
ガスシールドアーク溶接装置
【課題】容易にトーチの位置を調整することができるガスシールドアーク溶接装置を提供すること。
【解決手段】溶接装置Sは、電極を有する電極用トーチ(10,20)と、フィラーワイヤ31を支持するフィラーワイヤ用トーチ30と、電極用トーチ(10,20)、フィラーワイヤ用トーチ30をそれぞれ支持する各トーチクランプ45と、各トーチクランプ45が支持されるベース50と、ベース50を移動させる移動装置(100)とを有する。溶接装置Sは、電極用トーチ(10,20)、フィラーワイヤ用トーチ30をそれぞれ所定角度回動させて電極用トーチ(10,20)及びフィラーワイヤ用トーチ30の設置角度をそれぞれ調整する各角度調整機構44と、電極用トーチ(10,20)、フィラーワイヤ用トーチ30を全方向へ移動させて電極用トーチ(10,20)、フィラーワイヤ用トーチ30の位置をそれぞれ位置調整する各位置調整機構60とを有する。
【解決手段】溶接装置Sは、電極を有する電極用トーチ(10,20)と、フィラーワイヤ31を支持するフィラーワイヤ用トーチ30と、電極用トーチ(10,20)、フィラーワイヤ用トーチ30をそれぞれ支持する各トーチクランプ45と、各トーチクランプ45が支持されるベース50と、ベース50を移動させる移動装置(100)とを有する。溶接装置Sは、電極用トーチ(10,20)、フィラーワイヤ用トーチ30をそれぞれ所定角度回動させて電極用トーチ(10,20)及びフィラーワイヤ用トーチ30の設置角度をそれぞれ調整する各角度調整機構44と、電極用トーチ(10,20)、フィラーワイヤ用トーチ30を全方向へ移動させて電極用トーチ(10,20)、フィラーワイヤ用トーチ30の位置をそれぞれ位置調整する各位置調整機構60とを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電極用トーチとフィラーワイヤ用トーチとを備えたガスシールドアーク溶接装置に関する。
【背景技術】
【0002】
造船や橋梁等で使用する長尺な鋼材を水平すみ肉溶接する際には、立板の両側にそれぞれ二つの電極を配置し、これらの電極で一つの溶融プールを形成して溶接する二電極式のガスシールドアーク溶接が知られている(例えば、特許文献1参照)。
【0003】
この二電極式のガスシールドアーク溶接は、溶接電流を大きくし、溶接速度を高速にすることにより、立板の両側にそれぞれ一つの電極を配置した溶接法と比較して二倍以上の高速溶接が可能となる。
しかしながら、電極の電流値を所定値以上に高くすると、先行極及び後行極の溶接電流による磁界の影響によって、二極間でのアーク干渉が激しくなる。
このため、二電極式のガスシールドアーク溶接では、溶接中の溶融プール形状の変動が大きくなり、溶接不良が発生するという問題があった。
【0004】
このような問題に対し、先行電極と後行電極との間に、その電極間の磁場を打ち消すためのフィラーワイヤを配置して溶接を行なうガスシールドアーク溶接方法が提案されている(例えば、特許文献2参照)。このような方法を用いることで、溶融プール形状の変動を抑え、溶接不良を大幅に低減することにより、手直しの必要がない溶接を実現することができる。
【0005】
