
ガスケット
【課題】密封性の向上を図ったガスケットを提供する。
【解決手段】少なくとも本体部分が金属板で構成されるガスケット10において、ビード30は、ガスケット10がハウジングとカバーとの間に挟み込まれた状態で、ガスケット10の長手方向に垂直な断面において、カバーに対して1箇所で接し、ハウジングに対して2箇所で接する第1領域31と、カバーに対して2箇所で接し、ハウジングに対して3箇所で接する第2領域32と、を備えており、それぞれボルトが挿通される各挿通孔20の近傍に第1領域31が設けられ、各挿通孔20から離れた位置に第2領域32が設けられていることを特徴とする。
【解決手段】少なくとも本体部分が金属板で構成されるガスケット10において、ビード30は、ガスケット10がハウジングとカバーとの間に挟み込まれた状態で、ガスケット10の長手方向に垂直な断面において、カバーに対して1箇所で接し、ハウジングに対して2箇所で接する第1領域31と、カバーに対して2箇所で接し、ハウジングに対して3箇所で接する第2領域32と、を備えており、それぞれボルトが挿通される各挿通孔20の近傍に第1領域31が設けられ、各挿通孔20から離れた位置に第2領域32が設けられていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、少なくとも本体部分が金属板で構成されたガスケットに関するものである。
【背景技術】
【0002】
従来、2部材間の隙間を封止するガスケットとして、本体部分が金属板で構成されたガスケットが知られている。このような従来例に係るガスケットについて、図7を参照して説明する。図7は従来例に係るガスケットが2部材によって挟み込まれた状態を示す模式的断面図である。なお、図7においては、ガスケットの長手方向に垂直に切断した断面図を示している。
【0003】
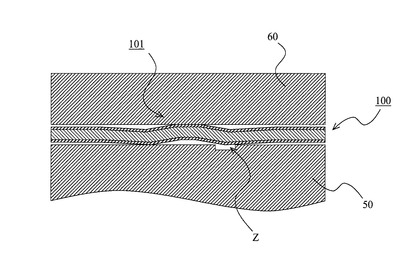
従来例に係るガスケット100は、ハウジング50とカバー60によって挟み込まれることによって、これらハウジング50とカバー60との間の隙間を封止する。このように構成されるガスケット100においては、本体部分が金属板で構成されており、その特性として、塑性加工を施せるメリットがある。そこで、かかるガスケット100においては、一般的に、ガスケット100の長手方向に沿ってビード101が形成され、密封性が高められている。
【0004】
すなわち、ビード101を形成した場合には、ハウジング50とカバー60によって挟み込まれた際に、ビード101における3箇所の角部の辺りが、ハウジング50とカバー60に接触する。したがって、この接触部付近に接触圧力が集中するため、ビード101を設けずに、ガスケットが平面的にハウジング50とカバー60に接触する場合に比べて、密封性を高めることが可能となる。
【0005】
しかしながら、ハウジング50やカバー60がダイカストの場合、表面に鋳巣が形成され得る。図7に示す例では、ハウジング50の表面に鋳巣Zが形成された場合を示している。この図7に示す例のように、ビード101の角部がハウジング50に接触する位置に、たまたま鋳巣Zが形成されていると、この角部と鋳巣Zとの間に隙間ができ、密封性が低下する原因となってしまう。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開昭62−261755号公報
【特許文献2】実用新案登録第2589387号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、密封性の向上を図ったガスケットを提供することにある。
【課題を解決するための手段】
【0008】
本発明は、上記課題を解決するために以下の手段を採用した。
【0009】
すなわち、本発明のガスケットは、
複数のボルトによって互いに固定される2部材に挟み込まれて、これら2部材間の隙間を封止するガスケットであって、
ガスケットの長手方向に沿って設けられるビードと、前記複数のボルトがそれぞれ挿通される複数の挿通孔とを備え、かつ少なくとも本体部分が金属板で構成されるガスケット(金属板のみで構成されてもよいし、金属板の表面が弾性体等で覆われていてもよい)に
おいて、
前記ビードは、
ガスケットが前記2部材に挟み込まれた状態で、ガスケットの長手方向に垂直な断面において、2部材のうちの一方の部材に対して1箇所で接し、他方の部材に対して2箇所で接する第1領域と、
ガスケットが前記2部材に挟み込まれた状態で、ガスケットの長手方向に垂直な断面において、2部材のうちの一方の部材に対して2箇所で接し、他方の部材に対して3箇所で接する第2領域と、を備えており、
各挿通孔の近傍に第1領域が設けられ、各挿通孔から離れた位置に第2領域が設けられていることを特徴とする。
