
カード
【課題】本発明では、表面に保護層を有するカードにおいて、成形加工適性があり、かつカード表面全域で高い表面保護性能、特に高い耐磨耗性能を有するカードとすることを目的とする。
【解決手段】単層または複数層からなるカード基材と、該カード基材の片面または両面に保護層を有するカードであって、該保護層が、粒径0.1〜10.0μmの粒子を含む熱可塑性樹脂からなることを特徴とするカードとするものである。また、保護層を形成した側のカード表面に成形加工を施してなることを特徴とする。
【解決手段】単層または複数層からなるカード基材と、該カード基材の片面または両面に保護層を有するカードであって、該保護層が、粒径0.1〜10.0μmの粒子を含む熱可塑性樹脂からなることを特徴とするカードとするものである。また、保護層を形成した側のカード表面に成形加工を施してなることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はエンボス加工を施してなるカードに関する。
【背景技術】
【0002】
従来、磁気カード、ICカード等のカードにおいて、磁気リーダーやICリーダーへの挿入や、財布などの収納部材からの出し入れを繰り返すとカード表面が削られてくるという問題が知られており、これを解決するために、表面を保護するために保護層を有するカードが知られている。
例えば、磁気ストライプ上に絵柄と保護層が形成されたいわゆるオーバープリントカードは、磁気カード、接触型ICカード、非接触型ICカード等に幅広く使われているが、磁気特性を考慮するとスペーシングロスを小さくするために絵柄と保護層の膜厚は極力小さくすることが好ましい。
【0003】
オーバープリントカードの表面強度を向上させる方法としては、保護層表面の摩擦係数を小さくして滑りを良くする方法と保護層の硬度を上げる方法が挙げられるが、一般的にカードにはエンボス・ティッピング・ホログラム転写・UG(ウルトラグラフィックス)等の後加工が入る場合が多く、これらの後加工適性と表面強度を同時に向上させることは困難であることが知られている。
【0004】
保護層としては、樹脂材料を塗布してオーバーコート層を形成する方法や特許文献1や特許文献2に記載されているポリ塩化ビニルフィルム等の熱可塑性樹脂フィルムを用いる方法などが知られている。
これらの方法を用いた場合、樹脂材料を塗布して形成した保護層も熱可塑性樹脂フィルムを用いた保護層も十分な柔軟性があるので、エンボス加工時に保護層がエンボスの凸部に対して追従することができ、保護層が破断するような現象は起こらない。しかし、これらの方法では、保護層自体の強度が弱く、表面にキズが入ったり、保護層自体が削られるといった問題がある。
【0005】
表面強度の高い保護層として、強度に優れた二軸延伸ポリエチレンテレフタレート等のプラスチックフィルムを用いることが考えられるが、この方法ではエンボス加工を行うと保護層が凸部に追従できないために、基材からの剥離や保護層自体の破断や表面の割れなどが発生する。
また、ディスプレイの表面フィルムの分野では、例えば特許文献3のように、紫外線硬化樹脂を主成分としたハードコート層を用いることが知られているが、このような硬化樹脂は、前述の二軸延伸ポリエチレンテレフタレート等のプラスチックフィルムと同様、エンボス加工時に硬すぎるために保護層自体の破断や表面の割れなどが発生する。
このように、表面が極端に硬くなる硬化性の樹脂を使用すると、エンボス加工時に保護層表面が割れる現象が発生するため、十分な強度を有しかつエンボス加工適性を有する保護層とするのは困難であった。
【0006】
また、特許文献4のように、磁気カードにおいて、カード最表面に設ける保護層として、傷がつく機会が多い磁気テープ上の領域には熱硬化性樹脂からなる保護層を、それ以外の領域にはエンボス適性を付与するため熱可塑性樹脂からなる保護層を設ける、という構成が知られている。
しかし、熱硬化性樹脂からなる領域と熱可塑性樹脂からなる領域の間に境界が出来き、外観上好ましくない。さらに、熱硬化性からなる領域以外は強度が弱いため、サイフからの出し入れなど、カード表面全体が擦れる場合には、傷が付きやすいという問題がある。
【0007】
【特許文献1】特開昭61−52787
【特許文献2】特開昭58−94132
【特許文献3】特開平8−286001
【特許文献4】特開平5−270176
【発明の概要】
【発明が解決しようとする課題】
【0008】
このように、従来では表面の保護性能とエンボス加工などの成形加工適性を両立することは困難であった。
そこで、本発明では、表面に保護層を有するカードにおいて、成形加工適性があり、かつカード表面全域で高い表面保護性能、特に高い耐磨耗性能を有するカードとすることを目的とする。
【課題を解決するための手段】
【0009】
本発明は、単層または複数層からなるカード基材と、該カード基材の片面または両面に保護層を有するカードであって、該保護層が、粒子を含む熱可塑性樹脂からなることを特徴とするカードとする。
また、保護層を形成した側のカード表面に成形加工を施してなることを特徴とする。
また、成形加工がエンボス加工であることを特徴とする。
また、粒子が、無機系粒子または熱硬化性樹脂を主成分とする粒子からなることを特徴とする。
また、保護層がカード基材側の第1の保護層と表面側の第2の保護層の2層からなり、第1の保護層が、粒子を含む熱可塑性樹脂からなり、第2の保護層が、熱可塑性樹脂からなることを特徴とする。
また、2層からなる保護層の全体の膜厚に対し第2の保護層の膜厚が40%以下であり、かつ第2の保護層が1μm以下であることを特徴とする。
また、2層からなる保護層の全体の膜厚に対し第2の保護層の膜厚が60%以下であり、かつ第1の保護層に含まれる粒子が、第1の保護層と第2の保護層の境界にまたがって存在することを特徴とする。
【発明の効果】
【0010】
本発明では、表面に保護層を有するカードにおいて、成形加工適性があり、かつカード表面全域で高い表面保護性能、特に高い耐磨耗性能を有するカードとすることができる。
【図面の簡単な説明】
【0011】
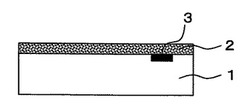
【図1】本発明のカードの一例を示す断面図である。
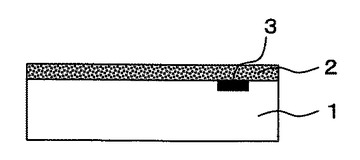
【図2】本発明のカードの一例を示す概略図である。
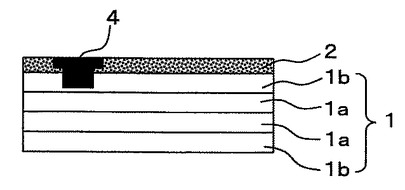
【図3】本発明のカードの一例を示す断面図である。
【図4】本発明のカードの評価の一例を示す説明図である。
【発明を実施するための最良の形態】
【0012】
本発明は、単層または複数層からなるカード基材の表面に熱可塑性樹脂と粒径0.1〜10.0μmの粒子を含む保護層を形成することにより、エンボス等の成形加工適性がありながら、表面保護性能、特に耐磨耗性能の高いカードとすることができるものである。
【0013】
