
カードおよびカード製造方法

【課題】筆記適正に優れかつカード全体の歪みが抑制されたカードを提供することを目的とする。
【解決手段】本発明のカードは、サインパネルに、シリカ粒子、アクリルポリオール樹脂およびイソシアネート硬化剤を含むことにより、サインパネル表面と該サインパネル周囲のオーバーシート表面とを同一平面上に配置するにあたり、加熱加圧を用いてサインパネルをカード表面に埋め込むことが出来る。よって、サインパネル埋め込み後の収縮を抑制することが出来る。また、用いるシリカ粒子を適宜選択することにより、用途に適した筆記適正に調整することが出来る。
【解決手段】本発明のカードは、サインパネルに、シリカ粒子、アクリルポリオール樹脂およびイソシアネート硬化剤を含むことにより、サインパネル表面と該サインパネル周囲のオーバーシート表面とを同一平面上に配置するにあたり、加熱加圧を用いてサインパネルをカード表面に埋め込むことが出来る。よって、サインパネル埋め込み後の収縮を抑制することが出来る。また、用いるシリカ粒子を適宜選択することにより、用途に適した筆記適正に調整することが出来る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、発行時あるいは発行後にサインや捺印が可能な筆記適性を有するカードに関する。
【背景技術】
【0002】
従来、カード(クレジットカード、キャッシュカード、あるいは個人識別カードなど)に筆記適性を有するサインパネルを設けることが行われている。例えば、クレジットカードの裏面には、使用時に本人確認を行うためのサインパネルが設けられている。これらは、印刷や熱転写で設けるものが主流である。
【0003】
このようなサインパネルを設けると、カード表面において突起物となることから、カードを重ねた際に隣のカードを傷つけるおそれがある。また、何枚も重ねた場合にはサインパネル部分のみが厚くなり、安定しないという問題がある。
【0004】
このため、カード表面に紙質サインパネルを埋め込みカード表面を平坦にすることが提案されている(特許文献1参照)。特許文献1では、紙質サインパネルをプラスチックに埋め込むことになるため、異なる材料を積層させることによる反りや歪みが生じる。このため、埋め込み時に紙質サインパネルに水分を噴霧供給し、紙のストレスを緩和することが提案されている。また、特許文献1では、カード基材のシートを作成した後にサインパネルを接着剤を介して貼り付けている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−92070号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、紙質サインパネルに水分を噴霧供給した場合、使用時にはサインパネルを乾燥する必要があり、乾燥時に収縮のストレスがかかりカードが歪む恐れがある。特に、乾燥時の収縮ストレスはサインパネルが大面積のときにより顕著に問題となる。
【0007】
また、紙質サインパネルに水分を噴霧供給した場合、乾燥時にサインパネルの表面が毛羽だち、表面を平滑にするためには改めてプレスを施す必要が生じる。工程面でも、水分を噴霧供給すると拭き取りが必要であるし、装置の錆び対策やメンテナンスの点での負荷が増すことは否めない。
【0008】
また、カード基材のシートを作成した後にサインパネルを接着剤を介して貼り付ける場合、カード基材を形成するラミネートプレス工程でカード基材が延びるため、サインパネルを貼り付けるにあたり位置あわせが必要となり、カードの周囲を印刷機や転写機に合うようにサイズを調整するための余分な工程が増えるという問題がある。
【0009】
そこで、本発明は、上述の問題を解決するためになされたものであり、筆記適正に優れかつカード全体の歪みが抑制されたカードを提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の一実施形態は、コア基材と、前記コア基材の外面を覆うオーバーシートと、前記オーバーシート内に埋め込まれたサインパネルと、を少なくとも備え、前記サインパネル表面と前記サインパネル周囲のオーバーシート表面とは同一平面上にあり、前記サインパネルは、シリカ粒子、アクリルポリオール樹脂およびイソシアネート硬化剤を含むことを特徴とするカードである。
【0011】
また、上述のカードにあって、前記シリカ粒子の粒子径は1μm以上15μm以下の範囲にあってもよい。
【0012】
また、上述のカードにあって、前記シリカ粒子と前記アクリルポリオール樹脂との重量比(アクリルポリオール樹脂/シリカ粒子)は、1/2以上3以下の範囲にあってもよい。
【0013】