【0010】
以上のように構成された本発明によれば、ボルトが挿通される挿通孔の近傍においては、ビードが、ガスケットの長手方向に垂直な断面において、2部材のうちの一方の部材に対して1箇所で接し、他方の部材に対して2箇所で接する。これにより、挿通孔の近傍においては、ビードの2部材に対する接触圧力の経時的な低下を抑制することができる。したがって、ボルトの軸部における軸力の経時的な低下を抑制することができる。
【0011】
また、ボルトが挿通される挿通孔から離れていることで、2部材による挟み込み力が低い位置においては、ビードが、ガスケットの長手方向に垂直な断面において、2部材のうちの一方の部材に対して2箇所で接し、他方の部材に対して3箇所で接する。これにより、ビードと2部材との間で接触が不十分な箇所が生じたとしても、密封性の低下を抑制することができる。
【0012】
また、ボルトが挿通される挿通孔の近傍(2部材による挟み込み力が大きい位置)ではビードの接触箇所が少なく、挿通孔から離れた位置(2部材による挟み込み力が小さい位置)ではビードの接触箇所が多くなるように構成される。したがって、ビードの2部材に対する接触圧力(面圧)のバラツキを抑制させることができ、安定した密封性が得られる。
【0013】
前記ビードは、前記複数の挿通孔に対して、密閉領域側を通るように設けられているとよい。
【0014】
これにより、ビードが、挿通孔の外側(密閉領域とは反対側)において、2部材に対して非接触となることを防止できる。
【発明の効果】
【0015】
以上説明したように、本発明によれば、密封性の向上を図ることができる。
【図面の簡単な説明】
【0016】
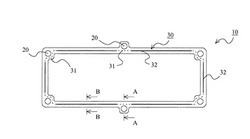
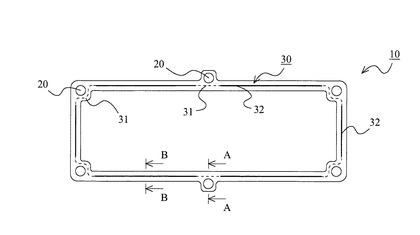
【図1】図1は本発明の実施例に係るガスケットの概略平面図である。
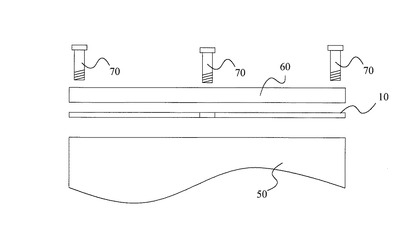
【図2】図2は本発明の実施例に係るガスケットを組み込む前の様子を示す概略図(側面側から見た図の一部)である。
【図3】図3は本発明の実施例に係るガスケットの模式的断面図(図1中、AA断面図)である。
【図4】図4は本発明の実施例に係るガスケット(図1中、AA断面に相当)が2部材によって挟み込まれた状態を示す模式的断面図である。
【図5】図5は本発明の実施例に係るガスケットの模式的断面図(図1中、BB断面図)である。
【図6】図6は本発明の実施例に係るガスケット(図1中、BB断面に相当)が2部材によって挟み込まれた状態を示す模式的断面図である。
【図7】図7は従来例に係るガスケットが2部材によって挟み込まれた状態を示す模式的断面図である。
【図8】図8は本発明の実施例における前提技術に係るガスケットが2部材によって挟み込まれた状態を示す模式的断面図である。
【発明を実施するための形態】
【0017】
以下に図面を参照して、この発明を実施するための形態を、実施例に基づき例示的に詳しく説明する。ただし、以下の実施例に記載されている構成部品の寸法、材質、形状、その相対配置などは、特に特定的な記載がない限りは、この発明の範囲をそれらのみに限定する趣旨のものではない。
【0018】
本発明の実施例に係るガスケットは、2部材間の隙間を封止するために設けられる。より具体的には、ミッションケースやハイブリッド車用インバーターケースなど、2部材がダイカストである場合に好適に適用できる。
【0019】
背景技術の中で説明した通り、ビードを設けることによって、接触圧力を集中することで、密封性能を高めることが可能になるものの、ビードの角部に鋳巣が存在すると、密封性が低下してしまう。
【0020】
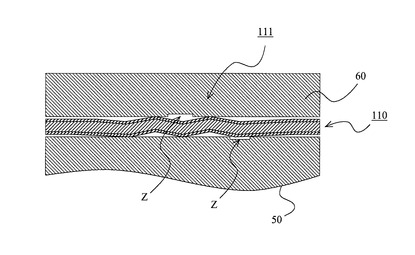
そこで、接触箇所をより多くすることで、密封性の低下を抑制することが考えられる。以下、本発明の実施例に係るガスケットにおける前提となる技術について、図8を参照して説明する。図8は本発明の実施例における前提技術に係るガスケットが2部材によって挟み込まれた状態を示す模式的断面図である。このガスケット110においては、ビード111における突出側の頂部分の横幅を広くしている。これにより、ガスケット110がハウジング50とカバー60によって挟み込まれた場合には、頂部分が大きく変形し、ビード111は、5箇所でハウジング50とカバー60に対して接触する。したがって、ビード111が接触すべき位置に鋳巣Zがあって、1箇所で漏れが生じても、他の箇所で封止されれば、密封性は保たれる。
【0021】
