
ガスシールドアーク溶接用ソリッドワイヤ
【課題】 強度が520N/mm2級以下の炭素鋼を炭酸ガスシールドアーク溶接した際に、高効率で且つ溶接部の機械的性能が優れたガスシールドアーク溶接用ソリッドワイヤを提供する。
【解決手段】 ワイヤの組成を、Si:0.70乃至1.00質量%、Mn:1.50乃至1.90質量%、S:0.005乃至0.025質量%、Ti:0.19乃至0.25質量%、Mo:0.12乃至0.35質量%、C:0.020乃至0.100質量%、B:0.0050質量%以下及びCu:0.45質量%以下を含有し、Pを0.020質量%以下及びOを0.0160質量%以下に規制し、Si/Mnを0.385以上、Mn及びMoの総含有量を2.20質量%以下、S及びOの総含有量を0.034質量%以下とし、更に、C含有量(質量%)を[C]、B含有量(質量%)を[B]としたときに、下記数式を満たすようにする。

【解決手段】 ワイヤの組成を、Si:0.70乃至1.00質量%、Mn:1.50乃至1.90質量%、S:0.005乃至0.025質量%、Ti:0.19乃至0.25質量%、Mo:0.12乃至0.35質量%、C:0.020乃至0.100質量%、B:0.0050質量%以下及びCu:0.45質量%以下を含有し、Pを0.020質量%以下及びOを0.0160質量%以下に規制し、Si/Mnを0.385以上、Mn及びMoの総含有量を2.20質量%以下、S及びOの総含有量を0.034質量%以下とし、更に、C含有量(質量%)を[C]、B含有量(質量%)を[B]としたときに、下記数式を満たすようにする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、強度が520N/mm2級以下の炭素鋼を炭酸ガスシールドアーク溶接する際に使用するガスシールドアーク溶接用ソリッドワイヤに関する。
【背景技術】
【0002】
二酸化炭素(CO2)ガスをシールドガスとするガスシールドアーク溶接法には能率性が高いという利点があり、近時、建築鉄骨分野においては、この炭酸ガスシールドアーク溶接法が主として使用されている。また、その溶接品質面に関しては、耐震性向上を主眼とし、溶接継ぎ手部の性能向上を図るために、1997年のJASS6改訂及び1999年の建築基準法改定において、溶接時の入熱・パス間温度に上限管理が規定されている。
【0003】
この動向を受け、溶接ワイヤにおいても、大入熱・高パス間温度対応ワイヤが開発され、1999年に540N/mm2級ワイヤとしてJIS(Japanese Industrial Standards:日本工業規格)に規定された。このワイヤを使用すると、例えば490N/mm2級鋼板に対しては、溶接時の最大入熱が40kJ/cm、パス間温度が350℃まで許容され、また、520N/mm2級鋼板に対しては、溶接時の最大入熱が30kJ/cm、パス間温度が250℃まで許容される。これ以後、今日まで、大入熱・高パス間温度条件下において従来の溶接ワイヤよりも優れた機械的性能が得られることから、この540N/mm2級ワイヤが急速に普及している。特に、ロボット溶接とは異なり、人手が必要であり、入熱及びパス間温度の管理が困難である半自動溶接においては、熱管理の許容範囲が広い540N/mm2級ワイヤの普及は目覚ましい。
【0004】
これまでに、炭酸ガスシールドアーク溶接用大電流・高パス間温度対応ワイヤとして、従来よりもSi、Mn及びTi等の脱酸成分を多く含有し、且つMo、B、Cr、Al、Nb及びV等を必要に応じて添加した溶接ワイヤが開発されている(例えば、特許文献1乃至9参照)。
【0005】
【特許文献1】特開平10−230387号公報
【特許文献2】特開平11−90678号公報
【特許文献3】特開2000−317678号公報
【特許文献4】特開2001−287086号公報
【特許文献5】特開2002−321087号公報
【特許文献6】特開2002−346789号公報
【特許文献7】特開2002−79395号公報
【特許文献8】特開2003−119550号公報
【特許文献9】特開2003−136281号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、前述の従来の技術には以下に示す問題点がある。鉄骨建築分野においてパス間温度管理が導入された当初は、規定の温度に到達すると、冷却するまでの間待ち時間が発生していたため、溶接部にスラグが堆積しても、作業者がチッパー等の工具によりスラグ除去を行うことができた。このため、特許文献1乃至9に記載されている溶接ワイヤのように、これまでに開発された540N/mm2級の炭酸ガス溶接用大電流・高パス間温度対応ワイヤは、スラグ剥離性が考慮されていなかった。しかし、近時、1人の溶接作業者が多数の溶接継手を同時に担当し、溶接継手が規定の温度に到達すると、他の溶接継手に移動して溶接を行い、先に溶接した継手はその間に冷却されるという手法が開発され、普及してきている。このように、作業者の待ち時間がなくなると、従来認識されていなかった大電流・高パス間温度対応ワイヤにおける劣悪なスラグ剥離性が、溶接効率を低下させる大きな問題点として認識され始めている。
【0007】
本発明はかかる問題点に鑑みてなされたものであって、強度が520N/mm2級以下の炭素鋼を炭酸ガスシールドアーク溶接した際に、高効率で且つ溶接部の機械的性能が優れたガスシールドアーク溶接用ソリッドワイヤを提供することを目的とする。
【課題を解決するための手段】
【0008】
本願第1発明に係るガスシールドアーク溶接用ソリッドワイヤは、Si:0.70乃至1.00質量%、Mn:1.50乃至1.90質量%、S:0.005乃至0.025質量%、Ti:0.19乃至0.25質量%、Mo:0.12乃至0.35質量%、C:0.020乃至0.100質量%、B:0.0050質量%以下及びCu:0.45質量%以下を含有し、残部がFe及び不可避的不純物からなり、前記不可避的不純物のうち、Pが0.020質量%以下、Oが0.0160質量%以下に規制され、更に、Si含有量とMn含有量との比(Si/Mn)が0.385以上、Mn及びMoの総含有量が2.20質量%以下、S及びOの総含有量が0.034質量%以下であり、C含有量(質量%)を[C]、B含有量(質量%)を[B]としたとき、[C]及び[B]が下記数式1乃至3を満たすことを特徴とする。
【0009】
【数1】
【0010】
【数2】
【0011】
【数3】
【0012】
本発明においては、ワイヤ中のMn、Mo、Ti及びOの含有量の上限値、並びにS含有量の下限値を夫々規定し、更に、Si含有量とMn含有量との比を最適化すると共に、C含有量が少ない場合のB含有量の下限値を規定しているため、スラグ剥離性が向上し、半自動溶接における溶接効率を高めることができる。また、各成分の含有量を上述の如く規定することにより、大入熱・高パス間温度条件で溶接を行っても、溶接金属部の機械的性質を良好な状態に維持することができる。更に、Ti含有量の下限値を規定しているため、アークが安定してスパッタ発生量が少なくなると共に、スラグが適性量となり良好なシールド性が得られる。
【0013】
本願第2発明に係るガスシールドアーク溶接用ソリッドワイヤは、Si:0.70乃至1.00質量%、Mn:1.50乃至1.90質量%、S:0.005乃至0.025質量%、Ti:0.19乃至0.25質量%、Mo:0.12乃至0.35質量%、C:0.020乃至0.100質量%、B:0.0050質量%以下及びCu:0.45質量%以下を含有し、更に、Nb、V、Cr及びNiからなる群から選択された少なくとも1種の元素を夫々0.20質量%以下含有し、残部がFe及び不可避的不純物からなり、前記不可避的不純物のうち、Pが0.020質量%以下、Oが0.0160質量%以下に規制され、更に、Si含有量とMn含有量との比(Si/Mn)が0.385以上、Mn及びMoの総含有量が2.20質量%以下、S及びOの総含有量が0.034質量%以下であり、C含有量(質量%)を[C]、B含有量(質量%)を[B]としたとき、[C]及び[B]が下記数式4乃至6を満たすことを特徴とする。
【0014】
【数4】
【0015】
【数5】
【0016】
【数6】
【0017】
本発明においては、ワイヤ中のMn、Mo、Ti及びOの含有量の上限値、並びにS含有量の下限値を夫々規定し、更に、Si含有量とMn含有量との比を最適化すると共に、C含有量が少ない場合のB含有量の下限値を規定しているため、スラグ剥離性が向上し、半自動溶接における溶接効率を高めることができる。また、各成分の含有量を上述の如く規定することにより、大入熱・高パス間温度条件で溶接を行っても、溶接金属部の機械的性質を良好な状態に維持することができる。更に、Ti含有量の下限値を規定しているため、アークが安定してスパッタ発生量が少なくなると共に、スラグが適性量となり良好なシールド性が得られる。更にまた、Nb、V、Cr及びNiからなる群から選択された少なくとも1種の元素を添加しているため、溶接金属部の強度をより向上させることができる。
【0018】
本願第3発明に係るガスシールドアーク溶接用ソリッドワイヤは、Si:0.70乃至1.00質量%、Mn:1.50乃至1.90質量%、S:0.005乃至0.025質量%、Ti:0.19乃至0.25質量%、Mo:0.12乃至0.35質量%、C:0.020乃至0.100質量%、B:0.0050質量%以下、Cu:0.45質量%以下及びAl:0.20質量%以下を含有し、残部がFe及び不可避的不純物からなり、前記不可避的不純物のうち、Pが0.020質量%以下、Oが0.0160質量%以下に規制され、更に、Si含有量とMn含有量との比(Si/Mn)が0.385以上、Mn及びMoの総含有量が2.20質量%以下、S及びOの総含有量が0.034質量%以下であり、C含有量(質量%)を[C]、B含有量(質量%)を[B]としたとき、[C]及び[B]が下記数式7乃至9を満たすことを特徴とする。
【0019】
【数7】
【0020】
【数8】
【0021】
【数9】
【0022】
本発明においては、ワイヤ中のMn、Mo、Ti及びOの含有量の上限値、並びにS含有量の下限値を夫々規定し、更に、Si含有量とMn含有量との比を最適化すると共に、C含有量が少ない場合のB含有量の下限値を規定しているため、スラグ剥離性が向上し、半自動溶接における溶接効率を高めることができる。また、各成分の含有量を上述の如く規定することにより、大入熱・高パス間温度条件で溶接を行っても、溶接金属部の機械的性質を良好な状態に維持することができる。更に、Ti含有量の下限値を規定しているため、アークが安定してスパッタ発生量が少なくなると共に、スラグが適性量となり良好なシールド性が得られる。更にまた、Alを適量添加しているため、溶接金属部の強度をより向上させることができる。
【0023】
C含有量は、0.040乃至0.080質量%としてもよい。これにより、強度及び靭性がより向上するとともに、開先が狭い場合でも優れた耐割れ性が得られる。また、Si含有量は、0.75質量%以上とすることができる。これにより、強度を安定的に高めることができる。更に、Mn含有量は、1.62乃至1.80質量%でもよい。これにより、強度及び靭性をより高めつつ、スラグ剥離性を向上することができる。
【0024】
一方、S含有量は、0.009質量%以上にすることもできる。これにより、スラグ剥離性が更に向上することとなる。また、Cu含有量を0.01質量%以上にしてもよい。これにより、強度の向上を図ることができ、又はCuが添加されるめっき成分の場会は、ワイヤの耐錆性の向上を図ることができる。更に、Si含有量とMn含有量との比(Si/Mn)は、0.400以上でもよい。これにより、スラグ剥離性がより向上する。更にまた、O含有量を0.0100質量%以下に規制してもよい。これにより、スラグ解離性、耐割れ性、靭性をより安定的に向上することができる。
【0025】
更にまた、ワイヤ表面に、ワイヤ10kgあたりの重量で、MoS2を0.01g/10kg乃至1.00g/10kg付着させることもできる。これにより、これにより、スラグ剥離性をより向上させることができる。
【発明の効果】
【0026】
本発明よれば、ガスシールドアーク溶接用ソリッドワイヤの組成を上述の如く規定することにより、強度が520N/mm2級以下の炭素鋼を炭酸ガスシールドアーク溶接する際のスラグ剥離性を改善され、半自動溶接における溶接効率を向上させることができると共に、溶接金属部の機械的性能を十分に高く確保することができる。
【発明を実施するための最良の形態】
【0027】