本発明の一実施形態は、第1オーバーシートにサインパネルを印刷した印刷済みシートを得る工程と、前記印刷済みシート、コア基材、第2オーバーシートをこの順で積層して配置する工程と、前記印刷済みシートおよび第2オーバーシートの両面から加熱加圧を行い積層シートを得る工程と、前記積層シートを所望するカードサイズにする切断工程と、を有し、前記サインパネルは、シリカ粒子、アクリルポリオール樹脂およびイソシアネート硬化剤を含むことを特徴とするカード製造方法である。
【発明の効果】
【0014】
本発明のカードは、サインパネルに、シリカ粒子、アクリルポリオール樹脂およびイソシアネート硬化剤を含むことにより、サインパネル表面と該サインパネル周囲のオーバーシート表面とを同一平面上に配置するにあたり、加熱加圧を用いてサインパネルをカード表面に埋め込むことが出来る。よって、サインパネル埋め込み後の収縮を抑制することが出来る。また、用いるシリカ粒子を適宜選択することにより、用途に適した筆記適性に調整することが出来る。
【図面の簡単な説明】
【0015】
【図1】本発明のカードの一例を示す概略図である。
【図2】本発明のカード製造方法の一例を示す概略図である。
【発明を実施するための形態】
【0016】
以下、本発明のカードについて説明を行う。なお、本願明細書では、筆記具と印章を合わせて筆記具、筆記具を用いた筆記と印章を用いた捺印を合わせて筆記、これらの筆記適性、捺印適性を合わせて筆記適性と表記することとする。
【0017】
本発明のカードは、コア基材と、前記コア基材の外面を覆うオーバーシートと、前記オーバーシート内に埋め込まれたサインパネルと、を少なくとも備え、前記サインパネル表面と前記サインパネル周囲のオーバーシート表面とは同一平面上にあり、前記サインパネルは、シリカ粒子、アクリルポリオール樹脂およびイソシアネート硬化剤を含む。
【0018】
本発明のカードは、サインパネルに、シリカ粒子、アクリルポリオール樹脂およびイソシアネート硬化剤を含むことにより、サインパネル表面と該サインパネル周囲のオーバーシート表面とを同一平面上に配置するにあたり、加熱加圧を用いてサインパネルをカード表面に埋め込むことが出来る。よって、サインパネル埋め込み後の収縮を抑制することが出来る。また、用いるシリカ粒子を適宜選択することにより、用途に適した筆記適正に調整することが出来る。
【0019】
コア基材は、カードの基体となる部位であり、用途に適した強度を備えていればよい。例えば、プラスチック材料を用いてもよい。プラスチック材料としては、例えば、塩化ビニル樹脂、ポリカーボネート樹脂、ABS樹脂、PET−G樹脂などが挙げられる。また、コア基材は異種材料や同種の材料を重ねた複数の層で構成されていてもよい。
【0020】
オーバーシートは、カード表面を覆う層であり、カード表面上に機能部位(データ保持部位など)を保持する層として活用することも出来る。オーバーシートに用いる材料としては、機能部位を保持するため熱可塑性樹脂であることが好ましい。また、コア基材に用いた材料と熱ラミネート、接着剤などの手段で接着可能であることが好ましい。オーバーシートに用いる材料としては、例えば、塩化ビニル樹脂、PET−G樹脂、などが挙げられる。また、オーバーシートは異種材料や同種の材料を重ねた複数の層で構成されていてもよい。
【0021】
サインパネルは、シリカ粒子、アクリルポリオール樹脂およびイソシアネート硬化剤を含む。サインパネルは、カード表面に配置され、カードに筆記を行うため筆記適正を備える。アクリルポリオール樹脂とイソシアネート硬化剤はウレタン反応でアクリル系のウレタン樹脂となる。アクリル系のウレタン樹脂は強度と耐熱性が高く、加熱加圧を用いてサインパネルをカード表面に埋め込むことが出来る。このため、好適にサインパネル表面と該サインパネル周囲のオーバーシート表面とを同一平面上に配置することが出来る。また、アクリルポリオール樹脂とイソシアネート硬化剤を用いて得られるアクリル系のウレタン樹脂は、過剰に熱流動化しないことから、シリカ粒子の細孔を好適に保持することが出来、各筆記特性を優れたものとすることが出来る。
【0022】
また、サインパネルの膜厚は、5μm以上30μm以下程度の範囲にあることが好ましい。膜厚は、筆記適性の面では厚い方が絶対的な吸収量が増えて好ましいが、あまりに厚いと面一に埋め込みにくくなるためである。
【0023】
また、サインパネルに用いるシリカ粒子の粒子径は1μm以上15μm以下程度、より好ましくは3μm以上10μm以下程度の範囲にあることが好ましい。筆記具のインキや印肉はシリカ粒子の細孔に吸収される。このため、シリカ粒子径が大きすぎれば細孔の量が減り筆記適正が低下する。また、シリカ粒子径が小さすぎれば細孔が細くあるいは細かくなりすぎることから、細孔にインキや印肉が吸収されづらくなり、筆記適正が低下する。
【0024】
また、サインパネルに用いるシリカ粒子と前記アクリルポリオール樹脂との重量比(アクリルポリオール樹脂/シリカ粒子)は、1/2以上3以下程度の範囲にあることが好ましい。樹脂分とシリカ粒子の比率では、シリカ粒子が少なければ吸収性が低下するため好ましくなく、多ければ相対的にバインダーとしての樹脂分が減るため強度が低下して好ましくない。