図8に示す例では、ハウジング50及びカバー60の表面にそれぞれ鋳巣Zが形成されている。これにより、ハウジング50に対して、ガスケット110が3箇所で封止すべきところ、図中右側の1箇所でビード111と鋳巣Zとの間に隙間が生じてしまっている。しかし、図中中央と左側の2箇所で封止されているので、密封性に影響はない。
【0022】
以上のように、ビードのハウジング50やカバー60に対する接触箇所を増やすほど、鋳巣Zによる密封性の低下を抑制することが可能となる。
【0023】
しかしながら、ハウジング50とカバー60との間の隙間を密封する場合に、全ての領域において、上記のような5箇所の接触部を有する密封構造を採用する場合に、必ずしも十分ではない場合がある。この点について、以下に説明する。
【0024】
ハウジング50とカバー60による挟持荷重はボルト軸力により決まり、一定であるため、接触箇所を増やすほどビードの圧縮量は低下してしまう。そのため、接触箇所を増やすほど、ハウジング50やカバー60に対する接触圧力の経時的な低下が顕著になってしまう。つまり、環境温度の変化によって、ハウジング50及びカバー60は熱膨張・収縮するため、これらハウジング50とカバー60との間の隙間は変化する。これにより、ガスケットにおけるビードも繰り返し変形するため、経時的な劣化によってビードが徐々にへたってしまう。このように、ビードのヘタリが進行していくと、ビードの圧縮量(圧縮率)が小さいほど、ガスケットのハウジング50やカバー60に対する接触圧力の低下が顕著になる。
【0025】
そして、ガスケットのハウジング50やカバー60に対する接触圧力が低下した場合において、その近傍にボルトによる締結部が存在した場合には、ボルトの軸部に対して軸方向に与える力(引張力)が低下してしまう。つまり、ボルトの軸力が低下してしまう問題が生じる。これにより、密封性が低下してしまったり、ボルトが緩んで締結力が更に低下してしまったりする。
【0026】
したがって、ボルトによる締結部付近において、上記のように接触箇所を増やすことは、むしろ密封性能を低下させる原因となることがある。そこで、以下に説明するように、本発明の実施例に係るガスケットにおいては、ボルトによる締結力を安定させつつ、密封性能向上を図るようにした。
【0027】
(実施例)
図1〜図6を参照して、本発明の実施例に係るガスケットについて説明する。
【0028】
<全体構成>
本発明の実施例に係るガスケットの全体的な構成について説明する。本実施例に係るガスケット10は、内部中空のハウジング50と、ハウジング50に形成された開口部を塞ぐためのカバー60との間の隙間を封止するために設けられる。これらハウジング50とカバー60はいずれもダイカストである。なお、カバー60が2部材のうちの一方の部材に相当し、ハウジング50が2部材のうちの他方の部材に相当する。
【0029】
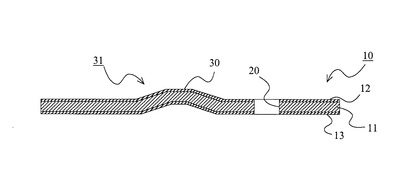
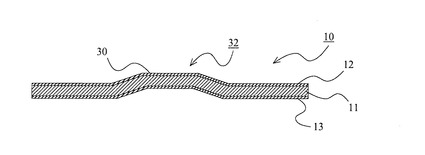
ガスケット10は、その本体部分が金属板(鋼板)11で構成されている。より具体的には、例えば、冷間圧延鋼やステンレス鋼により構成される。そして、この金属板11の両面は、それぞれ弾性体であるゴム層12,13によって覆われている。なお、これらゴム層12,13の表面に、所望の機能に応じたコート剤によってコーティングすることも好適である。
【0030】
ハウジング50とカバー60は、複数(本実施例では6個)のボルト70の締結によって固定されるように構成されている。そして、ガスケット10には、複数のボルト70(の軸部)がそれぞれ挿通される複数(本実施例では6個)の挿通孔20が設けられている。また、ガスケット10には、その長手方向に沿って、ビード30が設けられている。このビード30は、複数の挿通孔20に対して、密閉領域側(内側)を通るように設けられている(図1参照)。なお、このビード30は、金属板11にエンボス状の塑性加工を施すことで得られる。
【0031】
そして、本実施例に係るビード30は、その位置により、構造が異なっている。具体的には、2種類の構造を備えている。以下、このビード30について、更に詳細に説明する。
【0032】
<ビード>
本実施例に係るビード30は、外力が作用していない状態においては、全域に亘って、一方側(本実施例ではカバー60側)に突出する凸部で構成されているが、ハウジング50とカバー60によって挟み込まれた際の作用が異なるように、2種類の構造を備えている。すなわち、挿通孔20の近傍と、挿通孔20から離れた位置とで、その構造が異なっている。より具体的には、図1において、ビード30のうち、点線で示す第1領域31と、太線で示す第2領域32とで、それぞれビード30の構造が異なっている。
