
ガスケット構造体及びその製造方法
【課題】ゴムバリ部分の除去が簡易且つ的確になされ、信頼性の高いガスケット構造体とその有効な製造方法を提供する。
【解決手段】シール対象基材2の所定部位2cに接着剤層4Rを介してゴム製ガスケット30aが成型一体とされたガスケット構造体であって、上記成型時において上記所定部位2cから食み出した状態で接着剤4Raにより上記基材2に固着したゴムバリ部分30cを、レーザ処理により当該接着剤4Raと共に焼失除去して得られたものであることを特徴とする。
【解決手段】シール対象基材2の所定部位2cに接着剤層4Rを介してゴム製ガスケット30aが成型一体とされたガスケット構造体であって、上記成型時において上記所定部位2cから食み出した状態で接着剤4Raにより上記基材2に固着したゴムバリ部分30cを、レーザ処理により当該接着剤4Raと共に焼失除去して得られたものであることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シール対象基材の所定部位に接着剤層を介してゴム製ガスケットが一体固着されたガスケット構造体、例えば、燃料電池のスタックを構成するセパレータの全周囲及び媒体用開口部周りにガスケットを一体に備えるガスケット構造体、或いは、ハードディスク装置等におけるカバーとガスケットとが一体とされたガスケット構造体及びその製造方法に関する。
【背景技術】
【0002】
上記のように、シール対象基材とガスケットとが一体とされたガスケット構造体の例としては、特許文献1或いは特許文献2に示される先行技術を挙げることができる。特許文献1に開示されたガスケット構造体は、上記燃料電池のセパレータ或いはハードディスク装置等におけるカバーをシール対象基材とし、この基材の所定部位に対してゴム材を一体に加硫成型してゴム製ガスケットを固着形成したものである。このように、基材に対してガスケットが一体に固着されていると、そのまま燃料電池やハードディスク装置等の組立工場に持込んで製造に供することができるから、極めて効率的である。しかし、基材とガスケットとは、ゴム材の加硫成型によって一体とされたものであるから、相互の固着力は左程強くなく、その為、組立工場への持込過程での梱包や輸送時に両者が剥がれるといった事態が生じることがある。
【0003】
上記のような観点から、基材の所定部位に接着剤を介しゴム材を加硫成型してガスケットを一体固着形成してガスケットを形成することがなされている(例えば、特許文献2)。このようなゴム材と基材とを接着剤層を介して固着一体化する方法としては、インジェクション成型法、トランスファー成型法、或いはコンプレッション成型法が採用されている。これら成型法においては、成型時に上記所定部位より食み出すゴムバリ部分が少なからず生じることは不可避である。
【0004】
このゴムバリ部分が存在すると、外観不良となり製品としてのガスケット構造体の商品価値を低下させることになる。また、ゴムバリ部分が離脱してガスケット部分に付着すると、燃料電池やハードディスク装置等の組立てた際のシール性の低下の原因となる。更には、シール対象の媒体流路等に入ると流通する媒体内に異物が混入することになり、前記機器等の機能障害を引き起こす事態にもなる。その為、成型後バリ仕上げ(バリ除去)がなされるが、このバリ仕上げは、手作業によりなされ、この作業に多くの工数が必要とされる。特に、接着剤を介して成型一体とする場合、接着剤が前記所定部位の幅よりやや広めに塗布される為、ゴムバリ部分は接着剤により基材に強固に固着しており、手作業によるバリ仕上げは多くの労力と技量が必要とされる。また、充分にゴムバリ部分が除去できずに、バリ仕上げ外観がはかばかしくならないことも間々あった。
特許文献3には、燃料電池用の基枠(基材)にゴム状弾性材料からなるガスケットを一体に成型した後、窓部及び通路孔の打抜き形成と並行して、基枠と共にバリを打抜き裁断して除去することが開示されている。
【0005】
特許文献4には、半導体の製造過程で、樹脂で封止したリードフレームにおけるゲート部或いはエアベント部に生じる樹脂バリを、レーザ照射によって除去する樹脂バリ除去装置が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2008−1002号公報
【特許文献2】特開2004−76877号公報
【特許文献3】特開2008−146986号公報
【特許文献4】特許第2818536号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、特許文献3に開示された燃料電池におけるガスケットの成型は、接着剤を介してなされるものではなく、しかも、成型後のバリは、基枠と共に裁断することによって除去されるから、基枠にストレスを与え、基枠部分の強度に影響し、また、一部は流体(気体、生成水、冷却水等)の流路となる通路孔の開口にも及び、これが流体の流れに影響することも考えられる。
【0008】