【0025】
また、本発明のカードには用途に応じたデータ保持部位を備えていてもよい。また、データ保持部位は用途によっては書き換え可能であることが好ましい。データ保持部位としては、例えば、1)磁気テープ、2)ICチップやアンテナもしくはこれらを一体化したインレット、などが挙げられる。また、データ保持部位はひとつのカードに複数設けてよく、1)磁気テープを複数設ける、2)磁気テープをカードの両面に設ける、3)ICチップと磁気テープの両方を設ける、などの構成であってもよい。
【0026】
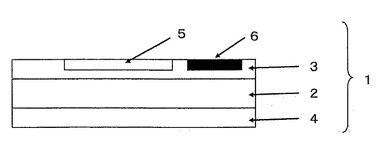
図1に、本発明のカードの一例を示す。図1では、カード1はコア基材2の両面に第1オーバーシート3および第2オーバーシート4がラミネートされ、第1オーバーシート内にサインパネル5及び磁気テープ6が埋め込まれている。
【0027】
以下、本発明のカード製造方法について説明を行う。本発明のカード製造方法は、第1オーバーシートにサインパネルを印刷した印刷済みシートを形成し、該印刷済みシート、コア基材、第2オーバーシートをこの順で積層して配置し、該印刷済みシートおよび第2オーバーシートの両面から加熱加圧を行い積層シートを形成し、該積層シートを所望するカードサイズに切断することにより、カードを製造する。
このとき、サインパネルは、シリカ粒子、アクリルポリオール樹脂およびイソシアネート硬化剤を含む。アクリルポリオール樹脂とイソシアネート硬化剤はウレタン反応でアクリル系のウレタン樹脂となる。アクリル系のウレタン樹脂は強度と耐熱性が高く、加熱加圧を用いてサインパネルをカード表面に埋め込むことが出来る。このため、好適にサインパネル表面と該サインパネル周囲のオーバーシート表面とを同一平面上に配置することが出来る。また、アクリルポリオール樹脂とイソシアネート硬化剤を用いて得られるアクリル系のウレタン樹脂は、過剰に熱流動化しないことから、シリカ粒子の細孔を好適に保持することが出来、各筆記特性を優れたものとすることが出来る。
【0028】
従来の紙サインパネルを埋め込み処理したカード製造方法では、ラミネート工程前にサインパネルを貼り付けるため、1)第1オーバーシートに磁気テープ転写、2)磁気テープ埋め込みプレス、3)サインパネル貼り付け、4)第1オーバーシート、第2オーバーシートおよびコア基材のプレス貼り合わせ兼サインパネル埋め込みプレス、5)サインパネルの水分噴霧、6)乾燥、7)サインパネル表面調整のための平滑プレス、の7工程が必要である。
また、従来の耐熱性のないサインパネルを使用したカード製造方法では、1)第1オーバーシートに磁気テープ転写、2)磁気テープ埋め込みプレス、3)第1オーバーシート、第2オーバーシートおよびコア基材のプレス貼り合わせ、4)印刷用サイズ調整、5)サインパネル印刷、と5工程が必要である。
一方、本発明のカード製造方法によれば、サインパネルが耐熱性を有するため、1)第1オーバーシートに磁気テープ転写、2)磁気テープ埋め込みプレス、3)サインパネル印刷、4)第1オーバーシート、第2オーバーシートおよびコア基材のプレス貼り合わせ兼サインパネル埋め込みプレス、の4工程で済む。よって、従来のカード製造方法より本発明のカード製造方法は工程を簡略化できる。
【0029】
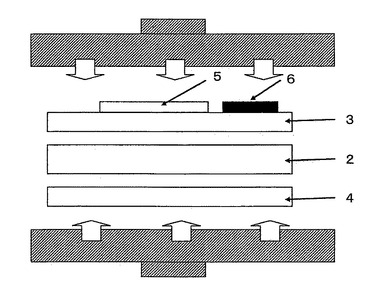
図2は、本発明のカード製造方法において加熱加圧を行い積層シートを得る工程を示す概略図である。図2では、第1オーバーシート3上にサインパネル5、磁気テープ6が印刷された印刷シート、該印刷シートの下にコア基材2、該コア基材2の下に第2オーバーシート4を配置し、印刷シートおよび第2オーバーシート4の両面を熱プレスで挟んでいる。熱プレスによる加圧加熱後、印刷シート、コア基材2、第2オーバーシート4は一体化され、サインパネル5および磁気テープ6は第1オーバーシート3内に埋め込まれ、サインパネル5表面と磁気テープ6表面と周囲の第1オーバーシート3表面とは同一平面上に配置される。
【実施例】
【0030】
<実施例1>
まず、第1オーバーシートにサインパネルを印刷し、印刷済みシートを得た。
このとき、第1オーバーシートとして、0.1mm厚の透明軟質塩化ビニルシートを用いた。また、サインパネルは、下記<サインパネルインキの組成>に示すインキを200線の版を用いてスクリーン印刷法で15μmの厚みで設けた。なお、印刷後の乾燥温度は50℃とし、50℃にて7日間熱硬化を行った。
<サインパネルインキの組成(実施例1)>
アクリルポリオール: LR−1503(三菱レイヨン(株)製) 60重量部
シリカ粒子(粒子径6μm): サイリシア440(富士シリシア化学(株)製) 15重量部
シクロヘキサノン: 25重量部