【0033】
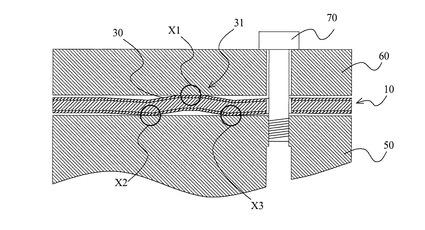
第1領域31においては、ビード30における突出側の頂部分の幅が狭くなるように構成されている(図3参照)。これにより、ハウジング50とカバー60によってビード3
0が挟み込まれた場合に、頂部分は大きく変形することはない。そのため、ビード30は、ガスケット10がハウジング50とカバー60に挟み込まれた状態で、ガスケット10の長手方向に垂直な断面において、カバー60に対して1箇所(図4中X1)で接し、ハウジング50に対して2箇所(図4中X2,X3)で接する。すなわち、ビード30の頂部分(X1)がカバー60に接し、ビード30の幅方向の両側の下端(X2,X3)がハウジング50に接する。
【0034】
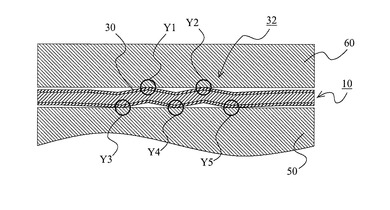
第2領域32においては、ビード30における突出側の頂部分の幅が広くなるように構成されている(図5参照)。これにより、ハウジング50とカバー60によってビード30が挟み込まれた場合に、頂部分は大きく変形する。そのため、ビード30は、ガスケット10がハウジング50とカバー60に挟み込まれた状態で、ガスケット10の長手方向に垂直な断面において、カバー60に対して2箇所(図6中Y1,Y2)で接し、ハウジング50に対して3箇所(図6中Y3,Y4,Y5)で接する。すなわち、ビード30の頂部分のうち幅方向の両端(Y1,Y2)がカバー60に接し、頂部分は、その中央付近がハウジング50側に向かうように変形する。これにより、ビード30の幅方向の両側の下端(Y3,Y5)と、外力を受けていない状態における頂部分の中央付近の裏側に相当する部位(Y4)がハウジング50に接する。
【0035】
<本実施例に係るガスケットの優れた点>
以上のように、本実施例に係るガスケット10によれば、ボルト70が挿通される挿通孔20の近傍においては、ビード30が、ガスケット10の長手方向に垂直な断面において、カバー60に対して1箇所で接し、ハウジング50に対して2箇所で接する。これにより、挿通孔20の近傍においては、ビード30のカバー60やハウジング50に対する接触圧力の経時的な低下を抑制することができる。これにより、ボルト70の軸部における軸力の経時的な低下を抑制することができる。したがって、ボルト70の緩みによる締結力の低下を抑制できる。なお、ビード30のカバー60やハウジング50に対する接触箇所を少なくすることによって、接触圧力の経時的な低下を抑制できることについては、本発明の実施例における前提技術の中で説明した通りである。
【0036】
また、ボルト70が挿通される挿通孔20から離れていることで、ハウジング50とカバー60による挟み込み力が低い位置においては、ビード30が、ガスケット10の長手方向に垂直な断面において、カバー60に対して2箇所で接し、ハウジング50に対して3箇所で接する。これにより、鋳巣などが原因で、ビード30とハウジング50やカバー60との間で接触が不十分な箇所が生じたとしても、密封性の低下を抑制することができる。なお、ビード30のカバー60やハウジング50に対する接触箇所を多くすることによって、密封性の低下を抑制できることについては、本発明の実施例における前提技術の中で説明した通りである。
【0037】
また、ボルト70が挿通される挿通孔20の近傍(ハウジング50とカバー60による挟み込み力が大きい位置)ではビード30の接触箇所が少なく、挿通孔20から離れた位置(ハウジング50とカバー60による挟み込み力が小さい位置)ではビード30の接触箇所が多くなるように構成される。したがって、ビード30のハウジング50やカバー60に対する接触圧力(面圧)のバラツキを抑制させることができ、安定した密封性が得られる。
【0038】
更に、本実施例では、ビード30は、複数の挿通孔20に対して、密閉領域側(内側)を通るように構成している。したがって、ビード30が、挿通孔20の外側(密閉領域とは反対側)において、ハウジング50やカバー60に対して非接触となることを防止できる。
【符号の説明】
【0039】
10 ガスケット
11 金属板
12,13 ゴム層
20 挿通孔
30 ビード
31 第1領域
32 第2領域
50 ハウジング
60 カバー
70 ボルト
【技術分野】
【0001】
本発明は、少なくとも本体部分が金属板で構成されたガスケットに関するものである。
【背景技術】
【0002】
従来、2部材間の隙間を封止するガスケットとして、本体部分が金属板で構成されたガスケットが知られている。このような従来例に係るガスケットについて、図7を参照して説明する。図7は従来例に係るガスケットが2部材によって挟み込まれた状態を示す模式的断面図である。なお、図7においては、ガスケットの長手方向に垂直に切断した断面図を示している。