本発明で用いる基材としてはカードの基材として機能するものであれば特に限定するものではない。カード基材は単層の基材を用いてもよいし、複数の基材を積層したものを用いてもよい。複数の基材を積層する場合、例えば1層または2層程度のコア基材の両面に外装基材を積層したものを用いることができる。
カード基材としては、塩化ビニルや塩化ビニル−酢酸ビニル共重合体、テレフタル酸と、シクロヘキサンジメタノール及びエチレングリコールとの共重合体、テレフタル酸とイソフタル酸及びエチレングリコールとの共重合体、またはその共重合体とポリカーボネート及び、またはポリアリレートとのポリマーアロイからなる非晶性ポリエステル、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ABS樹脂、紙、含浸紙等が挙げられる。
これらのカード基材は白色または透明なものを用いることができる。
カード基材の厚みは特に限定するものではないが、総厚で0.76±0.08mm以下であればJISX6301を満たし、クレジットカード、キャッシュカード、IDカードなどに適用できるため好ましい。
【0014】
また、本発明のカードは磁気層を含むことができる。カード基材への磁気層の形成は特に限定するものではないが、例えば磁気ストライプが埋め込まれた透明の外装基材と白色のコア基材を熱成形することにより1枚の板状としたものをカード基材を用いることができる。また、コア基材の片面に磁気ストライプが埋め込まれた透明の外装基材を用い、もう一方の面に磁気ストライプを有さない透明の外装基材を積層したものを用いることができる。
コア基材としては、塩化ビニル系樹脂や非結晶性ポリエステル系樹脂等を用いることができる。
また、外装基材としては、塩化ビニル系樹脂や非結晶性ポリエステル系樹脂等を用いることができる。
【0015】
また、前記カード基材の磁気ストライプを設けた側には、隠蔽層及び絵柄層を形成することができる。
絵柄層は、熱可塑性樹脂、熱硬化性樹脂、紫外線硬化性樹脂等の樹脂に無機顔料を10〜60重量%を任意に用いることができる。絵柄層はオフセット印刷法やスクリーン印刷法を用いて形成することができる。オフセット印刷法を用いる場合、アクリル樹脂、ウレタン樹脂、エポキシ樹脂、ポリエステル樹脂を主体としたインキを用いることができ、スクリーン印刷法を用いる場合は塩化ビニル樹脂、酢酸ビニル樹脂、エポキシ樹脂、ポリエステル樹脂、アクリル樹脂、ウレタン樹脂またはそれらの共重合体を主体としたインキを用いることができる。絵柄層の厚みは3.0μm以下であることが好適である。
【0016】
また、接触式のIC機能を持たせることもできる。
接触式のICカードとする場合、例えばコア基材の両面に外装基材を積層し、表面にミリング加工を施し、ICモジュールを埋め込んだものをカード基材として用いることができる。
コア基材としては、塩化ビニル系樹脂や非結晶性ポリエステル系樹脂等を用いることができる。
また、外装基材としては、塩化ビニル系樹脂や非結晶性ポリエステル系樹脂等を用いることができる。
なお、外装基材上には前述した方法と同様の方法で絵柄層を形成することができる。
【0017】
また、非接触式のIC機能を持たせることもできる。
非接触式のICカードとする場合、例えばICモジュール及びアンテナを形成したICインレットの両面をそれぞれ1層または2層の中間基材で積層したコア基材を用い、さらに両面に外装基材を積層したものをカード基材を用いることができる。
ICインレットは、ポリエステル系フィルムなどのプラスチックシートに、アンテナコイルを形成し、ICモジュールと接続したもの等を用いることができる。
中間基材としては、非結晶性ポリエステル系樹脂等を用いることができる。
外装基材としては、非結晶性ポリエステル系樹脂等を用いることができる。
なお、外装基材上には前述した方法と同様の方法で絵柄層を形成することができる。
【0018】
接触/非接触式のICカードとする場合、上記非接触式のICカードの表面にミリング加工を施し接触用のICモジュールを埋め込んだものを用いることができる。
また、アンテナシートを挟んだコア基材を用い外装基材を用い、表面にミリング加工を施し接触/非接触用のICモジュールを埋め込んでもよい。
また、さらに磁気ストライプを設けてもよいし、外装基材上に前述した方法と同様の方法で絵柄層を設けてもよい。
【0019】
本発明ではカード基材上に保護層の形成を行う。カード基材上に隠蔽層、絵柄層が形成されている場合は、隠蔽層、絵柄層上に保護層を形成する。形成方法は、熱可塑性樹脂と粒子を含むインキを、スクリーン印刷,グラビア印刷,フレキソ印刷,ダイコーティング等により印刷/コーティングする方法を用いることができる。
また、剥離層を形成した転写基材に印刷/コーティング法により保護層を設け、カード基材に転写形成してもよい。
【0020】
本発明では保護層に熱可塑性樹脂を用いることにより、エンボス加工などの加工適性を有しながら、後述する粒子により、高い耐擦傷性能を満たすものとすることができる。
また、保護層の厚みは0.5〜8.0μmが適当である。これより薄いと加工適性、耐擦傷性能等の保護性能が低くなる。また、これより厚いと加工適正に劣り、また、非磁性部分が厚すぎることによる磁気カードとしての機能低下の原因となる。
【0021】
使用するインキに含まれる熱可塑性樹脂の例としては、一定の柔軟性を有するものであれば特に限定するものではない。塩化ビニル,酢酸ビニル,ポリビニルアルコール、ポリエステル樹脂、ポリウレタン樹脂、アクリル系樹脂、ポリカーボネート樹脂、ABSやそれらの共重合体、ポリマーアロイ等が挙げられる。これらの樹脂であれば、カードの保護層としたときにカードを曲げた際の保護層の追従性に優れると共に、粒子を加えた場合に充分な耐擦傷性などの表面強度を有するものとすることができる。
【0022】
使用する粒子の例としては、以下のものを主成分とするものを用いることができる。
無機系粒子:ZrO2、SiO2、TiO2、Al2O3、Na2O、CaO
熱硬化性樹脂粒子:フェノール樹脂、尿素樹脂、メラミン樹脂、エポキシ樹脂、アルキド樹脂、ポリウレタン系樹脂
熱可塑性樹脂粒子:ポリ塩化ビニル系樹脂、ポリエチレン、ポリプロピレン、ポリスチレン、ポリエステル系樹脂、アクリル系樹脂、
粒子は、保護層に用いられる樹脂よりも硬度が高いことが好ましく、中でも無機系の材料や熱硬化性樹脂を主成分とする粒子は、高い硬度を有するため好ましい。
また、粒子の表面に熱可塑性樹脂との接着力を上げるような有機系樹脂やシランカップリング剤がコーティングされていても良い。
粒子の粒径は0.1〜10μmがよい。特に0.4〜8μmが適している。これより小さいと取り扱いが困難であり、これより大きいと最終的に鏡面光沢が得にくい上に磁気ストライプがカード基材状に配置されたカードである場合に磁気出力が低くなり、機能的に満足しない。なお保護層を後述するように2層構成とする場合は、界面をまたぐように設けることが好ましい。そのため粒子の沈降しやすいものであれば、後述する第一の保護層の膜厚以上の粒径にすることが好ましい。
