127に位置決め用のピンを設け、シート部材20Aに位置決め孔を設けておけばよい。
【0029】
(3)図4(b)に示すように、シート部材20Aを上板120及び下板127に挟み込んでプレスして、上板120の裏面120bの形状を、シート部材20Aの表面に賦形して、表層20を形成する。
(4)図5(c)に示すように、表層20を挟み込んだ状態の上板120及び下板127をプレス機から取り外す。
(5)図5(d)に示すように、上板120及び下板127から表層20を剥がして取り出す。
【0030】
以上の工程により、図3(b)に示すように、多面付けされた表層20が製造される。表層20には、鏡面部21、マット部22、変移部23が形成されている。なお、表層20の表面に印刷層が設けられる場合には、これらは、この印刷層上に形成される。
【0031】
(表示部配置工程)
図5(e)に示すように、カード基材2上に表示部10を配置する。実施形態では、カード1を多面取りするので、取り数分の表示部10を、カード基材2上に配置する。
(ICチップ配置工程)
ICチップ3をカード基材2上に配置、実装する。
なお、カード1の製造工程は、表示部10、ICチップ3以外の部品をカード基材2上に配置する工程を別途有する。これらの工程は、表示部配置工程又はICチップ配置工程と同時でもよい。
【0032】
(シート部材積層工程)
図5(e)、図5(f)に示すように、表層製造工程で製造した表層20を、表示部配置工程で表示部10を配置したカード基材2に、鏡面部21と表示部10とを位置合わせして加圧して、積層する。
表層20及びカード基材2間の接合は、表層20及びカード基材2間に接着材を塗布することにより行う。
前述したように、表示部10及び鏡面部21(つまり表層20)の位置ズレは、1mm程度まで許容できる。このため、表示部10の位置ズレ許容度を大きくでき、作業性を向上できる。
【0033】
また、実施形態とは異なり、シート部材20Aをカード基材2に積層するとき(シート部材積層工程)に、鏡面部21、マット部22、変移部23を同時に形成しようとすれば、プレス時の圧力が大きくなるため、カード1内部の部品等が損傷する可能性がある。
これに対して、実施形態では、鏡面部21、マット部22、変移部23をシート部材20Aに形成してから、カード基材2するので、積層するために必要な圧力を小さくできる。このため、実施形態では、カード1内部の部品にかかる圧力を小さくできるため、カード1内部の部品等の損傷を抑えることができる。
【0034】
(打ち抜き工程)
多面付けされた状態のカード1を、打ち抜き加工して個片化する。
以上により、カード1が製造できる。
【0035】
以上説明したように、実施形態のカード1は、鏡面部21から表示部10の表示を鮮明に視認でき、一方、マット部22によって、カード表面1aの傷を目立たなくし、また、質感を向上できる。
また、カード1は、変移部23を備えるので、鏡面部21及びマット部22の境界を不鮮明にして、質感をより向上できる。さらに、カード1は、表示部10と鏡面部21との位置ズレを目立たなくして質感を向上でき、かつ、製造時の作業性を向上できる。
さらにまた、実施形態のカード1の製造方法は、カード1内部の部品にかかる圧力を小さくでき、カード1内部の部品の損傷を抑えることができる。
【0036】
以上、本発明の実施形態について説明したが、本発明は前述した実施形態に限定されるものではなく、後述する変形形態のように種々の変形や変更が可能であって、それらも本発明の技術的範囲内である。また、実施形態に記載した効果は、本発明から生じる最も好適な効果を列挙したに過ぎず、本発明による効果は、実施形態に記載したものに限定されない。なお、前述した実施形態及び後述する変形形態は、適宜組み合わせて用いることもできるが、詳細な説明は省略する。
【0037】
(変形形態)
(1)本実施形態において、変移部のマット形状は、均一である例を示したが、これに限定されない。例えば、変移部は、段階的に凹凸が変化してもよく、また、徐々に凹凸が変化してもよい。
【0038】
(2)本実施形態において、鏡面部は、表示部に対応した位置に設けられた例を示したが、これに限定されない。例えば、カード内部に証明写真等の表示部が設けられている場合には、鏡面部は、証明写真等の配置された位置に設けられていてもよい。この場合には、証明写真等を鮮明に視認できる。また、例えば、鏡面部は、ホログラムラベル等を貼付する領域に設けてもよい。この場合には、ホログラムラベル等を貼付する場合のエア噛みを防止できるので、カード製造時の作業性を向上できる。
【符号の説明】
【0039】
1 カード
2 カード基材
3 ICチップ
5 スイッチ
10 表示部
20 表層
21 鏡面部
22 マット部
23 変移部
120 上板
121 鏡面部対応部
122 マット部対応部
123 変移部対応部