特許文献4に開示された樹脂バリ除去装置は、フレーム部に樹脂を成型し、この成型時に生じる上記樹脂バリをレーザ照射により除去するものであるが、樹脂部分とフレーム部との間に接着剤が介在されないから、レーザ照射による樹脂バリの除去は、接着剤部分の除去までも意図するものではない。即ち、ゴムバリ部分が接着剤によって強固に基材に固着しているゴム製ガスケット構造体の場合とはその対象が異なる。しかも、特許文献4の樹脂バリ除去装置における除去対象は、単に樹脂の成型体であって、2部材間に介在して該2部材をシールするゴム製のガスケットではなく、その為、離脱したバリ部分のシール性に対する影響やシール対象媒体内への混入による機器の機能性への影響等を考慮する必要がないものである。従って、このようなガスケット構造体の製造過程に、特許文献4に開示された樹脂バリ除去装置をそのまま適用するという考えは容易に導出されるものではない。
【0009】
本発明は、上記の実情に鑑み、ゴムバリ部分が接着剤によって強固に基材に固着しているゴム製ガスケット構造体の特有の問題点に着目してなされたものであり、ゴムバリ部分の除去が簡易且つ的確になされ、信頼性の高いガスケット構造体とその有効な製造方法を提供することを目的としている。
【課題を解決するための手段】
【0010】
第1の発明に係るガスケット構造体は、シール対象基材の所定部位に接着剤層を介してゴム製ガスケットが成型一体とされたガスケット構造体であって、上記ゴム製ガスケットの成型時において、上記所定部位から食み出した状態で接着剤により上記基材に固着したゴムバリ部分を、レーザ処理により当該接着剤と共に焼失除去して得られたものであることを特徴とする。
【0011】
また、第2の発明に係るガスケット構造体の製造方法は、シール対象基材の所定部位に対する接着剤の塗布、及び、ガスケット形状に対応するキャビティを備えた金型への上記シール対象基材の配置を行った上で、該キャビティ内に未加硫ゴム材を注入して、上記シール対象基材の所定部位にゴム材を上記ガスケット形状となるよう一体加硫成型し、脱型後、上記所定部位から食み出した接着剤により上記基材に固着したゴムバリ部分をレーザ処理して当該接着剤と共に焼失除去することを特徴とする。
【0012】
第1及び第2の発明においては、前記シール対象基材が金属材からなるものとしても良い。
【発明の効果】
【0013】
本発明に係るガスケット構造体は、シール対象基材の所定部位に接着剤層を介してゴム製ガスケットが成型一体とされたものであるから、このガスケット構造体が、梱包や搬送等の流通におかれてもシール対象基材とガスケットとが分離することがない。そして、本ガスケット構造体は、燃料電池やハードディスク装置等の組立工場にそのまま持ち込まれ、他のシール対象基材と締結一体とすることにより、当該シール対象基材と他のシール対象基材との間にゴム製ガスケットが圧縮状態で挟圧され、両者間のシールがなされる。従って、上記の組立工場では、別途準備したガスケットをシール対象基材間に介装する作業が不要とされ、組立て作業の効率化が図られる。
【0014】
また、上記成型時において上記基材に固着残存したゴムバリ部分を、レーザ処理により当該接着剤と共に焼失除去して得られたものであるから、他のシール対象基材と締結して前記機器等を組み立てた際に、ゴムバリ部分が離脱しガスケット部分に付着してシール性を低下させたり、シール対象の媒体流路等に異物として流入し前記機器等の機能障害を引き起こしたりすることもなく、耐久性も維持される。また、レーザ処理によりゴムバリ部分が完全に除去されているから、ゴムバリ部分の痕跡が視覚されず、手作業によってバリ仕上げがなされたものに比べてはるかに外観が優れたものとなる。
【0015】
第2の発明に係るガスケット構造体の製造方法においては、金型のキャビティ内に未加硫ゴム材を注入する際、キャビティ内に配置されたシール対象基材には接着剤が塗布されているから、ゴム材の加硫と共に接着剤の硬化が促進され、シール対象基材にゴム製ガスケットが強固に固着一体とされたガスケット構造体が得られる。接着剤の塗布は、接着域を確実に確保する為上記所定部位の幅よりやや広めになされる。その為、脱型した際に残存するゴムバリ部分は、上記所定部位より食み出した状態で接着剤により基材に固着している。本発明では、脱型後、このゴムバリ部分をレーザ処理するようにしているから、ゴムバリ部分を接着剤と共に精度よく完全に焼失除去することができ、自動化も可能となる。
【0016】
処理対象となるシール対象基材に対応した適切な波長のレーザにより処理を実施することで、シール対象基材へのダメージが小さく、シール対象基材のシール性能に影響を及ぼすことのない処理とすることができる。シール対象基材が金属材からなる場合、例えば、金メッキされたシール対象基材の場合には、波長が1064nm以上のレーザによる処理が望ましく、シール対象基材がダメージを受けることがなく、シール対象基材自体の機能に影響を及ぼすこともない。従って、シール対象基材への影響を気にすることなく、上記ゴムバリ部分及び接着剤の除去が効果的になされる。
【0017】
本発明において、ガスケットを構成するゴム材としては、NBR、H−NBR、ACM、AEM、FKM、EPDM、VMQ等から選ばれたいずれかのゴム材が好ましく採用される。また、接着剤層を構成する接着剤としては、熱硬化性の接着剤が用いられ、具体的には、エポキシ系、フェノール系、カップリング剤系、ポリイミド系、ゴム糊系の接着剤が好ましく採用される。この接着剤は、上記ゴム材の加硫成型時における加硫温度で硬化し、この硬化の際にゴム材及びシール対象基材の界面において化学反応を起こし、両被接着部材を強固に一体とするものである。更に、シール対象基材としては、SUS等の金属材が好ましく採用される。レーザとしては、固体レーザ或いはガスレーザが採用される。これらは、シール対象基材にダメージを与えず、ゴムバリ部分及び接着剤を焼失除去するのに好適である。
