
ガスシールドアーク溶接方法及び装置
【課題】狭い開先内でも、開先端部での溶け込みを確保した良好な溶接を無理なく行えるようにする。
【解決手段】溶接トーチ20を揺動させながらガスシールドアーク溶接を行うに際して、溶接トーチ20の溶接ワイヤ24送給方向に垂直な平面において、溶接トーチ20先端を、180度超360度未満の旋回角度で、溶接進行方向の前方点を基準に反転円弧揺動させると共に、溶接トーチ20先端の軌跡が、揺動の左右両端において前回の軌跡と重なるように、溶接速度に応じて、前記反転円弧揺動条件を設定する。
【解決手段】溶接トーチ20を揺動させながらガスシールドアーク溶接を行うに際して、溶接トーチ20の溶接ワイヤ24送給方向に垂直な平面において、溶接トーチ20先端を、180度超360度未満の旋回角度で、溶接進行方向の前方点を基準に反転円弧揺動させると共に、溶接トーチ20先端の軌跡が、揺動の左右両端において前回の軌跡と重なるように、溶接速度に応じて、前記反転円弧揺動条件を設定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガスシールドアーク溶接方法及び装置に係り、特に、下向きのI型狭開先に用いるのに好適な、ガスシールドアーク溶接方法及び装置に関する。
【背景技術】
【0002】
鋼構造物の施工には、広くガスシールドアーク溶接が適用される。なかでも開先を極力小さくした狭開先のガスシールドアーク溶接方法は、特に橋梁、鉄骨、重機等の大型鋼構造物の溶接に対して、施工能率の向上(溶接工数の低減)、溶接品質の向上(溶接入熱の低減)が図れる等の理由から、多くの方式が開発され実用化されている。代表的な方法では、電極そのもの(アーク)を高速回転させる方法、ワイヤを屈曲させる方法があるが、更に、以下に示すような様々な方法が提案されている。
【0003】
例えば特許文献1には、溶接ワイヤを偏心させた給電チップを備えた溶接トーチを用い、溶接トーチ角度θを溶接進行方向に対し0°≦θ≦15°の範囲の前進角に保ち、かつ前記ワイヤの偏心角φを7°≦φ≦20°の範囲に設定し、さらには前記給電チップを回転させてワイヤ先端を溶接進行方向に対し後方に反転させてアーク溶接を行うことが記載されている。
【0004】
又、特許文献2には、母材間に形成された狭開先内にトーチによりワイヤを挿入し、シールドガス供給装置からシールドガスを供給しつつ溶接を行う狭開先溶接方法において、トーチ先端に8〜15°傾けたコンタクトチップを取付け、8〜15°傾けて挿入されたワイヤを回動角180°以下で回動させながら溶接を行うことが記載されている。
【0005】
又、特許文献3には、ワイヤに曲げぐせを付けてトーチ先端から突出する該ワイヤの端部を湾曲させ、かつ該ワイヤをワイヤ直線部における中心軸線を中心として180°より大きく、そして360°より小さい角範囲で往復回動させながら狭開先に沿ってトーチを進行させて該開先をガスシールドアーク溶接することが記載されている。
【0006】
又、特許文献4には、母材の立向狭開先をMIG溶接するにあたり、先端でワイヤを軸芯方向に対し適宜角度屈曲させるチップ及びシールドノズルを立向狭開先内に挿入し、ワイヤ先端を溶接進行方向と反対方向に円弧状に左右対称に反復オシレートさせ、反転及びオシレート速度を自在に制御しつつガスシールド溶接を行うことが記載されている。
【0007】
又、特許文献5には、横向狭開先をガスシールドアーク溶接するにあたり、チップの先端で屈曲されたワイヤを溶接進行方向と反対方向に円弧状にかつ下進時を上進時に比べ速く上下非対称の回動速度で反復オシレートさせ、更に下進時は上進時に比べ溶接電流,電圧を高くして溶接を行うことが記載されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平5−42370号公報
【特許文献2】特開平5−220572号公報
【特許文献3】特開昭56−126078号公報
【特許文献4】特開平7−136765号公報
【特許文献5】特開平7−290243号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
一般に、狭開先溶接における要求事項としては、
(1)狭い開先内で揺動できること、
(2)開先側壁で熱を集中できること、
がある。
【0010】
しかしながら、一般的な揺動は、トーチ(チップ)そのものを左右に動かすので制約が大きい。狭い開先内では開先側壁に接触するおそれがあり、動作範囲に限界があって、必要な量を振れない。通常の揺動は、開先形状を限定しなければ、任意位置(例えば、揺動端部)で停止することにより端部で熱を集中させることが可能であるが、狭い開先内では前述の通り、開先側壁に接触するので必要な量を振れず、開先端部に近づけない。また、無理に適用したとしても開先へのトーチの接触を避けるため必要な量の揺動ができず、その結果、開先の端部に溶込み不良が生じ欠陥が発生する場合があり、従来の一般的な揺動アーク溶接法の狭開先継手への適用には限界があった。
【0011】
