
ガスクラスターイオンビームによる固体表面の加工方法
【課題】凹凸構造の角部分の形状変形を防いで固体表面の加工を行う。
【解決手段】上部にクラスター保護層が被覆形成された凸部とクラスター保護層が被覆形成されない凹部とでなる凹凸構造を固体表面に形成するクラスター保護層形成工程と、クラスター保護層形成工程において凹凸構造が形成された固体表面に対してガスクラスターイオンビームを照射する照射工程と、クラスター保護層を除去する除去工程とを有するガスクラスターイオンビームによる固体表面の加工方法とする。ガスクラスターイオンビームのドーズ量をn、クラスター保護層のエッチング効率を1クラスターあたりのエッチング体積Yとした場合に(但しa及びbは定数)、クラスター保護層の厚さTは、

を満たす。
【解決手段】上部にクラスター保護層が被覆形成された凸部とクラスター保護層が被覆形成されない凹部とでなる凹凸構造を固体表面に形成するクラスター保護層形成工程と、クラスター保護層形成工程において凹凸構造が形成された固体表面に対してガスクラスターイオンビームを照射する照射工程と、クラスター保護層を除去する除去工程とを有するガスクラスターイオンビームによる固体表面の加工方法とする。ガスクラスターイオンビームのドーズ量をn、クラスター保護層のエッチング効率を1クラスターあたりのエッチング体積Yとした場合に(但しa及びbは定数)、クラスター保護層の厚さTは、
を満たす。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガスクラスターイオンビームの照射による固体表面の加工方法に関する。
【背景技術】
【0002】
半導体デバイス、電子デバイス、フォトニック結晶などの光デバイスでは、サブマイクロメートルオーダー(0.1μm〜1μm程度)の微細なパターン構造などが半導体ウエハー面上などを加工して作製される。また、半導体量子デバイスでは、例えば量子ドットや量子ワイヤと呼ばれる数ナノメートルオーダーの超微粒子や細線が基板表面上に配列するように作製される。これらのデバイスに形成された凹凸構造(即ち、パターン構造、超微粒子が配列したような構造など)の大きさや表面粗さはデバイスの性能を左右する重要な因子である。従って、凹凸構造の形成には、高い加工精度が要求される。
【0003】
これら凹凸構造の精度は、成膜プロセスやエッチングプロセスなどの加工技術の精度によって決まる。しかし、数ナノメートル以下の加工精度で凹凸構造を作製することは容易ではない。また一般的に、成膜プロセスやエッチングプロセスなどを経て作製されるこれらのデバイスでは、半導体ウエハー表面上に多数のチップとして作製されるが、半導体ウエハー全面で均一な凹凸構造を作製するのは難しい。そこで、このような問題を解決するために、一旦作製された凹凸構造に対して後処理として構造精度を高めるための処理(例えば平坦化処理)を施している。
【0004】
このような平坦化処理技術の一例として、国際公開番号WO2005/031838(特許文献1という)では、パターン構造の側面などをガスクラスターイオンビーム照射によって平坦化する披術が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】WO2005/031838
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記特許文献1に開示される技術では、固体表面の法線に対して60〜90度(以下、角度表記は「°」をもって表す。)の角度でガスクラスターイオンビームを斜方照射すると、略垂直照射と比較して著しく平坦化が進行するとの知見から、この斜方照射を凹凸構造の側面の平坦化に利用している。なお、略垂直照射は、固体表面の法線に対しておよそ0°の照射角度である。
【0007】
実際にガスクラスターイオンビームを凹凸構造の側面に対して照射すると、側面が平坦化されるものの凹凸構造の角部分がガスクラスターイオンビームの照射効果で変形することがわかった。
【0008】
この事実は、ガスクラスターイオンビームを凹凸構造の側面に照射することによって、凹凸構造の形状を相似形に保ったまま被照射面を平坦化するなどの表面加工ができないことを示している。
【0009】
そこで、本発明が解決しようとする課題は、上記の問題点に鑑み、凹凸構造の角部分の形状変形を防いで固体表面の加工を行う方法を提供することである。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明のガスクラスターイオンビームによる固体表面の加工方法は、上部にクラスター保護層が被覆形成された凸部とクラスター保護層が被覆形成されない凹部とでなる凹凸構造を固体表面に形成するクラスター保護層形成過程と、このクラスター保護層形成過程において上記凹凸構造が形成された固体表面に対してガスクラスターイオンビームを照射する照射過程と、クラスター保護層を除去する除去過程とを有する。
【0011】
つまり、固体表面に形成された凹凸構造の凸部にクラスター保護層が被覆形成された状態で、固体表面に対してガスクラスターイオンビームを照射するのである。
【0012】
この加工方法において上記のクラスター保護層形成過程は、固体表面にクラスター保護層を被覆形成するマスキング過程と、このマスキング過程でクラスター保護層が被覆形成された固体表面をエッチングすることで、凹部は固体に達するとともに凸部の上部にクラスター保護層を残した凹凸構造を形成するエッチング過程とを含むものとすることができる。
【0013】
クラスター保護層の厚さT[cm]は、ガスクラスターイオンビームのドーズ量をn[ions/cm2]、クラスター保護層のエッチング効率を1クラスターあたりのエッチング体積Y[cm3/ion]とした場合に(但し、クラスター保護層においてガスクラスターイオンビームによってエッチングされる領域の、凸部あるいは凹部の延伸方向と垂直な断面における面積S[cm2]とnY2[cm4/ion]との間の比例係数をa[ions/cm2]とし、クラスター保護層においてガスクラスターイオンビームによってエッチングされる領域の斜辺の長さL[cm]とYn1/2[cm2・ions-1/2]との間の比例係数をb[ions1/2cm-1]とする。)、式(r1)を満たすようにするのがよい。
【0014】
式(r1)の導出は後述するが、式(r1)を満足することが、凹凸構造の角部分の形状変形を防ぐクラスター保護層の厚さとして必要十分である。
【0015】
【数1】
【0016】
特に、Arガスクラスターイオンビームを用いる場合では、クラスター保護層の厚さT[cm]は、T>nY+(1.54*1016*nY2)1/2を満たすようにすればよく、SF6ガスクラスターイオンビームを用いる場合では、クラスター保護層の厚さT[cm]は、T>nY+(1.23e*1015*nY2)1/2を満たすようにすればよい。
【0017】
照射過程は、凹凸構造の対向する側面に対して、交互に、側面に対してガスクラスターイオンビームを斜方照射するものとしてもよいし、固体を凹凸構造が形成された固体表面の法線と略平行な軸周りで回転させながらガスクラスターイオンビームを照射するものとしてもよい。
【発明の効果】
【0018】
この発明によれば、凹凸構造が形成された固体表面にクラスター保護層が被覆形成された状態でガスクラスターイオンビームを照射するから、凹凸構造の角部分の形状変形を防ぐことができる。
【図面の簡単な説明】
【0019】
【図1A】凹凸構造の角部分の変形メカニズムを説明する模式図である。
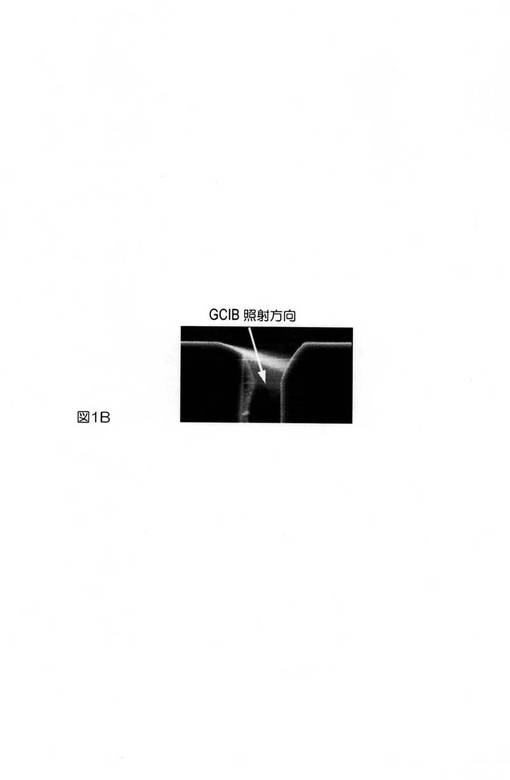
【図1B】凹凸構造の変形した角部分の電子顕微鏡写真である。
【図2】傾斜長さL、傾斜角φ、変形深さdの定義を示す図である。
【図3】クラスター保護層によって凹凸構造の角部分の変形が防止されることを説明する模式図である。
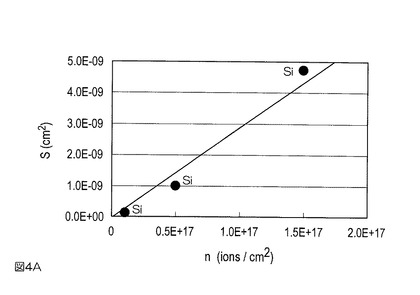
【図4A】固体材質をシリコンとしてArガスクラスターイオンビームを用いた場合の、ドーズ量nと変形した角部分の断面積Sとの関係を示したグラフである。
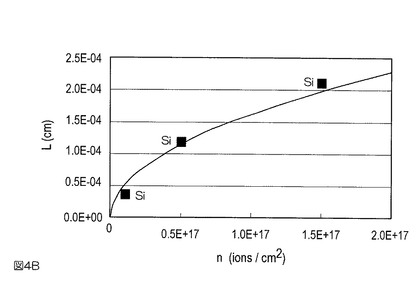
【図4B】固体材質をシリコンとしてArガスクラスターイオンビームを用いた場合の、ドーズ量nと傾斜長さLとの関係を示したグラフである。
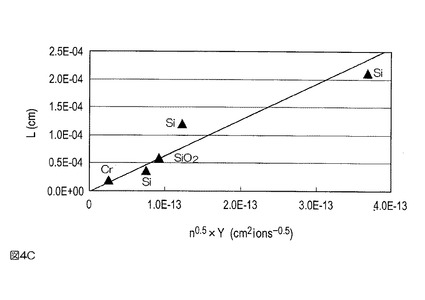
【図4C】種々の固体材質(シリコン、二酸化珪素、クロム)に対してArガスクラスターイオンビームを用いた場合の、エッチング効率Yとn0.5との積と、傾斜長さLとの関係を示したグラフである。
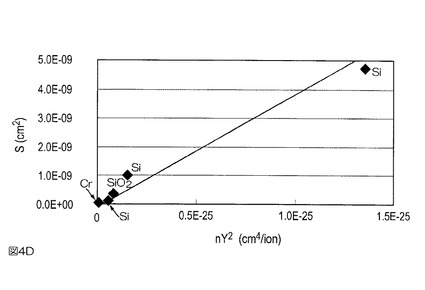
【図4D】種々の固体材質(シリコン、二酸化珪素、クロム)に対してArガスクラスターイオンビームを用いた場合の、エッチング効率Yの2乗とドーズ量nとの積と、変形した角部分の断面積Sとの関係を示したグラフである。
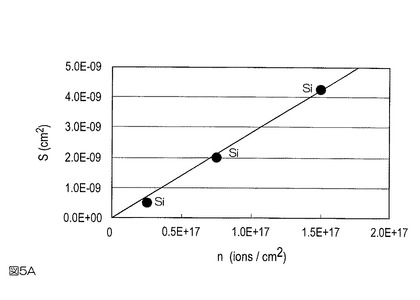
【図5A】固体材質をシリコンとしてSF6ガスクラスターイオンビームを用いた場合の、ドーズ量nと変形した角部分の断面積Sとの関係を示したグラフである。
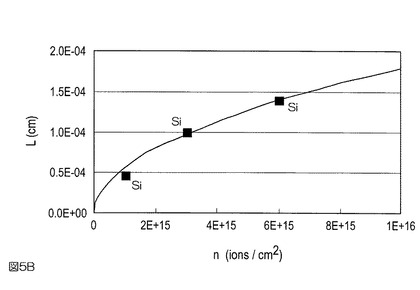
【図5B】固体材質をシリコンとしてSF6ガスクラスターイオンビームを用いた場合の、ドーズ量nと傾斜長さLとの関係を示したグラフである。
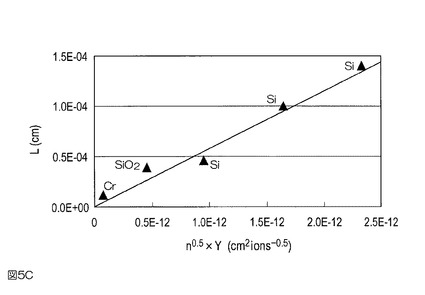
【図5C】種々の固体材質(シリコン、二酸化珪素、クロム)に対してSF6ガスクラスターイオンビームを用いた場合の、エッチング効率Yとn0.5との積と、傾斜長さLとの関係を示したグラフである。
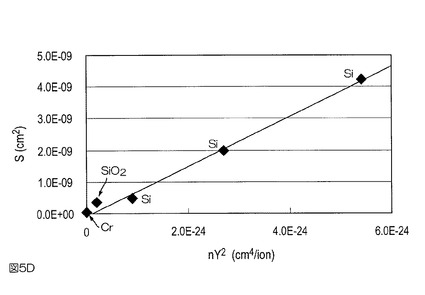
【図5D】種々の固体材質(シリコン、二酸化珪素、クロム)に対してSF6ガスクラスターイオンビームを用いた場合の、エッチング効率Yの2乗とドーズ量nとの積と、変形した角部分の断面積Sとの関係を示したグラフである。
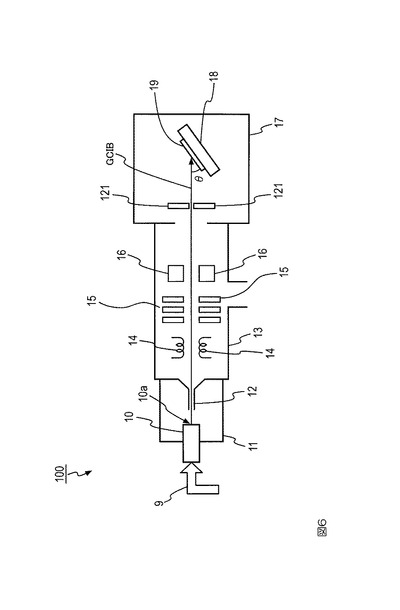
【図6】固体表面加工装置100の構成を示す概略図である。
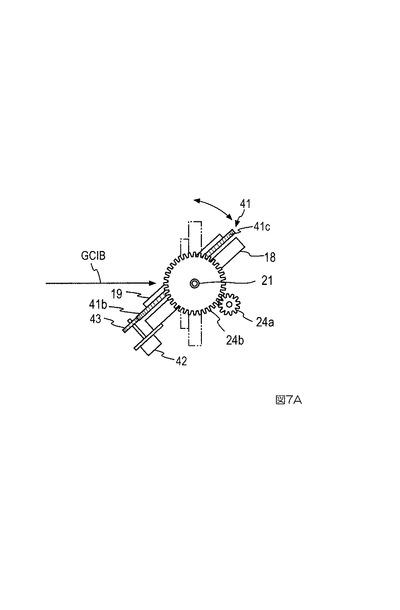
【図7A】固体表面加工装置100の回転機構(その1)を示す側面図である。
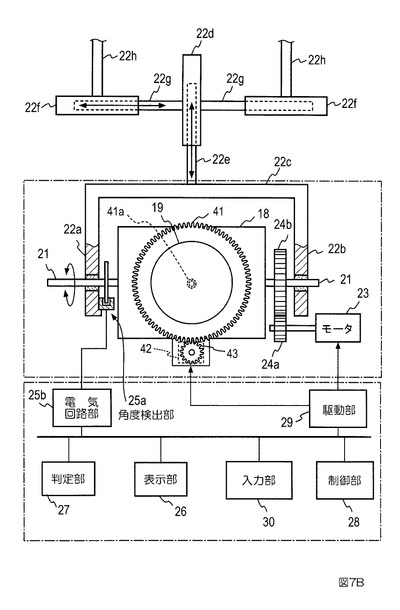
【図7B】固体表面加工装置100の回転機構(その1)、回転機構(その2)、スキャニング機構を示す平面図である。
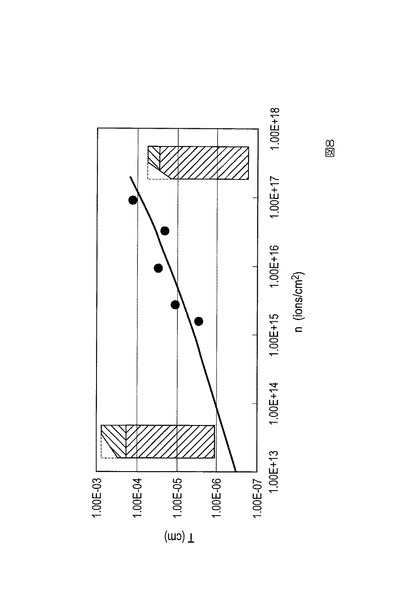
【図8】実施例1におけるドーズ量nとクラスター保護層の厚さTとの関係を示すグラフである。
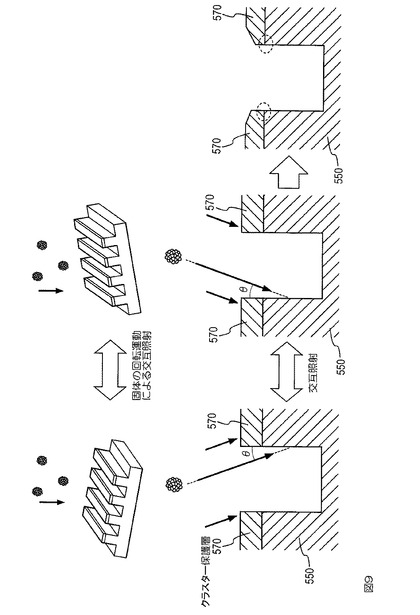
【図9】ガスクラスターイオンビームを交互照射した場合に凹凸構造の角部分の変形が防止されたことを示す模式図である(実施例2)。
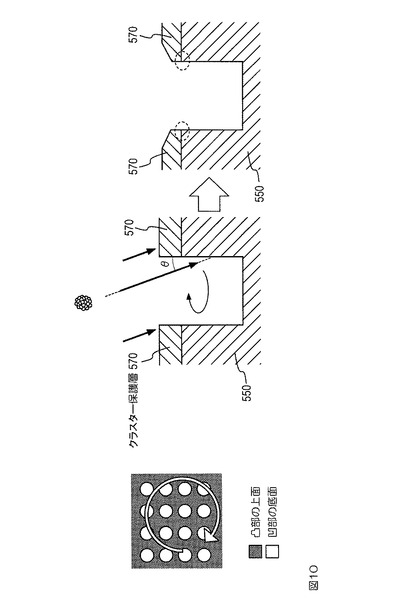
【図10】固体を回転させながらガスクラスターイオンビームを照射した場合に凹凸構造の角部分の変形が防止されたことを示す模式図である(実施例3)。
【発明を実施するための形態】
【0020】
実施形態の説明に先立ち、固体表面加工原理について概説する。
本発明者らは、種々の実験を行ない、ガスクラスターイオンビーム(以下、「GCIB」ともいう。)の照射によって凹凸構造の角部分が変形する現象には、GCIB特有の物質の横移動現象が大きく関与しているとの知見を得た。そして、詳細な検討の結果、GCIBの照射条件と角部分の変形形状や変形量との関係を初めて定量的に明らかにするとともに、角変形のメカニズムを明らかにした。
【0021】
ここで凹凸構造とは、シリコン基板やSOI(Silicon on Insulator)などの固体平面上に形成された数ナノメートルオーダーからサブマイクロメートルオーダー程度の大きさの、ラインアンドスペースパターン構造のようなパターン構造や量子ドットのような超微粒子が配列した構造などの起伏構造を云う。
【0022】
また、凹凸構造の角部分とは、凹凸構造の側面(つまり、固体平面から突出した構造部分である凸部の壁面、あるいは固体平面が掘削された構造部分である凹部の壁面である。)の上部の角部分を云う。なお、ここで上部とは、凹凸構造の形成された固体平面から固体外部へ離れる側を云う。