イソシアネート硬化剤: D24A100(旭化成ケミカルズ(株)製) 20重量部
【0031】
次に、前記印刷済みシートに磁気転写テープを仮張りし、コア基材、第2オーバーシートをこの順で積層して配置した。
このとき、コア基材として0.56mm厚の白色硬質塩化ビニルシートを用いた。また、第2オーバーシートとして0.1mm厚の透明軟質塩化ビニルシートを用いた。
【0032】
次に、印刷済みシートおよび第2オーバーシートの両面から加熱加圧を行い、印刷済みシート、コア基材、第2オーバーシートを一体化させ、積層シートを得た。
このとき、加熱加圧として、温度120℃、圧力50kg/cm2での20分間プレスを行った。また、加熱加圧後、積層シートにおいて、第1オーバーシート上のサインパネル及び磁気テープは第1オーバーシート中に押し込まれ、サインパネル表面と該サインパネル周囲のオーバーシート表面とは同一平面上にあった。
【0033】
次に、積層シートからJIS規格にて定められたカードサイズに打ち抜き、本発明のカードを得た。
【0034】
<比較例1>
実施例1と同様にカードを製造した。ただし、加熱加圧前に第1オーバーシートにサインパネルを印刷せず、加熱加圧後に、サインパネルインキを実施例1と同様の条件で印刷し、同様に熱硬化を行った。参考例1のカードでは、サインパネルはカード表面から突出している状態であった。
【0035】
<比較例2>
実施例1と同様にカードを製造した。ただし、<サインパネルインキの組成>において、アクリルポリオールをポリエステルポリオールとし、硬化剤をポリエステルポリオールの専用品に変更した。下に<参考例2>における<サインパネルインキの組成>を示す。
<サインパネルインキの組成(参考例2)>
ポリエステルポリオール: SFプライマーNo.930マットH(DIC(株)製) 60重量部
シリカ粒子(粒子径6μm): サイリシア440(富士シリシア化学(株)製) 15重量部
シクロヘキサノン: 25重量部
硬化剤: CVLハードナーNo.10(DIC(株)製) 6重量部
【0036】
<評価>
実施例1、比較例1〜2、で得たカードについて評価を行った。以下、表1に結果を示す。
なお、朱肉捺印適性は、朱肉を用いて捺印し、捺印後の印像を目視観察することにより行った。
また、浸透印捺印適性は、一般的な浸透印を用いて捺印し、捺印後の印像を目視観察することにより行った。
また、油性ペン適性は、油性ペンを用いてサインし、サインを目視観察した。
また、水性サインペン適性は、水性サインペンを用いてサインし、サインを目視観察した。
また、油性ボールペン適性は、油性ボールペンを用いてサインし、サインを目視観察した。
また、鉛筆適性は、鉛筆を用いてサインし、サインを目視観察した。
また、<裏面傷つき4ポンド荷重カード表裏対向200往復サインパネル裏面のキズ観察>では、裏面に検査器具を用いて4ポンドの加重をかけた状態で、カードを200回往復し、出来た擦傷の有無を目視観察した。
【0037】
【表1】

【0038】
表1より、実施例1のカードは、サインパネルが突出した比較例1より、各筆記適性に優れ、耐擦傷性に優れていることが確認された。
【0039】
また、表1より実施例1のカードは、ポリエステルポリオールを用いた比較例2より、各筆記適性に優れていることが確認された。
実施例1にて用いたアクリルポリオール樹脂とイソシアネート硬化剤を用いて得られるアクリル系のウレタン樹脂は、比較例1にて用いたポリエステルポリオールとイソシアネート硬化剤を用いて得られるポリエステル系のウレタン樹脂と比較して、強度と耐熱性が高い。このため、実施例1では、加熱加圧にあって過剰に樹脂が軟化して半流動化することが抑制され、筆記具や捺印の印肉が染み込むためのシリカ粒子の細孔が維持された結果、筆記適性が優れたものとなったと思われる。
【符号の説明】
【0040】
1……カード
2……コア基材
3……第1オーバーシート
4……第2オーバーシート
5……サインパネル
6……磁気テープ
【技術分野】
【0001】
本発明は、発行時あるいは発行後にサインや捺印が可能な筆記適性を有するカードに関する。
【背景技術】
【0002】
従来、カード(クレジットカード、キャッシュカード、あるいは個人識別カードなど)に筆記適性を有するサインパネルを設けることが行われている。例えば、クレジットカードの裏面には、使用時に本人確認を行うためのサインパネルが設けられている。これらは、印刷や熱転写で設けるものが主流である。
【0003】
このようなサインパネルを設けると、カード表面において突起物となることから、カードを重ねた際に隣のカードを傷つけるおそれがある。また、何枚も重ねた場合にはサインパネル部分のみが厚くなり、安定しないという問題がある。
【0004】