【図面の簡単な説明】
【0018】
【図1】本発明の一実施形態のガスケット構造体を燃料電池のセパレータに適用した例を示す平面図である。
【図2】図1におけるX−X線矢視拡大断面図である。
【図3】図1におけるY−Y線矢視拡大断面図である。
【図4】同ガスケット構造体の製造方法における成型工程での成型装置の断面図である。
【図5】同製造方法において脱型した後のレーザ処理の要領を示す概念図である。
【発明を実施するための形態】
【0019】
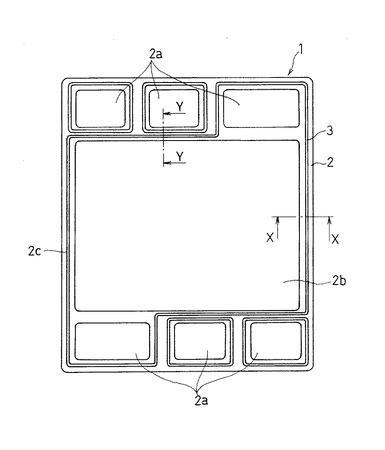
以下に本発明の最良の実施の形態について図面に基づいて説明する。図1乃至図3に示すガスケット構造体1は、燃料電池のセパレータであって、不図示の高分子電解質膜(MEA)等と合体されて燃料電池構成用スタック(不図示)が構成されるものである。このガスケット構造体としてのセパレータ1は、SUS等のメタルプレート或いはカーボンプレート等をシール対象基材2とし、このシール対象基材2の所定部位2cに接着剤層4を介してゴム製のガスケット3が一体固着されたものである。シール対象基材2は、適所に冷媒、水素及び酸素等の媒体流通用の開口部(シール対象媒体の流通域)2a…を複数備え、また、シール対象基材2の板面にはこれら開口部2aのいずれかと連通する媒体流通路帯(シール対象媒体の流通域)2bが形成されている。これら開口部2a…及び媒体流通路帯2bの周りに所定幅の所定部位2cが形成され、この所定部位2cにガスケット3が一体固着され、上記スタックの複数が締結合体されて燃料電池が構成された際に、上記媒体の漏出の防止が図られる。
【0020】
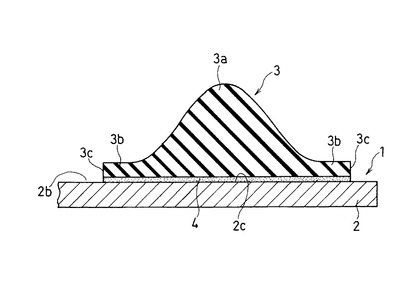
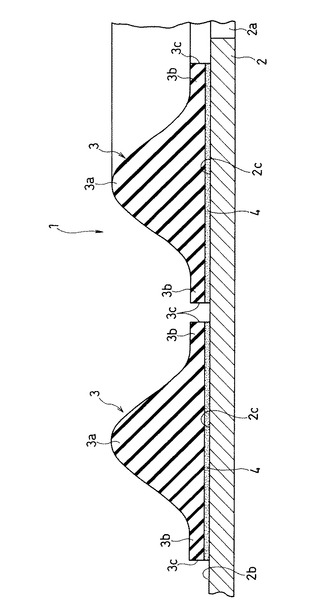
上記ゴム製ガスケット3は、断面山形のビード状に連なるガスケット本体部3aと、該ガスケット本体部3aの両側部(裾部)に沿って形成された鍔部3bとよりなる。ガスケット3の形状は図例のものに限定されず、片側に鍔部3bを備えたものや、ガスケット本体部3aの断面形状が半円形その他の形状のものであっても良い。上記構成のセパレータとしてのガスケット構造体1は2枚で対をなし、該対間に、前記MEAを挟装して1個の単位セル(不図示)を構成し、この単位セルを多数重ね合わさせて燃料電池本体、即ち、スタック(不図示)が形成される。このスタックの両端に集電板(不図示)を配し、これらをボルト(不図示)で締結一体として燃料電池が構成される。このような締結状態では、ガスケット3がシール対象基材2とMEAとの間で圧縮変形した状態で介在するから、シール対象基材2とMEAとの間がシールされ、シール対象媒体の流通域2a、2bを流通する媒体(不図示)の外部への漏出が阻止される。
【0021】
図2及び図3に示すガスケット構造体1の例では、ゴム製ガスケットにおける両鍔部3bの端縁部3cが、後記するゴム材の成型時のエアベント部となり、このエアベント部には不可避的にゴムバリ部分が形成される。図2及び図3では、このゴムバリ部分が、後記するレーザ処理により焼失除去された状態を示している。
【0022】
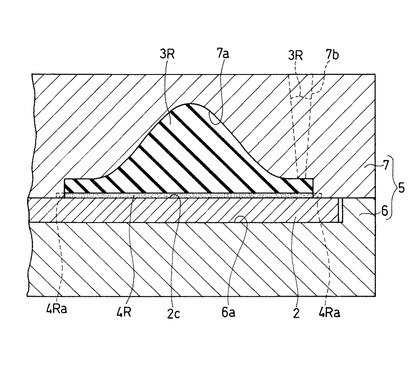
ここで、上記ガスケット構造体(セパレータ)1を製造する方法の例を、図4及び図5を参照して説明する。図4は、射出成型法或いはトランスファー成型法に適用される金型5の一部を示しており、該金型5は、下金型6及び上金型7よりなる。下金型6は上記シール対象基材2を収容し得るキャビティ6aを備える。また、上金型7は、上記ガスケット3のガスケット本体部3a及び鍔部3bの形状に対応するよう形成された環状のキャビティ7aと、未加硫ゴム材3Rの注入ゲート7bとを備える。
【0023】
上記金型5において、先ず、下金型6に形成されたキャビティ6a内に上記シール対象基材2を配置し、該シール対象基材2の所定部位2cに接着剤4Rを塗布した上で下金型6に上金型7を型締め合体させる。接着剤4Rの塗布は、シール対象基材2をキャビティ6a内に配置する前に行っても良い。上記所定部位2cの幅は、上金型7のキャビティ7aの幅、即ち、ガスケット3の幅と同じとされ、接着剤4Rの塗布は、該所定部位2cの幅より若干広めになされる。これは、前述のように、ガスケット3の接着域を確実に確保する為である。従って、接着剤4Rの塗布域は、上記所定部位2cの両側に食み出した部分(以下、マージン部分と言う)4Ra,4Raを有することになる。図4は、下金型6と上金型7とが型締め合体されている状態を示しているから、便宜上このマージン部分4Ra,4Raを破線で表している。そして、注入装置(不図示)から注入ゲート7bに未加硫ゴム材3Rを注入し、注入されたゴム材3Rは、注入圧により逐次キャビティ7a内に至る。
【0024】
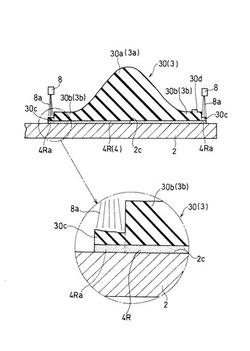
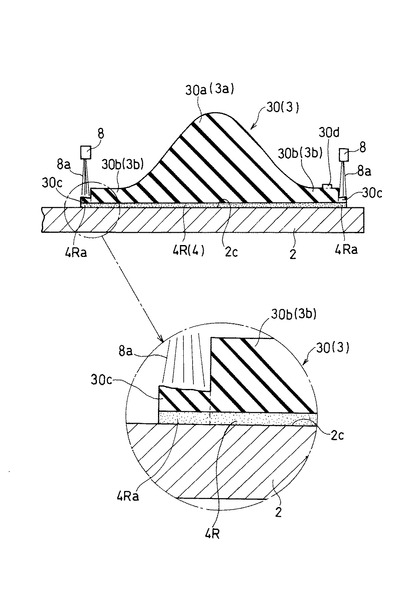