【0023】
また、物質の横移動現象とは、GCIB照射領域の固体表面原子がその固体表面に対しておよそ平行の方向に移動する原子移動現象であり、基板表面の平坦化に寄与する現象である。
【0024】
以下、凹凸構造の角部分の変形メカニズムなどを説明するが、凹凸構造としてラインアンドスペースパターン構造を具体例にとり、このラインアンドスペースパターン構造の断面模式図を示して具体的に説明する。
【0025】
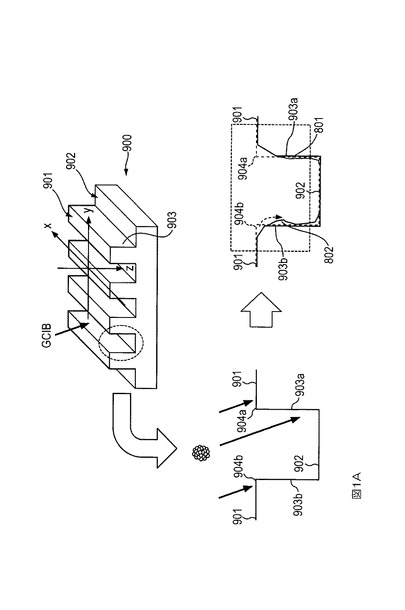
図1Aに示すように、GCIBをラインアンドスペースパターン構造900に対して照射する。このとき、ラインアンドスペースパターン構造900のライン側面903に対してGCIBが斜方照射されるようにする。ガスクラスターイオンはライン901の角部分904a、904bにも衝突し、ライン901の角部分904a、904bを構成する物質が横移動する。この横移動を、図1Aの右下図に破線矢印で示す。ライン側面903をスペース902の底部に向かって横移動した物質は、ライン側面903にだれるように付着し、スペース902へとせり出していく。
【0026】
斜方照射の場合、GCIBの照射方向に向かうライン側面A903aにはGCIBが照射され続け、ライン側面A903aにだれて付着した物質801はさらに横移動をする。ライン側面A903aに対して平行に近い斜方照射の条件下では、GCIBの照射方向への横移動量が多くなるため、ライン側面A903aの上部の角部分904aへと横移動することがほとんどない。また、ライン側面A903aに対して向かい合う隣のライン側面B903bにはGCIBが照射されないため、ライン側面B903bにだれて付着した物質802はライン側面B903b上部の角部分へと横移動することがない。この結果、ライン901の角部分904a、904bの形状は崩壊し、スペース902に向かって傾斜する傾斜部分が形成される(図1Aおよび図1B参照。図1Bは、図1Aの破線四角囲み部分の電子顕微鏡写真である。)。
【0027】
これがGCIBを照射した場合に起こる角部分の変形メカニズムである。もちろん、角部分の変形は略垂直に照射した場合にも起こる(ライン両側面が、上記ライン側面Bの状態になる。)。
【0028】
クラスター1個当たりの物質の横移動量が大きいほど単位ドーズ量あたりに形成される傾斜部分の傾斜角は大きくなり、ライン側面やスペース底部への物質の付着量も多くなる。また、GCIBの照射方向に向かうライン側面A903aは、このライン側面A903aに対して向かい合う隣のライン側面B903bに比較してGCIB照射に曝されているという違いから、ライン側面A903a上部の傾斜角は、ライン側面B903b上部の傾斜角と比較して大きくなる。この理由は、ライン側面A903aに付着した物質801の一部はエッチングによって除去されるため、物質802よりも量が少なくなる。このため、角部分904aからスペース902へとせり出した物質がライン側面A903aへ移動する際に、既に堆積している物質によって移動が妨げられる効果が少ない。従って、ライン側面A903aへの物質の移動はライン側面A903a上部の角部分904aでより促進され、結果的に傾斜角が大きくなるのである。
【0029】
これまで物質の横移動量とGCIBのドーズ量との関係、および物質の横移動量と物質のエッチング効率との関係は明らかでなかった。そこで、種々の物質とクラスターとの組み合わせにおいて実験を行い、上記各関係について検討した。その結果、式(1)および式(2)の関係式が得られることが明らかになった(詳細は後述する。)。なお、掛け算記号*は省略する場合がある。
【0030】
【数2】
【0031】
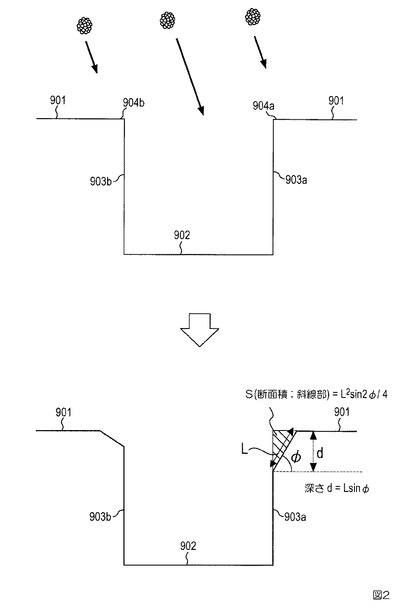
ここで、GCIB照射で形成される傾斜部分の傾斜角をφとし、傾斜長さをLとした。なお、傾斜角φは、GCIBの照射方向に向かうライン側面A903a上部に形成された傾斜部分の傾斜角度とする。角度定義は図2を参照のこと。傾斜長さLは、GCIBの照射方向に向かうライン側面A903a上部に形成された傾斜部分の斜辺の長さとする(図2参照)。また、n[ions/cm2]はドーズ量、Y[cm3/ion]は物質のエッチング効率(
1クラスターあたりのエッチング体積とする。)を表す。
【0032】
比例係数aおよび比例係数bはGCIBの条件によって定まる定数である。具体的には、変形した角部分の断面積S[cm2]とnY2[cm4/ion]との間の比例係数がa[ions/cm2]であり、傾斜長さL[cm]とYn1/2[cm2・ions-1/2]との間の比例係数がb[ions1/2cm-1]である。
【0033】
変形した角部分の断面積Sは、GCIBによって最もエッチングされる領域(角部分)の、凸部あるいは凹部の延伸方向と垂直な断面(つまり、図2で示す斜線部分である。)の面積のことである。同様に、傾斜長さLは、ガスクラスターイオンビームによって最もエッチングされる領域の、凸部あるいは凹部の延伸方向と垂直な断面の斜辺の長さに相当する。
【0034】
式(1)は、角部分の変形によって取り除かれた単位奥行きあたりの体積がエッチング効率Yの2乗とドーズ量nに比例することを表している。なお、単位奥行きとは、図1Aのx軸方向、つまり凸部あるいは凹部の延伸方向である。また、単位奥行きあたりの体積とは、変形した角部分の断面積Sに相当する。断面積Sは、傾斜長さL、膜厚方向〔図1Aのz軸方向〕の変形深さdおよび傾斜角φを用いて、式(3)のように表される。
【0035】
【数3】
【0036】
式(2)は、傾斜長さLがエッチング効率Yとドーズ量nの平方根に比例することを表している。
【0037】
膜厚方向の変形深さdは、式(4)の関係によって求めることができる(図2参照。)。
【0038】
【数4】
【0039】
これらの関係式から、用いるGCIBのドーズ量nおよびその照射条件での固体材質のエッチング効率Yが決まっていれば、ライン側面A903a上部の傾斜部分の傾斜角度φと変形深さdを予測することができる。
【0040】
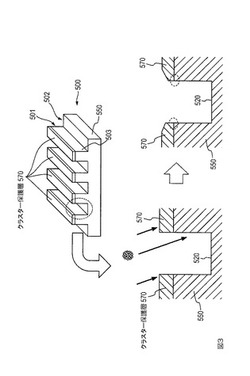
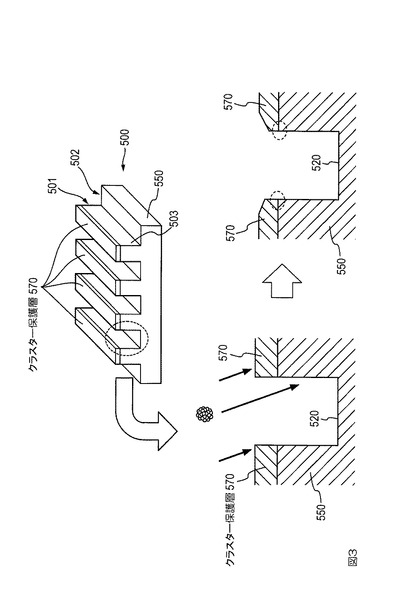
そこで、ラインアンドスペースパターン構造500のライン501上面に、この固体550の材質とは異なる材質よりなる層(クラスター保護層570と云う。)を形成した状態で、GCIB照射に拠る角部分の変形、特に最大の変形をクラスター保護層570でのみ起こるようにすれば、ライン501の角部分を変形させずにライン側面503の表面平坦化などの表面加工をすることができる(図3参照。特に、図3の右下図の破線丸囲み部分を参照のこと。)。クラスター保護層570の厚さは式(6)から、最適な(ライン501の角部分の変形が起こらないために必要十分な)層厚を選んで形成することができる。
【0041】
まず、式(3)および式(4)を式(1)および式(2)にそれぞれ代入し、φとLを消去して、dに関する連立方程式を得る。この連立方程式を解くと、式(5)を得る。
【0042】
【数5】
【0043】
エッチングによるクラスター保護層570の膜厚自体の減少分do=n*Yを考慮すると、クラスター保護層570の厚さT[cm]は、式(6)を満たすようにすればよい。
【0044】
【数6】
【0045】
以下、式(1)および式(2)の導出を、Ar(アルゴン)ガスクラスターを用いた実験結果をもとに具体的に説明する。
【0046】
各種材質〔シリコン(Si)、二酸化珪素(SiO2)、クロム(Cr)〕の固体表面にラインアンドスペースパターン構造を作製した。ラインアンドスペースパターン構造は、ライン幅=スペース幅=5μm、溝深さ(ラインの高さ)はシリコンの場合で1μm、二酸化珪素の場合では1μm,Crの場合では300nmとした。ラインアンドスペースパターン構造の作製は次のように行った。作製に用いた装置の詳細は後述する。
【0047】
シリコンの場合は、次のとおりである。まず、シリコン基板表面を熱酸化し、シリコン基板表面上に酸化膜を形成した。次いで、酸化膜の上に電子線レジストを塗布し、ラインアンドスペースパターンを描画した。レジストを現像後、レジストパターンをマスクとして熱酸化膜をエッチングした。さらに、レジストを除去した後、熱酸化膜をハードマスクとしてシリコンをエッチングした。その後、熱酸化膜を灰化除去して、ラインアンドスペースパターン構造を得た。
【0048】
二酸化珪素の場合は、次のとおりである。まず、シリコン基板表面を熱酸化し、シリコン基板表面上に酸化膜を形成した。次いで、熱酸化膜(SiO2)上に電子線レジストを塗布し、ラインアンドスペースパターンを描画した。レジスト現像後、レジストパターンをマスクとして熱酸化膜をエッチングした。その後、レジストを除去して、ランアンドスペースパターン構造を得た。
【0049】
クロムの場合は、次のとおりである。まず、シリコン基板表面上に電子線レジストを塗布し、ラインアンドスペースパターンを描画した。次いで、レジストを現像後、クロム膜をスパッタ法で堆積した。堆積したクロム膜の膜厚は、300nmとした。その後、レジストを除去することで、クロム膜がレジストの無い部分にのみ残り(リフトオフ法)、ラインアンドスペースパターン構造を得た。
【0050】
まず、ドーズ量nと断面積Sとの関係、およびドーズ量nと傾斜長さLとの関係を明らかにするため、Arクラスターイオンビームを用いてエッチング効率Yが一定の条件、すなわち同じ材質(シリコン)についてドーズ量nと断面積Sとの関係を調べた。その結果、ドーズ量nの増加と共に断面積Sが線形に増加する関係が得られた(図4A)。
【0051】
次に、傾斜長さLとドーズ量nとの関係を、固体材質がシリコン(Si)である場合について調べた結果、傾斜長さLがほぼn0.5に比例しているという関係が得られた(図4B参照。)。これは物質の横移動がランダムウォークに支配されていることを示唆している。即ち、傾斜部分の傾斜長さLは固体材質原子の横移動距離が照射イベント数であるnの1/2乗に比例して起こるために生じると考えられる。
【0052】
次に、エッチング効率Yの異なる種々の固体材質について、傾斜長さLとエッチング効率Yとの関係、および断面積S(=L2 sin(2φ)/4)とエッチング効率Yとの関係を検討した。
【0053】
図4Cは、シリコン、二酸化珪素およびクロムの各エッチング効率Yとn0.5との積と、傾斜長さLとの関係をプロットしたグラフである。上述したように、すでにL∝n0.5の関係が得られているため、傾斜長さLとY*n0.5との関係から、傾斜長さLとエッチング効率Yとの関係を考察できる。得られたデータ点はほぼひとつの直線上に乗っていると解釈することができる。
【0054】
図4Dは、エッチング効率Yの2乗とドーズ量nとの積と、断面積Sとの関係を、同じくシリコン、二酸化珪素およびクロムの場合について調べたものである。断面積Sがn*Y2に比例して大きくなるという比例関係が得られた。
【0055】
上記の結果から、式(1)および式(2)の関係が得られることがわかる。比例係数a、bの値として、図4Cおよび図4Dから固体材質の種類によらずほぼ一定のa≒3.80*1016[ions/cm2]、b≒6.25*108[ions1/2cm-1]を得た。ただし、有効数
字を3桁とした。従って、クラスター保護層の材質はいかなるものであってもよく、クラスター保護層の厚さが式(5)から算出される変形深さdよりも大きくなるようにクラスター保護層を形成すればよい。
【0056】
結局、Arガスクラスターイオンビームを用いた場合のクラスター保護層の厚さTは、ガスクラスターイオンビームのドーズ量をn[ions/cm2]、エッチング効率を1クラスターイオンあたりのエッチング体積Y[cm3/ion]とすると、式(6)に定数a、bの値を代入することで式(7)を得る。
【0057】
T>nY+(1.54*1016nY2)1/2 …(7)
ガスクラスターイオンビームのガス種がArではない場合、比例係数aと比例係数bの値が異なる点を除いて、上記Arガスクラスターイオンビームの場合と同様な結果が得られる。SF6(六フッ化硫黄)ガスクラスターイオンビームを用いた場合について、図4A、図4B、図4C、図4Dに対応した実験結果を図5A、図5B、図5C、図5Dに示す。
【0058】
上記の各種材質に対して、SF6ガスクラスターイオンビーム照射後のラインの角部分の変形深さdと傾斜長さLを調べた。まず、傾斜部分の断面積Sとドーズ量nとの関係を、固体材質がシリコンの場合について調べた結果、ドーズ量nの増加と共に断面積Sが増加し、比例関係が得られた(図5A)。
