
カーボンナノチューブ線状構造体の製造方法
【課題】カーボンナノチューブ線状構造体の製造方法を提供する。
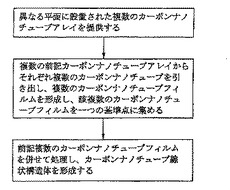
【解決手段】カーボンナノチューブ線状構造体の製造方法は、異なる平面に設置された複数のカーボンナノチューブアレイ10を提供するステップと、各々の前記カーボンナノチューブアレイ10から複数のカーボンナノチューブを引き出し、複数のカーボンナノチューブフィルム50を形成し、該複数のカーボンナノチューブフィルム50を一つの基準点52に集めるステップと、前記複数のカーボンナノチューブフィルム50を併せて処理し、カーボンナノチューブ線状構造体55,56を形成するステップと、を含む。
【解決手段】カーボンナノチューブ線状構造体の製造方法は、異なる平面に設置された複数のカーボンナノチューブアレイ10を提供するステップと、各々の前記カーボンナノチューブアレイ10から複数のカーボンナノチューブを引き出し、複数のカーボンナノチューブフィルム50を形成し、該複数のカーボンナノチューブフィルム50を一つの基準点52に集めるステップと、前記複数のカーボンナノチューブフィルム50を併せて処理し、カーボンナノチューブ線状構造体55,56を形成するステップと、を含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、カーボンナノチューブ構造体の製造方法に関し、特にカーボンナノチューブ線状構造体の製造方法に関するものである。
【背景技術】
【0002】
カーボンナノチューブ(Carbon Nanotube,CNT)は、新型のカーボン材料であり、日本の研究員の飯島澄男よって1991年に発見された(非特許文献1を参照)。カーボンナノチューブは良好な電磁性能、良好な化学的安定性、光学性能、力学性能などを有するため、電子放出装置、センサー及び新型の光学材料などの領域に応用される。しかし、現在カーボンナノチューブはナノレベルに形成され、微視的レベルで応用されるため、取り扱いが困難であるので、肉眼レベルで応用するための開発が進んでいる。
【0003】
カーボンナノチューブ線状構造体は、カーボンナノチューブの巨視的サイズを有する構造の一種である。前記カーボンナノチューブ線状構造体は、複数のカーボンナノチューブからなり、炭素繊維、グラファイト繊維及びガラス繊維に取って代わることができる新型の材料であり、ケーブル、プリント基板、防護服などの領域に広く応用される。
【0004】
特許文献1には、ナノ繊維ワイヤの製造方法が開示されている。該ナノ繊維ワイヤの製造方法は、下記のステップを含む。まず、ナノ繊維を処理し、平行に配列されたナノ繊維アレイを提供する。次に、前記ナノ繊維アレイから、ナノ繊維を引き出し、ナノ繊維フィルムが形成される。その後、前記ナノ繊維フィルムをねじり、ナノ繊維ワイヤが形成される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】国際公開第07/015710号
【非特許文献】
【0006】
【非特許文献1】S.Iijima、“Helical Microtubules of Graphitic Carbon”、Nature、1991年、第354巻、p.56
【非特許文献2】Kaili Jiang、Qunqing Li、Shoushan Fan、“Spinning continuous carbon nanotube yarns”、Nature、2002年、第419巻、p.801
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、前記ナノ繊維アレイが生長された基材がシリコン基材であり、大寸法のシリコン基材を製造することが難しく、且つナノ繊維アレイの生長面積が、該ナノ繊維アレイが生長されたシリコン基材のサイズに関係するので、大寸法の面積を有するナノ繊維アレイを生長させることが困難である。前記ナノ繊維ワイヤの製造方法において、ナノ繊維ワイヤの直径がナノ繊維アレイのサイズに制限されるので、該ナノ繊維ワイヤは、その直径が小さく、その機械強度及び靭性が優れず、その応用が制限されるという欠点がある。
【0008】
従って、本発明は、直径が大きく、その機械強度及び靭性が優れたカーボンナノチューブ線状構造体の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0009】
カーボンナノチューブ線状構造体の製造方法は、異なる平面に設置された複数のカーボンナノチューブアレイを提供するステップと、各々の前記カーボンナノチューブアレイから複数のカーボンナノチューブを引き出し、複数のカーボンナノチューブフィルムを形成し、該複数のカーボンナノチューブフィルムを一つの基準点に集めるステップと、前記複数のカーボンナノチューブフィルムを併せて処理し、カーボンナノチューブ線状構造体を形成するステップと、を含む。
【0010】
前記複数のカーボンナノチューブフィルムを併せて処理するステップにおいて、前記基準点に集められた前記複数のカーボンナノチューブフィルムを機械的外力で絞り、カーボンナノチューブ線状構造体を形成する。
【0011】
前記複数のカーボンナノチューブフィルムを併せて処理するステップにおいて、前記基準点に集められた前記複数のカーボンナノチューブフィルムを有機溶剤に浸漬させて、カーボンナノチューブ線状構造体を形成する。
【発明の効果】
【0012】
本発明のカーボンナノチューブ線状構造体には、下記の優れた点がある。前記複数のカーボンナノチューブアレイから複数のカーボンナノチューブフィルムを引き出し、該複数のカーボンナノチューブフィルムをカーボンナノチューブ線状構造体に併せて処理するので、該カーボンナノチューブ線状構造体の直径は、単一のカーボンナノチューブアレイのサイズに制限されず、前記カーボンナノチューブアレイの数量を制御することによって、調節することができる。従って、簡単かつ便利に所定の直径を有するカーボンナノチューブ線状構造体が形成することができる。
【0013】
前記製造方法を利用して、直径が制限されない複合カーボンナノチューブ線状構造体を形成することができる。前記カーボンナノチューブ線状構造体は、優れた導電性、熱伝導性、機械強度、強靭性を有する。
【図面の簡単な説明】
【0014】
【図1】本発明の実施例1に係るカーボンナノチューブ線状構造体の製造方法のフローチャートである。
【図2】本発明の実施例1に係るカーボンナノチューブアレイが生長された基材の構造を示す図である。
【図3】本発明の実施例1に係るカーボンナノチューブ線状構造体の製造方法を示す図である。
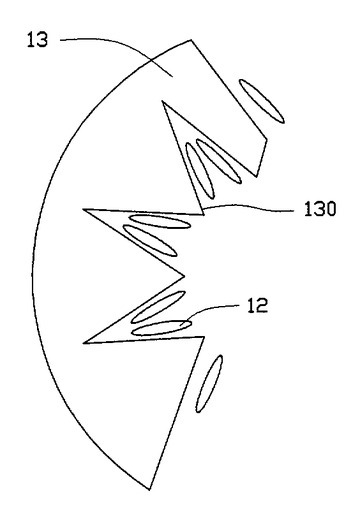
【図4】本発明の実施例1に係るカーボンナノチューブ線状構造体の製造方法における鋸歯形に並べるカーボンナノチューブアレイを示す図である。
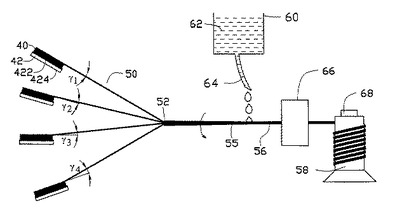
【図5】本発明の実施例2に係るカーボンナノチューブ線状構造体の製造方法を示す図である。
【発明を実施するための形態】
【0015】
以下、図面を参照して、本発明の実施例について説明する。
【0016】
(実施例1)
図1及び図3を参照すると、本発明の実施例1は、カーボンナノチューブ線状構造体の製造方法を提供する。該カーボンナノチューブ線状構造体の製造方法は、下記のステップを含む。
【0017】
ステップS101では、異なる平面に設置された複数のカーボンナノチューブアレイ10を提供する。
【0018】
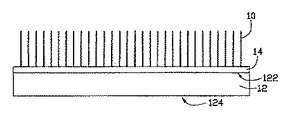