本発明者等は、上述の問題点を解決するために、溶接スラグに関する研究を重ね、スラグの生成量及びスラグ剥離性に及ぼす影響要因を明らかにし、以下に示す知見を得た。溶接スラグの生成量は、強脱酸成分、即ち、Mn及びTiの含有量と強い関係があり、これらの含有量が増大すると、スラグ生成量も増加する。また、スラグ剥離性は、溶融状態におけるスラグ/溶接金属間界面エネルギー、凝固後のスラグ自体の強度、溶接金属表面の凹凸、即ち、物理的高低差及びその高低部位生成頻度と強い関係があり、Mn含有量及びMo含有量の増加、S含有量の減少、並びにC含有量及びB含有量が共に減少することにより低下する。これらは従来知られていなかった知見である。そして、これらの影響因子は、従来の高張力鋼用溶接ワイヤ、低温鋼用溶接ワイヤ及び高電流用溶接ワイヤにおいて、スラグ量増大及びスラグ剥離性低下が避けられなかった要因であると考えられる。
【0028】
一方、上述の知見に基づき、スラグ生成量の低減及びスラグ剥離性能の向上について過度に追求すると、溶接金属部における強度及び靱性等の機械的性能の低下、高電流溶接時のアーク安定性の低下、並びにスパッタ量の増大といった問題が生じやすくなることも明らかになった。また、本発明者等は、ワイヤ成分以外の要因として、ワイヤ送給が不安定になると、溶融池の形状が乱れて生成するスラグの厚さが不均一となり、スラグ剥離性が低下することも見出した。
【0029】
なお、半自動溶接は個人間の技量の差が大きく、技量の低い溶接者は極めて高い溶接電流、過剰なウィービング、又は1パス当たりの溶着量を過剰に増やしてしまう等の要因により、溶融池のシールド性を悪化させ、ブローホール等の気孔欠陥を発生させてしまうことがある。このため、スラグ量を過剰に減らしてしまうと、溶融池がスラグにより保護されずにガス雰囲気に曝され、シールド性が低下するため、より耐気孔欠陥性を劣化させてしまうことになる。
【0030】
本発明者等は上述の各要素を考慮し、半自動溶接に適した大入熱・高電流溶接用として最適な溶接ワイヤ、即ち、(1)スラグ剥離性が良好であり、(2)スラグ発生量が適切であり、(3)入熱量が大きく、パス間温度が高く、従って溶接金属部の冷却速度が小さくなる溶接条件においても溶接金属部の機械的強度が優れ、更に、ノズル閉塞により連続溶接が阻害されることを防止するために、(4)スパッタ発生量が少ないガスシールドアーク溶接用ソリッドワイヤを開発した。
【0031】
以下、本発明の実施の形態に係るガスシールドアーク溶接用ソリッドワイヤについて、添付の図面を参照して具体的に説明する。先ず、本発明の第1の実施形態のガスシールドアーク溶接用ソリッドワイヤ(以下、単にワイヤともいう)について説明する。本実施形態のガスシールドアーク溶接用ソリッドワイヤは、490N/mm2級鋼板に対して、最大入熱が40kJ/cm、最高パス間温度が350℃の条件で炭酸ガスシールド溶接する際、又は、520N/mm2級鋼板に対して、最大入熱が30kJ/cm、最高パス間温度が250℃の条件で炭酸ガスシールド溶接する際に使用されるワイヤである。このワイヤは、例えば、半自動溶接に使用される。
【0032】
本実施形態のワイヤの組成は、Si:0.70乃至1.00質量%、Mn:1.50乃至1.90質量%、S:0.005乃至0.025質量%、Ti:0.19乃至0.25質量%、Mo:0.12乃至0.35質量%、C:0.020乃至0.100質量%、B:0.0050質量%以下及びCu:0.45質量%以下を含有し、残部がFe及び不可避的不純物である。また、不可避的不純物のうち、Pが0.020質量%以下に規制され、Oが0.0160質量%以下に規制されている。更に、Si含有量とMn含有量との比(Si/Mn)が0.385以上、Mn及びMoの総含有量が2.20質量%以下、S及びOの総含有量が0.034質量%以下であり、C含有量(質量%)を[C]、B含有量(質量%)を[B]としたときに、[C]及び[B]が下記数式10乃至12を満たしている。
【0033】
【数10】
【0034】
【数11】
【0035】
【数12】
【0036】
また、本実施形態のワイヤの組成において、より好ましくは、Si:0.75乃至1.00質量%、Mn:1.62乃至1.80質量%、C:0.040乃至0.0080質量%、S:0.009乃至0.025質量%、Cu:0.01乃至0.45質量%、Si/Mnが0.400以上、O:0.0100質量%以下である。
【0037】
更に、ワイヤの表面には、MoS2がワイヤ10kgあたり0.01乃至1.00g付着している。即ち、MoS2付着量は0.01g/10kg乃至1.00g/10kgである。このMoS2は、例えば塗布によってワイヤ表面に被着されたものである。
【0038】
以下、本発明の数値限定理由について説明する。
【0039】
Si含有量:0.70乃至1.00質量%
珪素(Si)は、スラグ生成量及びスラグ剥離性には大きな影響を及ぼさないが、主として強度確保、脱酸による気孔欠陥の発生防止及びなじみ性向上のために添加する。これらの効果は、0.70質量%以上の添加で有効になる。よって、Si含有量は0.70質量%以上とする。好ましくは、0.75質量%以上である。一方、Siを1.00質量%を超えて過剰に添加すると、溶接金属部の靱性が低下する。よって、Si含有量は1.00質量%以下とする。但し、Mn含有量に比べてSi含有量が大幅に低いと、スラグ組成が変化してスラグ剥離性が低下するため、Si含有量とMn含有量との比を調節する必要がある。
【0040】
Mn含有量:1.50乃至1.90質量%
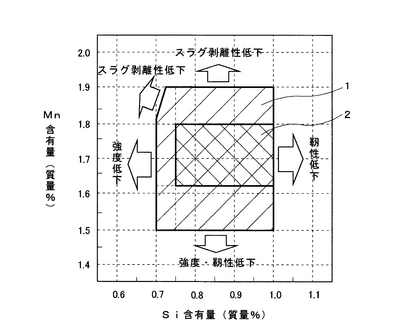
マンガン(Mn)は、脱酸を促進すると共に、溶接金属部の強度及び靱性を向上させる効果がある。従来の一般的な大入熱用ワイヤはMnを多く含有するが、本発明においては、Mn含有量を従来のワイヤよりも低くすることにより、溶接金属部の機械的性質とスラグ剥離性のとのバランスを改善している。具体的には、Mn含有量が1.50質量%未満では大入熱溶接時の溶接金属部の強度及び靱性が不足する。よって、Mn含有量は1.50質量%以上とする。好ましくは、1.62質量%以上である。一方、Mn含有量が1.90質量%を超えると、スラグ量が増加してスラグ剥離性が低下する。よって、Mn含有量は1.90質量%以下とする。好ましくは、1.80質量%以下である。但し、Mo含有量が多い場合は、Mo含有量に応じてMn含有量の上限を低くする必要がある。
【0041】
S含有量:0.005乃至0.025質量%
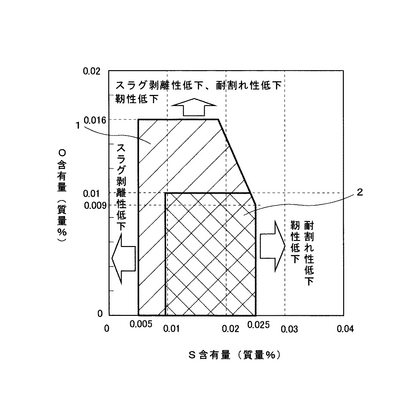
硫黄(S)は、溶融池の表面張力を低減し、凝固時の物理的凹凸を減少させて溶融金属部の表面を滑らかにする効果がある。これにより、スラグ剥離性が向上する。但し、S含有量が0.005質量%未満ではこの効果は得られない。よって、S含有量は0.005質量%以上とする。好ましくは、0.009質量%以上である。一方、S含有量が0.025質量%を超えると、溶接金属部の表面形状改善効果が飽和してしまう上に、溶接金属部の靱性が低下し、高温割れが発生しやすくなる。また、スラグの形態が粒状化し、アークによる溶融を妨げて不安定要因となると共に、溶接金属部に高温割れが発生しやすくなる。よって、S含有量は0.025質量%以下とする。但し、O含有量が多い場合は、O含有量に応じてS含有量の上限を低くする必要がある。
【0042】
Ti含有量:0.19乃至0.25質量%
チタン(Ti)は、高電流域におけるアーク安定性を向上させる効果があり、スラグを生成する主要成分である。Ti含有量が0.19質量%未満では、半自動溶接で使用される430A以上の高電流域においてアーク安定性が低下し、スパッタ発生量が増加すると共に、スラグ量が不足して溶融池のシールド性が劣化する。よって、Ti含有量は0.19質量%以上とする。一方、Ti含有量が0.25質量%を超えると、スラグ量が過剰に多くなり、スラグ剥離性が低下する。よって、Ti含有量は0.25質量%以下とする。
【0043】
Mo含有量:0.12乃至0.35質量%
モリブデン(Mo)は、溶接金属の焼入れ性を向上させ、溶接金属部の強度を向上させる効果がある。半自動溶接においてこの効果を得るためには、Moを0.12質量%以上添加する必要がある。よって、Mo含有量は0.12質量%以上とする。一方、Moはスラグの硬度を上昇させ、スラグを割れ難くして剥離性を低下させる。特に、Mo含有量が0.35質量%を超えると、スラグ剥離性が急激に低下する。よって、Mo含有量は0.35質量%以下とする。但し、Mn含有量が多い場合は、Mn含有量に応じてMo含有量の上限を低くする必要がある。
【0044】
C含有量:0.020乃至0.100質量%
炭素(C)は、溶接金属の焼入れ性を向上し、溶接金属部の強度を確保するために重要な添加元素であるが、C含有量が0.020質量%未満の場合、大入熱・高パス間温度溶接時に必要な強度が確保できない。よって、C含有量は0.020質量%以上とする。好ましくは、0.040質量%以上である。但し、Bが不足する場合は、C含有量の下限を高くする必要がある。一方、Cを過剰に添加すると溶接金属部に高温割れが発生しやすくなり、特に、C含有量が0.100質量%を超えると、高温割れの発生が顕著になる。よって、C含有量は0.100質量%以下とする。好ましくは、0.080質量%以下である。但し、B含有量が多い場合はC含有量の上限を低くする必要がある。
【0045】
B:0.0050質量%以下
ホウ素(B)は、少量の添加で溶接金属の焼入れ性を高め、溶接金属部の強度及び靱性を向上させる効果があるが、B含有量が0.0050質量%を超えると、溶接金属部に高温割れが発生しやすくなる。よって、B含有量は0.0050質量%以下とする。但し、B含有量は、C含有量に応じて調節する必要がある。
【0046】
具体的には、C含有量が0.0060質量以上の場合は、下限値を設定する必要はなく、Bを添加しなくてもよい。一方、C含有量が少ない場合は、溶接金属の焼入れ性が不足するため、Bを適量添加する必要がある。また、C含有量及びB含有量が共に少ない場合は、相状態図における固液共存温度域が過剰に狭くなり、溶融池の表面とスラグの界面エネルギーが小さくなって安定化し、スラグ剥離性が低下する。このため、B含有量及びC含有量に下限値を設定する必要がある。
【0047】
例えば、C含有量(質量%)を[C]、B含有量(質量%)を[B]としたとき、ワイヤ中のC含有量及びB含有量が、0.0.20≦[C]≦0.050且つ[B]<0.0015であると、溶接金属部の強度、靱性及びスラグ剥離性が低下する。よって、C含有量が0.020乃至0.050質量%の場合は、B含有量を0.0015質量%以上とする。
【0048】
また、0.050<[C]<0.060のとき、[B]<0.009−0.15×[C]であると、溶接金属部の強度、靱性及びスラグ剥離性が低下することがある。よって、0.050<[C]<0.060であるときは、[B]≧0.009−0.15×[C]とする。
【0049】
更に、C含有量及びB含有量が共に多い場合は、溶接金属部に高温割れが発生しやすくなるため、B含有量に上限を設けた方がよい。具体的には、0.080≦[C]≦0.100のとき、[B]>0.13−0.1×[C]であると、溶接金属部に高温割れが発生する。よって、0.080≦[C]≦0.100であるときは、[B]≦0.013−0.10×[C]とする。
【0050】
Cu含有量:0.45質量%以下
銅(Cu)は、溶接金属の焼き入れ性を向上させる効果があるが、過剰に添加すると溶接金属部に高温割れが発生しやすくなると共に、スラグの性質が変化して剥離性が低下する。ワイヤ中に0.45質量%を超える量のCuを添加すると、これらの問題が顕著になるため、Cu含有量は0.45質量%以下とする。好ましくは、0.01乃至0.45質量%である。なお、Cu含有量は、ワイヤ表面にめっきが施されている場合は、めっき層に含まれるCu成分と線材に含まれるCu成分とを合計した値とする。
【0051】
Si含有量とMn含有量との比(Si/Mn):0.385以上
Si及びMnは、夫々の含有量がスラグ剥離性に影響を及ぼすだけでなく、Si含有量とMn含有量との比(Si/Mn)もスラグ剥離性に大きく影響する。具体的には、Si/Mnが大きい方がスラグ剥離性が良好になる。一方、Si/Mnが0.385未満になると、スラグ性状が変化して硬度が上昇し、スラグと溶接金属表面との密着性が高まり、スラグ剥離性が低下する。従って、Si/Mnは0.385以上とする。好ましくは、4.00以上である。
【0052】
Mn及びMoの総含有量:2.20質量%以下
Mn及びMoは共にスラグ剥離性を低下する性質があり、Mn及びMoの総含有量が2.20質量%を超えると、スラグ剥離性の低下が顕著になる。従って、Mn及びMoの総含有量は2.20質量%以下とする。
【0053】
S及びOの総含有量:0.034質量%以下
S及びOの総含有量が0.034質量%を超えると、溶接金属部に高温割れが発生しやすくなると共に、スラグの形態が粒状化してアークによる溶融を妨げ、不安定要因となる。また、溶接金属部の靱性も低下する。従って、スラグ生成量が増加し、S及びOの総含有量は0.034質量%以下とする。