このため、カード表面に紙質サインパネルを埋め込みカード表面を平坦にすることが提案されている(特許文献1参照)。特許文献1では、紙質サインパネルをプラスチックに埋め込むことになるため、異なる材料を積層させることによる反りや歪みが生じる。このため、埋め込み時に紙質サインパネルに水分を噴霧供給し、紙のストレスを緩和することが提案されている。また、特許文献1では、カード基材のシートを作成した後にサインパネルを接着剤を介して貼り付けている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−92070号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、紙質サインパネルに水分を噴霧供給した場合、使用時にはサインパネルを乾燥する必要があり、乾燥時に収縮のストレスがかかりカードが歪む恐れがある。特に、乾燥時の収縮ストレスはサインパネルが大面積のときにより顕著に問題となる。
【0007】
また、紙質サインパネルに水分を噴霧供給した場合、乾燥時にサインパネルの表面が毛羽だち、表面を平滑にするためには改めてプレスを施す必要が生じる。工程面でも、水分を噴霧供給すると拭き取りが必要であるし、装置の錆び対策やメンテナンスの点での負荷が増すことは否めない。
【0008】
また、カード基材のシートを作成した後にサインパネルを接着剤を介して貼り付ける場合、カード基材を形成するラミネートプレス工程でカード基材が延びるため、サインパネルを貼り付けるにあたり位置あわせが必要となり、カードの周囲を印刷機や転写機に合うようにサイズを調整するための余分な工程が増えるという問題がある。
【0009】
そこで、本発明は、上述の問題を解決するためになされたものであり、筆記適正に優れかつカード全体の歪みが抑制されたカードを提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の一実施形態は、コア基材と、前記コア基材の外面を覆うオーバーシートと、前記オーバーシート内に埋め込まれたサインパネルと、を少なくとも備え、前記サインパネル表面と前記サインパネル周囲のオーバーシート表面とは同一平面上にあり、前記サインパネルは、シリカ粒子、アクリルポリオール樹脂およびイソシアネート硬化剤を含むことを特徴とするカードである。
【0011】
また、上述のカードにあって、前記シリカ粒子の粒子径は1μm以上15μm以下の範囲にあってもよい。
【0012】
また、上述のカードにあって、前記シリカ粒子と前記アクリルポリオール樹脂との重量比(アクリルポリオール樹脂/シリカ粒子)は、1/2以上3以下の範囲にあってもよい。
【0013】
本発明の一実施形態は、第1オーバーシートにサインパネルを印刷した印刷済みシートを得る工程と、前記印刷済みシート、コア基材、第2オーバーシートをこの順で積層して配置する工程と、前記印刷済みシートおよび第2オーバーシートの両面から加熱加圧を行い積層シートを得る工程と、前記積層シートを所望するカードサイズにする切断工程と、を有し、前記サインパネルは、シリカ粒子、アクリルポリオール樹脂およびイソシアネート硬化剤を含むことを特徴とするカード製造方法である。
【発明の効果】
【0014】
本発明のカードは、サインパネルに、シリカ粒子、アクリルポリオール樹脂およびイソシアネート硬化剤を含むことにより、サインパネル表面と該サインパネル周囲のオーバーシート表面とを同一平面上に配置するにあたり、加熱加圧を用いてサインパネルをカード表面に埋め込むことが出来る。よって、サインパネル埋め込み後の収縮を抑制することが出来る。また、用いるシリカ粒子を適宜選択することにより、用途に適した筆記適性に調整することが出来る。
【図面の簡単な説明】
【0015】
【図1】本発明のカードの一例を示す概略図である。
【図2】本発明のカード製造方法の一例を示す概略図である。
【発明を実施するための形態】
【0016】
以下、本発明のカードについて説明を行う。なお、本願明細書では、筆記具と印章を合わせて筆記具、筆記具を用いた筆記と印章を用いた捺印を合わせて筆記、これらの筆記適性、捺印適性を合わせて筆記適性と表記することとする。
【0017】
本発明のカードは、コア基材と、前記コア基材の外面を覆うオーバーシートと、前記オーバーシート内に埋め込まれたサインパネルと、を少なくとも備え、前記サインパネル表面と前記サインパネル周囲のオーバーシート表面とは同一平面上にあり、前記サインパネルは、シリカ粒子、アクリルポリオール樹脂およびイソシアネート硬化剤を含む。
【0018】
本発明のカードは、サインパネルに、シリカ粒子、アクリルポリオール樹脂およびイソシアネート硬化剤を含むことにより、サインパネル表面と該サインパネル周囲のオーバーシート表面とを同一平面上に配置するにあたり、加熱加圧を用いてサインパネルをカード表面に埋め込むことが出来る。よって、サインパネル埋め込み後の収縮を抑制することが出来る。また、用いるシリカ粒子を適宜選択することにより、用途に適した筆記適正に調整することが出来る。
【0019】