【0059】
次に、傾斜長さLとドーズ量nとの関係を、固体材質がシリコンの場合について調べた結果、傾斜長さLがほぼn0.5に比例しているという関係が得られた(図5B)。
【0060】
図5Cは、シリコン、二酸化珪素およびクロムの各エッチング効率Yとn0.5との積と、傾斜長さLとの関係をプロットしたグラフである。得られたデータ点はほぼひとつの直線上に乗っていると解釈することができる。
【0061】
図5Dは、エッチング効率Yの2乗とドーズ量nとの積と、変形部分の断面積Sとの関係を同じくシリコン、二酸化珪素およびクロムについて調べたもので、nY2が大きい材質ほど断面積Sが線型に大きくなるという比例関係が得られた。
【0062】
上記の結果から、SF6ガスクラスターイオンビームを用いた場合の定数a、bの値として、固体材質の種類によらず一定のa=7.83*1014[ions/cm2]、b=5.68*107[ions1/2cm-1]を得た。ただし、有効数字を3桁とした。従って、クラスター保護層の材質はいかなるものであってもよく、クラスター保護層の厚さが式(5)から算出される変形深さdよりも大きくなるようにクラスター保護層を形成すればよい。
【0063】
結局、SF6ガスクラスターイオンビームを用いた場合のクラスター保護層の厚さTは、ガスクラスターイオンビームのドーズ量をn[ions/cm2]、エッチング効率を1クラスターイオンあたりのエッチング体積Y[cm3/ion]とすると、比例係数a、bの値を式(
6)に代入することによって、式(8)を得る。
T>nY+(1.23*1015nY2)1/2 …(8)
【0064】
ガスクラスターイオンビームのガス種によってaとbの値が異なるのは、ガスクラスターイオンビームを照射した際に起こるエッチングと物質の横移動のバランスが異なるためである。ガスクラスターイオンビームの加速エネルギーが大きくなるとエッチング効率と物質の横移動はともに大きくなるが、そのバランスは大きく変化しないと考えられるため、比例係数aおよび比例係数bの値はガス種が同じであれば、加速エネルギーには依存しない。
【0065】
以上のように、クラスター保護層をライン上面に形成することによって、クラスター保護層下のライン側面上部の角部分の変形を防いで表面加工(例えばライン側面の平坦化である。)することが可能になる。
【0066】
以下、実施形態および実施例を説明する。
【0067】
(マスキング工程)
まず、マスキング手段によって、固体平面にクラスター保護層を被覆形成する。このマスキング手段は、一般的なウエハープロセス用処理装置が備えるものと同じでよく、本実施形態では高温拡散炉とする。例えば高温拡散炉内にシリコン基板を設置し、高温状態(一般的には900℃〜1100℃程度である。)において酸化性ガス雰囲気に曝すことで、シリコン基板表面に熱酸化膜を成長させてこれを形成する。この熱酸化膜がクラスター保護層に相当することになる。
【0068】
(エッチング工程)
次に、エッチング手段によって、クラスター保護層が形成された固体平面をドライエッチングすることで固体平面に凹凸構造を形成する。このエッチング手段は、一般的なウエハープロセス用処理装置が備えるものと同じでよく、本実施形態ではエッチング装置とする。熱酸化膜が形成されたシリコン基板をエッチングする例で説明を続ければ、次のようにエッチング処理が行われる。まず、熱酸化膜上にフォトレジストを塗布する。次に、プリベークを行うことで、熱酸化膜とフォトレジストを密着させる。続いて、フォトマスクを介して露光することで、フォトマスクのパターンをフォトレジストに焼き付ける(転写)。続いて、露光したものを現像して、これをリンス(洗浄)する。ポジ型の場合、露光されたフォトレジストが除去され、ネガ型の場合、露光されなかったフォトレジストが除去される。次にポストベークを行ない、フォトレジストと熱酸化膜とを密着させて耐蝕性を向上させる。この後、一連の処理を経たシリコン基板をエッチング装置内に設置し、エッチング装置内に反応性ガスを導入し、高周波電源によって電圧をかけて反応性ガスによるドライエッチングを進行させる。なお、エッチング方法としてはドライエッチングに限定するものではなく、ウェットエッチングでもよい。ドライエッチングの後、有機溶剤などを用いてフォトレジストを除去する。
【0069】
(照射工程)
図6、図7Aおよび図7Bを参照して、固体表面の加工方法におけるガスクラスターイオンビームの照射工程を実行する固体表面加工装置100の構成・機能を説明する。
【0070】
固体表面加工装置100は、ガスクラスターイオンビームを固体表面に対して射出するガスクラスターイオンビーム射出手段を備える。図6に示すGCIB射出手段は次のように構成される。原料ガス9がノズル10から真空のクラスター生成室11内に噴出させられる。クラスター生成室11内にて原料ガス9のガス分子が凝集させられクラスターが生成する。クラスターの規模は、ノズル吐出口10aでのガス圧力や温度、ノズル10の大きさや形状に基づく粒度分布で決定される。クラスター生成室11で生成されたクラスターは、スキマー12を通過してガスクラスタービームとしてイオン化室13へ導入される。イオン化室13ではイオンナイザ14による電子線、例えば熱電子の照射が行われ、中性クラスターをイオン化する。このイオン化されたガスクラスタービーム(GCIB)は、加速電極15によって加速され、さらに、磁界収束器16によって収束されてスパッタ室17に入射する。スパッタ室17内に設けられたターゲット支持体18には回転ディスク41を介してGCIB照射対象の固体(例えば凹凸構造が形成されたシリコン基板などである。)であるターゲット19が固定して取り付けられている。スパッタ室17に入射されたGCIBは、アパチャー121によって所定のビーム径とされてターゲット19の表面に照射される。なお、電気的絶縁体のターゲット19の表面を平坦化する場合などには、GCIBを電子線照射によって中性化する。
【0071】
さらに、固体表面加工装置100は、クラスター保護層の厚さ、クラスター保護層の材質のエッチング効率、およびガスクラスターイオンビームのドーズ量が式(5)の関係を満たすか否かを判定する判定手段を備えている。
【0072】
例えば図7Bに示すようにキーボードなどの入力部30が固体表面加工装置100に接続されており、この入力部30を介して、クラスター保護層の厚さ、クラスター保護層の材質のエッチング効率、およびガスクラスターイオンビームのドーズ量が入力される。そして、判定部27は、入力されたクラスター保護層の厚さ、クラスター保護層の材質のエッチング効率、およびガスクラスターイオンビームのドーズ量が式(5)の関係を満たすか否かを判定し、この判定結果を出力する。判定結果は表示部26に表示される。
【0073】
このような構成に限らず、例えば、入力部30を介して、クラスター保護層の厚さ、クラスター保護層の材質のエッチング効率が入力されるとし、判定部27は、入力されたクラスター保護層の厚さ、クラスター保護層の材質のエッチング効率、および式(5)から、式(5)の関係を満たすガスクラスターイオンビームのドーズ量を求める構成としてもよい。判定部27によって求められたガスクラスターイオンビームのドーズ量は、表示部26に表示される。
【0074】
また、固体表面加工装置100は、エッチング手段によって固体平面に形成された凹凸構造の対向する側面に対して、GCIBを交互に斜方照射するべく照射角度を設定することが可能な手段〔交互照射手段〕と、固体をGCIBが照射される固体平面の法線とおよそ平行な軸周りで回転させることが可能な手段〔回転照射手段〕とについて、必要に応じて両者のうちいずれか一方あるいは両者を備える。本実施形態では、両手段を実現するものとして回転機構が装備されている。
【0075】
例えば図7A、図7Bに示すように、固体表面加工装置100は次のような回転機構(その1)および回転機構(その2)を具備している。
【0076】
回転機構(その1)は、回転照射手段に相当し、次のような構成になっている。ターゲット支持体18には、軸41aが突出して設けられている。この軸41aには、軸41a中心で回転可能な回転ディスク41が取り付けられている。回転ディスク41の平面部41bにはターゲット19が固定して載置される。また、回転ディスク41の周縁部41cには噛み合い歯が多数設けられており、この噛み合い歯は、ギア43の歯と噛み合っている。ギア43はモータ42の駆動力によって回転運動をし、この回転運動が回転ディスク41に伝達し、結果、回転ディスク41に固定載置されたターゲット19の回転が実現する。一例としては、定角速度で回転ディスク41を回転させ続けることで、ターゲット19をGCIBが照射される固体平面の法線とおよそ平行な軸周りで回転させながら、GCIBをターゲット19に照射することができる。
【0077】
また、回転機構(その2)は、交互照射手段に相当し、次のような構成になっている。ターゲット支持体18には回転軸21が固着されており、ターゲット支持体18は回転軸21中心で回転可能となっている。そして、回転軸21は、固定板22a、22bによって回転可能に支持されている。また、回転軸21は、ギア24bの回転軸中心に固着されており、ギア24bにはギア24aが噛み合っている。ギア24aはモータ23の駆動力によって回転運動をし、この回転運動がギア24b、回転軸21に伝達し、結果、ターゲット支持体18の回転が実現する。角度の基準に対して、ある方向への回転を回転角度に+(プラス)を付し、それとは反対の方向への回転を回転角度に−(マイナス)を付して表すとすれば、例えば+θ〔θは回転角度の大きさを表す。〕の位置でターゲット支持体18を静止させて、GCIBをターゲット19に照射し、所定の時間後、ターゲット支持体18を回転させて−θ′〔θ′は回転角度の大きさを表す。通常の実施ではθ≒θ′とされる。〕の位置でターゲット支持体18を静止させて、GCIBをターゲット19に照射し、所定の時間後、ターゲット支持体18を回転させて+θの位置でターゲット支持体18を静止させて、GCIBをターゲット19に照射し、この操作を繰り返すことで、GCIBをターゲット19に交互に斜方照射することができる。
【0078】
また、固体表面加工装置100は、GCIBに対するターゲット19の相対位置を変化させられるように、例えばXYステージのようなスキャニング機構を装備している。
【0079】
例えば図7Bに示すように、固定板22a、22bは、固定板支持部材22cに固着支持されるとし、この固定板支持部材22cと第1アクチュエータ22dとは第1ロッド22eを介して接続されている。第1アクチュエータ22dは、第1ロッド22eを押し出し・引き込みすることが可能であり、この作用によってターゲット支持体18の位置を変化させることができる。例えば図7Bに示す固体表面加工装置100では、第1アクチュエータ22dの作動によって紙面の上下方向にターゲット支持体18を位置変化させることができる。
【0080】
また、第1アクチュエータ22dは、第2ロッド22gに固着支持されており、第1アクチュエータ22dと第2アクチュエータ22fとは第2ロッド22gを介して接続されている。第2アクチュエータ22fは、第2ロッド22gを押し出し・引き込みすることが可能であり、この作用によって第1アクチュエータ22dの位置が変化する。この結果、第1ロッド22eなどを介して第1アクチュエータ22dに接続しているターゲット支持体18の位置を変化させることができる。なお、第1ロッド22eの可動方向と第2ロッド22gの可動方向とは略直交する関係としている。このようにして、XYステージのようなスキャニング機構が実現する。例えば、図7Bに示す固体表面加工装置100では、第2アクチュエータ22fの作動によって紙面の左右方向にターゲット支持体18を位置変化させることができ、上記第1アクチュエータ22dの作動と相まって、ターゲット支持体18は紙面上下左右方向に位置を移動することができる。
【0081】
制御部28は、駆動部29を通じてモータ23およびモータ42を駆動し、ターゲット支持体18および回転ディスク41の運動を制御する。加えて制御部28は、入力されたドーズ量あるいは判定部27によって求められたドーズ量のGCIB照射が行われるようにGCIB射出手段を制御する。
【0082】
なお、制御部28は、CPU(中央演算処理装置)あるいはマイクロプロセッサなどを備えており、前述した各種表示、モータの駆動など、固体表面加工を実行制御するに必要なプログラムの情報処理を行なうことで、上記制御等を実現する。
【0083】
固体表面加工装置は、上述の固体表面加工装置100の構成・機構方式に限定する趣旨のものではなく、発明の本旨を逸脱しない範囲で適宜に変更等可能である。
