
ガスクラスターイオンビームによる固体表面の平坦化方法
【課題】固体表面に存在する数10nm〜100μm程度の周期の表面粗さをガスクラスターイオンビームの照射によって低減する。
【解決手段】固体表面の法線とガスクラスターイオンビームとがなす角度を照射角度とし、固体とこの固体に衝突したクラスターとが相互作用する距離が飛躍的な増大に転じる照射角度を臨界角として、予め固体表面の形状データを取得する過程と、臨界角以上の照射角度で固体表面に対して、形状データに含まれる800nm以上1.1μm以下の範囲の周期をもつ表面の凹凸のうねりの方向と照射方向とを一致させてガスクラスターイオンビームを照射する照射過程とを有する固体表面の平坦化方法とする。この臨界角は70°である。
【解決手段】固体表面の法線とガスクラスターイオンビームとがなす角度を照射角度とし、固体とこの固体に衝突したクラスターとが相互作用する距離が飛躍的な増大に転じる照射角度を臨界角として、予め固体表面の形状データを取得する過程と、臨界角以上の照射角度で固体表面に対して、形状データに含まれる800nm以上1.1μm以下の範囲の周期をもつ表面の凹凸のうねりの方向と照射方向とを一致させてガスクラスターイオンビームを照射する照射過程とを有する固体表面の平坦化方法とする。この臨界角は70°である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガスクラスターイオンビームの照射による固体表面の平坦化方法に関する。
【背景技術】
【0002】
半導体デバイス、電子デバイス、フォトニック結晶などの光デバイスでは、薄膜の積層構造やサブマイクロメートルオーダー(0.1μm〜1μm未満程度)の微細なパターン構造などが半導体ウエハー面上などを加工して作製される。また、半導体量子デバイスでは、例えば量子ドットや量子ワイヤと呼ばれる数ナノメートルオーダーの超微粒子や細線が基板表面上に配列するように作製される。これらのデバイスに形成された微細構造(即ち、薄膜構造、パターン構造、超微粒子が配列したような凹凸構造など)の大きさや表面粗さはデバイスの性能を左右する重要な因子である。従って、微細構造の形成には高い加工精度が要求される。
【0003】
これら微細構造の精度は、成膜プロセスやエッチングプロセスなどの加工技術の精度によって決まる。しかし、数ナノメートル以下の加工精度で微細構造を作製することは容易ではない。また一般的に、成膜プロセスやエッチングプロセスなどを経て作製されるこれらのデバイスでは、ウエハー表面上に多数のチップを作製するが、ウエハー全面で均一な微細構造を作製するのは難しい。そこで、このような問題を解決するために、一旦作製された微細構造に対して後処理として構造精度を高めるための処理(例えば表面平坦化処理)を施している。
【0004】
このような平坦化処理技術の一例として、国際公開番号WO2005/031838(特許文献1という)では、パターン構造の側壁などをガスクラスターイオンビーム照射によって平坦化する披術が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】WO2005/031838
【発明の概要】
【発明が解決しようとする課題】
【0006】
ガスクラスターイオンビームは、モノマーのイオンビームとは異なり、基板と平行な方向へのスパッタ成分が大きいことが知られている。この現象はラテラルスパッタリング効果と呼ばれている。また、ガスクラスターイオンビーム照射によって照射領域の基板表面原子の横移動も顕著に起こり、これらの横方向への原子移動現象によって表面が平坦化される。なお、垂直照射の方が斜方照射よりもラテラルスパッタリング効果による表面の平坦化が起こりやすいと報告されている(参考文献1参照。)。垂直照射は、基板表面の法線に対しておよそ0度の照射角度で照射することである。以下、角度表記は「°」をもって表す。
(参考文献1)N. Toyoda et al., Nucl. Instr. And Meth. In Phys. Res. B161-163(2000)980.
ところで、従来市販されているガスクラスターイオンビーム装置では、ビームの大きさ(ビーム幅)は数ミリオーダーである。一方、ラテラルスパッタリング効果によって1個のクラスターが及ぼす平坦化作用の範囲は、1個のクラスターが表面に衝突した場合に形成されるクレーターの大きさと同じオーダーであると考えられ、約10nm(ナノメートル)の大きさであることが知られている。
【0007】
つまり、従来技術では、ビーム照射によって10nmオーダー以下の周期の表面粗さ、あるいはビームをスキャニングすることによって1mmオーダー以上の周期の表面粗さを低減することができるが、その中間の領域、すなわち数10nm〜100μm程度の周期の表面粗さを低減することができないという問題があった。
【0008】
また、上記特許文献1に開示される技術は、固体表面の法線に対して60〜90°の照射角度で固体表面にガスクラスターイオンビームを照射すると、略垂直照射と比較して著しく固体表面の平坦化が起こるという知見に基づく技術である。この技術はパターン構造の側壁の平坦化に利用される。
【0009】
この技術は、固体表面に存在する10nmオーダーの短周期の凹凸(表面粗さ)を平坦化できるものの、それ以上の大きさ(数10nm〜100μm程度)の長周期の凹凸(表面粗さ)を平坦化することできるかどうかについては明らかではなかった。
【0010】
そこで、本発明が解決しようとする課題は、上記の問題点に鑑み、固体表面に存在する数10nm〜100μm程度の周期の表面粗さをガスクラスターイオンビームの照射によって低減する固体表面の平坦化方法を提供することである。
【課題を解決するための手段】
【0011】
上記課題を解決するために、本発明のガスクラスターイオンビームによる固体表面の平坦化方法は、固体表面の法線とガスクラスターイオンビームとがなす角度を照射角度とし、固体とこの固体に衝突したクラスターとが相互作用する距離(有効相互作用距離)が飛躍的な増大に転じる照射角度を臨界角として、予め固体表面の形状データを取得する過程と、臨界角以上の照射角度で固体表面に対して、形状データに含まれる800nm以上1.1μm以下の範囲の周期をもつ表面の凹凸のうねりの方向と照射方向とを一致させてガスクラスターイオンビームを照射する照射過程とを有する。
【0012】
また、上記臨界角は70°であるとする。
この具体的角度は、実験結果で得た知見に基づく。
【発明の効果】
【0013】
本発明によれば、ガスクラスターイオンビームの照射角度を臨界角以上とすることで、有効相互作用距離が照射角度を臨界角未満にした場合に比して飛躍的に長くなり、クラスターと固体との相互作用が広範囲に及ぶことで固体表面の平坦化が行われる。このため、数10nm〜100μm程度の周期の固体表面粗さをガスクラスターイオンビームの照射によって低減することができる。
【図面の簡単な説明】
【0014】
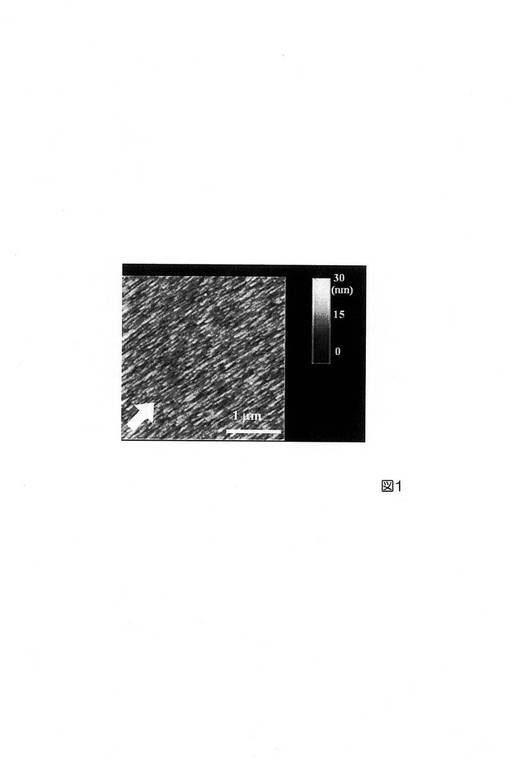
【図1】照射角度を70°にして、SF6(六フッ化硫黄)のGCIBをシリコン基板表面に斜方照射した場合の原子間力顕微鏡(AFM)像である。
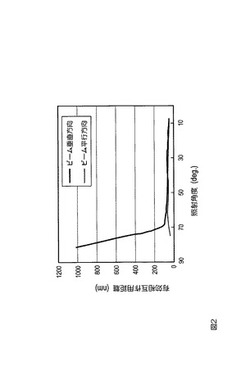
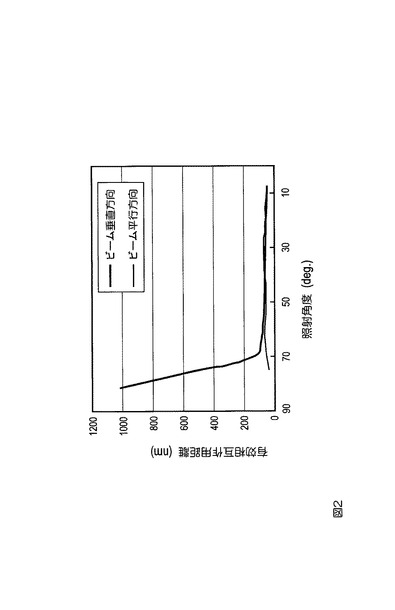
【図2】有効相互作用距離のGCIB照射角度依存性を示すグラフ〔縦軸:有効相互作用距離、横軸:GCIB照射角度〕である。
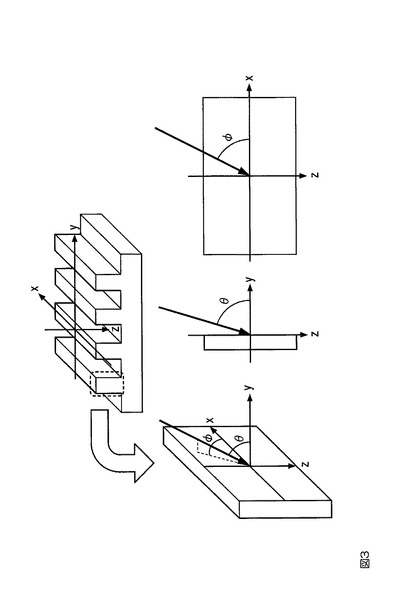
【図3】照射角度・照射方角の定義図である。
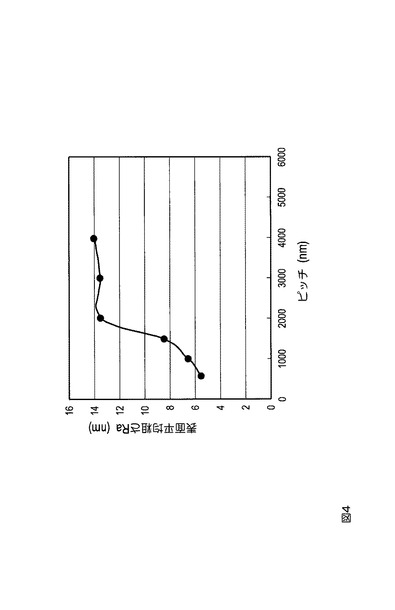
【図4】ラインアンドスペースパターン構造の周期と照射角度83°でGCIBを照射した後の表面粗さとの関係を示すグラフである。
【図5】実施形態である固体表面平坦化装置100の構成を示す図である。
【図6A】固体表面平坦化装置100の回転機構(その1)を示す側面図である。
【図6B】固体表面平坦化装置100の回転機構(その1)、回転機構(その2)、スキャニング機構を示す平面図である。
【図7】実施例1において平坦化対象面の平坦化処理手順を示すフローチャートである。
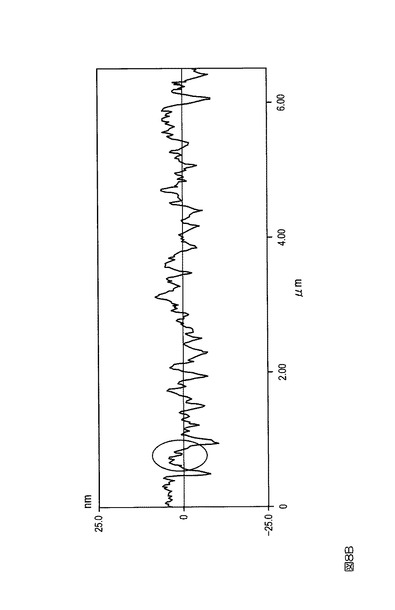
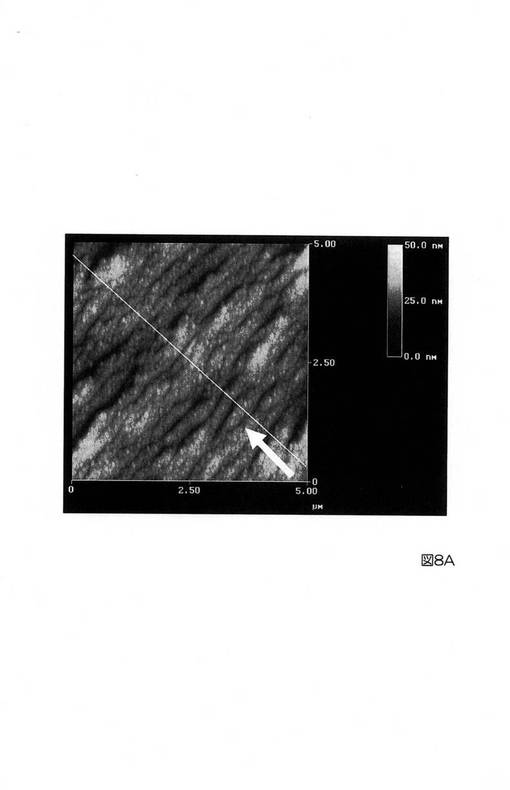
【図8A】実施例1において、GCIB照射前の観察用サンプル表面の原子間力顕微鏡(AFM)像である。
【図8B】図8Aに示す白線部分の断面における凸凹形状を示す図である。
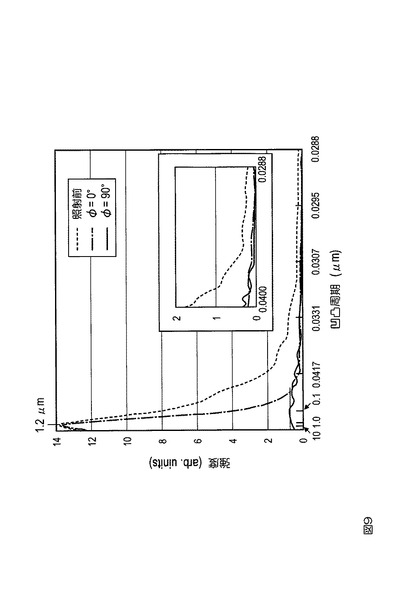
【図9】実施例1および実施例2におけるSF6(六フッ化硫黄)GCIB照射前後の平坦化対象面の凸凹形状をフーリエ変換したスペクトル図である。
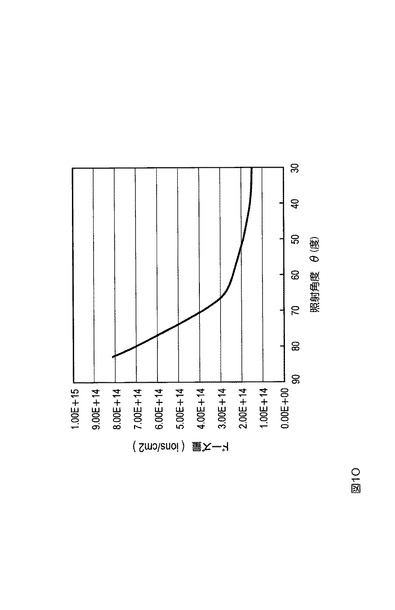
【図10】実施例1において、平坦化対象面を50nmエッチングするために必要なSF6(六フッ化硫黄)GCIBの照射ドーズ量(照射角度依存)を示すグラフである。
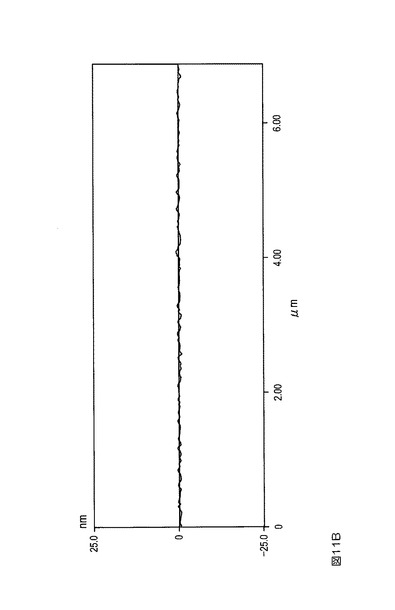
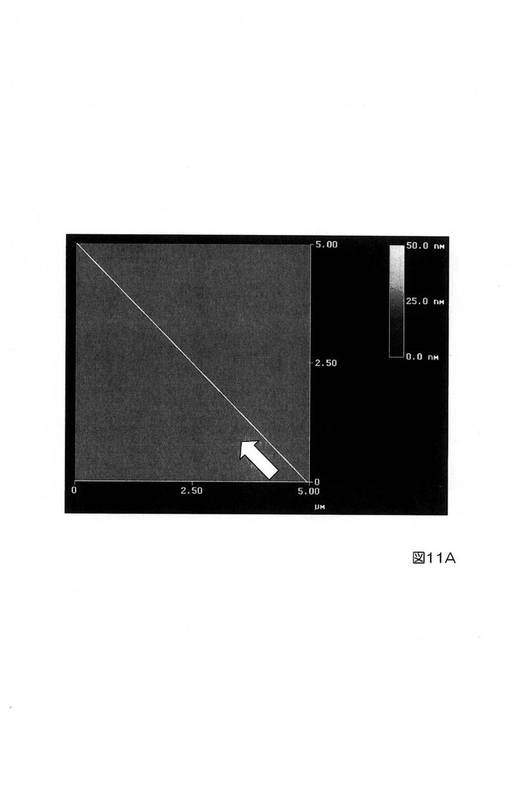
【図11A】実施例1において、SF6(六フッ化硫黄)GCIB照射後の観察用サンプル表面の原子間力顕微鏡(AFM)像である。
【図11B】図11Aに示す白線部分の断面における凸凹形状を示す図である。
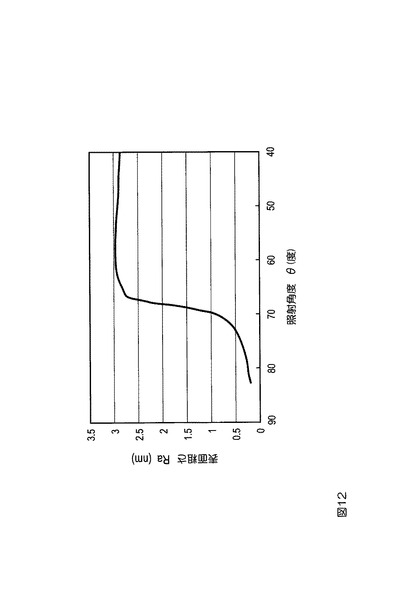
【図12】実施例1において、平坦化対象面にSF6(六フッ化硫黄)GCIBを照射した場合の照射角度と表面粗さとの関係を示すグラフである。
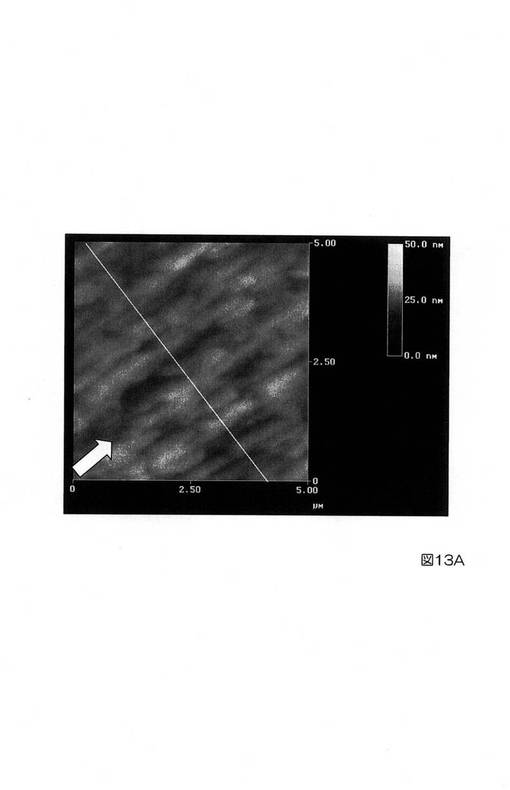
【図13A】実施例2において、SF6(六フッ化硫黄)GCIB照射後の観察用サンプル表面の原子間力顕微鏡(AFM)像である。
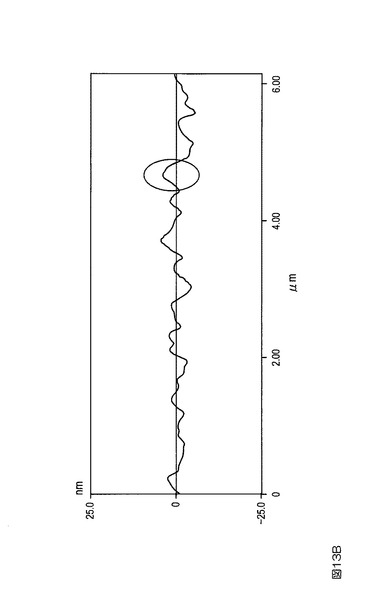
【図13B】図13Aに示す白線部分の断面における凸凹形状を示す図である。
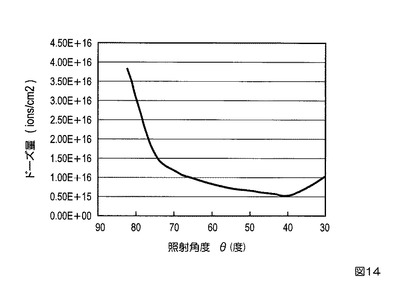
【図14】実施例3において、平坦化対象面を40nmエッチングするために必要なAr(アルゴン)GCIBの照射ドーズ量(照射角度依存)を示すグラフである。
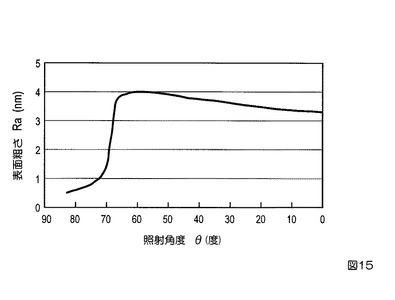
【図15】実施例3において、平坦化対象面にAr(アルゴン)GCIBを照射した場合の照射角度と表面粗さとの関係を示すグラフである。
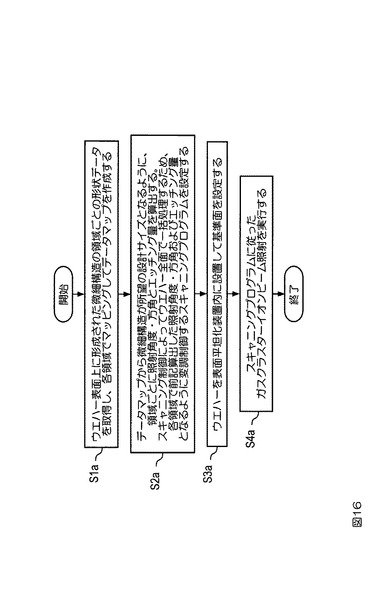
【図16】実施例4において平坦化対象面の平坦化処理手順を示すフローチャートである。
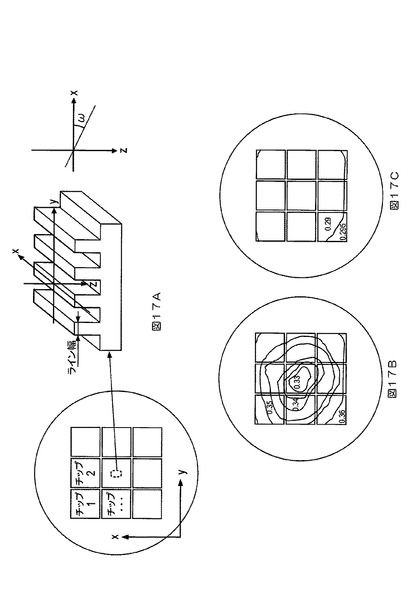
【図17】図17Aは、ラインアンドスペースパターン構造を有するチップがシリコンウエハー表面上に形成されている様子を模式した図である。図17Bは、GCIB照射前のライン幅の分布の等高線(数字はライン幅をμm単位で表示したものである。)。図17Cは、GCIB照射後のライン幅の分布の等高線(数字はライン幅をμm単位で表示したものである。)。
【発明を実施するための形態】
【0015】
実施形態の説明に先立ち、平坦化原理について概説する。