コア基材は、カードの基体となる部位であり、用途に適した強度を備えていればよい。例えば、プラスチック材料を用いてもよい。プラスチック材料としては、例えば、塩化ビニル樹脂、ポリカーボネート樹脂、ABS樹脂、PET−G樹脂などが挙げられる。また、コア基材は異種材料や同種の材料を重ねた複数の層で構成されていてもよい。
【0020】
オーバーシートは、カード表面を覆う層であり、カード表面上に機能部位(データ保持部位など)を保持する層として活用することも出来る。オーバーシートに用いる材料としては、機能部位を保持するため熱可塑性樹脂であることが好ましい。また、コア基材に用いた材料と熱ラミネート、接着剤などの手段で接着可能であることが好ましい。オーバーシートに用いる材料としては、例えば、塩化ビニル樹脂、PET−G樹脂、などが挙げられる。また、オーバーシートは異種材料や同種の材料を重ねた複数の層で構成されていてもよい。
【0021】
サインパネルは、シリカ粒子、アクリルポリオール樹脂およびイソシアネート硬化剤を含む。サインパネルは、カード表面に配置され、カードに筆記を行うため筆記適正を備える。アクリルポリオール樹脂とイソシアネート硬化剤はウレタン反応でアクリル系のウレタン樹脂となる。アクリル系のウレタン樹脂は強度と耐熱性が高く、加熱加圧を用いてサインパネルをカード表面に埋め込むことが出来る。このため、好適にサインパネル表面と該サインパネル周囲のオーバーシート表面とを同一平面上に配置することが出来る。また、アクリルポリオール樹脂とイソシアネート硬化剤を用いて得られるアクリル系のウレタン樹脂は、過剰に熱流動化しないことから、シリカ粒子の細孔を好適に保持することが出来、各筆記特性を優れたものとすることが出来る。
【0022】
また、サインパネルの膜厚は、5μm以上30μm以下程度の範囲にあることが好ましい。膜厚は、筆記適性の面では厚い方が絶対的な吸収量が増えて好ましいが、あまりに厚いと面一に埋め込みにくくなるためである。
【0023】
また、サインパネルに用いるシリカ粒子の粒子径は1μm以上15μm以下程度、より好ましくは3μm以上10μm以下程度の範囲にあることが好ましい。筆記具のインキや印肉はシリカ粒子の細孔に吸収される。このため、シリカ粒子径が大きすぎれば細孔の量が減り筆記適正が低下する。また、シリカ粒子径が小さすぎれば細孔が細くあるいは細かくなりすぎることから、細孔にインキや印肉が吸収されづらくなり、筆記適正が低下する。
【0024】
また、サインパネルに用いるシリカ粒子と前記アクリルポリオール樹脂との重量比(アクリルポリオール樹脂/シリカ粒子)は、1/2以上3以下程度の範囲にあることが好ましい。樹脂分とシリカ粒子の比率では、シリカ粒子が少なければ吸収性が低下するため好ましくなく、多ければ相対的にバインダーとしての樹脂分が減るため強度が低下して好ましくない。
【0025】
また、本発明のカードには用途に応じたデータ保持部位を備えていてもよい。また、データ保持部位は用途によっては書き換え可能であることが好ましい。データ保持部位としては、例えば、1)磁気テープ、2)ICチップやアンテナもしくはこれらを一体化したインレット、などが挙げられる。また、データ保持部位はひとつのカードに複数設けてよく、1)磁気テープを複数設ける、2)磁気テープをカードの両面に設ける、3)ICチップと磁気テープの両方を設ける、などの構成であってもよい。
【0026】
図1に、本発明のカードの一例を示す。図1では、カード1はコア基材2の両面に第1オーバーシート3および第2オーバーシート4がラミネートされ、第1オーバーシート内にサインパネル5及び磁気テープ6が埋め込まれている。
【0027】
以下、本発明のカード製造方法について説明を行う。本発明のカード製造方法は、第1オーバーシートにサインパネルを印刷した印刷済みシートを形成し、該印刷済みシート、コア基材、第2オーバーシートをこの順で積層して配置し、該印刷済みシートおよび第2オーバーシートの両面から加熱加圧を行い積層シートを形成し、該積層シートを所望するカードサイズに切断することにより、カードを製造する。
このとき、サインパネルは、シリカ粒子、アクリルポリオール樹脂およびイソシアネート硬化剤を含む。アクリルポリオール樹脂とイソシアネート硬化剤はウレタン反応でアクリル系のウレタン樹脂となる。アクリル系のウレタン樹脂は強度と耐熱性が高く、加熱加圧を用いてサインパネルをカード表面に埋め込むことが出来る。このため、好適にサインパネル表面と該サインパネル周囲のオーバーシート表面とを同一平面上に配置することが出来る。また、アクリルポリオール樹脂とイソシアネート硬化剤を用いて得られるアクリル系のウレタン樹脂は、過剰に熱流動化しないことから、シリカ粒子の細孔を好適に保持することが出来、各筆記特性を優れたものとすることが出来る。
【0028】