異なる平面に、それぞれカーボンナノチューブアレイ10が生長された複数の基材12を設置する。前記異なる平面に設置した複数の基材12の構造が同じである。図2を参照すると、各々の前記基材12は、第一表面122及び該第一表面122と対向する第二表面124を有する。前記基材12の第一表面122には、カーボンナノチューブアレイ10が生長される。前記複数の基材12の第二表面124は、それぞれ異なる平面に設置される。前記複数の基材12は、異なる平面に線形、アーチ形、鋸歯形及び他の形状に並べることができ、その数量が制限されない。
【0019】
一つの例として、図3を参照すると、三つの前記基材12を三つの支持面を有する支持体(図示せず)に設置し、該三つの支持面が異なる水平面に位置される。前記三つの基材12を間隔を置いて平行して直線形に並列させ、異なる高さに位置させる。もう一つの例として、図4を参照すると、複数の前記基材12は、鋸歯形に並べられる。前記複数の基材12は、鋸歯形の支持体13に支持される。該支持体13は、複数の鋸歯を有し、各々の鋸歯が二つの交叉する鋸歯表面130を有する。各々の前記基材12は、前記鋸歯表面130に設置される。
【0020】
各々の前記カーボンナノチューブアレイ10は、複数のカーボンナノチューブからなる。前記カーボンナノチューブは、単層カーボンナノチューブ、二層カーボンナノチューブ又は多層カーボンナノチューブの一種又は多種である。前記単層カーボンナノチューブの直径は、0.5ナノメートル〜50ナノメートルであり、前記二層カーボンナノチューの直径は、1.0ナノメートル〜50ナノメートルであり、前記多層カーボンナノチューブの直径は、1.5ナノメートル〜50ナノメートルである。本実施例において、前記カーボンナノチューブは、多層カーボンナノチューブであり、該複数のカーボンナノチューブが互いに平行する。
【0021】
前記カーボンナノチューブアレイ10は、超配列カーボンナノチューブアレイ(Superaligned array of carbon nanotubes,非特許文献2を参照)であり、該超配列カーボンナノチューブアレイの製造方法は、化学気相堆積法を採用する。該製造方法は、次のステップを含む。ステップ(a)では、平らな基材を提供し、該基材はP型のシリコン基材、N型のシリコン基材及び酸化層が形成されたシリコン基材のいずれか一種である。本実施例において、4インチのシリコン基材を選択することが好ましい。ステップ(b)では、前記基材の表面に、均一的に触媒層を形成する。該触媒層の材料は鉄、コバルト、ニッケル及びその2種以上の合金のいずれか一種である。ステップ(c)では、前記触媒層が形成された基材を700℃〜900℃の空気で30分〜90分間アニーリングする。ステップ(d)では、アニーリングされた基材を反応炉に置き、保護ガスで500℃〜740℃の温度で加熱した後で、カーボンを含むガスを導入して、5分〜30分間反応を行って、超配列カーボンナノチューブアレイ(Superaligned array of carbon nanotubes,非特許文献2)を生長させることができる。該カーボンナノチューブアレイの高さは100マイクロメートル以上である。該カーボンナノチューブアレイは、互いに平行し、基材に垂直に生長する複数のカーボンナノチューブからなる。該カーボンナノチューブは、長さが長いため、部分的にカーボンナノチューブ同士が互いに絡み合っている。生長の条件を制御することによって、前記カーボンナノチューブアレイは、例えば、アモルファスカーボン及び残存する触媒である金属粒子などの不純物を含まなくなる。
【0022】
本実施例において、前記カーボンを含むガスとしては、例えば、アセチレン、エチレン、メタンなどの活性な炭化水素が選択され、エチレンを選択することが好ましい。保護ガスは窒素ガスまたは不活性ガスであり、アルゴンガスが好ましい。
【0023】
本実施例により提供されたカーボンナノチューブアレイは、前記の製造方法により製造されることに制限されず、アーク放電法またはレーザー蒸発法で製造してもよい。
【0024】
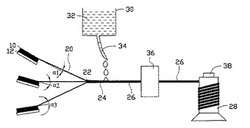
ステップS102では、複数の前記カーボンナノチューブアレイ10からそれぞれ複数のカーボンナノチューブを引き出し、複数のカーボンナノチューブフィルム20を形成し、該複数のカーボンナノチューブフィルム20を一つの基準点22に集める。
【0025】
図3を参照すると、前記カーボンナノチューブアレイ10から、カーボンナノチューブフィルム20を引き伸ばす方法は、下記のステップを含む。まず、ピンセットなどの工具を利用して前記カーボンナノチューブアレイ10における複数のカーボンナノチューブの端部を持つ。本実施例において、前記工具は、一定の幅を有するテープであることが好ましい。次に、所定の速度で前記カーボンナノチューブアレイ10が生長された基材12の第一表面122と所定の角度(引き伸ばす角度)を成す方向に沿って、前記複数のカーボンナノチューブを引き出し、前記複数のカーボンナノチューブがそれぞれ前記基材12から脱離すると、分子間力で前記カーボンナノチューブ束が端と端で接合され、連続のカーボンナノチューブフィルム20が形成される。該カーボンナノチューブフィルム20におけるカーボンナノチューブの軸向は、基本的に該カーボンナノチューブフィルム20が引き出された方向に平行する。
【0026】
前記複数のカーボンナノチューブを引き出す工程において、一つの基準点22に向かう方向に沿って、該複数のカーボンナノチューブアレイ10からカーボンナノチューブフィルム20を引き出し、前記複数のカーボンナノチューブフィルム20を前記基準点22に集める。前記カーボンナノチューブフィルム20を引き伸ばす角度は、0°〜50°であり、0°〜5°であることが好ましい。本実施例において、それぞれ前記三つのカーボンナノチューブアレイ10から、複数のカーボンナノチューブを引き出し、三枚のカーボンナノチューブフィルム20を形成する。前記三枚のカーボンナノチューブフィルム20を引き伸ばす角度は、それぞれ、α1、α2、α3であり、且つα1<α2<α3という関係を満たす。α1が0°〜5°であり、α2が5°〜10°であり、α3が10°〜15°である。
【0027】
前記カーボンナノチューブフィルム20の比表面積が大きく、その接着性が強いので、前記複数のカーボンナノチューブフィルム20は、前記基準点22において互いに接着できる。
【0028】
ステップS103では、前記複数のカーボンナノチューブフィルム20を併せて処理し、カーボンナノチューブ線状構造体26を形成する。
【0029】
まず、前記基準点22において、前記三枚のカーボンナノチューブフィルム20を積層して、カーボンナノチューブ構造体前駆体24に形成する。前記カーボンナノチューブ構造体前駆体24は、前記複数のカーボンナノチューブフィルム20が積層して形成されたものである。前記カーボンナノチューブ線状構造体24は、分子間力で端と端とが接続された複数のカーボンナノチューブを含み、該複数のカーボンナノチューブが前記カーボンナノチューブ構造体前駆体24の長手方向に、平行に配列されている。各々の前記カーボンナノチューブフィルム20が大きな比表面積を有するので、前記複数のカーボンナノチューブフィルム20を積層した後、該複数のカーボンナノチューブフィルム20が互いに接着し、隣接する前記カーボンナノチューブフィルム20の間に明らかな界面が存在しない。
【0030】