粒子の配合比は保護層形成後の全体の重量に対し、0.1〜50vol%が好適であり、3〜30vol%が更に好ましい。少なすぎると表面強度向上の効果が得られにくく、多すぎると後加工の熱成形において鏡面光沢になりにくい。
また、保護層のインキに加える添加剤としては、ポリエチレンワックスやPTFEワックス等のワックス類、マイカ、タルク、シリカ等が考えられ、これらを必要に応じて使用することができる。
【0023】
また、インキ中での分散性を考慮すると比重が1.0〜2.0g/cm3であることが望ましく、これより重いとインキ中で沈降してしまいやすい。
【0024】
また、形成された保護層は、鉛筆硬度でHB〜4Hが適当である。この範囲であれば充分な表面保護性能を発揮できる。
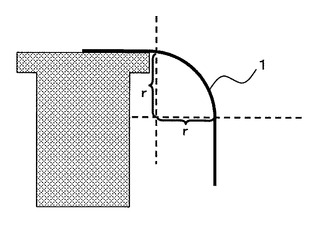
また、カード基材ごと曲げたときに保護層の割れ剥がれが発生しない最小半径が3mm以下であることが好ましい。具体的には、図4に示すようにカードの端部を含む一部を実験台等に固定して、固定した部分以外を曲げていった時、最小半径が3mm以下において、保護層の割れ剥がれが発生しないことが好ましい。
【0025】
本発明の保護層は粒子を含んでいるため、保護層を形成した状態では、保護層の表面はマット状となる場合がある。その場合は、表面を平滑化させてもよい。表面の平滑化は熱成形でカード表面を鏡面状にすることができる。表面の粗さはRaが0.1μm以下であることが好ましい。保護層の粒子が表面に浮き出たりして上記範囲よりRaが大きくなると、転写加工などを施す時に転写不良を起こす原因となる。
具体的には、カード基材をRaが0.1μm以下の金属板で挟み、ラミネートプレス等で成形することができる。このとき、金属板とカード基材の間にRaが0.1μm以下のフィルムを挟んでも良い。フィルムの材質は例えば、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリブチレンテレフタレート等を用いることが出来る。
ラミネートプレスの条件は、樹脂が軟化しながらビーズが変形しない温度である必要がある。そのため、樹脂にもよるが90〜180℃(Tg+30〜100℃程度)、圧力が1.0〜40MPaが適している。
【0026】
また、保護層は前述の粒子を含み熱可塑性樹脂を主成分とする第1の保護層と粒子を含まない熱可塑性樹脂を主成分とした第2の保護層の2層構成の保護層を用いてもよい。
第2の保護層は粒子を含まないため、平滑化処理をしなくても表面を平滑にすることもできる。また、表面平滑化処理をしてもよい。
保護層の厚みは2層を合わせた合計で1〜8μmとなると良い。また2層構成とする場合、2層からなる保護層の全体の膜厚に対し第2の保護層の膜厚が40%以下にすることがよく、また第2の保護層の厚みを1μm以下にすることが好ましい。第2の保護層は粒子を含まないため、表面強度が高くないが、上記範囲内であれば下層の第1の保護層の強度が高いため、第1の保護層の強度によって層全体が充分な強度を有するものとなる。
または、2層からなる保護層の全体の膜厚に対し第2の保護層の膜厚が60%以下であり、かつ第1の保護層に含まれる粒子が、第1の保護層と第2の保護層の界面にまたがって存在することが好ましい。このようにすることで、第2の保護層の膜厚がある程度厚くても粒子が第2の保護層にも入り込み、第2の保護層の強度を向上させると共に、良好な表面平滑性を形成しやすくなる。
第2の保護層は、第1の保護層に、直接印刷してもよいし、予め転写基材に印刷し、熱成形時に転写しても良い。また、転写基材に第2の保護層、第1の保護層の順に形成し、まとめて転写してもよい。
【0027】
本発明のカードでは、後加工として文字・数字・図形などのエンボス加工や、ホログラム箔等箔押し加工などの成形加工を施す。これらの加工は、公知の手法で形成することができる。なお、エンボスの領域・形状は、JIS X 6302−1で定められたものとする。
箔押し条件は、温度が120〜180℃、圧力が1.0〜10MPa、時間が0.5〜3.0secが適している。
【0028】
また、本発明では、多面付けのシート状のカード基材を用い、緩衝層、フィルム状保護層を積層した後、カード小片に打ち抜くことができる。
カード小片への切り出しは、一般的にプレス機に取り付けた雄雌金型や中空の刃物による打ち抜きが用いられる。
【実施例】
【0029】
<実施例1>
厚み0.60mmのポリ塩化ビニルからなるコア基材に、磁気ストライプ(膜厚1.0μm)を熱転写により仮貼りした厚み0.1mmのポリ塩化ビニルからなる外装基材を熱成形により貼り合わせカード基材を作成した。
このカード基材の磁気ストライプ上に隠蔽層としてアルミニウムを含む隠蔽インキをスクリーン印刷により厚み2μmで形成し、絵柄層をUVオフセット印刷により形成した。
【0030】
次に、離形層を有する転写用基材(延伸PET:ルミラー100T60(株)東レ製)の離形層上に、保護層を以下の組成からなるインキをスクリーン印刷により厚み2μmで形成した。
(熱可塑性樹脂)
SS8 810ワニス(塩化ビニル樹脂:(株)東洋インキ製)・・・75wt%
(粒子)
UB−2426LN(粒径2.0〜2.8μm、ガラスビーズ、ユニチカ(株)製)・・・25wt%
【0031】
次に保護層を形成した転写基材から、カード基材の絵柄層上に保護層を転写形成した。具体的には、表面粗さRaが0.01μm以下のステンレス板の間にカード基材と保護層を形成した転写基材を挟み、ラミネートプレスを行うことで保護層をカード基材に転写形成した。ラミネートプレスの条件は、温度125℃、圧力1.5MPa、時間20分で行った。その後常温になるまで圧力を保持しながら冷却し、取り出して転写基材を剥離し、カードを得た。得られたカードの表面粗さRaは0.01μm以下であった。
【0032】
<実施例2>
実施例1の保護層形成用インキに含まれる粒子を配合比はそのままで以下のものに
変更した以外は実施例1と同様に行いカードを得た。得られたカードの表面粗さRaは0.01μm以下であった。
(粒子)
オプトビーズ2000M(粒径2.0μm、メラミン系ビーズ、日産化学工業(株)製)
【0033】
<比較例1>
実施例1の保護層形成用インキを以下のものに変更した以外は実施例1と同様に行いカードを得た。得られたカードの表面粗さRaは0.01μm以下であった。
(熱可塑性樹脂)
SS8 810ワニス(塩化ビニル樹脂:(株)東洋インキ製)・・・100wt%
【0034】
<比較例2>
実施例1の保護層形成用インキを以下のものに変更した以外は実施例1と同様に行いカードを得た。得られたカードの表面粗さRaは0.01μm以下であった。
(樹脂)
(紫外線硬化型アクリル系樹脂:東洋インキ製造(株)製)・・・100wt%
<比較例3>