本発明者らは、実験結果に基づき、ガスクラスターイオンビーム(以下、「GCIB」ともいう。)を平坦化の対象となる固体表面、即ち平坦化対象面に対して斜方照射すると、固体とクラスターとの相互作用距離が数10nm〜数μmにも及ぶとの新たな知見を得た。上記斜方照射における照射角度の詳細は後述する。この知見に基づき、微細構造の数10nm〜100μm程度の周期の表面粗さを低減する。この数10nm〜100μm程度の周期を、10nmオーダーの短周期に比較して「長周期」とも云うことにする。
【0016】
まず、数10nm〜数μmにも及ぶ長距離相互作用距離とそのメカニズムについて説明する。
【0017】
図1に、照射角度を70°にして、SF6(六フッ化硫黄)のGCIBをシリコン基板表面に斜方照射した場合の原子間力顕微鏡(AFM)像を示す。図1に示す矢印は、GCIBのシリコン基板表面に垂直投影した照射方向を表す。なお、図1での照射角度の定義は、シリコン基板表面の法線とGCIBとがなす角度である。
【0018】
照射角度60°以上の角度で斜方照射したシリコン基板表面を観察したところ、上記参考文献1で明らかにされているように、GCIBの照射方向に尾を引くような筋状の構造が形成されていた。この筋状の構造を詳しく観察したところ、長さが同じオーダーで方向のそろった筋が多数集まって形成されていることがわかった。この筋が個々のクラスターが固体表面と相互作用を行った結果形成されるものであるとすると、筋の長さがクラスターの及ぼす相互作用の距離(以下、「有効相互作用距離」という。)を表しているものと推測される。
【0019】
そこで、AFM像をフーリエ変換することによって、有効相互作用距離がどの程度のものであるのかを広い角度範囲で調べた。フーリエ変換はGCIBの固体表面に垂直投影した照射方向(投影照射方向)と、固体表面内でその方向と垂直な方向の2つの方向について行った。この結果を図2に示す。
【0020】
図2に明らかなとおり、投影照射方向に平行な方向では、照射角度が大きくになるにつれて有効相互作用距離が大きくなっている。特に、照射角度が70°以上では、飛躍的に有効相互作用距離が増大し、照射角度が80°では、この有効相互作用距離は1μmにも及ぶ。80°以上の照射角度では、表面平坦化効果によって筋状構造が明確に観測できなくなることから、図2にデータとして示すことはできなかった。しかし、照射角度の増大とともに有効相互作用距離はさらに大きくなっていると推測される。
【0021】
一方、投影照射方向と垂直な方向においては、有効相互作用距離は、照射角度が20°から70°の領域でほぼ一定であり、照射角度が20°以下ないし70°以上の領域でやや小さくなる傾向が見られたものの、0°〜90°全般で顕著な照射角度依存性は見られなかった。
【0022】
このことから、GCIBの照射方向にのみクラスターが長距離に亘って固体表面と相互作用を起こすことが示唆される。
【0023】
そこで、照射角度が83°の場合に、実際に有効相互作用距離がマイクロメートルオーダーに及ぶのかどうかを検証するための検証実験を行った。この検証実験では、シリコン基板表面に種々のパターン周期を有するラインアンドスペースパターン構造を作製し、これを人工的な表面粗さと看做し、この人工的な表面粗さがGCIBとの相互作用でどのように変化するのかを調べた。なお、ここでの照射角度はシリコン基板の板面の法線に対して83°であり、図3に示す角度定義に基づくとθ=7°、φ=90°である。
【0024】
図3の照射角度等の定義を説明する。
ラインアンドスペースパターン構造のライン(ラインアンドスペースパターン構造の突起部分〔凸部に相当〕)の延伸方向をx軸とし、ラインの深さ方向をz軸とし、このx軸およびz軸に直交する方向をy軸とする。そしてライン側面(つまり、ラインの深さ方向の壁面である。)に於いて、照射角度θは、y軸(ライン側面の法線)とGCIBとがなす角度とする。なお、この照射角度θは、GCIBのライン側面に垂直投影した投影照射方向とGCIBとがなす角度に対して余角である。また、照射方角φは、GCIBのライン側面に垂直投影した投影照射方向とx軸とがなす角とする。
【0025】
もし、有効相互作用距離がラインアンドスペースパターンの周期と比較して非常に小さければ、ラインアンドスペースパターン構造の形状は、凡そ相似形状でエッチングが進行し、結果的に表面粗さは変化しないはずである。一方、有効相互作用距離がラインアンドスペースパターンの周期と同程度ないしそれ以上になると、ラインをエッチングする効果が、それに隣接するスペース(ラインアンドスペースパターン構造の溝状部分〔凹部に相当〕)や、さらにその隣接のラインにも及ぶようになり、ラインが削れてスペースを埋める現象が起こるものと考えられる。その結果、ラインアンドスペースパターン構造の形状が平坦化され、表面粗さが小さくなるものと予想される。
【0026】
ここで、ラインアンドスペースパターン構造は、ラインアンドスペースパターンの周期によらずラインとスペースの比を1:1で同一とすることによって、GCIB照射前の人工的な平均表面粗さ、即ちスペースの平均深さ(ラインアンドスペースパターン構造であるから、「ラインの平均高さ」と表現してもよい。)を約15nmで一定にした。
【0027】
検証実験の結果を図4に示す。図4に明らかなとおり、ラインアンドスペースパターンの周期、つまり或るラインとこのラインの隣のラインとの間隔が約2μmより小さくなると飛躍的にGCIB照射後の表面粗さが小さくなっていることがわかった。この値は、図2において、照射角度が80°の場合の有効相互作用距離よりも大きく、照射角度が83°の場合の有効相互作用距離に相当しているものと考えられる。
【0028】
従って、斜方照射で惹起される長距離の相互作用効果によって、周期の長い表面粗さが平坦化されることが実験的に明らかになった。
【0029】
以上のように、平坦化対象面に対してGCIBを斜方照射すると、有効相互作用距離、つまり具体的には横方向(平坦化対象面と凡そ平行な方向)への物質移動距離が飛躍的に大きくなり、数10nm〜数μmの範囲に及ぶとの知見を得た。さらに、以下に述べるメカニズムに基づけば、横方向への物質移動距離は数μmに留まらず、固体表面の状態とGCIBの照射角度との組合せによっては、さらに大きく100μmに及ぶことも可能であると考えられる。
【0030】
この知見は、従来は困難であった表面粗さの周期が数10nm〜100μmに及ぶ長周期の表面粗さを除去することができることを示す。
【0031】
GCIBを平坦化対象面に対して斜方照射すると物質の横移動距離が照射角度の増大と共に大きくなるメカニズムとしては、次のように考えられる。
【0032】
照射角度が大きくなると、クラスターの垂直方向(平坦化対象面と凡そ垂直な方向)への運動エネルギー成分は小さくなり、横方向への運動エネルギー成分が大きくなってくる。また、垂直方向の固体の原子密度と比較して、固体表面と凡そ平行な方向(横方向)に存在する原子は表面ラフネスによる突起部分のみとなり、横方向の原子密度は垂直方向よりもはるかに小さくなる。このため、斜方入射したクラスターが固体を構成する原子(突起)に衝突してエネルギーを失うまでの距離は、平均すると垂直入射の場合よりも長くなる。
【0033】
さらに、クラスターが突起に衝突するとその先端を削ったり先端の物質を近傍の表面凹部分に移動させたりする。このスパッタされたり横移動される原子にとっても、横方向への移動を妨げる他の突起の密度が小さいために、より横方向への移動が起こりやすくなる。
【0034】
これらの効果によって、照射角度が大きくなるにつれて、ひとつのクラスターが固体表面の物質を横移動させることができる距離、つまり有効相互作用距離が長くなるものと考えられる。
【0035】
図2によれば、投影照射方向に平行な方向では、有効相互作用距離が飛躍的な増大に転じる照射角度が存在し、その照射角度が70°であることがわかる。この有効相互作用距離が飛躍的な増大に転じる照射角度を臨界角ということにする。
【0036】
70°以上の照射角度で飛躍的に有効相互作用距離が長くなるメカニズムとしては、クラスターが固体表面と衝突する際の解離過程が関係していると考えられる。即ち、70°という臨界角は、クラスターが固体表面と衝突して解離する際に、解離した個々のクラスター構成原子(あるいは分子)が固体内部へ侵入するよりも反射しやすくなる角度に相当していると考えられる。
【0037】
そこで照射角度が臨界角以上となると、固体表面に入射したクラスター構成原子(分子)の多くが解離過程で固体表面に対し反射するようになる。また照射角度が大きくなればなるほど、固体表面に入射したクラスター構成原子(分子)の多くが固体表面に対してより平行に反射するようになり、照射角度の増大と共に有効相互作用距離が非常に増大すると考えられる。この臨界角はクラスターの結合状態で決まると考えられるため、分子結合しているクラスターの場合にはガス種、加速電圧、イオン化条件などのパラメータには依存しないと推測される。
【0038】
なお、以上に説明した長距離相互作用効果はモノマーのイオンビームにはない特徴である。
【0039】
以下、実施形態および実施例を説明する。まず、図5を参照して、固体表面の平坦化方法を実現する固体表面平坦化装置100の構成・機能を説明する。
【0040】
GCIB射出手段は次のように構成される。原料ガス9がノズル10から真空のクラスター生成室11内に噴出させられる。クラスター生成室11内にて原料ガス9のガス分子が凝集させられクラスターが生成する。クラスターの規模は、ノズル吐出口10aでのガス圧力や温度、ノズル10の大きさや形状に基づく粒度分布で決定される。クラスター生成室11で生成されたクラスターは、スキマー12を通過してガスクラスタービームとしてイオン化室13へ導入される。イオン化室13ではイオンナイザ14による電子線、例えば熱電子の照射が行われ、中性クラスターをイオン化する。このイオン化されたガスクラスタービーム(GCIB)は、加速電極15によって加速され、さらに、磁界集束器16によって集束されてスパッタ室17に入射する。スパッタ室17内に設けられたターゲット支持体18には回転ディスク41を介してGCIB照射対象の固体(例えばシリコン基板などである。)であるターゲット19が固定して取り付けられている。スパッタ室17に入射されたGCIBは、アパチャー121によって所定のビーム径とされてターゲット19の表面に照射される。なお、電気的絶縁体のターゲット19の表面を平坦化する場合などには、GCIBを電子線照射によって中性化する。
【0041】
さらに、固体表面平坦化装置100には、照射角度・方角設定手段として、GCIBの照射角度(図3のθに相当する。)および照射方角(図3のφに相当する。)を変化させることのできるあおり機構が装備されている。
【0042】
本実施形態では、このあおり機構は、固体表面上の微細構造の形状データに応じて、照射角度を臨界角以上の角度範囲で連続的に変化させることが可能なものとする。つまり、あおり機構は、予め固体表面上の微細構造の形状データが与えられると、所望の平坦化が行われるようにターゲット支持体18の角度を設定ないし調整することができる回転機構で実現している。
【0043】
その際、平坦化対象面の形状データ(表面粗さの周期やその方向など)に基づいて、照射角度θおよび照射方角φを独立に設定する必要がある。なお、固体表面平坦化装置100は、照射角度θおよび照射方角φ、並びに照射角度θおよび照射方角φを決定するための基準面を設定できるものとなっている。
【0044】
例えば図6Aおよび図6Bに示すように、固体表面平坦化装置100は次のような回転機構(その1)および回転機構(その2)を具備している。
【0045】