従来の紙サインパネルを埋め込み処理したカード製造方法では、ラミネート工程前にサインパネルを貼り付けるため、1)第1オーバーシートに磁気テープ転写、2)磁気テープ埋め込みプレス、3)サインパネル貼り付け、4)第1オーバーシート、第2オーバーシートおよびコア基材のプレス貼り合わせ兼サインパネル埋め込みプレス、5)サインパネルの水分噴霧、6)乾燥、7)サインパネル表面調整のための平滑プレス、の7工程が必要である。
また、従来の耐熱性のないサインパネルを使用したカード製造方法では、1)第1オーバーシートに磁気テープ転写、2)磁気テープ埋め込みプレス、3)第1オーバーシート、第2オーバーシートおよびコア基材のプレス貼り合わせ、4)印刷用サイズ調整、5)サインパネル印刷、と5工程が必要である。
一方、本発明のカード製造方法によれば、サインパネルが耐熱性を有するため、1)第1オーバーシートに磁気テープ転写、2)磁気テープ埋め込みプレス、3)サインパネル印刷、4)第1オーバーシート、第2オーバーシートおよびコア基材のプレス貼り合わせ兼サインパネル埋め込みプレス、の4工程で済む。よって、従来のカード製造方法より本発明のカード製造方法は工程を簡略化できる。
【0029】
図2は、本発明のカード製造方法において加熱加圧を行い積層シートを得る工程を示す概略図である。図2では、第1オーバーシート3上にサインパネル5、磁気テープ6が印刷された印刷シート、該印刷シートの下にコア基材2、該コア基材2の下に第2オーバーシート4を配置し、印刷シートおよび第2オーバーシート4の両面を熱プレスで挟んでいる。熱プレスによる加圧加熱後、印刷シート、コア基材2、第2オーバーシート4は一体化され、サインパネル5および磁気テープ6は第1オーバーシート3内に埋め込まれ、サインパネル5表面と磁気テープ6表面と周囲の第1オーバーシート3表面とは同一平面上に配置される。
【実施例】
【0030】
<実施例1>
まず、第1オーバーシートにサインパネルを印刷し、印刷済みシートを得た。
このとき、第1オーバーシートとして、0.1mm厚の透明軟質塩化ビニルシートを用いた。また、サインパネルは、下記<サインパネルインキの組成>に示すインキを200線の版を用いてスクリーン印刷法で15μmの厚みで設けた。なお、印刷後の乾燥温度は50℃とし、50℃にて7日間熱硬化を行った。
<サインパネルインキの組成(実施例1)>
アクリルポリオール: LR−1503(三菱レイヨン(株)製) 60重量部
シリカ粒子(粒子径6μm): サイリシア440(富士シリシア化学(株)製) 15重量部
シクロヘキサノン: 25重量部
イソシアネート硬化剤: D24A100(旭化成ケミカルズ(株)製) 20重量部
【0031】
次に、前記印刷済みシートに磁気転写テープを仮張りし、コア基材、第2オーバーシートをこの順で積層して配置した。
このとき、コア基材として0.56mm厚の白色硬質塩化ビニルシートを用いた。また、第2オーバーシートとして0.1mm厚の透明軟質塩化ビニルシートを用いた。
【0032】
次に、印刷済みシートおよび第2オーバーシートの両面から加熱加圧を行い、印刷済みシート、コア基材、第2オーバーシートを一体化させ、積層シートを得た。
このとき、加熱加圧として、温度120℃、圧力50kg/cm2での20分間プレスを行った。また、加熱加圧後、積層シートにおいて、第1オーバーシート上のサインパネル及び磁気テープは第1オーバーシート中に押し込まれ、サインパネル表面と該サインパネル周囲のオーバーシート表面とは同一平面上にあった。
【0033】
次に、積層シートからJIS規格にて定められたカードサイズに打ち抜き、本発明のカードを得た。
【0034】
<比較例1>
実施例1と同様にカードを製造した。ただし、加熱加圧前に第1オーバーシートにサインパネルを印刷せず、加熱加圧後に、サインパネルインキを実施例1と同様の条件で印刷し、同様に熱硬化を行った。参考例1のカードでは、サインパネルはカード表面から突出している状態であった。
【0035】
<比較例2>
実施例1と同様にカードを製造した。ただし、<サインパネルインキの組成>において、アクリルポリオールをポリエステルポリオールとし、硬化剤をポリエステルポリオールの専用品に変更した。下に<参考例2>における<サインパネルインキの組成>を示す。
<サインパネルインキの組成(参考例2)>
ポリエステルポリオール: SFプライマーNo.930マットH(DIC(株)製) 60重量部
シリカ粒子(粒子径6μm): サイリシア440(富士シリシア化学(株)製) 15重量部
シクロヘキサノン: 25重量部
硬化剤: CVLハードナーNo.10(DIC(株)製) 6重量部
【0036】
<評価>
実施例1、比較例1〜2、で得たカードについて評価を行った。以下、表1に結果を示す。
なお、朱肉捺印適性は、朱肉を用いて捺印し、捺印後の印像を目視観察することにより行った。
また、浸透印捺印適性は、一般的な浸透印を用いて捺印し、捺印後の印像を目視観察することにより行った。