【0084】
固体表面加工装置100によって、エッチング工程において凹凸構造が形成された固体平面に対して、ガスクラスターイオンビームを照射された後、除去工程に進む。
【0085】
(除去工程)
固体表面加工装置100でガスクラスターイオンビームが照射された固体平面から、残留するクラスター保護層を除去手段によって除去する。この除去手段は、一般的なウエハープロセス用処理装置が備えるものと同じでよく、本実施形態ではアッシング装置とする。アッシング装置内に一連の処理を経たシリコン基板を設置し、シリコン基板表面に存在する熱酸化膜を酸化分解して灰化除去する。
【0086】
以上において述べた実施形態においては、固体平面にクラスター保護層を被覆形成するマスキング工程と、マスキング工程でクラスター保護層が被覆形成された固体平面をエッチングするエッチング工程とによって、固体平面に、上部にクラスター保護層が被覆形成された凸部とクラスター保護層が被覆形成されない凹部とでなる凹凸構造を形成した。しかし、かかる凸部の上部(上面)にクラスター保護層を被覆形成した凹凸構造を形成する方法は、これに限定されるものではない。
【0087】
例えば、次のような方法でもよい。まず、固体平面にフォトレジストを塗布し、パターニングしてエッチングを行ない、固体平面に凹凸構造を設ける。次いで、この凹凸構造が設けられた固体平面に粘着性を有する樹脂を押し当てて、凸部の上面に選択的に樹脂を付着させる。
【0088】
ここで「選択的」とは、2つの意味がある。1つ目の意味は、凹部に樹脂が入り込まないようにすることで、凸部の側面や凹部の底面などに対して、凸部の上面を選択して樹脂を付着させるということである。2つ目の意味は、樹脂を付着させる位置や形状を任意に設定することができるから、樹脂を付着させる凸部の上面と樹脂を付着させない凸部の上面とを選択できるということである。
【0089】
凸部の上面に付着させられた樹脂に対して、加熱その他の手段を講じることで、この樹脂を硬化させて、これをクラスター保護層とする。
【0090】
あるいは、次のような方法でもよい。まず、上述と同様のマスキング工程によって固体平面にクラスター保護層を被覆形成し、このクラスター保護層にフォトレジストを塗布してパターニングを行う。次いで、ドライエッチング、イオンビーム照射またはガスクラスターイオンビーム照射を用いて、パターンに従ってクラスター保護層を除去する。そして、このクラスター保護層が除去された固体平面の露出部分にガスクラスターイオンビームを照射して、固体平面に凹部を設けることで、上面にクラスター保護層が被覆形成された凸部とクラスター保護層が被覆形成されない凹部とでなる凹凸構造を形成することもできる。
【0091】
要するに、上部にクラスター保護層が被覆形成された凸部とクラスター保護層が被覆形成されない凹部とでなる凹凸構造を固体平面に形成することができればよいのであって、本発明においては、その具体的手法に特別の限定は何ら無い。
【0092】
次に実施例等について説明する。
ガスクラスターの種類としてArガスクラスターとSF6ガスクラスターを用いた。Arガスクラスターの場合は、Arガスを原料とし、Ar原子が約2000個凝集したクラスターを粒度分布のピークとするArガスクラスタービームを生成し、30kVの加速電圧でターゲット19に照射した。SF6ガスクラスターの場合は、SF6ガスおよびHeガスを原料とし、SF6分子が約500個凝集したクラスターを粒度分布のピークとするSF6ガスクラスターイオンビームを生成し、30kVの加速電圧で加速して、ターゲット19に照射した。
【0093】
実施例では、ライン幅=スペース幅=1μm、深さ0.5μmのラインアンドスペースパターン構造をシリコン基板表面上に次のようにして作製した。まず、高温拡散炉において熱酸化膜をシリコン表面に形成した。次に、熱酸化膜を形成したシリコン基板上に電子線レジストを塗布し、電子線描画装置によってレジストにパターン構造を描画した。レジストを現像後、レジストパターンをマスクとして熱酸化膜を反応性イオンエッチング(RIE)装置でエッチングした。この後、レジストを除去し、熱酸化膜をハードマスクとして、シリコンを高周波誘導結合プラズマ法反応性イオンエッチング(ICP−RIE)装置を用いてエッチングした。そして、ハードマスクとして利用した熱酸化膜は通常除去するところ、実施例では除去しないでシリコンパターン上に残した。このような方法で熱酸化膜(クラスター保護層)の膜厚が50nm〜2μmの範囲で異なる試料A〜Eを作製した。後述の各実施形態の如くGCIB照射を行った後、アッシング装置を用いてクラスター保護層である熱酸化膜を灰化除去した。
【実施例1】
【0094】
作製されたシリコンパターンのライン幅を調整するため、熱酸化膜の膜厚が大きいサンプルほどドーズ量を多くし、ライン幅を減少させる実験を行った。ライン側面にArガスクラスターイオンビームをライン側面から7°(ライン側面の法線に対して83°である。以下同様。)の照射角度で照射して、エッチングによってライン幅を調整した。減少幅は5nm〜150nmとし、照射ドーズ量は1nmのエッチング量あたり1.3*1014ions/cm2とした。
【0095】
パターンの形状変換を知るため、GCIB照射前後でラインアンドスペースパターン構造の断面写真を電子顕微鏡で観察した。この結果を模式図として図8のグラフ内に示す。また、図8に、二酸化珪素のエッチング効率Y=5*10−22cm3/ion(照射角度が7
°の場合)を用いた式(7)右辺の値を実線で示す。Arガスクラスターイオンビームの照射ドーズ量と熱酸化膜の膜厚との関係が式(7)右辺の曲線より上にある場合には、熱酸化膜がクラスター保護層として機能しているが(即ち、シリコンパターンの角が変形しない。)、当該曲線より下の組み合わせではクラスター保護層として機能していないことがわかった。
【0096】
熱酸化膜をアッシングによって除去した後のシリコンのライン部分では、傾斜角度φは0度であり角が変形していなかった。ライン側面の表面平均粗さについて、GCIB照射前後の試料の表面平均粗さを原子間力顕微鏡(AFM)によって測定した。ライン側面の表面平均粗さの測定については、試料を切断してライン側面が露出するようにした。GCIB照射前のライン側面の表面平均粗さ(Ra)は3.8nmであった。なお、SF6ガスクラスターイオンビーム照射後の場合では、ライン幅は平均で1.00μm、ライン側面の表面平均粗さ(Ra)は0.52nmであった。
【実施例2】
【0097】
SF6ガスクラスターイオンビームを対向するライン側面に対してθ=7°の角度で交互に照射する実験を行った。この実施例の模式図を図9に示す。
【0098】
30nmだけパターン幅を減少させるため、片側あたり1.0*1014ions/cm2のドーズ量で交互に照射した。熱酸化膜の膜厚はT=0.6μmとした。熱酸化膜除去後のパターン幅は、1.00μm、ライン側面の粗さ(Ra)は0.49nmであった。熱酸化膜をアッシングによって除去した後のシリコンのラインでは、傾斜角度φは0度であり角が変形していなかった。
【実施例3】
【0099】
シリコンの円柱凹部(直径1μm,周期1μmの正方配列)が配列したパターン構造を、上記実施例のラインアンドスペースパターン構造の場合と同様な方法で作製した。シリコン基板を面内で回転させながらGCIBを円柱凹部側面に対してθ=7°の角度で照射した。この実施例の模式図を図10に示す。図10の左図は、円中配列パターンを示す平面図であり、矢印はシリコン基板の面内回転を示す。図10の右図は、円柱凹部の断面図である。
【0100】
30nmだけ円柱凹部の径を増大させるため、3.0*1015ions/cm2のドーズ量で照射した。熱酸化膜の膜厚はT=0.6μmとした。熱酸化膜除去後のパターン幅は、1.00μm、円柱凹部側面の表面平均粗さ(Ra)は0.49nmであった。熱酸化膜をアッシングによって除去した後のシリコンの凸部では、上部の角度φは0度で設計値と同じとなった。
【0101】
<実施例に基づく結論>
実施例1、2、3を参照すると、式(7)を満たす膜厚の熱酸化膜をクラスター保護層として用いてライン幅の調整を行い、その後に熱酸化膜を除去することによって、固体のラインアンドスペースパターン構造の上部の角を変形させることなくライン幅を調整することが可能であることがわかる。
【0102】
上記各実施例では加速電圧を30kVとした。この加速電圧は、より高い程エッチング量が大きくなり、平坦化処理時間が短くなるという利点がある一方、表面粗さがかえって粗くなる場合もある。従って、加速電圧は、固体表面加工処理に要求される、時間、材質などの各種条件によって決定するのがよい。また、ガス種、照射条件、クラスターサイズなどの装置条件やパラメータも特に限定されるものではなく、適宜に変更可能である。
【産業上の利用可能性】
【0103】
本発明は、固体表面の凹凸構造の角部分の変形を防ぐことができるから、性能の良い半導体デバイスや光デバイス、あるいはそれらを作製するための金型など精度の良い3次元構造体の作製などに利用できる。
【技術分野】
【0001】
本発明は、ガスクラスターイオンビームの照射による固体表面の加工方法に関する。
【背景技術】
【0002】
半導体デバイス、電子デバイス、フォトニック結晶などの光デバイスでは、サブマイクロメートルオーダー(0.1μm〜1μm程度)の微細なパターン構造などが半導体ウエハー面上などを加工して作製される。また、半導体量子デバイスでは、例えば量子ドットや量子ワイヤと呼ばれる数ナノメートルオーダーの超微粒子や細線が基板表面上に配列するように作製される。これらのデバイスに形成された凹凸構造(即ち、パターン構造、超微粒子が配列したような構造など)の大きさや表面粗さはデバイスの性能を左右する重要な因子である。従って、凹凸構造の形成には、高い加工精度が要求される。
【0003】
これら凹凸構造の精度は、成膜プロセスやエッチングプロセスなどの加工技術の精度によって決まる。しかし、数ナノメートル以下の加工精度で凹凸構造を作製することは容易ではない。また一般的に、成膜プロセスやエッチングプロセスなどを経て作製されるこれらのデバイスでは、半導体ウエハー表面上に多数のチップとして作製されるが、半導体ウエハー全面で均一な凹凸構造を作製するのは難しい。そこで、このような問題を解決するために、一旦作製された凹凸構造に対して後処理として構造精度を高めるための処理(例えば平坦化処理)を施している。
【0004】
このような平坦化処理技術の一例として、国際公開番号WO2005/031838(特許文献1という)では、パターン構造の側面などをガスクラスターイオンビーム照射によって平坦化する披術が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】WO2005/031838
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記特許文献1に開示される技術では、固体表面の法線に対して60〜90度(以下、角度表記は「°」をもって表す。)の角度でガスクラスターイオンビームを斜方照射すると、略垂直照射と比較して著しく平坦化が進行するとの知見から、この斜方照射を凹凸構造の側面の平坦化に利用している。なお、略垂直照射は、固体表面の法線に対しておよそ0°の照射角度である。
【0007】
実際にガスクラスターイオンビームを凹凸構造の側面に対して照射すると、側面が平坦化されるものの凹凸構造の角部分がガスクラスターイオンビームの照射効果で変形することがわかった。
【0008】
この事実は、ガスクラスターイオンビームを凹凸構造の側面に照射することによって、凹凸構造の形状を相似形に保ったまま被照射面を平坦化するなどの表面加工ができないことを示している。
【0009】
そこで、本発明が解決しようとする課題は、上記の問題点に鑑み、凹凸構造の角部分の形状変形を防いで固体表面の加工を行う方法を提供することである。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明のガスクラスターイオンビームによる固体表面の加工方法は、上部にクラスター保護層が被覆形成された凸部とクラスター保護層が被覆形成されない凹部とでなる凹凸構造を固体表面に形成するクラスター保護層形成過程と、このクラスター保護層形成過程において上記凹凸構造が形成された固体表面に対してガスクラスターイオンビームを照射する照射過程と、クラスター保護層を除去する除去過程とを有する。
【0011】