上記特許文献2のようなガスシールドアーク溶接方法を用いてより良好に被溶接部材を溶接する際には、特許文献3に記載されているような溶接条件に設定することが好ましい。この溶接条件に設定するためには、特許文献2に記載されている電極間距離、例えば、15〜50mmという極めて狭い距離において、全てのトーチから送給されるそれぞれのワイヤ(以下ワイヤ先端)の間隔や角度を、可能な限り短時間において最適な条件に調整することを要求される。このような調整は、二電極の場合と比して極めて複雑な調整を要求される。
【0006】
造船や橋梁メーカ等の生産ラインにおいて、実際にこのような要求を満足する溶接作業をする場合には、対象となる被溶接部材ごとに寸法が少しずつ異なること、送り位置が少しずれることなどにより、被溶接箇所が相違し、この相違により作業の都度ワイヤ先端の狙い位置が変わるため、溶接作業開始の度に全てのワイヤ先端の位置を毎回ミリメートル以下の単位で微調整することが必要であること、また、風による外乱等によって溶接条件が変化したり、作業の都度ワイヤ先端の狙い位置が変化するため、遮光ガラスを通してアーク状態を観察しながら電極の微調整を行う必要がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平7−256455号公報
【特許文献2】特開2004−261839号公報
【特許文献3】特開2010−155281号公報
【特許文献4】特開平3−234367号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献4に記載されているような自動溶接装置であって、前記特許文献3に記載されている溶接条件に設定する場合には、近接したトーチの中間にフィラーワイヤを挿入しただけの機構で被溶接部材ごとに前述のような最適な条件に設定しなければならず、適切に微調整を行うには作業者に相当な負担がかかる。また、失敗した場合には、手直しをしなければならず、生産性が大幅に低下する。このため、トーチの位置調整を可能な限り容易にできるようにしなければならないという問題があった。
【0009】
そこで、本発明では、前記した問題点に鑑みてなされたものであって、複数電極にフィラーワイヤを備えた複雑な溶接条件、かつ、狭い電極間距離である機構であっても容易に最適な溶接条件にトーチの位置を調整することができるガスシールドアーク溶接装置を提供することを課題とする。
【課題を解決するための手段】
【0010】
前記課題を解決するため、本発明に係るガスシールドアーク溶接装置は、給電装置から電流が供給される電極を有する複数の電極用トーチと、前記電極用トーチの間に配置され、フィラーワイヤを支持するフィラーワイヤ用トーチと、前記電極用トーチ、前記フィラーワイヤ用トーチをそれぞれ支持するそれぞれのトーチクランプと、前記各トーチクランプが支持されるベースと、を備えたガスシールドアーク溶接装置であって、前記トーチクランプをそれぞれ所定角度回動させて前記電極用トーチ及び前記フィラーワイヤ用トーチの設置角度をそれぞれ調整するそれぞれの角度調整機構と、前記角度調整機構を全方向へ移動させて前記電極用トーチ、前記フィラーワイヤ用トーチの位置をそれぞれ位置調整するそれぞれの位置調整機構と、を備えている構成とした。
ここで、全方向とは、溶接進行方向に直交する水平方向(以下「突合せ方向」または「X方向」という)と、鉛直な上下方向である垂直方向(以下適宜に「Y方向」という)と、溶接進行方向(以下「溶接方向」または「Z方向」という)と、を含む方向をいう。