【0054】
P含有量:0.020質量%以下
鋼にはリン(P)が不可避的不純物として混入しているが、Pは高温割れを発生させる主要元素の1つであり、本発明のワイヤにおいては、故意に添加する利点は見あたらない。また、P含有量が0.020質量%を超えると溶接金属部に高温割れが発生するため、P含有量は0.020質量%以下に規制する。
【0055】
O含有量:0.0160質量%以下
鋼には酸素(O)が不可避的不純物として混入しているが、スラグは酸化物であるため、O含有量が増加すると化学反応によって生じるスラグ生成量も増加し、更にO含有量が過剰になるとスラグ剥離性が低下する。また、O含有量が増加すると、溶接金属部中の介在物が増加するため、溶接金属部において高温割れが発生しやすくなると共に、溶接金属部の靱性が低下する。O含有量が0.0160質量%以下であれば、これらの問題は発生しないため、O含有量は0.0160質量%以下に規制する。好ましくは0.0100質量%以下である。但し、S含有量が多い場合は、高温割れを防止するため、O含有量の上限値を低くする。なお、上述のO含有量の規定は、ワイヤ中のOの分布、即ち、線材中に含有されているか又はワイヤ表面に存在しているか等のOの存在位置には関係なく、ワイヤ全体に含まれるOの総量である。
【0056】
ワイヤの表面のMoS2付着量:0.01g/10kg乃至1.00g/10kg
前述の如く、ワイヤの送給性もスラグ剥離性に大きな影響を及ぼす。ワイヤの送給が安定することにより、溶融池の形成もまた安定となり、生成されたスラグの厚さが均一となり、熱収縮の歪みが均一に作用することにより、スラグが全面剥離しやすくなる。ワイヤ表面に存在するMoS2は、チップ−ワイヤ間の給電点における融着を低減し、ワイヤの送給性を向上させる。従来、ワイヤ表面の粒界に沿ってワイヤを過剰酸化させることによりワイヤの送給性を向上させる技術が知られているが、この方法ではO含有量が過剰になってしまい、スラグの生成量の増加に伴いスラグ剥離性が低下するという欠点がある。これに対して、ワイヤ表面にMoS2を付着させる方法は、スラグ剥離性を低下の懸念がないため、本発明のワイヤの送給性を向上させる方法として好適である。この効果は、ワイヤ表面にMoS2をワイヤ10kgあたり0.01g以上付着させることにより得られる。一方、MoS2をワイヤ10kgあたり1.00gよりも多く付着させると、送給機構内にMoS2が堆積するため、送給機構内にMoS2が詰まって送給不良が発生する。その結果、スラグ性状に影響が及び、スラグ剥離性が低下する。よって、ワイヤの表面のMoS2付着量は0.01g/10kg乃至1.00g/10kgとする。
【0057】
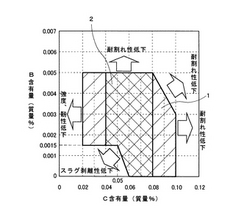
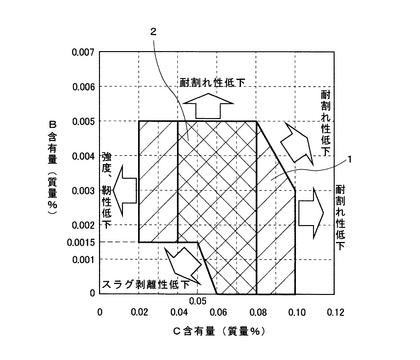
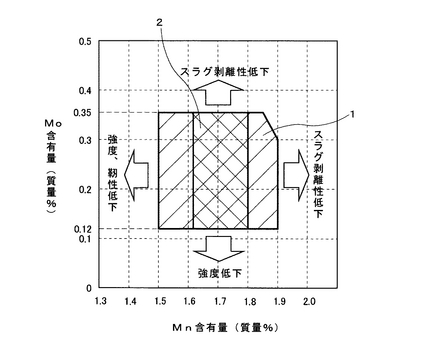
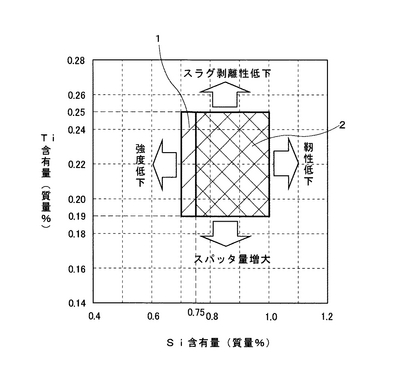
上述の各成分の含有量の限定理由を添付の図面を参照してまとめて説明する。図1は横軸にC含有量をとり、縦軸にB含有量をとって、本発明の成分範囲及びこの成分範囲を外れることによる影響を示すグラフ図である。また、図2は横軸にMn含有量をとり、縦軸にMo含有量をとって、本発明の成分範囲及びこの成分範囲を外れることによる影響を示すグラフ図である。更に、図3は横軸にSi含有量をとり、縦軸にTi含有量をとって、本発明の成分範囲及びこの成分範囲を外れることによる影響を示すグラフ図である。更にまた、図4は横軸にS含有量をとり、縦軸にO含有量をとって、本発明の成分範囲及びこの成分範囲を外れることによる影響を示すグラフ図である。更にまた、図5は横軸にSi含有量をとり、縦軸にMn含有量をとって、本発明の成分範囲及びこの成分範囲を外れることによる影響を示すグラフ図である。なお、図1乃至5において、領域1は本発明の範囲を示し、領域2は領域1の内部に位置し、本発明におけるより好適な範囲を示す。
【0058】
図1に示すように、本発明の範囲(領域1)よりも、C含有量が多くなると、溶接金属部の耐高温割れ性が低下する。また、本発明の範囲よりもC含有量が少なくなると、溶接金属部の強度及び耐高温割れ性が低下する。一方、本発明の範囲よりもB含有量が多くなると、溶接金属部の高温割れが発生する。また、C含有量が0.06質量%以下のとき、B含有量が本発明の範囲よりも少なくなると、スラグ剥離性が低下する。
【0059】
また、図2に示すように、本発明の範囲よりもMn含有量が多くなると、スラグ量が過剰となり、スラグ剥離性が低下する。また、本発明の範囲よりもMn含有量が少ないと、溶接金属部の強度及び靱性が低下する。一方、本発明の範囲よりもMo含有量が多くなると、スラグ剥離性が低下する。また、本発明の範囲よりもMo含有量が少なくなると、溶接金属部の強度が低下する。
【0060】
更に、図3に示すように、本発明の範囲よりもSi含有量が多くなると溶接金属部の靱性が低下する。また、本発明の範囲よりもSi含有量が少なくなると、溶接金属部の強度が低下する。一方、本発明の範囲よりもTi含有量が多くなると、スラグ剥離性が低下する。また、本発明の範囲よりもTi含有量が少なくなると、アークが不安定になって、スパッタ量が増加する。
【0061】
更にまた、図4に示すように、本発明の範囲よりもS含有量が多くなると、溶接金属部の靱性が低下すると共に耐高温割れ性が低下する。また、本発明の範囲よりもS含有量が少なくなると、スラグ剥離性が低下する。一方、本発明の範囲よりもO含有量が多くなると、溶接金属部の靱性及び耐高温割れ性が低下すると共にスラグ剥離性が低下する。
【0062】
更にまた、図5に示すように、Si含有量とMn含有量との比(Si/Mn)が本発明の範囲よりも小さくなると、スラグ剥離性が低下する。
【0063】
以下、本実施形態の効果について説明する。上述の如く、本実施形態のワイヤにおいては、Mn含有量が1.90質量%以下、Mo含有量が0.35質量%以下、Ti含有量が0.25質量%以下、O含有量が0.0160質量%以下であると共に、S含有量が0.005質量%以上であり、更に、Si含有量とMn含有量との比(Si/Mn)が0.385以上であり、C含有量が少ない場合にB含有量に下限値を設定しているため、スラグ剥離性が良好であり、効率よく半自動溶接することができる。また、各成分の含有量を上述の如く規定しているため、大入熱・高パス間温度条件で溶接を行っても、溶接金属部の機械的性質を良好な状態に維持できる。更に、Ti含有量が0.19質量%以上であるため、アークが安定してスパッタ発生量が少なくなると共に、スラグ量が適正化されて溶融池のシールド性が良好になる。
【0064】
このように、本実施形態においては、ワイヤ諸成分を適性範囲に規定することにより、鉄骨用として主に使用される大入熱・高パス間温度溶接において、溶接金属部の良好な機械的性質、半自動溶接に必要な優れたアーク安定性が得られ、更にスラグ発生量を適正化することによりシールド不良への耐性を維持したまま、スラグ剥離性を大幅に向上し、半自動溶接工程における能率を向上させることができる。これにより、鉄骨建築のコストを大幅に低減することができる。
【0065】
次に、本発明の第2の実施形態に係るガスシールドアーク溶接用ソリッドワイヤについて説明する。本実施形態のワイヤは、490N/mm2級鋼板に対して、最大入熱が40kJ/cm、最高パス間温度が350℃の条件で炭酸ガスシールド溶接する際、又は、520N/mm2級鋼板に対して、最大入熱が30kJ/cm、最高パス間温度が250℃の条件で炭酸ガスシールド溶接する際に使用されるワイヤである。このワイヤは、例えば、半自動溶接に使用される。
【0066】
本実施形態のワイヤの組成は、Si:0.70乃至1.00質量%、Mn:1.50乃至1.90質量%、S:0.005乃至0.025質量%、Ti:0.19乃至0.25質量%、Mo:0.12乃至0.35質量%、C:0.020乃至0.100質量%、B:0.0050質量%以下及びCu:0.45質量%以下を含有し、更に、Nb、V、Cr、Al及びNiからなる群から選択された少なくとも1種の元素を夫々0.20質量%以下含有し、残部がFe及び不可避的不純物である。また、前記不可避的不純物のうち、Pが0.020質量%以下に規制され、Oが0.0160質量%以下に規制されている。更に、Si含有量とMn含有量との比(Si/Mn)が0.385以上、Mn及びMoの総含有量が2.20質量%以下、S及びOの総含有量が0.034質量%以下であり、C含有量(質量%)を[C]、B含有量(質量%)を[B]としたときに、[C]及び[B]が下記数式13乃至15を満たしている。
【0067】
【数13】
【0068】
【数14】
【0069】
【数15】
【0070】
また、本実施形態のワイヤの組成において、より好ましくは、Si:0.75乃至1.00質量%、Mn:1.62乃至1.80質量%、C:0.040乃至0.0080質量%、S:0.009乃至0.025質量%、Cu:0.01乃至0.45質量%、Si/Mnが0.400以上、O:0.0100質量%以下である。
【0071】
更に、ワイヤの表面には、MoS2がワイヤ10kgあたり0.01乃至1.00g付着している。即ち、MoS2付着量は0.01g/10kg乃至1.00g/10kgである。このMoS2は、例えば塗布によってワイヤ表面に被着されたものである。
【0072】
以下、Nb、V、Cr、Al及びNiの含有量の数値限定理由について説明する。なお、本実施形態のワイヤにおける上記以外の成分における数値限定理由は、前述の第1の実施形態と同様である。
【0073】
Nb、V、Cr及びNiからなる群から選択された少なくとも1種の元素:夫々0.20質量%以下(請求項2)
Nb、V、Cr及びNiは、溶接金属部の強度を向上を向上させるために、必要に応じて微量添加される元素である。しかしながら、夫々の含有量が0.2質量%を超えると、スラグ剥離性が低下すると共にスパッタ発生量が増加する。また、Nb、V及びCrの含有量が夫々0.20質量%を超えると、溶接金属部の靱性が低下する。よって、Nb、V、Cr及びNiを添加する場合は、その含有量が夫々0.20質量%以下になるようにする。
【0074】
本実施形態のガスシールドアーク溶接用ソリッドワイヤにおいては、Nb、V、Cr及びNiからなる群から選択された少なくとも1種の元素を夫々0.20質量%以下添加しているため、第1の実施形態のワイヤに比べて、溶接金属部の強度をより向上させることができる。なお、本実施形態における上記以外の効果は、前述の第1の実施形態のワイヤと同様である。
【0075】
Al:0.20質量%以下(請求項3)
Alは、溶接金属部の強度を向上を向上させるために、必要に応じて微量添加される元素である。しかしながら、含有量が0.2質量%を超えると、スラグ剥離性が低下すると共にスパッタ発生量が増加する。また、Alの含有量が0.20質量%を超えると、溶接金属部の靱性が低下する。よって、Alを添加する場合は、その含有量が0.20質量%以下になるようにする。
【0076】
本実施形態のガスシールドアーク溶接用ソリッドワイヤにおいては、Alを0.20質量%以下添加しているため、第1の実施形態のワイヤに比べて、溶接金属部の強度をより向上させることができる。なお、本実施形態における上記以外の効果は、前述の第1の実施形態のワイヤと同様である。
【0077】
前述の第1及び第2の実施形態においては、ワイヤの表面にMoS2が付着している例を示したが、MoS2は必ずしも付着している必要はない。また、ワイヤが線材及びこの線材の周囲に被覆される銅めっき層により構成されていてもよい。
【実施例1】
【0078】
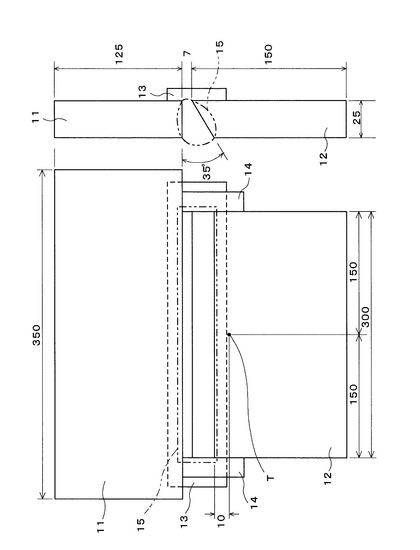
以下、本発明の実施例の効果について、その特許請求の範囲から外れる比較例と比較して具体的に説明する。図6は溶接試験片の形状及び寸法を示す平面図及び側面図である。図6に示すように、母材として、縦が350mmであり、横が125mmであり、厚さが25mmである鋼板11と、縦が300mmであり、横が150mmであり、厚さが25mmである鋼板12とを準備した。鋼板12には、開先角度が35°であるレ型開先を形成した。そして、鋼板11及び12の長辺間に7mmの間隔が形成されるように、鋼板11及び12を平行に配置した。また、鋼板12の表面における長手方向中央部で且つ開先から10mmの位置に、パス間温度測定位置Tを設定した。そして、鋼板11及び鋼板12の対向部分の裏側には、裏当金13を配置した。また、鋼板12の長手方向両側には夫々固定タブ14を配置し、鋼板11及び12を相互に固定した。なお、図6の側面図においては、固定タブ14は図示が省略されている。
【0079】