実施例1の保護層形成用インキを以下のものに変更した以外は実施例1と同様に行いカードを得た。得られたカードの表面粗さRaは0.01μm以下であった。
(樹脂)
SS16メジウム(熱硬化型塩化エポキシ系樹脂:(株)東洋インキ製)・・・75wt%
(粒子)
オプトビーズ2000M(粒径2.0μm、メラミン系ビーズ、日産化学工業(株)製)・・・25wt%
【0035】
<評価>
(磁気ヘッドパス試験)
以下の手順で評価をした。
予め磁気カードリーダー(ATM用モーター式カードリーダ MCT141−1A6612 (株)三協精機製)の磁気ヘッドを、エタノールを浸透させた綿棒で清掃し、異物・被膜を除去する。
次に磁気ヘッドを所定の位置にセットする。
磁気カードリーダーでカードの挿抜を行い、所定回数後の表面のキズを評価する
挿抜は10,000回,20,000回,30,000回の連続挿抜を行う。
評価はそれぞれの回数挿抜した際に「絵柄が削れていることが視認できない」ものを○、「絵柄が削れていることが視認できる」ものを×とした。
結果を表1に示す。
【0036】
【表1】

【0037】
磁気ヘッドパス試験では、保護層に粒子が配合されている実施例1、2のカードは、比較的軟性である熱可塑性樹脂を主成分としながらも、30,000回挿抜しても絵柄の削れがなく耐擦傷性の高い高強度のカードであることが確認された。
また、比較例2、3のカードは保護層がそれぞれ紫外線硬化型樹脂、熱硬化型樹脂を主成分としているため、充分な硬度があり、実施例1、2と同様に30,000回挿抜しても絵柄の削れがなく耐擦傷性の高い高強度のカードであることが確認された。
それに対し、比較例1のカードは比較的軟性である熱可塑性樹脂を主成分とするため、10,000回の挿抜で絵柄が削れていることが視認でき、耐擦傷性に劣ることが確認できた。
【0038】
(エンボス試験)
以下の手順で評価をした。
エンボス加工機能を有するカード発行機(DC9000 日本データカード(株)製)を用いて、カードにクレジットカードやキャッシュカードに一般的に使われている7B書体のエンボスを0〜9の10文字を打刻した。
評価は、文字を打刻した際の割れた個数で行った。
結果を表2に示す。
【0039】
【表2】
【0040】
エンボス試験では、実施例1、2のカードは、保護層の主成分に比較的軟性である熱可塑性樹脂を用いているため、エンボス加工時の圧力でも保護層に亀裂が入ることなく、文字が打刻できた。
また、比較例1のカードも同様に保護層の主成分に比較的軟性である熱可塑性樹脂を主成分としているため、エンボス加工時の圧力でも保護層に亀裂が入ることなく、文字が打刻できた。
それに対し、比較例2,3のカードは保護層の主成分にそれぞれ紫外線硬化型樹脂、熱硬化型樹脂を用いているため、エンボス加工時の圧力で保護層に亀裂が入り打刻した文字の割れが確認された。
【0041】
(箔押し試験)
以下の手順で評価をした。
ホットスタンプによる箔押し適性を比較した。
用いた箔はレーザーセレクト(クルツ社製)で、転写温度は130℃で、転写時間は1秒で行った。
結果を表3に示す。
【0042】
【表3】
【0043】
箔押し試験では、実施例1、2のカードは、保護層の主成分に比較的軟性である熱可塑性樹脂を用いているため、箔押し加工時の熱圧でも保護層に亀裂が入ることなく箔押しができた。
また、比較例1のカードも同様に保護層の主成分に比較的軟性である熱可塑性樹脂を主成分としているため、箔押し加工時の熱圧でも保護層に亀裂が入ることなく箔押しができた。
それに対し、比較例2,3のカードは保護層の主成分にそれぞれ紫外線硬化型樹脂、熱硬化型樹脂を用いているため、箔押し加工時の熱圧で保護層に亀裂が入り、箔押しがうまくできなかった。
【0044】
(インクリボン転写試験)
以下の手順で評価をした。
インクリボンの転写適性を比較した。
カードプリンター(間接型リボン転写 CP400(凸版印刷(株)製)にてインクリボンの転写形成試験を行った。転写温度は130℃で、転写時間は1秒で行った。
評価は、転写できたものを○、転写不良となったもを×とした。
結果を表4に示す。
【0045】
【表4】
【0046】
インクリボン転写試験では、実施例1、2のカードは、保護層の主成分に比較的軟性である熱可塑性樹脂を用いているため、転写が十分に可能な箔押し加工時の熱圧でもカードが変形すること無くインクリボンの転写ができた。
また、比較例1のカードも同様に保護層の主成分に比較的軟性である熱可塑性樹脂を主成分としているため、エンボス加工時の熱圧でもカードが変形すること無くインクリボンの転写ができた。
それに対し、比較例2,3のカードは保護層の主成分にそれぞれ紫外線硬化型樹脂、熱硬化型樹脂を用いているため、転写が十分に可能な箔押し加工時の熱圧でカードが変形してしまい、インクリボンの転写がうまくできなかった。
【0047】
(曲げ試験)
以下の手順で評価をした。
カード基材を局所的に曲げたときの保護層に亀裂が入る半径を測定した。結果を表5に示す。
【0048】
【表5】
【0049】
曲げ試験では、実施例1、2のカードは、保護層の主成分に比較的軟性である熱可塑性樹脂を用いているため、曲げによる変形に対しても追従し、半径1mmとなるように曲げても表面に亀裂は入らなかった。
また、比較例1のカードも同様に保護層の主成分に比較的軟性である熱可塑性樹脂を主成分としているため、曲げによる変形に対しても追従し、半径1mmとなるように曲げても表面に亀裂は入らなかった。
それに対し、比較例2,3のカードは保護層の主成分にそれぞれ紫外線硬化型樹脂、熱硬化型樹脂を用いているため、3.5〜4.0mm程度の曲げによる変形で表面に亀裂が入った。
【符号の説明】
【0050】
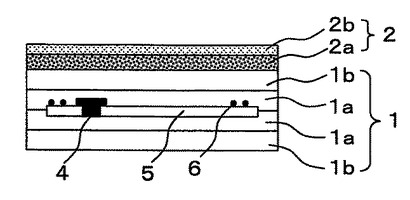
1・・・・カード基材
1a・・・コア基材
1b・・・外装基材
2・・・・保護層
2a・・・第1の保護層
2b・・・第2の保護層
3・・・・磁気層
4・・・・エンボス加工部
5・・・・アンテナ基材
6・・・・アンテナ
【技術分野】
【0001】
本発明はエンボス加工を施してなるカードに関する。
【背景技術】
【0002】
従来、磁気カード、ICカード等のカードにおいて、磁気リーダーやICリーダーへの挿入や、財布などの収納部材からの出し入れを繰り返すとカード表面が削られてくるという問題が知られており、これを解決するために、表面を保護するために保護層を有するカードが知られている。
例えば、磁気ストライプ上に絵柄と保護層が形成されたいわゆるオーバープリントカードは、磁気カード、接触型ICカード、非接触型ICカード等に幅広く使われているが、磁気特性を考慮するとスペーシングロスを小さくするために絵柄と保護層の膜厚は極力小さくすることが好ましい。
【0003】
オーバープリントカードの表面強度を向上させる方法としては、保護層表面の摩擦係数を小さくして滑りを良くする方法と保護層の硬度を上げる方法が挙げられるが、一般的にカードにはエンボス・ティッピング・ホログラム転写・UG(ウルトラグラフィックス)等の後加工が入る場合が多く、これらの後加工適性と表面強度を同時に向上させることは困難であることが知られている。