つまり、固体表面に形成された凹凸構造の凸部にクラスター保護層が被覆形成された状態で、固体表面に対してガスクラスターイオンビームを照射するのである。
【0012】
この加工方法において上記のクラスター保護層形成過程は、固体表面にクラスター保護層を被覆形成するマスキング過程と、このマスキング過程でクラスター保護層が被覆形成された固体表面をエッチングすることで、凹部は固体に達するとともに凸部の上部にクラスター保護層を残した凹凸構造を形成するエッチング過程とを含むものとすることができる。
【0013】
クラスター保護層の厚さT[cm]は、ガスクラスターイオンビームのドーズ量をn[ions/cm2]、クラスター保護層のエッチング効率を1クラスターあたりのエッチング体積Y[cm3/ion]とした場合に(但し、クラスター保護層においてガスクラスターイオンビームによってエッチングされる領域の、凸部あるいは凹部の延伸方向と垂直な断面における面積S[cm2]とnY2[cm4/ion]との間の比例係数をa[ions/cm2]とし、クラスター保護層においてガスクラスターイオンビームによってエッチングされる領域の斜辺の長さL[cm]とYn1/2[cm2・ions-1/2]との間の比例係数をb[ions1/2cm-1]とする。)、式(r1)を満たすようにするのがよい。
【0014】
式(r1)の導出は後述するが、式(r1)を満足することが、凹凸構造の角部分の形状変形を防ぐクラスター保護層の厚さとして必要十分である。
【0015】
【数1】
【0016】
特に、Arガスクラスターイオンビームを用いる場合では、クラスター保護層の厚さT[cm]は、T>nY+(1.54*1016*nY2)1/2を満たすようにすればよく、SF6ガスクラスターイオンビームを用いる場合では、クラスター保護層の厚さT[cm]は、T>nY+(1.23e*1015*nY2)1/2を満たすようにすればよい。
【0017】
照射過程は、凹凸構造の対向する側面に対して、交互に、側面に対してガスクラスターイオンビームを斜方照射するものとしてもよいし、固体を凹凸構造が形成された固体表面の法線と略平行な軸周りで回転させながらガスクラスターイオンビームを照射するものとしてもよい。
【発明の効果】
【0018】
この発明によれば、凹凸構造が形成された固体表面にクラスター保護層が被覆形成された状態でガスクラスターイオンビームを照射するから、凹凸構造の角部分の形状変形を防ぐことができる。
【図面の簡単な説明】
【0019】
【図1A】凹凸構造の角部分の変形メカニズムを説明する模式図である。
【図1B】凹凸構造の変形した角部分の電子顕微鏡写真である。
【図2】傾斜長さL、傾斜角φ、変形深さdの定義を示す図である。
【図3】クラスター保護層によって凹凸構造の角部分の変形が防止されることを説明する模式図である。
【図4A】固体材質をシリコンとしてArガスクラスターイオンビームを用いた場合の、ドーズ量nと変形した角部分の断面積Sとの関係を示したグラフである。
【図4B】固体材質をシリコンとしてArガスクラスターイオンビームを用いた場合の、ドーズ量nと傾斜長さLとの関係を示したグラフである。
【図4C】種々の固体材質(シリコン、二酸化珪素、クロム)に対してArガスクラスターイオンビームを用いた場合の、エッチング効率Yとn0.5との積と、傾斜長さLとの関係を示したグラフである。
【図4D】種々の固体材質(シリコン、二酸化珪素、クロム)に対してArガスクラスターイオンビームを用いた場合の、エッチング効率Yの2乗とドーズ量nとの積と、変形した角部分の断面積Sとの関係を示したグラフである。
【図5A】固体材質をシリコンとしてSF6ガスクラスターイオンビームを用いた場合の、ドーズ量nと変形した角部分の断面積Sとの関係を示したグラフである。
【図5B】固体材質をシリコンとしてSF6ガスクラスターイオンビームを用いた場合の、ドーズ量nと傾斜長さLとの関係を示したグラフである。
【図5C】種々の固体材質(シリコン、二酸化珪素、クロム)に対してSF6ガスクラスターイオンビームを用いた場合の、エッチング効率Yとn0.5との積と、傾斜長さLとの関係を示したグラフである。
【図5D】種々の固体材質(シリコン、二酸化珪素、クロム)に対してSF6ガスクラスターイオンビームを用いた場合の、エッチング効率Yの2乗とドーズ量nとの積と、変形した角部分の断面積Sとの関係を示したグラフである。
【図6】固体表面加工装置100の構成を示す概略図である。
【図7A】固体表面加工装置100の回転機構(その1)を示す側面図である。
【図7B】固体表面加工装置100の回転機構(その1)、回転機構(その2)、スキャニング機構を示す平面図である。
【図8】実施例1におけるドーズ量nとクラスター保護層の厚さTとの関係を示すグラフである。
【図9】ガスクラスターイオンビームを交互照射した場合に凹凸構造の角部分の変形が防止されたことを示す模式図である(実施例2)。
【図10】固体を回転させながらガスクラスターイオンビームを照射した場合に凹凸構造の角部分の変形が防止されたことを示す模式図である(実施例3)。
【発明を実施するための形態】
【0020】
実施形態の説明に先立ち、固体表面加工原理について概説する。
本発明者らは、種々の実験を行ない、ガスクラスターイオンビーム(以下、「GCIB」ともいう。)の照射によって凹凸構造の角部分が変形する現象には、GCIB特有の物質の横移動現象が大きく関与しているとの知見を得た。そして、詳細な検討の結果、GCIBの照射条件と角部分の変形形状や変形量との関係を初めて定量的に明らかにするとともに、角変形のメカニズムを明らかにした。
【0021】
ここで凹凸構造とは、シリコン基板やSOI(Silicon on Insulator)などの固体平面上に形成された数ナノメートルオーダーからサブマイクロメートルオーダー程度の大きさの、ラインアンドスペースパターン構造のようなパターン構造や量子ドットのような超微粒子が配列した構造などの起伏構造を云う。
【0022】
また、凹凸構造の角部分とは、凹凸構造の側面(つまり、固体平面から突出した構造部分である凸部の壁面、あるいは固体平面が掘削された構造部分である凹部の壁面である。)の上部の角部分を云う。なお、ここで上部とは、凹凸構造の形成された固体平面から固体外部へ離れる側を云う。
【0023】
また、物質の横移動現象とは、GCIB照射領域の固体表面原子がその固体表面に対しておよそ平行の方向に移動する原子移動現象であり、基板表面の平坦化に寄与する現象である。
【0024】
以下、凹凸構造の角部分の変形メカニズムなどを説明するが、凹凸構造としてラインアンドスペースパターン構造を具体例にとり、このラインアンドスペースパターン構造の断面模式図を示して具体的に説明する。
【0025】
図1Aに示すように、GCIBをラインアンドスペースパターン構造900に対して照射する。このとき、ラインアンドスペースパターン構造900のライン側面903に対してGCIBが斜方照射されるようにする。ガスクラスターイオンはライン901の角部分904a、904bにも衝突し、ライン901の角部分904a、904bを構成する物質が横移動する。この横移動を、図1Aの右下図に破線矢印で示す。ライン側面903をスペース902の底部に向かって横移動した物質は、ライン側面903にだれるように付着し、スペース902へとせり出していく。
【0026】
斜方照射の場合、GCIBの照射方向に向かうライン側面A903aにはGCIBが照射され続け、ライン側面A903aにだれて付着した物質801はさらに横移動をする。ライン側面A903aに対して平行に近い斜方照射の条件下では、GCIBの照射方向への横移動量が多くなるため、ライン側面A903aの上部の角部分904aへと横移動することがほとんどない。また、ライン側面A903aに対して向かい合う隣のライン側面B903bにはGCIBが照射されないため、ライン側面B903bにだれて付着した物質802はライン側面B903b上部の角部分へと横移動することがない。この結果、ライン901の角部分904a、904bの形状は崩壊し、スペース902に向かって傾斜する傾斜部分が形成される(図1Aおよび図1B参照。図1Bは、図1Aの破線四角囲み部分の電子顕微鏡写真である。)。
【0027】
これがGCIBを照射した場合に起こる角部分の変形メカニズムである。もちろん、角部分の変形は略垂直に照射した場合にも起こる(ライン両側面が、上記ライン側面Bの状態になる。)。
【0028】
クラスター1個当たりの物質の横移動量が大きいほど単位ドーズ量あたりに形成される傾斜部分の傾斜角は大きくなり、ライン側面やスペース底部への物質の付着量も多くなる。また、GCIBの照射方向に向かうライン側面A903aは、このライン側面A903aに対して向かい合う隣のライン側面B903bに比較してGCIB照射に曝されているという違いから、ライン側面A903a上部の傾斜角は、ライン側面B903b上部の傾斜角と比較して大きくなる。この理由は、ライン側面A903aに付着した物質801の一部はエッチングによって除去されるため、物質802よりも量が少なくなる。このため、角部分904aからスペース902へとせり出した物質がライン側面A903aへ移動する際に、既に堆積している物質によって移動が妨げられる効果が少ない。従って、ライン側面A903aへの物質の移動はライン側面A903a上部の角部分904aでより促進され、結果的に傾斜角が大きくなるのである。
【0029】
これまで物質の横移動量とGCIBのドーズ量との関係、および物質の横移動量と物質のエッチング効率との関係は明らかでなかった。そこで、種々の物質とクラスターとの組み合わせにおいて実験を行い、上記各関係について検討した。その結果、式(1)および式(2)の関係式が得られることが明らかになった(詳細は後述する。)。なお、掛け算記号*は省略する場合がある。
【0030】
【数2】
【0031】
ここで、GCIB照射で形成される傾斜部分の傾斜角をφとし、傾斜長さをLとした。なお、傾斜角φは、GCIBの照射方向に向かうライン側面A903a上部に形成された傾斜部分の傾斜角度とする。角度定義は図2を参照のこと。傾斜長さLは、GCIBの照射方向に向かうライン側面A903a上部に形成された傾斜部分の斜辺の長さとする(図2参照)。また、n[ions/cm2]はドーズ量、Y[cm3/ion]は物質のエッチング効率(
1クラスターあたりのエッチング体積とする。)を表す。
【0032】
比例係数aおよび比例係数bはGCIBの条件によって定まる定数である。具体的には、変形した角部分の断面積S[cm2]とnY2[cm4/ion]との間の比例係数がa[ions/cm2]であり、傾斜長さL[cm]とYn1/2[cm2・ions-1/2]との間の比例係数がb[ions1/2cm-1]である。
【0033】
変形した角部分の断面積Sは、GCIBによって最もエッチングされる領域(角部分)の、凸部あるいは凹部の延伸方向と垂直な断面(つまり、図2で示す斜線部分である。)の面積のことである。同様に、傾斜長さLは、ガスクラスターイオンビームによって最もエッチングされる領域の、凸部あるいは凹部の延伸方向と垂直な断面の斜辺の長さに相当する。
【0034】
式(1)は、角部分の変形によって取り除かれた単位奥行きあたりの体積がエッチング効率Yの2乗とドーズ量nに比例することを表している。なお、単位奥行きとは、図1Aのx軸方向、つまり凸部あるいは凹部の延伸方向である。また、単位奥行きあたりの体積とは、変形した角部分の断面積Sに相当する。断面積Sは、傾斜長さL、膜厚方向〔図1Aのz軸方向〕の変形深さdおよび傾斜角φを用いて、式(3)のように表される。
【0035】
【数3】
【0036】
式(2)は、傾斜長さLがエッチング効率Yとドーズ量nの平方根に比例することを表している。
【0037】
膜厚方向の変形深さdは、式(4)の関係によって求めることができる(図2参照。)。
【0038】
【数4】
【0039】
これらの関係式から、用いるGCIBのドーズ量nおよびその照射条件での固体材質のエッチング効率Yが決まっていれば、ライン側面A903a上部の傾斜部分の傾斜角度φと変形深さdを予測することができる。
【0040】
そこで、ラインアンドスペースパターン構造500のライン501上面に、この固体550の材質とは異なる材質よりなる層(クラスター保護層570と云う。)を形成した状態で、GCIB照射に拠る角部分の変形、特に最大の変形をクラスター保護層570でのみ起こるようにすれば、ライン501の角部分を変形させずにライン側面503の表面平坦化などの表面加工をすることができる(図3参照。特に、図3の右下図の破線丸囲み部分を参照のこと。)。クラスター保護層570の厚さは式(6)から、最適な(ライン501の角部分の変形が起こらないために必要十分な)層厚を選んで形成することができる。