回転機構(その1)は、次のような構成になっている。ターゲット支持体18には、軸41aが突出して設けられており、この軸41aには、軸41a中心で回転可能な回動ディスク41が取り付けられている。回転ディスク41の平面部41bにはターゲット19が固定して載置される。また、回転ディスク41の周縁部41cには噛み合い歯が多数設けられており、この噛み合い歯は、ギア43の歯と噛み合っている。ギア43はモータ42の駆動力によって回転運動をし、この回転運動が回転ディスク41に伝達し、結果、回転ディスク41に固定載置されたターゲット19の回転が実現する。回転ディスク41の回転運動は、照射方角φに反映される。
【0046】
ところで、ターゲット支持体18には、回転ディスク41の回転角度、つまり照射方角φをディジタル値として検出する角度検出部(図示しない。)が取り付けられている。この角度検出部で検出された回転角度情報は、電気回路部25bで情報処理され、現在の検出角度(照射方角)φcが表示部26の現在角度領域26aに表示される。
【0047】
また、回転機構(その2)は、次のような構成になっている。ターゲット支持体18には回転軸21が固着されており、ターゲット支持体18は回転軸21中心で回転可能となっている。そして、回転軸21は、固定板22a、22bによって回転可能に支持されている。また、回転軸21は、ギア24bの回転軸中心に固着されており、ギア24bにはギア24aが噛み合っている。ギア24aはモータ23の駆動力によって回転運動をし、この回転運動がギア24b、回転軸21に伝達し、結果、ターゲット支持体18の回転が実現する。ターゲット支持体18のこの回転運動は、照射角度θに反映される。
【0048】
ところで、固定板22aには、回転軸21の回転角度からターゲット支持体18の回転角度、つまりターゲット支持体18に取り付けられたターゲット19の平坦化対象面に対するGCIBの照射角度θをディジタル値として検出する角度検出部25aが固定して取り付けられている。角度検出部25aで検出された回転角度情報は、電気回路部25bで情報処理され、現在の検出角度(照射角度)θcが表示部26の現在角度領域26aに表示される。
【0049】
また、固体表面平坦化装置100は、GCIBに対するターゲット19の相対位置を変化させられるように、例えばXYステージのようなスキャニング機構を装備している。
【0050】
例えば、固定板22a、22bは、固定板支持部材22cに固着支持されるとし、この固定板支持部材22cと第1アクチュエータ22dとは第1ロッド22eを介して接続されている。第1アクチュエータ22dは、第1ロッド22eを押し出し・引き込みすることが可能であり、この作用によってターゲット支持体18の位置を変化させることができる。例えば図6Bに図示する固体表面平坦化装置100では、第1アクチュエータ22dの作動によって紙面の上下方向にターゲット支持体18を位置変化させることができる。
【0051】
また、第1アクチュエータ22dは、第2ロッド22gに固着支持されており、第1アクチュエータ22dと第2アクチュエータ22fとは第2ロッド22gを介して接続されている。第2アクチュエータ22fは、第2ロッド22gを押し出し・引き込みすることが可能であり、この作用によって第1アクチュエータ22dの位置が変化する。この結果、第1ロッド22eなどを介して第1アクチュエータ22dに接続しているターゲット支持体18の位置を変化させることができる。なお、第1ロッド22eの可動方向と第2ロッド22gの可動方向とは略直交する関係としている。このようにして、XYステージのようなスキャニング機構が実現する。例えば、図6Bに図示する固体表面平坦化装置100では、第2アクチュエータ22fの作動によって紙面の左右方向にターゲット支持体18を位置変化させることができ、上記第1アクチュエータ22dの作動と相まって、ターゲット支持体18は紙面上下左右方向に位置を移動することができる。
【0052】
さらに、固体表面平坦化装置100は、所望のエッチング量、ターゲット19の材質とそのエッチング率、GCIBのガス種、加速エネルギー、照射角度θ、照射方角φなどの諸条件からドーズ量を決定可能なデータベース30を具備している。
【0053】
予めターゲット表面上の微細構造の形状データおよび上記諸条件が与えられると、データベース30を参照することで、所望の平坦化が行われるドーズ量を決定することができる。なお、照射角度が0°よりも大きい場合はビームの投影面積が大きくなるため、実効的なドーズ量(実効ドーズ量という。)は、GCIBのビーム電流が同じであっても小さくなる。
【0054】
データベース30は、あらゆる照射角度θ、照射方角φなどの諸条件の組み合わせに実効ドーズ量を対応付けたものとするのではなく、垂直照射の条件における照射面積とGCIBのビーム電流から算出されるドーズ量を対応付けたデータベースとしておいてもよい。
【0055】
図6Bに示す固体表面平坦化装置100では、設定部27を操作して基準面をターゲット支持体18の面に設定するとともに、ターゲット表面上の微細構造の形状データ、所望のエッチング量、ターゲット19の材質とそのエッチング率、GCIBのガス種、加速エネルギー、照射角度(θp)、照射方角(φp)の諸条件を入力して設定する。表示部26中の基準面表示領域26bには「ターゲット支持体面」が表示され、この面の法線を基準として設定された照射角度が設定角度領域26cに表示される。
【0056】
制御部28は、駆動部29を通じてモータ23およびモータ42を駆動し、現在照射角度θcと現在照射方角φcが設定照射角度θpと設定照射方角φpになるように制御する。加えて制御部28は、上記諸条件に基づきデータベース30を参照して適切なドーズ量を決定し、このドーズ量のGCIB照射が行われるようにGCIB射出手段を制御する。
【0057】
なお、制御部28は、CPU(中央演算処理装置)あるいはマイクロプロセッサなどを備えており、前述した各種表示、モータの駆動など、固体表面平坦化処理を実行制御するに必要なプログラムの情報処理を行なうことで、上記制御等を実現する。
【0058】
固体表面平坦化装置は、上述の固体表面平坦化装置100の構成・機構方式に限定する趣旨のものではなく、発明の本旨を逸脱しない範囲で適宜に変更等可能である。
【0059】
例えば、上記のような照射角度設定手段等を、GCIBによる従来のトリミング加工装置に付加するものでもよい。この場合、トリミング処理に際して表面平坦化処理も行われ(逆に長周期の表面粗さを平坦化しないこともできる。)、微細構造の加工精度を向上させることができるようになる。
【0060】
次に実施例等について説明する。
下記各実施例では、ガスクラスターの種類としてArガスクラスターとSF6ガスクラスターを用いた。Arガスクラスターの場合は、Arガスを原料とし、Ar原子が約2000個凝集したクラスターを粒度分布のピークとするArガスクラスタービームを生成し、30kVの加速電圧でターゲット19に照射した。SF6ガスクラスターの場合は、SF6ガスおよびHeガスを原料とし、SF6分子が約500個凝集したクラスターを粒度分布のピークとするSF6ガスクラスターイオンビームを生成し、30kVの加速電圧で加速して、ターゲット19に照射した。
【0061】
ターゲット19であるシリコン基板上にパターン構造を作製する方法としては、次の方法を用いた。まず熱酸化膜を形成した前記シリコン基板上に電子線レジストを塗布し、電子線描画装置によってレジストにパターン構造を描画した。レジストを現像後、レジストパターンをマスクとして熱酸化膜を反応性イオンエッチング(RIE)装置でエッチングした。次いでレジストを除去し、熱酸化膜をハードマスクとして、シリコンをドライエッチングした。ドライエッチングの方法としては、Arイオンミリング法を用いた。ラインアンドスペースパターン構造のような垂直な溝形状を作製するため、エッチング時にArイオンの照射角度を適宜変化させながらエッチングを行った。その後、熱酸化膜をアッシング装置によって除去した。
【0062】
また、GCIB照射前後のライン側面のモフォロジーを調べるため、観察用サンプルとしてラインアンドスペースパターン構造が形成されていない平板形状のシリコン基板サンプルを用意した。シリコン以外の材料として、シリコン基板上にスパッタ法で成膜したCr薄膜(膜厚300nm)の観察用サンプルも用意した。これら観察用サンプル表面を、ラインアンドスペース構造のライン側面と平行になるように設置して、ArイオンミリングおよびGCIB照射を行った。このことによって、観察用サンプルの表面をもってラインアンドスペースパターン構造のライン側面の等価的評価ができる。下記各実施例に示すライン側面のモフォロジーは、全て観察用サンプルに対する測定から得られたものである。
【0063】
なお、下記各実施例において示すGCIBのドーズ量は、固体表面平坦化装置100への入力値(照射角度0°で入射した場合に換算される照射ドーズ量)であり、照射角度が0°よりも大きい場合はビームの投影面積が大きくなるため、実効的なドーズ量は装置入力値よりも少なくなる。
【実施例1】
【0064】
図7に示すフローチャートの処理手順に従ってパターン構造における平坦化対象面の平坦化を行った。なお、平坦化対象面の平坦化は、別の観点から云えば平坦化対象面のエッチングに他ならず、各実施例では平坦化対象面のエッチングを行うことで、パターン構造をトリミング(調整)すると共に平坦化対象面の平坦化を実現した。
【0065】
処理手順を説明する。
ステップS1
まず、GCIB照射前に予めターゲット19のパターン構造(微細構造)を原子間力顕微鏡などで測定し、その形状データを取得した。
ステップS2
次に、その形状データと所望のパターン幅などの値との差から、微細構造が所望の設計サイズになるようにエッチング量を計算した。
ステップS3
次に、ターゲット19を表面平坦化装置100のターゲット支持体18に設置し、この状態のターゲット支持体18の角度を照射角度θ・照射方角φとして定めた。
【0066】
照射角度θは、平坦化対象面に存在する長周期の表面粗さを除去(平坦化)するために70°以上の角度とするが、平坦化を目的としない場合には他の照射角度を選ぶこともでき、用途に応じて選ぶことができる(つまり、表面平坦化装置100は、長周期の表面粗さの平坦化を実行する以外の目的にも使用可能である。)。
ステップS4
次いで、所望のエッチング量、ターゲット19の材質とそのエッチング率、GCIBのガス種、加速エネルギー、照射角度θ、照射方角φなどの諸条件を設定し、この諸条件を基にデータベース30を参照してドーズ量を決定した。
ステップS5
続いて、ガスクラスーイオンビーム照射処理を行った。
この結果、ターゲット19表面上のパターン構造がトリミングされるとともに、平坦化対象面は平坦化された。
【0067】
具体的な処理は下記のとおりである。
パターン構造として、ライン幅=スペース幅=1.0μm、深さ1.0μmの設計でラインアンドスペースパターン構造をシリコン基板表面上に作製した。
【0068】
シリコン基板表面上のラインアンドスペースパターン構造のライン幅の分布を原子間力顕微鏡で測定した。その結果、分布の半値幅は設計許容範囲内であったが、平均値は1.05μmと、設計よりも50nm大きかった。
【0069】