【0004】
保護層としては、樹脂材料を塗布してオーバーコート層を形成する方法や特許文献1や特許文献2に記載されているポリ塩化ビニルフィルム等の熱可塑性樹脂フィルムを用いる方法などが知られている。
これらの方法を用いた場合、樹脂材料を塗布して形成した保護層も熱可塑性樹脂フィルムを用いた保護層も十分な柔軟性があるので、エンボス加工時に保護層がエンボスの凸部に対して追従することができ、保護層が破断するような現象は起こらない。しかし、これらの方法では、保護層自体の強度が弱く、表面にキズが入ったり、保護層自体が削られるといった問題がある。
【0005】
表面強度の高い保護層として、強度に優れた二軸延伸ポリエチレンテレフタレート等のプラスチックフィルムを用いることが考えられるが、この方法ではエンボス加工を行うと保護層が凸部に追従できないために、基材からの剥離や保護層自体の破断や表面の割れなどが発生する。
また、ディスプレイの表面フィルムの分野では、例えば特許文献3のように、紫外線硬化樹脂を主成分としたハードコート層を用いることが知られているが、このような硬化樹脂は、前述の二軸延伸ポリエチレンテレフタレート等のプラスチックフィルムと同様、エンボス加工時に硬すぎるために保護層自体の破断や表面の割れなどが発生する。
このように、表面が極端に硬くなる硬化性の樹脂を使用すると、エンボス加工時に保護層表面が割れる現象が発生するため、十分な強度を有しかつエンボス加工適性を有する保護層とするのは困難であった。
【0006】
また、特許文献4のように、磁気カードにおいて、カード最表面に設ける保護層として、傷がつく機会が多い磁気テープ上の領域には熱硬化性樹脂からなる保護層を、それ以外の領域にはエンボス適性を付与するため熱可塑性樹脂からなる保護層を設ける、という構成が知られている。
しかし、熱硬化性樹脂からなる領域と熱可塑性樹脂からなる領域の間に境界が出来き、外観上好ましくない。さらに、熱硬化性からなる領域以外は強度が弱いため、サイフからの出し入れなど、カード表面全体が擦れる場合には、傷が付きやすいという問題がある。
【0007】
【特許文献1】特開昭61−52787
【特許文献2】特開昭58−94132
【特許文献3】特開平8−286001
【特許文献4】特開平5−270176
【発明の概要】
【発明が解決しようとする課題】
【0008】
このように、従来では表面の保護性能とエンボス加工などの成形加工適性を両立することは困難であった。
そこで、本発明では、表面に保護層を有するカードにおいて、成形加工適性があり、かつカード表面全域で高い表面保護性能、特に高い耐磨耗性能を有するカードとすることを目的とする。
【課題を解決するための手段】
【0009】
本発明は、単層または複数層からなるカード基材と、該カード基材の片面または両面に保護層を有するカードであって、該保護層が、粒子を含む熱可塑性樹脂からなることを特徴とするカードとする。
また、保護層を形成した側のカード表面に成形加工を施してなることを特徴とする。
また、成形加工がエンボス加工であることを特徴とする。
また、粒子が、無機系粒子または熱硬化性樹脂を主成分とする粒子からなることを特徴とする。
また、保護層がカード基材側の第1の保護層と表面側の第2の保護層の2層からなり、第1の保護層が、粒子を含む熱可塑性樹脂からなり、第2の保護層が、熱可塑性樹脂からなることを特徴とする。
また、2層からなる保護層の全体の膜厚に対し第2の保護層の膜厚が40%以下であり、かつ第2の保護層が1μm以下であることを特徴とする。
また、2層からなる保護層の全体の膜厚に対し第2の保護層の膜厚が60%以下であり、かつ第1の保護層に含まれる粒子が、第1の保護層と第2の保護層の境界にまたがって存在することを特徴とする。
【発明の効果】
【0010】
本発明では、表面に保護層を有するカードにおいて、成形加工適性があり、かつカード表面全域で高い表面保護性能、特に高い耐磨耗性能を有するカードとすることができる。
【図面の簡単な説明】
【0011】
【図1】本発明のカードの一例を示す断面図である。
【図2】本発明のカードの一例を示す概略図である。
【図3】本発明のカードの一例を示す断面図である。
【図4】本発明のカードの評価の一例を示す説明図である。
【発明を実施するための最良の形態】
【0012】
本発明は、単層または複数層からなるカード基材の表面に熱可塑性樹脂と粒径0.1〜10.0μmの粒子を含む保護層を形成することにより、エンボス等の成形加工適性がありながら、表面保護性能、特に耐磨耗性能の高いカードとすることができるものである。
【0013】
本発明で用いる基材としてはカードの基材として機能するものであれば特に限定するものではない。カード基材は単層の基材を用いてもよいし、複数の基材を積層したものを用いてもよい。複数の基材を積層する場合、例えば1層または2層程度のコア基材の両面に外装基材を積層したものを用いることができる。
カード基材としては、塩化ビニルや塩化ビニル−酢酸ビニル共重合体、テレフタル酸と、シクロヘキサンジメタノール及びエチレングリコールとの共重合体、テレフタル酸とイソフタル酸及びエチレングリコールとの共重合体、またはその共重合体とポリカーボネート及び、またはポリアリレートとのポリマーアロイからなる非晶性ポリエステル、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ABS樹脂、紙、含浸紙等が挙げられる。
これらのカード基材は白色または透明なものを用いることができる。
カード基材の厚みは特に限定するものではないが、総厚で0.76±0.08mm以下であればJISX6301を満たし、クレジットカード、キャッシュカード、IDカードなどに適用できるため好ましい。
【0014】
また、本発明のカードは磁気層を含むことができる。カード基材への磁気層の形成は特に限定するものではないが、例えば磁気ストライプが埋め込まれた透明の外装基材と白色のコア基材を熱成形することにより1枚の板状としたものをカード基材を用いることができる。また、コア基材の片面に磁気ストライプが埋め込まれた透明の外装基材を用い、もう一方の面に磁気ストライプを有さない透明の外装基材を積層したものを用いることができる。
コア基材としては、塩化ビニル系樹脂や非結晶性ポリエステル系樹脂等を用いることができる。
また、外装基材としては、塩化ビニル系樹脂や非結晶性ポリエステル系樹脂等を用いることができる。
【0015】
また、前記カード基材の磁気ストライプを設けた側には、隠蔽層及び絵柄層を形成することができる。
