
カード用紙、その製造方法及びトランプカード

【課題】 優れたしなり性と復元性をあわせ持ち、カールが小さく、スクラッチ耐性、隠蔽性、印刷適性をあわせ持ったトランプカード、ゲームカード、トレーディングカード、スクラッチカード、プリペイドカード、証明書などのプラスチック製カード用紙を提供すること。
【解決手段】 隠蔽層(B)の両面に空孔を含有する白色フィルム(A)が対称に積層された構造を有しており、表面及び裏面の鉛筆硬度が4H〜9Hであることを特徴とするカード用紙。
【解決手段】 隠蔽層(B)の両面に空孔を含有する白色フィルム(A)が対称に積層された構造を有しており、表面及び裏面の鉛筆硬度が4H〜9Hであることを特徴とするカード用紙。
【発明の詳細な説明】
【技術分野】
【0001】
本発明のカード用紙はトランプカード、ゲームカード、トレーディングカード、スクラッチカード、プリペイドカード、証明書などのカード用に適したしなり性と復元性を合わせ持ち、更にカールが小さく、スクラッチ性、隠蔽性、印刷適性に優れたプラスチック製カード用紙およびその製造方法に関する。
【背景技術】
【0002】
トランプカードは、シャッフルする際にカードのしなり性と変形からの復元性とをあわせ持っている必要がある。
耐久性を要求されるトランプカードには、主にプラスチック製のカードが使用されている。その中でも、しなり性と復元性を合わせ持った塩化ビニル製のカードが主に使用されている。しかしながら塩化ビニル製のカードは消却処分の際にダイオキシンを発生すること、また、柔軟性を付与するために可塑剤が多く添加されており、使用中にトランプカード表面にブリードアウトした可塑剤が手に付着したりすることで、衛生上の問題があった。更に可塑剤が手に付くことで、カードに指紋や手形が付き、ゲーム中にカード種類の判別が容易となってしまう欠点もあった。
【0003】
一方、消却処分の際にダイオキシン等の有害ガスの発生が無く、使用中に可塑剤のブリードアウトがなく、環境に優しいカードとして、ポリオレフィン製のカードが考案され実用化されている。(実用新案文献1)。
しかしながら従来のものは腰が弱く変形には追従するが、復元性が不十分なものであり、トランプカードをリフル・シャッフルをした場合に変形したまま癖が付いてしまったり、折れ皺が入り使用できなくなる場合があった。又、トランプカードは表面の絵柄が裏面からは判別できないことが重要である。従来のものは隠蔽性が高く表面の絵柄が裏面からは判別できない性能は充分であったが、表面の強度が不十分であり、コインやチップなどの硬い物で叩いたり、カードの端部を爪で擦ったりすることによりカードにマークを付けることが容易であることなどから、実用に耐えられないものであった。
【実用新案文献1】
【0004】
実公昭61−198号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
そこで本発明は、これら従来技術の問題点を解決し、極めて優れたカード用紙を提供することを解決すべき課題とした。すなわち本発明は、優れたしなり性と復元性をあわせ持ち、カールが小さく、スクラッチ耐性、隠蔽性、印刷適性をあわせ持ったプラスチック製カード用紙とこれを用いて製造されたカードを提供することを課題とした。
【課題を解決するための手段】
【0006】
本発明者は、これらの課題を解決するために、鋭意検討を進めた結果、特定の構造を有するシートを作成することによって、所期の特性を有するカード用紙及びカードを提供し得ることを見出し、本発明を完成するに至った。
【0007】
すなわち本発明は、隠蔽層の両面に空孔を含有する白色フィルムが対称に積層された構造を有しており、表面及び裏面の鉛筆硬度が4H〜9Hであることを特徴とするカード用紙を提供する。隠蔽層は、顔料を1〜80重量%含有する接着剤層のみであってもよく、着色顔料層と接着剤層の2層以上からなっていても良い。更には、着色顔料層、接着剤層、着色顔料層の順に積層されている構造であっても良い。白色フィルムは少なくとも1軸方向に延伸されていることが望ましく、2軸延伸層を含む、多層構造体であっても良い。
【0008】
本発明のカード用紙の空孔率は1〜25%であることが好ましく、白色フィルムは熱可塑性樹脂30〜99%と無機微細粉末及び/又は有機フィラー70〜1%から構成されていることが好ましい。熱可塑性樹脂がポリオレフィンであることがより好ましい。本発明のカード用紙の肉厚は80〜1000μmであり、曲げ弾性率は3500〜10000MPaであることが好ましい。又、全光線透過率は1.0%以下であることが好ましい。更に、10cm四方のシートを60℃条件下で7日間放置した後の最大カール高さが3mm以下であることが好ましい。
【0009】
本発明のカード用紙は、着色顔料層を設けた一方の白色フィルムと接着剤層を設けた他方の白色フィルムを貼り合わせる方法で製造しても良いし、白色フィルムの一方に顔料を1〜50%含有する接着剤を設けた後、他方の白色フィルムを貼り合わせる方法で製造しても良い。又、両方の白色フィルムに着色顔料層を設け、次いで一方の白色フィルムに着色顔料層を設けた面に接着剤層を設けた後、もう一方の着色顔料層を設けた白色フィルムのインキ層面と貼り合わせる方法で製造してもよい。
本発明のカード用紙は両面に印刷を施すことで、又は、両面に印刷を施した後、更に少なくとも片面にクリアー層を設けることでトランプカードとして使用することが可能である。
【発明の効果】
【0010】
本発明のカード用紙は、優れたしなり性と復元性をあわせ持ち、カールが小さく、スクラッチ耐性、隠蔽性、印刷適性をあわせ持っている。又、本発明によれば、消却処分の際にダイオキシンの発生がなく、かつ可塑剤などのブリードアウトもなく、環境衛生上優れたカード用紙を提供することも可能である。本発明のカード用紙はトランプカード、ゲームカード、トレーディングカード、スクラッチカード、プリペイドカード、証明書などの様々なカード用に利用できる。
【発明を実施するための最良の形態】
【0011】
以下において、本発明のカード用紙について詳細に説明する。なお、本明細書において「〜」を用いて表される数値範囲は、「〜」の前後に記載される数値を下限値および上限値として含む範囲を意味する。
【0012】
[カード用紙の特徴]
本発明は、隠蔽層の両面に特定の空孔を有する構造の白色フィルムを対称に積層することにより、しなり性と復元性をあわせ持つようにし、更に、カールが少なく、高い隠蔽性を有し、印刷適性に優れたカード用紙を提供するものである。本発明のカード用紙は、表面及び裏面の鉛筆硬度が4H〜9Hの範囲であることを特徴とする。
【0013】
[白色フィルム]
本発明のカード用紙に用いる白色フィルムは、空孔を含有する熱可塑性樹脂フィルムである。白色フィルムの空孔率を制御することにより、しなり性と復元性とをあわせ持ち、印刷適性と鉛筆硬度に優れたカード用紙を得ることができる。
【0014】
白色フィルムの熱可塑性樹脂は、フィルム成型が可能であればその種類は特に制限されないが、焼却した時にダイオキシンの発生が少ないもので有れることが好ましい。熱可塑性樹脂の例としては、高密度ポリエチレン、中密度ポリエチレン、低密度ポリエチレン等のエチレン系樹脂;プロピレン系樹脂;ポリメチル−1−ペンテン等のオレフィン系樹脂;エチレン・酢酸ビニル共重合体、エチレン・アクリル酸共重合体、マレイン酸変性ポリエチレン、マレイン酸変性ポリプロピレン等の官能基含有オレフィン系樹脂;ナイロン−6、ナイロン−6,6等のポリアミド系樹脂;ポリエチレンテレフタレートやその共重合体、ポリブチレンテレフタレート、脂肪族ポリエステル、ポリエチレンサクシネート、ポリブチレンサクシネート、ポリエチレンアジペート等の熱可塑性エステル系樹脂;ポリ乳酸、ポリビニルアルコール、ポリカーボネート、アタクティックポリスチレン、シンジオタクティックポリスチレン等を使用することができる。これらの熱可塑性樹脂の中では、加工性に優れることからオレフィン系樹脂を用いることが好ましい。
【0015】
オレフィン系樹脂のより具体的な例としては、エチレン、プロピレン、ブチレン、ブタジエン、イソプレン、クロロプレン、メチル−1−ペンテンなどのオレフィン類の単独重合体、及び、これらオレフィン類2種類以上からなる共重合体、および、スチレン、α−メチルスチレン、酢酸ビニル、ビニルアルコール、アクリル酸誘導体、ビニルエーテル類などの官能基含有モノマーとの共重合体などが挙げられる。
【0016】
更に、これらオレフィン系樹脂の中でも、プロピレン系樹脂が、耐薬品性、コストの面などから好ましい。プロピレン系樹脂としては、プロピレン単独重合体でありアイソタクティックないしはシンジオタクティック及び種々の程度の立体規則性を示すポリプロピレン、プロピレンを主成分とし、これと、エチレン、1−ブテン、1−ヘキサン、1−ヘプタン、4−メチル−1−ペンテン等のα−オレフィンとを共重合させた共重合体を主成分として使用することが望ましい。この共重合体は、2元系でも3元系以上でもよく、またランダム共重合体でもブロック共重合体であってもよい。プロピレン系樹脂には、プロピレン単独重合体よりも融点が低い樹脂を2〜25重量%配合して使用することが好ましい。そのような融点が低い樹脂として、高密度ないしは低密度のポリエチレンを例示することができる。
【0017】
白色フィルムには、必要に応じて無機微細粉末及び/又は有機フィラー、安定剤、光安定剤、分散剤、滑剤などを添加することができる。