この課題を解決するための方法として、前記の高速回転アーク溶接法や、ワイヤを屈曲させる方法等が開発された。いずれの溶接方法も狭く深い開先内で溶接トーチそのものを大きく動作させずにアークを必要量揺動させるという物理的な制約を解消するための工夫がなされている。しかしながら、いずれの方式も物理的な制約は解消されているものの、どちらかといえばアーク力を分散させる効果を狙っているので、I型狭開先のように極端に狭い開先端部に十分な熱が必要な場合には、やや不向きであり、溶接欠陥が発生する場合があった。また、前記特許文献記載の技術のように開先内でアークを溶接進行方向の後方点を基準に円弧状に揺動させる方法や、ワイヤに曲げ癖をつけて円弧状に揺動させる方法においても、ワイヤの送給性(アークの安定性)の不安や開先両端での溶け込み確保に問題が生じる場合もあった。
【0012】
本発明は、前記従来の問題点を解決するべくなされたもので、狭い開先内でも、開先端部での溶け込みを確保した良好な溶接を無理なく行えるようにすることを課題とする。
【課題を解決するための手段】
【0013】
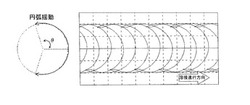
本発明は、溶接トーチを揺動させながらガスシールドアーク溶接を行うに際して、溶接トーチの溶接ワイヤ送給方向に垂直な平面において、図1に例示する如く、溶接トーチ先端を、180度超360度未満の旋回角度で、溶接進行方向の前方点を基準に反転円弧揺動させると共に、溶接トーチ先端の軌跡が、揺動の左右両端において前回の軌跡と重なるように、溶接速度に応じて、前記反転円弧揺動条件を設定するようにして、前記課題を解決したものである。
【0014】
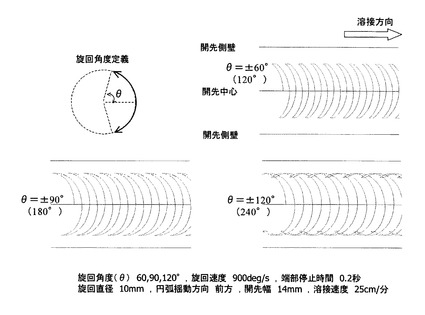
ここで、旋回角度を180度超とするのは、左右両端のアーク軌跡を重ならせることによって、揺動端部(開先側壁)での溶け込みを改善するためである。図2は旋回角度とアーク軌跡を比較したものであるが、旋回角度が大きいほど揺動端部(開先側壁)での揺動ピッチ(溶け込みピッチ)が密となることがわかる。旋回角度を180度超(本例では、240度)とすることにより、左右両端のアーク軌跡を重ならせることができ(180度以下では重ならない)、開先側壁での溶け込み深さを連続状にほぼ一定とし、より安定した溶け込み深さを確保することができるのである。又、旋回角度を180度超とすることによって、揺動端部(開先側壁)ではアークが往復する(アークが前後に動く)ので、より安定した確実な溶け込みが得られ、揺動周波数がそれほど高くなくても、溶け込み形状が左右非対称になりにくい効果もある。
【0015】
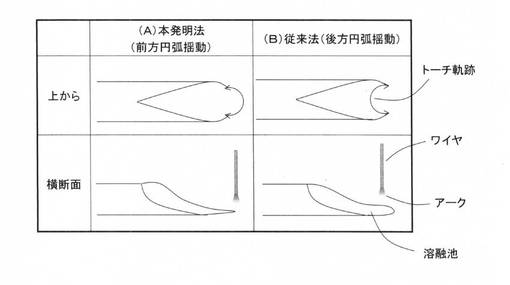
更に、反転円弧揺動の旋回基準点を溶接進行方向の前方点としたのは、溶接トーチ先端の旋回方向の違いによる溶融池とアーク位置の関係の例を図3に示すとおり、後方点を基準とするよりも前方点を基準とした方が、アーク直下の溶融金属の厚みが薄く、より深い溶け込みが得られるためである。
【0016】
本発明は、又、溶接トーチを揺動させながらガスシールドアーク溶接を行うガスシールドアーク溶接装置において、溶接トーチの溶接ワイヤ送給方向に垂直な平面において、溶接トーチ先端を、180度超360度未満の旋回角度で、溶接進行方向の前方点を基準に反転円弧揺動させる手段と、溶接トーチ先端の軌跡が、揺動の左右両端において前回の軌跡と重なるように、溶接速度に応じて、前記反転円弧揺動条件を設定する手段と、溶接線の左右倣い制御を行う手段と、を備えたことを特徴とするガスシールドアーク溶接装置を提供するものである。
【0017】
ここで、前記反転円弧揺動において、通常の溶接対象継手においては、溶接進行方向の前方点を基準とする左右方向の旋回角度、および揺動両端での停止時間が同じであるとともに、溶接進行方向の前方点を中心に、旋回角速度を左右対称とすればよいが、左右非対称の継手や傾斜をともなう継手等対象継手によっては、左右方向の旋回角度や揺動両端での停止時間を異なるものとしたり、旋回角速度をスローアップ又はスローダウンしたり、左右非対象とすることも可能である。
【0018】
また、ワイヤ突出し位置をチップ軸心から所定量偏心した位置となる偏心チップを使用し、溶接トーチそのものを揺動させずに、狭い開先内で電極を開先側壁と干渉させることなく溶接トーチ先端で反転円弧揺動することが可能となり、両端停止時間等も開先形状や条件に応じて自在に設定できるため、狭い開先にも容易に対応できるので、溶接対象継手を、下向のI型開先とすることも可能である。
【発明の効果】
【0019】
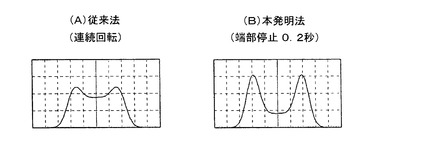
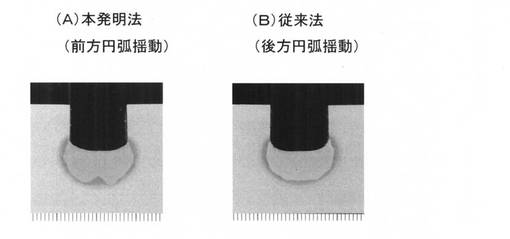
本発明によれば、溶接トーチそのものを物理的に大きく動かすことなく溶接トーチ先端を揺動することができるので、狭い開先内で開先側壁に接触することなく溶接トーチ先端を揺動することが可能となり、例えば開先幅8mm以下の狭い開先内での溶接が可能となる。また、開先両端他で任意に停止時間を設けることで、狭い開先内の任意位置(例えば両端)でアークの集中度合を制御でき、揺動両端での熱の集中により、図4に例示する如く、狭い開先内での溶接品質(溶け込み)を確保することが可能となる。更に、端部停止時間や旋回角度の設定により、図5に例示する如く、開先幅方向の入熱分布が調節可能となり、左右非対象継手や傾斜継手にも有効である。又、適当な速度で揺動できるので、アークによる溶接制御が可能であり、多段階凝固により耐高温割れ性を向上して、形状比(開先幅に対する溶け込み深さの比)を大きくすることもできる。更に、溶接進行方向の後方点を基準に反転円弧揺動(以下、後方円弧揺動と称する)させるのではなく、溶接進行方向の前方点を基準に反転円弧揺動(以下、前方円弧揺動と称する)させたので、図6に旋回角度左右±120度(計240度)、溶接トーチ先端での旋回直径10mm、旋回速度1080度/秒、端部停止時間0.2秒の場合を例示する如く、溶け込み深さを向上できる等の優れた効果を有する。