【0011】
かかる構成によれば、ガスシールドアーク溶接装置は、角度調整機構を有することによって、電極用トーチ及びフィラーワイヤ用トーチをそれぞれ所定角度回動させて電極用トーチ及びフィラーワイヤ用トーチのトーチ角度をそれぞれ適切な角度に微調整することができる。また、ガスシールドアーク溶接装置は、全方向へ移動させて位置調整することができる位置調整機構を有するトーチ支持機構によって支持されているので、被溶接部材の被溶接箇所に合わせてトーチの脚長を変更するときなどに、三電極以上の複数電極を有する複雑、かつ、狭い電極間距離の機構であっても、それぞれのトーチの位置を上下左右前後方向の全方向に自由に調整して、その先端の電極及びフィラーワイヤの位置を所定の狙い位置に容易に位置調整することができる。
【0012】
また、前記位置調整機構は、前記各トーチクランプをそれぞれ垂直方向へ移動させて位置調整することができる垂直位置決め機構と、前記各トーチクランプをそれぞれ突合せ方向へ移動させて位置調整することができる水平位置決め機構と、を備えていることが好ましい。
【0013】
かかる構成によれば、ガスシールドアーク溶接装置の位置調整機構は、垂直位置決め機構によってトーチ支持機構を垂直方向へ移動させて、電極の垂直方向の位置を調整することができると共に、水平位置決め機構によりトーチ支持機構を突合せ方向へ移動させて、電極の突合せ方向の位置を被溶接部材の被溶接箇所に合わせて調整することができる。このため、垂直位置決め機構と水平位置決め機構とによってそれぞれ容易に垂直方向及び突合せ方向の位置を調整することができるので、対象となる被溶接部材の被溶接箇所が変化しても直ぐに対処することができる。
【0014】
また、前記垂直位置決め機構は、回転操作用のノブと、前記ノブに固定された送りねじ部材と、前記送りねじ部材が回転自在に挿入されて支持される支持板部を有し前記ベースに載置される固定台と、前記送りねじ部材に形成された雄ねじ部に螺合する雌ねじ部を有し、前記送りねじ部材の回転に伴って前記固定台に対してスライド移動すると共に、前記トーチクランプが連結されたスライダと、を備え、前記各トーチクランプは、前記ノブを回動させることによって前記スライダと共に垂直方向に移動することが好ましい。
【0015】
かかる構成によれば、垂直位置決め機構は、ノブを回動させて送りねじ部材を連動回転させることによって、その回転に合わせて固定台及びベースに対してスライダ及びトーチ支持機構を連続的に移動させることができる。このため、電極の位置を垂直方向に微調整する必要がある場合には、ノブを回転操作すれば、電極及びフィラーワイヤの位置を被溶接部材の被溶接箇所に合わせて垂直方向に移動させて調整することができる。
【0016】
また、前記水平位置決め機構は、回転操作用のノブと、前記ノブに固定された送りねじ部材と、前記送りねじ部材が回転自在に挿入されて支持される支持板部を有するガイド部材と、前記送りねじ部材に形成された雄ねじ部に螺合する雌ねじ部を有し、前記送りねじ部材の回転に伴って前記ガイド部材に対してスライド移動すると共に、前記トーチクランプが連結されたスライダと、を備え、前記各トーチクランプは、前記ノブを回動させることによって前記スライダと共に突合せ方向に移動することが好ましい。
【0017】