【0003】
従来例に係るガスケット100は、ハウジング50とカバー60によって挟み込まれることによって、これらハウジング50とカバー60との間の隙間を封止する。このように構成されるガスケット100においては、本体部分が金属板で構成されており、その特性として、塑性加工を施せるメリットがある。そこで、かかるガスケット100においては、一般的に、ガスケット100の長手方向に沿ってビード101が形成され、密封性が高められている。
【0004】
すなわち、ビード101を形成した場合には、ハウジング50とカバー60によって挟み込まれた際に、ビード101における3箇所の角部の辺りが、ハウジング50とカバー60に接触する。したがって、この接触部付近に接触圧力が集中するため、ビード101を設けずに、ガスケットが平面的にハウジング50とカバー60に接触する場合に比べて、密封性を高めることが可能となる。
【0005】
しかしながら、ハウジング50やカバー60がダイカストの場合、表面に鋳巣が形成され得る。図7に示す例では、ハウジング50の表面に鋳巣Zが形成された場合を示している。この図7に示す例のように、ビード101の角部がハウジング50に接触する位置に、たまたま鋳巣Zが形成されていると、この角部と鋳巣Zとの間に隙間ができ、密封性が低下する原因となってしまう。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開昭62−261755号公報
【特許文献2】実用新案登録第2589387号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、密封性の向上を図ったガスケットを提供することにある。
【課題を解決するための手段】
【0008】
本発明は、上記課題を解決するために以下の手段を採用した。
【0009】
すなわち、本発明のガスケットは、
複数のボルトによって互いに固定される2部材に挟み込まれて、これら2部材間の隙間を封止するガスケットであって、
ガスケットの長手方向に沿って設けられるビードと、前記複数のボルトがそれぞれ挿通される複数の挿通孔とを備え、かつ少なくとも本体部分が金属板で構成されるガスケット(金属板のみで構成されてもよいし、金属板の表面が弾性体等で覆われていてもよい)に
おいて、
前記ビードは、
ガスケットが前記2部材に挟み込まれた状態で、ガスケットの長手方向に垂直な断面において、2部材のうちの一方の部材に対して1箇所で接し、他方の部材に対して2箇所で接する第1領域と、
ガスケットが前記2部材に挟み込まれた状態で、ガスケットの長手方向に垂直な断面において、2部材のうちの一方の部材に対して2箇所で接し、他方の部材に対して3箇所で接する第2領域と、を備えており、
各挿通孔の近傍に第1領域が設けられ、各挿通孔から離れた位置に第2領域が設けられていることを特徴とする。
【0010】
以上のように構成された本発明によれば、ボルトが挿通される挿通孔の近傍においては、ビードが、ガスケットの長手方向に垂直な断面において、2部材のうちの一方の部材に対して1箇所で接し、他方の部材に対して2箇所で接する。これにより、挿通孔の近傍においては、ビードの2部材に対する接触圧力の経時的な低下を抑制することができる。したがって、ボルトの軸部における軸力の経時的な低下を抑制することができる。
【0011】
また、ボルトが挿通される挿通孔から離れていることで、2部材による挟み込み力が低い位置においては、ビードが、ガスケットの長手方向に垂直な断面において、2部材のうちの一方の部材に対して2箇所で接し、他方の部材に対して3箇所で接する。これにより、ビードと2部材との間で接触が不十分な箇所が生じたとしても、密封性の低下を抑制することができる。
【0012】
また、ボルトが挿通される挿通孔の近傍(2部材による挟み込み力が大きい位置)ではビードの接触箇所が少なく、挿通孔から離れた位置(2部材による挟み込み力が小さい位置)ではビードの接触箇所が多くなるように構成される。したがって、ビードの2部材に対する接触圧力(面圧)のバラツキを抑制させることができ、安定した密封性が得られる。
【0013】
前記ビードは、前記複数の挿通孔に対して、密閉領域側を通るように設けられているとよい。
【0014】
これにより、ビードが、挿通孔の外側(密閉領域とは反対側)において、2部材に対して非接触となることを防止できる。
【発明の効果】
【0015】
以上説明したように、本発明によれば、密封性の向上を図ることができる。
【図面の簡単な説明】
【0016】
【図1】図1は本発明の実施例に係るガスケットの概略平面図である。