【0041】
まず、式(3)および式(4)を式(1)および式(2)にそれぞれ代入し、φとLを消去して、dに関する連立方程式を得る。この連立方程式を解くと、式(5)を得る。
【0042】
【数5】
【0043】
エッチングによるクラスター保護層570の膜厚自体の減少分do=n*Yを考慮すると、クラスター保護層570の厚さT[cm]は、式(6)を満たすようにすればよい。
【0044】
【数6】
【0045】
以下、式(1)および式(2)の導出を、Ar(アルゴン)ガスクラスターを用いた実験結果をもとに具体的に説明する。
【0046】
各種材質〔シリコン(Si)、二酸化珪素(SiO2)、クロム(Cr)〕の固体表面にラインアンドスペースパターン構造を作製した。ラインアンドスペースパターン構造は、ライン幅=スペース幅=5μm、溝深さ(ラインの高さ)はシリコンの場合で1μm、二酸化珪素の場合では1μm,Crの場合では300nmとした。ラインアンドスペースパターン構造の作製は次のように行った。作製に用いた装置の詳細は後述する。
【0047】
シリコンの場合は、次のとおりである。まず、シリコン基板表面を熱酸化し、シリコン基板表面上に酸化膜を形成した。次いで、酸化膜の上に電子線レジストを塗布し、ラインアンドスペースパターンを描画した。レジストを現像後、レジストパターンをマスクとして熱酸化膜をエッチングした。さらに、レジストを除去した後、熱酸化膜をハードマスクとしてシリコンをエッチングした。その後、熱酸化膜を灰化除去して、ラインアンドスペースパターン構造を得た。
【0048】
二酸化珪素の場合は、次のとおりである。まず、シリコン基板表面を熱酸化し、シリコン基板表面上に酸化膜を形成した。次いで、熱酸化膜(SiO2)上に電子線レジストを塗布し、ラインアンドスペースパターンを描画した。レジスト現像後、レジストパターンをマスクとして熱酸化膜をエッチングした。その後、レジストを除去して、ランアンドスペースパターン構造を得た。
【0049】
クロムの場合は、次のとおりである。まず、シリコン基板表面上に電子線レジストを塗布し、ラインアンドスペースパターンを描画した。次いで、レジストを現像後、クロム膜をスパッタ法で堆積した。堆積したクロム膜の膜厚は、300nmとした。その後、レジストを除去することで、クロム膜がレジストの無い部分にのみ残り(リフトオフ法)、ラインアンドスペースパターン構造を得た。
【0050】
まず、ドーズ量nと断面積Sとの関係、およびドーズ量nと傾斜長さLとの関係を明らかにするため、Arクラスターイオンビームを用いてエッチング効率Yが一定の条件、すなわち同じ材質(シリコン)についてドーズ量nと断面積Sとの関係を調べた。その結果、ドーズ量nの増加と共に断面積Sが線形に増加する関係が得られた(図4A)。
【0051】
次に、傾斜長さLとドーズ量nとの関係を、固体材質がシリコン(Si)である場合について調べた結果、傾斜長さLがほぼn0.5に比例しているという関係が得られた(図4B参照。)。これは物質の横移動がランダムウォークに支配されていることを示唆している。即ち、傾斜部分の傾斜長さLは固体材質原子の横移動距離が照射イベント数であるnの1/2乗に比例して起こるために生じると考えられる。
【0052】
次に、エッチング効率Yの異なる種々の固体材質について、傾斜長さLとエッチング効率Yとの関係、および断面積S(=L2 sin(2φ)/4)とエッチング効率Yとの関係を検討した。
【0053】
図4Cは、シリコン、二酸化珪素およびクロムの各エッチング効率Yとn0.5との積と、傾斜長さLとの関係をプロットしたグラフである。上述したように、すでにL∝n0.5の関係が得られているため、傾斜長さLとY*n0.5との関係から、傾斜長さLとエッチング効率Yとの関係を考察できる。得られたデータ点はほぼひとつの直線上に乗っていると解釈することができる。
【0054】
図4Dは、エッチング効率Yの2乗とドーズ量nとの積と、断面積Sとの関係を、同じくシリコン、二酸化珪素およびクロムの場合について調べたものである。断面積Sがn*Y2に比例して大きくなるという比例関係が得られた。
【0055】
上記の結果から、式(1)および式(2)の関係が得られることがわかる。比例係数a、bの値として、図4Cおよび図4Dから固体材質の種類によらずほぼ一定のa≒3.80*1016[ions/cm2]、b≒6.25*108[ions1/2cm-1]を得た。ただし、有効数
字を3桁とした。従って、クラスター保護層の材質はいかなるものであってもよく、クラスター保護層の厚さが式(5)から算出される変形深さdよりも大きくなるようにクラスター保護層を形成すればよい。
【0056】
結局、Arガスクラスターイオンビームを用いた場合のクラスター保護層の厚さTは、ガスクラスターイオンビームのドーズ量をn[ions/cm2]、エッチング効率を1クラスターイオンあたりのエッチング体積Y[cm3/ion]とすると、式(6)に定数a、bの値を代入することで式(7)を得る。
【0057】
T>nY+(1.54*1016nY2)1/2 …(7)
ガスクラスターイオンビームのガス種がArではない場合、比例係数aと比例係数bの値が異なる点を除いて、上記Arガスクラスターイオンビームの場合と同様な結果が得られる。SF6(六フッ化硫黄)ガスクラスターイオンビームを用いた場合について、図4A、図4B、図4C、図4Dに対応した実験結果を図5A、図5B、図5C、図5Dに示す。
【0058】
上記の各種材質に対して、SF6ガスクラスターイオンビーム照射後のラインの角部分の変形深さdと傾斜長さLを調べた。まず、傾斜部分の断面積Sとドーズ量nとの関係を、固体材質がシリコンの場合について調べた結果、ドーズ量nの増加と共に断面積Sが増加し、比例関係が得られた(図5A)。
【0059】
次に、傾斜長さLとドーズ量nとの関係を、固体材質がシリコンの場合について調べた結果、傾斜長さLがほぼn0.5に比例しているという関係が得られた(図5B)。
【0060】
図5Cは、シリコン、二酸化珪素およびクロムの各エッチング効率Yとn0.5との積と、傾斜長さLとの関係をプロットしたグラフである。得られたデータ点はほぼひとつの直線上に乗っていると解釈することができる。
【0061】
図5Dは、エッチング効率Yの2乗とドーズ量nとの積と、変形部分の断面積Sとの関係を同じくシリコン、二酸化珪素およびクロムについて調べたもので、nY2が大きい材質ほど断面積Sが線型に大きくなるという比例関係が得られた。
【0062】
上記の結果から、SF6ガスクラスターイオンビームを用いた場合の定数a、bの値として、固体材質の種類によらず一定のa=7.83*1014[ions/cm2]、b=5.68*107[ions1/2cm-1]を得た。ただし、有効数字を3桁とした。従って、クラスター保護層の材質はいかなるものであってもよく、クラスター保護層の厚さが式(5)から算出される変形深さdよりも大きくなるようにクラスター保護層を形成すればよい。
【0063】
結局、SF6ガスクラスターイオンビームを用いた場合のクラスター保護層の厚さTは、ガスクラスターイオンビームのドーズ量をn[ions/cm2]、エッチング効率を1クラスターイオンあたりのエッチング体積Y[cm3/ion]とすると、比例係数a、bの値を式(
6)に代入することによって、式(8)を得る。
T>nY+(1.23*1015nY2)1/2 …(8)
【0064】
ガスクラスターイオンビームのガス種によってaとbの値が異なるのは、ガスクラスターイオンビームを照射した際に起こるエッチングと物質の横移動のバランスが異なるためである。ガスクラスターイオンビームの加速エネルギーが大きくなるとエッチング効率と物質の横移動はともに大きくなるが、そのバランスは大きく変化しないと考えられるため、比例係数aおよび比例係数bの値はガス種が同じであれば、加速エネルギーには依存しない。
【0065】
以上のように、クラスター保護層をライン上面に形成することによって、クラスター保護層下のライン側面上部の角部分の変形を防いで表面加工(例えばライン側面の平坦化である。)することが可能になる。
【0066】
以下、実施形態および実施例を説明する。
【0067】
(マスキング工程)
まず、マスキング手段によって、固体平面にクラスター保護層を被覆形成する。このマスキング手段は、一般的なウエハープロセス用処理装置が備えるものと同じでよく、本実施形態では高温拡散炉とする。例えば高温拡散炉内にシリコン基板を設置し、高温状態(一般的には900℃〜1100℃程度である。)において酸化性ガス雰囲気に曝すことで、シリコン基板表面に熱酸化膜を成長させてこれを形成する。この熱酸化膜がクラスター保護層に相当することになる。
【0068】
(エッチング工程)
次に、エッチング手段によって、クラスター保護層が形成された固体平面をドライエッチングすることで固体平面に凹凸構造を形成する。このエッチング手段は、一般的なウエハープロセス用処理装置が備えるものと同じでよく、本実施形態ではエッチング装置とする。熱酸化膜が形成されたシリコン基板をエッチングする例で説明を続ければ、次のようにエッチング処理が行われる。まず、熱酸化膜上にフォトレジストを塗布する。次に、プリベークを行うことで、熱酸化膜とフォトレジストを密着させる。続いて、フォトマスクを介して露光することで、フォトマスクのパターンをフォトレジストに焼き付ける(転写)。続いて、露光したものを現像して、これをリンス(洗浄)する。ポジ型の場合、露光されたフォトレジストが除去され、ネガ型の場合、露光されなかったフォトレジストが除去される。次にポストベークを行ない、フォトレジストと熱酸化膜とを密着させて耐蝕性を向上させる。この後、一連の処理を経たシリコン基板をエッチング装置内に設置し、エッチング装置内に反応性ガスを導入し、高周波電源によって電圧をかけて反応性ガスによるドライエッチングを進行させる。なお、エッチング方法としてはドライエッチングに限定するものではなく、ウェットエッチングでもよい。ドライエッチングの後、有機溶剤などを用いてフォトレジストを除去する。
【0069】
(照射工程)
図6、図7Aおよび図7Bを参照して、固体表面の加工方法におけるガスクラスターイオンビームの照射工程を実行する固体表面加工装置100の構成・機能を説明する。
【0070】
固体表面加工装置100は、ガスクラスターイオンビームを固体表面に対して射出するガスクラスターイオンビーム射出手段を備える。図6に示すGCIB射出手段は次のように構成される。原料ガス9がノズル10から真空のクラスター生成室11内に噴出させられる。クラスター生成室11内にて原料ガス9のガス分子が凝集させられクラスターが生成する。クラスターの規模は、ノズル吐出口10aでのガス圧力や温度、ノズル10の大きさや形状に基づく粒度分布で決定される。クラスター生成室11で生成されたクラスターは、スキマー12を通過してガスクラスタービームとしてイオン化室13へ導入される。イオン化室13ではイオンナイザ14による電子線、例えば熱電子の照射が行われ、中性クラスターをイオン化する。このイオン化されたガスクラスタービーム(GCIB)は、加速電極15によって加速され、さらに、磁界収束器16によって収束されてスパッタ室17に入射する。スパッタ室17内に設けられたターゲット支持体18には回転ディスク41を介してGCIB照射対象の固体(例えば凹凸構造が形成されたシリコン基板などである。)であるターゲット19が固定して取り付けられている。スパッタ室17に入射されたGCIBは、アパチャー121によって所定のビーム径とされてターゲット19の表面に照射される。なお、電気的絶縁体のターゲット19の表面を平坦化する場合などには、GCIBを電子線照射によって中性化する。
【0071】
さらに、固体表面加工装置100は、クラスター保護層の厚さ、クラスター保護層の材質のエッチング効率、およびガスクラスターイオンビームのドーズ量が式(5)の関係を満たすか否かを判定する判定手段を備えている。
【0072】
例えば図7Bに示すようにキーボードなどの入力部30が固体表面加工装置100に接続されており、この入力部30を介して、クラスター保護層の厚さ、クラスター保護層の材質のエッチング効率、およびガスクラスターイオンビームのドーズ量が入力される。そして、判定部27は、入力されたクラスター保護層の厚さ、クラスター保護層の材質のエッチング効率、およびガスクラスターイオンビームのドーズ量が式(5)の関係を満たすか否かを判定し、この判定結果を出力する。判定結果は表示部26に表示される。
【0073】