無機微細粉末を添加する場合は、粒径が通常0.01〜15μm、好ましくは0.01〜5μmのものを使用する。具体的には、炭酸カルシウム、焼成クレイ、シリカ、けいそう土、白土、タルク、酸化チタン、硫酸バリウム、アルミナ、ゼオライト、マイカ、セリサイト、ベントナイト、セピオライト、バーミキュライト、ドロマイト、ワラストナイト、ガラスファイバーなどを使用することができる。更に無機微細粉末を使用いる場合は、事前に表面を親水性処理および/または親油性処理等の表面処理を施すことが望ましく、表面処理により分散性を向上することが可能となる。
有機フィラーを添加する場合は、主成分である熱可塑性樹脂とは異なる種類の樹脂を選択することが好ましい。例えば熱可塑性樹脂フィルムがポリオレフィン系樹脂フィルムである場合には、有機フィラーとしては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリカーボネート、ナイロン−6、ナイロン−6,6、環状オレフィン、ポリスチレン、ポリメタクリレート等の重合体であって、ポリオレフィン系樹脂の融点よりも高い融点(例えば170〜300℃)ないしはガラス転移温度(例えば120〜280℃)を有し、かつ非相溶のものを使用することができる。
【0018】
白色フィルムに無機微細粉末及び/又は有機フィラーを含有させることにより、印刷性の向上とカード用紙への加工適性の向上を図ることができる。
白色フィルムの無機微細粉末及び/又は有機フィラーの含有率は70〜1重量%が好ましく、より好ましくは60〜2重量%の範囲である。又、熱可塑性樹脂の含有率は好ましくは30〜99重量%、より好ましくは40〜98重量%の範囲である。
無機微細粉末及び/又は有機フィラーの含有率が1%以上であれば、後述の延伸での空孔形成と空孔率の制御が容易になりカード用紙のしなり性と復元性の両立を図り易くなり、印刷適性の改善も期待できる。又、70%以下であれば後述の延伸がより容易になる。
【0019】
[樹脂フィルムの成形]
白色フィルムの成形方法は特に制限されない。具体例としては、スクリュー型押出機に接続された単層または多層のTダイやIダイを使用して溶融樹脂をシート状に押し出すキャスト成形、円形ダイを使用し溶融樹脂をチューブ状に押し出し内部の空気圧力で膨張させるインフレーション成形、混練された材料を複数の熱ロールで圧延しシート状に加工するカレンダー成形、圧延成形などが挙げられる。
【0020】
[積層]
白色フィルムは公知の種々の方法により積層することが可能であるが、具体例としては、ダイス内で積層する共押出し成形方式と、複数のダイスを使用する押出しラミネーション方式などが挙げられる。また、これらの方式を組み合わせて使用することも可能である。
【0021】
[延伸]
白色フィルムは通常用いられる種々の方法のいずれかによって延伸することが可能である。
延伸の温度は、白色フィルムに主に用いる熱可塑性樹脂のガラス転移点温度以上から結晶部の融点以下の熱可塑性樹脂の延伸に好適な公知の温度範囲内で行うことができる。具体的には、白色フィルムの熱可塑性樹脂がプロピレン単独重合体(融点155〜167℃)の場合は100〜166℃、高密度ポリエチレン(融点121〜136℃)の場合は70〜135℃であり、融点より1〜70℃低い温度である。また、延伸速度は20〜350m/分にするのが好ましい。
【0022】
延伸方法としては、キャスト成形フィルムを延伸する場合は、ロール群の周速差を利用した縦延伸、テンターオーブンを使用した横延伸、圧延、テンターオーブンとリニアモーターの組み合わせによる同時二軸延伸などを挙げることができる。又、インフレーションフィルムの延伸方法としては、チューブラー法による同時二軸延伸を挙げることができる。
延伸倍率は特に限定されず、白色フィルムに用いる熱可塑性樹脂の特性等を考慮して適宜決定する。例えば、熱可塑性樹脂としてプロピレン単独重合体ないしはその共重合体を使用する時には、一方向に延伸する場合は好ましくは約1.2〜12倍、より好ましくは2〜10倍であり、二軸延伸の場合には面積倍率で好ましくは1.5〜60倍、より好ましくは4〜50倍である。その他の熱可塑性樹脂を使用する時には、一方向に延伸する場合は好ましくは1.2〜10倍、より好ましくは2〜5倍であり、二軸延伸の場合には面積倍率で好ましくは1.5〜20倍、より好ましくは4〜12倍である。
【0023】
このようにして得られる延伸フィルムは、微細な空孔をフィルム内部に多数有するものである。空孔の存在により、空孔が存在しない延伸フィルムと比較してよりしなやかになり、又、空孔の光拡散により不透明度と白色度の高いフィルムを得ることができる。
白色フィルムの肉厚は好ましくは40〜500μm、より好ましくは50〜400μmの範囲である。40μm以下であれば得られるカード用紙に十分な腰が得られ易い。又、500μm以下であれば得られるカード用紙の肉厚がトランプカード等への使用により適したものとなる。
【0024】
白色フィルムは少なくとも1軸方向に延伸されていることが好ましく、2層構造、3層以上の多層構造のものであってもよく、この多層構造の延伸軸数が1軸/1軸、1軸/2軸、2軸/1軸、1軸/1軸/2軸、1軸/2軸/1軸、2軸/1軸/1軸、1軸/2軸/2軸、2軸/2軸/1軸、2軸/2軸/2軸であっても良い。白色フィルムを多層にすることで、印刷適性、カード用紙への加工適性、鉛筆硬度の向上、曲げ弾性率の向上等の様々な機能の付加が可能となる。
【0025】
[貼合]
本発明のカード用紙は隠蔽層の両面に白色フィルムを積層する必要がある。このとき、隠蔽層の両面に対称に白色フィルムを積層する。ここでいう「対称に白色フィルムを積層する」とは、材質および形状が実質的に同じである白色フィルムを面対称に積層することをいう。ここでいう実質的に同じとは、本発明の所期の効果が得られる程度の同一性を有することをいう。例えば、2枚の白色フィルムの肉厚差は±10%以内であることが好ましく、±5%以内であることがより好ましく、±2%以内であることが特に好ましい。最も好ましいのは、2枚の白色フィルムの材質および形状が完全に同一である場合である。
積層方法としては、コーティングされた接着剤が乾燥した直後にロールを介して連続的に貼り合わせるドライラミネート方式や、予めシート状に断裁された白色フイルム上にコーターにて接着剤をコーティングし乾燥後にロールにて圧着して貼合する方法が好ましい。
【0026】
掛かる接着剤としては公知の接着剤が使用でき、具体的にはポリエステル系樹脂、ポリエーテル系樹脂、ポリウレタン系接樹脂、アクリル系接着剤、エポキシ系樹脂、ABS系樹脂、ゴム系接着剤、シリコーン系接着剤等が代表的である。
これら接着剤の形態としては、溶剤型、エマルジョン型、ホットメルト型のもの等を使用することができ、一般的には溶剤型、エマルジョン型のものをコーティングすることにより設けられる。
接着剤のコーティングは、ロールコーター、ブレードコーター、バーコーター、エアーナイフコーター、グラビアコーター、リバースコーター、ダイコーター、リップコーター、スプレーコーター、コンマコーター等により行われ、必要によりスムージングを行い、乾燥工程を経て、接着剤層が形成される。
接着剤層の肉厚は好ましくは0.1〜30μm、より好ましくは0.2〜20μmの範囲である。
【0027】
[隠蔽層]
本発明のカード用紙における隠蔽層は、白色フィルムだけでは不足する隠蔽性を補うものでありカード用紙の中芯に設けられるものである。隠蔽層は、カード用紙の表面に絵柄を印刷して表面から蛍光灯(30W)とハロゲンライト(100W)の光を当てても、裏面から表面の絵柄の判別ができない程度の隠蔽性を有する。
隠蔽層に用いる顔料を含有する層であることが好ましく、掛かる顔料にはカーボンブラック、酸化チタン、酸化チタンウィスカー等の公知の着色顔料を使用することができる。隠蔽層に用いる顔料の平均粒径は好ましくは0.01〜20μm、より好ましくは0.05〜10μmの範囲である。
【0028】
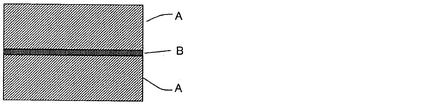
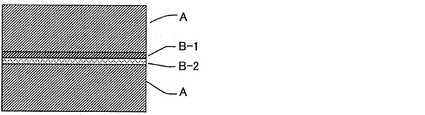
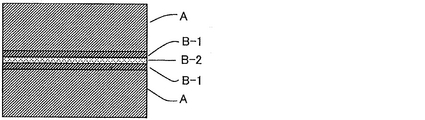
隠蔽層は接着剤に着色顔料を混合した1層のみからなるものであっても良く(図1)、着色顔料層と接着剤層を別に設けた構成であっても良い(例えば図2)。又、着色顔料層と接着剤層を別に設ける場合は着色顔料層と接着剤層がそれぞれ2層以上ある構造でも良い。着色顔料層を2層以上設けることでより隠蔽性の高いカード用紙を得ることが可能となる(例えば図3)。
隠蔽層を1層のみで形成する場合は、接着剤に着色顔料を配合して形成する。着色顔料の含有率は好ましくは1〜80重量%、より好ましくは5〜70重量%の範囲である。又、接着剤の含有率は好ましくは99〜1重量%、より好ましくは95〜30重量%の範囲である。
【0029】
着色顔料層と接着剤層を別に形成する場合、着色顔料層における着色顔料の含有率は好ましくは1〜80重量%、より好ましくは5〜70重量%の範囲であり、着色顔料層におけるバインター成分の含有率は好ましくは99〜20重量%、より好ましくは95〜30重量%の範囲である。着色顔料の含有率が1重量%以上であれば充分な隠蔽性が得られやすく、80重量%以下であれば隠蔽層に十分な強度を持たせてカード用紙を剥がれ難くすることができる。又、着色顔料層と接着剤層を別に形成する場合、着色顔料層の肉厚と接着剤層の肉厚の比率は好ましくは1:0.1〜10であり、より好ましくは1:0.2〜5の範囲である。着色顔料層や接着剤層を2層以上設ける場合は、各層の総肉厚が上記比率の範囲内になるようにすることが好ましい。