次に、有機溶剤で前記カーボンナノチューブ構造体前駆体24を処理し、カーボンナノチューブ線状構造体26を形成する。具体的には、有機溶剤32を前記カーボンナノチューブ構造体前駆体24の表面に滴下し、該有機溶剤32に前記カーボンナノチューブ構造体前駆体24を完全に浸漬させる。本実施例において、一つの開口34を有する容器30を、前記カーボンナノチューブ構造体前駆体24の一側に配置し、該容器30にいれた有機溶剤32を前記開口34から流して、前記カーボンナノチューブ構造体前駆体24の表面に滴下させる。前記有機溶剤32は、例えば、エタノール、メタノール、アセトン、ジクロロエタン、クロロホルムなどの揮発性有機溶剤である。本実施例において、前記有機溶剤32は、エタノールである。これにより、前記有機溶剤32の表面張力によって、カーボンナノチューブ構造体前駆体24における複数のカーボンナノチューブを縮ませて、さらに緊密なカーボンナノチューブ線状構造体26を形成する。従って、前記カーボンナノチューブ線状構造体26の断面から見ると、カーボンナノチューブの間に境界が形成されない。
【0031】
さらに、有機溶剤で処理された前記カーボンナノチューブ線状構造体26を乾燥させる。具体的には、前記カーボンナノチューブ線状構造体26を、内部の温度が80℃〜100℃であるドライヤー36に置き、前記有機溶剤を速く揮発させ、前記カーボンナノチューブ線状構造体26におけるカーボンナノチューブを緊密に接着させる。
【0032】
前記有機溶剤によって処理されたカーボンナノチューブ線状構造体26の接着性が弱くなるので、収集しやすい。本実施例において、モーター38で前記有機溶剤によって処理されたカーボンナノチューブ線状構造体26を前記モーター38のスプール28に巻く。
【0033】
前記カーボンナノチューブ線状構造体26の直径は、前記カーボンナノチューブアレイの寸法及び数量と関係する。該カーボンナノチューブ線状構造体26の直径は、120マイクロメートル以上である。本実施例において、該カーボンナノチューブ線状構造体26の直径は、200マイクロメートルである。
【0034】
前記カーボンナノチューブ線状構造体26を連続して製造することができる。
【0035】
(実施例2)
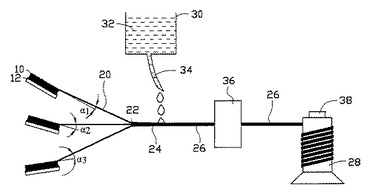
図5を参照すると、本実施例のカーボンナノチューブ線状構造体の製造方法は、下記のステップを含む。
【0036】
ステップS201では、異なる平面に設置された複数のカーボンナノチューブアレイ40を提供する。
【0037】
本実施例において、異なる平面に、それぞれカーボンナノチューブアレイ40が生長された四つの基材42を設置する。前記異なる平面に設置した四つの基材42の構造が同じである。単一の前記基材42は、第一表面422及び該第一表面422と対向する第二表面424を有する。前記基材42の第一表面422には、カーボンナノチューブアレイ40が生長される。前記四つの基材42の第二表面424は、異なる平面に設置される。前記カーボンナノチューブアレイ40が生長された四つの基材42を、四つの支持面を有する支持体(図示せず)に設置し、該四つの支持面が異なる水平面に位置される。該四つの基材42を間隔を置いてアーチ形に配置し、異なる高さに位置させる。本実施例におけるカーボンナノチューブアレイ40の生長方法は、前記実施例1におけるカーボンナノチューブアレイ10の生長方法と同じである。
【0038】
ステップS202では、複数の前記カーボンナノチューブアレイ40からそれぞれ複数のカーボンナノチューブを引き出し、複数のカーボンナノチューブフィルム50を形成し、前記複数のカーボンナノチューブフィルム50を一つの基準点52に集める。
【0039】
前記四つのカーボンナノチューブアレイ40からそれぞれ複数のカーボンナノチューブを引き出し、複数のカーボンナノチューブフィルム50を形成する。該複数のカーボンナノチューブフィルム50の形成方法は、前記実施例1における複数のカーボンナノチューブフィルム20の形成方法と同じである。
【0040】
前記複数のカーボンナノチューブを引き出す過程において、一つの基準点52に向かう方向に沿って、該複数のカーボンナノチューブアレイ40からカーボンナノチューブフィルム50を引き出す。前記複数のカーボンナノチューブを引き出す工程において、前記複数のカーボンナノチューブフィルム50を前記基準点52に集める。前記四つのカーボンナノチューブアレイ40から前記四枚のカーボンナノチューブフィルム50を引き出す引き伸ばす角度は、それぞれ、γ1、γ2、γ3、γ4である。前記四つの基材42と水平面とが成す角度を調節することによって、γ1=γ2=γ3=γ4という関係を満たさせ、且つγ1、γ2、γ3、γ4を0°〜5°に保持させることが好ましい。前記基材42と水平面とが成す角度を調節することによって、前記カーボンナノチューブフィルム50がそれと対応するカーボンナノチューブアレイ40が生長された基材42の第一表面422と成す角度を、小さくならせることができるので、カーボンナノチューブアレイ40から引き伸ばされたカーボンナノチューブフィルム50の均一性を高め、該カーボンナノチューブフィルム50で製造されたカーボンナノチューブ線状構造体の均一性を高めることができる。従って、前記カーボンナノチューブ線状構造体の機械強度及び靭性を高めることができる。
【0041】
前記カーボンナノチューブフィルム50の比表面積が大きく、その接着性が強いので、前記複数のカーボンナノチューブフィルム50は、前記基準点52において互いに接着できる。
【0042】
ステップS203では、前記複数のカーボンナノチューブフィルム50を併せて処理し、カーボンナノチューブ線状構造体56を形成する。
【0043】
前記複数のカーボンナノチューブフィルム50を併せて処理する方法は、機械的外力で処理する方法又は有機溶剤で処理する方法である。
【0044】
本実施例において、機械的外力で処理する方法を採用する。前記機械的外力で処理する方法は、前記基準点52に集められた複数のカーボンナノチューブフィルム50を機械的外力で絞り、カーボンナノチューブ線状構造体56を形成することである。
【0045】
図5を参照すると、前記機械的外力で処理する方法は、次の工程を含む。まず、前記基準点52に集められた複数のカーボンナノチューブフィルム50を、回転可能なスプールに固定する。次に、前記スプールを回転させると同時に、前記カーボンナノチューブアレイ40から離れる方向に沿って前記スプールを移動させる。前記基準点52に集められた複数のカーボンナノチューブフィルム50を引き出す方向を軸として、前記スプールを時計回り又は反時計回りに回転させる。本実施例において、前記スプールを反時計回りに回転させる。前記スプールを移動させる過程において、前記複数のカーボンナノチューブアレイ40から引き出した複数のカーボンナノチューブフィルム50は、前記スプールによって加えられた機械的外力で、カーボンナノチューブ線状構造体55に形成される。各々の前記カーボンナノチューブフィルム50が強い接着性を有するので、前記複数のカーボンナノチューブフィルム50が絞られた後、緊密に接着される。前記カーボンナノチューブフィルム50同士の間に明らかな界面が存在しない。従って、前記カーボンナノチューブ線状構造体55の断面から見ると、カーボンナノチューブフィルム50の間に境界が形成されない。前記カーボンナノチューブ線状構造体55は、分子間力で端と端とが接続された複数のカーボンナノチューブからなり、該複数のカーボンナノチューブは前記カーボンナノチューブ線状構造体55の長手方向に螺旋状に配列されている。前記カーボンナノチューブ線状構造体55の長さは制限されない。
【0046】