絵柄層は、熱可塑性樹脂、熱硬化性樹脂、紫外線硬化性樹脂等の樹脂に無機顔料を10〜60重量%を任意に用いることができる。絵柄層はオフセット印刷法やスクリーン印刷法を用いて形成することができる。オフセット印刷法を用いる場合、アクリル樹脂、ウレタン樹脂、エポキシ樹脂、ポリエステル樹脂を主体としたインキを用いることができ、スクリーン印刷法を用いる場合は塩化ビニル樹脂、酢酸ビニル樹脂、エポキシ樹脂、ポリエステル樹脂、アクリル樹脂、ウレタン樹脂またはそれらの共重合体を主体としたインキを用いることができる。絵柄層の厚みは3.0μm以下であることが好適である。
【0016】
また、接触式のIC機能を持たせることもできる。
接触式のICカードとする場合、例えばコア基材の両面に外装基材を積層し、表面にミリング加工を施し、ICモジュールを埋め込んだものをカード基材として用いることができる。
コア基材としては、塩化ビニル系樹脂や非結晶性ポリエステル系樹脂等を用いることができる。
また、外装基材としては、塩化ビニル系樹脂や非結晶性ポリエステル系樹脂等を用いることができる。
なお、外装基材上には前述した方法と同様の方法で絵柄層を形成することができる。
【0017】
また、非接触式のIC機能を持たせることもできる。
非接触式のICカードとする場合、例えばICモジュール及びアンテナを形成したICインレットの両面をそれぞれ1層または2層の中間基材で積層したコア基材を用い、さらに両面に外装基材を積層したものをカード基材を用いることができる。
ICインレットは、ポリエステル系フィルムなどのプラスチックシートに、アンテナコイルを形成し、ICモジュールと接続したもの等を用いることができる。
中間基材としては、非結晶性ポリエステル系樹脂等を用いることができる。
外装基材としては、非結晶性ポリエステル系樹脂等を用いることができる。
なお、外装基材上には前述した方法と同様の方法で絵柄層を形成することができる。
【0018】
接触/非接触式のICカードとする場合、上記非接触式のICカードの表面にミリング加工を施し接触用のICモジュールを埋め込んだものを用いることができる。
また、アンテナシートを挟んだコア基材を用い外装基材を用い、表面にミリング加工を施し接触/非接触用のICモジュールを埋め込んでもよい。
また、さらに磁気ストライプを設けてもよいし、外装基材上に前述した方法と同様の方法で絵柄層を設けてもよい。
【0019】
本発明ではカード基材上に保護層の形成を行う。カード基材上に隠蔽層、絵柄層が形成されている場合は、隠蔽層、絵柄層上に保護層を形成する。形成方法は、熱可塑性樹脂と粒子を含むインキを、スクリーン印刷,グラビア印刷,フレキソ印刷,ダイコーティング等により印刷/コーティングする方法を用いることができる。
また、剥離層を形成した転写基材に印刷/コーティング法により保護層を設け、カード基材に転写形成してもよい。
【0020】
本発明では保護層に熱可塑性樹脂を用いることにより、エンボス加工などの加工適性を有しながら、後述する粒子により、高い耐擦傷性能を満たすものとすることができる。
また、保護層の厚みは0.5〜8.0μmが適当である。これより薄いと加工適性、耐擦傷性能等の保護性能が低くなる。また、これより厚いと加工適正に劣り、また、非磁性部分が厚すぎることによる磁気カードとしての機能低下の原因となる。
【0021】
使用するインキに含まれる熱可塑性樹脂の例としては、一定の柔軟性を有するものであれば特に限定するものではない。塩化ビニル,酢酸ビニル,ポリビニルアルコール、ポリエステル樹脂、ポリウレタン樹脂、アクリル系樹脂、ポリカーボネート樹脂、ABSやそれらの共重合体、ポリマーアロイ等が挙げられる。これらの樹脂であれば、カードの保護層としたときにカードを曲げた際の保護層の追従性に優れると共に、粒子を加えた場合に充分な耐擦傷性などの表面強度を有するものとすることができる。
【0022】
使用する粒子の例としては、以下のものを主成分とするものを用いることができる。
無機系粒子:ZrO2、SiO2、TiO2、Al2O3、Na2O、CaO
熱硬化性樹脂粒子:フェノール樹脂、尿素樹脂、メラミン樹脂、エポキシ樹脂、アルキド樹脂、ポリウレタン系樹脂
熱可塑性樹脂粒子:ポリ塩化ビニル系樹脂、ポリエチレン、ポリプロピレン、ポリスチレン、ポリエステル系樹脂、アクリル系樹脂、
粒子は、保護層に用いられる樹脂よりも硬度が高いことが好ましく、中でも無機系の材料や熱硬化性樹脂を主成分とする粒子は、高い硬度を有するため好ましい。
また、粒子の表面に熱可塑性樹脂との接着力を上げるような有機系樹脂やシランカップリング剤がコーティングされていても良い。
粒子の粒径は0.1〜10μmがよい。特に0.4〜8μmが適している。これより小さいと取り扱いが困難であり、これより大きいと最終的に鏡面光沢が得にくい上に磁気ストライプがカード基材状に配置されたカードである場合に磁気出力が低くなり、機能的に満足しない。なお保護層を後述するように2層構成とする場合は、界面をまたぐように設けることが好ましい。そのため粒子の沈降しやすいものであれば、後述する第一の保護層の膜厚以上の粒径にすることが好ましい。
粒子の配合比は保護層形成後の全体の重量に対し、0.1〜50vol%が好適であり、3〜30vol%が更に好ましい。少なすぎると表面強度向上の効果が得られにくく、多すぎると後加工の熱成形において鏡面光沢になりにくい。
また、保護層のインキに加える添加剤としては、ポリエチレンワックスやPTFEワックス等のワックス類、マイカ、タルク、シリカ等が考えられ、これらを必要に応じて使用することができる。
【0023】
また、インキ中での分散性を考慮すると比重が1.0〜2.0g/cm3であることが望ましく、これより重いとインキ中で沈降してしまいやすい。
【0024】
また、形成された保護層は、鉛筆硬度でHB〜4Hが適当である。この範囲であれば充分な表面保護性能を発揮できる。
また、カード基材ごと曲げたときに保護層の割れ剥がれが発生しない最小半径が3mm以下であることが好ましい。具体的には、図4に示すようにカードの端部を含む一部を実験台等に固定して、固定した部分以外を曲げていった時、最小半径が3mm以下において、保護層の割れ剥がれが発生しないことが好ましい。
【0025】
本発明の保護層は粒子を含んでいるため、保護層を形成した状態では、保護層の表面はマット状となる場合がある。その場合は、表面を平滑化させてもよい。表面の平滑化は熱成形でカード表面を鏡面状にすることができる。表面の粗さはRaが0.1μm以下であることが好ましい。保護層の粒子が表面に浮き出たりして上記範囲よりRaが大きくなると、転写加工などを施す時に転写不良を起こす原因となる。
具体的には、カード基材をRaが0.1μm以下の金属板で挟み、ラミネートプレス等で成形することができる。このとき、金属板とカード基材の間にRaが0.1μm以下のフィルムを挟んでも良い。フィルムの材質は例えば、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリブチレンテレフタレート等を用いることが出来る。
ラミネートプレスの条件は、樹脂が軟化しながらビーズが変形しない温度である必要がある。そのため、樹脂にもよるが90〜180℃(Tg+30〜100℃程度)、圧力が1.0〜40MPaが適している。