次にArイオンミリングによってできたラインアンドスペース構造のライン側面のモフォロジーを知るため、観察用サンプル表面の凹凸形状を原子間力顕微鏡(AFM)で観察した。図8Aに示すように、観察用サンプル表面には、矢印で示すArイオンビームの投影照射方向(即ち、ラインアンドスペースの溝の深さ方向)に対して垂直方向に筋状の構造が延びる特徴的な縞模様の凹凸形状が観察された。なお、縞模様がAFMフレーム内で斜めになるようにAFM観察しているのは、凹凸周期をより正確に測定するための工夫の一環である。縞模様の凹凸形状はArイオンミリングの際にArイオンビームをライン側面に角度をつけて照射したことによって形成されたと考えられる。AFM像から得られた平均表面粗さRaはRa=2.90nmであった。さらに凹凸形状を白線(図8A)で示す断面で詳しく調べたところ、凹凸には比較的長い周期があり、加えてこの長周期の凸凹に、より短い周期の凹凸が重なっていることがわかった(図8B;例えば楕円囲み部分を参照。)。これらの凹凸形状の周期についてより詳しく分析するため、この断面の凹凸形状をフーリエ変換(FFT)した。この結果、1.2μm付近にピークをもつ長周期の凹凸形状と、それ以下の100nm程度から数10nm程度のより短い周期の凹凸形状が存在することがわかった(図9)。
【0070】
以上のような凹凸形状を有するシリコン基板のライン側面に対し、SF6ガスクラスターイオンビームを種々の照射角度θで照射し、ライン幅のトリミングを行った。ここで、このライン側面が平坦化対象面である。ライン側面に照射可能な30°以上の照射角度を用いた。ライン幅の平均値を設計値の1.00μmに近づけるために必要な各照射角度θにおけるドーズ量として、データベースに保存されている図10に示すデータを用いた(但し、加速エネルギー30keV、クラスター粒度分布のピークが500個の場合である。)。照射方角φは縞模様の長周期の凹凸(うねり)に対して垂直方向となるφ=90°とした。
【0071】
卜リミング後のライン幅を測定した結果、いずれの照射角度θにおいても平均値で1.00±0.01μmの範囲内に入っていた。また、θ=83°の場合のライン側面のAFM像(図11A)、および白線で示す断面の凹凸形状のグラフ(図11B)とそのFFTスペクトル(図9に示すφ=90°の曲線)を調べた結果、GCIB照射前に存在していた1.2μm近傍の長周期の凹凸のスペクトル強度とそれ以下の短周期の凹凸のスペクトル強度が共に著しく減少していた。図11Aに示す矢印は、SF6(六フッ化硫黄)GCIB投影照射方向を表す。平均表面粗さRaはRa=0.21nmであり、GCIB照射前に比して1割以下となって極めて平坦化された。平均表面粗さの照射角度依存性を調べた結果、照射角度θ=70°近傍を境にそれ以上の角度では平均表面粗さが急激に減少していた(図12)。
【実施例2】
【0072】
照射方角φ=0°とした点を除いて、実施例1と同様の実験を行った。照射方角φ=0°の場合は、Arイオンミリングによってライン側面に形成された縞模様の縞と平行な方向にGCIBを照射する場合に相当する(図3の角度定義を参照。)。照射角度θ=83°の場合でGCIB照射後のライン側面のAFM像を図13Aに示す。図13Aに示す矢印はSF6(六フッ化硫黄)GCIB投影照射方向を表す。SF6ガスクラスターイオンビーム照射前に存在した縞模様の凹凸が除去されていないことがわかる。また白線(図13A)で示す断面の凹凸形状を詳しく観察すると、GCIB照射前には長周期の凹凸上に重なって乗っていた短い周期の凹凸が、GCIB照射後には除去され滑らかなカーブになっていることがわかった(図13B;例えば楕円囲み部分を参照。)。さらにFFTスペクトルを解析したところ、数10nm程度の短周期のスペクトル強度については著しく低減されていたが、1.2μm近傍の長周期の凹凸(うねり)のスペクトル強度は低減されていないことがわかった(図9に示すφ=0°の曲線)。
【実施例3】
【0073】
他の材料とガスクラスターとの組み合わせにおいて上記実施例1で観測された効果がみられるかどうか調べる目的で、シリコン基板上に成膜したCr膜の観察用サンプルに対して、Arガスクラスターイオンビームを照射する実験を行った。
【0074】
まず、実施例1でラインアンドスペースパターン構造をシリコン基板表面上にエッチングした場合と同様のArイオンミリング条件を用いた結果、Cr膜の観察用サンプルにおいても、同様の縞模様の構造が観測された。このCr膜観察用サンプルに対して、Arガスクラスターイオンビームの照射角度θと平均表面粗さRaとの関係を調べた。照射ドーズ量は、データべース中にあるCr膜を50nmエッチングする場合に必要な照射角度θとドーズ量との関係(図14)から決定した(但し、加速エネルギー30keV、クラスター粒度分布のピークが2000個の場合である。)。照射角度θと平均表面粗さRaとの関係を表す実験結果を図15に示す。θ=70°以上の照射角度で急激に平均表面粗さが小さくなることがわかった。
【実施例4】
【0075】
ターゲット19であるシリコンウエハー表面上に1次元回折格子(ラインアンドスペースパターン構造)のチップを多数配列させて形成した場合の固体表面平坦化処理の実施ついて説明する。
【0076】
図16に示すフローチャートの処理手順に従って平坦化処理を行った。
ステップS1a
まず、GCIB照射前に予めシリコンウエハー表面上の各領域(例えば、チップ単位の領域である。)におけるパターン構造(微細構造)を原子間力顕微鏡などで測定し、その形状データを取得した。そして、この形状データをシリコンウエハー表面上の各領域でマッピングしてデータマップを作成した。
ステップS2a
次に、データマップと所望のパターン幅などの値との差から微細構造が所望の設計サイズとなるように、各領域ごとに照射角度・照射方角とエッチング量を計算した。そして、スキャニング制御によってシリコンウエハー全面で一括して表面平坦化処理を実行するため、各領域ごとに前記計算で得た所定の照射角度・照射方角とエッチング量となるように変調制御するスキャニングプログラムを設定した。
ステップS3a
次に、シリコンウエハーを表面平坦化装置100のターゲット支持体18に設置して、これを基準面とした。
ステップS4a
次いで、ステップS2aで設定したスキャニングプログラムに従ってガスクラスーイオンビーム照射処理を行った。
【0077】
この結果、シリコンウエハー表面上の各チップがトリミングされるとともに、各チップの平坦化対象面が平坦化された。
【0078】
具体的な処理は下記のとおりである。
シリコンウエハー表面上に、1次元回折格子(ラインアンドスペースパターン構造)のチップを多数配列させて形成した(図17A)。ライン幅=スペース幅=0.29μm、溝深さ=700nmで設計した。1チップのサイズは25μm角とした。シリコンウエハー表面上でのライン幅の分布を調べたところ、シリコンウエハーの中心では0.32μmであり、シリコンウエハーの周辺部では0.35μmであった(図17B)。そして、ライン幅の分布は、シリコンウエハーの中心部から外周に向かって単調に大きくなっていた。
【0079】
また、シリコンウエハー表面上の各位置でのラインアンドスペースパターン構造のライン側面のモフォロジーを知る目的で、予めシリコンウエハー表面上の各位置に対応するターゲット支持体18上の場所に観察用サンプルを設置して同条件でArイオンミリングを行った。この観察用サンプルを原子間力顕微鏡で観察した結果、いずれも1μm程度の周期の縞模様の構造が観測された。縞の延伸方向と周期は、シリコンウエハーの中心位置から外周方向へ向かうに従って連続的に変化していた。即ち、シリコンウエハーの中心部では溝の深さ方向と垂直(図17Aにおいてx軸と平行、ω=0°)であり、縞の周期は約800nmであった。また、最外周の位置にある観察用サンプルにおいては、x軸から5度ずれた方向(図17Aにおいてω=5°の方向)に縞が延びており、縞の周期は1.1μmであった。これはArイオンミリングの際のArイオンビームが、シリコンウエハー全面で均一に照射されていなかったことに起因すると考えられる。
【0080】
この形状データを元に、SF6ガスクラスターイオンビームの照射角度θおよび照射方角φを、シリコンウエハーの中心ではθ=80°、φ=90°、外周部ではθ=83°、φ=85°になるように、かつ、ターゲットであるシリコンウエハーのスキャニングと連動させてGCIBの照射角度および照射方向が連続的に変化するようにプログラミングした。また、ライン幅をシリコンウエハー全面にわたって設計値に近づけるには、ライン幅をシリコンウエハーの中心部で30nm、外周部では60nm減少させる必要がある。そこで、必要なSF6ガスクラスターイオンビームの照射ドーズ量を中心部で4.7*1014ions/cm2、外周部で9.4*1014ions/cm2とし、かつ、ライン幅分布の等高線のデータに対応して照射ドーズ量を連続的に変化させるようにプログラミングした。なお、記号*は乗算を表す。
【0081】
GCIB照射後の回折格子チップの形状をシリコンウエハー全面にわたって原子間力顕微鏡で調べた。その結果、ライン幅はシリコンウエハーの最外周部のチップを除いてシリコンウエハー全面にわたってほぼ同じで設計値に等しい0.29μmとなっていた(図17C)。SF6ガスクラスターイオンビーム照射前後のライン側面の平均表面粗さを、観察用サンプルを原子間力顕微鏡(AFM)で観察することで等価的評価した。SF6ガスクラスターイオンビーム照射前のライン側面の平均表面粗さ(Ra)はシリコンウエハー表面上の位置によって1.9nmから3.1nmの範囲でばらつきがあったが、SF6ガスクラスターイオンビーム照射後のライン側面では、シリコンウエハー表面上の位置によらずRa=0.32nmから0.38nmの範囲内に収まっており、表面粗さが低減していた。
【0082】
以上の各実施例から下記の事実が認められる。
実施例1を参照すると、GCIBの照射角度θが平坦化対象面の法線から70°以上であると、平坦化対象面の平均表面粗さが急激に減少することがわかる。
【0083】
また実施例2を合わせて参照すると、平均表面粗さの著しい低減は1μm程度の長周期の凹凸(うねり)が除去されたためであり、70°以上の照射角度ではこの長周期の凹凸を除去する効果(長距離相互作用効果)が顕著に大きいことがわかる。また、100nm程度以下の凹凸が除去される効果は照射方角に依らないのに対して、1μm程度の長周期のうねりを除去するためにはうねりの方向と照射方角とを一致させることが効果的であることがわかる。
【0084】
さらに実施例3を参照すると、長距離相互作用効果は固体材質とガスクラスターとの組み合わせには依存せず、照射角度が70°以上で長距離相互作用効果を得られることがわかる。
【0085】
上記各実施例では加速電圧を30kVとした。この加速電圧は、より高い程エッチング量が大きくなり、平坦化処理時間が短くなるという利点がある一方、表面粗さがかえって粗くなる場合もある。従って、加速電圧は、平坦化処理に要求される、時間、材質などの各種条件によって決定するのがよい。また、ガス種、照射条件、クラスターサイズなどの装置条件やパラメータも特に限定されるものではなく、適宜に変更可能である。
【産業上の利用可能性】
【0086】
本発明は、長周期(数10nm〜100μm程度)の表面粗さを低減することで半導体デバイスなどの微細構造の構造精度を向上させることができるので、半導体デバイスや光デバイスの微細構造の構造精度の向上はもとより、半導体デバイスや光デバイスなどを作製するための金型などの3次元構造体の構造精度向上に利用できる。
【技術分野】
【0001】
本発明は、ガスクラスターイオンビームの照射による固体表面の平坦化方法に関する。
【背景技術】
【0002】