前記カーボンナノチューブ線状構造体55を、有機溶剤で処理することもできる。具体的には、有機溶剤62を前記カーボンナノチューブ線状構造体55の表面に滴下し、該有機溶剤62で前記カーボンナノチューブ線状構造体55を完全に浸漬させる。本実施例において、一つの開口64を有する容器60を、前記カーボンナノチューブ線状構造体55の一側に配置し、該容器60にいれた有機溶剤62を前記開口64から流して、前記カーボンナノチューブ線状構造体55の表面に滴下させる。前記有機溶剤62は、例えば、エタノール、メタノール、アセトン、ジクロロエタン、クロロホルムなどの揮発性有機溶剤である。本実施例において、前記有機溶剤62は、エタノールである。これにより、前記有機溶剤62の表面張力によって、前記カーボンナノチューブ線状構造体55における複数のカーボンナノチューブを縮ませて、さらに緊密なカーボンナノチューブ線状構造体56を形成する。
【0047】
さらに、有機溶剤で処理された前記カーボンナノチューブ線状構造体56を乾燥させる。具体的には、前記カーボンナノチューブ線状構造体56を、内部の温度が80℃〜100℃であるドライヤー66に置き、前記有機溶剤を速く揮発させ、前記カーボンナノチューブ線状構造体56におけるカーボンナノチューブを緊密に接着させる。
【0048】
前記有機溶剤によって処理されたカーボンナノチューブ線状構造体56の接着性が弱くなるので、収集しやすい。本実施例において、モーター58で前記有機溶剤によって処理されたカーボンナノチューブ線状構造体56を前記モーター58のスプール68に巻く。
【0049】
前記カーボンナノチューブ線状構造体56を連続して製造することができる。
【0050】
(実施例3)
本実施例のカーボンナノチューブ線状構造体の製造方法は、下記のステップを含む。
【0051】
ステップS301では、異なる平面に設置された複数のカーボンナノチューブアレイを提供する。
【0052】
ステップS302では、前記複数のカーボンナノチューブアレイからカーボンナノチューブを引き出し、複数のカーボンナノチューブフィルムを形成し、前記複数のカーボンナノチューブフィルムを一つの基準点に集める。
【0053】
ステップS303では、それぞれ前記複数のカーボンナノチューブフィルムの表面に、金属層を堆積させ、複数の複合カーボンナノチューブフィルムを形成する。
【0054】
前記金属層の材料は、金、銀、プラチナ、銅又は合金である。該金属層の厚さが1ナノメートル〜20ナノメートルである。それぞれ前記複数のカーボンナノチューブフィルムの表面に、金属層を形成する方法は、真空蒸着法、イオンスパッタリング法などの物理的方法、又は電気めっき、化学めっきなどの化学的方法を採用する。本実施例において、真空蒸着装置(図示せず)で前記複数のカーボンナノチューブフィルムの表面に銅を蒸着して銅層を形成した後、該銅層にプラチナを蒸着し、複数の複合カーボンナノチューブフィルムを形成する。
【0055】
ステップS304では、集められた複数の前記複合カーボンナノチューブフィルムを併せて処理し、複合カーボンナノチューブ線状構造体を形成する。
【0056】
本実施例において、有機溶剤で処理する方法を利用して、複数の複合カーボンナノチューブフィルムを併せて処理する。まず、基準点に、前記複数の複合カーボンナノチューブフィルムを併せて複合カーボンナノチューブ構造体前駆体を形成する。前記複合カーボンナノチューブ構造体前駆体は、前記複数の複合カーボンナノチューブフィルムが積層して、形成されたものである。次に、有機溶剤で前記複合カーボンナノチューブ構造体前駆体を処理し、複合カーボンナノチューブ線状構造体を形成する。その後、前記複合カーボンナノチューブ線状構造体を、ドライヤーで乾燥した後、モーターのスプールに巻く。前記有機溶剤で前記複合カーボンナノチューブ構造体前駆体を処理する際、まず、一つの開口を有する容器を、前記複合カーボンナノチューブ構造体前駆体の一側に配置し、該容器にいれた有機溶剤が前記開口から流し、前記複合カーボンナノチューブ構造体前駆体の表面に滴下させる。
【0057】
前記複合カーボンナノチューブ線状構造体の断面から見ると、該複合カーボンナノチューブ線状構造体における各々の複合カーボンナノチューブフィルムの間に明らかな界面が存在しない。前記複合カーボンナノチューブ線状構造体は、分子間力で端と端が接続された複数のカーボンナノチューブを含む。該複数のカーボンナノチューブは基本的に同じ方向に沿って、配列されている。各々のカーボンナノチューブの表面に少なくとも一層の金属層が形成される。本実施例において、前記複合カーボンナノチューブ線状構造体におけるカーボンナノチューブの表面に銅層及びプラチナ層が形成され、該銅層が前記カーボンナノチューブと前記プラチナ層との間に設置される。前記複合カーボンナノチューブ線状構造体の直径が120マイクロメートル以上である。本実施例において、前記複合カーボンナノチューブ線状構造体の直径が200マイクロメートルである。
【0058】
ステップS303において、集められた複数の複合カーボンナノチューブフィルムを併せて処理し、複合カーボンナノチューブ線状構造体を形成する方法は、前記機械的外力で処理する方法を採用することができる。前記基準点に集められた複数の複合カーボンナノチューブフィルムを機械的外力で絞り、複合カーボンナノチューブ線状構造体を形成する。前記複合カーボンナノチューブ線状構造体を、有機溶剤で処理することもできる。
【0059】
前記複合カーボンナノチューブ線状構造体の断面から見ると、複合カーボンナノチューブフィルムの間に境界が形成されない。前記複合カーボンナノチューブ線状構造体は、分子間力で端と端とが接続された複数の複合カーボンナノチューブからなり、該複数のカーボンナノチューブは前記複合カーボンナノチューブ線状構造体の長手方向に螺旋状に配列され、複数のカーボンナノチューブの表面に銅層及びプラチナ層が形成され、該銅層が前記カーボンナノチューブと前記プラチナ層との間に設置される。
【0060】
前記カーボンナノチューブ線状構造体の製造方法において、前記複数のカーボンナノチューブアレイから複数のカーボンナノチューブフィルムを引き出し、該複数のカーボンナノチューブフィルムを併せて処理し、カーボンナノチューブ線状構造体を形成するので、該カーボンナノチューブ線状構造体の直径は、カーボンナノチューブアレイを生長させる基板の寸法に制限されなく、前記カーボンナノチューブアレイの数量を制御することによって、調節することができる。従って、本実施例の製造方法を利用して、簡単に所定の直径を有するカーボンナノチューブ線状構造体を形成することができる。前記カーボンナノチューブ線状構造体は、優れた導電性、熱伝導性、機械強度、強靭性を有する。
【符号の説明】
【0061】
10、40 カーボンナノチューブアレイ
12、42 基材
13 支持体
24 カーボンナノチューブ構造体前駆体
20、50 カーボンナノチューブフィルム
22、52 基準点
26、55、56 カーボンナノチューブ線状構造体
28、58 スプール
30、60 容器
32、62 有機溶剤
34、64 開口
36、66 ドライヤー
38、68 モーター
122、422 第一表面
124、424 第二表面
130 鋸歯表面
【技術分野】
【0001】
本発明は、カーボンナノチューブ構造体の製造方法に関し、特にカーボンナノチューブ線状構造体の製造方法に関するものである。
【背景技術】
【0002】
カーボンナノチューブ(Carbon Nanotube,CNT)は、新型のカーボン材料であり、日本の研究員の飯島澄男よって1991年に発見された(非特許文献1を参照)。カーボンナノチューブは良好な電磁性能、良好な化学的安定性、光学性能、力学性能などを有するため、電子放出装置、センサー及び新型の光学材料などの領域に応用される。しかし、現在カーボンナノチューブはナノレベルに形成され、微視的レベルで応用されるため、取り扱いが困難であるので、肉眼レベルで応用するための開発が進んでいる。
【0003】