【図面の簡単な説明】
【0020】
【図1】本発明の原理を説明するための溶接トーチ先端の揺動軌跡の一例を示す図
【図2】同じく溶接トーチ先端の旋回角度とアーク軌跡を比較して示す図
【図3】同じく溶接トーチ先端の旋回方向の違いによる溶融池とアーク位置の関係の例を示す図
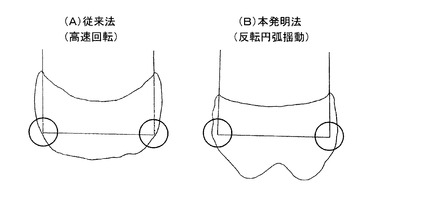
【図4】本発明の効果を説明するための(A)従来法により高速回転した場合と(B)本発明法により反転円弧揺動した場合の開先コーナ部の溶け込みを比較して示す図
【図5】同じく(A)従来法による連続回転時と(B)本発明法により端部で0.2秒停止した場合の入熱分布の例を比較して示す図
【図6】同じく(A)本発明法による前方円弧揺動と(B)従来法による後方円弧揺動の溶け込みを比較して示す図
【図7】本発明の実施形態の全体構成を示す図
【図8】同じく揺動機構を模式的に示す図
【図9】同じく開先形状の一例を示す図
【図10】同じく偏心チップの一例を示す図
【図11】同じく左右倣い制御装置の構成を示す図
【図12】同じく左右比較領域を示す図
【図13】同じく左右倣い制御におけるトーチ位置修正状況を示す図
【図14】同じくワイヤ先端軌跡の例を示す図
【発明を実施するための形態】
【0021】
以下図面を参照して、本発明の実施形態を詳細に説明する。
【0022】
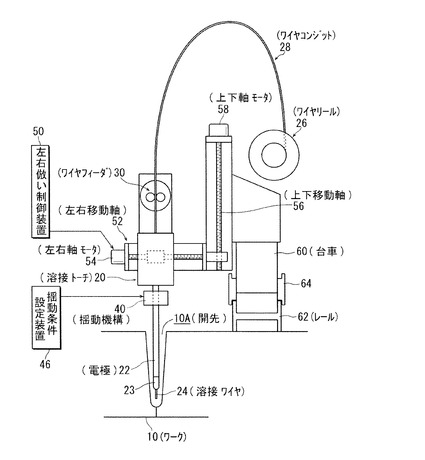
本実施形態は、図7(全体構成)及び図8(揺動機構の概略構成)を示す如く、溶接トーチ20先端を揺動させながらガスシールドアーク溶接を行うガスシールドアーク溶接装置において、溶接トーチ20の溶接ワイヤ24送給方向に垂直な平面において、溶接トーチ20先端を、図1に例示した如く、180度超360度未満(図1では左右±120度=計240度)の旋回角度で、溶接進行方向(図1の右側)の前方点を基準に反転円弧揺動させる揺動機構40と、溶接トーチ20先端の軌跡が、揺動の左右両端において前回の軌跡と重なるように、溶接速度に応じて、前記反転円弧揺動状況を設定する揺動条件設定装置46と、前記反転円弧揺動における溶接進行方向の前方点(即ち、揺動中心)の位置が溶接対象継手の開先中心と一致するように、溶接トーチ20の狙い位置を修正する左右倣い制御を行う左右倣い制御装置50とを備えたものである。
【0023】
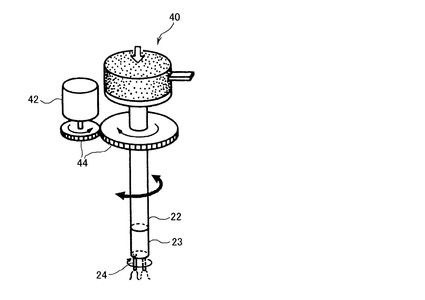
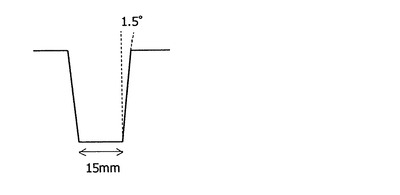
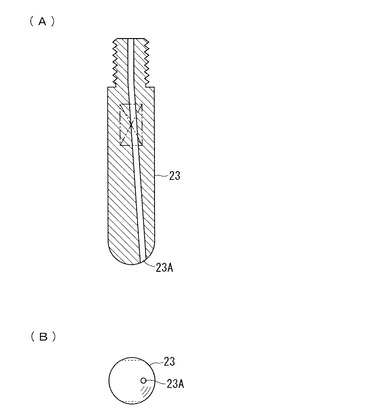
図7において、10は溶接対象のワーク、10Aは、図9に例示するような、例えば開先開度が片側1.5度(両側3度)、開先幅が15mmの溶接対象継手、22は、溶接トーチ20の電極、23は、該電極22の先端に配設された、図10に例示するような、穴23Aから溶接ワイヤ24が斜めに突出するようにするための偏心チップであり、使用するワイヤ先端位置で、数mmから十数mmの旋回直径になるようにワイヤ送給に無理のない角度で加工されている。26はワイヤリール、28はワイヤコンジット、30はワイヤフィーダ、42は揺動用モータ(図8参照)、44は円弧揺動用ギヤ(図8参照)、52は、左右軸モータ54により溶接トーチ20を図の左右にスライドするための左右移動軸、56は、上下軸モータ58により左右移動軸52を全体上下にスライドするための上下移動軸、60は、ワーク10上に載置したレール62上を走行する車輪64を備えた台車である。
【0024】
前記溶接ワイヤ24の直径は、例えば1.2mm、前記電極22の直径は6〜10mmの範囲、例えば8mmとし、前記溶接トーチ20先端(即ち、溶接ワイヤ24先端)での旋回直径は3〜12mmの範囲、例えば8mmとすることができる。
【0025】
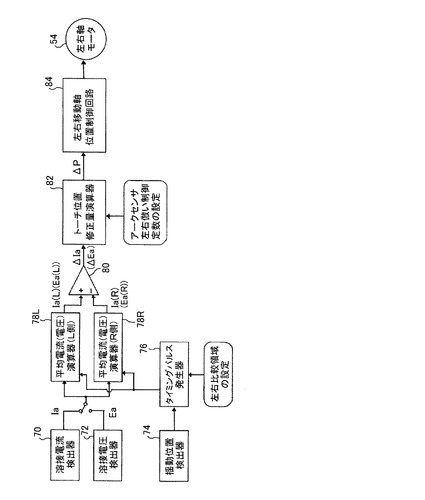
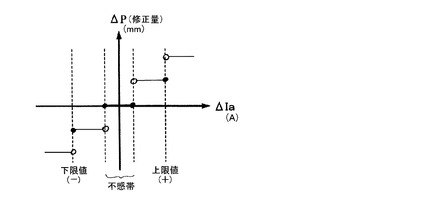
前記左右倣い制御装置50は、図11に詳細に示す如く、溶接電流検出器70、溶接電圧検出器72、エンコーダ等の揺動位置検出器74、図12に示すような溶接電流あるいは溶接電圧を演算する位置(左右比較領域)でタイミングパルスを発生するタイミングパルス発生器76、溶接電流(Ia)検出器70あるいは溶接電圧(Ea)検出器72の出力から、左右の平均電流Ia(L)、Ia(R)あるいは平均電圧Ea(L)、Ea(R)を演算する平均電流(あるいは電圧)演算器78L、78Rと、両者の差△Ia=Ia(L)−Ia(R)(あるいは△Ea=Ea(L)−Ea(R))を演算する差動増幅器80と、偏差△Ia(あるいは△Ea)に応じて、予め設定された、図13に例示するようなアークセンサ左右倣い制御定数(不感帯幅、上限値、修正量等)によりトーチ位置修正量△P(左右移動軸52の補正量)を演算するトーチ位置修正量演算器82と、該トーチ位置修正量演算器82の出力に応じて左右軸モータ54を駆動して左右移動軸52の位置を制御する左右移動軸位置制御回路84とを備えている。