【0026】
また、保護層は前述の粒子を含み熱可塑性樹脂を主成分とする第1の保護層と粒子を含まない熱可塑性樹脂を主成分とした第2の保護層の2層構成の保護層を用いてもよい。
第2の保護層は粒子を含まないため、平滑化処理をしなくても表面を平滑にすることもできる。また、表面平滑化処理をしてもよい。
保護層の厚みは2層を合わせた合計で1〜8μmとなると良い。また2層構成とする場合、2層からなる保護層の全体の膜厚に対し第2の保護層の膜厚が40%以下にすることがよく、また第2の保護層の厚みを1μm以下にすることが好ましい。第2の保護層は粒子を含まないため、表面強度が高くないが、上記範囲内であれば下層の第1の保護層の強度が高いため、第1の保護層の強度によって層全体が充分な強度を有するものとなる。
または、2層からなる保護層の全体の膜厚に対し第2の保護層の膜厚が60%以下であり、かつ第1の保護層に含まれる粒子が、第1の保護層と第2の保護層の界面にまたがって存在することが好ましい。このようにすることで、第2の保護層の膜厚がある程度厚くても粒子が第2の保護層にも入り込み、第2の保護層の強度を向上させると共に、良好な表面平滑性を形成しやすくなる。
第2の保護層は、第1の保護層に、直接印刷してもよいし、予め転写基材に印刷し、熱成形時に転写しても良い。また、転写基材に第2の保護層、第1の保護層の順に形成し、まとめて転写してもよい。
【0027】
本発明のカードでは、後加工として文字・数字・図形などのエンボス加工や、ホログラム箔等箔押し加工などの成形加工を施す。これらの加工は、公知の手法で形成することができる。なお、エンボスの領域・形状は、JIS X 6302−1で定められたものとする。
箔押し条件は、温度が120〜180℃、圧力が1.0〜10MPa、時間が0.5〜3.0secが適している。
【0028】
また、本発明では、多面付けのシート状のカード基材を用い、緩衝層、フィルム状保護層を積層した後、カード小片に打ち抜くことができる。
カード小片への切り出しは、一般的にプレス機に取り付けた雄雌金型や中空の刃物による打ち抜きが用いられる。
【実施例】
【0029】
<実施例1>
厚み0.60mmのポリ塩化ビニルからなるコア基材に、磁気ストライプ(膜厚1.0μm)を熱転写により仮貼りした厚み0.1mmのポリ塩化ビニルからなる外装基材を熱成形により貼り合わせカード基材を作成した。
このカード基材の磁気ストライプ上に隠蔽層としてアルミニウムを含む隠蔽インキをスクリーン印刷により厚み2μmで形成し、絵柄層をUVオフセット印刷により形成した。
【0030】
次に、離形層を有する転写用基材(延伸PET:ルミラー100T60(株)東レ製)の離形層上に、保護層を以下の組成からなるインキをスクリーン印刷により厚み2μmで形成した。
(熱可塑性樹脂)
SS8 810ワニス(塩化ビニル樹脂:(株)東洋インキ製)・・・75wt%
(粒子)
UB−2426LN(粒径2.0〜2.8μm、ガラスビーズ、ユニチカ(株)製)・・・25wt%
【0031】
次に保護層を形成した転写基材から、カード基材の絵柄層上に保護層を転写形成した。具体的には、表面粗さRaが0.01μm以下のステンレス板の間にカード基材と保護層を形成した転写基材を挟み、ラミネートプレスを行うことで保護層をカード基材に転写形成した。ラミネートプレスの条件は、温度125℃、圧力1.5MPa、時間20分で行った。その後常温になるまで圧力を保持しながら冷却し、取り出して転写基材を剥離し、カードを得た。得られたカードの表面粗さRaは0.01μm以下であった。
【0032】
<実施例2>
実施例1の保護層形成用インキに含まれる粒子を配合比はそのままで以下のものに
変更した以外は実施例1と同様に行いカードを得た。得られたカードの表面粗さRaは0.01μm以下であった。
(粒子)
オプトビーズ2000M(粒径2.0μm、メラミン系ビーズ、日産化学工業(株)製)
【0033】
<比較例1>
実施例1の保護層形成用インキを以下のものに変更した以外は実施例1と同様に行いカードを得た。得られたカードの表面粗さRaは0.01μm以下であった。
(熱可塑性樹脂)
SS8 810ワニス(塩化ビニル樹脂:(株)東洋インキ製)・・・100wt%
【0034】
<比較例2>
実施例1の保護層形成用インキを以下のものに変更した以外は実施例1と同様に行いカードを得た。得られたカードの表面粗さRaは0.01μm以下であった。
(樹脂)
(紫外線硬化型アクリル系樹脂:東洋インキ製造(株)製)・・・100wt%
<比較例3>
実施例1の保護層形成用インキを以下のものに変更した以外は実施例1と同様に行いカードを得た。得られたカードの表面粗さRaは0.01μm以下であった。
(樹脂)
SS16メジウム(熱硬化型塩化エポキシ系樹脂:(株)東洋インキ製)・・・75wt%
(粒子)
オプトビーズ2000M(粒径2.0μm、メラミン系ビーズ、日産化学工業(株)製)・・・25wt%
【0035】
<評価>
(磁気ヘッドパス試験)
以下の手順で評価をした。
予め磁気カードリーダー(ATM用モーター式カードリーダ MCT141−1A6612 (株)三協精機製)の磁気ヘッドを、エタノールを浸透させた綿棒で清掃し、異物・被膜を除去する。
次に磁気ヘッドを所定の位置にセットする。
磁気カードリーダーでカードの挿抜を行い、所定回数後の表面のキズを評価する
挿抜は10,000回,20,000回,30,000回の連続挿抜を行う。
評価はそれぞれの回数挿抜した際に「絵柄が削れていることが視認できない」ものを○、「絵柄が削れていることが視認できる」ものを×とした。
結果を表1に示す。
【0036】
【表1】
【0037】
磁気ヘッドパス試験では、保護層に粒子が配合されている実施例1、2のカードは、比較的軟性である熱可塑性樹脂を主成分としながらも、30,000回挿抜しても絵柄の削れがなく耐擦傷性の高い高強度のカードであることが確認された。
また、比較例2、3のカードは保護層がそれぞれ紫外線硬化型樹脂、熱硬化型樹脂を主成分としているため、充分な硬度があり、実施例1、2と同様に30,000回挿抜しても絵柄の削れがなく耐擦傷性の高い高強度のカードであることが確認された。
それに対し、比較例1のカードは比較的軟性である熱可塑性樹脂を主成分とするため、10,000回の挿抜で絵柄が削れていることが視認でき、耐擦傷性に劣ることが確認できた。
【0038】
(エンボス試験)
以下の手順で評価をした。
エンボス加工機能を有するカード発行機(DC9000 日本データカード(株)製)を用いて、カードにクレジットカードやキャッシュカードに一般的に使われている7B書体のエンボスを0〜9の10文字を打刻した。
評価は、文字を打刻した際の割れた個数で行った。
結果を表2に示す。
【0039】
【表2】
【0040】