カーボンナノチューブ線状構造体は、カーボンナノチューブの巨視的サイズを有する構造の一種である。前記カーボンナノチューブ線状構造体は、複数のカーボンナノチューブからなり、炭素繊維、グラファイト繊維及びガラス繊維に取って代わることができる新型の材料であり、ケーブル、プリント基板、防護服などの領域に広く応用される。
【0004】
特許文献1には、ナノ繊維ワイヤの製造方法が開示されている。該ナノ繊維ワイヤの製造方法は、下記のステップを含む。まず、ナノ繊維を処理し、平行に配列されたナノ繊維アレイを提供する。次に、前記ナノ繊維アレイから、ナノ繊維を引き出し、ナノ繊維フィルムが形成される。その後、前記ナノ繊維フィルムをねじり、ナノ繊維ワイヤが形成される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】国際公開第07/015710号
【非特許文献】
【0006】
【非特許文献1】S.Iijima、“Helical Microtubules of Graphitic Carbon”、Nature、1991年、第354巻、p.56
【非特許文献2】Kaili Jiang、Qunqing Li、Shoushan Fan、“Spinning continuous carbon nanotube yarns”、Nature、2002年、第419巻、p.801
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、前記ナノ繊維アレイが生長された基材がシリコン基材であり、大寸法のシリコン基材を製造することが難しく、且つナノ繊維アレイの生長面積が、該ナノ繊維アレイが生長されたシリコン基材のサイズに関係するので、大寸法の面積を有するナノ繊維アレイを生長させることが困難である。前記ナノ繊維ワイヤの製造方法において、ナノ繊維ワイヤの直径がナノ繊維アレイのサイズに制限されるので、該ナノ繊維ワイヤは、その直径が小さく、その機械強度及び靭性が優れず、その応用が制限されるという欠点がある。
【0008】
従って、本発明は、直径が大きく、その機械強度及び靭性が優れたカーボンナノチューブ線状構造体の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0009】
カーボンナノチューブ線状構造体の製造方法は、異なる平面に設置された複数のカーボンナノチューブアレイを提供するステップと、各々の前記カーボンナノチューブアレイから複数のカーボンナノチューブを引き出し、複数のカーボンナノチューブフィルムを形成し、該複数のカーボンナノチューブフィルムを一つの基準点に集めるステップと、前記複数のカーボンナノチューブフィルムを併せて処理し、カーボンナノチューブ線状構造体を形成するステップと、を含む。
【0010】
前記複数のカーボンナノチューブフィルムを併せて処理するステップにおいて、前記基準点に集められた前記複数のカーボンナノチューブフィルムを機械的外力で絞り、カーボンナノチューブ線状構造体を形成する。
【0011】
前記複数のカーボンナノチューブフィルムを併せて処理するステップにおいて、前記基準点に集められた前記複数のカーボンナノチューブフィルムを有機溶剤に浸漬させて、カーボンナノチューブ線状構造体を形成する。
【発明の効果】
【0012】
本発明のカーボンナノチューブ線状構造体には、下記の優れた点がある。前記複数のカーボンナノチューブアレイから複数のカーボンナノチューブフィルムを引き出し、該複数のカーボンナノチューブフィルムをカーボンナノチューブ線状構造体に併せて処理するので、該カーボンナノチューブ線状構造体の直径は、単一のカーボンナノチューブアレイのサイズに制限されず、前記カーボンナノチューブアレイの数量を制御することによって、調節することができる。従って、簡単かつ便利に所定の直径を有するカーボンナノチューブ線状構造体が形成することができる。
【0013】
前記製造方法を利用して、直径が制限されない複合カーボンナノチューブ線状構造体を形成することができる。前記カーボンナノチューブ線状構造体は、優れた導電性、熱伝導性、機械強度、強靭性を有する。
【図面の簡単な説明】
【0014】
【図1】本発明の実施例1に係るカーボンナノチューブ線状構造体の製造方法のフローチャートである。
【図2】本発明の実施例1に係るカーボンナノチューブアレイが生長された基材の構造を示す図である。
【図3】本発明の実施例1に係るカーボンナノチューブ線状構造体の製造方法を示す図である。
【図4】本発明の実施例1に係るカーボンナノチューブ線状構造体の製造方法における鋸歯形に並べるカーボンナノチューブアレイを示す図である。
【図5】本発明の実施例2に係るカーボンナノチューブ線状構造体の製造方法を示す図である。
【発明を実施するための形態】
【0015】
以下、図面を参照して、本発明の実施例について説明する。
【0016】
(実施例1)
図1及び図3を参照すると、本発明の実施例1は、カーボンナノチューブ線状構造体の製造方法を提供する。該カーボンナノチューブ線状構造体の製造方法は、下記のステップを含む。
【0017】
ステップS101では、異なる平面に設置された複数のカーボンナノチューブアレイ10を提供する。
【0018】
異なる平面に、それぞれカーボンナノチューブアレイ10が生長された複数の基材12を設置する。前記異なる平面に設置した複数の基材12の構造が同じである。図2を参照すると、各々の前記基材12は、第一表面122及び該第一表面122と対向する第二表面124を有する。前記基材12の第一表面122には、カーボンナノチューブアレイ10が生長される。前記複数の基材12の第二表面124は、それぞれ異なる平面に設置される。前記複数の基材12は、異なる平面に線形、アーチ形、鋸歯形及び他の形状に並べることができ、その数量が制限されない。
【0019】
一つの例として、図3を参照すると、三つの前記基材12を三つの支持面を有する支持体(図示せず)に設置し、該三つの支持面が異なる水平面に位置される。前記三つの基材12を間隔を置いて平行して直線形に並列させ、異なる高さに位置させる。もう一つの例として、図4を参照すると、複数の前記基材12は、鋸歯形に並べられる。前記複数の基材12は、鋸歯形の支持体13に支持される。該支持体13は、複数の鋸歯を有し、各々の鋸歯が二つの交叉する鋸歯表面130を有する。各々の前記基材12は、前記鋸歯表面130に設置される。
【0020】
各々の前記カーボンナノチューブアレイ10は、複数のカーボンナノチューブからなる。前記カーボンナノチューブは、単層カーボンナノチューブ、二層カーボンナノチューブ又は多層カーボンナノチューブの一種又は多種である。前記単層カーボンナノチューブの直径は、0.5ナノメートル〜50ナノメートルであり、前記二層カーボンナノチューの直径は、1.0ナノメートル〜50ナノメートルであり、前記多層カーボンナノチューブの直径は、1.5ナノメートル〜50ナノメートルである。本実施例において、前記カーボンナノチューブは、多層カーボンナノチューブであり、該複数のカーボンナノチューブが互いに平行する。
【0021】