そして、複数の種類のガスシールドアーク溶接用ソリッドワイヤ(図示せず)を使用して、開先溶接を行った。これにより、鋼板11と鋼板12との間に、ビード15が形成された。このときの溶接条件を下記表1に示す。また、使用したワイヤの組成を下記表2乃至5に示す。なお、下記表2及び表4に示す各成分の含有量並びに下記表3及び表5に示すMoS2以外の含有量の単位は[質量%]であり、下記表3及び表5に示すMoS2の付着量の単位は[g/10kg]、即ち、ワイヤ10kgあたりのg数である。なお、下記表2乃至5に示すワイヤは、線材の表面に銅めっきが施されているワイヤと、銅めっきが施されていないワイヤとの両方を含むが、ワイヤ全質量中のCu含有量(質量%)のみを指標として整理している。
【0080】
【表1】
【0081】
【表2】
【0082】
【表3】
【0083】
【表4】
【0084】
【表5】
【0085】
そして、溶接中の(1)アーク安定性及び(2)スパッタ発生量を評価した。また、溶接終了後に、デジタル画像処理により(3)スラグの剥離性を評価し、また、(4)溶接効率を算出した。更に、(5)溶接金属部の機械的性質を評価した。更にまた、(6)溶接金属部における高温割れの発生の有無を調査した。以下、これらの評価方法について説明する。
【0086】
(1)アーク安定性
アーク安定性は、溶接中の官能試験によって評価した。ワイヤ送給性が優れ、溶滴移行性が円滑であり、全体としてアーク安定性が極めて優れていた場合を極めて良好(◎)と判定し、ワイヤ送給性が瞬間的に劣ることがあったり、液滴移項性が一時的に不安定になったりすることがあったものの、アーク安定性が実用上問題のないレベルであった場合を良好(○)と判定し、これらが顕著で問題となる場合を不良(×)と判定した。
【0087】
(2)スパッタ発生量
スパッタ発生量は、溶接終了後にシールドノズルに付着したスパッタを回収し、その質量を測定することによって評価した。回収されたスパッタ量が2.5g以下である場合を良好(○)と判定し、2.5gよりも多かった場合を不良(×)と判定した。
【0088】
(3)スラグの剥離性
本実施例においては、定量評価法として自然剥離性を評価した。先ず、溶接完了後、図6に示すパス間温度測定位置Tにおいて測定される鋼板表面温度が250℃まで冷却した時点で、ビード15の外観を写真撮影した。次に、そのビード外観写真をコンピュータに取り込んで画像解析ソフトにより二値化処理を行い、スラグが自然剥離した領域と、スラグが付着したままの領域とを区別した。そして、前記画像解析ソフトにより、スラグが自然剥離した領域の面積と、スラグが付着したままの領域の面積とを夫々算出した。そして、これらの面積に基づいて、スラグ剥離率を求めた。スラグが自然剥離した領域の面積をaとし、スラグが付着したままの領域の面積をbとし、スラグ剥離率をR(%)とするとき、スラグ剥離率Rを下記数式16により計算した。スラグ剥離率Rが13%以上である場合を良好(○)と判定し、13%未満である場合を不良(×)と判定した。
【0089】
【数16】
【0090】
(4)溶接効率
溶接効率E(%)は、1パス目から最終パスの1パス前の溶接までの間にスラグ除去に要した時間の合計値ΣSTと、1パス目から最終パスの1パス前の溶接までの間のアーク発生時間ΣATとを測定し、下記数式17により計算した。溶接効率Eは、スラグ除去が容易で、短時間で終了する程高くなり、優れていることになる。そこで、溶接効率Eが70%以上である場合を良好(○)とし、70%未満の場合を不良(×)とした。
【0091】
【数17】
【0092】
(5)溶接金属部の機械的性質
溶接金属部の機械的性質の評価は、引張試験により強度を測定し、シャルピー衝撃試験により靭性を測定して行った。図4に示す試験片から、JIS Z3111に規定される試験片を、その中心がビード表面下10mm、ビード幅中央部となるように採取して、引張試験及びシャルピー衝撃試験に供した。なお、引張試験は室温(20℃)の雰囲気で行った。また、シャルピー衝撃試験は0℃の雰囲気で行い、3本の試験片を夫々測定してその平均値を評価値とした。そして、強度については、引張強さが490N/mm2(=490MPa)以上である場合を合格(○)とし、それ未満である場合を不合格(×)とした。また、靭性については、シャルピー衝撃試験における吸収エネルギーが70J以上である場合を合格(○)とし、それ未満である場合を不合格(×)とした。
【0093】
(6)高温割れ
溶接金属部における高温割れの有無は、超音波探傷試験により調査した。
【0094】
これらの評価結果を下記表6及び表7にまとめて示す。
【0095】
【表6】
【0096】
【表7】
【0097】
先ず、表6に示す結果を説明する。No.1乃至28は本発明の実施例である。実施例No.1乃至28においては、各成分の含有量が本発明の範囲内にあるため、スラグ剥離性が良好で、溶接効率が高く、溶接金属部の強度及び靱性が高く、アークの安定性が優れ、スパッタの発生量が少なく、耐高温割れ性が良好であった。このため、優れた溶接作業性及び溶接金属の機械的性質が得られた。
【0098】
これに対して、表7に示すNo.29乃至62は比較例である。比較例No.29はCが過少であり溶接金属部の強度及び靱性が不足した。比較例No.30及び31はCが過剰であり溶接金属部に高温割れが発生した。比較例No.32はSiが過少であり溶接金属部の強度が不足した。比較例No.33はSiが過剰であり溶接金属部の靭性が不足した。比較例No.34及び35はTiが過少でありスパッタ発生量が多くアーク安定性も劣っていた。比較例No.36はTiが過剰であり、スラグ剥離性が悪く、溶接効率も劣っていた。比較例No.37はMnが過少であり溶接金属部の引張強度及び靭性が共に低かった。比較例No.37はMnが過剰であり、スラグ剥離性が悪く、溶接効率も劣っていた。
【0099】
比較例No.39は、Si及びMn単独量は問題ないものの、その比率(Si/Mn)が過少で、バランスが悪いため、スラグ剥離性が悪く、溶接効率も劣っていた。比較例No.40及び41は、Si/Mnが過少な上、Ti含有量も過少であり、スラグ剥離性が悪く、それに伴い溶接効率が劣っており、更に、アーク安定性が劣化し、スパッタ発生量も過剰であった。比較例No.42はMoが過少であり引張強さが低かった。比較例No.43はMoが過剰であり、スラグの剥離性が悪く、溶接効率も劣っていた。比較例No.44はMn及びMoの単独量は問題ないものの、Mn及びMoの合計量が過剰であったため、スラグ剥離性が悪く、溶接効率も悪かった。比較例No.45はSが過少であり、スラグの剥離性が悪く、溶接効率も悪かった。比較例No.46はSが過剰であり、靭性が低いと共に高温割れも発生した。
【0100】
比較例No.47はOが過剰であり、スラグ量が増加して剥離性も低下した。また、溶接金属中の介在物が過剰となって高温割れが発生し、靭性も低かった。比較例No.48はS及びOの単独量は問題ないものの、S及びOの合計量が過剰であり、靭性が低いと共に高温割れも発生した。比較例No.49はPが過剰であり、高温割れが発生した。比較例No.50はCuが過剰であり、スラグ剥離性が悪く、溶接効率が低下し、更に、高温割れも発生した。比較例No.51はBが過剰であり、高温割れが発生した。比較例No.52は、C含有量に対してB含有量が過剰であり、高温割れが発生した。比較例No.53乃至56は逆にC含有量に対してB含有量が不足してるため、靱性が低かった。また、溶融池とスラグ間の界面エネルギーが小さくなって、スラグ剥離性が劣化し、その結果、溶接効率も低下した。比較例No.57乃至No.61は夫々Nb、V、Al、Cr、Niが過剰であり、スラグ剥離性が劣化し、溶接効率も低下した。また、アークが不安定になり、スパッタ量も増加した。更に、比較例No.57乃至60は、溶接金属部の靱性も低下した。比較例No.62はワイヤ表面におけるMoS2の付着量が過剰であり、コンジットライナー等の送給系にMoS2が堆積して詰まり、ワイヤ送給が不安定となった。その結果、アーク安定性が損なわれ、スラグ分布が不均一化して悪影響を及ぼし、スラグの剥離性が低下した。また、溶接効率も低下し、スパッタ量も増加した。
【産業上の利用可能性】
【0101】
本発明に係るガスシールドアーク溶接用ソリッドワイヤは、半自動溶接により、強度が520N/mm2級以下の炭素鋼を炭酸ガスシールドアーク溶接する際に特に好適である。
【図面の簡単な説明】
【0102】
【図1】横軸にC含有量をとり、縦軸にB含有量をとって、本発明の成分範囲及びこの成分範囲を外れることによる影響を示すグラフ図である。
【図2】横軸にMn含有量をとり、縦軸にMo含有量をとって、本発明の成分範囲及びこの成分範囲を外れることによる影響を示すグラフ図である。
【図3】横軸にSi含有量をとり、縦軸にTi含有量をとって、本発明の成分範囲及びこの成分範囲を外れることによる影響を示すグラフ図である。
【図4】横軸にS含有量をとり、縦軸にO含有量をとって、本発明の成分範囲及びこの成分範囲を外れることによる影響を示すグラフ図である。
【図5】横軸にSi含有量をとり、縦軸にMn含有量をとって、本発明の成分範囲及びこの成分範囲を外れることによる影響を示すグラフ図である。
【図6】溶接試験片の形状及び寸法を示す平面図及び側面図である。
【符号の説明】
【0103】
1;領域(本発明の範囲)
2;領域(本発明の好適範囲)
11、12;鋼板
13;裏当金
14;固定タブ
15;ビード
T;パス間温度測定位置
【技術分野】
【0001】
本発明は、強度が520N/mm2級以下の炭素鋼を炭酸ガスシールドアーク溶接する際に使用するガスシールドアーク溶接用ソリッドワイヤに関する。
【背景技術】
【0002】
二酸化炭素(CO2)ガスをシールドガスとするガスシールドアーク溶接法には能率性が高いという利点があり、近時、建築鉄骨分野においては、この炭酸ガスシールドアーク溶接法が主として使用されている。また、その溶接品質面に関しては、耐震性向上を主眼とし、溶接継ぎ手部の性能向上を図るために、1997年のJASS6改訂及び1999年の建築基準法改定において、溶接時の入熱・パス間温度に上限管理が規定されている。
【0003】
この動向を受け、溶接ワイヤにおいても、大入熱・高パス間温度対応ワイヤが開発され、1999年に540N/mm2級ワイヤとしてJIS(Japanese Industrial Standards:日本工業規格)に規定された。このワイヤを使用すると、例えば490N/mm2級鋼板に対しては、溶接時の最大入熱が40kJ/cm、パス間温度が350℃まで許容され、また、520N/mm2級鋼板に対しては、溶接時の最大入熱が30kJ/cm、パス間温度が250℃まで許容される。これ以後、今日まで、大入熱・高パス間温度条件下において従来の溶接ワイヤよりも優れた機械的性能が得られることから、この540N/mm2級ワイヤが急速に普及している。特に、ロボット溶接とは異なり、人手が必要であり、入熱及びパス間温度の管理が困難である半自動溶接においては、熱管理の許容範囲が広い540N/mm2級ワイヤの普及は目覚ましい。
【0004】
これまでに、炭酸ガスシールドアーク溶接用大電流・高パス間温度対応ワイヤとして、従来よりもSi、Mn及びTi等の脱酸成分を多く含有し、且つMo、B、Cr、Al、Nb及びV等を必要に応じて添加した溶接ワイヤが開発されている(例えば、特許文献1乃至9参照)。
【0005】
【特許文献1】特開平10−230387号公報
【特許文献2】特開平11−90678号公報
【特許文献3】特開2000−317678号公報
【特許文献4】特開2001−287086号公報
【特許文献5】特開2002−321087号公報
【特許文献6】特開2002−346789号公報
【特許文献7】特開2002−79395号公報
【特許文献8】特開2003−119550号公報
【特許文献9】特開2003−136281号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、前述の従来の技術には以下に示す問題点がある。鉄骨建築分野においてパス間温度管理が導入された当初は、規定の温度に到達すると、冷却するまでの間待ち時間が発生していたため、溶接部にスラグが堆積しても、作業者がチッパー等の工具によりスラグ除去を行うことができた。このため、特許文献1乃至9に記載されている溶接ワイヤのように、これまでに開発された540N/mm2級の炭酸ガス溶接用大電流・高パス間温度対応ワイヤは、スラグ剥離性が考慮されていなかった。しかし、近時、1人の溶接作業者が多数の溶接継手を同時に担当し、溶接継手が規定の温度に到達すると、他の溶接継手に移動して溶接を行い、先に溶接した継手はその間に冷却されるという手法が開発され、普及してきている。このように、作業者の待ち時間がなくなると、従来認識されていなかった大電流・高パス間温度対応ワイヤにおける劣悪なスラグ剥離性が、溶接効率を低下させる大きな問題点として認識され始めている。