【0030】
尚、本発明のカード用紙における隠蔽層には、接着剤を含まない着色顔料層と接着剤を含む着色顔料層(着色顔料を含む接着剤層)がともに含まれていてもよい。又、さらに着色顔料を含まない接着剤層を含まれていてもよい。本発明では、これらの層を適宜組み合わせて隠蔽層を形成することができる。
【0031】
本発明のカード用紙における隠蔽層の肉厚は好ましくは0.1〜20μm、より好ましくは0.3〜15μmの範囲である。隠蔽層の厚みが0.1μm以上であれば充分な隠蔽性が得られやすく、15μm以下であれば着色顔料層の肉厚変動を抑えやすいため剛度が均一で安定した品質のカード用紙を容易に製造することができる。
本発明のカード用紙の肉厚は好ましくは80〜1000μmであり、より好ましくは100〜800の範囲である。
【0032】
[熱処理]
本発明のカード用紙は貼合後に熱処理を施すことも可能である。熱処理により貼り合わせて製造したカード用紙にカールが発生していた場合にカールの矯正が可能であり、カールの小さいカード用紙が得られる。又、接着剤の硬化を促進することにより白色フィルムの接着強度を短時間で安定させることが可能となる。かかる熱処理の温度は好ましくは30℃〜120℃、より好ましくは30℃〜100℃の範囲であり、処理時間は熱処理温度により異なるが好ましくは1〜72時間の範囲内である。
【0033】
[印刷]
本発明のカード用紙の片面及び/又は両面に印刷を施すことにより、本発明のカード用紙は様々な用途のカードに使用できる。印刷はオフセット印刷、凸版印刷、グラビア印刷、フレキソ印刷、レタープレス印刷、シルクスクリーン印刷、インクジェット記録方式、感熱記録方式、熱転写記録方式、電子写真記録方式などの公知の手法を用いることが可能である。
更に、必要に応じて印刷した後、その上にクリアー層を設けることも可能である。クリアー層の形成は透明インクの印刷、透明樹脂の塗工、透明フィルムの貼合、溶融透明樹脂の押出しラミネートによる積層など公知の手法を用いることが可能である。クリアー層の形成は印刷工程の中で行っても良いし、印刷とは別の工程であっても良い。
【0034】
[鉛筆硬度]
本発明のカード用紙の表面と裏面の鉛筆硬度は4H〜9H、より好ましくは5H〜9Hの範囲である。鉛筆硬度が4Hに満たないと、表面強度不足によりコインで叩いたり、爪で引っ掻くことにより表面に印しを付けることが可能となり、例えばトランプカードとしたときにカードの種類の判別が容易になってしまう欠点がある。
尚、本発明でいう鉛筆硬度は、JIS−K−5401−69記載の方法で10g荷重にて測定した値である。
【0035】
[空孔率]
本発明のカード用紙の空孔率は好ましくは1〜25%、より好ましくは3〜20%の範囲である。空孔率が1%以上であれば硬くて十分なしなり性を持ったカード用紙が得られ易い。又、空孔率が25%以下であればカード用紙全体の強度が強くて爪などで引っ掻くことによる変形を防ぎ易い。本発明のカード用紙の密度は好ましくは1〜25g/m3、より好ましくは3〜20g/m3の範囲である。密度が1g/m3以上であればカード用紙に充分なしなり性が得られ易い。又、30g/m3以下であればカード用紙全体の強度が強く、爪などで引っ掻くことによる変形を防ぎ易い。
本発明でいうカード用紙の空孔率はカード用紙の見掛け密度と、カード用紙の真密度(270℃に加熱したプレス成形機による加圧した後に測定した密度)より次式(1)により算出される。
空孔率(%)=〔(ρ0 −ρ)/ρ0 〕×100 ・・・(1)
(上式において、ρ0はカード用紙の真密度、ρはカード用紙の見掛け密度を表す。)
尚、本発明の見掛け密度ρはカード用紙の厚みと重量より次式(2)より算出される。
見掛け密度 ρ=W/(T×A) ・・・(2)
(上式において、Tはカード用紙の厚み、Wはカード用紙の重量、Aは測定したカード用紙の面積を表す。)
又、真密度ρ0はJIS−K−7112に記載の方法で、試料の空気中の重量と試料の水中の重量より算出する水中置換法により測定される。
【0036】
[曲げ弾性率]
本発明のカード用紙の曲げ弾性率は好ましくは3500〜10000MPa、より好ましくは4000〜8000MPaの範囲である。3500MPa以上であれば歪みに強くて回復力があり、リフル・シャッフルなどでカードに変形を与えても迅速にフラットな元の状態に戻りやすい。又、10000MPa以下であればしなりがあるためカードが割れ難くなる傾向にある。
本発明におけるカード用紙の曲げ弾性率は、JIS−K−7171に準拠し、幅30mm、長さ50mm、支点間距離20mm、試験速度2mm/分にて応用試験装置(島津製作所製、AUTOGRAPH)により歪み0.0005と0.0025の曲げ応力より算出した値である。曲げ弾性率は幅方向と流れ方向の両方を測定し、値が高い方の値を代表値として用いる。
【0037】
[最大カール高さ]
本発明のカード用紙の最大カール高さは好ましくは3mm以下、より好ましくは2mm以下である。最大カール高さが3mm以下であればカードとして仕上げたものを長期間保管しても更にカールが大きくなり過ぎることもなく、トランプカードなどへの使用により適している。
本発明におけるカード用紙の最大カール高さは、カード用紙より得られた10cm四方のシートを温度60±3℃のオーブンに7日間保持後取り出し、室温で30分間放置後にガラス板上に置き、四辺の浮き上がりの高さを表裏それぞれ測定して求めた最大値である。
【0038】
[全光線透過率]
本発明のカード用紙の全光線透過率は好ましくは1.0%以下、より好ましくは0.5%以下である。1.0%以下であれば、表面の絵柄が裏面からより判別しにくくなるためトランプカードなどへの使用により適している。
本発明におけるカード用紙の全光線透過率は、JIS−P−8118に準拠して測定装置(日立製作所製:U−3310)を用いて測定した400〜700nmの各波長の透過率(%)の平均値である。
【実施例】
【0039】
以下に製造例、実施例、比較例および試験例を記載して、本発明を更に具体的に説明する。
以下に示す材料、使用量、割合、操作等は、本発明の精神から逸脱しない限り適宜変更することができる。したがって、本発明の範囲は以下に示す具体例に制限されるものではない。
なお、以下に記載される%は、特記しない限り重量%である。本発明の製造例に使用する熱可塑性樹脂組成物を表1にまとめて示す。
【0040】
【表1】

【0041】
[白色フィルムの製造]
(製造例1)
熱可塑性樹脂組成物aを230℃に設定した押出機にて混練した後、250℃に設定した押出ダイに供給しシート状に押し出し、これを冷却装置により冷却して無延伸シートを得た。この無延伸シートを145℃に加熱して縦方向に3.5倍延伸した。可塑性樹脂組成物cを250℃に設定した押出機で混練した後、シート状に押し出して上で調整した3.5倍延伸フィルムの表面及び裏面それぞれに積層し、3層構造の積層フィルムを得た。次いで、この3層構造の積層フィルムを60℃まで冷却し、テンターオーブンを用いて再び約155℃に加熱して横方向に8.0倍延伸した後、160℃に調整した熱セットゾーンにより熱処理を行った。その後60℃に冷却して耳部をスリットし、表裏に40w/m2のコロナ放電処理を施して3層〔70/60/70μm:延伸層構成(1軸/2軸/1軸)〕構造の肉厚200μmの白色フィルムを得た。
【0042】
(製造例2)
熱可塑性樹脂組成物bを230℃に設定した押出機にて混練した後、250℃に設定した押出ダイに供給しシート状に押し出し、これを冷却装置により冷却して無延伸シートを得た。この無延伸シートを145℃に加熱して縦方向に3.5倍延伸した。可塑性樹脂組成物cを250℃に設定した押出機で混練した後、シート状に押し出して上で調整した3.5倍延伸フィルムの表面及び裏面それぞれに積層し、3層構造の積層フィルムを得た。次いで、この3層構造の積層フィルムを60℃まで冷却し、テンターオーブンを用いて再び約155℃に加熱して横方向に8.0倍延伸した後、160℃に調整した熱セットゾーンにより熱処理を行った。その後60℃に冷却して耳部をスリットし、表裏に40w/m2のコロナ放電処理を施して3層〔40/70/40μm:延伸層構成(1軸/2軸/1軸)〕構造の肉厚150μmの白色フィルムを得た。
【0043】
(製造例3)
熱可塑性樹脂組成物aを230℃に設定した押出機にて混練した後、250℃に設定した押出ダイに供給しシート状に押し出し、これを冷却装置により冷却して無延伸シートを得た。この無延伸シートを140℃に加熱して縦方向に4.5倍延伸し、ロール郡よりなる熱セットロールを使用して155℃に加熱して熱処理を行った。その後60℃に冷却して耳部をスリットし、表裏に40w/m2のコロナ放電処理を施して単層1軸延伸の肉厚170μmの白色フィルムを得た。
【0044】
(製造例4)
熱可塑性樹脂組成物aを230℃に設定した押出機にて混練した後、250℃に設定した押出ダイに供給しシート状に押し出し、これを冷却装置により冷却して無延伸シートを得た。この無延伸シートを150℃に加熱して縦方向に3.5倍延伸した。次いで、テンターオーブンを用いて再び約155℃に加熱して横方向に8.0倍延伸した後、160℃に調整した熱セットゾーンにより熱処理を行った。その後60℃に冷却して耳部をスリットし、表裏に40w/m2のコロナ放電処理を施して単層2軸延伸の肉厚130μmの白色フィルムを得た。
【0045】
【表2】
【0046】
[カード用紙の製造]