前記カーボンナノチューブアレイ10は、超配列カーボンナノチューブアレイ(Superaligned array of carbon nanotubes,非特許文献2を参照)であり、該超配列カーボンナノチューブアレイの製造方法は、化学気相堆積法を採用する。該製造方法は、次のステップを含む。ステップ(a)では、平らな基材を提供し、該基材はP型のシリコン基材、N型のシリコン基材及び酸化層が形成されたシリコン基材のいずれか一種である。本実施例において、4インチのシリコン基材を選択することが好ましい。ステップ(b)では、前記基材の表面に、均一的に触媒層を形成する。該触媒層の材料は鉄、コバルト、ニッケル及びその2種以上の合金のいずれか一種である。ステップ(c)では、前記触媒層が形成された基材を700℃〜900℃の空気で30分〜90分間アニーリングする。ステップ(d)では、アニーリングされた基材を反応炉に置き、保護ガスで500℃〜740℃の温度で加熱した後で、カーボンを含むガスを導入して、5分〜30分間反応を行って、超配列カーボンナノチューブアレイ(Superaligned array of carbon nanotubes,非特許文献2)を生長させることができる。該カーボンナノチューブアレイの高さは100マイクロメートル以上である。該カーボンナノチューブアレイは、互いに平行し、基材に垂直に生長する複数のカーボンナノチューブからなる。該カーボンナノチューブは、長さが長いため、部分的にカーボンナノチューブ同士が互いに絡み合っている。生長の条件を制御することによって、前記カーボンナノチューブアレイは、例えば、アモルファスカーボン及び残存する触媒である金属粒子などの不純物を含まなくなる。
【0022】
本実施例において、前記カーボンを含むガスとしては、例えば、アセチレン、エチレン、メタンなどの活性な炭化水素が選択され、エチレンを選択することが好ましい。保護ガスは窒素ガスまたは不活性ガスであり、アルゴンガスが好ましい。
【0023】
本実施例により提供されたカーボンナノチューブアレイは、前記の製造方法により製造されることに制限されず、アーク放電法またはレーザー蒸発法で製造してもよい。
【0024】
ステップS102では、複数の前記カーボンナノチューブアレイ10からそれぞれ複数のカーボンナノチューブを引き出し、複数のカーボンナノチューブフィルム20を形成し、該複数のカーボンナノチューブフィルム20を一つの基準点22に集める。
【0025】
図3を参照すると、前記カーボンナノチューブアレイ10から、カーボンナノチューブフィルム20を引き伸ばす方法は、下記のステップを含む。まず、ピンセットなどの工具を利用して前記カーボンナノチューブアレイ10における複数のカーボンナノチューブの端部を持つ。本実施例において、前記工具は、一定の幅を有するテープであることが好ましい。次に、所定の速度で前記カーボンナノチューブアレイ10が生長された基材12の第一表面122と所定の角度(引き伸ばす角度)を成す方向に沿って、前記複数のカーボンナノチューブを引き出し、前記複数のカーボンナノチューブがそれぞれ前記基材12から脱離すると、分子間力で前記カーボンナノチューブ束が端と端で接合され、連続のカーボンナノチューブフィルム20が形成される。該カーボンナノチューブフィルム20におけるカーボンナノチューブの軸向は、基本的に該カーボンナノチューブフィルム20が引き出された方向に平行する。
【0026】
前記複数のカーボンナノチューブを引き出す工程において、一つの基準点22に向かう方向に沿って、該複数のカーボンナノチューブアレイ10からカーボンナノチューブフィルム20を引き出し、前記複数のカーボンナノチューブフィルム20を前記基準点22に集める。前記カーボンナノチューブフィルム20を引き伸ばす角度は、0°〜50°であり、0°〜5°であることが好ましい。本実施例において、それぞれ前記三つのカーボンナノチューブアレイ10から、複数のカーボンナノチューブを引き出し、三枚のカーボンナノチューブフィルム20を形成する。前記三枚のカーボンナノチューブフィルム20を引き伸ばす角度は、それぞれ、α1、α2、α3であり、且つα1<α2<α3という関係を満たす。α1が0°〜5°であり、α2が5°〜10°であり、α3が10°〜15°である。
【0027】
前記カーボンナノチューブフィルム20の比表面積が大きく、その接着性が強いので、前記複数のカーボンナノチューブフィルム20は、前記基準点22において互いに接着できる。
【0028】
ステップS103では、前記複数のカーボンナノチューブフィルム20を併せて処理し、カーボンナノチューブ線状構造体26を形成する。
【0029】
まず、前記基準点22において、前記三枚のカーボンナノチューブフィルム20を積層して、カーボンナノチューブ構造体前駆体24に形成する。前記カーボンナノチューブ構造体前駆体24は、前記複数のカーボンナノチューブフィルム20が積層して形成されたものである。前記カーボンナノチューブ線状構造体24は、分子間力で端と端とが接続された複数のカーボンナノチューブを含み、該複数のカーボンナノチューブが前記カーボンナノチューブ構造体前駆体24の長手方向に、平行に配列されている。各々の前記カーボンナノチューブフィルム20が大きな比表面積を有するので、前記複数のカーボンナノチューブフィルム20を積層した後、該複数のカーボンナノチューブフィルム20が互いに接着し、隣接する前記カーボンナノチューブフィルム20の間に明らかな界面が存在しない。
【0030】
次に、有機溶剤で前記カーボンナノチューブ構造体前駆体24を処理し、カーボンナノチューブ線状構造体26を形成する。具体的には、有機溶剤32を前記カーボンナノチューブ構造体前駆体24の表面に滴下し、該有機溶剤32に前記カーボンナノチューブ構造体前駆体24を完全に浸漬させる。本実施例において、一つの開口34を有する容器30を、前記カーボンナノチューブ構造体前駆体24の一側に配置し、該容器30にいれた有機溶剤32を前記開口34から流して、前記カーボンナノチューブ構造体前駆体24の表面に滴下させる。前記有機溶剤32は、例えば、エタノール、メタノール、アセトン、ジクロロエタン、クロロホルムなどの揮発性有機溶剤である。本実施例において、前記有機溶剤32は、エタノールである。これにより、前記有機溶剤32の表面張力によって、カーボンナノチューブ構造体前駆体24における複数のカーボンナノチューブを縮ませて、さらに緊密なカーボンナノチューブ線状構造体26を形成する。従って、前記カーボンナノチューブ線状構造体26の断面から見ると、カーボンナノチューブの間に境界が形成されない。
【0031】
さらに、有機溶剤で処理された前記カーボンナノチューブ線状構造体26を乾燥させる。具体的には、前記カーボンナノチューブ線状構造体26を、内部の温度が80℃〜100℃であるドライヤー36に置き、前記有機溶剤を速く揮発させ、前記カーボンナノチューブ線状構造体26におけるカーボンナノチューブを緊密に接着させる。
【0032】
前記有機溶剤によって処理されたカーボンナノチューブ線状構造体26の接着性が弱くなるので、収集しやすい。本実施例において、モーター38で前記有機溶剤によって処理されたカーボンナノチューブ線状構造体26を前記モーター38のスプール28に巻く。
【0033】
前記カーボンナノチューブ線状構造体26の直径は、前記カーボンナノチューブアレイの寸法及び数量と関係する。該カーボンナノチューブ線状構造体26の直径は、120マイクロメートル以上である。本実施例において、該カーボンナノチューブ線状構造体26の直径は、200マイクロメートルである。
【0034】
前記カーボンナノチューブ線状構造体26を連続して製造することができる。
【0035】
(実施例2)
図5を参照すると、本実施例のカーボンナノチューブ線状構造体の製造方法は、下記のステップを含む。
【0036】
ステップS201では、異なる平面に設置された複数のカーボンナノチューブアレイ40を提供する。
【0037】