【0026】
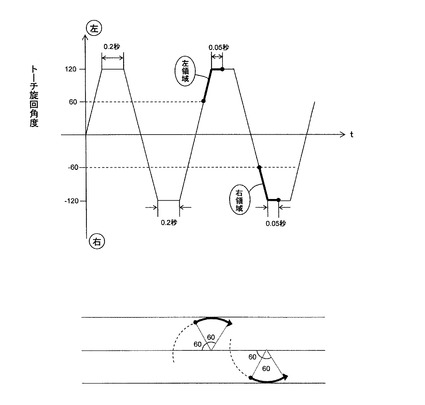
前記左右比較領域は、必要な偏差が生じやすい領域で設定することが望ましいので、例えば旋回条件が旋回角度±120度、端部停止時間0.2秒、旋回速度1080度/秒の場合、図12に例示したように揺動中心(0度)から旋回角度(60度)を超えた位置から、揺動軸(120度)に到達後、0.05秒経過するまでの左右2つの領域とすることができる。なお、より精密な制御を実施するために、左右比較領域を細かく設定(例えば4領域に)することも有効である。
【0027】
ここで、前記左右倣い制御装置50は、左側の溶接電流が大きく、ΔIa=Ia(L)−Ia(R)が不感帯より大きな正の値のとき、溶接トーチ20先端はL(左側)の開先に近いと判断し、左右移動軸52により溶接トーチ20を所定修正量(本実施形態では、ΔIaの大きさに応じて2段階)だけ右側に修正する。逆に、右側の溶接電流が大きく、ΔIaが不感帯より小さな負の値のとき、溶接トーチ20先端はR(右側)の開先に近いと判断し、左右移動軸52により溶接トーチ20の位置を所定修正量だけ左側に修正する。
【0028】
なお、図13の関係によらず、揺動中心補正量を、電流/電圧の左右偏差量に比例させることもできる。
【0029】
又、トーチ高さ制御(上下倣い)は、一般的な方法で行うことができるので、説明は省略する。
【0030】
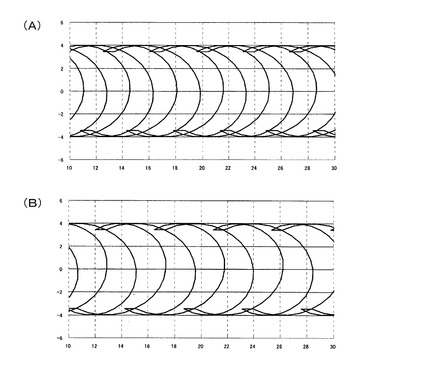
アーク軌跡の一例を図14に示す。図14(A)は、揺動角度が±120度(計240度)、揺動速度が1080度/秒、両端停止時間が0.2秒、溶接速度が25cm/分の例、図14(B)は、揺動速度を720度/秒に変えた例である。
【0031】
本実施形態においては、接触式プローブやレーザ変位計等の一般的なデバイスセンサを用いることなく、溶接アーク自体をセンサとし、溶接電流又は溶接電圧に応じて左右倣い制御を行っているので、構成が簡略である。なお、アークセンサ以外による制御を行うことも可能である。
【0032】
本実施形態によれば、トーチ(チップ)を物理的に大きく動かす(振る)ことなく、円弧状揺動が可能であり、狭い開先内での揺動が可能である。また、円弧の振り角度、振り速度は任意に設定可能である。更に、任意位置(例えば両端)の停止等の設定も可能である。
【0033】
溶接対象が下向きのI型開先の場合、開先開度は両側で1〜10度、開先幅は6〜15mmの範囲であることが好ましいが、これに限定されない。又、偏心チップ方式の場合、電極直径は6〜10mm、溶接トーチ先端での旋回直径は3〜12mmの範囲であることが好ましいが、これに限定されない。
【0034】
溶接プロセスは、ガスシールドアーク溶接、例えば炭酸ガス溶接やマグ溶接に適用できる。また、溶接条件(電流、電圧)は、260A以上のスプレー領域、例えば溶接ワイヤ24の直径が1.2mmの場合、350A、34Vとすることができる。
【0035】
なお、前記実施形態においては、偏心チップの電極を回転することにより揺動を行っていたが、ストレートチップを用いた摺り漕ぎ式による揺動を行うことも可能である。また、対象継手は、下向きのI型狭開先が望ましいが、これに限定されず、V型開先にも適用できる。又、揺動パターンも、左右対称が一般的であるが、左右非対象であってもよい。
【符号の説明】
【0036】
10…ワーク
20…溶接トーチ
22…電極
24…溶接ワイヤ
40…揺動機構
42…揺動用モータ
50…左右倣い制御装置
52…左右移動軸
54…左右軸モータ
【技術分野】
【0001】
本発明は、ガスシールドアーク溶接方法及び装置に係り、特に、下向きのI型狭開先に用いるのに好適な、ガスシールドアーク溶接方法及び装置に関する。
【背景技術】
【0002】
鋼構造物の施工には、広くガスシールドアーク溶接が適用される。なかでも開先を極力小さくした狭開先のガスシールドアーク溶接方法は、特に橋梁、鉄骨、重機等の大型鋼構造物の溶接に対して、施工能率の向上(溶接工数の低減)、溶接品質の向上(溶接入熱の低減)が図れる等の理由から、多くの方式が開発され実用化されている。代表的な方法では、電極そのもの(アーク)を高速回転させる方法、ワイヤを屈曲させる方法があるが、更に、以下に示すような様々な方法が提案されている。
【0003】
例えば特許文献1には、溶接ワイヤを偏心させた給電チップを備えた溶接トーチを用い、溶接トーチ角度θを溶接進行方向に対し0°≦θ≦15°の範囲の前進角に保ち、かつ前記ワイヤの偏心角φを7°≦φ≦20°の範囲に設定し、さらには前記給電チップを回転させてワイヤ先端を溶接進行方向に対し後方に反転させてアーク溶接を行うことが記載されている。
【0004】