実施例にてカード用紙を製造する際に使用した着色顔料塗料と接着塗料を表3に示す。
【0047】
【表3】
【0048】
(実施例1)
白色フィルム(製造例1)にグラビアコーターを用いて着色顔料塗料(3)を乾燥後の塗工量が4g/m2になる様に塗工し、50℃に設定したオーブンにて乾燥して隠蔽性接着剤付きの白色フィルムを作成した。オーブンから出てきた隠蔽性接着剤付きの白色フィルムの塗工面に別の白色フィルム(製造例1)をニップロールにて貼り合わせた後、ロールに巻き取り貼合白色フィルムを得た。
貼合白色フィルムを平版に断裁した後、50℃に設定したエージングルームに12時間放置し、肉厚404μmのカード用紙を得た。
【0049】
(実施例2)
白色フィルム(製造例2)にグラビアコーターを用いて着色顔料塗料(1)を乾燥後の塗工量が2g/m2になる様に塗工し、70℃に設定したオーブンにて乾燥して隠蔽層付きの白色フィルムを得た。
次いで別の白色フィルム(製造例2)にグラビアコーターを用いて接着塗料を乾燥後の塗工量が2g/m2になる様に塗工し、50℃に設定したオーブンにて乾燥し、先に作成した隠蔽層付き白色フィルムとニップロールにて貼り合わせて後、ロールに巻き取り貼合白色フィルムを得た。
ロール状の貼合白色フィルムを50℃に設定したエージングルームにて12時間放置し、更に平版に断裁した後、40℃に設定したエージングルームにて24時間放置し、肉厚304μmのカード用紙を得た。
【0050】
(実施例3)
白色フィルム(製造例3)にグラビアコーターを用いて着色顔料塗料(1)を乾燥後の塗工量が2g/m2になる様に塗工し、70℃に設定したオーブンにて乾燥して隠蔽層付きの白色フィルムの巻取り品を2本作成した。
片方の隠蔽層付き白色フィルムの隠蔽層面にグラビアコーターを用いて接着塗料を乾燥後の塗工量が3g/m2になる様に塗工し、50℃に設定したオーブンにて乾燥し、もう一方の隠蔽層付き白色フィルムとニップロールにて貼り合わせて後、ロールに巻き取り貼合白色フィルムを得た。
貼合白色フィルムを平版に断裁した後、70℃に設定したエージングルームにて12時間放置し、肉厚347μmのカード用紙を得た。
【0051】
(実施例4)
白色フィルム(製造例4)にグラビアコーターを用いて着色顔料塗料(2)を乾燥後の塗工量が5g/m2になる様に塗工し、80℃に設定したオーブンにて乾燥して隠蔽層付きの白色フィルムを得た。
次いで別の白色フィルム(製造例2)にグラビアコーターを用いて接着塗料を乾燥後の塗工量が3g/m2になる様に塗工し、60℃に設定したオーブンにて乾燥し、先に作成した隠蔽層付き白色フィルムとニップロールにて貼り合わせて後、ロールに巻き取り貼合白色フィルムを得た。
貼合白色フィルムを平版に断裁した後、40℃に設定したエージングルームにて24時間放置し、肉厚267μmのカード用紙を得た。
【0052】
(比較例1)
実公昭61−198号公報の製造例を用いた。
【0053】
(比較例2)
白色フィルム(製造例2)にグラビアコーターを用いて接着塗料を乾燥後の塗工量が2g/m2になる様に塗工し、50℃に設定したオーブンにて乾燥し、別の白色フィルムとニップロールにて貼り合わせて後、ロールに巻き取り貼合白色フィルムを得た。
ロール状の貼合白色フィルムを50℃に設定したエージングルームにて12時間放置し、更に平版に断裁した後、40℃に設定したエージングルームにて24時間放置し、肉厚302μmの隠蔽層の無いカード用紙を得た。
【0054】
[試験例]
(トランプカードの作成)
実施例で得たカード用紙に4色オフセット印刷機[三菱重工製、名称:OF−4]で油性オフセットインキ[(株)T&K TOKA製ベストSP墨、藍、紅、黄]を用いて各色の転移量が1.5g/m2となるように表裏に印刷を施した。この際、表面には数字絵柄を印刷し、反対面に藍のベタ印刷を行った。
印刷したカード用紙の表裏に卓上バーコータ−を用いてUV硬化型ニス[東洋インキ製、商品名:TU504FDSS盛り上げワニス]を5g/m2塗工し、100mJ/m2のUV照射に硬化した後、打ち抜き歯型で長手89mm×幅57mmに打ち抜きトランプカードを作成した。尚、打ち抜きの際、曲げ弾性率の高い方向を長手となる様に打ち抜きを実施した。
【0055】
(インクの密着性)
トランプカードの表面を500円硬化10回擦り、表面のインクの密着性を観察し、以下の3段階で評価した。
良好(○) インクが全く剥がれない。
やや良好(△) 部分的にインクがかすれる部分がある。
不良(×) インクが剥がれてしまう部分がある。
【0056】
(曲げ適性)
トランプカードを長手方向に1cmの筒状に丸めて1時間保持した後の表面の状態を観察し、以下の3段階で評価した。
良好(○) 全く変化が無し。
やや良好(△) 表面に細かいヒビが発生する。
不良(×) 折れ皺が発生している。
【0057】
(曲げ回復性)
トランプカードの長手方向に丸めて丁度一週する様な円を作り手で30秒間保持した後、ガラス板上に放置して30秒後の4隅のガラス板からの浮きを測定し、以下の3段階で評価した。
良好(○) 浮き高さが3mm以下である。
やや良好(△) 浮き高さが5mm以下である。
不良(×) 浮き高さが5mmを越える。
【0058】
(耐スクラッチ性)
トランプカードを10枚の隅に親指の爪で傷を付け、何枚が傷により判別可能であるかを評価し、以下の3段階で評価した。
良好(○) 全てが判別できず。
やや良好(△) 3枚未満のカードが判別可能である。
不良(×) 3枚以上判別可能である。
【0059】
(隠蔽性)
トランプカードを手で持ち後ろから蛍光灯(30W)とハロゲンライト(100W)の光を当て背面から表の絵柄の判別が可能であるかを評価し、以下の3段階で評価した。
良好(○) 全く判別できない。
やや良好(△) ハロゲンライトの光では判別が可能である。
不良(×) 蛍光灯の光で判別可能である。
【0060】
以上の評価結果をまとめて表4に示す。
【0061】
【表4】
【産業上の利用可能性】
【0062】
本発明によれば、優れたしなり性と復元性をあわせ持ち、カールが小さく、スクラッチ耐性、隠蔽性、印刷適性をあわせ持ったプラスチック製カード用紙を提供することができる。本発明のカード用紙はトランプカード、ゲームカード、トレーディングカード、スクラッチカード、プリペイドカード、証明書などの様々なカード用に利用でき極めて有用である。
【図面の簡単な説明】
【0063】
【図1】本発明のカード用紙の層構成の一例である。
【図2】本発明のカード用紙の層構成の一例である。
【図3】本発明のカード用紙の層構成の一例である。
【符号の説明】
【0064】
A 白色フィルム
B 隠蔽層
B−1 着色顔料層
B−2 接着剤層
【技術分野】
【0001】
本発明のカード用紙はトランプカード、ゲームカード、トレーディングカード、スクラッチカード、プリペイドカード、証明書などのカード用に適したしなり性と復元性を合わせ持ち、更にカールが小さく、スクラッチ性、隠蔽性、印刷適性に優れたプラスチック製カード用紙およびその製造方法に関する。
【背景技術】
【0002】
トランプカードは、シャッフルする際にカードのしなり性と変形からの復元性とをあわせ持っている必要がある。
耐久性を要求されるトランプカードには、主にプラスチック製のカードが使用されている。その中でも、しなり性と復元性を合わせ持った塩化ビニル製のカードが主に使用されている。しかしながら塩化ビニル製のカードは消却処分の際にダイオキシンを発生すること、また、柔軟性を付与するために可塑剤が多く添加されており、使用中にトランプカード表面にブリードアウトした可塑剤が手に付着したりすることで、衛生上の問題があった。更に可塑剤が手に付くことで、カードに指紋や手形が付き、ゲーム中にカード種類の判別が容易となってしまう欠点もあった。
【0003】
一方、消却処分の際にダイオキシン等の有害ガスの発生が無く、使用中に可塑剤のブリードアウトがなく、環境に優しいカードとして、ポリオレフィン製のカードが考案され実用化されている。(実用新案文献1)。
しかしながら従来のものは腰が弱く変形には追従するが、復元性が不十分なものであり、トランプカードをリフル・シャッフルをした場合に変形したまま癖が付いてしまったり、折れ皺が入り使用できなくなる場合があった。又、トランプカードは表面の絵柄が裏面からは判別できないことが重要である。従来のものは隠蔽性が高く表面の絵柄が裏面からは判別できない性能は充分であったが、表面の強度が不十分であり、コインやチップなどの硬い物で叩いたり、カードの端部を爪で擦ったりすることによりカードにマークを付けることが容易であることなどから、実用に耐えられないものであった。
【実用新案文献1】
【0004】
実公昭61−198号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
そこで本発明は、これら従来技術の問題点を解決し、極めて優れたカード用紙を提供することを解決すべき課題とした。すなわち本発明は、優れたしなり性と復元性をあわせ持ち、カールが小さく、スクラッチ耐性、隠蔽性、印刷適性をあわせ持ったプラスチック製カード用紙とこれを用いて製造されたカードを提供することを課題とした。
【課題を解決するための手段】
【0006】
本発明者は、これらの課題を解決するために、鋭意検討を進めた結果、特定の構造を有するシートを作成することによって、所期の特性を有するカード用紙及びカードを提供し得ることを見出し、本発明を完成するに至った。
【0007】