本実施例において、異なる平面に、それぞれカーボンナノチューブアレイ40が生長された四つの基材42を設置する。前記異なる平面に設置した四つの基材42の構造が同じである。単一の前記基材42は、第一表面422及び該第一表面422と対向する第二表面424を有する。前記基材42の第一表面422には、カーボンナノチューブアレイ40が生長される。前記四つの基材42の第二表面424は、異なる平面に設置される。前記カーボンナノチューブアレイ40が生長された四つの基材42を、四つの支持面を有する支持体(図示せず)に設置し、該四つの支持面が異なる水平面に位置される。該四つの基材42を間隔を置いてアーチ形に配置し、異なる高さに位置させる。本実施例におけるカーボンナノチューブアレイ40の生長方法は、前記実施例1におけるカーボンナノチューブアレイ10の生長方法と同じである。
【0038】
ステップS202では、複数の前記カーボンナノチューブアレイ40からそれぞれ複数のカーボンナノチューブを引き出し、複数のカーボンナノチューブフィルム50を形成し、前記複数のカーボンナノチューブフィルム50を一つの基準点52に集める。
【0039】
前記四つのカーボンナノチューブアレイ40からそれぞれ複数のカーボンナノチューブを引き出し、複数のカーボンナノチューブフィルム50を形成する。該複数のカーボンナノチューブフィルム50の形成方法は、前記実施例1における複数のカーボンナノチューブフィルム20の形成方法と同じである。
【0040】
前記複数のカーボンナノチューブを引き出す過程において、一つの基準点52に向かう方向に沿って、該複数のカーボンナノチューブアレイ40からカーボンナノチューブフィルム50を引き出す。前記複数のカーボンナノチューブを引き出す工程において、前記複数のカーボンナノチューブフィルム50を前記基準点52に集める。前記四つのカーボンナノチューブアレイ40から前記四枚のカーボンナノチューブフィルム50を引き出す引き伸ばす角度は、それぞれ、γ1、γ2、γ3、γ4である。前記四つの基材42と水平面とが成す角度を調節することによって、γ1=γ2=γ3=γ4という関係を満たさせ、且つγ1、γ2、γ3、γ4を0°〜5°に保持させることが好ましい。前記基材42と水平面とが成す角度を調節することによって、前記カーボンナノチューブフィルム50がそれと対応するカーボンナノチューブアレイ40が生長された基材42の第一表面422と成す角度を、小さくならせることができるので、カーボンナノチューブアレイ40から引き伸ばされたカーボンナノチューブフィルム50の均一性を高め、該カーボンナノチューブフィルム50で製造されたカーボンナノチューブ線状構造体の均一性を高めることができる。従って、前記カーボンナノチューブ線状構造体の機械強度及び靭性を高めることができる。
【0041】
前記カーボンナノチューブフィルム50の比表面積が大きく、その接着性が強いので、前記複数のカーボンナノチューブフィルム50は、前記基準点52において互いに接着できる。
【0042】
ステップS203では、前記複数のカーボンナノチューブフィルム50を併せて処理し、カーボンナノチューブ線状構造体56を形成する。
【0043】
前記複数のカーボンナノチューブフィルム50を併せて処理する方法は、機械的外力で処理する方法又は有機溶剤で処理する方法である。
【0044】
本実施例において、機械的外力で処理する方法を採用する。前記機械的外力で処理する方法は、前記基準点52に集められた複数のカーボンナノチューブフィルム50を機械的外力で絞り、カーボンナノチューブ線状構造体56を形成することである。
【0045】
図5を参照すると、前記機械的外力で処理する方法は、次の工程を含む。まず、前記基準点52に集められた複数のカーボンナノチューブフィルム50を、回転可能なスプールに固定する。次に、前記スプールを回転させると同時に、前記カーボンナノチューブアレイ40から離れる方向に沿って前記スプールを移動させる。前記基準点52に集められた複数のカーボンナノチューブフィルム50を引き出す方向を軸として、前記スプールを時計回り又は反時計回りに回転させる。本実施例において、前記スプールを反時計回りに回転させる。前記スプールを移動させる過程において、前記複数のカーボンナノチューブアレイ40から引き出した複数のカーボンナノチューブフィルム50は、前記スプールによって加えられた機械的外力で、カーボンナノチューブ線状構造体55に形成される。各々の前記カーボンナノチューブフィルム50が強い接着性を有するので、前記複数のカーボンナノチューブフィルム50が絞られた後、緊密に接着される。前記カーボンナノチューブフィルム50同士の間に明らかな界面が存在しない。従って、前記カーボンナノチューブ線状構造体55の断面から見ると、カーボンナノチューブフィルム50の間に境界が形成されない。前記カーボンナノチューブ線状構造体55は、分子間力で端と端とが接続された複数のカーボンナノチューブからなり、該複数のカーボンナノチューブは前記カーボンナノチューブ線状構造体55の長手方向に螺旋状に配列されている。前記カーボンナノチューブ線状構造体55の長さは制限されない。
【0046】
前記カーボンナノチューブ線状構造体55を、有機溶剤で処理することもできる。具体的には、有機溶剤62を前記カーボンナノチューブ線状構造体55の表面に滴下し、該有機溶剤62で前記カーボンナノチューブ線状構造体55を完全に浸漬させる。本実施例において、一つの開口64を有する容器60を、前記カーボンナノチューブ線状構造体55の一側に配置し、該容器60にいれた有機溶剤62を前記開口64から流して、前記カーボンナノチューブ線状構造体55の表面に滴下させる。前記有機溶剤62は、例えば、エタノール、メタノール、アセトン、ジクロロエタン、クロロホルムなどの揮発性有機溶剤である。本実施例において、前記有機溶剤62は、エタノールである。これにより、前記有機溶剤62の表面張力によって、前記カーボンナノチューブ線状構造体55における複数のカーボンナノチューブを縮ませて、さらに緊密なカーボンナノチューブ線状構造体56を形成する。
【0047】
さらに、有機溶剤で処理された前記カーボンナノチューブ線状構造体56を乾燥させる。具体的には、前記カーボンナノチューブ線状構造体56を、内部の温度が80℃〜100℃であるドライヤー66に置き、前記有機溶剤を速く揮発させ、前記カーボンナノチューブ線状構造体56におけるカーボンナノチューブを緊密に接着させる。
【0048】
前記有機溶剤によって処理されたカーボンナノチューブ線状構造体56の接着性が弱くなるので、収集しやすい。本実施例において、モーター58で前記有機溶剤によって処理されたカーボンナノチューブ線状構造体56を前記モーター58のスプール68に巻く。
【0049】
前記カーボンナノチューブ線状構造体56を連続して製造することができる。
【0050】
(実施例3)
本実施例のカーボンナノチューブ線状構造体の製造方法は、下記のステップを含む。
【0051】
ステップS301では、異なる平面に設置された複数のカーボンナノチューブアレイを提供する。
【0052】
ステップS302では、前記複数のカーボンナノチューブアレイからカーボンナノチューブを引き出し、複数のカーボンナノチューブフィルムを形成し、前記複数のカーボンナノチューブフィルムを一つの基準点に集める。
【0053】
ステップS303では、それぞれ前記複数のカーボンナノチューブフィルムの表面に、金属層を堆積させ、複数の複合カーボンナノチューブフィルムを形成する。
【0054】
前記金属層の材料は、金、銀、プラチナ、銅又は合金である。該金属層の厚さが1ナノメートル〜20ナノメートルである。それぞれ前記複数のカーボンナノチューブフィルムの表面に、金属層を形成する方法は、真空蒸着法、イオンスパッタリング法などの物理的方法、又は電気めっき、化学めっきなどの化学的方法を採用する。本実施例において、真空蒸着装置(図示せず)で前記複数のカーボンナノチューブフィルムの表面に銅を蒸着して銅層を形成した後、該銅層にプラチナを蒸着し、複数の複合カーボンナノチューブフィルムを形成する。