半導体デバイス、電子デバイス、フォトニック結晶などの光デバイスでは、薄膜の積層構造やサブマイクロメートルオーダー(0.1μm〜1μm未満程度)の微細なパターン構造などが半導体ウエハー面上などを加工して作製される。また、半導体量子デバイスでは、例えば量子ドットや量子ワイヤと呼ばれる数ナノメートルオーダーの超微粒子や細線が基板表面上に配列するように作製される。これらのデバイスに形成された微細構造(即ち、薄膜構造、パターン構造、超微粒子が配列したような凹凸構造など)の大きさや表面粗さはデバイスの性能を左右する重要な因子である。従って、微細構造の形成には高い加工精度が要求される。
【0003】
これら微細構造の精度は、成膜プロセスやエッチングプロセスなどの加工技術の精度によって決まる。しかし、数ナノメートル以下の加工精度で微細構造を作製することは容易ではない。また一般的に、成膜プロセスやエッチングプロセスなどを経て作製されるこれらのデバイスでは、ウエハー表面上に多数のチップを作製するが、ウエハー全面で均一な微細構造を作製するのは難しい。そこで、このような問題を解決するために、一旦作製された微細構造に対して後処理として構造精度を高めるための処理(例えば表面平坦化処理)を施している。
【0004】
このような平坦化処理技術の一例として、国際公開番号WO2005/031838(特許文献1という)では、パターン構造の側壁などをガスクラスターイオンビーム照射によって平坦化する披術が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】WO2005/031838
【発明の概要】
【発明が解決しようとする課題】
【0006】
ガスクラスターイオンビームは、モノマーのイオンビームとは異なり、基板と平行な方向へのスパッタ成分が大きいことが知られている。この現象はラテラルスパッタリング効果と呼ばれている。また、ガスクラスターイオンビーム照射によって照射領域の基板表面原子の横移動も顕著に起こり、これらの横方向への原子移動現象によって表面が平坦化される。なお、垂直照射の方が斜方照射よりもラテラルスパッタリング効果による表面の平坦化が起こりやすいと報告されている(参考文献1参照。)。垂直照射は、基板表面の法線に対しておよそ0度の照射角度で照射することである。以下、角度表記は「°」をもって表す。
(参考文献1)N. Toyoda et al., Nucl. Instr. And Meth. In Phys. Res. B161-163(2000)980.
ところで、従来市販されているガスクラスターイオンビーム装置では、ビームの大きさ(ビーム幅)は数ミリオーダーである。一方、ラテラルスパッタリング効果によって1個のクラスターが及ぼす平坦化作用の範囲は、1個のクラスターが表面に衝突した場合に形成されるクレーターの大きさと同じオーダーであると考えられ、約10nm(ナノメートル)の大きさであることが知られている。
【0007】
つまり、従来技術では、ビーム照射によって10nmオーダー以下の周期の表面粗さ、あるいはビームをスキャニングすることによって1mmオーダー以上の周期の表面粗さを低減することができるが、その中間の領域、すなわち数10nm〜100μm程度の周期の表面粗さを低減することができないという問題があった。
【0008】
また、上記特許文献1に開示される技術は、固体表面の法線に対して60〜90°の照射角度で固体表面にガスクラスターイオンビームを照射すると、略垂直照射と比較して著しく固体表面の平坦化が起こるという知見に基づく技術である。この技術はパターン構造の側壁の平坦化に利用される。
【0009】
この技術は、固体表面に存在する10nmオーダーの短周期の凹凸(表面粗さ)を平坦化できるものの、それ以上の大きさ(数10nm〜100μm程度)の長周期の凹凸(表面粗さ)を平坦化することできるかどうかについては明らかではなかった。
【0010】
そこで、本発明が解決しようとする課題は、上記の問題点に鑑み、固体表面に存在する数10nm〜100μm程度の周期の表面粗さをガスクラスターイオンビームの照射によって低減する固体表面の平坦化方法を提供することである。
【課題を解決するための手段】
【0011】
上記課題を解決するために、本発明のガスクラスターイオンビームによる固体表面の平坦化方法は、固体表面の法線とガスクラスターイオンビームとがなす角度を照射角度とし、固体とこの固体に衝突したクラスターとが相互作用する距離(有効相互作用距離)が飛躍的な増大に転じる照射角度を臨界角として、予め固体表面の形状データを取得する過程と、臨界角以上の照射角度で固体表面に対して、形状データに含まれる800nm以上1.1μm以下の範囲の周期をもつ表面の凹凸のうねりの方向と照射方向とを一致させてガスクラスターイオンビームを照射する照射過程とを有する。
【0012】
また、上記臨界角は70°であるとする。
この具体的角度は、実験結果で得た知見に基づく。
【発明の効果】
【0013】
本発明によれば、ガスクラスターイオンビームの照射角度を臨界角以上とすることで、有効相互作用距離が照射角度を臨界角未満にした場合に比して飛躍的に長くなり、クラスターと固体との相互作用が広範囲に及ぶことで固体表面の平坦化が行われる。このため、数10nm〜100μm程度の周期の固体表面粗さをガスクラスターイオンビームの照射によって低減することができる。
【図面の簡単な説明】
【0014】
【図1】照射角度を70°にして、SF6(六フッ化硫黄)のGCIBをシリコン基板表面に斜方照射した場合の原子間力顕微鏡(AFM)像である。
【図2】有効相互作用距離のGCIB照射角度依存性を示すグラフ〔縦軸:有効相互作用距離、横軸:GCIB照射角度〕である。
【図3】照射角度・照射方角の定義図である。
【図4】ラインアンドスペースパターン構造の周期と照射角度83°でGCIBを照射した後の表面粗さとの関係を示すグラフである。
【図5】実施形態である固体表面平坦化装置100の構成を示す図である。
【図6A】固体表面平坦化装置100の回転機構(その1)を示す側面図である。
【図6B】固体表面平坦化装置100の回転機構(その1)、回転機構(その2)、スキャニング機構を示す平面図である。
【図7】実施例1において平坦化対象面の平坦化処理手順を示すフローチャートである。
【図8A】実施例1において、GCIB照射前の観察用サンプル表面の原子間力顕微鏡(AFM)像である。
【図8B】図8Aに示す白線部分の断面における凸凹形状を示す図である。
【図9】実施例1および実施例2におけるSF6(六フッ化硫黄)GCIB照射前後の平坦化対象面の凸凹形状をフーリエ変換したスペクトル図である。
【図10】実施例1において、平坦化対象面を50nmエッチングするために必要なSF6(六フッ化硫黄)GCIBの照射ドーズ量(照射角度依存)を示すグラフである。
【図11A】実施例1において、SF6(六フッ化硫黄)GCIB照射後の観察用サンプル表面の原子間力顕微鏡(AFM)像である。
【図11B】図11Aに示す白線部分の断面における凸凹形状を示す図である。
【図12】実施例1において、平坦化対象面にSF6(六フッ化硫黄)GCIBを照射した場合の照射角度と表面粗さとの関係を示すグラフである。
【図13A】実施例2において、SF6(六フッ化硫黄)GCIB照射後の観察用サンプル表面の原子間力顕微鏡(AFM)像である。
【図13B】図13Aに示す白線部分の断面における凸凹形状を示す図である。
【図14】実施例3において、平坦化対象面を40nmエッチングするために必要なAr(アルゴン)GCIBの照射ドーズ量(照射角度依存)を示すグラフである。
【図15】実施例3において、平坦化対象面にAr(アルゴン)GCIBを照射した場合の照射角度と表面粗さとの関係を示すグラフである。
【図16】実施例4において平坦化対象面の平坦化処理手順を示すフローチャートである。
【図17】図17Aは、ラインアンドスペースパターン構造を有するチップがシリコンウエハー表面上に形成されている様子を模式した図である。図17Bは、GCIB照射前のライン幅の分布の等高線(数字はライン幅をμm単位で表示したものである。)。図17Cは、GCIB照射後のライン幅の分布の等高線(数字はライン幅をμm単位で表示したものである。)。
【発明を実施するための形態】
【0015】
実施形態の説明に先立ち、平坦化原理について概説する。
本発明者らは、実験結果に基づき、ガスクラスターイオンビーム(以下、「GCIB」ともいう。)を平坦化の対象となる固体表面、即ち平坦化対象面に対して斜方照射すると、固体とクラスターとの相互作用距離が数10nm〜数μmにも及ぶとの新たな知見を得た。上記斜方照射における照射角度の詳細は後述する。この知見に基づき、微細構造の数10nm〜100μm程度の周期の表面粗さを低減する。この数10nm〜100μm程度の周期を、10nmオーダーの短周期に比較して「長周期」とも云うことにする。
【0016】
まず、数10nm〜数μmにも及ぶ長距離相互作用距離とそのメカニズムについて説明する。
【0017】
図1に、照射角度を70°にして、SF6(六フッ化硫黄)のGCIBをシリコン基板表面に斜方照射した場合の原子間力顕微鏡(AFM)像を示す。図1に示す矢印は、GCIBのシリコン基板表面に垂直投影した照射方向を表す。なお、図1での照射角度の定義は、シリコン基板表面の法線とGCIBとがなす角度である。
【0018】
照射角度60°以上の角度で斜方照射したシリコン基板表面を観察したところ、上記参考文献1で明らかにされているように、GCIBの照射方向に尾を引くような筋状の構造が形成されていた。この筋状の構造を詳しく観察したところ、長さが同じオーダーで方向のそろった筋が多数集まって形成されていることがわかった。この筋が個々のクラスターが固体表面と相互作用を行った結果形成されるものであるとすると、筋の長さがクラスターの及ぼす相互作用の距離(以下、「有効相互作用距離」という。)を表しているものと推測される。
【0019】
そこで、AFM像をフーリエ変換することによって、有効相互作用距離がどの程度のものであるのかを広い角度範囲で調べた。フーリエ変換はGCIBの固体表面に垂直投影した照射方向(投影照射方向)と、固体表面内でその方向と垂直な方向の2つの方向について行った。この結果を図2に示す。
【0020】
図2に明らかなとおり、投影照射方向に平行な方向では、照射角度が大きくになるにつれて有効相互作用距離が大きくなっている。特に、照射角度が70°以上では、飛躍的に有効相互作用距離が増大し、照射角度が80°では、この有効相互作用距離は1μmにも及ぶ。80°以上の照射角度では、表面平坦化効果によって筋状構造が明確に観測できなくなることから、図2にデータとして示すことはできなかった。しかし、照射角度の増大とともに有効相互作用距離はさらに大きくなっていると推測される。
【0021】
一方、投影照射方向と垂直な方向においては、有効相互作用距離は、照射角度が20°から70°の領域でほぼ一定であり、照射角度が20°以下ないし70°以上の領域でやや小さくなる傾向が見られたものの、0°〜90°全般で顕著な照射角度依存性は見られなかった。
【0022】
このことから、GCIBの照射方向にのみクラスターが長距離に亘って固体表面と相互作用を起こすことが示唆される。
【0023】
そこで、照射角度が83°の場合に、実際に有効相互作用距離がマイクロメートルオーダーに及ぶのかどうかを検証するための検証実験を行った。この検証実験では、シリコン基板表面に種々のパターン周期を有するラインアンドスペースパターン構造を作製し、これを人工的な表面粗さと看做し、この人工的な表面粗さがGCIBとの相互作用でどのように変化するのかを調べた。なお、ここでの照射角度はシリコン基板の板面の法線に対して83°であり、図3に示す角度定義に基づくとθ=7°、φ=90°である。
【0024】
図3の照射角度等の定義を説明する。