すなわち本発明は、隠蔽層の両面に空孔を含有する白色フィルムが対称に積層された構造を有しており、表面及び裏面の鉛筆硬度が4H〜9Hであることを特徴とするカード用紙を提供する。隠蔽層は、顔料を1〜80重量%含有する接着剤層のみであってもよく、着色顔料層と接着剤層の2層以上からなっていても良い。更には、着色顔料層、接着剤層、着色顔料層の順に積層されている構造であっても良い。白色フィルムは少なくとも1軸方向に延伸されていることが望ましく、2軸延伸層を含む、多層構造体であっても良い。
【0008】
本発明のカード用紙の空孔率は1〜25%であることが好ましく、白色フィルムは熱可塑性樹脂30〜99%と無機微細粉末及び/又は有機フィラー70〜1%から構成されていることが好ましい。熱可塑性樹脂がポリオレフィンであることがより好ましい。本発明のカード用紙の肉厚は80〜1000μmであり、曲げ弾性率は3500〜10000MPaであることが好ましい。又、全光線透過率は1.0%以下であることが好ましい。更に、10cm四方のシートを60℃条件下で7日間放置した後の最大カール高さが3mm以下であることが好ましい。
【0009】
本発明のカード用紙は、着色顔料層を設けた一方の白色フィルムと接着剤層を設けた他方の白色フィルムを貼り合わせる方法で製造しても良いし、白色フィルムの一方に顔料を1〜50%含有する接着剤を設けた後、他方の白色フィルムを貼り合わせる方法で製造しても良い。又、両方の白色フィルムに着色顔料層を設け、次いで一方の白色フィルムに着色顔料層を設けた面に接着剤層を設けた後、もう一方の着色顔料層を設けた白色フィルムのインキ層面と貼り合わせる方法で製造してもよい。
本発明のカード用紙は両面に印刷を施すことで、又は、両面に印刷を施した後、更に少なくとも片面にクリアー層を設けることでトランプカードとして使用することが可能である。
【発明の効果】
【0010】
本発明のカード用紙は、優れたしなり性と復元性をあわせ持ち、カールが小さく、スクラッチ耐性、隠蔽性、印刷適性をあわせ持っている。又、本発明によれば、消却処分の際にダイオキシンの発生がなく、かつ可塑剤などのブリードアウトもなく、環境衛生上優れたカード用紙を提供することも可能である。本発明のカード用紙はトランプカード、ゲームカード、トレーディングカード、スクラッチカード、プリペイドカード、証明書などの様々なカード用に利用できる。
【発明を実施するための最良の形態】
【0011】
以下において、本発明のカード用紙について詳細に説明する。なお、本明細書において「〜」を用いて表される数値範囲は、「〜」の前後に記載される数値を下限値および上限値として含む範囲を意味する。
【0012】
[カード用紙の特徴]
本発明は、隠蔽層の両面に特定の空孔を有する構造の白色フィルムを対称に積層することにより、しなり性と復元性をあわせ持つようにし、更に、カールが少なく、高い隠蔽性を有し、印刷適性に優れたカード用紙を提供するものである。本発明のカード用紙は、表面及び裏面の鉛筆硬度が4H〜9Hの範囲であることを特徴とする。
【0013】
[白色フィルム]
本発明のカード用紙に用いる白色フィルムは、空孔を含有する熱可塑性樹脂フィルムである。白色フィルムの空孔率を制御することにより、しなり性と復元性とをあわせ持ち、印刷適性と鉛筆硬度に優れたカード用紙を得ることができる。
【0014】
白色フィルムの熱可塑性樹脂は、フィルム成型が可能であればその種類は特に制限されないが、焼却した時にダイオキシンの発生が少ないもので有れることが好ましい。熱可塑性樹脂の例としては、高密度ポリエチレン、中密度ポリエチレン、低密度ポリエチレン等のエチレン系樹脂;プロピレン系樹脂;ポリメチル−1−ペンテン等のオレフィン系樹脂;エチレン・酢酸ビニル共重合体、エチレン・アクリル酸共重合体、マレイン酸変性ポリエチレン、マレイン酸変性ポリプロピレン等の官能基含有オレフィン系樹脂;ナイロン−6、ナイロン−6,6等のポリアミド系樹脂;ポリエチレンテレフタレートやその共重合体、ポリブチレンテレフタレート、脂肪族ポリエステル、ポリエチレンサクシネート、ポリブチレンサクシネート、ポリエチレンアジペート等の熱可塑性エステル系樹脂;ポリ乳酸、ポリビニルアルコール、ポリカーボネート、アタクティックポリスチレン、シンジオタクティックポリスチレン等を使用することができる。これらの熱可塑性樹脂の中では、加工性に優れることからオレフィン系樹脂を用いることが好ましい。
【0015】
オレフィン系樹脂のより具体的な例としては、エチレン、プロピレン、ブチレン、ブタジエン、イソプレン、クロロプレン、メチル−1−ペンテンなどのオレフィン類の単独重合体、及び、これらオレフィン類2種類以上からなる共重合体、および、スチレン、α−メチルスチレン、酢酸ビニル、ビニルアルコール、アクリル酸誘導体、ビニルエーテル類などの官能基含有モノマーとの共重合体などが挙げられる。
【0016】
更に、これらオレフィン系樹脂の中でも、プロピレン系樹脂が、耐薬品性、コストの面などから好ましい。プロピレン系樹脂としては、プロピレン単独重合体でありアイソタクティックないしはシンジオタクティック及び種々の程度の立体規則性を示すポリプロピレン、プロピレンを主成分とし、これと、エチレン、1−ブテン、1−ヘキサン、1−ヘプタン、4−メチル−1−ペンテン等のα−オレフィンとを共重合させた共重合体を主成分として使用することが望ましい。この共重合体は、2元系でも3元系以上でもよく、またランダム共重合体でもブロック共重合体であってもよい。プロピレン系樹脂には、プロピレン単独重合体よりも融点が低い樹脂を2〜25重量%配合して使用することが好ましい。そのような融点が低い樹脂として、高密度ないしは低密度のポリエチレンを例示することができる。
【0017】
白色フィルムには、必要に応じて無機微細粉末及び/又は有機フィラー、安定剤、光安定剤、分散剤、滑剤などを添加することができる。
無機微細粉末を添加する場合は、粒径が通常0.01〜15μm、好ましくは0.01〜5μmのものを使用する。具体的には、炭酸カルシウム、焼成クレイ、シリカ、けいそう土、白土、タルク、酸化チタン、硫酸バリウム、アルミナ、ゼオライト、マイカ、セリサイト、ベントナイト、セピオライト、バーミキュライト、ドロマイト、ワラストナイト、ガラスファイバーなどを使用することができる。更に無機微細粉末を使用いる場合は、事前に表面を親水性処理および/または親油性処理等の表面処理を施すことが望ましく、表面処理により分散性を向上することが可能となる。
有機フィラーを添加する場合は、主成分である熱可塑性樹脂とは異なる種類の樹脂を選択することが好ましい。例えば熱可塑性樹脂フィルムがポリオレフィン系樹脂フィルムである場合には、有機フィラーとしては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリカーボネート、ナイロン−6、ナイロン−6,6、環状オレフィン、ポリスチレン、ポリメタクリレート等の重合体であって、ポリオレフィン系樹脂の融点よりも高い融点(例えば170〜300℃)ないしはガラス転移温度(例えば120〜280℃)を有し、かつ非相溶のものを使用することができる。
【0018】
白色フィルムに無機微細粉末及び/又は有機フィラーを含有させることにより、印刷性の向上とカード用紙への加工適性の向上を図ることができる。
白色フィルムの無機微細粉末及び/又は有機フィラーの含有率は70〜1重量%が好ましく、より好ましくは60〜2重量%の範囲である。又、熱可塑性樹脂の含有率は好ましくは30〜99重量%、より好ましくは40〜98重量%の範囲である。
無機微細粉末及び/又は有機フィラーの含有率が1%以上であれば、後述の延伸での空孔形成と空孔率の制御が容易になりカード用紙のしなり性と復元性の両立を図り易くなり、印刷適性の改善も期待できる。又、70%以下であれば後述の延伸がより容易になる。
【0019】
[樹脂フィルムの成形]
白色フィルムの成形方法は特に制限されない。具体例としては、スクリュー型押出機に接続された単層または多層のTダイやIダイを使用して溶融樹脂をシート状に押し出すキャスト成形、円形ダイを使用し溶融樹脂をチューブ状に押し出し内部の空気圧力で膨張させるインフレーション成形、混練された材料を複数の熱ロールで圧延しシート状に加工するカレンダー成形、圧延成形などが挙げられる。
【0020】
[積層]
白色フィルムは公知の種々の方法により積層することが可能であるが、具体例としては、ダイス内で積層する共押出し成形方式と、複数のダイスを使用する押出しラミネーション方式などが挙げられる。また、これらの方式を組み合わせて使用することも可能である。
【0021】
[延伸]
白色フィルムは通常用いられる種々の方法のいずれかによって延伸することが可能である。
延伸の温度は、白色フィルムに主に用いる熱可塑性樹脂のガラス転移点温度以上から結晶部の融点以下の熱可塑性樹脂の延伸に好適な公知の温度範囲内で行うことができる。具体的には、白色フィルムの熱可塑性樹脂がプロピレン単独重合体(融点155〜167℃)の場合は100〜166℃、高密度ポリエチレン(融点121〜136℃)の場合は70〜135℃であり、融点より1〜70℃低い温度である。また、延伸速度は20〜350m/分にするのが好ましい。
【0022】
延伸方法としては、キャスト成形フィルムを延伸する場合は、ロール群の周速差を利用した縦延伸、テンターオーブンを使用した横延伸、圧延、テンターオーブンとリニアモーターの組み合わせによる同時二軸延伸などを挙げることができる。又、インフレーションフィルムの延伸方法としては、チューブラー法による同時二軸延伸を挙げることができる。