【図2】図2は本発明の実施例に係るガスケットを組み込む前の様子を示す概略図(側面側から見た図の一部)である。
【図3】図3は本発明の実施例に係るガスケットの模式的断面図(図1中、AA断面図)である。
【図4】図4は本発明の実施例に係るガスケット(図1中、AA断面に相当)が2部材によって挟み込まれた状態を示す模式的断面図である。
【図5】図5は本発明の実施例に係るガスケットの模式的断面図(図1中、BB断面図)である。
【図6】図6は本発明の実施例に係るガスケット(図1中、BB断面に相当)が2部材によって挟み込まれた状態を示す模式的断面図である。
【図7】図7は従来例に係るガスケットが2部材によって挟み込まれた状態を示す模式的断面図である。
【図8】図8は本発明の実施例における前提技術に係るガスケットが2部材によって挟み込まれた状態を示す模式的断面図である。
【発明を実施するための形態】
【0017】
以下に図面を参照して、この発明を実施するための形態を、実施例に基づき例示的に詳しく説明する。ただし、以下の実施例に記載されている構成部品の寸法、材質、形状、その相対配置などは、特に特定的な記載がない限りは、この発明の範囲をそれらのみに限定する趣旨のものではない。
【0018】
本発明の実施例に係るガスケットは、2部材間の隙間を封止するために設けられる。より具体的には、ミッションケースやハイブリッド車用インバーターケースなど、2部材がダイカストである場合に好適に適用できる。
【0019】
背景技術の中で説明した通り、ビードを設けることによって、接触圧力を集中することで、密封性能を高めることが可能になるものの、ビードの角部に鋳巣が存在すると、密封性が低下してしまう。
【0020】
そこで、接触箇所をより多くすることで、密封性の低下を抑制することが考えられる。以下、本発明の実施例に係るガスケットにおける前提となる技術について、図8を参照して説明する。図8は本発明の実施例における前提技術に係るガスケットが2部材によって挟み込まれた状態を示す模式的断面図である。このガスケット110においては、ビード111における突出側の頂部分の横幅を広くしている。これにより、ガスケット110がハウジング50とカバー60によって挟み込まれた場合には、頂部分が大きく変形し、ビード111は、5箇所でハウジング50とカバー60に対して接触する。したがって、ビード111が接触すべき位置に鋳巣Zがあって、1箇所で漏れが生じても、他の箇所で封止されれば、密封性は保たれる。
【0021】
図8に示す例では、ハウジング50及びカバー60の表面にそれぞれ鋳巣Zが形成されている。これにより、ハウジング50に対して、ガスケット110が3箇所で封止すべきところ、図中右側の1箇所でビード111と鋳巣Zとの間に隙間が生じてしまっている。しかし、図中中央と左側の2箇所で封止されているので、密封性に影響はない。
【0022】
以上のように、ビードのハウジング50やカバー60に対する接触箇所を増やすほど、鋳巣Zによる密封性の低下を抑制することが可能となる。
【0023】
しかしながら、ハウジング50とカバー60との間の隙間を密封する場合に、全ての領域において、上記のような5箇所の接触部を有する密封構造を採用する場合に、必ずしも十分ではない場合がある。この点について、以下に説明する。
【0024】
ハウジング50とカバー60による挟持荷重はボルト軸力により決まり、一定であるため、接触箇所を増やすほどビードの圧縮量は低下してしまう。そのため、接触箇所を増やすほど、ハウジング50やカバー60に対する接触圧力の経時的な低下が顕著になってしまう。つまり、環境温度の変化によって、ハウジング50及びカバー60は熱膨張・収縮するため、これらハウジング50とカバー60との間の隙間は変化する。これにより、ガスケットにおけるビードも繰り返し変形するため、経時的な劣化によってビードが徐々にへたってしまう。このように、ビードのヘタリが進行していくと、ビードの圧縮量(圧縮率)が小さいほど、ガスケットのハウジング50やカバー60に対する接触圧力の低下が顕著になる。
【0025】
そして、ガスケットのハウジング50やカバー60に対する接触圧力が低下した場合において、その近傍にボルトによる締結部が存在した場合には、ボルトの軸部に対して軸方向に与える力(引張力)が低下してしまう。つまり、ボルトの軸力が低下してしまう問題が生じる。これにより、密封性が低下してしまったり、ボルトが緩んで締結力が更に低下してしまったりする。
【0026】
したがって、ボルトによる締結部付近において、上記のように接触箇所を増やすことは、むしろ密封性能を低下させる原因となることがある。そこで、以下に説明するように、本発明の実施例に係るガスケットにおいては、ボルトによる締結力を安定させつつ、密封性能向上を図るようにした。