ラインアンドスペースパターン構造のライン(ラインアンドスペースパターン構造の突起部分〔凸部に相当〕)の延伸方向をx軸とし、ラインの深さ方向をz軸とし、このx軸およびz軸に直交する方向をy軸とする。そしてライン側面(つまり、ラインの深さ方向の壁面である。)に於いて、照射角度θは、y軸(ライン側面の法線)とGCIBとがなす角度とする。なお、この照射角度θは、GCIBのライン側面に垂直投影した投影照射方向とGCIBとがなす角度に対して余角である。また、照射方角φは、GCIBのライン側面に垂直投影した投影照射方向とx軸とがなす角とする。
【0025】
もし、有効相互作用距離がラインアンドスペースパターンの周期と比較して非常に小さければ、ラインアンドスペースパターン構造の形状は、凡そ相似形状でエッチングが進行し、結果的に表面粗さは変化しないはずである。一方、有効相互作用距離がラインアンドスペースパターンの周期と同程度ないしそれ以上になると、ラインをエッチングする効果が、それに隣接するスペース(ラインアンドスペースパターン構造の溝状部分〔凹部に相当〕)や、さらにその隣接のラインにも及ぶようになり、ラインが削れてスペースを埋める現象が起こるものと考えられる。その結果、ラインアンドスペースパターン構造の形状が平坦化され、表面粗さが小さくなるものと予想される。
【0026】
ここで、ラインアンドスペースパターン構造は、ラインアンドスペースパターンの周期によらずラインとスペースの比を1:1で同一とすることによって、GCIB照射前の人工的な平均表面粗さ、即ちスペースの平均深さ(ラインアンドスペースパターン構造であるから、「ラインの平均高さ」と表現してもよい。)を約15nmで一定にした。
【0027】
検証実験の結果を図4に示す。図4に明らかなとおり、ラインアンドスペースパターンの周期、つまり或るラインとこのラインの隣のラインとの間隔が約2μmより小さくなると飛躍的にGCIB照射後の表面粗さが小さくなっていることがわかった。この値は、図2において、照射角度が80°の場合の有効相互作用距離よりも大きく、照射角度が83°の場合の有効相互作用距離に相当しているものと考えられる。
【0028】
従って、斜方照射で惹起される長距離の相互作用効果によって、周期の長い表面粗さが平坦化されることが実験的に明らかになった。
【0029】
以上のように、平坦化対象面に対してGCIBを斜方照射すると、有効相互作用距離、つまり具体的には横方向(平坦化対象面と凡そ平行な方向)への物質移動距離が飛躍的に大きくなり、数10nm〜数μmの範囲に及ぶとの知見を得た。さらに、以下に述べるメカニズムに基づけば、横方向への物質移動距離は数μmに留まらず、固体表面の状態とGCIBの照射角度との組合せによっては、さらに大きく100μmに及ぶことも可能であると考えられる。
【0030】
この知見は、従来は困難であった表面粗さの周期が数10nm〜100μmに及ぶ長周期の表面粗さを除去することができることを示す。
【0031】
GCIBを平坦化対象面に対して斜方照射すると物質の横移動距離が照射角度の増大と共に大きくなるメカニズムとしては、次のように考えられる。
【0032】
照射角度が大きくなると、クラスターの垂直方向(平坦化対象面と凡そ垂直な方向)への運動エネルギー成分は小さくなり、横方向への運動エネルギー成分が大きくなってくる。また、垂直方向の固体の原子密度と比較して、固体表面と凡そ平行な方向(横方向)に存在する原子は表面ラフネスによる突起部分のみとなり、横方向の原子密度は垂直方向よりもはるかに小さくなる。このため、斜方入射したクラスターが固体を構成する原子(突起)に衝突してエネルギーを失うまでの距離は、平均すると垂直入射の場合よりも長くなる。
【0033】
さらに、クラスターが突起に衝突するとその先端を削ったり先端の物質を近傍の表面凹部分に移動させたりする。このスパッタされたり横移動される原子にとっても、横方向への移動を妨げる他の突起の密度が小さいために、より横方向への移動が起こりやすくなる。
【0034】
これらの効果によって、照射角度が大きくなるにつれて、ひとつのクラスターが固体表面の物質を横移動させることができる距離、つまり有効相互作用距離が長くなるものと考えられる。
【0035】
図2によれば、投影照射方向に平行な方向では、有効相互作用距離が飛躍的な増大に転じる照射角度が存在し、その照射角度が70°であることがわかる。この有効相互作用距離が飛躍的な増大に転じる照射角度を臨界角ということにする。
【0036】
70°以上の照射角度で飛躍的に有効相互作用距離が長くなるメカニズムとしては、クラスターが固体表面と衝突する際の解離過程が関係していると考えられる。即ち、70°という臨界角は、クラスターが固体表面と衝突して解離する際に、解離した個々のクラスター構成原子(あるいは分子)が固体内部へ侵入するよりも反射しやすくなる角度に相当していると考えられる。
【0037】
そこで照射角度が臨界角以上となると、固体表面に入射したクラスター構成原子(分子)の多くが解離過程で固体表面に対し反射するようになる。また照射角度が大きくなればなるほど、固体表面に入射したクラスター構成原子(分子)の多くが固体表面に対してより平行に反射するようになり、照射角度の増大と共に有効相互作用距離が非常に増大すると考えられる。この臨界角はクラスターの結合状態で決まると考えられるため、分子結合しているクラスターの場合にはガス種、加速電圧、イオン化条件などのパラメータには依存しないと推測される。
【0038】
なお、以上に説明した長距離相互作用効果はモノマーのイオンビームにはない特徴である。
【0039】
以下、実施形態および実施例を説明する。まず、図5を参照して、固体表面の平坦化方法を実現する固体表面平坦化装置100の構成・機能を説明する。
【0040】
GCIB射出手段は次のように構成される。原料ガス9がノズル10から真空のクラスター生成室11内に噴出させられる。クラスター生成室11内にて原料ガス9のガス分子が凝集させられクラスターが生成する。クラスターの規模は、ノズル吐出口10aでのガス圧力や温度、ノズル10の大きさや形状に基づく粒度分布で決定される。クラスター生成室11で生成されたクラスターは、スキマー12を通過してガスクラスタービームとしてイオン化室13へ導入される。イオン化室13ではイオンナイザ14による電子線、例えば熱電子の照射が行われ、中性クラスターをイオン化する。このイオン化されたガスクラスタービーム(GCIB)は、加速電極15によって加速され、さらに、磁界集束器16によって集束されてスパッタ室17に入射する。スパッタ室17内に設けられたターゲット支持体18には回転ディスク41を介してGCIB照射対象の固体(例えばシリコン基板などである。)であるターゲット19が固定して取り付けられている。スパッタ室17に入射されたGCIBは、アパチャー121によって所定のビーム径とされてターゲット19の表面に照射される。なお、電気的絶縁体のターゲット19の表面を平坦化する場合などには、GCIBを電子線照射によって中性化する。
【0041】
さらに、固体表面平坦化装置100には、照射角度・方角設定手段として、GCIBの照射角度(図3のθに相当する。)および照射方角(図3のφに相当する。)を変化させることのできるあおり機構が装備されている。
【0042】
本実施形態では、このあおり機構は、固体表面上の微細構造の形状データに応じて、照射角度を臨界角以上の角度範囲で連続的に変化させることが可能なものとする。つまり、あおり機構は、予め固体表面上の微細構造の形状データが与えられると、所望の平坦化が行われるようにターゲット支持体18の角度を設定ないし調整することができる回転機構で実現している。
【0043】
その際、平坦化対象面の形状データ(表面粗さの周期やその方向など)に基づいて、照射角度θおよび照射方角φを独立に設定する必要がある。なお、固体表面平坦化装置100は、照射角度θおよび照射方角φ、並びに照射角度θおよび照射方角φを決定するための基準面を設定できるものとなっている。
【0044】
例えば図6Aおよび図6Bに示すように、固体表面平坦化装置100は次のような回転機構(その1)および回転機構(その2)を具備している。
【0045】
回転機構(その1)は、次のような構成になっている。ターゲット支持体18には、軸41aが突出して設けられており、この軸41aには、軸41a中心で回転可能な回動ディスク41が取り付けられている。回転ディスク41の平面部41bにはターゲット19が固定して載置される。また、回転ディスク41の周縁部41cには噛み合い歯が多数設けられており、この噛み合い歯は、ギア43の歯と噛み合っている。ギア43はモータ42の駆動力によって回転運動をし、この回転運動が回転ディスク41に伝達し、結果、回転ディスク41に固定載置されたターゲット19の回転が実現する。回転ディスク41の回転運動は、照射方角φに反映される。
【0046】
ところで、ターゲット支持体18には、回転ディスク41の回転角度、つまり照射方角φをディジタル値として検出する角度検出部(図示しない。)が取り付けられている。この角度検出部で検出された回転角度情報は、電気回路部25bで情報処理され、現在の検出角度(照射方角)φcが表示部26の現在角度領域26aに表示される。
【0047】
また、回転機構(その2)は、次のような構成になっている。ターゲット支持体18には回転軸21が固着されており、ターゲット支持体18は回転軸21中心で回転可能となっている。そして、回転軸21は、固定板22a、22bによって回転可能に支持されている。また、回転軸21は、ギア24bの回転軸中心に固着されており、ギア24bにはギア24aが噛み合っている。ギア24aはモータ23の駆動力によって回転運動をし、この回転運動がギア24b、回転軸21に伝達し、結果、ターゲット支持体18の回転が実現する。ターゲット支持体18のこの回転運動は、照射角度θに反映される。
【0048】
ところで、固定板22aには、回転軸21の回転角度からターゲット支持体18の回転角度、つまりターゲット支持体18に取り付けられたターゲット19の平坦化対象面に対するGCIBの照射角度θをディジタル値として検出する角度検出部25aが固定して取り付けられている。角度検出部25aで検出された回転角度情報は、電気回路部25bで情報処理され、現在の検出角度(照射角度)θcが表示部26の現在角度領域26aに表示される。
【0049】
また、固体表面平坦化装置100は、GCIBに対するターゲット19の相対位置を変化させられるように、例えばXYステージのようなスキャニング機構を装備している。
【0050】
例えば、固定板22a、22bは、固定板支持部材22cに固着支持されるとし、この固定板支持部材22cと第1アクチュエータ22dとは第1ロッド22eを介して接続されている。第1アクチュエータ22dは、第1ロッド22eを押し出し・引き込みすることが可能であり、この作用によってターゲット支持体18の位置を変化させることができる。例えば図6Bに図示する固体表面平坦化装置100では、第1アクチュエータ22dの作動によって紙面の上下方向にターゲット支持体18を位置変化させることができる。
【0051】
また、第1アクチュエータ22dは、第2ロッド22gに固着支持されており、第1アクチュエータ22dと第2アクチュエータ22fとは第2ロッド22gを介して接続されている。第2アクチュエータ22fは、第2ロッド22gを押し出し・引き込みすることが可能であり、この作用によって第1アクチュエータ22dの位置が変化する。この結果、第1ロッド22eなどを介して第1アクチュエータ22dに接続しているターゲット支持体18の位置を変化させることができる。なお、第1ロッド22eの可動方向と第2ロッド22gの可動方向とは略直交する関係としている。このようにして、XYステージのようなスキャニング機構が実現する。例えば、図6Bに図示する固体表面平坦化装置100では、第2アクチュエータ22fの作動によって紙面の左右方向にターゲット支持体18を位置変化させることができ、上記第1アクチュエータ22dの作動と相まって、ターゲット支持体18は紙面上下左右方向に位置を移動することができる。