かかる構成によれば、水平位置決め機構は、ノブを回動させて送りねじ部材を連動回転させることによって、その回転に合わせてベースに対してスライダ及びトーチ支持機構を連続的に移動させることができる。このため、電極の位置を突合せ方向に微調整する必要がある場合には、ノブを回転操作すれば、電極及びフィラーワイヤの位置を被溶接部材の被溶接箇所に合わせて突合せ方向に移動させて調整することができる。
【0018】
また、前記ベースには、当該ベースに前記固定台を固定する締結具を当該ベースの板面に沿って溶接方向へ移動が可能となるように挿入させる長孔が形成されていることが好ましい。
【0019】
かかる構成によれば、ベースは、このベースの板面の長孔に挿入された固定具の位置を移動させて調整することによって、固定台と共に移動する各トーチクランプ、電極及びフィラーワイヤの位置を溶接方向に微調整することができる。
【0020】
また、前記角度調整機構は、前記トーチクランプに隣設されトーチクランプ取付ステイと、前記トーチクランプ取付ステイに形成された支軸部材挿入孔に挿入される支軸部材と、前記トーチクランプ取付ステイに形成された円弧状長孔を挿通して前記トーチクランプに締結されるトーチクランプ支持具と、を備え、前記トーチクランプ支持具は、前記トーチクランプに締結される締付具合を緩めることによって、前記角度調整機構の垂直方向の角度を調整できるように設けられていることが好ましい。
【0021】
かかる構成によれば、ガスシールドアーク溶接装置の角度調整機構は、電極用トーチ及びフィラーワイヤ用トーチをそれぞれ保持するトーチクランプに締結されるトーチクランプ支持具の締付具合を緩めることによって、トーチ支持機構の垂直方向の角度を円弧状長孔に沿って調整することができる。これにより、ガスシールドアーク溶接装置は、電極用トーチ及びフィラーワイヤ用トーチの垂直方向の角度を自由に調整してその向きを適切な向きに微調整することができる。
【0022】
また、前記位置調整機構に取り付けられる前記電極用トーチは、前記各トーチクランプによって支持される支持部から当該電極用トーチの先端に向けてカーブして形成されたカーブドトーチからなり、前記各トーチクランプをそれぞれ緩めて軸回りに回動調整することで、被溶接箇所に対する前進角及び後退角が調整可能であることが好ましい。
【0023】
かかる構成によれば、電極用トーチは、支持部から先端に向けてカーブして形成されたカーブドトーチからなることにより、各トーチクランプをそれぞれ緩めて軸回りに回動させれば、電極用トーチがトーチクランプに保持される支持部の中心線を中心として回動するため、被溶接箇所に対する電極用トーチの前進角及び後退角を適切な角度に自由に調整することが容易となる。
【0024】
また、ガスシールドアーク溶接装置の各トーチクランプは、前記電極用カーブドトーチ、前記フィラーワイヤ用トーチをそれぞれ周方向に回動可能に挿入する保持孔と、前記保持孔に切欠形成された切欠溝と、前記切欠溝に直交して形成されたねじ孔と、前記ねじ孔に螺合され前記切欠溝の内壁の間隔を調整する締結部材と、を備え、前記締結部材は、前記ねじ孔の締付力を緩めることによって、前記電極用カーブドトーチ、前記フィラーワイヤ用トーチをそれぞれ周方向に回動可能にし、前記ねじ孔の締付力を強めることによって、前記電極用トーチ、前記フィラーワイヤ用トーチをそれぞれ保持することが好ましい。
【0025】