全キャビティ7a内がゴム材3Rで充分に充填されると保圧状態に保ち、ゴム材3Rを加硫する。この加硫は、金型を加熱するか、未加硫ゴム材3Rの保有する熱によってなされ、この加硫に伴い接着剤4Rの硬化が促進される。その後、脱型し、注入ゲート7bに残存するゴム材を切除すれば、図5に示すように、シール対象基材2の所定部位2cに接着剤層4を介して固着一体とされたゴム製ガスケットの成型体30が得られる。このように、未加硫ゴム材3Rの成型と同時に、接着剤層4を介したシール対象基材2との一体固着がなされるから、極めて効率的にゴム製ガスケットの成型体30が得られる。
【0025】
図5に示すように、上記ガスケットの成型体30は、キャビティ7aの形状に対応して、断面形状が山形のガスケット本体部30aと、その両側裾部に連なる鍔部30b,30bとよりなるが、該鍔部30b,30bの端縁部には、成型時の上金型7とシール対象基材2との界面でのエアベント部によるゴムバリ部分30c,30cが、上記所定部位2cの両側に食み出した状態で生成されている。そして、このゴムバリ部分30c,30cは、接着剤4Rにおける上記マージン部分4Ra,4Raによってシール対象基材2に固着されている。また、上記注入ゲート7bに対応する部分には、残存するゴム材の切除跡が別のゴムバリ部分30dとして残存する。
【0026】
図5は、上記ゴムバリ部分30c,30cをレーザ処理により焼失除去させる状態を示しており、図例ではゴムバリ部分30c,30cに対してレーザ装置8によるレーザビーム8aが上方より照射されている。このように、ゴムバリ部分30c,30cに、レーザ装置8によるレーザビーム8aを上方より照射することにより、ゴムバリ部分30c,30cが接着剤4Rのマージン部分4Ra,4Raと共に破線部分に沿って焼失除去される。ゲート部のゴムバリ部分30dは、図示を省略したが、横向きにレーザ照射することにより、同様に破線部分に沿って焼失除去される。レーザ装置8としては、前述のように固体レーザ装置或いはガスレーザ装置が採用されるが、このようなレーザ装置8によるレーザビーム8aをゴムバリ部分30cに上方より照射すると、ゴムバリ部分30cはその下の接着剤4Rのマージン部分4Raと共に完全に焼失除去されて、図2に示すように、ゴムバリ部分30cの痕跡がないバリ仕上げ外観に優れたガスケット構造体1が得られる。また、シール対象基材2がSUS等の金属材からなる場合は、レーザ照射によるダメージがなく、シール対象基材2の毀損や基材2自体に求められる機能の低下を来たす懸念もない。
【0027】
従って、外観不良製品の発生が著減され、製造歩留まりの向上に大きく寄与する。また、バリ仕上げ工程の自動化も可能となり、従来の手作業による場合に比べて、はるかに製造効率が向上する。特に、ゴムバリ部分30cが接着剤4Rのマージン部分4Raによってシール対象基材2に強固に固着しているから、手作業による除去は極めて困難であるが、このようなレーザ処理を採用することにより、精度良く且つ効率的なバリ仕上げをなし得ることになり、これによる実益は極めて大である。
【0028】
そして、本ガスケット構造体1を他のシール対象基材(不図示)と合体締結させて前記のような機器等を構成すれば、ゴム製ガスケット3がシール対象基材2と他のシール対象基材との間で圧縮変形した状態で介在し、シール対象基材2と他のシール対象基材との間がシールされ、シール対象媒体(不図示)の外部への漏出が阻止される。しかも、ゴムバリ部分30c,30dや接着剤4Rのマージン部4Raは完全に除去されているから、これらがガスケット本体部3aに付着してシール性を損なったり、或いは、流通するシール対象媒体内に混入して、前記機器等の機能障害を引き起こしたりする懸念もない。
【0029】
尚、上記実施形態では、シール対象基材2のガスケット3が一体固着される部位が平坦である例について述べたが、シール対象基材2の表面に環状溝を形成し、上記所定部位2cをこの環状溝の底部に設定するようにしても良い。また、燃料電池のセパレータに適用した例について述べたが、ハードディスク装置、その他の機器或いは自動車部品等を構成するものであって、シール対象基材とガスケットとが一体固着された状態で流通に供せられるものにも、本発明を適用することができる。
【符号の説明】
【0030】
1 セパレータ(ガスケット構造体)
2 シール対象基材
2c 所定部位
3 ガスケット
3a ガスケット本体部
3b 鍔部
30c ゴムバリ部分
3R 未加硫ゴム材
4 接着剤層
4R 接着剤
4Ra マージン部分(接着剤の食み出し部分)
5 金型
6a キャビティ
7a キャビティ
8 レーザ装置
【技術分野】
【0001】
本発明は、シール対象基材の所定部位に接着剤層を介してゴム製ガスケットが一体固着されたガスケット構造体、例えば、燃料電池のスタックを構成するセパレータの全周囲及び媒体用開口部周りにガスケットを一体に備えるガスケット構造体、或いは、ハードディスク装置等におけるカバーとガスケットとが一体とされたガスケット構造体及びその製造方法に関する。
【背景技術】
【0002】
上記のように、シール対象基材とガスケットとが一体とされたガスケット構造体の例としては、特許文献1或いは特許文献2に示される先行技術を挙げることができる。特許文献1に開示されたガスケット構造体は、上記燃料電池のセパレータ或いはハードディスク装置等におけるカバーをシール対象基材とし、この基材の所定部位に対してゴム材を一体に加硫成型してゴム製ガスケットを固着形成したものである。このように、基材に対してガスケットが一体に固着されていると、そのまま燃料電池やハードディスク装置等の組立工場に持込んで製造に供することができるから、極めて効率的である。しかし、基材とガスケットとは、ゴム材の加硫成型によって一体とされたものであるから、相互の固着力は左程強くなく、その為、組立工場への持込過程での梱包や輸送時に両者が剥がれるといった事態が生じることがある。