【0052】
さらに、固体表面平坦化装置100は、所望のエッチング量、ターゲット19の材質とそのエッチング率、GCIBのガス種、加速エネルギー、照射角度θ、照射方角φなどの諸条件からドーズ量を決定可能なデータベース30を具備している。
【0053】
予めターゲット表面上の微細構造の形状データおよび上記諸条件が与えられると、データベース30を参照することで、所望の平坦化が行われるドーズ量を決定することができる。なお、照射角度が0°よりも大きい場合はビームの投影面積が大きくなるため、実効的なドーズ量(実効ドーズ量という。)は、GCIBのビーム電流が同じであっても小さくなる。
【0054】
データベース30は、あらゆる照射角度θ、照射方角φなどの諸条件の組み合わせに実効ドーズ量を対応付けたものとするのではなく、垂直照射の条件における照射面積とGCIBのビーム電流から算出されるドーズ量を対応付けたデータベースとしておいてもよい。
【0055】
図6Bに示す固体表面平坦化装置100では、設定部27を操作して基準面をターゲット支持体18の面に設定するとともに、ターゲット表面上の微細構造の形状データ、所望のエッチング量、ターゲット19の材質とそのエッチング率、GCIBのガス種、加速エネルギー、照射角度(θp)、照射方角(φp)の諸条件を入力して設定する。表示部26中の基準面表示領域26bには「ターゲット支持体面」が表示され、この面の法線を基準として設定された照射角度が設定角度領域26cに表示される。
【0056】
制御部28は、駆動部29を通じてモータ23およびモータ42を駆動し、現在照射角度θcと現在照射方角φcが設定照射角度θpと設定照射方角φpになるように制御する。加えて制御部28は、上記諸条件に基づきデータベース30を参照して適切なドーズ量を決定し、このドーズ量のGCIB照射が行われるようにGCIB射出手段を制御する。
【0057】
なお、制御部28は、CPU(中央演算処理装置)あるいはマイクロプロセッサなどを備えており、前述した各種表示、モータの駆動など、固体表面平坦化処理を実行制御するに必要なプログラムの情報処理を行なうことで、上記制御等を実現する。
【0058】
固体表面平坦化装置は、上述の固体表面平坦化装置100の構成・機構方式に限定する趣旨のものではなく、発明の本旨を逸脱しない範囲で適宜に変更等可能である。
【0059】
例えば、上記のような照射角度設定手段等を、GCIBによる従来のトリミング加工装置に付加するものでもよい。この場合、トリミング処理に際して表面平坦化処理も行われ(逆に長周期の表面粗さを平坦化しないこともできる。)、微細構造の加工精度を向上させることができるようになる。
【0060】
次に実施例等について説明する。
下記各実施例では、ガスクラスターの種類としてArガスクラスターとSF6ガスクラスターを用いた。Arガスクラスターの場合は、Arガスを原料とし、Ar原子が約2000個凝集したクラスターを粒度分布のピークとするArガスクラスタービームを生成し、30kVの加速電圧でターゲット19に照射した。SF6ガスクラスターの場合は、SF6ガスおよびHeガスを原料とし、SF6分子が約500個凝集したクラスターを粒度分布のピークとするSF6ガスクラスターイオンビームを生成し、30kVの加速電圧で加速して、ターゲット19に照射した。
【0061】
ターゲット19であるシリコン基板上にパターン構造を作製する方法としては、次の方法を用いた。まず熱酸化膜を形成した前記シリコン基板上に電子線レジストを塗布し、電子線描画装置によってレジストにパターン構造を描画した。レジストを現像後、レジストパターンをマスクとして熱酸化膜を反応性イオンエッチング(RIE)装置でエッチングした。次いでレジストを除去し、熱酸化膜をハードマスクとして、シリコンをドライエッチングした。ドライエッチングの方法としては、Arイオンミリング法を用いた。ラインアンドスペースパターン構造のような垂直な溝形状を作製するため、エッチング時にArイオンの照射角度を適宜変化させながらエッチングを行った。その後、熱酸化膜をアッシング装置によって除去した。
【0062】
また、GCIB照射前後のライン側面のモフォロジーを調べるため、観察用サンプルとしてラインアンドスペースパターン構造が形成されていない平板形状のシリコン基板サンプルを用意した。シリコン以外の材料として、シリコン基板上にスパッタ法で成膜したCr薄膜(膜厚300nm)の観察用サンプルも用意した。これら観察用サンプル表面を、ラインアンドスペース構造のライン側面と平行になるように設置して、ArイオンミリングおよびGCIB照射を行った。このことによって、観察用サンプルの表面をもってラインアンドスペースパターン構造のライン側面の等価的評価ができる。下記各実施例に示すライン側面のモフォロジーは、全て観察用サンプルに対する測定から得られたものである。
【0063】
なお、下記各実施例において示すGCIBのドーズ量は、固体表面平坦化装置100への入力値(照射角度0°で入射した場合に換算される照射ドーズ量)であり、照射角度が0°よりも大きい場合はビームの投影面積が大きくなるため、実効的なドーズ量は装置入力値よりも少なくなる。
【実施例1】
【0064】
図7に示すフローチャートの処理手順に従ってパターン構造における平坦化対象面の平坦化を行った。なお、平坦化対象面の平坦化は、別の観点から云えば平坦化対象面のエッチングに他ならず、各実施例では平坦化対象面のエッチングを行うことで、パターン構造をトリミング(調整)すると共に平坦化対象面の平坦化を実現した。
【0065】
処理手順を説明する。
ステップS1
まず、GCIB照射前に予めターゲット19のパターン構造(微細構造)を原子間力顕微鏡などで測定し、その形状データを取得した。
ステップS2
次に、その形状データと所望のパターン幅などの値との差から、微細構造が所望の設計サイズになるようにエッチング量を計算した。
ステップS3
次に、ターゲット19を表面平坦化装置100のターゲット支持体18に設置し、この状態のターゲット支持体18の角度を照射角度θ・照射方角φとして定めた。
【0066】
照射角度θは、平坦化対象面に存在する長周期の表面粗さを除去(平坦化)するために70°以上の角度とするが、平坦化を目的としない場合には他の照射角度を選ぶこともでき、用途に応じて選ぶことができる(つまり、表面平坦化装置100は、長周期の表面粗さの平坦化を実行する以外の目的にも使用可能である。)。
ステップS4
次いで、所望のエッチング量、ターゲット19の材質とそのエッチング率、GCIBのガス種、加速エネルギー、照射角度θ、照射方角φなどの諸条件を設定し、この諸条件を基にデータベース30を参照してドーズ量を決定した。
ステップS5
続いて、ガスクラスーイオンビーム照射処理を行った。
この結果、ターゲット19表面上のパターン構造がトリミングされるとともに、平坦化対象面は平坦化された。
【0067】
具体的な処理は下記のとおりである。
パターン構造として、ライン幅=スペース幅=1.0μm、深さ1.0μmの設計でラインアンドスペースパターン構造をシリコン基板表面上に作製した。
【0068】
シリコン基板表面上のラインアンドスペースパターン構造のライン幅の分布を原子間力顕微鏡で測定した。その結果、分布の半値幅は設計許容範囲内であったが、平均値は1.05μmと、設計よりも50nm大きかった。
【0069】
次にArイオンミリングによってできたラインアンドスペース構造のライン側面のモフォロジーを知るため、観察用サンプル表面の凹凸形状を原子間力顕微鏡(AFM)で観察した。図8Aに示すように、観察用サンプル表面には、矢印で示すArイオンビームの投影照射方向(即ち、ラインアンドスペースの溝の深さ方向)に対して垂直方向に筋状の構造が延びる特徴的な縞模様の凹凸形状が観察された。なお、縞模様がAFMフレーム内で斜めになるようにAFM観察しているのは、凹凸周期をより正確に測定するための工夫の一環である。縞模様の凹凸形状はArイオンミリングの際にArイオンビームをライン側面に角度をつけて照射したことによって形成されたと考えられる。AFM像から得られた平均表面粗さRaはRa=2.90nmであった。さらに凹凸形状を白線(図8A)で示す断面で詳しく調べたところ、凹凸には比較的長い周期があり、加えてこの長周期の凸凹に、より短い周期の凹凸が重なっていることがわかった(図8B;例えば楕円囲み部分を参照。)。これらの凹凸形状の周期についてより詳しく分析するため、この断面の凹凸形状をフーリエ変換(FFT)した。この結果、1.2μm付近にピークをもつ長周期の凹凸形状と、それ以下の100nm程度から数10nm程度のより短い周期の凹凸形状が存在することがわかった(図9)。
【0070】
以上のような凹凸形状を有するシリコン基板のライン側面に対し、SF6ガスクラスターイオンビームを種々の照射角度θで照射し、ライン幅のトリミングを行った。ここで、このライン側面が平坦化対象面である。ライン側面に照射可能な30°以上の照射角度を用いた。ライン幅の平均値を設計値の1.00μmに近づけるために必要な各照射角度θにおけるドーズ量として、データベースに保存されている図10に示すデータを用いた(但し、加速エネルギー30keV、クラスター粒度分布のピークが500個の場合である。)。照射方角φは縞模様の長周期の凹凸(うねり)に対して垂直方向となるφ=90°とした。
【0071】
卜リミング後のライン幅を測定した結果、いずれの照射角度θにおいても平均値で1.00±0.01μmの範囲内に入っていた。また、θ=83°の場合のライン側面のAFM像(図11A)、および白線で示す断面の凹凸形状のグラフ(図11B)とそのFFTスペクトル(図9に示すφ=90°の曲線)を調べた結果、GCIB照射前に存在していた1.2μm近傍の長周期の凹凸のスペクトル強度とそれ以下の短周期の凹凸のスペクトル強度が共に著しく減少していた。図11Aに示す矢印は、SF6(六フッ化硫黄)GCIB投影照射方向を表す。平均表面粗さRaはRa=0.21nmであり、GCIB照射前に比して1割以下となって極めて平坦化された。平均表面粗さの照射角度依存性を調べた結果、照射角度θ=70°近傍を境にそれ以上の角度では平均表面粗さが急激に減少していた(図12)。
【実施例2】
【0072】
照射方角φ=0°とした点を除いて、実施例1と同様の実験を行った。照射方角φ=0°の場合は、Arイオンミリングによってライン側面に形成された縞模様の縞と平行な方向にGCIBを照射する場合に相当する(図3の角度定義を参照。)。照射角度θ=83°の場合でGCIB照射後のライン側面のAFM像を図13Aに示す。図13Aに示す矢印はSF6(六フッ化硫黄)GCIB投影照射方向を表す。SF6ガスクラスターイオンビーム照射前に存在した縞模様の凹凸が除去されていないことがわかる。また白線(図13A)で示す断面の凹凸形状を詳しく観察すると、GCIB照射前には長周期の凹凸上に重なって乗っていた短い周期の凹凸が、GCIB照射後には除去され滑らかなカーブになっていることがわかった(図13B;例えば楕円囲み部分を参照。)。さらにFFTスペクトルを解析したところ、数10nm程度の短周期のスペクトル強度については著しく低減されていたが、1.2μm近傍の長周期の凹凸(うねり)のスペクトル強度は低減されていないことがわかった(図9に示すφ=0°の曲線)。
【実施例3】