延伸倍率は特に限定されず、白色フィルムに用いる熱可塑性樹脂の特性等を考慮して適宜決定する。例えば、熱可塑性樹脂としてプロピレン単独重合体ないしはその共重合体を使用する時には、一方向に延伸する場合は好ましくは約1.2〜12倍、より好ましくは2〜10倍であり、二軸延伸の場合には面積倍率で好ましくは1.5〜60倍、より好ましくは4〜50倍である。その他の熱可塑性樹脂を使用する時には、一方向に延伸する場合は好ましくは1.2〜10倍、より好ましくは2〜5倍であり、二軸延伸の場合には面積倍率で好ましくは1.5〜20倍、より好ましくは4〜12倍である。
【0023】
このようにして得られる延伸フィルムは、微細な空孔をフィルム内部に多数有するものである。空孔の存在により、空孔が存在しない延伸フィルムと比較してよりしなやかになり、又、空孔の光拡散により不透明度と白色度の高いフィルムを得ることができる。
白色フィルムの肉厚は好ましくは40〜500μm、より好ましくは50〜400μmの範囲である。40μm以下であれば得られるカード用紙に十分な腰が得られ易い。又、500μm以下であれば得られるカード用紙の肉厚がトランプカード等への使用により適したものとなる。
【0024】
白色フィルムは少なくとも1軸方向に延伸されていることが好ましく、2層構造、3層以上の多層構造のものであってもよく、この多層構造の延伸軸数が1軸/1軸、1軸/2軸、2軸/1軸、1軸/1軸/2軸、1軸/2軸/1軸、2軸/1軸/1軸、1軸/2軸/2軸、2軸/2軸/1軸、2軸/2軸/2軸であっても良い。白色フィルムを多層にすることで、印刷適性、カード用紙への加工適性、鉛筆硬度の向上、曲げ弾性率の向上等の様々な機能の付加が可能となる。
【0025】
[貼合]
本発明のカード用紙は隠蔽層の両面に白色フィルムを積層する必要がある。このとき、隠蔽層の両面に対称に白色フィルムを積層する。ここでいう「対称に白色フィルムを積層する」とは、材質および形状が実質的に同じである白色フィルムを面対称に積層することをいう。ここでいう実質的に同じとは、本発明の所期の効果が得られる程度の同一性を有することをいう。例えば、2枚の白色フィルムの肉厚差は±10%以内であることが好ましく、±5%以内であることがより好ましく、±2%以内であることが特に好ましい。最も好ましいのは、2枚の白色フィルムの材質および形状が完全に同一である場合である。
積層方法としては、コーティングされた接着剤が乾燥した直後にロールを介して連続的に貼り合わせるドライラミネート方式や、予めシート状に断裁された白色フイルム上にコーターにて接着剤をコーティングし乾燥後にロールにて圧着して貼合する方法が好ましい。
【0026】
掛かる接着剤としては公知の接着剤が使用でき、具体的にはポリエステル系樹脂、ポリエーテル系樹脂、ポリウレタン系接樹脂、アクリル系接着剤、エポキシ系樹脂、ABS系樹脂、ゴム系接着剤、シリコーン系接着剤等が代表的である。
これら接着剤の形態としては、溶剤型、エマルジョン型、ホットメルト型のもの等を使用することができ、一般的には溶剤型、エマルジョン型のものをコーティングすることにより設けられる。
接着剤のコーティングは、ロールコーター、ブレードコーター、バーコーター、エアーナイフコーター、グラビアコーター、リバースコーター、ダイコーター、リップコーター、スプレーコーター、コンマコーター等により行われ、必要によりスムージングを行い、乾燥工程を経て、接着剤層が形成される。
接着剤層の肉厚は好ましくは0.1〜30μm、より好ましくは0.2〜20μmの範囲である。
【0027】
[隠蔽層]
本発明のカード用紙における隠蔽層は、白色フィルムだけでは不足する隠蔽性を補うものでありカード用紙の中芯に設けられるものである。隠蔽層は、カード用紙の表面に絵柄を印刷して表面から蛍光灯(30W)とハロゲンライト(100W)の光を当てても、裏面から表面の絵柄の判別ができない程度の隠蔽性を有する。
隠蔽層に用いる顔料を含有する層であることが好ましく、掛かる顔料にはカーボンブラック、酸化チタン、酸化チタンウィスカー等の公知の着色顔料を使用することができる。隠蔽層に用いる顔料の平均粒径は好ましくは0.01〜20μm、より好ましくは0.05〜10μmの範囲である。
【0028】
隠蔽層は接着剤に着色顔料を混合した1層のみからなるものであっても良く(図1)、着色顔料層と接着剤層を別に設けた構成であっても良い(例えば図2)。又、着色顔料層と接着剤層を別に設ける場合は着色顔料層と接着剤層がそれぞれ2層以上ある構造でも良い。着色顔料層を2層以上設けることでより隠蔽性の高いカード用紙を得ることが可能となる(例えば図3)。
隠蔽層を1層のみで形成する場合は、接着剤に着色顔料を配合して形成する。着色顔料の含有率は好ましくは1〜80重量%、より好ましくは5〜70重量%の範囲である。又、接着剤の含有率は好ましくは99〜1重量%、より好ましくは95〜30重量%の範囲である。
【0029】
着色顔料層と接着剤層を別に形成する場合、着色顔料層における着色顔料の含有率は好ましくは1〜80重量%、より好ましくは5〜70重量%の範囲であり、着色顔料層におけるバインター成分の含有率は好ましくは99〜20重量%、より好ましくは95〜30重量%の範囲である。着色顔料の含有率が1重量%以上であれば充分な隠蔽性が得られやすく、80重量%以下であれば隠蔽層に十分な強度を持たせてカード用紙を剥がれ難くすることができる。又、着色顔料層と接着剤層を別に形成する場合、着色顔料層の肉厚と接着剤層の肉厚の比率は好ましくは1:0.1〜10であり、より好ましくは1:0.2〜5の範囲である。着色顔料層や接着剤層を2層以上設ける場合は、各層の総肉厚が上記比率の範囲内になるようにすることが好ましい。
【0030】
尚、本発明のカード用紙における隠蔽層には、接着剤を含まない着色顔料層と接着剤を含む着色顔料層(着色顔料を含む接着剤層)がともに含まれていてもよい。又、さらに着色顔料を含まない接着剤層を含まれていてもよい。本発明では、これらの層を適宜組み合わせて隠蔽層を形成することができる。
【0031】
本発明のカード用紙における隠蔽層の肉厚は好ましくは0.1〜20μm、より好ましくは0.3〜15μmの範囲である。隠蔽層の厚みが0.1μm以上であれば充分な隠蔽性が得られやすく、15μm以下であれば着色顔料層の肉厚変動を抑えやすいため剛度が均一で安定した品質のカード用紙を容易に製造することができる。
本発明のカード用紙の肉厚は好ましくは80〜1000μmであり、より好ましくは100〜800の範囲である。
【0032】
[熱処理]
本発明のカード用紙は貼合後に熱処理を施すことも可能である。熱処理により貼り合わせて製造したカード用紙にカールが発生していた場合にカールの矯正が可能であり、カールの小さいカード用紙が得られる。又、接着剤の硬化を促進することにより白色フィルムの接着強度を短時間で安定させることが可能となる。かかる熱処理の温度は好ましくは30℃〜120℃、より好ましくは30℃〜100℃の範囲であり、処理時間は熱処理温度により異なるが好ましくは1〜72時間の範囲内である。
【0033】
[印刷]
本発明のカード用紙の片面及び/又は両面に印刷を施すことにより、本発明のカード用紙は様々な用途のカードに使用できる。印刷はオフセット印刷、凸版印刷、グラビア印刷、フレキソ印刷、レタープレス印刷、シルクスクリーン印刷、インクジェット記録方式、感熱記録方式、熱転写記録方式、電子写真記録方式などの公知の手法を用いることが可能である。
更に、必要に応じて印刷した後、その上にクリアー層を設けることも可能である。クリアー層の形成は透明インクの印刷、透明樹脂の塗工、透明フィルムの貼合、溶融透明樹脂の押出しラミネートによる積層など公知の手法を用いることが可能である。クリアー層の形成は印刷工程の中で行っても良いし、印刷とは別の工程であっても良い。
【0034】
[鉛筆硬度]
本発明のカード用紙の表面と裏面の鉛筆硬度は4H〜9H、より好ましくは5H〜9Hの範囲である。鉛筆硬度が4Hに満たないと、表面強度不足によりコインで叩いたり、爪で引っ掻くことにより表面に印しを付けることが可能となり、例えばトランプカードとしたときにカードの種類の判別が容易になってしまう欠点がある。
尚、本発明でいう鉛筆硬度は、JIS−K−5401−69記載の方法で10g荷重にて測定した値である。
【0035】
[空孔率]
本発明のカード用紙の空孔率は好ましくは1〜25%、より好ましくは3〜20%の範囲である。空孔率が1%以上であれば硬くて十分なしなり性を持ったカード用紙が得られ易い。又、空孔率が25%以下であればカード用紙全体の強度が強くて爪などで引っ掻くことによる変形を防ぎ易い。本発明のカード用紙の密度は好ましくは1〜25g/m3、より好ましくは3〜20g/m3の範囲である。密度が1g/m3以上であればカード用紙に充分なしなり性が得られ易い。又、30g/m3以下であればカード用紙全体の強度が強く、爪などで引っ掻くことによる変形を防ぎ易い。
本発明でいうカード用紙の空孔率はカード用紙の見掛け密度と、カード用紙の真密度(270℃に加熱したプレス成形機による加圧した後に測定した密度)より次式(1)により算出される。
空孔率(%)=〔(ρ0 −ρ)/ρ0 〕×100 ・・・(1)
(上式において、ρ0はカード用紙の真密度、ρはカード用紙の見掛け密度を表す。)
尚、本発明の見掛け密度ρはカード用紙の厚みと重量より次式(2)より算出される。
見掛け密度 ρ=W/(T×A) ・・・(2)