【0003】
上記のような観点から、基材の所定部位に接着剤を介しゴム材を加硫成型してガスケットを一体固着形成してガスケットを形成することがなされている(例えば、特許文献2)。このようなゴム材と基材とを接着剤層を介して固着一体化する方法としては、インジェクション成型法、トランスファー成型法、或いはコンプレッション成型法が採用されている。これら成型法においては、成型時に上記所定部位より食み出すゴムバリ部分が少なからず生じることは不可避である。
【0004】
このゴムバリ部分が存在すると、外観不良となり製品としてのガスケット構造体の商品価値を低下させることになる。また、ゴムバリ部分が離脱してガスケット部分に付着すると、燃料電池やハードディスク装置等の組立てた際のシール性の低下の原因となる。更には、シール対象の媒体流路等に入ると流通する媒体内に異物が混入することになり、前記機器等の機能障害を引き起こす事態にもなる。その為、成型後バリ仕上げ(バリ除去)がなされるが、このバリ仕上げは、手作業によりなされ、この作業に多くの工数が必要とされる。特に、接着剤を介して成型一体とする場合、接着剤が前記所定部位の幅よりやや広めに塗布される為、ゴムバリ部分は接着剤により基材に強固に固着しており、手作業によるバリ仕上げは多くの労力と技量が必要とされる。また、充分にゴムバリ部分が除去できずに、バリ仕上げ外観がはかばかしくならないことも間々あった。
特許文献3には、燃料電池用の基枠(基材)にゴム状弾性材料からなるガスケットを一体に成型した後、窓部及び通路孔の打抜き形成と並行して、基枠と共にバリを打抜き裁断して除去することが開示されている。
【0005】
特許文献4には、半導体の製造過程で、樹脂で封止したリードフレームにおけるゲート部或いはエアベント部に生じる樹脂バリを、レーザ照射によって除去する樹脂バリ除去装置が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2008−1002号公報
【特許文献2】特開2004−76877号公報
【特許文献3】特開2008−146986号公報
【特許文献4】特許第2818536号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、特許文献3に開示された燃料電池におけるガスケットの成型は、接着剤を介してなされるものではなく、しかも、成型後のバリは、基枠と共に裁断することによって除去されるから、基枠にストレスを与え、基枠部分の強度に影響し、また、一部は流体(気体、生成水、冷却水等)の流路となる通路孔の開口にも及び、これが流体の流れに影響することも考えられる。
【0008】
特許文献4に開示された樹脂バリ除去装置は、フレーム部に樹脂を成型し、この成型時に生じる上記樹脂バリをレーザ照射により除去するものであるが、樹脂部分とフレーム部との間に接着剤が介在されないから、レーザ照射による樹脂バリの除去は、接着剤部分の除去までも意図するものではない。即ち、ゴムバリ部分が接着剤によって強固に基材に固着しているゴム製ガスケット構造体の場合とはその対象が異なる。しかも、特許文献4の樹脂バリ除去装置における除去対象は、単に樹脂の成型体であって、2部材間に介在して該2部材をシールするゴム製のガスケットではなく、その為、離脱したバリ部分のシール性に対する影響やシール対象媒体内への混入による機器の機能性への影響等を考慮する必要がないものである。従って、このようなガスケット構造体の製造過程に、特許文献4に開示された樹脂バリ除去装置をそのまま適用するという考えは容易に導出されるものではない。
【0009】
本発明は、上記の実情に鑑み、ゴムバリ部分が接着剤によって強固に基材に固着しているゴム製ガスケット構造体の特有の問題点に着目してなされたものであり、ゴムバリ部分の除去が簡易且つ的確になされ、信頼性の高いガスケット構造体とその有効な製造方法を提供することを目的としている。
【課題を解決するための手段】
【0010】
第1の発明に係るガスケット構造体は、シール対象基材の所定部位に接着剤層を介してゴム製ガスケットが成型一体とされたガスケット構造体であって、上記ゴム製ガスケットの成型時において、上記所定部位から食み出した状態で接着剤により上記基材に固着したゴムバリ部分を、レーザ処理により当該接着剤と共に焼失除去して得られたものであることを特徴とする。
【0011】
また、第2の発明に係るガスケット構造体の製造方法は、シール対象基材の所定部位に対する接着剤の塗布、及び、ガスケット形状に対応するキャビティを備えた金型への上記シール対象基材の配置を行った上で、該キャビティ内に未加硫ゴム材を注入して、上記シール対象基材の所定部位にゴム材を上記ガスケット形状となるよう一体加硫成型し、脱型後、上記所定部位から食み出した接着剤により上記基材に固着したゴムバリ部分をレーザ処理して当該接着剤と共に焼失除去することを特徴とする。
【0012】