【0073】
他の材料とガスクラスターとの組み合わせにおいて上記実施例1で観測された効果がみられるかどうか調べる目的で、シリコン基板上に成膜したCr膜の観察用サンプルに対して、Arガスクラスターイオンビームを照射する実験を行った。
【0074】
まず、実施例1でラインアンドスペースパターン構造をシリコン基板表面上にエッチングした場合と同様のArイオンミリング条件を用いた結果、Cr膜の観察用サンプルにおいても、同様の縞模様の構造が観測された。このCr膜観察用サンプルに対して、Arガスクラスターイオンビームの照射角度θと平均表面粗さRaとの関係を調べた。照射ドーズ量は、データべース中にあるCr膜を50nmエッチングする場合に必要な照射角度θとドーズ量との関係(図14)から決定した(但し、加速エネルギー30keV、クラスター粒度分布のピークが2000個の場合である。)。照射角度θと平均表面粗さRaとの関係を表す実験結果を図15に示す。θ=70°以上の照射角度で急激に平均表面粗さが小さくなることがわかった。
【実施例4】
【0075】
ターゲット19であるシリコンウエハー表面上に1次元回折格子(ラインアンドスペースパターン構造)のチップを多数配列させて形成した場合の固体表面平坦化処理の実施ついて説明する。
【0076】
図16に示すフローチャートの処理手順に従って平坦化処理を行った。
ステップS1a
まず、GCIB照射前に予めシリコンウエハー表面上の各領域(例えば、チップ単位の領域である。)におけるパターン構造(微細構造)を原子間力顕微鏡などで測定し、その形状データを取得した。そして、この形状データをシリコンウエハー表面上の各領域でマッピングしてデータマップを作成した。
ステップS2a
次に、データマップと所望のパターン幅などの値との差から微細構造が所望の設計サイズとなるように、各領域ごとに照射角度・照射方角とエッチング量を計算した。そして、スキャニング制御によってシリコンウエハー全面で一括して表面平坦化処理を実行するため、各領域ごとに前記計算で得た所定の照射角度・照射方角とエッチング量となるように変調制御するスキャニングプログラムを設定した。
ステップS3a
次に、シリコンウエハーを表面平坦化装置100のターゲット支持体18に設置して、これを基準面とした。
ステップS4a
次いで、ステップS2aで設定したスキャニングプログラムに従ってガスクラスーイオンビーム照射処理を行った。
【0077】
この結果、シリコンウエハー表面上の各チップがトリミングされるとともに、各チップの平坦化対象面が平坦化された。
【0078】
具体的な処理は下記のとおりである。
シリコンウエハー表面上に、1次元回折格子(ラインアンドスペースパターン構造)のチップを多数配列させて形成した(図17A)。ライン幅=スペース幅=0.29μm、溝深さ=700nmで設計した。1チップのサイズは25μm角とした。シリコンウエハー表面上でのライン幅の分布を調べたところ、シリコンウエハーの中心では0.32μmであり、シリコンウエハーの周辺部では0.35μmであった(図17B)。そして、ライン幅の分布は、シリコンウエハーの中心部から外周に向かって単調に大きくなっていた。
【0079】
また、シリコンウエハー表面上の各位置でのラインアンドスペースパターン構造のライン側面のモフォロジーを知る目的で、予めシリコンウエハー表面上の各位置に対応するターゲット支持体18上の場所に観察用サンプルを設置して同条件でArイオンミリングを行った。この観察用サンプルを原子間力顕微鏡で観察した結果、いずれも1μm程度の周期の縞模様の構造が観測された。縞の延伸方向と周期は、シリコンウエハーの中心位置から外周方向へ向かうに従って連続的に変化していた。即ち、シリコンウエハーの中心部では溝の深さ方向と垂直(図17Aにおいてx軸と平行、ω=0°)であり、縞の周期は約800nmであった。また、最外周の位置にある観察用サンプルにおいては、x軸から5度ずれた方向(図17Aにおいてω=5°の方向)に縞が延びており、縞の周期は1.1μmであった。これはArイオンミリングの際のArイオンビームが、シリコンウエハー全面で均一に照射されていなかったことに起因すると考えられる。
【0080】
この形状データを元に、SF6ガスクラスターイオンビームの照射角度θおよび照射方角φを、シリコンウエハーの中心ではθ=80°、φ=90°、外周部ではθ=83°、φ=85°になるように、かつ、ターゲットであるシリコンウエハーのスキャニングと連動させてGCIBの照射角度および照射方向が連続的に変化するようにプログラミングした。また、ライン幅をシリコンウエハー全面にわたって設計値に近づけるには、ライン幅をシリコンウエハーの中心部で30nm、外周部では60nm減少させる必要がある。そこで、必要なSF6ガスクラスターイオンビームの照射ドーズ量を中心部で4.7*1014ions/cm2、外周部で9.4*1014ions/cm2とし、かつ、ライン幅分布の等高線のデータに対応して照射ドーズ量を連続的に変化させるようにプログラミングした。なお、記号*は乗算を表す。
【0081】
GCIB照射後の回折格子チップの形状をシリコンウエハー全面にわたって原子間力顕微鏡で調べた。その結果、ライン幅はシリコンウエハーの最外周部のチップを除いてシリコンウエハー全面にわたってほぼ同じで設計値に等しい0.29μmとなっていた(図17C)。SF6ガスクラスターイオンビーム照射前後のライン側面の平均表面粗さを、観察用サンプルを原子間力顕微鏡(AFM)で観察することで等価的評価した。SF6ガスクラスターイオンビーム照射前のライン側面の平均表面粗さ(Ra)はシリコンウエハー表面上の位置によって1.9nmから3.1nmの範囲でばらつきがあったが、SF6ガスクラスターイオンビーム照射後のライン側面では、シリコンウエハー表面上の位置によらずRa=0.32nmから0.38nmの範囲内に収まっており、表面粗さが低減していた。
【0082】
以上の各実施例から下記の事実が認められる。
実施例1を参照すると、GCIBの照射角度θが平坦化対象面の法線から70°以上であると、平坦化対象面の平均表面粗さが急激に減少することがわかる。
【0083】
また実施例2を合わせて参照すると、平均表面粗さの著しい低減は1μm程度の長周期の凹凸(うねり)が除去されたためであり、70°以上の照射角度ではこの長周期の凹凸を除去する効果(長距離相互作用効果)が顕著に大きいことがわかる。また、100nm程度以下の凹凸が除去される効果は照射方角に依らないのに対して、1μm程度の長周期のうねりを除去するためにはうねりの方向と照射方角とを一致させることが効果的であることがわかる。
【0084】
さらに実施例3を参照すると、長距離相互作用効果は固体材質とガスクラスターとの組み合わせには依存せず、照射角度が70°以上で長距離相互作用効果を得られることがわかる。
【0085】
上記各実施例では加速電圧を30kVとした。この加速電圧は、より高い程エッチング量が大きくなり、平坦化処理時間が短くなるという利点がある一方、表面粗さがかえって粗くなる場合もある。従って、加速電圧は、平坦化処理に要求される、時間、材質などの各種条件によって決定するのがよい。また、ガス種、照射条件、クラスターサイズなどの装置条件やパラメータも特に限定されるものではなく、適宜に変更可能である。
【産業上の利用可能性】
【0086】
本発明は、長周期(数10nm〜100μm程度)の表面粗さを低減することで半導体デバイスなどの微細構造の構造精度を向上させることができるので、半導体デバイスや光デバイスの微細構造の構造精度の向上はもとより、半導体デバイスや光デバイスなどを作製するための金型などの3次元構造体の構造精度向上に利用できる。
【特許請求の範囲】
【請求項1】
ガスクラスターイオンビームによる固体表面の平坦化方法であって、
上記固体表面の法線と上記ガスクラスターイオンビームとがなす角度を照射角度とし、
固体と当該固体に衝突したクラスターとが相互作用する距離が飛躍的な増大に転じる照射角度を臨界角として、
予め上記固体表面の形状データを取得する過程と、
上記臨界角以上の上記照射角度で上記固体表面に対して、上記形状データに含まれる800nm以上1.1μm以下の範囲の周期をもつ表面の凹凸のうねりの方向と照射方向とを一致させて上記ガスクラスターイオンビームを照射する照射過程と
を有する
ガスクラスターイオンビームによる固体表面の平坦化方法。
【請求項2】
請求項1に記載のガスクラスターイオンビームによる固体表面の平坦化方法において、
上記臨界角は70度である
ことを特徴とするガスクラスターイオンビームによる固体表面の平坦化方法。
【請求項1】
ガスクラスターイオンビームによる固体表面の平坦化方法であって、
上記固体表面の法線と上記ガスクラスターイオンビームとがなす角度を照射角度とし、
固体と当該固体に衝突したクラスターとが相互作用する距離が飛躍的な増大に転じる照射角度を臨界角として、
予め上記固体表面の形状データを取得する過程と、
上記臨界角以上の上記照射角度で上記固体表面に対して、上記形状データに含まれる800nm以上1.1μm以下の範囲の周期をもつ表面の凹凸のうねりの方向と照射方向とを一致させて上記ガスクラスターイオンビームを照射する照射過程と
を有する
ガスクラスターイオンビームによる固体表面の平坦化方法。
【請求項2】
請求項1に記載のガスクラスターイオンビームによる固体表面の平坦化方法において、
上記臨界角は70度である
ことを特徴とするガスクラスターイオンビームによる固体表面の平坦化方法。
【図2】


【図3】
【図4】
【図5】
【図6A】
【図6B】
【図7】
【図8B】
【図9】
【図10】
【図11B】
【図12】
【図13B】
【図14】
【図15】
【図16】
【図17】
【図1】
【図8A】
【図11A】
【図13A】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図7】
【図8B】
【図9】
【図10】
【図11B】
【図12】
【図13B】
【図14】
【図15】
【図16】
【図17】
【図1】
【図8A】
【図11A】
【図13A】
【公開番号】特開2012−104859(P2012−104859A)
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願番号】特願2012−20900(P2012−20900)
【出願日】平成24年2月2日(2012.2.2)
【分割の表示】特願2008−542207(P2008−542207)の分割
【原出願日】平成19年10月30日(2007.10.30)
【国等の委託研究の成果に係る記載事項】(出願人による申告)国等の委託研究の成果に係わる特許出願(平成17年度NEDO次世代量子ビーム利用ナノ加工プロセス技術の開発委託研究、産業技術力強化法第19条の適用を受けるもの)
【出願人】(000231073)日本航空電子工業株式会社 (1,081)
【Fターム(参考)】
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願日】平成24年2月2日(2012.2.2)
【分割の表示】特願2008−542207(P2008−542207)の分割
【原出願日】平成19年10月30日(2007.10.30)
【国等の委託研究の成果に係る記載事項】(出願人による申告)国等の委託研究の成果に係わる特許出願(平成17年度NEDO次世代量子ビーム利用ナノ加工プロセス技術の開発委託研究、産業技術力強化法第19条の適用を受けるもの)
【出願人】(000231073)日本航空電子工業株式会社 (1,081)
【Fターム(参考)】
[ Back to top ]