又、特許文献2には、母材間に形成された狭開先内にトーチによりワイヤを挿入し、シールドガス供給装置からシールドガスを供給しつつ溶接を行う狭開先溶接方法において、トーチ先端に8〜15°傾けたコンタクトチップを取付け、8〜15°傾けて挿入されたワイヤを回動角180°以下で回動させながら溶接を行うことが記載されている。
【0005】
又、特許文献3には、ワイヤに曲げぐせを付けてトーチ先端から突出する該ワイヤの端部を湾曲させ、かつ該ワイヤをワイヤ直線部における中心軸線を中心として180°より大きく、そして360°より小さい角範囲で往復回動させながら狭開先に沿ってトーチを進行させて該開先をガスシールドアーク溶接することが記載されている。
【0006】
又、特許文献4には、母材の立向狭開先をMIG溶接するにあたり、先端でワイヤを軸芯方向に対し適宜角度屈曲させるチップ及びシールドノズルを立向狭開先内に挿入し、ワイヤ先端を溶接進行方向と反対方向に円弧状に左右対称に反復オシレートさせ、反転及びオシレート速度を自在に制御しつつガスシールド溶接を行うことが記載されている。
【0007】
又、特許文献5には、横向狭開先をガスシールドアーク溶接するにあたり、チップの先端で屈曲されたワイヤを溶接進行方向と反対方向に円弧状にかつ下進時を上進時に比べ速く上下非対称の回動速度で反復オシレートさせ、更に下進時は上進時に比べ溶接電流,電圧を高くして溶接を行うことが記載されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平5−42370号公報
【特許文献2】特開平5−220572号公報
【特許文献3】特開昭56−126078号公報
【特許文献4】特開平7−136765号公報
【特許文献5】特開平7−290243号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
一般に、狭開先溶接における要求事項としては、
(1)狭い開先内で揺動できること、
(2)開先側壁で熱を集中できること、
がある。
【0010】
しかしながら、一般的な揺動は、トーチ(チップ)そのものを左右に動かすので制約が大きい。狭い開先内では開先側壁に接触するおそれがあり、動作範囲に限界があって、必要な量を振れない。通常の揺動は、開先形状を限定しなければ、任意位置(例えば、揺動端部)で停止することにより端部で熱を集中させることが可能であるが、狭い開先内では前述の通り、開先側壁に接触するので必要な量を振れず、開先端部に近づけない。また、無理に適用したとしても開先へのトーチの接触を避けるため必要な量の揺動ができず、その結果、開先の端部に溶込み不良が生じ欠陥が発生する場合があり、従来の一般的な揺動アーク溶接法の狭開先継手への適用には限界があった。
【0011】
この課題を解決するための方法として、前記の高速回転アーク溶接法や、ワイヤを屈曲させる方法等が開発された。いずれの溶接方法も狭く深い開先内で溶接トーチそのものを大きく動作させずにアークを必要量揺動させるという物理的な制約を解消するための工夫がなされている。しかしながら、いずれの方式も物理的な制約は解消されているものの、どちらかといえばアーク力を分散させる効果を狙っているので、I型狭開先のように極端に狭い開先端部に十分な熱が必要な場合には、やや不向きであり、溶接欠陥が発生する場合があった。また、前記特許文献記載の技術のように開先内でアークを溶接進行方向の後方点を基準に円弧状に揺動させる方法や、ワイヤに曲げ癖をつけて円弧状に揺動させる方法においても、ワイヤの送給性(アークの安定性)の不安や開先両端での溶け込み確保に問題が生じる場合もあった。
【0012】
本発明は、前記従来の問題点を解決するべくなされたもので、狭い開先内でも、開先端部での溶け込みを確保した良好な溶接を無理なく行えるようにすることを課題とする。
【課題を解決するための手段】
【0013】
本発明は、溶接トーチを揺動させながらガスシールドアーク溶接を行うに際して、溶接トーチの溶接ワイヤ送給方向に垂直な平面において、図1に例示する如く、溶接トーチ先端を、180度超360度未満の旋回角度で、溶接進行方向の前方点を基準に反転円弧揺動させると共に、溶接トーチ先端の軌跡が、揺動の左右両端において前回の軌跡と重なるように、溶接速度に応じて、前記反転円弧揺動条件を設定するようにして、前記課題を解決したものである。
【0014】
ここで、旋回角度を180度超とするのは、左右両端のアーク軌跡を重ならせることによって、揺動端部(開先側壁)での溶け込みを改善するためである。図2は旋回角度とアーク軌跡を比較したものであるが、旋回角度が大きいほど揺動端部(開先側壁)での揺動ピッチ(溶け込みピッチ)が密となることがわかる。旋回角度を180度超(本例では、240度)とすることにより、左右両端のアーク軌跡を重ならせることができ(180度以下では重ならない)、開先側壁での溶け込み深さを連続状にほぼ一定とし、より安定した溶け込み深さを確保することができるのである。又、旋回角度を180度超とすることによって、揺動端部(開先側壁)ではアークが往復する(アークが前後に動く)ので、より安定した確実な溶け込みが得られ、揺動周波数がそれほど高くなくても、溶け込み形状が左右非対称になりにくい効果もある。
【0015】
更に、反転円弧揺動の旋回基準点を溶接進行方向の前方点としたのは、溶接トーチ先端の旋回方向の違いによる溶融池とアーク位置の関係の例を図3に示すとおり、後方点を基準とするよりも前方点を基準とした方が、アーク直下の溶融金属の厚みが薄く、より深い溶け込みが得られるためである。