【特許請求の範囲】
【請求項1】
表示部と、
前記表示部への表示を制御する電子部品と、
このカードの最上層に配置され、透明な材料により形成された表層とを備え、
前記表層は、このカードの表面を法線方向から見たときに、
前記表示部に重複する部分に設けられた鏡面部と、
前記鏡面部よりも外側部分に設けられ、前記鏡面部よりも目が粗いマット部とを備えること、
を特徴とするカード。
【請求項2】
請求項1に記載のカードにおいて、
このカードの表面を法線方向から見たときに、前記鏡面部の外側全周であり前記マット部よりも内側の範囲に設けられ、鏡面部よりも目が粗く、前記マット部よりも目が細かい変移部を備えること、
を特徴とするカード。
【請求項3】
請求項1又は請求項2に記載のカードにおいて、
前記電子部品は、利用者が操作可能であり、その操作に応じて、前記表示部に情報を表示するボタンを備えること、
を特徴とするカード。
【請求項4】
請求項1から請求項3までのいずれか1項に記載のカードの製造方法であって、
鏡面部対応部と、前記鏡面部対応部よりも外側部分に設けられ前記鏡面部対応部よりも目が粗いマット部対応部とを備える型をシート部材にプレスして、前記鏡面部と、前記マット部とを有する前記表層を製造する表層製造工程と、
カード基材に前記表示部を配置する表示部配置工程と、
前記表層製造工程で製造した前記表層を、前記表示部配置工程で配置した前記カード基材に、前記鏡面部と前記表示部とを位置合わせして積層する積層工程とを備えること、
を特徴とするカードの製造方法。
【請求項5】
請求項4に記載のカードの製造方法であって、
前記型は、前記鏡面部対応部の外側全周であり前記マット部対応部よりも内側の範囲に設けられ、前記鏡面部対応部よりも目が粗く、前記マット部対応部よりも目が細かい変移部対応部を備え、
前記表層製造工程は、前記型をシート部材にプレスすることにより、前記鏡面部の外側全周であり前記マット部よりも内側の範囲に設けられ、前記鏡面部よりも目が粗く、前記マット部よりも目が細かい変移部を形成すること、
を特徴とするカードの製造方法。
【請求項1】
表示部と、
前記表示部への表示を制御する電子部品と、
このカードの最上層に配置され、透明な材料により形成された表層とを備え、
前記表層は、このカードの表面を法線方向から見たときに、
前記表示部に重複する部分に設けられた鏡面部と、
前記鏡面部よりも外側部分に設けられ、前記鏡面部よりも目が粗いマット部とを備えること、
を特徴とするカード。
【請求項2】
請求項1に記載のカードにおいて、
このカードの表面を法線方向から見たときに、前記鏡面部の外側全周であり前記マット部よりも内側の範囲に設けられ、鏡面部よりも目が粗く、前記マット部よりも目が細かい変移部を備えること、
を特徴とするカード。
【請求項3】
請求項1又は請求項2に記載のカードにおいて、
前記電子部品は、利用者が操作可能であり、その操作に応じて、前記表示部に情報を表示するボタンを備えること、
を特徴とするカード。
【請求項4】
請求項1から請求項3までのいずれか1項に記載のカードの製造方法であって、
鏡面部対応部と、前記鏡面部対応部よりも外側部分に設けられ前記鏡面部対応部よりも目が粗いマット部対応部とを備える型をシート部材にプレスして、前記鏡面部と、前記マット部とを有する前記表層を製造する表層製造工程と、
カード基材に前記表示部を配置する表示部配置工程と、
前記表層製造工程で製造した前記表層を、前記表示部配置工程で配置した前記カード基材に、前記鏡面部と前記表示部とを位置合わせして積層する積層工程とを備えること、
を特徴とするカードの製造方法。
【請求項5】
請求項4に記載のカードの製造方法であって、
前記型は、前記鏡面部対応部の外側全周であり前記マット部対応部よりも内側の範囲に設けられ、前記鏡面部対応部よりも目が粗く、前記マット部対応部よりも目が細かい変移部対応部を備え、
前記表層製造工程は、前記型をシート部材にプレスすることにより、前記鏡面部の外側全周であり前記マット部よりも内側の範囲に設けられ、前記鏡面部よりも目が粗く、前記マット部よりも目が細かい変移部を形成すること、
を特徴とするカードの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−45346(P2013−45346A)
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願番号】特願2011−183717(P2011−183717)
【出願日】平成23年8月25日(2011.8.25)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願日】平成23年8月25日(2011.8.25)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]