かかる構成によれば、締結部材は、螺合されたねじ孔の締付力を緩めると、切欠溝の内壁の間隔が広がることに伴って、それぞれのトーチを保持する保持孔の内径が拡径するため、電極用トーチ、フィラーワイヤ用トーチをそれぞれ周方向に回動可能にすることができる。各トーチは、保持孔の中心線を中心として回動することにより、トーチの先端にある電極の向きを調整することができる。
また、締結部材は、ねじ孔の締付力を強めることによって、切欠溝の間隔が狭くなるのに伴って保持孔の内径が縮径するため、それぞれのトーチを強くしっかりと保持することができる。
【0026】
また、前記ベースは、当該ベースを昇降させる昇降装置と、当該ベースを突合せ方向に移動させる突合せ方向移動装置と、当該ベースから突合せ方向に突出して配置され、前記電極用トーチ及び前記フィラーワイヤ用トーチの突合せ位置及び垂直位置を倣い決めする位置決めドグ部と、を備えていることが好ましい。
【0027】
かかる構成によれば、ガスシールドアーク溶接装置は、位置決めドグ部が、昇降装置及び突合せ方向移動装置によってベースの位置を調整することにより、電極用トーチ及びフィラーワイヤ用トーチの突合せ位置及び垂直位置を被溶接箇所の位置に合せて倣い決めすることができる。このため、対象となる被溶接部材の被溶接箇所が変化しても容易に対処することができる。
【0028】
また、ガスシールドアーク溶接装置は、前記ベースを、移動装置によって前記電極用トーチ、前記フィラーワイヤ用トーチと共に移動させながら溶接をすることが好ましい。
【0029】
かかる構成によれば、ガスシールドアーク溶接装置は、ベースを移動装置によって溶接線に沿って移動させながら溶接をすることができる。
【0030】
また、ガスシールドアーク溶接装置は、前記ベースに対して被溶接部材を、移動装置によって移動させながら溶接をすることが好ましい。
【0031】
かかる構成によれば、ガスシールドアーク溶接装置は、被溶接部材を、移動装置によって移動させながら溶接をすることができる。
【発明の効果】
【0032】
本発明のガスシールドアーク溶接装置によれば、電極用トーチ及びフィラーワイヤ用トーチを溶接方向、垂直方向、突合せ方向を含む全方向、かつ、所望の向きに回動させて、各トーチの電極間の極間距離や、トーチ角度を適切に調整することにより、複数電極にフィラーワイヤを備えた溶接装置であっても、容易に最適な溶接条件に調整することができる機構である。
この機構により、溶接作業開始時及び溶接作業中に容易に微調整して最適な溶接条件に設定することにより、良好な溶接ビードを形成することができると共に、発生するアークの安定性を向上させてスパッタの発生を抑制することができる。
また、トーチの位置等の微調整を行うための作業者の負担を極めて軽減することができる。
さらに、溶接不良に対する手直しという作業負担から解放され、生産性を大幅に向上させることができる。
【図面の簡単な説明】
【0033】
【図1】本発明に係る溶接装置の実施形態1を示す概略斜視図である。
【図2】本発明に係る溶接装置の実施形態1のヘッドユニット装置を示す概略斜視図である。
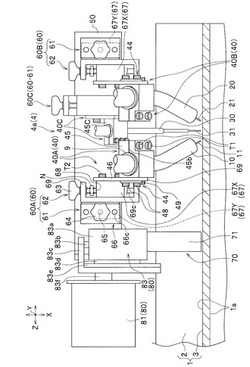
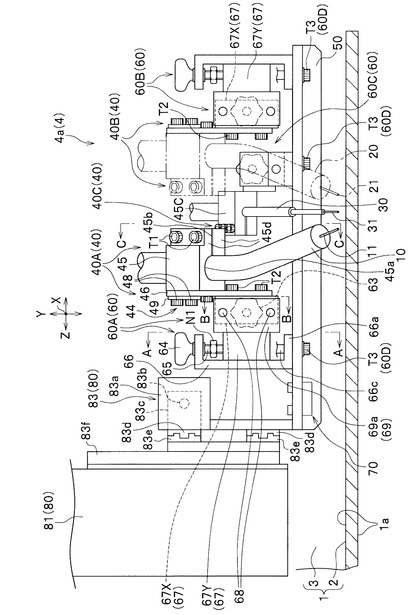
【図3】本発明に係る溶接装置の実施形態1の溶接ヘッド部の概略平面図である。