(上式において、Tはカード用紙の厚み、Wはカード用紙の重量、Aは測定したカード用紙の面積を表す。)
又、真密度ρ0はJIS−K−7112に記載の方法で、試料の空気中の重量と試料の水中の重量より算出する水中置換法により測定される。
【0036】
[曲げ弾性率]
本発明のカード用紙の曲げ弾性率は好ましくは3500〜10000MPa、より好ましくは4000〜8000MPaの範囲である。3500MPa以上であれば歪みに強くて回復力があり、リフル・シャッフルなどでカードに変形を与えても迅速にフラットな元の状態に戻りやすい。又、10000MPa以下であればしなりがあるためカードが割れ難くなる傾向にある。
本発明におけるカード用紙の曲げ弾性率は、JIS−K−7171に準拠し、幅30mm、長さ50mm、支点間距離20mm、試験速度2mm/分にて応用試験装置(島津製作所製、AUTOGRAPH)により歪み0.0005と0.0025の曲げ応力より算出した値である。曲げ弾性率は幅方向と流れ方向の両方を測定し、値が高い方の値を代表値として用いる。
【0037】
[最大カール高さ]
本発明のカード用紙の最大カール高さは好ましくは3mm以下、より好ましくは2mm以下である。最大カール高さが3mm以下であればカードとして仕上げたものを長期間保管しても更にカールが大きくなり過ぎることもなく、トランプカードなどへの使用により適している。
本発明におけるカード用紙の最大カール高さは、カード用紙より得られた10cm四方のシートを温度60±3℃のオーブンに7日間保持後取り出し、室温で30分間放置後にガラス板上に置き、四辺の浮き上がりの高さを表裏それぞれ測定して求めた最大値である。
【0038】
[全光線透過率]
本発明のカード用紙の全光線透過率は好ましくは1.0%以下、より好ましくは0.5%以下である。1.0%以下であれば、表面の絵柄が裏面からより判別しにくくなるためトランプカードなどへの使用により適している。
本発明におけるカード用紙の全光線透過率は、JIS−P−8118に準拠して測定装置(日立製作所製:U−3310)を用いて測定した400〜700nmの各波長の透過率(%)の平均値である。
【実施例】
【0039】
以下に製造例、実施例、比較例および試験例を記載して、本発明を更に具体的に説明する。
以下に示す材料、使用量、割合、操作等は、本発明の精神から逸脱しない限り適宜変更することができる。したがって、本発明の範囲は以下に示す具体例に制限されるものではない。
なお、以下に記載される%は、特記しない限り重量%である。本発明の製造例に使用する熱可塑性樹脂組成物を表1にまとめて示す。
【0040】
【表1】
【0041】
[白色フィルムの製造]
(製造例1)
熱可塑性樹脂組成物aを230℃に設定した押出機にて混練した後、250℃に設定した押出ダイに供給しシート状に押し出し、これを冷却装置により冷却して無延伸シートを得た。この無延伸シートを145℃に加熱して縦方向に3.5倍延伸した。可塑性樹脂組成物cを250℃に設定した押出機で混練した後、シート状に押し出して上で調整した3.5倍延伸フィルムの表面及び裏面それぞれに積層し、3層構造の積層フィルムを得た。次いで、この3層構造の積層フィルムを60℃まで冷却し、テンターオーブンを用いて再び約155℃に加熱して横方向に8.0倍延伸した後、160℃に調整した熱セットゾーンにより熱処理を行った。その後60℃に冷却して耳部をスリットし、表裏に40w/m2のコロナ放電処理を施して3層〔70/60/70μm:延伸層構成(1軸/2軸/1軸)〕構造の肉厚200μmの白色フィルムを得た。
【0042】
(製造例2)
熱可塑性樹脂組成物bを230℃に設定した押出機にて混練した後、250℃に設定した押出ダイに供給しシート状に押し出し、これを冷却装置により冷却して無延伸シートを得た。この無延伸シートを145℃に加熱して縦方向に3.5倍延伸した。可塑性樹脂組成物cを250℃に設定した押出機で混練した後、シート状に押し出して上で調整した3.5倍延伸フィルムの表面及び裏面それぞれに積層し、3層構造の積層フィルムを得た。次いで、この3層構造の積層フィルムを60℃まで冷却し、テンターオーブンを用いて再び約155℃に加熱して横方向に8.0倍延伸した後、160℃に調整した熱セットゾーンにより熱処理を行った。その後60℃に冷却して耳部をスリットし、表裏に40w/m2のコロナ放電処理を施して3層〔40/70/40μm:延伸層構成(1軸/2軸/1軸)〕構造の肉厚150μmの白色フィルムを得た。
【0043】
(製造例3)
熱可塑性樹脂組成物aを230℃に設定した押出機にて混練した後、250℃に設定した押出ダイに供給しシート状に押し出し、これを冷却装置により冷却して無延伸シートを得た。この無延伸シートを140℃に加熱して縦方向に4.5倍延伸し、ロール郡よりなる熱セットロールを使用して155℃に加熱して熱処理を行った。その後60℃に冷却して耳部をスリットし、表裏に40w/m2のコロナ放電処理を施して単層1軸延伸の肉厚170μmの白色フィルムを得た。
【0044】
(製造例4)
熱可塑性樹脂組成物aを230℃に設定した押出機にて混練した後、250℃に設定した押出ダイに供給しシート状に押し出し、これを冷却装置により冷却して無延伸シートを得た。この無延伸シートを150℃に加熱して縦方向に3.5倍延伸した。次いで、テンターオーブンを用いて再び約155℃に加熱して横方向に8.0倍延伸した後、160℃に調整した熱セットゾーンにより熱処理を行った。その後60℃に冷却して耳部をスリットし、表裏に40w/m2のコロナ放電処理を施して単層2軸延伸の肉厚130μmの白色フィルムを得た。
【0045】
【表2】
【0046】
[カード用紙の製造]
実施例にてカード用紙を製造する際に使用した着色顔料塗料と接着塗料を表3に示す。
【0047】
【表3】
【0048】
(実施例1)
白色フィルム(製造例1)にグラビアコーターを用いて着色顔料塗料(3)を乾燥後の塗工量が4g/m2になる様に塗工し、50℃に設定したオーブンにて乾燥して隠蔽性接着剤付きの白色フィルムを作成した。オーブンから出てきた隠蔽性接着剤付きの白色フィルムの塗工面に別の白色フィルム(製造例1)をニップロールにて貼り合わせた後、ロールに巻き取り貼合白色フィルムを得た。
貼合白色フィルムを平版に断裁した後、50℃に設定したエージングルームに12時間放置し、肉厚404μmのカード用紙を得た。
【0049】
(実施例2)
白色フィルム(製造例2)にグラビアコーターを用いて着色顔料塗料(1)を乾燥後の塗工量が2g/m2になる様に塗工し、70℃に設定したオーブンにて乾燥して隠蔽層付きの白色フィルムを得た。
次いで別の白色フィルム(製造例2)にグラビアコーターを用いて接着塗料を乾燥後の塗工量が2g/m2になる様に塗工し、50℃に設定したオーブンにて乾燥し、先に作成した隠蔽層付き白色フィルムとニップロールにて貼り合わせて後、ロールに巻き取り貼合白色フィルムを得た。
ロール状の貼合白色フィルムを50℃に設定したエージングルームにて12時間放置し、更に平版に断裁した後、40℃に設定したエージングルームにて24時間放置し、肉厚304μmのカード用紙を得た。
【0050】
(実施例3)
白色フィルム(製造例3)にグラビアコーターを用いて着色顔料塗料(1)を乾燥後の塗工量が2g/m2になる様に塗工し、70℃に設定したオーブンにて乾燥して隠蔽層付きの白色フィルムの巻取り品を2本作成した。
片方の隠蔽層付き白色フィルムの隠蔽層面にグラビアコーターを用いて接着塗料を乾燥後の塗工量が3g/m2になる様に塗工し、50℃に設定したオーブンにて乾燥し、もう一方の隠蔽層付き白色フィルムとニップロールにて貼り合わせて後、ロールに巻き取り貼合白色フィルムを得た。
貼合白色フィルムを平版に断裁した後、70℃に設定したエージングルームにて12時間放置し、肉厚347μmのカード用紙を得た。
【0051】
(実施例4)
白色フィルム(製造例4)にグラビアコーターを用いて着色顔料塗料(2)を乾燥後の塗工量が5g/m2になる様に塗工し、80℃に設定したオーブンにて乾燥して隠蔽層付きの白色フィルムを得た。
次いで別の白色フィルム(製造例2)にグラビアコーターを用いて接着塗料を乾燥後の塗工量が3g/m2になる様に塗工し、60℃に設定したオーブンにて乾燥し、先に作成した隠蔽層付き白色フィルムとニップロールにて貼り合わせて後、ロールに巻き取り貼合白色フィルムを得た。
貼合白色フィルムを平版に断裁した後、40℃に設定したエージングルームにて24時間放置し、肉厚267μmのカード用紙を得た。
【0052】
(比較例1)
実公昭61−198号公報の製造例を用いた。
【0053】
(比較例2)
白色フィルム(製造例2)にグラビアコーターを用いて接着塗料を乾燥後の塗工量が2g/m2になる様に塗工し、50℃に設定したオーブンにて乾燥し、別の白色フィルムとニップロールにて貼り合わせて後、ロールに巻き取り貼合白色フィルムを得た。
ロール状の貼合白色フィルムを50℃に設定したエージングルームにて12時間放置し、更に平版に断裁した後、40℃に設定したエージングルームにて24時間放置し、肉厚302μmの隠蔽層の無いカード用紙を得た。
【0054】
[試験例]
(トランプカードの作成)
実施例で得たカード用紙に4色オフセット印刷機[三菱重工製、名称:OF−4]で油性オフセットインキ[(株)T&K TOKA製ベストSP墨、藍、紅、黄]を用いて各色の転移量が1.5g/m2となるように表裏に印刷を施した。この際、表面には数字絵柄を印刷し、反対面に藍のベタ印刷を行った。