【0027】
(実施例)
図1〜図6を参照して、本発明の実施例に係るガスケットについて説明する。
【0028】
<全体構成>
本発明の実施例に係るガスケットの全体的な構成について説明する。本実施例に係るガスケット10は、内部中空のハウジング50と、ハウジング50に形成された開口部を塞ぐためのカバー60との間の隙間を封止するために設けられる。これらハウジング50とカバー60はいずれもダイカストである。なお、カバー60が2部材のうちの一方の部材に相当し、ハウジング50が2部材のうちの他方の部材に相当する。
【0029】
ガスケット10は、その本体部分が金属板(鋼板)11で構成されている。より具体的には、例えば、冷間圧延鋼やステンレス鋼により構成される。そして、この金属板11の両面は、それぞれ弾性体であるゴム層12,13によって覆われている。なお、これらゴム層12,13の表面に、所望の機能に応じたコート剤によってコーティングすることも好適である。
【0030】
ハウジング50とカバー60は、複数(本実施例では6個)のボルト70の締結によって固定されるように構成されている。そして、ガスケット10には、複数のボルト70(の軸部)がそれぞれ挿通される複数(本実施例では6個)の挿通孔20が設けられている。また、ガスケット10には、その長手方向に沿って、ビード30が設けられている。このビード30は、複数の挿通孔20に対して、密閉領域側(内側)を通るように設けられている(図1参照)。なお、このビード30は、金属板11にエンボス状の塑性加工を施すことで得られる。
【0031】
そして、本実施例に係るビード30は、その位置により、構造が異なっている。具体的には、2種類の構造を備えている。以下、このビード30について、更に詳細に説明する。
【0032】
<ビード>
本実施例に係るビード30は、外力が作用していない状態においては、全域に亘って、一方側(本実施例ではカバー60側)に突出する凸部で構成されているが、ハウジング50とカバー60によって挟み込まれた際の作用が異なるように、2種類の構造を備えている。すなわち、挿通孔20の近傍と、挿通孔20から離れた位置とで、その構造が異なっている。より具体的には、図1において、ビード30のうち、点線で示す第1領域31と、太線で示す第2領域32とで、それぞれビード30の構造が異なっている。
【0033】
第1領域31においては、ビード30における突出側の頂部分の幅が狭くなるように構成されている(図3参照)。これにより、ハウジング50とカバー60によってビード3
0が挟み込まれた場合に、頂部分は大きく変形することはない。そのため、ビード30は、ガスケット10がハウジング50とカバー60に挟み込まれた状態で、ガスケット10の長手方向に垂直な断面において、カバー60に対して1箇所(図4中X1)で接し、ハウジング50に対して2箇所(図4中X2,X3)で接する。すなわち、ビード30の頂部分(X1)がカバー60に接し、ビード30の幅方向の両側の下端(X2,X3)がハウジング50に接する。
【0034】
第2領域32においては、ビード30における突出側の頂部分の幅が広くなるように構成されている(図5参照)。これにより、ハウジング50とカバー60によってビード30が挟み込まれた場合に、頂部分は大きく変形する。そのため、ビード30は、ガスケット10がハウジング50とカバー60に挟み込まれた状態で、ガスケット10の長手方向に垂直な断面において、カバー60に対して2箇所(図6中Y1,Y2)で接し、ハウジング50に対して3箇所(図6中Y3,Y4,Y5)で接する。すなわち、ビード30の頂部分のうち幅方向の両端(Y1,Y2)がカバー60に接し、頂部分は、その中央付近がハウジング50側に向かうように変形する。これにより、ビード30の幅方向の両側の下端(Y3,Y5)と、外力を受けていない状態における頂部分の中央付近の裏側に相当する部位(Y4)がハウジング50に接する。
【0035】
<本実施例に係るガスケットの優れた点>
以上のように、本実施例に係るガスケット10によれば、ボルト70が挿通される挿通孔20の近傍においては、ビード30が、ガスケット10の長手方向に垂直な断面において、カバー60に対して1箇所で接し、ハウジング50に対して2箇所で接する。これにより、挿通孔20の近傍においては、ビード30のカバー60やハウジング50に対する接触圧力の経時的な低下を抑制することができる。これにより、ボルト70の軸部における軸力の経時的な低下を抑制することができる。したがって、ボルト70の緩みによる締結力の低下を抑制できる。なお、ビード30のカバー60やハウジング50に対する接触箇所を少なくすることによって、接触圧力の経時的な低下を抑制できることについては、本発明の実施例における前提技術の中で説明した通りである。