【0016】
本発明は、又、溶接トーチを揺動させながらガスシールドアーク溶接を行うガスシールドアーク溶接装置において、溶接トーチの溶接ワイヤ送給方向に垂直な平面において、溶接トーチ先端を、180度超360度未満の旋回角度で、溶接進行方向の前方点を基準に反転円弧揺動させる手段と、溶接トーチ先端の軌跡が、揺動の左右両端において前回の軌跡と重なるように、溶接速度に応じて、前記反転円弧揺動条件を設定する手段と、溶接線の左右倣い制御を行う手段と、を備えたことを特徴とするガスシールドアーク溶接装置を提供するものである。
【0017】
ここで、前記反転円弧揺動において、通常の溶接対象継手においては、溶接進行方向の前方点を基準とする左右方向の旋回角度、および揺動両端での停止時間が同じであるとともに、溶接進行方向の前方点を中心に、旋回角速度を左右対称とすればよいが、左右非対称の継手や傾斜をともなう継手等対象継手によっては、左右方向の旋回角度や揺動両端での停止時間を異なるものとしたり、旋回角速度をスローアップ又はスローダウンしたり、左右非対象とすることも可能である。
【0018】
また、ワイヤ突出し位置をチップ軸心から所定量偏心した位置となる偏心チップを使用し、溶接トーチそのものを揺動させずに、狭い開先内で電極を開先側壁と干渉させることなく溶接トーチ先端で反転円弧揺動することが可能となり、両端停止時間等も開先形状や条件に応じて自在に設定できるため、狭い開先にも容易に対応できるので、溶接対象継手を、下向のI型開先とすることも可能である。
【発明の効果】
【0019】
本発明によれば、溶接トーチそのものを物理的に大きく動かすことなく溶接トーチ先端を揺動することができるので、狭い開先内で開先側壁に接触することなく溶接トーチ先端を揺動することが可能となり、例えば開先幅8mm以下の狭い開先内での溶接が可能となる。また、開先両端他で任意に停止時間を設けることで、狭い開先内の任意位置(例えば両端)でアークの集中度合を制御でき、揺動両端での熱の集中により、図4に例示する如く、狭い開先内での溶接品質(溶け込み)を確保することが可能となる。更に、端部停止時間や旋回角度の設定により、図5に例示する如く、開先幅方向の入熱分布が調節可能となり、左右非対象継手や傾斜継手にも有効である。又、適当な速度で揺動できるので、アークによる溶接制御が可能であり、多段階凝固により耐高温割れ性を向上して、形状比(開先幅に対する溶け込み深さの比)を大きくすることもできる。更に、溶接進行方向の後方点を基準に反転円弧揺動(以下、後方円弧揺動と称する)させるのではなく、溶接進行方向の前方点を基準に反転円弧揺動(以下、前方円弧揺動と称する)させたので、図6に旋回角度左右±120度(計240度)、溶接トーチ先端での旋回直径10mm、旋回速度1080度/秒、端部停止時間0.2秒の場合を例示する如く、溶け込み深さを向上できる等の優れた効果を有する。
【図面の簡単な説明】
【0020】
【図1】本発明の原理を説明するための溶接トーチ先端の揺動軌跡の一例を示す図
【図2】同じく溶接トーチ先端の旋回角度とアーク軌跡を比較して示す図
【図3】同じく溶接トーチ先端の旋回方向の違いによる溶融池とアーク位置の関係の例を示す図
【図4】本発明の効果を説明するための(A)従来法により高速回転した場合と(B)本発明法により反転円弧揺動した場合の開先コーナ部の溶け込みを比較して示す図
【図5】同じく(A)従来法による連続回転時と(B)本発明法により端部で0.2秒停止した場合の入熱分布の例を比較して示す図
【図6】同じく(A)本発明法による前方円弧揺動と(B)従来法による後方円弧揺動の溶け込みを比較して示す図
【図7】本発明の実施形態の全体構成を示す図
【図8】同じく揺動機構を模式的に示す図
【図9】同じく開先形状の一例を示す図
【図10】同じく偏心チップの一例を示す図
【図11】同じく左右倣い制御装置の構成を示す図
【図12】同じく左右比較領域を示す図
【図13】同じく左右倣い制御におけるトーチ位置修正状況を示す図
【図14】同じくワイヤ先端軌跡の例を示す図
【発明を実施するための形態】
【0021】
以下図面を参照して、本発明の実施形態を詳細に説明する。
【0022】
本実施形態は、図7(全体構成)及び図8(揺動機構の概略構成)を示す如く、溶接トーチ20先端を揺動させながらガスシールドアーク溶接を行うガスシールドアーク溶接装置において、溶接トーチ20の溶接ワイヤ24送給方向に垂直な平面において、溶接トーチ20先端を、図1に例示した如く、180度超360度未満(図1では左右±120度=計240度)の旋回角度で、溶接進行方向(図1の右側)の前方点を基準に反転円弧揺動させる揺動機構40と、溶接トーチ20先端の軌跡が、揺動の左右両端において前回の軌跡と重なるように、溶接速度に応じて、前記反転円弧揺動状況を設定する揺動条件設定装置46と、前記反転円弧揺動における溶接進行方向の前方点(即ち、揺動中心)の位置が溶接対象継手の開先中心と一致するように、溶接トーチ20の狙い位置を修正する左右倣い制御を行う左右倣い制御装置50とを備えたものである。
【0023】