このような構成に限らず、例えば、入力部30を介して、クラスター保護層の厚さ、クラスター保護層の材質のエッチング効率が入力されるとし、判定部27は、入力されたクラスター保護層の厚さ、クラスター保護層の材質のエッチング効率、および式(5)から、式(5)の関係を満たすガスクラスターイオンビームのドーズ量を求める構成としてもよい。判定部27によって求められたガスクラスターイオンビームのドーズ量は、表示部26に表示される。
【0074】
また、固体表面加工装置100は、エッチング手段によって固体平面に形成された凹凸構造の対向する側面に対して、GCIBを交互に斜方照射するべく照射角度を設定することが可能な手段〔交互照射手段〕と、固体をGCIBが照射される固体平面の法線とおよそ平行な軸周りで回転させることが可能な手段〔回転照射手段〕とについて、必要に応じて両者のうちいずれか一方あるいは両者を備える。本実施形態では、両手段を実現するものとして回転機構が装備されている。
【0075】
例えば図7A、図7Bに示すように、固体表面加工装置100は次のような回転機構(その1)および回転機構(その2)を具備している。
【0076】
回転機構(その1)は、回転照射手段に相当し、次のような構成になっている。ターゲット支持体18には、軸41aが突出して設けられている。この軸41aには、軸41a中心で回転可能な回転ディスク41が取り付けられている。回転ディスク41の平面部41bにはターゲット19が固定して載置される。また、回転ディスク41の周縁部41cには噛み合い歯が多数設けられており、この噛み合い歯は、ギア43の歯と噛み合っている。ギア43はモータ42の駆動力によって回転運動をし、この回転運動が回転ディスク41に伝達し、結果、回転ディスク41に固定載置されたターゲット19の回転が実現する。一例としては、定角速度で回転ディスク41を回転させ続けることで、ターゲット19をGCIBが照射される固体平面の法線とおよそ平行な軸周りで回転させながら、GCIBをターゲット19に照射することができる。
【0077】
また、回転機構(その2)は、交互照射手段に相当し、次のような構成になっている。ターゲット支持体18には回転軸21が固着されており、ターゲット支持体18は回転軸21中心で回転可能となっている。そして、回転軸21は、固定板22a、22bによって回転可能に支持されている。また、回転軸21は、ギア24bの回転軸中心に固着されており、ギア24bにはギア24aが噛み合っている。ギア24aはモータ23の駆動力によって回転運動をし、この回転運動がギア24b、回転軸21に伝達し、結果、ターゲット支持体18の回転が実現する。角度の基準に対して、ある方向への回転を回転角度に+(プラス)を付し、それとは反対の方向への回転を回転角度に−(マイナス)を付して表すとすれば、例えば+θ〔θは回転角度の大きさを表す。〕の位置でターゲット支持体18を静止させて、GCIBをターゲット19に照射し、所定の時間後、ターゲット支持体18を回転させて−θ′〔θ′は回転角度の大きさを表す。通常の実施ではθ≒θ′とされる。〕の位置でターゲット支持体18を静止させて、GCIBをターゲット19に照射し、所定の時間後、ターゲット支持体18を回転させて+θの位置でターゲット支持体18を静止させて、GCIBをターゲット19に照射し、この操作を繰り返すことで、GCIBをターゲット19に交互に斜方照射することができる。
【0078】
また、固体表面加工装置100は、GCIBに対するターゲット19の相対位置を変化させられるように、例えばXYステージのようなスキャニング機構を装備している。
【0079】
例えば図7Bに示すように、固定板22a、22bは、固定板支持部材22cに固着支持されるとし、この固定板支持部材22cと第1アクチュエータ22dとは第1ロッド22eを介して接続されている。第1アクチュエータ22dは、第1ロッド22eを押し出し・引き込みすることが可能であり、この作用によってターゲット支持体18の位置を変化させることができる。例えば図7Bに示す固体表面加工装置100では、第1アクチュエータ22dの作動によって紙面の上下方向にターゲット支持体18を位置変化させることができる。
【0080】
また、第1アクチュエータ22dは、第2ロッド22gに固着支持されており、第1アクチュエータ22dと第2アクチュエータ22fとは第2ロッド22gを介して接続されている。第2アクチュエータ22fは、第2ロッド22gを押し出し・引き込みすることが可能であり、この作用によって第1アクチュエータ22dの位置が変化する。この結果、第1ロッド22eなどを介して第1アクチュエータ22dに接続しているターゲット支持体18の位置を変化させることができる。なお、第1ロッド22eの可動方向と第2ロッド22gの可動方向とは略直交する関係としている。このようにして、XYステージのようなスキャニング機構が実現する。例えば、図7Bに示す固体表面加工装置100では、第2アクチュエータ22fの作動によって紙面の左右方向にターゲット支持体18を位置変化させることができ、上記第1アクチュエータ22dの作動と相まって、ターゲット支持体18は紙面上下左右方向に位置を移動することができる。
【0081】
制御部28は、駆動部29を通じてモータ23およびモータ42を駆動し、ターゲット支持体18および回転ディスク41の運動を制御する。加えて制御部28は、入力されたドーズ量あるいは判定部27によって求められたドーズ量のGCIB照射が行われるようにGCIB射出手段を制御する。
【0082】
なお、制御部28は、CPU(中央演算処理装置)あるいはマイクロプロセッサなどを備えており、前述した各種表示、モータの駆動など、固体表面加工を実行制御するに必要なプログラムの情報処理を行なうことで、上記制御等を実現する。
【0083】
固体表面加工装置は、上述の固体表面加工装置100の構成・機構方式に限定する趣旨のものではなく、発明の本旨を逸脱しない範囲で適宜に変更等可能である。
【0084】
固体表面加工装置100によって、エッチング工程において凹凸構造が形成された固体平面に対して、ガスクラスターイオンビームを照射された後、除去工程に進む。
【0085】
(除去工程)
固体表面加工装置100でガスクラスターイオンビームが照射された固体平面から、残留するクラスター保護層を除去手段によって除去する。この除去手段は、一般的なウエハープロセス用処理装置が備えるものと同じでよく、本実施形態ではアッシング装置とする。アッシング装置内に一連の処理を経たシリコン基板を設置し、シリコン基板表面に存在する熱酸化膜を酸化分解して灰化除去する。
【0086】
以上において述べた実施形態においては、固体平面にクラスター保護層を被覆形成するマスキング工程と、マスキング工程でクラスター保護層が被覆形成された固体平面をエッチングするエッチング工程とによって、固体平面に、上部にクラスター保護層が被覆形成された凸部とクラスター保護層が被覆形成されない凹部とでなる凹凸構造を形成した。しかし、かかる凸部の上部(上面)にクラスター保護層を被覆形成した凹凸構造を形成する方法は、これに限定されるものではない。
【0087】
例えば、次のような方法でもよい。まず、固体平面にフォトレジストを塗布し、パターニングしてエッチングを行ない、固体平面に凹凸構造を設ける。次いで、この凹凸構造が設けられた固体平面に粘着性を有する樹脂を押し当てて、凸部の上面に選択的に樹脂を付着させる。
【0088】
ここで「選択的」とは、2つの意味がある。1つ目の意味は、凹部に樹脂が入り込まないようにすることで、凸部の側面や凹部の底面などに対して、凸部の上面を選択して樹脂を付着させるということである。2つ目の意味は、樹脂を付着させる位置や形状を任意に設定することができるから、樹脂を付着させる凸部の上面と樹脂を付着させない凸部の上面とを選択できるということである。
【0089】
凸部の上面に付着させられた樹脂に対して、加熱その他の手段を講じることで、この樹脂を硬化させて、これをクラスター保護層とする。
【0090】
あるいは、次のような方法でもよい。まず、上述と同様のマスキング工程によって固体平面にクラスター保護層を被覆形成し、このクラスター保護層にフォトレジストを塗布してパターニングを行う。次いで、ドライエッチング、イオンビーム照射またはガスクラスターイオンビーム照射を用いて、パターンに従ってクラスター保護層を除去する。そして、このクラスター保護層が除去された固体平面の露出部分にガスクラスターイオンビームを照射して、固体平面に凹部を設けることで、上面にクラスター保護層が被覆形成された凸部とクラスター保護層が被覆形成されない凹部とでなる凹凸構造を形成することもできる。
【0091】
要するに、上部にクラスター保護層が被覆形成された凸部とクラスター保護層が被覆形成されない凹部とでなる凹凸構造を固体平面に形成することができればよいのであって、本発明においては、その具体的手法に特別の限定は何ら無い。
【0092】
次に実施例等について説明する。
ガスクラスターの種類としてArガスクラスターとSF6ガスクラスターを用いた。Arガスクラスターの場合は、Arガスを原料とし、Ar原子が約2000個凝集したクラスターを粒度分布のピークとするArガスクラスタービームを生成し、30kVの加速電圧でターゲット19に照射した。SF6ガスクラスターの場合は、SF6ガスおよびHeガスを原料とし、SF6分子が約500個凝集したクラスターを粒度分布のピークとするSF6ガスクラスターイオンビームを生成し、30kVの加速電圧で加速して、ターゲット19に照射した。
【0093】
実施例では、ライン幅=スペース幅=1μm、深さ0.5μmのラインアンドスペースパターン構造をシリコン基板表面上に次のようにして作製した。まず、高温拡散炉において熱酸化膜をシリコン表面に形成した。次に、熱酸化膜を形成したシリコン基板上に電子線レジストを塗布し、電子線描画装置によってレジストにパターン構造を描画した。レジストを現像後、レジストパターンをマスクとして熱酸化膜を反応性イオンエッチング(RIE)装置でエッチングした。この後、レジストを除去し、熱酸化膜をハードマスクとして、シリコンを高周波誘導結合プラズマ法反応性イオンエッチング(ICP−RIE)装置を用いてエッチングした。そして、ハードマスクとして利用した熱酸化膜は通常除去するところ、実施例では除去しないでシリコンパターン上に残した。このような方法で熱酸化膜(クラスター保護層)の膜厚が50nm〜2μmの範囲で異なる試料A〜Eを作製した。後述の各実施形態の如くGCIB照射を行った後、アッシング装置を用いてクラスター保護層である熱酸化膜を灰化除去した。
【実施例1】
【0094】
作製されたシリコンパターンのライン幅を調整するため、熱酸化膜の膜厚が大きいサンプルほどドーズ量を多くし、ライン幅を減少させる実験を行った。ライン側面にArガスクラスターイオンビームをライン側面から7°(ライン側面の法線に対して83°である。以下同様。)の照射角度で照射して、エッチングによってライン幅を調整した。減少幅は5nm〜150nmとし、照射ドーズ量は1nmのエッチング量あたり1.3*1014ions/cm2とした。
【0095】
パターンの形状変換を知るため、GCIB照射前後でラインアンドスペースパターン構造の断面写真を電子顕微鏡で観察した。この結果を模式図として図8のグラフ内に示す。また、図8に、二酸化珪素のエッチング効率Y=5*10−22cm3/ion(照射角度が7
°の場合)を用いた式(7)右辺の値を実線で示す。Arガスクラスターイオンビームの照射ドーズ量と熱酸化膜の膜厚との関係が式(7)右辺の曲線より上にある場合には、熱酸化膜がクラスター保護層として機能しているが(即ち、シリコンパターンの角が変形しない。)、当該曲線より下の組み合わせではクラスター保護層として機能していないことがわかった。
【0096】
熱酸化膜をアッシングによって除去した後のシリコンのライン部分では、傾斜角度φは0度であり角が変形していなかった。ライン側面の表面平均粗さについて、GCIB照射前後の試料の表面平均粗さを原子間力顕微鏡(AFM)によって測定した。ライン側面の表面平均粗さの測定については、試料を切断してライン側面が露出するようにした。GCIB照射前のライン側面の表面平均粗さ(Ra)は3.8nmであった。なお、SF6ガスクラスターイオンビーム照射後の場合では、ライン幅は平均で1.00μm、ライン側面の表面平均粗さ(Ra)は0.52nmであった。
【実施例2】
【0097】
SF6ガスクラスターイオンビームを対向するライン側面に対してθ=7°の角度で交互に照射する実験を行った。この実施例の模式図を図9に示す。
【0098】