第1及び第2の発明においては、前記シール対象基材が金属材からなるものとしても良い。
【発明の効果】
【0013】
本発明に係るガスケット構造体は、シール対象基材の所定部位に接着剤層を介してゴム製ガスケットが成型一体とされたものであるから、このガスケット構造体が、梱包や搬送等の流通におかれてもシール対象基材とガスケットとが分離することがない。そして、本ガスケット構造体は、燃料電池やハードディスク装置等の組立工場にそのまま持ち込まれ、他のシール対象基材と締結一体とすることにより、当該シール対象基材と他のシール対象基材との間にゴム製ガスケットが圧縮状態で挟圧され、両者間のシールがなされる。従って、上記の組立工場では、別途準備したガスケットをシール対象基材間に介装する作業が不要とされ、組立て作業の効率化が図られる。
【0014】
また、上記成型時において上記基材に固着残存したゴムバリ部分を、レーザ処理により当該接着剤と共に焼失除去して得られたものであるから、他のシール対象基材と締結して前記機器等を組み立てた際に、ゴムバリ部分が離脱しガスケット部分に付着してシール性を低下させたり、シール対象の媒体流路等に異物として流入し前記機器等の機能障害を引き起こしたりすることもなく、耐久性も維持される。また、レーザ処理によりゴムバリ部分が完全に除去されているから、ゴムバリ部分の痕跡が視覚されず、手作業によってバリ仕上げがなされたものに比べてはるかに外観が優れたものとなる。
【0015】
第2の発明に係るガスケット構造体の製造方法においては、金型のキャビティ内に未加硫ゴム材を注入する際、キャビティ内に配置されたシール対象基材には接着剤が塗布されているから、ゴム材の加硫と共に接着剤の硬化が促進され、シール対象基材にゴム製ガスケットが強固に固着一体とされたガスケット構造体が得られる。接着剤の塗布は、接着域を確実に確保する為上記所定部位の幅よりやや広めになされる。その為、脱型した際に残存するゴムバリ部分は、上記所定部位より食み出した状態で接着剤により基材に固着している。本発明では、脱型後、このゴムバリ部分をレーザ処理するようにしているから、ゴムバリ部分を接着剤と共に精度よく完全に焼失除去することができ、自動化も可能となる。
【0016】
処理対象となるシール対象基材に対応した適切な波長のレーザにより処理を実施することで、シール対象基材へのダメージが小さく、シール対象基材のシール性能に影響を及ぼすことのない処理とすることができる。シール対象基材が金属材からなる場合、例えば、金メッキされたシール対象基材の場合には、波長が1064nm以上のレーザによる処理が望ましく、シール対象基材がダメージを受けることがなく、シール対象基材自体の機能に影響を及ぼすこともない。従って、シール対象基材への影響を気にすることなく、上記ゴムバリ部分及び接着剤の除去が効果的になされる。
【0017】
本発明において、ガスケットを構成するゴム材としては、NBR、H−NBR、ACM、AEM、FKM、EPDM、VMQ等から選ばれたいずれかのゴム材が好ましく採用される。また、接着剤層を構成する接着剤としては、熱硬化性の接着剤が用いられ、具体的には、エポキシ系、フェノール系、カップリング剤系、ポリイミド系、ゴム糊系の接着剤が好ましく採用される。この接着剤は、上記ゴム材の加硫成型時における加硫温度で硬化し、この硬化の際にゴム材及びシール対象基材の界面において化学反応を起こし、両被接着部材を強固に一体とするものである。更に、シール対象基材としては、SUS等の金属材が好ましく採用される。レーザとしては、固体レーザ或いはガスレーザが採用される。これらは、シール対象基材にダメージを与えず、ゴムバリ部分及び接着剤を焼失除去するのに好適である。
【図面の簡単な説明】
【0018】
【図1】本発明の一実施形態のガスケット構造体を燃料電池のセパレータに適用した例を示す平面図である。
【図2】図1におけるX−X線矢視拡大断面図である。
【図3】図1におけるY−Y線矢視拡大断面図である。
【図4】同ガスケット構造体の製造方法における成型工程での成型装置の断面図である。
【図5】同製造方法において脱型した後のレーザ処理の要領を示す概念図である。
【発明を実施するための形態】
【0019】
以下に本発明の最良の実施の形態について図面に基づいて説明する。図1乃至図3に示すガスケット構造体1は、燃料電池のセパレータであって、不図示の高分子電解質膜(MEA)等と合体されて燃料電池構成用スタック(不図示)が構成されるものである。このガスケット構造体としてのセパレータ1は、SUS等のメタルプレート或いはカーボンプレート等をシール対象基材2とし、このシール対象基材2の所定部位2cに接着剤層4を介してゴム製のガスケット3が一体固着されたものである。シール対象基材2は、適所に冷媒、水素及び酸素等の媒体流通用の開口部(シール対象媒体の流通域)2a…を複数備え、また、シール対象基材2の板面にはこれら開口部2aのいずれかと連通する媒体流通路帯(シール対象媒体の流通域)2bが形成されている。これら開口部2a…及び媒体流通路帯2bの周りに所定幅の所定部位2cが形成され、この所定部位2cにガスケット3が一体固着され、上記スタックの複数が締結合体されて燃料電池が構成された際に、上記媒体の漏出の防止が図られる。
【0020】