図7において、10は溶接対象のワーク、10Aは、図9に例示するような、例えば開先開度が片側1.5度(両側3度)、開先幅が15mmの溶接対象継手、22は、溶接トーチ20の電極、23は、該電極22の先端に配設された、図10に例示するような、穴23Aから溶接ワイヤ24が斜めに突出するようにするための偏心チップであり、使用するワイヤ先端位置で、数mmから十数mmの旋回直径になるようにワイヤ送給に無理のない角度で加工されている。26はワイヤリール、28はワイヤコンジット、30はワイヤフィーダ、42は揺動用モータ(図8参照)、44は円弧揺動用ギヤ(図8参照)、52は、左右軸モータ54により溶接トーチ20を図の左右にスライドするための左右移動軸、56は、上下軸モータ58により左右移動軸52を全体上下にスライドするための上下移動軸、60は、ワーク10上に載置したレール62上を走行する車輪64を備えた台車である。
【0024】
前記溶接ワイヤ24の直径は、例えば1.2mm、前記電極22の直径は6〜10mmの範囲、例えば8mmとし、前記溶接トーチ20先端(即ち、溶接ワイヤ24先端)での旋回直径は3〜12mmの範囲、例えば8mmとすることができる。
【0025】
前記左右倣い制御装置50は、図11に詳細に示す如く、溶接電流検出器70、溶接電圧検出器72、エンコーダ等の揺動位置検出器74、図12に示すような溶接電流あるいは溶接電圧を演算する位置(左右比較領域)でタイミングパルスを発生するタイミングパルス発生器76、溶接電流(Ia)検出器70あるいは溶接電圧(Ea)検出器72の出力から、左右の平均電流Ia(L)、Ia(R)あるいは平均電圧Ea(L)、Ea(R)を演算する平均電流(あるいは電圧)演算器78L、78Rと、両者の差△Ia=Ia(L)−Ia(R)(あるいは△Ea=Ea(L)−Ea(R))を演算する差動増幅器80と、偏差△Ia(あるいは△Ea)に応じて、予め設定された、図13に例示するようなアークセンサ左右倣い制御定数(不感帯幅、上限値、修正量等)によりトーチ位置修正量△P(左右移動軸52の補正量)を演算するトーチ位置修正量演算器82と、該トーチ位置修正量演算器82の出力に応じて左右軸モータ54を駆動して左右移動軸52の位置を制御する左右移動軸位置制御回路84とを備えている。
【0026】
前記左右比較領域は、必要な偏差が生じやすい領域で設定することが望ましいので、例えば旋回条件が旋回角度±120度、端部停止時間0.2秒、旋回速度1080度/秒の場合、図12に例示したように揺動中心(0度)から旋回角度(60度)を超えた位置から、揺動軸(120度)に到達後、0.05秒経過するまでの左右2つの領域とすることができる。なお、より精密な制御を実施するために、左右比較領域を細かく設定(例えば4領域に)することも有効である。
【0027】
ここで、前記左右倣い制御装置50は、左側の溶接電流が大きく、ΔIa=Ia(L)−Ia(R)が不感帯より大きな正の値のとき、溶接トーチ20先端はL(左側)の開先に近いと判断し、左右移動軸52により溶接トーチ20を所定修正量(本実施形態では、ΔIaの大きさに応じて2段階)だけ右側に修正する。逆に、右側の溶接電流が大きく、ΔIaが不感帯より小さな負の値のとき、溶接トーチ20先端はR(右側)の開先に近いと判断し、左右移動軸52により溶接トーチ20の位置を所定修正量だけ左側に修正する。
【0028】
なお、図13の関係によらず、揺動中心補正量を、電流/電圧の左右偏差量に比例させることもできる。
【0029】
又、トーチ高さ制御(上下倣い)は、一般的な方法で行うことができるので、説明は省略する。
【0030】
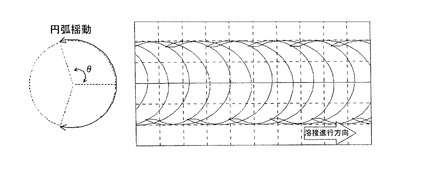
アーク軌跡の一例を図14に示す。図14(A)は、揺動角度が±120度(計240度)、揺動速度が1080度/秒、両端停止時間が0.2秒、溶接速度が25cm/分の例、図14(B)は、揺動速度を720度/秒に変えた例である。
【0031】
本実施形態においては、接触式プローブやレーザ変位計等の一般的なデバイスセンサを用いることなく、溶接アーク自体をセンサとし、溶接電流又は溶接電圧に応じて左右倣い制御を行っているので、構成が簡略である。なお、アークセンサ以外による制御を行うことも可能である。
【0032】
本実施形態によれば、トーチ(チップ)を物理的に大きく動かす(振る)ことなく、円弧状揺動が可能であり、狭い開先内での揺動が可能である。また、円弧の振り角度、振り速度は任意に設定可能である。更に、任意位置(例えば両端)の停止等の設定も可能である。
【0033】
溶接対象が下向きのI型開先の場合、開先開度は両側で1〜10度、開先幅は6〜15mmの範囲であることが好ましいが、これに限定されない。又、偏心チップ方式の場合、電極直径は6〜10mm、溶接トーチ先端での旋回直径は3〜12mmの範囲であることが好ましいが、これに限定されない。
【0034】
溶接プロセスは、ガスシールドアーク溶接、例えば炭酸ガス溶接やマグ溶接に適用できる。また、溶接条件(電流、電圧)は、260A以上のスプレー領域、例えば溶接ワイヤ24の直径が1.2mmの場合、350A、34Vとすることができる。
【0035】
なお、前記実施形態においては、偏心チップの電極を回転することにより揺動を行っていたが、ストレートチップを用いた摺り漕ぎ式による揺動を行うことも可能である。また、対象継手は、下向きのI型狭開先が望ましいが、これに限定されず、V型開先にも適用できる。又、揺動パターンも、左右対称が一般的であるが、左右非対象であってもよい。