【図4】本発明に係る溶接装置の実施形態1の溶接ヘッド部の概略右側面図である。
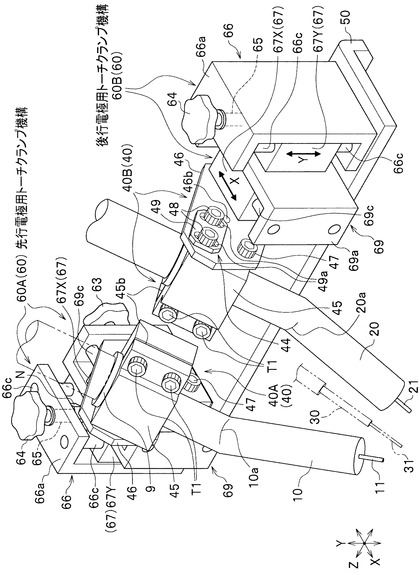
【図5】本発明に係る溶接装置の実施形態1の溶接ヘッド部の概略斜視図である。
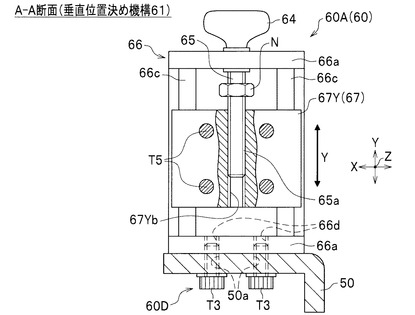
【図6】本発明に係る溶接装置の実施形態1の垂直位置決め機構を示す概略正面図である。
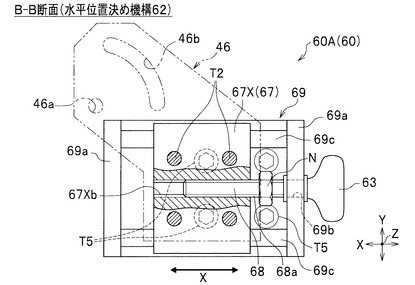
【図7】本発明に係る溶接装置の実施形態1の水平位置決め機構を示す概略正面図である。
【図8】本発明に係る溶接装置の実施形態1の角度調整機構を示す図であり、(a)は概略斜視図、(b)はトーチクランプの縦断面図である。
【図9】本発明に係る溶接装置の実施形態1のフィラーワイヤトーチ用クランプ機構及びフィラーワイヤトーチ位置調整機構を示す図であり、(a)正面方向から見た概略斜視図、(b)は背面方向から見た概略斜視図である。
【図10】本発明に係る溶接装置の実施形態1のフィラーワイヤ用トーチ支持機構を示す概略側面図である。
【図11】本発明に係る溶接装置の実施形態1の位置決めドグ部を示し、(a)は平面図、(b)は概略縦断面図である。
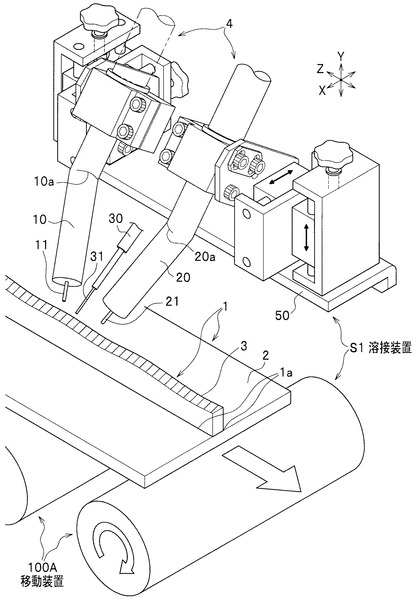
【図12】本発明に係る溶接装置の実施形態2を示す図であり、被溶接部材を移動装置で移動させながら溶接するときの状態を示す概略要部斜視図である。
【発明を実施するための形態】
【0034】
[実施形態1]
本発明の実施形態について、適宜図面を参照しながら詳細に説明する。
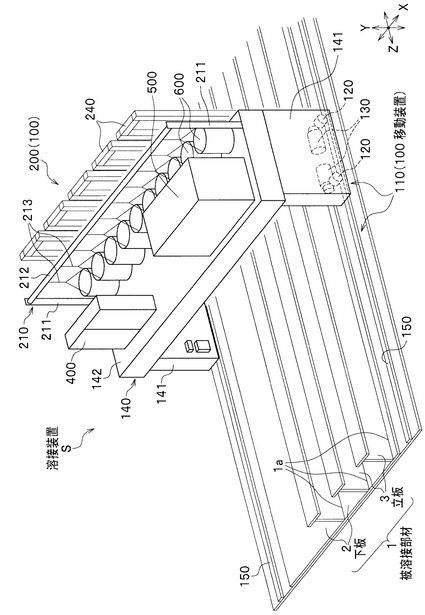
図1及び図2に示すように、本実施形態では、まず、溶接装置Sの一例として水平に設置された下板2と、下板2の上面に垂直に配置された立板3と、からなる被溶接部材1の隅部を被溶接箇所1aに沿って移動装置100で溶接ヘッド部4(溶接機、図2参照)を移動させながらすみ肉溶接するいわゆるラインウェルダーの場合を例に挙げて説明する。
ここで、X方向は溶接方向に直交する水平方向である突合せ方向、Y方向は鉛直な上下方向である垂直方向、Z方向は溶接方向であり、以下、適宜に使用して説明する。
【0035】
≪溶接装置の構成≫
図1及び図2に示すように、溶接装置Sは、被溶接部材1である下板2と立板3とを被溶接箇所1a(溶接線)に沿って溶接ヘッド部4を移動させながら溶接するガスシールドアーク溶接装置である。溶接装置Sは、移動装置100と、制御盤400と、操作盤410と、集塵機500と、ワイヤ収容器600と、溶接用電源と冷却水供給装置とシールドガス供給装置(図示省略)と、溶接ヘッド部4(溶接機)と、を備えている。
【0036】
≪被溶接部材の構成≫
図1に示すように、被溶接部材1は、例えば、船舶や橋梁等に用いられる大型の構造物等であり、例えば、下板2と立板3とからなる。この被溶接部材1は、下板2と立板3とを直交するように突合された部位を溶接して接合される。その溶接される被溶接箇所1a(溶接線)の上には、後記する溶接ヘッド部4(図2参照)が配置され、溶接ヘッド部4が溶接方向移動装置110によって被溶接箇所1aに沿って走行する。
【0037】
≪移動装置の構成≫
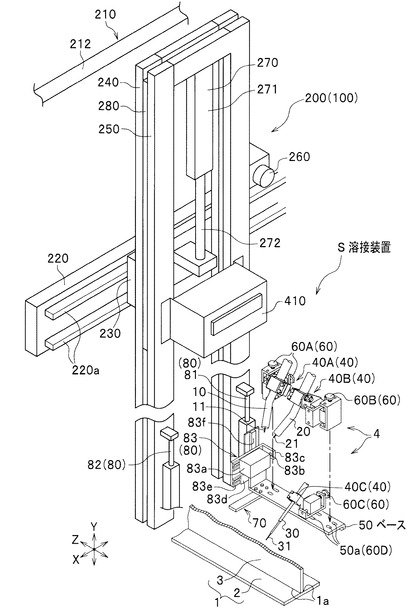