また、油性ペン適性は、油性ペンを用いてサインし、サインを目視観察した。
また、水性サインペン適性は、水性サインペンを用いてサインし、サインを目視観察した。
また、油性ボールペン適性は、油性ボールペンを用いてサインし、サインを目視観察した。
また、鉛筆適性は、鉛筆を用いてサインし、サインを目視観察した。
また、<裏面傷つき4ポンド荷重カード表裏対向200往復サインパネル裏面のキズ観察>では、裏面に検査器具を用いて4ポンドの加重をかけた状態で、カードを200回往復し、出来た擦傷の有無を目視観察した。
【0037】
【表1】
【0038】
表1より、実施例1のカードは、サインパネルが突出した比較例1より、各筆記適性に優れ、耐擦傷性に優れていることが確認された。
【0039】
また、表1より実施例1のカードは、ポリエステルポリオールを用いた比較例2より、各筆記適性に優れていることが確認された。
実施例1にて用いたアクリルポリオール樹脂とイソシアネート硬化剤を用いて得られるアクリル系のウレタン樹脂は、比較例1にて用いたポリエステルポリオールとイソシアネート硬化剤を用いて得られるポリエステル系のウレタン樹脂と比較して、強度と耐熱性が高い。このため、実施例1では、加熱加圧にあって過剰に樹脂が軟化して半流動化することが抑制され、筆記具や捺印の印肉が染み込むためのシリカ粒子の細孔が維持された結果、筆記適性が優れたものとなったと思われる。
【符号の説明】
【0040】
1……カード
2……コア基材
3……第1オーバーシート
4……第2オーバーシート
5……サインパネル
6……磁気テープ
【特許請求の範囲】
【請求項1】
コア基材と、
前記コア基材の外面を覆うオーバーシートと、
前記オーバーシート内に埋め込まれたサインパネルと、を少なくとも備え、
前記サインパネル表面と前記サインパネル周囲のオーバーシート表面とは同一平面上にあり、
前記サインパネルは、シリカ粒子、アクリルポリオール樹脂およびイソシアネート硬化剤を含むこと
を特徴とするカード。
【請求項2】
前記シリカ粒子の粒子径は1μm以上15μm以下の範囲にあること
を特徴とする請求項1に記載のカード。
【請求項3】
前記シリカ粒子と前記アクリルポリオール樹脂との重量比(アクリルポリオール樹脂/シリカ粒子)は、1/2以上3以下の範囲にあること
を特徴とする請求項1または2のいずれかに記載のカード。
【請求項4】
第1オーバーシートにサインパネルを印刷した印刷済みシートを得る工程と、
前記印刷済みシート、コア基材、第2オーバーシートをこの順で積層して配置する工程と、
前記印刷済みシートおよび第2オーバーシートの両面から加熱加圧を行い積層シートを得る工程と、
前記積層シートを所望するカードサイズにする切断工程と、を有し、
前記サインパネルは、シリカ粒子、アクリルポリオール樹脂およびイソシアネート硬化剤を含むこと
を特徴とするカード製造方法。
【請求項1】
コア基材と、
前記コア基材の外面を覆うオーバーシートと、
前記オーバーシート内に埋め込まれたサインパネルと、を少なくとも備え、
前記サインパネル表面と前記サインパネル周囲のオーバーシート表面とは同一平面上にあり、
前記サインパネルは、シリカ粒子、アクリルポリオール樹脂およびイソシアネート硬化剤を含むこと
を特徴とするカード。
【請求項2】
前記シリカ粒子の粒子径は1μm以上15μm以下の範囲にあること
を特徴とする請求項1に記載のカード。
【請求項3】
前記シリカ粒子と前記アクリルポリオール樹脂との重量比(アクリルポリオール樹脂/シリカ粒子)は、1/2以上3以下の範囲にあること
を特徴とする請求項1または2のいずれかに記載のカード。
【請求項4】
第1オーバーシートにサインパネルを印刷した印刷済みシートを得る工程と、
前記印刷済みシート、コア基材、第2オーバーシートをこの順で積層して配置する工程と、
前記印刷済みシートおよび第2オーバーシートの両面から加熱加圧を行い積層シートを得る工程と、
前記積層シートを所望するカードサイズにする切断工程と、を有し、
前記サインパネルは、シリカ粒子、アクリルポリオール樹脂およびイソシアネート硬化剤を含むこと
を特徴とするカード製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2012−171100(P2012−171100A)
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願番号】特願2011−31916(P2011−31916)
【出願日】平成23年2月17日(2011.2.17)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願日】平成23年2月17日(2011.2.17)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]