【符号の説明】
【0036】
10…ワーク
20…溶接トーチ
22…電極
24…溶接ワイヤ
40…揺動機構
42…揺動用モータ
50…左右倣い制御装置
52…左右移動軸
54…左右軸モータ
【特許請求の範囲】
【請求項1】
溶接トーチを揺動させながらガスシールドアーク溶接を行うに際して、
溶接トーチの溶接ワイヤ送給方向に垂直な平面において、溶接トーチ先端を、180度超360度未満の旋回角度で、溶接進行方向の前方点を基準に反転円弧揺動させると共に、
溶接トーチ先端の軌跡が、揺動の左右両端において前回の軌跡と重なるように、溶接速度に応じて、前記反転円弧揺動条件を設定することを特徴とするガスシールドアーク溶接方法。
【請求項2】
前記反転円弧揺動において、
溶接進行方向の前方点を基準とする左右方向の旋回角度、および揺動両端での停止時間が同じであるとともに、
溶接進行方向の前方点を中心に、旋回角速度が左右対称であることを特徴とする請求項1に記載のガスシールドアーク溶接方法。
【請求項3】
溶接対象継手が、下向のI型開先であることを特徴とする請求項1又は2に記載のガスシールドアーク溶接方法。
【請求項4】
溶接トーチを揺動させながらガスシールドアーク溶接を行うガスシールドアーク溶接装置において、
溶接トーチの溶接ワイヤ送給方向に垂直な平面において、溶接トーチ先端を、180度超360度未満の旋回角度で、溶接進行方向の前方点を基準に反転円弧揺動させる手段と、
溶接トーチ先端の軌跡が、揺動の左右両端において前回の軌跡と重なるように、溶接速度に応じて、前記反転円弧揺動条件を設定する手段と、
溶接線の左右倣い制御を行う手段と、
を備えたことを特徴とするガスシールドアーク溶接装置。
【請求項5】
前記反転円弧揺動において、
溶接進行方向の前方点を基準とする左右方向の旋回角度、および揺動両端での停止時間が同じであるとともに、
溶接進行方向の前方点を中心に、旋回角速度が左右対称であることを特徴とする請求項4に記載のガスシールドアーク溶接装置。
【請求項6】
溶接対象継手が、下向のI型開先であることを特徴とする請求項4又は5に記載のガスシールドアーク溶接装置。
【請求項1】
溶接トーチを揺動させながらガスシールドアーク溶接を行うに際して、
溶接トーチの溶接ワイヤ送給方向に垂直な平面において、溶接トーチ先端を、180度超360度未満の旋回角度で、溶接進行方向の前方点を基準に反転円弧揺動させると共に、
溶接トーチ先端の軌跡が、揺動の左右両端において前回の軌跡と重なるように、溶接速度に応じて、前記反転円弧揺動条件を設定することを特徴とするガスシールドアーク溶接方法。
【請求項2】
前記反転円弧揺動において、
溶接進行方向の前方点を基準とする左右方向の旋回角度、および揺動両端での停止時間が同じであるとともに、
溶接進行方向の前方点を中心に、旋回角速度が左右対称であることを特徴とする請求項1に記載のガスシールドアーク溶接方法。
【請求項3】
溶接対象継手が、下向のI型開先であることを特徴とする請求項1又は2に記載のガスシールドアーク溶接方法。
【請求項4】
溶接トーチを揺動させながらガスシールドアーク溶接を行うガスシールドアーク溶接装置において、
溶接トーチの溶接ワイヤ送給方向に垂直な平面において、溶接トーチ先端を、180度超360度未満の旋回角度で、溶接進行方向の前方点を基準に反転円弧揺動させる手段と、
溶接トーチ先端の軌跡が、揺動の左右両端において前回の軌跡と重なるように、溶接速度に応じて、前記反転円弧揺動条件を設定する手段と、
溶接線の左右倣い制御を行う手段と、
を備えたことを特徴とするガスシールドアーク溶接装置。
【請求項5】
前記反転円弧揺動において、
溶接進行方向の前方点を基準とする左右方向の旋回角度、および揺動両端での停止時間が同じであるとともに、
溶接進行方向の前方点を中心に、旋回角速度が左右対称であることを特徴とする請求項4に記載のガスシールドアーク溶接装置。
【請求項6】
溶接対象継手が、下向のI型開先であることを特徴とする請求項4又は5に記載のガスシールドアーク溶接装置。
【図1】


【図2】
【図4】
【図5】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図3】
【図6】
【図2】
【図4】
【図5】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図3】
【図6】
【公開番号】特開2013−27895(P2013−27895A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2011−164836(P2011−164836)
【出願日】平成23年7月27日(2011.7.27)
【出願人】(000004123)JFEエンジニアリング株式会社 (1,044)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成23年7月27日(2011.7.27)
【出願人】(000004123)JFEエンジニアリング株式会社 (1,044)
【Fターム(参考)】
[ Back to top ]