【0055】
ステップS304では、集められた複数の前記複合カーボンナノチューブフィルムを併せて処理し、複合カーボンナノチューブ線状構造体を形成する。
【0056】
本実施例において、有機溶剤で処理する方法を利用して、複数の複合カーボンナノチューブフィルムを併せて処理する。まず、基準点に、前記複数の複合カーボンナノチューブフィルムを併せて複合カーボンナノチューブ構造体前駆体を形成する。前記複合カーボンナノチューブ構造体前駆体は、前記複数の複合カーボンナノチューブフィルムが積層して、形成されたものである。次に、有機溶剤で前記複合カーボンナノチューブ構造体前駆体を処理し、複合カーボンナノチューブ線状構造体を形成する。その後、前記複合カーボンナノチューブ線状構造体を、ドライヤーで乾燥した後、モーターのスプールに巻く。前記有機溶剤で前記複合カーボンナノチューブ構造体前駆体を処理する際、まず、一つの開口を有する容器を、前記複合カーボンナノチューブ構造体前駆体の一側に配置し、該容器にいれた有機溶剤が前記開口から流し、前記複合カーボンナノチューブ構造体前駆体の表面に滴下させる。
【0057】
前記複合カーボンナノチューブ線状構造体の断面から見ると、該複合カーボンナノチューブ線状構造体における各々の複合カーボンナノチューブフィルムの間に明らかな界面が存在しない。前記複合カーボンナノチューブ線状構造体は、分子間力で端と端が接続された複数のカーボンナノチューブを含む。該複数のカーボンナノチューブは基本的に同じ方向に沿って、配列されている。各々のカーボンナノチューブの表面に少なくとも一層の金属層が形成される。本実施例において、前記複合カーボンナノチューブ線状構造体におけるカーボンナノチューブの表面に銅層及びプラチナ層が形成され、該銅層が前記カーボンナノチューブと前記プラチナ層との間に設置される。前記複合カーボンナノチューブ線状構造体の直径が120マイクロメートル以上である。本実施例において、前記複合カーボンナノチューブ線状構造体の直径が200マイクロメートルである。
【0058】
ステップS303において、集められた複数の複合カーボンナノチューブフィルムを併せて処理し、複合カーボンナノチューブ線状構造体を形成する方法は、前記機械的外力で処理する方法を採用することができる。前記基準点に集められた複数の複合カーボンナノチューブフィルムを機械的外力で絞り、複合カーボンナノチューブ線状構造体を形成する。前記複合カーボンナノチューブ線状構造体を、有機溶剤で処理することもできる。
【0059】
前記複合カーボンナノチューブ線状構造体の断面から見ると、複合カーボンナノチューブフィルムの間に境界が形成されない。前記複合カーボンナノチューブ線状構造体は、分子間力で端と端とが接続された複数の複合カーボンナノチューブからなり、該複数のカーボンナノチューブは前記複合カーボンナノチューブ線状構造体の長手方向に螺旋状に配列され、複数のカーボンナノチューブの表面に銅層及びプラチナ層が形成され、該銅層が前記カーボンナノチューブと前記プラチナ層との間に設置される。
【0060】
前記カーボンナノチューブ線状構造体の製造方法において、前記複数のカーボンナノチューブアレイから複数のカーボンナノチューブフィルムを引き出し、該複数のカーボンナノチューブフィルムを併せて処理し、カーボンナノチューブ線状構造体を形成するので、該カーボンナノチューブ線状構造体の直径は、カーボンナノチューブアレイを生長させる基板の寸法に制限されなく、前記カーボンナノチューブアレイの数量を制御することによって、調節することができる。従って、本実施例の製造方法を利用して、簡単に所定の直径を有するカーボンナノチューブ線状構造体を形成することができる。前記カーボンナノチューブ線状構造体は、優れた導電性、熱伝導性、機械強度、強靭性を有する。
【符号の説明】
【0061】
10、40 カーボンナノチューブアレイ
12、42 基材
13 支持体
24 カーボンナノチューブ構造体前駆体
20、50 カーボンナノチューブフィルム
22、52 基準点
26、55、56 カーボンナノチューブ線状構造体
28、58 スプール
30、60 容器
32、62 有機溶剤
34、64 開口
36、66 ドライヤー
38、68 モーター
122、422 第一表面
124、424 第二表面
130 鋸歯表面
【特許請求の範囲】
【請求項1】
異なる平面に設置された複数のカーボンナノチューブアレイを提供するステップと、
各々の前記カーボンナノチューブアレイから複数のカーボンナノチューブを引き出し、複数のカーボンナノチューブフィルムを形成し、該複数のカーボンナノチューブフィルムを一つの基準点に集めるステップと、
前記複数のカーボンナノチューブフィルムを併せて処理し、カーボンナノチューブ線状構造体を形成するステップと、
を含むことを特徴とするカーボンナノチューブ線状構造体の製造方法。
【請求項2】
前記複数のカーボンナノチューブフィルムを併せて処理するステップにおいて、前記基準点に集められた前記複数のカーボンナノチューブフィルムを機械的外力で絞り、カーボンナノチューブ線状構造体を形成することを特徴とする、請求項1に記載のカーボンナノチューブ線状構造体の製造方法。
【請求項3】
前記複数のカーボンナノチューブフィルムを併せて処理するステップにおいて、前記基準点に集められた前記複数のカーボンナノチューブフィルムを有機溶剤に浸漬させて、カーボンナノチューブ線状構造体を形成することを特徴とする、請求項1に記載のカーボンナノチューブ線状構造体の製造方法。
【請求項1】
異なる平面に設置された複数のカーボンナノチューブアレイを提供するステップと、
各々の前記カーボンナノチューブアレイから複数のカーボンナノチューブを引き出し、複数のカーボンナノチューブフィルムを形成し、該複数のカーボンナノチューブフィルムを一つの基準点に集めるステップと、
前記複数のカーボンナノチューブフィルムを併せて処理し、カーボンナノチューブ線状構造体を形成するステップと、
を含むことを特徴とするカーボンナノチューブ線状構造体の製造方法。
【請求項2】
前記複数のカーボンナノチューブフィルムを併せて処理するステップにおいて、前記基準点に集められた前記複数のカーボンナノチューブフィルムを機械的外力で絞り、カーボンナノチューブ線状構造体を形成することを特徴とする、請求項1に記載のカーボンナノチューブ線状構造体の製造方法。
【請求項3】
前記複数のカーボンナノチューブフィルムを併せて処理するステップにおいて、前記基準点に集められた前記複数のカーボンナノチューブフィルムを有機溶剤に浸漬させて、カーボンナノチューブ線状構造体を形成することを特徴とする、請求項1に記載のカーボンナノチューブ線状構造体の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−46604(P2011−46604A)
【公開日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願番号】特願2010−192177(P2010−192177)
【出願日】平成22年8月30日(2010.8.30)
【出願人】(598098331)ツィンファ ユニバーシティ (534)
【出願人】(500080546)鴻海精密工業股▲ふん▼有限公司 (1,018)
【Fターム(参考)】
【公開日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願日】平成22年8月30日(2010.8.30)
【出願人】(598098331)ツィンファ ユニバーシティ (534)
【出願人】(500080546)鴻海精密工業股▲ふん▼有限公司 (1,018)
【Fターム(参考)】
[ Back to top ]