【0007】
本発明はかかる問題点に鑑みてなされたものであって、強度が520N/mm2級以下の炭素鋼を炭酸ガスシールドアーク溶接した際に、高効率で且つ溶接部の機械的性能が優れたガスシールドアーク溶接用ソリッドワイヤを提供することを目的とする。
【課題を解決するための手段】
【0008】
本願第1発明に係るガスシールドアーク溶接用ソリッドワイヤは、Si:0.70乃至1.00質量%、Mn:1.50乃至1.90質量%、S:0.005乃至0.025質量%、Ti:0.19乃至0.25質量%、Mo:0.12乃至0.35質量%、C:0.020乃至0.100質量%、B:0.0050質量%以下及びCu:0.45質量%以下を含有し、残部がFe及び不可避的不純物からなり、前記不可避的不純物のうち、Pが0.020質量%以下、Oが0.0160質量%以下に規制され、更に、Si含有量とMn含有量との比(Si/Mn)が0.385以上、Mn及びMoの総含有量が2.20質量%以下、S及びOの総含有量が0.034質量%以下であり、C含有量(質量%)を[C]、B含有量(質量%)を[B]としたとき、[C]及び[B]が下記数式1乃至3を満たすことを特徴とする。
【0009】
【数1】
【0010】
【数2】
【0011】
【数3】
【0012】
本発明においては、ワイヤ中のMn、Mo、Ti及びOの含有量の上限値、並びにS含有量の下限値を夫々規定し、更に、Si含有量とMn含有量との比を最適化すると共に、C含有量が少ない場合のB含有量の下限値を規定しているため、スラグ剥離性が向上し、半自動溶接における溶接効率を高めることができる。また、各成分の含有量を上述の如く規定することにより、大入熱・高パス間温度条件で溶接を行っても、溶接金属部の機械的性質を良好な状態に維持することができる。更に、Ti含有量の下限値を規定しているため、アークが安定してスパッタ発生量が少なくなると共に、スラグが適性量となり良好なシールド性が得られる。
【0013】
本願第2発明に係るガスシールドアーク溶接用ソリッドワイヤは、Si:0.70乃至1.00質量%、Mn:1.50乃至1.90質量%、S:0.005乃至0.025質量%、Ti:0.19乃至0.25質量%、Mo:0.12乃至0.35質量%、C:0.020乃至0.100質量%、B:0.0050質量%以下及びCu:0.45質量%以下を含有し、更に、Nb、V、Cr及びNiからなる群から選択された少なくとも1種の元素を夫々0.20質量%以下含有し、残部がFe及び不可避的不純物からなり、前記不可避的不純物のうち、Pが0.020質量%以下、Oが0.0160質量%以下に規制され、更に、Si含有量とMn含有量との比(Si/Mn)が0.385以上、Mn及びMoの総含有量が2.20質量%以下、S及びOの総含有量が0.034質量%以下であり、C含有量(質量%)を[C]、B含有量(質量%)を[B]としたとき、[C]及び[B]が下記数式4乃至6を満たすことを特徴とする。
【0014】
【数4】
【0015】
【数5】
【0016】
【数6】
【0017】
本発明においては、ワイヤ中のMn、Mo、Ti及びOの含有量の上限値、並びにS含有量の下限値を夫々規定し、更に、Si含有量とMn含有量との比を最適化すると共に、C含有量が少ない場合のB含有量の下限値を規定しているため、スラグ剥離性が向上し、半自動溶接における溶接効率を高めることができる。また、各成分の含有量を上述の如く規定することにより、大入熱・高パス間温度条件で溶接を行っても、溶接金属部の機械的性質を良好な状態に維持することができる。更に、Ti含有量の下限値を規定しているため、アークが安定してスパッタ発生量が少なくなると共に、スラグが適性量となり良好なシールド性が得られる。更にまた、Nb、V、Cr及びNiからなる群から選択された少なくとも1種の元素を添加しているため、溶接金属部の強度をより向上させることができる。
【0018】
本願第3発明に係るガスシールドアーク溶接用ソリッドワイヤは、Si:0.70乃至1.00質量%、Mn:1.50乃至1.90質量%、S:0.005乃至0.025質量%、Ti:0.19乃至0.25質量%、Mo:0.12乃至0.35質量%、C:0.020乃至0.100質量%、B:0.0050質量%以下、Cu:0.45質量%以下及びAl:0.20質量%以下を含有し、残部がFe及び不可避的不純物からなり、前記不可避的不純物のうち、Pが0.020質量%以下、Oが0.0160質量%以下に規制され、更に、Si含有量とMn含有量との比(Si/Mn)が0.385以上、Mn及びMoの総含有量が2.20質量%以下、S及びOの総含有量が0.034質量%以下であり、C含有量(質量%)を[C]、B含有量(質量%)を[B]としたとき、[C]及び[B]が下記数式7乃至9を満たすことを特徴とする。
【0019】
【数7】
【0020】
【数8】
【0021】
【数9】
【0022】
本発明においては、ワイヤ中のMn、Mo、Ti及びOの含有量の上限値、並びにS含有量の下限値を夫々規定し、更に、Si含有量とMn含有量との比を最適化すると共に、C含有量が少ない場合のB含有量の下限値を規定しているため、スラグ剥離性が向上し、半自動溶接における溶接効率を高めることができる。また、各成分の含有量を上述の如く規定することにより、大入熱・高パス間温度条件で溶接を行っても、溶接金属部の機械的性質を良好な状態に維持することができる。更に、Ti含有量の下限値を規定しているため、アークが安定してスパッタ発生量が少なくなると共に、スラグが適性量となり良好なシールド性が得られる。更にまた、Alを適量添加しているため、溶接金属部の強度をより向上させることができる。
【0023】
C含有量は、0.040乃至0.080質量%としてもよい。これにより、強度及び靭性がより向上するとともに、開先が狭い場合でも優れた耐割れ性が得られる。また、Si含有量は、0.75質量%以上とすることができる。これにより、強度を安定的に高めることができる。更に、Mn含有量は、1.62乃至1.80質量%でもよい。これにより、強度及び靭性をより高めつつ、スラグ剥離性を向上することができる。
【0024】
一方、S含有量は、0.009質量%以上にすることもできる。これにより、スラグ剥離性が更に向上することとなる。また、Cu含有量を0.01質量%以上にしてもよい。これにより、強度の向上を図ることができ、又はCuが添加されるめっき成分の場会は、ワイヤの耐錆性の向上を図ることができる。更に、Si含有量とMn含有量との比(Si/Mn)は、0.400以上でもよい。これにより、スラグ剥離性がより向上する。更にまた、O含有量を0.0100質量%以下に規制してもよい。これにより、スラグ解離性、耐割れ性、靭性をより安定的に向上することができる。
【0025】
更にまた、ワイヤ表面に、ワイヤ10kgあたりの重量で、MoS2を0.01g/10kg乃至1.00g/10kg付着させることもできる。これにより、これにより、スラグ剥離性をより向上させることができる。
【発明の効果】
【0026】
本発明よれば、ガスシールドアーク溶接用ソリッドワイヤの組成を上述の如く規定することにより、強度が520N/mm2級以下の炭素鋼を炭酸ガスシールドアーク溶接する際のスラグ剥離性を改善され、半自動溶接における溶接効率を向上させることができると共に、溶接金属部の機械的性能を十分に高く確保することができる。
【発明を実施するための最良の形態】
【0027】
本発明者等は、上述の問題点を解決するために、溶接スラグに関する研究を重ね、スラグの生成量及びスラグ剥離性に及ぼす影響要因を明らかにし、以下に示す知見を得た。溶接スラグの生成量は、強脱酸成分、即ち、Mn及びTiの含有量と強い関係があり、これらの含有量が増大すると、スラグ生成量も増加する。また、スラグ剥離性は、溶融状態におけるスラグ/溶接金属間界面エネルギー、凝固後のスラグ自体の強度、溶接金属表面の凹凸、即ち、物理的高低差及びその高低部位生成頻度と強い関係があり、Mn含有量及びMo含有量の増加、S含有量の減少、並びにC含有量及びB含有量が共に減少することにより低下する。これらは従来知られていなかった知見である。そして、これらの影響因子は、従来の高張力鋼用溶接ワイヤ、低温鋼用溶接ワイヤ及び高電流用溶接ワイヤにおいて、スラグ量増大及びスラグ剥離性低下が避けられなかった要因であると考えられる。
【0028】
一方、上述の知見に基づき、スラグ生成量の低減及びスラグ剥離性能の向上について過度に追求すると、溶接金属部における強度及び靱性等の機械的性能の低下、高電流溶接時のアーク安定性の低下、並びにスパッタ量の増大といった問題が生じやすくなることも明らかになった。また、本発明者等は、ワイヤ成分以外の要因として、ワイヤ送給が不安定になると、溶融池の形状が乱れて生成するスラグの厚さが不均一となり、スラグ剥離性が低下することも見出した。
【0029】
なお、半自動溶接は個人間の技量の差が大きく、技量の低い溶接者は極めて高い溶接電流、過剰なウィービング、又は1パス当たりの溶着量を過剰に増やしてしまう等の要因により、溶融池のシールド性を悪化させ、ブローホール等の気孔欠陥を発生させてしまうことがある。このため、スラグ量を過剰に減らしてしまうと、溶融池がスラグにより保護されずにガス雰囲気に曝され、シールド性が低下するため、より耐気孔欠陥性を劣化させてしまうことになる。
【0030】
本発明者等は上述の各要素を考慮し、半自動溶接に適した大入熱・高電流溶接用として最適な溶接ワイヤ、即ち、(1)スラグ剥離性が良好であり、(2)スラグ発生量が適切であり、(3)入熱量が大きく、パス間温度が高く、従って溶接金属部の冷却速度が小さくなる溶接条件においても溶接金属部の機械的強度が優れ、更に、ノズル閉塞により連続溶接が阻害されることを防止するために、(4)スパッタ発生量が少ないガスシールドアーク溶接用ソリッドワイヤを開発した。
【0031】
以下、本発明の実施の形態に係るガスシールドアーク溶接用ソリッドワイヤについて、添付の図面を参照して具体的に説明する。先ず、本発明の第1の実施形態のガスシールドアーク溶接用ソリッドワイヤ(以下、単にワイヤともいう)について説明する。本実施形態のガスシールドアーク溶接用ソリッドワイヤは、490N/mm2級鋼板に対して、最大入熱が40kJ/cm、最高パス間温度が350℃の条件で炭酸ガスシールド溶接する際、又は、520N/mm2級鋼板に対して、最大入熱が30kJ/cm、最高パス間温度が250℃の条件で炭酸ガスシールド溶接する際に使用されるワイヤである。このワイヤは、例えば、半自動溶接に使用される。
【0032】
本実施形態のワイヤの組成は、Si:0.70乃至1.00質量%、Mn:1.50乃至1.90質量%、S:0.005乃至0.025質量%、Ti:0.19乃至0.25質量%、Mo:0.12乃至0.35質量%、C:0.020乃至0.100質量%、B:0.0050質量%以下及びCu:0.45質量%以下を含有し、残部がFe及び不可避的不純物である。また、不可避的不純物のうち、Pが0.020質量%以下に規制され、Oが0.0160質量%以下に規制されている。更に、Si含有量とMn含有量との比(Si/Mn)が0.385以上、Mn及びMoの総含有量が2.20質量%以下、S及びOの総含有量が0.034質量%以下であり、C含有量(質量%)を[C]、B含有量(質量%)を[B]としたときに、[C]及び[B]が下記数式10乃至12を満たしている。
【0033】
【数10】
【0034】
【数11】
【0035】
【数12】
【0036】
また、本実施形態のワイヤの組成において、より好ましくは、Si:0.75乃至1.00質量%、Mn:1.62乃至1.80質量%、C:0.040乃至0.0080質量%、S:0.009乃至0.025質量%、Cu:0.01乃至0.45質量%、Si/Mnが0.400以上、O:0.0100質量%以下である。
【0037】
更に、ワイヤの表面には、MoS2がワイヤ10kgあたり0.01乃至1.00g付着している。即ち、MoS2付着量は0.01g/10kg乃至1.00g/10kgである。このMoS2は、例えば塗布によってワイヤ表面に被着されたものである。
【0038】
以下、本発明の数値限定理由について説明する。
【0039】
Si含有量:0.70乃至1.00質量%
珪素(Si)は、スラグ生成量及びスラグ剥離性には大きな影響を及ぼさないが、主として強度確保、脱酸による気孔欠陥の発生防止及びなじみ性向上のために添加する。これらの効果は、0.70質量%以上の添加で有効になる。よって、Si含有量は0.70質量%以上とする。好ましくは、0.75質量%以上である。一方、Siを1.00質量%を超えて過剰に添加すると、溶接金属部の靱性が低下する。よって、Si含有量は1.00質量%以下とする。但し、Mn含有量に比べてSi含有量が大幅に低いと、スラグ組成が変化してスラグ剥離性が低下するため、Si含有量とMn含有量との比を調節する必要がある。