図2に示すように、移動装置100は、溶接ヘッド部4(溶接機)を溶接方向(Z方向)、突合せ方向(溶接方向に直交するX方向)、垂直方向(Y方向)へ移動させる走行装置である。移動装置100は、例えば、溶接方向移動装置110(図1参照)と、ヘッドユニット装置200と、上下動用シリンダ270と、溶接ヘッド部移動装置80と、を備えて構成されている。
【0038】
<溶接方向移動装置の構成>
図1に示す溶接方向移動装置110は、その背面側に配置された溶接装置Sの多数の溶接ヘッド部4(図2参照)を溶接方向へ移動させる搬送装置である。溶接方向移動装置110は、一対のレール150と、走行ローラ120と、走行モータ130と、架台フレーム140と、を備えている。溶接方向移動装置110は、走行モータ130を回転駆動させることによって、各溶接ヘッド部4がベース50と共に溶接方向に移動して溶接が行われる。
【0039】
レール150は、例えば、I型鋼からなる左右一対の走行ガイドレールであり、溶接施設の床面に敷設された複数の被溶接部材1に沿って設置されている。
走行ローラ120は、各レール150上を転動することにより、架台フレーム140を溶接方向へ移動させる車輪であり、架台フレーム140の下端部に複数配置されている。
走行モータ130は、各走行ローラ120を回転駆動させる駆動源であり、制御盤400を介して電源(図示省略)から電流が供給されることで駆動し、不図示の減速伝達機構を介在して走行ローラ120を回転駆動させる。
架台フレーム140は、例えば、被溶接部材1を跨ぐように配置された門型フレームからなり、左右一対の垂直な脚部141と、左右の脚部141上に載設されたデッキ142と、を備えている。架台フレーム140には、走行ローラ120、走行モータ130、ヘッドユニット装置200、制御盤400、集塵機500、ワイヤ収容器600等が搭載されている。
【0040】
<ヘッドユニット装置の構成>
図2に示すように、ヘッドユニット装置200は、溶接ヘッド部4を突合せ方向へ移動させるためのアーチ形状の装置であり、例えば、架台フレーム140(図1参照)に沿って設けられている。ヘッドユニット装置200には、スタンション210(図1参照)と、横方向ガイド220と、摺動板230と、固定フレーム240と、上下動フレーム250と、ヘッドユニット横動モータ260と、上下動用シリンダ270と、右溶接ヘッド部上下動用シリンダ81と、左溶接ヘッド部上下動用シリンダ82と、操作盤410と、が備えられている。
【0041】
図1に示すように、スタンション210は、先行電極11(図2参照)及び後行電極21となる溶接ワイヤを収納するワイヤ収容器600を移動自在に吊設するアーチ状の支柱フレームである。スタンション210は、柱フレーム211と、架設フレーム212と、吊具213と、を備えている。
柱フレーム211は、架台フレーム140に立設されて共に移動する左右一対の柱部材である。
架設フレーム212は、多数の吊具213が適宜な間隔で吊支される部材であり、二つの柱フレーム211間の上端部に架設されている。
吊具213は、ワイヤ収容器600を吊支するための部材であり、架設フレーム212に吊支されている。
【0042】