30nmだけパターン幅を減少させるため、片側あたり1.0*1014ions/cm2のドーズ量で交互に照射した。熱酸化膜の膜厚はT=0.6μmとした。熱酸化膜除去後のパターン幅は、1.00μm、ライン側面の粗さ(Ra)は0.49nmであった。熱酸化膜をアッシングによって除去した後のシリコンのラインでは、傾斜角度φは0度であり角が変形していなかった。
【実施例3】
【0099】
シリコンの円柱凹部(直径1μm,周期1μmの正方配列)が配列したパターン構造を、上記実施例のラインアンドスペースパターン構造の場合と同様な方法で作製した。シリコン基板を面内で回転させながらGCIBを円柱凹部側面に対してθ=7°の角度で照射した。この実施例の模式図を図10に示す。図10の左図は、円中配列パターンを示す平面図であり、矢印はシリコン基板の面内回転を示す。図10の右図は、円柱凹部の断面図である。
【0100】
30nmだけ円柱凹部の径を増大させるため、3.0*1015ions/cm2のドーズ量で照射した。熱酸化膜の膜厚はT=0.6μmとした。熱酸化膜除去後のパターン幅は、1.00μm、円柱凹部側面の表面平均粗さ(Ra)は0.49nmであった。熱酸化膜をアッシングによって除去した後のシリコンの凸部では、上部の角度φは0度で設計値と同じとなった。
【0101】
<実施例に基づく結論>
実施例1、2、3を参照すると、式(7)を満たす膜厚の熱酸化膜をクラスター保護層として用いてライン幅の調整を行い、その後に熱酸化膜を除去することによって、固体のラインアンドスペースパターン構造の上部の角を変形させることなくライン幅を調整することが可能であることがわかる。
【0102】
上記各実施例では加速電圧を30kVとした。この加速電圧は、より高い程エッチング量が大きくなり、平坦化処理時間が短くなるという利点がある一方、表面粗さがかえって粗くなる場合もある。従って、加速電圧は、固体表面加工処理に要求される、時間、材質などの各種条件によって決定するのがよい。また、ガス種、照射条件、クラスターサイズなどの装置条件やパラメータも特に限定されるものではなく、適宜に変更可能である。
【産業上の利用可能性】
【0103】
本発明は、固体表面の凹凸構造の角部分の変形を防ぐことができるから、性能の良い半導体デバイスや光デバイス、あるいはそれらを作製するための金型など精度の良い3次元構造体の作製などに利用できる。
【特許請求の範囲】
【請求項1】
ガスクラスターイオンビームによる固体表面の加工方法であって、
上部にクラスター保護層が被覆形成された凸部と上記クラスター保護層が被覆形成されない凹部とでなる凹凸構造を上記固体表面に形成するクラスター保護層形成過程と、
上記クラスター保護層形成過程において上記凹凸構造が形成された上記固体表面に対して上記ガスクラスターイオンビームを照射する照射過程と、
上記クラスター保護層を除去する除去過程と
を有し、
上記クラスター保護層において上記ガスクラスターイオンビームによってエッチングされる領域の、上記凸部あるいは上記凹部の延伸方向と垂直な断面における面積S[cm2]とnY2[cm4/ion]との間の比例係数をa[ions/cm2]とし、上記クラスター保護層において上記ガスクラスターイオンビームによってエッチングされる領域の斜辺の長さL[cm]とYn1/2[cm2・ions-1/2]との間の比例係数をb[ions1/2cm-1]とし、
上記ガスクラスターイオンビームのドーズ量をn[ions/cm2]、上記クラスター保護層のエッチング効率を1クラスターあたりのエッチング体積Y[cm3/ion]とした場合に、
上記クラスター保護層の厚さT[cm]は、
【数7】
を満たす
ことを特徴とするガスクラスターイオンビームによる固体表面の加工方法。
【請求項2】
ガスクラスターイオンビームによる固体表面の加工方法であって、
上部にクラスター保護層が被覆形成された凸部と上記クラスター保護層が被覆形成されない凹部とでなる凹凸構造を上記固体表面に形成するクラスター保護層形成過程と、
上記クラスター保護層形成過程において上記凹凸構造が形成された上記固体表面に対して上記ガスクラスターイオンビームを照射する照射過程と、
上記クラスター保護層を除去する除去過程と
を有し、
上記ガスクラスターイオンビームにはArガスクラスターイオンビームが用いられ、
上記クラスター保護層の厚さT[cm]は、
T>nY+(1.54*1016*nY2)1/2
を満たす
ことを特徴とするガスクラスターイオンビームによる固体表面の加工方法。
【請求項3】
ガスクラスターイオンビームによる固体表面の加工方法であって、
上部にクラスター保護層が被覆形成された凸部と上記クラスター保護層が被覆形成されない凹部とでなる凹凸構造を上記固体表面に形成するクラスター保護層形成過程と、
上記クラスター保護層形成過程において上記凹凸構造が形成された上記固体表面に対して上記ガスクラスターイオンビームを照射する照射過程と、
上記クラスター保護層を除去する除去過程と
を有し、
上記ガスクラスターイオンビームにはSF6ガスクラスターイオンビームが用いられ、
上記クラスター保護層の厚さT[cm]は、
T>nY+(1.23*1015*nY2)1/2
を満たす
ことを特徴とするガスクラスターイオンビームによる固体表面の加工方法。
【請求項4】
請求項2または請求項3に記載のガスクラスターイオンビームによる固体表面の加工方法において、
上記クラスター保護層形成過程は、
上記固体表面に上記クラスター保護層を被覆形成するマスキング過程と、
上記マスキング過程で上記クラスター保護層が被覆形成された上記固体表面をエッチングすることで、上記凹部は上記固体に達するとともに上記凸部の上部に上記クラスター保護層を残した上記凹凸構造を形成するエッチング過程とを含む
ことを特徴とするガスクラスターイオンビームによる固体表面の加工方法。
【請求項5】
請求項1から請求項4のいずれかに記載のガスクラスターイオンビームによる固体表面の加工方法において、
上記照射過程は、
上記凹凸構造の対向する側面に対して、交互に、上記側面に対して上記ガスクラスターイオンビームを斜方照射する
ことを特徴とするガスクラスターイオンビームによる固体表面の加工方法。
【請求項6】
請求項1から請求項5のいずれかに記載のガスクラスターイオンビームによる固体表面の加工方法において、
上記照射過程は、
上記固体を上記凹凸構造が形成された上記固体表面の法線と略平行な軸周りで回転させながら上記ガスクラスターイオンビームを照射する
ことを特徴とするガスクラスターイオンビームによる固体表面の加工方法。
【請求項1】
ガスクラスターイオンビームによる固体表面の加工方法であって、
上部にクラスター保護層が被覆形成された凸部と上記クラスター保護層が被覆形成されない凹部とでなる凹凸構造を上記固体表面に形成するクラスター保護層形成過程と、
上記クラスター保護層形成過程において上記凹凸構造が形成された上記固体表面に対して上記ガスクラスターイオンビームを照射する照射過程と、
上記クラスター保護層を除去する除去過程と
を有し、
上記クラスター保護層において上記ガスクラスターイオンビームによってエッチングされる領域の、上記凸部あるいは上記凹部の延伸方向と垂直な断面における面積S[cm2]とnY2[cm4/ion]との間の比例係数をa[ions/cm2]とし、上記クラスター保護層において上記ガスクラスターイオンビームによってエッチングされる領域の斜辺の長さL[cm]とYn1/2[cm2・ions-1/2]との間の比例係数をb[ions1/2cm-1]とし、
上記ガスクラスターイオンビームのドーズ量をn[ions/cm2]、上記クラスター保護層のエッチング効率を1クラスターあたりのエッチング体積Y[cm3/ion]とした場合に、
上記クラスター保護層の厚さT[cm]は、
【数7】
を満たす
ことを特徴とするガスクラスターイオンビームによる固体表面の加工方法。
【請求項2】
ガスクラスターイオンビームによる固体表面の加工方法であって、
上部にクラスター保護層が被覆形成された凸部と上記クラスター保護層が被覆形成されない凹部とでなる凹凸構造を上記固体表面に形成するクラスター保護層形成過程と、
上記クラスター保護層形成過程において上記凹凸構造が形成された上記固体表面に対して上記ガスクラスターイオンビームを照射する照射過程と、
上記クラスター保護層を除去する除去過程と
を有し、
上記ガスクラスターイオンビームにはArガスクラスターイオンビームが用いられ、
上記クラスター保護層の厚さT[cm]は、
T>nY+(1.54*1016*nY2)1/2
を満たす
ことを特徴とするガスクラスターイオンビームによる固体表面の加工方法。
【請求項3】
ガスクラスターイオンビームによる固体表面の加工方法であって、
上部にクラスター保護層が被覆形成された凸部と上記クラスター保護層が被覆形成されない凹部とでなる凹凸構造を上記固体表面に形成するクラスター保護層形成過程と、
上記クラスター保護層形成過程において上記凹凸構造が形成された上記固体表面に対して上記ガスクラスターイオンビームを照射する照射過程と、
上記クラスター保護層を除去する除去過程と
を有し、
上記ガスクラスターイオンビームにはSF6ガスクラスターイオンビームが用いられ、
上記クラスター保護層の厚さT[cm]は、
T>nY+(1.23*1015*nY2)1/2
を満たす
ことを特徴とするガスクラスターイオンビームによる固体表面の加工方法。
【請求項4】
請求項2または請求項3に記載のガスクラスターイオンビームによる固体表面の加工方法において、
上記クラスター保護層形成過程は、
上記固体表面に上記クラスター保護層を被覆形成するマスキング過程と、
上記マスキング過程で上記クラスター保護層が被覆形成された上記固体表面をエッチングすることで、上記凹部は上記固体に達するとともに上記凸部の上部に上記クラスター保護層を残した上記凹凸構造を形成するエッチング過程とを含む
ことを特徴とするガスクラスターイオンビームによる固体表面の加工方法。
【請求項5】
請求項1から請求項4のいずれかに記載のガスクラスターイオンビームによる固体表面の加工方法において、
上記照射過程は、
上記凹凸構造の対向する側面に対して、交互に、上記側面に対して上記ガスクラスターイオンビームを斜方照射する
ことを特徴とするガスクラスターイオンビームによる固体表面の加工方法。
【請求項6】
請求項1から請求項5のいずれかに記載のガスクラスターイオンビームによる固体表面の加工方法において、
上記照射過程は、
上記固体を上記凹凸構造が形成された上記固体表面の法線と略平行な軸周りで回転させながら上記ガスクラスターイオンビームを照射する
ことを特徴とするガスクラスターイオンビームによる固体表面の加工方法。
【図1A】

【図2】
【図3】
【図4A】
【図4B】
【図4C】
【図4D】
【図5A】
【図5B】
【図5C】
【図5D】
【図6】
【図7A】
【図7B】
【図8】
【図9】
【図10】
【図1B】
【図2】
【図3】
【図4A】
【図4B】
【図4C】
【図4D】
【図5A】
【図5B】
【図5C】
【図5D】
【図6】
【図7A】
【図7B】
【図8】
【図9】
【図10】
【図1B】
【公開番号】特開2012−104858(P2012−104858A)
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願番号】特願2012−20899(P2012−20899)
【出願日】平成24年2月2日(2012.2.2)
【分割の表示】特願2008−542206(P2008−542206)の分割
【原出願日】平成19年10月30日(2007.10.30)
【国等の委託研究の成果に係る記載事項】(出願人による申告)国等の委託研究の成果に係わる特許出願(平成17年度NEDO次世代量子ビーム利用ナノ加工プロセス技術の開発委託研究、産業技術力強化法第19条の適用を受けるもの)
【出願人】(000231073)日本航空電子工業株式会社 (1,081)
【Fターム(参考)】
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願日】平成24年2月2日(2012.2.2)
【分割の表示】特願2008−542206(P2008−542206)の分割
【原出願日】平成19年10月30日(2007.10.30)
【国等の委託研究の成果に係る記載事項】(出願人による申告)国等の委託研究の成果に係わる特許出願(平成17年度NEDO次世代量子ビーム利用ナノ加工プロセス技術の開発委託研究、産業技術力強化法第19条の適用を受けるもの)
【出願人】(000231073)日本航空電子工業株式会社 (1,081)
【Fターム(参考)】
[ Back to top ]