【0040】
Mn含有量:1.50乃至1.90質量%
マンガン(Mn)は、脱酸を促進すると共に、溶接金属部の強度及び靱性を向上させる効果がある。従来の一般的な大入熱用ワイヤはMnを多く含有するが、本発明においては、Mn含有量を従来のワイヤよりも低くすることにより、溶接金属部の機械的性質とスラグ剥離性のとのバランスを改善している。具体的には、Mn含有量が1.50質量%未満では大入熱溶接時の溶接金属部の強度及び靱性が不足する。よって、Mn含有量は1.50質量%以上とする。好ましくは、1.62質量%以上である。一方、Mn含有量が1.90質量%を超えると、スラグ量が増加してスラグ剥離性が低下する。よって、Mn含有量は1.90質量%以下とする。好ましくは、1.80質量%以下である。但し、Mo含有量が多い場合は、Mo含有量に応じてMn含有量の上限を低くする必要がある。
【0041】
S含有量:0.005乃至0.025質量%
硫黄(S)は、溶融池の表面張力を低減し、凝固時の物理的凹凸を減少させて溶融金属部の表面を滑らかにする効果がある。これにより、スラグ剥離性が向上する。但し、S含有量が0.005質量%未満ではこの効果は得られない。よって、S含有量は0.005質量%以上とする。好ましくは、0.009質量%以上である。一方、S含有量が0.025質量%を超えると、溶接金属部の表面形状改善効果が飽和してしまう上に、溶接金属部の靱性が低下し、高温割れが発生しやすくなる。また、スラグの形態が粒状化し、アークによる溶融を妨げて不安定要因となると共に、溶接金属部に高温割れが発生しやすくなる。よって、S含有量は0.025質量%以下とする。但し、O含有量が多い場合は、O含有量に応じてS含有量の上限を低くする必要がある。
【0042】
Ti含有量:0.19乃至0.25質量%
チタン(Ti)は、高電流域におけるアーク安定性を向上させる効果があり、スラグを生成する主要成分である。Ti含有量が0.19質量%未満では、半自動溶接で使用される430A以上の高電流域においてアーク安定性が低下し、スパッタ発生量が増加すると共に、スラグ量が不足して溶融池のシールド性が劣化する。よって、Ti含有量は0.19質量%以上とする。一方、Ti含有量が0.25質量%を超えると、スラグ量が過剰に多くなり、スラグ剥離性が低下する。よって、Ti含有量は0.25質量%以下とする。
【0043】
Mo含有量:0.12乃至0.35質量%
モリブデン(Mo)は、溶接金属の焼入れ性を向上させ、溶接金属部の強度を向上させる効果がある。半自動溶接においてこの効果を得るためには、Moを0.12質量%以上添加する必要がある。よって、Mo含有量は0.12質量%以上とする。一方、Moはスラグの硬度を上昇させ、スラグを割れ難くして剥離性を低下させる。特に、Mo含有量が0.35質量%を超えると、スラグ剥離性が急激に低下する。よって、Mo含有量は0.35質量%以下とする。但し、Mn含有量が多い場合は、Mn含有量に応じてMo含有量の上限を低くする必要がある。
【0044】
C含有量:0.020乃至0.100質量%
炭素(C)は、溶接金属の焼入れ性を向上し、溶接金属部の強度を確保するために重要な添加元素であるが、C含有量が0.020質量%未満の場合、大入熱・高パス間温度溶接時に必要な強度が確保できない。よって、C含有量は0.020質量%以上とする。好ましくは、0.040質量%以上である。但し、Bが不足する場合は、C含有量の下限を高くする必要がある。一方、Cを過剰に添加すると溶接金属部に高温割れが発生しやすくなり、特に、C含有量が0.100質量%を超えると、高温割れの発生が顕著になる。よって、C含有量は0.100質量%以下とする。好ましくは、0.080質量%以下である。但し、B含有量が多い場合はC含有量の上限を低くする必要がある。
【0045】
B:0.0050質量%以下
ホウ素(B)は、少量の添加で溶接金属の焼入れ性を高め、溶接金属部の強度及び靱性を向上させる効果があるが、B含有量が0.0050質量%を超えると、溶接金属部に高温割れが発生しやすくなる。よって、B含有量は0.0050質量%以下とする。但し、B含有量は、C含有量に応じて調節する必要がある。
【0046】
具体的には、C含有量が0.0060質量以上の場合は、下限値を設定する必要はなく、Bを添加しなくてもよい。一方、C含有量が少ない場合は、溶接金属の焼入れ性が不足するため、Bを適量添加する必要がある。また、C含有量及びB含有量が共に少ない場合は、相状態図における固液共存温度域が過剰に狭くなり、溶融池の表面とスラグの界面エネルギーが小さくなって安定化し、スラグ剥離性が低下する。このため、B含有量及びC含有量に下限値を設定する必要がある。
【0047】
例えば、C含有量(質量%)を[C]、B含有量(質量%)を[B]としたとき、ワイヤ中のC含有量及びB含有量が、0.0.20≦[C]≦0.050且つ[B]<0.0015であると、溶接金属部の強度、靱性及びスラグ剥離性が低下する。よって、C含有量が0.020乃至0.050質量%の場合は、B含有量を0.0015質量%以上とする。
【0048】
また、0.050<[C]<0.060のとき、[B]<0.009−0.15×[C]であると、溶接金属部の強度、靱性及びスラグ剥離性が低下することがある。よって、0.050<[C]<0.060であるときは、[B]≧0.009−0.15×[C]とする。
【0049】
更に、C含有量及びB含有量が共に多い場合は、溶接金属部に高温割れが発生しやすくなるため、B含有量に上限を設けた方がよい。具体的には、0.080≦[C]≦0.100のとき、[B]>0.13−0.1×[C]であると、溶接金属部に高温割れが発生する。よって、0.080≦[C]≦0.100であるときは、[B]≦0.013−0.10×[C]とする。
【0050】
Cu含有量:0.45質量%以下
銅(Cu)は、溶接金属の焼き入れ性を向上させる効果があるが、過剰に添加すると溶接金属部に高温割れが発生しやすくなると共に、スラグの性質が変化して剥離性が低下する。ワイヤ中に0.45質量%を超える量のCuを添加すると、これらの問題が顕著になるため、Cu含有量は0.45質量%以下とする。好ましくは、0.01乃至0.45質量%である。なお、Cu含有量は、ワイヤ表面にめっきが施されている場合は、めっき層に含まれるCu成分と線材に含まれるCu成分とを合計した値とする。
【0051】
Si含有量とMn含有量との比(Si/Mn):0.385以上
Si及びMnは、夫々の含有量がスラグ剥離性に影響を及ぼすだけでなく、Si含有量とMn含有量との比(Si/Mn)もスラグ剥離性に大きく影響する。具体的には、Si/Mnが大きい方がスラグ剥離性が良好になる。一方、Si/Mnが0.385未満になると、スラグ性状が変化して硬度が上昇し、スラグと溶接金属表面との密着性が高まり、スラグ剥離性が低下する。従って、Si/Mnは0.385以上とする。好ましくは、4.00以上である。
【0052】
Mn及びMoの総含有量:2.20質量%以下
Mn及びMoは共にスラグ剥離性を低下する性質があり、Mn及びMoの総含有量が2.20質量%を超えると、スラグ剥離性の低下が顕著になる。従って、Mn及びMoの総含有量は2.20質量%以下とする。
【0053】
S及びOの総含有量:0.034質量%以下
S及びOの総含有量が0.034質量%を超えると、溶接金属部に高温割れが発生しやすくなると共に、スラグの形態が粒状化してアークによる溶融を妨げ、不安定要因となる。また、溶接金属部の靱性も低下する。従って、スラグ生成量が増加し、S及びOの総含有量は0.034質量%以下とする。
【0054】
P含有量:0.020質量%以下
鋼にはリン(P)が不可避的不純物として混入しているが、Pは高温割れを発生させる主要元素の1つであり、本発明のワイヤにおいては、故意に添加する利点は見あたらない。また、P含有量が0.020質量%を超えると溶接金属部に高温割れが発生するため、P含有量は0.020質量%以下に規制する。
【0055】
O含有量:0.0160質量%以下
鋼には酸素(O)が不可避的不純物として混入しているが、スラグは酸化物であるため、O含有量が増加すると化学反応によって生じるスラグ生成量も増加し、更にO含有量が過剰になるとスラグ剥離性が低下する。また、O含有量が増加すると、溶接金属部中の介在物が増加するため、溶接金属部において高温割れが発生しやすくなると共に、溶接金属部の靱性が低下する。O含有量が0.0160質量%以下であれば、これらの問題は発生しないため、O含有量は0.0160質量%以下に規制する。好ましくは0.0100質量%以下である。但し、S含有量が多い場合は、高温割れを防止するため、O含有量の上限値を低くする。なお、上述のO含有量の規定は、ワイヤ中のOの分布、即ち、線材中に含有されているか又はワイヤ表面に存在しているか等のOの存在位置には関係なく、ワイヤ全体に含まれるOの総量である。
【0056】
ワイヤの表面のMoS2付着量:0.01g/10kg乃至1.00g/10kg
前述の如く、ワイヤの送給性もスラグ剥離性に大きな影響を及ぼす。ワイヤの送給が安定することにより、溶融池の形成もまた安定となり、生成されたスラグの厚さが均一となり、熱収縮の歪みが均一に作用することにより、スラグが全面剥離しやすくなる。ワイヤ表面に存在するMoS2は、チップ−ワイヤ間の給電点における融着を低減し、ワイヤの送給性を向上させる。従来、ワイヤ表面の粒界に沿ってワイヤを過剰酸化させることによりワイヤの送給性を向上させる技術が知られているが、この方法ではO含有量が過剰になってしまい、スラグの生成量の増加に伴いスラグ剥離性が低下するという欠点がある。これに対して、ワイヤ表面にMoS2を付着させる方法は、スラグ剥離性を低下の懸念がないため、本発明のワイヤの送給性を向上させる方法として好適である。この効果は、ワイヤ表面にMoS2をワイヤ10kgあたり0.01g以上付着させることにより得られる。一方、MoS2をワイヤ10kgあたり1.00gよりも多く付着させると、送給機構内にMoS2が堆積するため、送給機構内にMoS2が詰まって送給不良が発生する。その結果、スラグ性状に影響が及び、スラグ剥離性が低下する。よって、ワイヤの表面のMoS2付着量は0.01g/10kg乃至1.00g/10kgとする。
【0057】
上述の各成分の含有量の限定理由を添付の図面を参照してまとめて説明する。図1は横軸にC含有量をとり、縦軸にB含有量をとって、本発明の成分範囲及びこの成分範囲を外れることによる影響を示すグラフ図である。また、図2は横軸にMn含有量をとり、縦軸にMo含有量をとって、本発明の成分範囲及びこの成分範囲を外れることによる影響を示すグラフ図である。更に、図3は横軸にSi含有量をとり、縦軸にTi含有量をとって、本発明の成分範囲及びこの成分範囲を外れることによる影響を示すグラフ図である。更にまた、図4は横軸にS含有量をとり、縦軸にO含有量をとって、本発明の成分範囲及びこの成分範囲を外れることによる影響を示すグラフ図である。更にまた、図5は横軸にSi含有量をとり、縦軸にMn含有量をとって、本発明の成分範囲及びこの成分範囲を外れることによる影響を示すグラフ図である。なお、図1乃至5において、領域1は本発明の範囲を示し、領域2は領域1の内部に位置し、本発明におけるより好適な範囲を示す。
【0058】
図1に示すように、本発明の範囲(領域1)よりも、C含有量が多くなると、溶接金属部の耐高温割れ性が低下する。また、本発明の範囲よりもC含有量が少なくなると、溶接金属部の強度及び耐高温割れ性が低下する。一方、本発明の範囲よりもB含有量が多くなると、溶接金属部の高温割れが発生する。また、C含有量が0.06質量%以下のとき、B含有量が本発明の範囲よりも少なくなると、スラグ剥離性が低下する。
【0059】
また、図2に示すように、本発明の範囲よりもMn含有量が多くなると、スラグ量が過剰となり、スラグ剥離性が低下する。また、本発明の範囲よりもMn含有量が少ないと、溶接金属部の強度及び靱性が低下する。一方、本発明の範囲よりもMo含有量が多くなると、スラグ剥離性が低下する。また、本発明の範囲よりもMo含有量が少なくなると、溶接金属部の強度が低下する。
【0060】
更に、図3に示すように、本発明の範囲よりもSi含有量が多くなると溶接金属部の靱性が低下する。また、本発明の範囲よりもSi含有量が少なくなると、溶接金属部の強度が低下する。一方、本発明の範囲よりもTi含有量が多くなると、スラグ剥離性が低下する。また、本発明の範囲よりもTi含有量が少なくなると、アークが不安定になって、スパッタ量が増加する。
【0061】
更にまた、図4に示すように、本発明の範囲よりもS含有量が多くなると、溶接金属部の靱性が低下すると共に耐高温割れ性が低下する。また、本発明の範囲よりもS含有量が少なくなると、スラグ剥離性が低下する。一方、本発明の範囲よりもO含有量が多くなると、溶接金属部の靱性及び耐高温割れ性が低下すると共にスラグ剥離性が低下する。