上記ゴム製ガスケット3は、断面山形のビード状に連なるガスケット本体部3aと、該ガスケット本体部3aの両側部(裾部)に沿って形成された鍔部3bとよりなる。ガスケット3の形状は図例のものに限定されず、片側に鍔部3bを備えたものや、ガスケット本体部3aの断面形状が半円形その他の形状のものであっても良い。上記構成のセパレータとしてのガスケット構造体1は2枚で対をなし、該対間に、前記MEAを挟装して1個の単位セル(不図示)を構成し、この単位セルを多数重ね合わさせて燃料電池本体、即ち、スタック(不図示)が形成される。このスタックの両端に集電板(不図示)を配し、これらをボルト(不図示)で締結一体として燃料電池が構成される。このような締結状態では、ガスケット3がシール対象基材2とMEAとの間で圧縮変形した状態で介在するから、シール対象基材2とMEAとの間がシールされ、シール対象媒体の流通域2a、2bを流通する媒体(不図示)の外部への漏出が阻止される。
【0021】
図2及び図3に示すガスケット構造体1の例では、ゴム製ガスケットにおける両鍔部3bの端縁部3cが、後記するゴム材の成型時のエアベント部となり、このエアベント部には不可避的にゴムバリ部分が形成される。図2及び図3では、このゴムバリ部分が、後記するレーザ処理により焼失除去された状態を示している。
【0022】
ここで、上記ガスケット構造体(セパレータ)1を製造する方法の例を、図4及び図5を参照して説明する。図4は、射出成型法或いはトランスファー成型法に適用される金型5の一部を示しており、該金型5は、下金型6及び上金型7よりなる。下金型6は上記シール対象基材2を収容し得るキャビティ6aを備える。また、上金型7は、上記ガスケット3のガスケット本体部3a及び鍔部3bの形状に対応するよう形成された環状のキャビティ7aと、未加硫ゴム材3Rの注入ゲート7bとを備える。
【0023】
上記金型5において、先ず、下金型6に形成されたキャビティ6a内に上記シール対象基材2を配置し、該シール対象基材2の所定部位2cに接着剤4Rを塗布した上で下金型6に上金型7を型締め合体させる。接着剤4Rの塗布は、シール対象基材2をキャビティ6a内に配置する前に行っても良い。上記所定部位2cの幅は、上金型7のキャビティ7aの幅、即ち、ガスケット3の幅と同じとされ、接着剤4Rの塗布は、該所定部位2cの幅より若干広めになされる。これは、前述のように、ガスケット3の接着域を確実に確保する為である。従って、接着剤4Rの塗布域は、上記所定部位2cの両側に食み出した部分(以下、マージン部分と言う)4Ra,4Raを有することになる。図4は、下金型6と上金型7とが型締め合体されている状態を示しているから、便宜上このマージン部分4Ra,4Raを破線で表している。そして、注入装置(不図示)から注入ゲート7bに未加硫ゴム材3Rを注入し、注入されたゴム材3Rは、注入圧により逐次キャビティ7a内に至る。
【0024】
全キャビティ7a内がゴム材3Rで充分に充填されると保圧状態に保ち、ゴム材3Rを加硫する。この加硫は、金型を加熱するか、未加硫ゴム材3Rの保有する熱によってなされ、この加硫に伴い接着剤4Rの硬化が促進される。その後、脱型し、注入ゲート7bに残存するゴム材を切除すれば、図5に示すように、シール対象基材2の所定部位2cに接着剤層4を介して固着一体とされたゴム製ガスケットの成型体30が得られる。このように、未加硫ゴム材3Rの成型と同時に、接着剤層4を介したシール対象基材2との一体固着がなされるから、極めて効率的にゴム製ガスケットの成型体30が得られる。
【0025】
図5に示すように、上記ガスケットの成型体30は、キャビティ7aの形状に対応して、断面形状が山形のガスケット本体部30aと、その両側裾部に連なる鍔部30b,30bとよりなるが、該鍔部30b,30bの端縁部には、成型時の上金型7とシール対象基材2との界面でのエアベント部によるゴムバリ部分30c,30cが、上記所定部位2cの両側に食み出した状態で生成されている。そして、このゴムバリ部分30c,30cは、接着剤4Rにおける上記マージン部分4Ra,4Raによってシール対象基材2に固着されている。また、上記注入ゲート7bに対応する部分には、残存するゴム材の切除跡が別のゴムバリ部分30dとして残存する。
【0026】
図5は、上記ゴムバリ部分30c,30cをレーザ処理により焼失除去させる状態を示しており、図例ではゴムバリ部分30c,30cに対してレーザ装置8によるレーザビーム8aが上方より照射されている。このように、ゴムバリ部分30c,30cに、レーザ装置8によるレーザビーム8aを上方より照射することにより、ゴムバリ部分30c,30cが接着剤4Rのマージン部分4Ra,4Raと共に破線部分に沿って焼失除去される。ゲート部のゴムバリ部分30dは、図示を省略したが、横向きにレーザ照射することにより、同様に破線部分に沿って焼失除去される。レーザ装置8としては、前述のように固体レーザ装置或いはガスレーザ装置が採用されるが、このようなレーザ装置8によるレーザビーム8aをゴムバリ部分30cに上方より照射すると、ゴムバリ部分30cはその下の接着剤4Rのマージン部分4Raと共に完全に焼失除去されて、図2に示すように、ゴムバリ部分30cの痕跡がないバリ仕上げ外観に優れたガスケット構造体1が得られる。また、シール対象基材2がSUS等の金属材からなる場合は、レーザ照射によるダメージがなく、シール対象基材2の毀損や基材2自体に求められる機能の低下を来たす懸念もない。
【0027】