印刷したカード用紙の表裏に卓上バーコータ−を用いてUV硬化型ニス[東洋インキ製、商品名:TU504FDSS盛り上げワニス]を5g/m2塗工し、100mJ/m2のUV照射に硬化した後、打ち抜き歯型で長手89mm×幅57mmに打ち抜きトランプカードを作成した。尚、打ち抜きの際、曲げ弾性率の高い方向を長手となる様に打ち抜きを実施した。
【0055】
(インクの密着性)
トランプカードの表面を500円硬化10回擦り、表面のインクの密着性を観察し、以下の3段階で評価した。
良好(○) インクが全く剥がれない。
やや良好(△) 部分的にインクがかすれる部分がある。
不良(×) インクが剥がれてしまう部分がある。
【0056】
(曲げ適性)
トランプカードを長手方向に1cmの筒状に丸めて1時間保持した後の表面の状態を観察し、以下の3段階で評価した。
良好(○) 全く変化が無し。
やや良好(△) 表面に細かいヒビが発生する。
不良(×) 折れ皺が発生している。
【0057】
(曲げ回復性)
トランプカードの長手方向に丸めて丁度一週する様な円を作り手で30秒間保持した後、ガラス板上に放置して30秒後の4隅のガラス板からの浮きを測定し、以下の3段階で評価した。
良好(○) 浮き高さが3mm以下である。
やや良好(△) 浮き高さが5mm以下である。
不良(×) 浮き高さが5mmを越える。
【0058】
(耐スクラッチ性)
トランプカードを10枚の隅に親指の爪で傷を付け、何枚が傷により判別可能であるかを評価し、以下の3段階で評価した。
良好(○) 全てが判別できず。
やや良好(△) 3枚未満のカードが判別可能である。
不良(×) 3枚以上判別可能である。
【0059】
(隠蔽性)
トランプカードを手で持ち後ろから蛍光灯(30W)とハロゲンライト(100W)の光を当て背面から表の絵柄の判別が可能であるかを評価し、以下の3段階で評価した。
良好(○) 全く判別できない。
やや良好(△) ハロゲンライトの光では判別が可能である。
不良(×) 蛍光灯の光で判別可能である。
【0060】
以上の評価結果をまとめて表4に示す。
【0061】
【表4】
【産業上の利用可能性】
【0062】
本発明によれば、優れたしなり性と復元性をあわせ持ち、カールが小さく、スクラッチ耐性、隠蔽性、印刷適性をあわせ持ったプラスチック製カード用紙を提供することができる。本発明のカード用紙はトランプカード、ゲームカード、トレーディングカード、スクラッチカード、プリペイドカード、証明書などの様々なカード用に利用でき極めて有用である。
【図面の簡単な説明】
【0063】
【図1】本発明のカード用紙の層構成の一例である。
【図2】本発明のカード用紙の層構成の一例である。
【図3】本発明のカード用紙の層構成の一例である。
【符号の説明】
【0064】
A 白色フィルム
B 隠蔽層
B−1 着色顔料層
B−2 接着剤層
【特許請求の範囲】
【請求項1】
隠蔽層の両面に空孔を含有する白色フィルムが対称に積層された構造を有しており、表面及び裏面の鉛筆硬度が4H〜9Hであることを特徴とするカード用紙。
【請求項2】
隠蔽層が顔料を1〜80重量%含有する接着剤層からなることを特徴とする請求項1に記載のカード用紙。
【請求項3】
隠蔽層が少なくとも着色顔料層と接着剤層の2層からなることを特徴とする請求項1に記載のカード用紙。
【請求項4】
隠蔽層が着色顔料層、接着剤層、着色顔料層の順に積層されていることを特徴とする請求項1に記載のカード用紙。
【請求項5】
白色フィルムが少なくとも1軸方向に延伸されていることを特徴とする請求項1〜4いずれか一項に記載のカード用紙。
【請求項6】
白色フィルムが多層構造体であることを特徴とする請求項1〜5いずれか一項に記載のカード用紙。
【請求項7】
白色フィルムが2軸延伸層を含んでいることを特徴とする請求項1〜6いずれか一項に記載のカード用紙。
【請求項8】
カード用紙の空孔率が1〜25%であることを特徴とする請求項1〜7いずれか一項に記載のカード用紙。
【請求項9】
白色フィルムが熱可塑性樹脂30〜99%と無機微細粉末及び/又は有機フィラー70〜1%を含むことを特徴とする請求項8に記載のカード用紙。
【請求項10】
熱可塑性樹脂がポリオレフィンを含むことを特徴とする請求項9に記載のカード用紙。
【請求項11】
肉厚が80〜1000μmであることを特徴とする請求項1〜10のいずれか一項に記載のカード用紙。
【請求項12】
曲げ弾性率が3500〜10000MPaであることを特徴とする請求項1〜11のいずれか一項に記載のカード用紙。
【請求項13】
全光線透過率が1.0%以下であることを特徴とする請求項1〜12のいずれか一項に記載のカード用紙。
【請求項14】
請求項1〜12のいずれか一項に記載のカード用紙から得られた10cm四方のシートを60℃条件下で7日間放置した後の最大カール高さが3mm以下であることを特徴とするカード用紙。
【請求項15】
着色顔料層を設けた一方の白色フィルムと、接着剤層を設けた他方の白色フィルムを貼り合わせることを特徴とする請求項3〜14のいずれか一項に記載のカード用紙の製造方法。
【請求項16】
一方の白色フィルムに顔料を1〜80重量%含有する接着剤を設けた後、他方の白色フィルムを貼り合わせることを特徴とする請求項2〜15のいずれか一項に記載のカード用紙の製造方法。
【請求項17】
両方の白色フィルムに着色顔料層を設けた後、少なくとも一方の白色フィルムに接着剤層を設けた後、もう一方の白色フィルムと貼り合わせることを特徴とする請求項3〜15のいずれか一項に記載のカード用紙の製造方法。
【請求項18】
請求項1〜14のいずれか一項に記載のカード用紙の両面に印刷を施して作成したトランプカード。
【請求項19】
請求項1〜14のいずれか一項に記載のカード用紙の両面に印刷を施し、少なくとも片面にクリアー層を設けたトランプカード。
【請求項1】
隠蔽層の両面に空孔を含有する白色フィルムが対称に積層された構造を有しており、表面及び裏面の鉛筆硬度が4H〜9Hであることを特徴とするカード用紙。
【請求項2】
隠蔽層が顔料を1〜80重量%含有する接着剤層からなることを特徴とする請求項1に記載のカード用紙。
【請求項3】
隠蔽層が少なくとも着色顔料層と接着剤層の2層からなることを特徴とする請求項1に記載のカード用紙。
【請求項4】
隠蔽層が着色顔料層、接着剤層、着色顔料層の順に積層されていることを特徴とする請求項1に記載のカード用紙。
【請求項5】
白色フィルムが少なくとも1軸方向に延伸されていることを特徴とする請求項1〜4いずれか一項に記載のカード用紙。
【請求項6】
白色フィルムが多層構造体であることを特徴とする請求項1〜5いずれか一項に記載のカード用紙。
【請求項7】
白色フィルムが2軸延伸層を含んでいることを特徴とする請求項1〜6いずれか一項に記載のカード用紙。
【請求項8】
カード用紙の空孔率が1〜25%であることを特徴とする請求項1〜7いずれか一項に記載のカード用紙。
【請求項9】
白色フィルムが熱可塑性樹脂30〜99%と無機微細粉末及び/又は有機フィラー70〜1%を含むことを特徴とする請求項8に記載のカード用紙。
【請求項10】
熱可塑性樹脂がポリオレフィンを含むことを特徴とする請求項9に記載のカード用紙。
【請求項11】
肉厚が80〜1000μmであることを特徴とする請求項1〜10のいずれか一項に記載のカード用紙。
【請求項12】
曲げ弾性率が3500〜10000MPaであることを特徴とする請求項1〜11のいずれか一項に記載のカード用紙。
【請求項13】
全光線透過率が1.0%以下であることを特徴とする請求項1〜12のいずれか一項に記載のカード用紙。
【請求項14】
請求項1〜12のいずれか一項に記載のカード用紙から得られた10cm四方のシートを60℃条件下で7日間放置した後の最大カール高さが3mm以下であることを特徴とするカード用紙。
【請求項15】
着色顔料層を設けた一方の白色フィルムと、接着剤層を設けた他方の白色フィルムを貼り合わせることを特徴とする請求項3〜14のいずれか一項に記載のカード用紙の製造方法。
【請求項16】
一方の白色フィルムに顔料を1〜80重量%含有する接着剤を設けた後、他方の白色フィルムを貼り合わせることを特徴とする請求項2〜15のいずれか一項に記載のカード用紙の製造方法。
【請求項17】
両方の白色フィルムに着色顔料層を設けた後、少なくとも一方の白色フィルムに接着剤層を設けた後、もう一方の白色フィルムと貼り合わせることを特徴とする請求項3〜15のいずれか一項に記載のカード用紙の製造方法。
【請求項18】
請求項1〜14のいずれか一項に記載のカード用紙の両面に印刷を施して作成したトランプカード。
【請求項19】
請求項1〜14のいずれか一項に記載のカード用紙の両面に印刷を施し、少なくとも片面にクリアー層を設けたトランプカード。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2006−347030(P2006−347030A)
【公開日】平成18年12月28日(2006.12.28)
【国際特許分類】
【出願番号】特願2005−176779(P2005−176779)
【出願日】平成17年6月16日(2005.6.16)
【出願人】(000122313)株式会社ユポ・コーポレーション (73)
【Fターム(参考)】
【公開日】平成18年12月28日(2006.12.28)
【国際特許分類】
【出願日】平成17年6月16日(2005.6.16)
【出願人】(000122313)株式会社ユポ・コーポレーション (73)
【Fターム(参考)】
[ Back to top ]