【0062】
更にまた、図5に示すように、Si含有量とMn含有量との比(Si/Mn)が本発明の範囲よりも小さくなると、スラグ剥離性が低下する。
【0063】
以下、本実施形態の効果について説明する。上述の如く、本実施形態のワイヤにおいては、Mn含有量が1.90質量%以下、Mo含有量が0.35質量%以下、Ti含有量が0.25質量%以下、O含有量が0.0160質量%以下であると共に、S含有量が0.005質量%以上であり、更に、Si含有量とMn含有量との比(Si/Mn)が0.385以上であり、C含有量が少ない場合にB含有量に下限値を設定しているため、スラグ剥離性が良好であり、効率よく半自動溶接することができる。また、各成分の含有量を上述の如く規定しているため、大入熱・高パス間温度条件で溶接を行っても、溶接金属部の機械的性質を良好な状態に維持できる。更に、Ti含有量が0.19質量%以上であるため、アークが安定してスパッタ発生量が少なくなると共に、スラグ量が適正化されて溶融池のシールド性が良好になる。
【0064】
このように、本実施形態においては、ワイヤ諸成分を適性範囲に規定することにより、鉄骨用として主に使用される大入熱・高パス間温度溶接において、溶接金属部の良好な機械的性質、半自動溶接に必要な優れたアーク安定性が得られ、更にスラグ発生量を適正化することによりシールド不良への耐性を維持したまま、スラグ剥離性を大幅に向上し、半自動溶接工程における能率を向上させることができる。これにより、鉄骨建築のコストを大幅に低減することができる。
【0065】
次に、本発明の第2の実施形態に係るガスシールドアーク溶接用ソリッドワイヤについて説明する。本実施形態のワイヤは、490N/mm2級鋼板に対して、最大入熱が40kJ/cm、最高パス間温度が350℃の条件で炭酸ガスシールド溶接する際、又は、520N/mm2級鋼板に対して、最大入熱が30kJ/cm、最高パス間温度が250℃の条件で炭酸ガスシールド溶接する際に使用されるワイヤである。このワイヤは、例えば、半自動溶接に使用される。
【0066】
本実施形態のワイヤの組成は、Si:0.70乃至1.00質量%、Mn:1.50乃至1.90質量%、S:0.005乃至0.025質量%、Ti:0.19乃至0.25質量%、Mo:0.12乃至0.35質量%、C:0.020乃至0.100質量%、B:0.0050質量%以下及びCu:0.45質量%以下を含有し、更に、Nb、V、Cr、Al及びNiからなる群から選択された少なくとも1種の元素を夫々0.20質量%以下含有し、残部がFe及び不可避的不純物である。また、前記不可避的不純物のうち、Pが0.020質量%以下に規制され、Oが0.0160質量%以下に規制されている。更に、Si含有量とMn含有量との比(Si/Mn)が0.385以上、Mn及びMoの総含有量が2.20質量%以下、S及びOの総含有量が0.034質量%以下であり、C含有量(質量%)を[C]、B含有量(質量%)を[B]としたときに、[C]及び[B]が下記数式13乃至15を満たしている。
【0067】
【数13】
【0068】
【数14】
【0069】
【数15】
【0070】
また、本実施形態のワイヤの組成において、より好ましくは、Si:0.75乃至1.00質量%、Mn:1.62乃至1.80質量%、C:0.040乃至0.0080質量%、S:0.009乃至0.025質量%、Cu:0.01乃至0.45質量%、Si/Mnが0.400以上、O:0.0100質量%以下である。
【0071】
更に、ワイヤの表面には、MoS2がワイヤ10kgあたり0.01乃至1.00g付着している。即ち、MoS2付着量は0.01g/10kg乃至1.00g/10kgである。このMoS2は、例えば塗布によってワイヤ表面に被着されたものである。
【0072】
以下、Nb、V、Cr、Al及びNiの含有量の数値限定理由について説明する。なお、本実施形態のワイヤにおける上記以外の成分における数値限定理由は、前述の第1の実施形態と同様である。
【0073】
Nb、V、Cr及びNiからなる群から選択された少なくとも1種の元素:夫々0.20質量%以下(請求項2)
Nb、V、Cr及びNiは、溶接金属部の強度を向上を向上させるために、必要に応じて微量添加される元素である。しかしながら、夫々の含有量が0.2質量%を超えると、スラグ剥離性が低下すると共にスパッタ発生量が増加する。また、Nb、V及びCrの含有量が夫々0.20質量%を超えると、溶接金属部の靱性が低下する。よって、Nb、V、Cr及びNiを添加する場合は、その含有量が夫々0.20質量%以下になるようにする。
【0074】
本実施形態のガスシールドアーク溶接用ソリッドワイヤにおいては、Nb、V、Cr及びNiからなる群から選択された少なくとも1種の元素を夫々0.20質量%以下添加しているため、第1の実施形態のワイヤに比べて、溶接金属部の強度をより向上させることができる。なお、本実施形態における上記以外の効果は、前述の第1の実施形態のワイヤと同様である。
【0075】
Al:0.20質量%以下(請求項3)
Alは、溶接金属部の強度を向上を向上させるために、必要に応じて微量添加される元素である。しかしながら、含有量が0.2質量%を超えると、スラグ剥離性が低下すると共にスパッタ発生量が増加する。また、Alの含有量が0.20質量%を超えると、溶接金属部の靱性が低下する。よって、Alを添加する場合は、その含有量が0.20質量%以下になるようにする。
【0076】
本実施形態のガスシールドアーク溶接用ソリッドワイヤにおいては、Alを0.20質量%以下添加しているため、第1の実施形態のワイヤに比べて、溶接金属部の強度をより向上させることができる。なお、本実施形態における上記以外の効果は、前述の第1の実施形態のワイヤと同様である。
【0077】
前述の第1及び第2の実施形態においては、ワイヤの表面にMoS2が付着している例を示したが、MoS2は必ずしも付着している必要はない。また、ワイヤが線材及びこの線材の周囲に被覆される銅めっき層により構成されていてもよい。
【実施例1】
【0078】
以下、本発明の実施例の効果について、その特許請求の範囲から外れる比較例と比較して具体的に説明する。図6は溶接試験片の形状及び寸法を示す平面図及び側面図である。図6に示すように、母材として、縦が350mmであり、横が125mmであり、厚さが25mmである鋼板11と、縦が300mmであり、横が150mmであり、厚さが25mmである鋼板12とを準備した。鋼板12には、開先角度が35°であるレ型開先を形成した。そして、鋼板11及び12の長辺間に7mmの間隔が形成されるように、鋼板11及び12を平行に配置した。また、鋼板12の表面における長手方向中央部で且つ開先から10mmの位置に、パス間温度測定位置Tを設定した。そして、鋼板11及び鋼板12の対向部分の裏側には、裏当金13を配置した。また、鋼板12の長手方向両側には夫々固定タブ14を配置し、鋼板11及び12を相互に固定した。なお、図6の側面図においては、固定タブ14は図示が省略されている。
【0079】
そして、複数の種類のガスシールドアーク溶接用ソリッドワイヤ(図示せず)を使用して、開先溶接を行った。これにより、鋼板11と鋼板12との間に、ビード15が形成された。このときの溶接条件を下記表1に示す。また、使用したワイヤの組成を下記表2乃至5に示す。なお、下記表2及び表4に示す各成分の含有量並びに下記表3及び表5に示すMoS2以外の含有量の単位は[質量%]であり、下記表3及び表5に示すMoS2の付着量の単位は[g/10kg]、即ち、ワイヤ10kgあたりのg数である。なお、下記表2乃至5に示すワイヤは、線材の表面に銅めっきが施されているワイヤと、銅めっきが施されていないワイヤとの両方を含むが、ワイヤ全質量中のCu含有量(質量%)のみを指標として整理している。
【0080】
【表1】
【0081】
【表2】
【0082】
【表3】
【0083】
【表4】
【0084】
【表5】
【0085】
そして、溶接中の(1)アーク安定性及び(2)スパッタ発生量を評価した。また、溶接終了後に、デジタル画像処理により(3)スラグの剥離性を評価し、また、(4)溶接効率を算出した。更に、(5)溶接金属部の機械的性質を評価した。更にまた、(6)溶接金属部における高温割れの発生の有無を調査した。以下、これらの評価方法について説明する。
【0086】
(1)アーク安定性
アーク安定性は、溶接中の官能試験によって評価した。ワイヤ送給性が優れ、溶滴移行性が円滑であり、全体としてアーク安定性が極めて優れていた場合を極めて良好(◎)と判定し、ワイヤ送給性が瞬間的に劣ることがあったり、液滴移項性が一時的に不安定になったりすることがあったものの、アーク安定性が実用上問題のないレベルであった場合を良好(○)と判定し、これらが顕著で問題となる場合を不良(×)と判定した。
【0087】
(2)スパッタ発生量
スパッタ発生量は、溶接終了後にシールドノズルに付着したスパッタを回収し、その質量を測定することによって評価した。回収されたスパッタ量が2.5g以下である場合を良好(○)と判定し、2.5gよりも多かった場合を不良(×)と判定した。
【0088】
(3)スラグの剥離性
本実施例においては、定量評価法として自然剥離性を評価した。先ず、溶接完了後、図6に示すパス間温度測定位置Tにおいて測定される鋼板表面温度が250℃まで冷却した時点で、ビード15の外観を写真撮影した。次に、そのビード外観写真をコンピュータに取り込んで画像解析ソフトにより二値化処理を行い、スラグが自然剥離した領域と、スラグが付着したままの領域とを区別した。そして、前記画像解析ソフトにより、スラグが自然剥離した領域の面積と、スラグが付着したままの領域の面積とを夫々算出した。そして、これらの面積に基づいて、スラグ剥離率を求めた。スラグが自然剥離した領域の面積をaとし、スラグが付着したままの領域の面積をbとし、スラグ剥離率をR(%)とするとき、スラグ剥離率Rを下記数式16により計算した。スラグ剥離率Rが13%以上である場合を良好(○)と判定し、13%未満である場合を不良(×)と判定した。
【0089】
【数16】
【0090】
(4)溶接効率
溶接効率E(%)は、1パス目から最終パスの1パス前の溶接までの間にスラグ除去に要した時間の合計値ΣSTと、1パス目から最終パスの1パス前の溶接までの間のアーク発生時間ΣATとを測定し、下記数式17により計算した。溶接効率Eは、スラグ除去が容易で、短時間で終了する程高くなり、優れていることになる。そこで、溶接効率Eが70%以上である場合を良好(○)とし、70%未満の場合を不良(×)とした。
【0091】
【数17】
【0092】
(5)溶接金属部の機械的性質
溶接金属部の機械的性質の評価は、引張試験により強度を測定し、シャルピー衝撃試験により靭性を測定して行った。図4に示す試験片から、JIS Z3111に規定される試験片を、その中心がビード表面下10mm、ビード幅中央部となるように採取して、引張試験及びシャルピー衝撃試験に供した。なお、引張試験は室温(20℃)の雰囲気で行った。また、シャルピー衝撃試験は0℃の雰囲気で行い、3本の試験片を夫々測定してその平均値を評価値とした。そして、強度については、引張強さが490N/mm2(=490MPa)以上である場合を合格(○)とし、それ未満である場合を不合格(×)とした。また、靭性については、シャルピー衝撃試験における吸収エネルギーが70J以上である場合を合格(○)とし、それ未満である場合を不合格(×)とした。
【0093】
(6)高温割れ
溶接金属部における高温割れの有無は、超音波探傷試験により調査した。
【0094】
これらの評価結果を下記表6及び表7にまとめて示す。
【0095】
【表6】
【0096】
【表7】
【0097】
先ず、表6に示す結果を説明する。No.1乃至28は本発明の実施例である。実施例No.1乃至28においては、各成分の含有量が本発明の範囲内にあるため、スラグ剥離性が良好で、溶接効率が高く、溶接金属部の強度及び靱性が高く、アークの安定性が優れ、スパッタの発生量が少なく、耐高温割れ性が良好であった。このため、優れた溶接作業性及び溶接金属の機械的性質が得られた。
【0098】
これに対して、表7に示すNo.29乃至62は比較例である。比較例No.29はCが過少であり溶接金属部の強度及び靱性が不足した。比較例No.30及び31はCが過剰であり溶接金属部に高温割れが発生した。比較例No.32はSiが過少であり溶接金属部の強度が不足した。比較例No.33はSiが過剰であり溶接金属部の靭性が不足した。比較例No.34及び35はTiが過少でありスパッタ発生量が多くアーク安定性も劣っていた。比較例No.36はTiが過剰であり、スラグ剥離性が悪く、溶接効率も劣っていた。比較例No.37はMnが過少であり溶接金属部の引張強度及び靭性が共に低かった。比較例No.37はMnが過剰であり、スラグ剥離性が悪く、溶接効率も劣っていた。