【0036】
また、ボルト70が挿通される挿通孔20から離れていることで、ハウジング50とカバー60による挟み込み力が低い位置においては、ビード30が、ガスケット10の長手方向に垂直な断面において、カバー60に対して2箇所で接し、ハウジング50に対して3箇所で接する。これにより、鋳巣などが原因で、ビード30とハウジング50やカバー60との間で接触が不十分な箇所が生じたとしても、密封性の低下を抑制することができる。なお、ビード30のカバー60やハウジング50に対する接触箇所を多くすることによって、密封性の低下を抑制できることについては、本発明の実施例における前提技術の中で説明した通りである。
【0037】
また、ボルト70が挿通される挿通孔20の近傍(ハウジング50とカバー60による挟み込み力が大きい位置)ではビード30の接触箇所が少なく、挿通孔20から離れた位置(ハウジング50とカバー60による挟み込み力が小さい位置)ではビード30の接触箇所が多くなるように構成される。したがって、ビード30のハウジング50やカバー60に対する接触圧力(面圧)のバラツキを抑制させることができ、安定した密封性が得られる。
【0038】
更に、本実施例では、ビード30は、複数の挿通孔20に対して、密閉領域側(内側)を通るように構成している。したがって、ビード30が、挿通孔20の外側(密閉領域とは反対側)において、ハウジング50やカバー60に対して非接触となることを防止できる。
【符号の説明】
【0039】
10 ガスケット
11 金属板
12,13 ゴム層
20 挿通孔
30 ビード
31 第1領域
32 第2領域
50 ハウジング
60 カバー
70 ボルト
【特許請求の範囲】
【請求項1】
複数のボルトによって互いに固定される2部材に挟み込まれて、これら2部材間の隙間を封止するガスケットであって、
ガスケットの長手方向に沿って設けられるビードと、前記複数のボルトがそれぞれ挿通される複数の挿通孔とを備え、かつ少なくとも本体部分が金属板で構成されるガスケットにおいて、
前記ビードは、
ガスケットが前記2部材に挟み込まれた状態で、ガスケットの長手方向に垂直な断面において、2部材のうちの一方の部材に対して1箇所で接し、他方の部材に対して2箇所で接する第1領域と、
ガスケットが前記2部材に挟み込まれた状態で、ガスケットの長手方向に垂直な断面において、2部材のうちの一方の部材に対して2箇所で接し、他方の部材に対して3箇所で接する第2領域と、を備えており、
各挿通孔の近傍に第1領域が設けられ、各挿通孔から離れた位置に第2領域が設けられていることを特徴とするガスケット。
【請求項2】
前記ビードは、前記複数の挿通孔に対して、密閉領域側を通るように設けられていることを特徴とする請求項1に記載のガスケット。
【請求項1】
複数のボルトによって互いに固定される2部材に挟み込まれて、これら2部材間の隙間を封止するガスケットであって、
ガスケットの長手方向に沿って設けられるビードと、前記複数のボルトがそれぞれ挿通される複数の挿通孔とを備え、かつ少なくとも本体部分が金属板で構成されるガスケットにおいて、
前記ビードは、
ガスケットが前記2部材に挟み込まれた状態で、ガスケットの長手方向に垂直な断面において、2部材のうちの一方の部材に対して1箇所で接し、他方の部材に対して2箇所で接する第1領域と、
ガスケットが前記2部材に挟み込まれた状態で、ガスケットの長手方向に垂直な断面において、2部材のうちの一方の部材に対して2箇所で接し、他方の部材に対して3箇所で接する第2領域と、を備えており、
各挿通孔の近傍に第1領域が設けられ、各挿通孔から離れた位置に第2領域が設けられていることを特徴とするガスケット。
【請求項2】
前記ビードは、前記複数の挿通孔に対して、密閉領域側を通るように設けられていることを特徴とする請求項1に記載のガスケット。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−47508(P2011−47508A)
【公開日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願番号】特願2009−198839(P2009−198839)
【出願日】平成21年8月28日(2009.8.28)
【出願人】(000004385)NOK株式会社 (1,527)
【Fターム(参考)】
【公開日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願日】平成21年8月28日(2009.8.28)
【出願人】(000004385)NOK株式会社 (1,527)
【Fターム(参考)】
[ Back to top ]