エンボス試験では、実施例1、2のカードは、保護層の主成分に比較的軟性である熱可塑性樹脂を用いているため、エンボス加工時の圧力でも保護層に亀裂が入ることなく、文字が打刻できた。
また、比較例1のカードも同様に保護層の主成分に比較的軟性である熱可塑性樹脂を主成分としているため、エンボス加工時の圧力でも保護層に亀裂が入ることなく、文字が打刻できた。
それに対し、比較例2,3のカードは保護層の主成分にそれぞれ紫外線硬化型樹脂、熱硬化型樹脂を用いているため、エンボス加工時の圧力で保護層に亀裂が入り打刻した文字の割れが確認された。
【0041】
(箔押し試験)
以下の手順で評価をした。
ホットスタンプによる箔押し適性を比較した。
用いた箔はレーザーセレクト(クルツ社製)で、転写温度は130℃で、転写時間は1秒で行った。
結果を表3に示す。
【0042】
【表3】
【0043】
箔押し試験では、実施例1、2のカードは、保護層の主成分に比較的軟性である熱可塑性樹脂を用いているため、箔押し加工時の熱圧でも保護層に亀裂が入ることなく箔押しができた。
また、比較例1のカードも同様に保護層の主成分に比較的軟性である熱可塑性樹脂を主成分としているため、箔押し加工時の熱圧でも保護層に亀裂が入ることなく箔押しができた。
それに対し、比較例2,3のカードは保護層の主成分にそれぞれ紫外線硬化型樹脂、熱硬化型樹脂を用いているため、箔押し加工時の熱圧で保護層に亀裂が入り、箔押しがうまくできなかった。
【0044】
(インクリボン転写試験)
以下の手順で評価をした。
インクリボンの転写適性を比較した。
カードプリンター(間接型リボン転写 CP400(凸版印刷(株)製)にてインクリボンの転写形成試験を行った。転写温度は130℃で、転写時間は1秒で行った。
評価は、転写できたものを○、転写不良となったもを×とした。
結果を表4に示す。
【0045】
【表4】
【0046】
インクリボン転写試験では、実施例1、2のカードは、保護層の主成分に比較的軟性である熱可塑性樹脂を用いているため、転写が十分に可能な箔押し加工時の熱圧でもカードが変形すること無くインクリボンの転写ができた。
また、比較例1のカードも同様に保護層の主成分に比較的軟性である熱可塑性樹脂を主成分としているため、エンボス加工時の熱圧でもカードが変形すること無くインクリボンの転写ができた。
それに対し、比較例2,3のカードは保護層の主成分にそれぞれ紫外線硬化型樹脂、熱硬化型樹脂を用いているため、転写が十分に可能な箔押し加工時の熱圧でカードが変形してしまい、インクリボンの転写がうまくできなかった。
【0047】
(曲げ試験)
以下の手順で評価をした。
カード基材を局所的に曲げたときの保護層に亀裂が入る半径を測定した。結果を表5に示す。
【0048】
【表5】
【0049】
曲げ試験では、実施例1、2のカードは、保護層の主成分に比較的軟性である熱可塑性樹脂を用いているため、曲げによる変形に対しても追従し、半径1mmとなるように曲げても表面に亀裂は入らなかった。
また、比較例1のカードも同様に保護層の主成分に比較的軟性である熱可塑性樹脂を主成分としているため、曲げによる変形に対しても追従し、半径1mmとなるように曲げても表面に亀裂は入らなかった。
それに対し、比較例2,3のカードは保護層の主成分にそれぞれ紫外線硬化型樹脂、熱硬化型樹脂を用いているため、3.5〜4.0mm程度の曲げによる変形で表面に亀裂が入った。
【符号の説明】
【0050】
1・・・・カード基材
1a・・・コア基材
1b・・・外装基材
2・・・・保護層
2a・・・第1の保護層
2b・・・第2の保護層
3・・・・磁気層
4・・・・エンボス加工部
5・・・・アンテナ基材
6・・・・アンテナ
【特許請求の範囲】
【請求項1】
単層または複数層からなるカード基材と、該カード基材の片面または両面に保護層を有するカードであって、
該保護層が、粒子を含む熱可塑性樹脂からなることを特徴とするカード。
【請求項2】
前記保護層を形成した側のカード表面に成形加工を施してなることを特徴とする請求項1記載のカード。
【請求項3】
前記成形加工がエンボス加工であることを特徴とする請求項1または2に記載のカード。
【請求項4】
前記粒子が、無機系粒子または熱硬化性樹脂を主成分とする粒子からなることを特徴とする請求項1〜3のいずれかに記載のカード。
【請求項5】
前記保護層がカード基材側の第1の保護層と表面側の第2の保護層の2層からなり、
第1の保護層が、粒子を含む熱可塑性樹脂からなり、
第2の保護層が、熱可塑性樹脂からなることを特徴とする請求項1〜4のいずれかに記載のカード。
【請求項6】
前記2層からなる保護層の全体の膜厚に対し第2の保護層の膜厚が40%以下であり、
かつ第2の保護層が1μm以下であることを特徴とする請求項5に記載のカード。
【請求項7】
前記2層からなる保護層の全体の膜厚に対し第2の保護層の膜厚が60%以下であり、
かつ第1の保護層に含まれる粒子が、第1の保護層と第2の保護層の境界にまたがって存在することを特徴とする請求項5に記載のカード。
【請求項1】
単層または複数層からなるカード基材と、該カード基材の片面または両面に保護層を有するカードであって、
該保護層が、粒子を含む熱可塑性樹脂からなることを特徴とするカード。
【請求項2】
前記保護層を形成した側のカード表面に成形加工を施してなることを特徴とする請求項1記載のカード。
【請求項3】
前記成形加工がエンボス加工であることを特徴とする請求項1または2に記載のカード。
【請求項4】
前記粒子が、無機系粒子または熱硬化性樹脂を主成分とする粒子からなることを特徴とする請求項1〜3のいずれかに記載のカード。
【請求項5】
前記保護層がカード基材側の第1の保護層と表面側の第2の保護層の2層からなり、
第1の保護層が、粒子を含む熱可塑性樹脂からなり、
第2の保護層が、熱可塑性樹脂からなることを特徴とする請求項1〜4のいずれかに記載のカード。
【請求項6】
前記2層からなる保護層の全体の膜厚に対し第2の保護層の膜厚が40%以下であり、
かつ第2の保護層が1μm以下であることを特徴とする請求項5に記載のカード。
【請求項7】
前記2層からなる保護層の全体の膜厚に対し第2の保護層の膜厚が60%以下であり、
かつ第1の保護層に含まれる粒子が、第1の保護層と第2の保護層の境界にまたがって存在することを特徴とする請求項5に記載のカード。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−35189(P2013−35189A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2011−172277(P2011−172277)
【出願日】平成23年8月5日(2011.8.5)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成23年8月5日(2011.8.5)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]