【0099】
比較例No.39は、Si及びMn単独量は問題ないものの、その比率(Si/Mn)が過少で、バランスが悪いため、スラグ剥離性が悪く、溶接効率も劣っていた。比較例No.40及び41は、Si/Mnが過少な上、Ti含有量も過少であり、スラグ剥離性が悪く、それに伴い溶接効率が劣っており、更に、アーク安定性が劣化し、スパッタ発生量も過剰であった。比較例No.42はMoが過少であり引張強さが低かった。比較例No.43はMoが過剰であり、スラグの剥離性が悪く、溶接効率も劣っていた。比較例No.44はMn及びMoの単独量は問題ないものの、Mn及びMoの合計量が過剰であったため、スラグ剥離性が悪く、溶接効率も悪かった。比較例No.45はSが過少であり、スラグの剥離性が悪く、溶接効率も悪かった。比較例No.46はSが過剰であり、靭性が低いと共に高温割れも発生した。
【0100】
比較例No.47はOが過剰であり、スラグ量が増加して剥離性も低下した。また、溶接金属中の介在物が過剰となって高温割れが発生し、靭性も低かった。比較例No.48はS及びOの単独量は問題ないものの、S及びOの合計量が過剰であり、靭性が低いと共に高温割れも発生した。比較例No.49はPが過剰であり、高温割れが発生した。比較例No.50はCuが過剰であり、スラグ剥離性が悪く、溶接効率が低下し、更に、高温割れも発生した。比較例No.51はBが過剰であり、高温割れが発生した。比較例No.52は、C含有量に対してB含有量が過剰であり、高温割れが発生した。比較例No.53乃至56は逆にC含有量に対してB含有量が不足してるため、靱性が低かった。また、溶融池とスラグ間の界面エネルギーが小さくなって、スラグ剥離性が劣化し、その結果、溶接効率も低下した。比較例No.57乃至No.61は夫々Nb、V、Al、Cr、Niが過剰であり、スラグ剥離性が劣化し、溶接効率も低下した。また、アークが不安定になり、スパッタ量も増加した。更に、比較例No.57乃至60は、溶接金属部の靱性も低下した。比較例No.62はワイヤ表面におけるMoS2の付着量が過剰であり、コンジットライナー等の送給系にMoS2が堆積して詰まり、ワイヤ送給が不安定となった。その結果、アーク安定性が損なわれ、スラグ分布が不均一化して悪影響を及ぼし、スラグの剥離性が低下した。また、溶接効率も低下し、スパッタ量も増加した。
【産業上の利用可能性】
【0101】
本発明に係るガスシールドアーク溶接用ソリッドワイヤは、半自動溶接により、強度が520N/mm2級以下の炭素鋼を炭酸ガスシールドアーク溶接する際に特に好適である。
【図面の簡単な説明】
【0102】
【図1】横軸にC含有量をとり、縦軸にB含有量をとって、本発明の成分範囲及びこの成分範囲を外れることによる影響を示すグラフ図である。
【図2】横軸にMn含有量をとり、縦軸にMo含有量をとって、本発明の成分範囲及びこの成分範囲を外れることによる影響を示すグラフ図である。
【図3】横軸にSi含有量をとり、縦軸にTi含有量をとって、本発明の成分範囲及びこの成分範囲を外れることによる影響を示すグラフ図である。
【図4】横軸にS含有量をとり、縦軸にO含有量をとって、本発明の成分範囲及びこの成分範囲を外れることによる影響を示すグラフ図である。
【図5】横軸にSi含有量をとり、縦軸にMn含有量をとって、本発明の成分範囲及びこの成分範囲を外れることによる影響を示すグラフ図である。
【図6】溶接試験片の形状及び寸法を示す平面図及び側面図である。
【符号の説明】
【0103】
1;領域(本発明の範囲)
2;領域(本発明の好適範囲)
11、12;鋼板
13;裏当金
14;固定タブ
15;ビード
T;パス間温度測定位置
【特許請求の範囲】
【請求項1】
Si:0.70乃至1.00質量%、Mn:1.50乃至1.90質量%、S:0.005乃至0.025質量%、Ti:0.19乃至0.25質量%、Mo:0.12乃至0.35質量%、C:0.020乃至0.100質量%、B:0.0050質量%以下及びCu:0.45質量%以下を含有し、残部がFe及び不可避的不純物からなり、前記不可避的不純物のうち、Pが0.020質量%以下、Oが0.0160質量%以下に規制され、更に、Si含有量とMn含有量との比(Si/Mn)が0.385以上、Mn及びMoの総含有量が2.20質量%以下、S及びOの総含有量が0.034質量%以下であり、C含有量(質量%)を[C]、B含有量(質量%)を[B]としたとき、[C]及び[B]が下記数式を満たすことを特徴とするガスシールドアーク溶接用ソリッドワイヤ。
【請求項2】
Si:0.70乃至1.00質量%、Mn:1.50乃至1.90質量%、S:0.005乃至0.025質量%、Ti:0.19乃至0.25質量%、Mo:0.12乃至0.35質量%、C:0.020乃至0.100質量%、B:0.0050質量%以下及びCu:0.45質量%以下を含有し、更に、Nb、V、Cr及びNiからなる群から選択された少なくとも1種の元素を夫々0.20質量%以下含有し、残部がFe及び不可避的不純物からなり、前記不可避的不純物のうち、Pが0.020質量%以下、Oが0.0160質量%以下に規制され、更に、Si含有量とMn含有量との比(Si/Mn)が0.385以上、Mn及びMoの総含有量が2.20質量%以下、S及びOの総含有量が0.034質量%以下であり、C含有量(質量%)を[C]、B含有量(質量%)を[B]としたとき、[C]及び[B]が下記数式を満たすことを特徴とするガスシールドアーク溶接用ソリッドワイヤ。
【請求項3】
Si:0.70乃至1.00質量%、Mn:1.50乃至1.90質量%、S:0.005乃至0.025質量%、Ti:0.19乃至0.25質量%、Mo:0.12乃至0.35質量%、C:0.020乃至0.100質量%、B:0.0050質量%以下、Cu:0.45質量%以下及びAl:0.20質量%以下を含有し、残部がFe及び不可避的不純物からなり、前記不可避的不純物のうち、Pが0.020質量%以下、Oが0.0160質量%以下に規制され、更に、Si含有量とMn含有量との比(Si/Mn)が0.385以上、Mn及びMoの総含有量が2.20質量%以下、S及びOの総含有量が0.034質量%以下であり、C含有量(質量%)を[C]、B含有量(質量%)を[B]としたとき、[C]及び[B]が下記数式を満たすことを特徴とするガスシールドアーク溶接用ソリッドワイヤ。
【請求項4】
C含有量が0.040乃至0.080質量%であることを特徴とする請求項1乃至3のいずれか1項に記載のガスシールドアーク溶接用ソリッドワイヤ。
【請求項5】
Si含有量が0.75質量%以上であることを特徴とする請求項1乃至4のいずれか1項に記載のガスシールドアーク溶接用ソリッドワイヤ。
【請求項6】
Mn含有量が1.62乃至1.80質量%であることを特徴とする請求項1乃至5のいずれか1項に記載のガスシールドアーク溶接用ソリッドワイヤ。
【請求項7】
S含有量が0.009質量%以上であることを特徴とする請求項1乃至6のいずれか1項に記載のガスシールドアーク溶接用ソリッドワイヤ。
【請求項8】
Cu含有量が0.01質量%以上であることを特徴とする請求項1乃至7のいずれか1項に記載のガスシールドアーク溶接用ソリッドワイヤ。
【請求項9】
Si含有量とMn含有量との比(Si/Mn)が0.400以上であることを特徴とする請求項1乃至8のいずれか1項に記載のガスシールドアーク溶接用ソリッドワイヤ。
【請求項10】
O含有量が0.0100質量%以下に規制されていることを特徴とする請求項1乃至9のいずれか1項に記載のガスシールドアーク溶接用ソリッドワイヤ。
【請求項11】
ワイヤ表面に、前記ワイヤ10kgあたりの重量で、MoS2を0.01g/10kg乃至1.00g/10kg付着させたことを特徴とする請求項1乃至10のいずれか1項に記載のガスシールドアーク溶接用ソリッドワイヤ。
【請求項1】
Si:0.70乃至1.00質量%、Mn:1.50乃至1.90質量%、S:0.005乃至0.025質量%、Ti:0.19乃至0.25質量%、Mo:0.12乃至0.35質量%、C:0.020乃至0.100質量%、B:0.0050質量%以下及びCu:0.45質量%以下を含有し、残部がFe及び不可避的不純物からなり、前記不可避的不純物のうち、Pが0.020質量%以下、Oが0.0160質量%以下に規制され、更に、Si含有量とMn含有量との比(Si/Mn)が0.385以上、Mn及びMoの総含有量が2.20質量%以下、S及びOの総含有量が0.034質量%以下であり、C含有量(質量%)を[C]、B含有量(質量%)を[B]としたとき、[C]及び[B]が下記数式を満たすことを特徴とするガスシールドアーク溶接用ソリッドワイヤ。
【請求項2】
Si:0.70乃至1.00質量%、Mn:1.50乃至1.90質量%、S:0.005乃至0.025質量%、Ti:0.19乃至0.25質量%、Mo:0.12乃至0.35質量%、C:0.020乃至0.100質量%、B:0.0050質量%以下及びCu:0.45質量%以下を含有し、更に、Nb、V、Cr及びNiからなる群から選択された少なくとも1種の元素を夫々0.20質量%以下含有し、残部がFe及び不可避的不純物からなり、前記不可避的不純物のうち、Pが0.020質量%以下、Oが0.0160質量%以下に規制され、更に、Si含有量とMn含有量との比(Si/Mn)が0.385以上、Mn及びMoの総含有量が2.20質量%以下、S及びOの総含有量が0.034質量%以下であり、C含有量(質量%)を[C]、B含有量(質量%)を[B]としたとき、[C]及び[B]が下記数式を満たすことを特徴とするガスシールドアーク溶接用ソリッドワイヤ。
【請求項3】
Si:0.70乃至1.00質量%、Mn:1.50乃至1.90質量%、S:0.005乃至0.025質量%、Ti:0.19乃至0.25質量%、Mo:0.12乃至0.35質量%、C:0.020乃至0.100質量%、B:0.0050質量%以下、Cu:0.45質量%以下及びAl:0.20質量%以下を含有し、残部がFe及び不可避的不純物からなり、前記不可避的不純物のうち、Pが0.020質量%以下、Oが0.0160質量%以下に規制され、更に、Si含有量とMn含有量との比(Si/Mn)が0.385以上、Mn及びMoの総含有量が2.20質量%以下、S及びOの総含有量が0.034質量%以下であり、C含有量(質量%)を[C]、B含有量(質量%)を[B]としたとき、[C]及び[B]が下記数式を満たすことを特徴とするガスシールドアーク溶接用ソリッドワイヤ。
【請求項4】
C含有量が0.040乃至0.080質量%であることを特徴とする請求項1乃至3のいずれか1項に記載のガスシールドアーク溶接用ソリッドワイヤ。
【請求項5】
Si含有量が0.75質量%以上であることを特徴とする請求項1乃至4のいずれか1項に記載のガスシールドアーク溶接用ソリッドワイヤ。
【請求項6】
Mn含有量が1.62乃至1.80質量%であることを特徴とする請求項1乃至5のいずれか1項に記載のガスシールドアーク溶接用ソリッドワイヤ。
【請求項7】
S含有量が0.009質量%以上であることを特徴とする請求項1乃至6のいずれか1項に記載のガスシールドアーク溶接用ソリッドワイヤ。
【請求項8】
Cu含有量が0.01質量%以上であることを特徴とする請求項1乃至7のいずれか1項に記載のガスシールドアーク溶接用ソリッドワイヤ。
【請求項9】
Si含有量とMn含有量との比(Si/Mn)が0.400以上であることを特徴とする請求項1乃至8のいずれか1項に記載のガスシールドアーク溶接用ソリッドワイヤ。
【請求項10】
O含有量が0.0100質量%以下に規制されていることを特徴とする請求項1乃至9のいずれか1項に記載のガスシールドアーク溶接用ソリッドワイヤ。
【請求項11】
ワイヤ表面に、前記ワイヤ10kgあたりの重量で、MoS2を0.01g/10kg乃至1.00g/10kg付着させたことを特徴とする請求項1乃至10のいずれか1項に記載のガスシールドアーク溶接用ソリッドワイヤ。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2006−88187(P2006−88187A)
【公開日】平成18年4月6日(2006.4.6)
【国際特許分類】
【出願番号】特願2004−276015(P2004−276015)
【出願日】平成16年9月22日(2004.9.22)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【公開日】平成18年4月6日(2006.4.6)
【国際特許分類】
【出願日】平成16年9月22日(2004.9.22)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
[ Back to top ]