従って、外観不良製品の発生が著減され、製造歩留まりの向上に大きく寄与する。また、バリ仕上げ工程の自動化も可能となり、従来の手作業による場合に比べて、はるかに製造効率が向上する。特に、ゴムバリ部分30cが接着剤4Rのマージン部分4Raによってシール対象基材2に強固に固着しているから、手作業による除去は極めて困難であるが、このようなレーザ処理を採用することにより、精度良く且つ効率的なバリ仕上げをなし得ることになり、これによる実益は極めて大である。
【0028】
そして、本ガスケット構造体1を他のシール対象基材(不図示)と合体締結させて前記のような機器等を構成すれば、ゴム製ガスケット3がシール対象基材2と他のシール対象基材との間で圧縮変形した状態で介在し、シール対象基材2と他のシール対象基材との間がシールされ、シール対象媒体(不図示)の外部への漏出が阻止される。しかも、ゴムバリ部分30c,30dや接着剤4Rのマージン部4Raは完全に除去されているから、これらがガスケット本体部3aに付着してシール性を損なったり、或いは、流通するシール対象媒体内に混入して、前記機器等の機能障害を引き起こしたりする懸念もない。
【0029】
尚、上記実施形態では、シール対象基材2のガスケット3が一体固着される部位が平坦である例について述べたが、シール対象基材2の表面に環状溝を形成し、上記所定部位2cをこの環状溝の底部に設定するようにしても良い。また、燃料電池のセパレータに適用した例について述べたが、ハードディスク装置、その他の機器或いは自動車部品等を構成するものであって、シール対象基材とガスケットとが一体固着された状態で流通に供せられるものにも、本発明を適用することができる。
【符号の説明】
【0030】
1 セパレータ(ガスケット構造体)
2 シール対象基材
2c 所定部位
3 ガスケット
3a ガスケット本体部
3b 鍔部
30c ゴムバリ部分
3R 未加硫ゴム材
4 接着剤層
4R 接着剤
4Ra マージン部分(接着剤の食み出し部分)
5 金型
6a キャビティ
7a キャビティ
8 レーザ装置
【特許請求の範囲】
【請求項1】
シール対象基材の所定部位に接着剤層を介してゴム製ガスケットが成型一体とされたガスケット構造体であって、
上記ゴム製ガスケットの成型時において、上記所定部位から食み出した状態で接着剤により上記基材に固着したゴムバリ部分を、レーザ処理により当該接着剤と共に焼失除去して得られたものであることを特徴とするガスケット構造体。
【請求項2】
請求項1に記載のガスケット構造体において、
前記シール対象基材が金属材からなることを特徴とするガスケット構造体。
【請求項3】
シール対象基材の所定部位に対する接着剤の塗布、及び、ガスケット形状に対応するキャビティを備えた金型への上記シール対象基材の配置を行った上で、該キャビティ内に未加硫ゴム材を注入して、上記シール対象基材の所定部位にゴム材を上記ガスケット形状となるよう一体加硫成型し、脱型後、上記所定部位から食み出した接着剤により上記基材に固着したゴムバリ部分をレーザ処理して当該接着剤と共に焼失除去することを特徴とするガスケット構造体の製造方法。
【請求項4】
請求項3に記載のガスケット構造体の製造方法において、
前記シール対象基材が金属材からなることを特徴とするガスケット構造体の製造方法。
【請求項1】
シール対象基材の所定部位に接着剤層を介してゴム製ガスケットが成型一体とされたガスケット構造体であって、
上記ゴム製ガスケットの成型時において、上記所定部位から食み出した状態で接着剤により上記基材に固着したゴムバリ部分を、レーザ処理により当該接着剤と共に焼失除去して得られたものであることを特徴とするガスケット構造体。
【請求項2】
請求項1に記載のガスケット構造体において、
前記シール対象基材が金属材からなることを特徴とするガスケット構造体。
【請求項3】
シール対象基材の所定部位に対する接着剤の塗布、及び、ガスケット形状に対応するキャビティを備えた金型への上記シール対象基材の配置を行った上で、該キャビティ内に未加硫ゴム材を注入して、上記シール対象基材の所定部位にゴム材を上記ガスケット形状となるよう一体加硫成型し、脱型後、上記所定部位から食み出した接着剤により上記基材に固着したゴムバリ部分をレーザ処理して当該接着剤と共に焼失除去することを特徴とするガスケット構造体の製造方法。
【請求項4】
請求項3に記載のガスケット構造体の製造方法において、
前記シール対象基材が金属材からなることを特徴とするガスケット構造体の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−190237(P2010−190237A)
【公開日】平成22年9月2日(2010.9.2)
【国際特許分類】
【出願番号】特願2009−32237(P2009−32237)
【出願日】平成21年2月16日(2009.2.16)
【出願人】(000225359)内山工業株式会社 (204)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成22年9月2日(2010.9.2)
【国際特許分類】
【出願日】平成21年2月16日(2009.2.16)
【出願人】(000225359)内山工業株式会社 (204)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]