図2に示すように、横方向ガイド220は、デッキ142に架設されて左右方向に延設されたフレーム部材であり、突合せ方向に延設された一対の走行ガイド部220aを有している。この横方向ガイド220は、スタンション210に突合せ方向に向けて架設されている。
摺動板230は、走行ガイド部220aに案内されて突合せ方向にスライド移動する部材であり、走行ガイド部220aに係合する不図示の係合部を有している。この摺動板230は、横方向ガイド220に横方向に摺動自在に設けられている。
固定フレーム240は、垂直方向に延設された枠状フレームであり、摺動板230に固定されると共に、上下動用シリンダ270によって上下動するように設けられている。
【0043】
図2に示すように、上下動フレーム250は、溶接ヘッド部4及び操作盤410を保持するためのフレームであり、上下動用シリンダ270によって固定フレーム240に対して上下動するように設けられている。この上下動フレーム250は、固定フレーム240と同様に垂直方向に延設された四角形の枠状フレームからなり、固定フレーム240に対向配置されている。上下動フレーム250と溶接ヘッド部4との間には、ベース50をX,Y,Z方向に移動させるための溶接ヘッド部移動装置80が設けられている。
なお、各上下動フレーム250には、溶接ヘッド部4が左右対称な状態に二台配置されているため、以下、右側の溶接ヘッド部4を説明し、左側のものの説明は適宜省略する。
【0044】
ヘッドユニット横動モータ260は、固定フレーム240を走行させて、左右の溶接ヘッド部4を横方向に移動させるためのモータ駆動装置であり、固定フレーム240に設けられている。
上下動用シリンダ270は、固定フレーム240に鉛直方向ガイド280を介して上下動フレーム250を横方向ガイド220及び摺動板230に対して上下動させる装置であり、例えば、エアシリンダ装置からなる。上下動用シリンダ270は、枠状の上下動フレーム250の上端部下側中央部に連結されたシリンダ271と、上端部がシリンダ271内に上下動自在に設けられ、下端部が摺動板230に固定されたピストンロッド272と、を備えている。
【0045】
<溶接ヘッド部移動装置の構成>
図2に示すように、前記溶接ヘッド部移動装置80は、前記溶接方向移動装置110(図1参照)、ヘッドユニット装置200(図1参照)及び上下動用シリンダ270よりも、溶接ヘッド部4をX,Y,Z方向に短い距離を移動させて溶接ヘッド部4の位置を調整するための装置である。この溶接ヘッド部移動装置80は、右溶接ヘッド部上下動用シリンダ81と、左溶接ヘッド部上下動用シリンダ82と、突合せ用エアシリンダ83と、を備えている。
【0046】
図2に示すように、右溶接ヘッド部上下動用シリンダ81は、上下動フレーム250の右側に配置された右側の溶接ヘッド部4を垂直方向(Y方向)に移動させるための装置であり、四角形の枠状の上下動フレーム250の右側フレームに固定されている。
左溶接ヘッド部上下動用シリンダ82は、上下動フレーム250の左側に配置された左側の溶接ヘッド部4を垂直方向(Y方向)に移動させるためのシリンダ装置であり、四角形の枠状の上下動フレーム250の左側フレームに固定されている。
【0047】
突合せ用エアシリンダ83(突合せ方向移動装置)は、ベース50と共に溶接ヘッド部4全体を突合せ方向(X方向)に移動させる装置である。この突合せ用エアシリンダ83は、ベース50に固定され、内部に供給された圧縮空気によって進退するシリンダ83aと、一端部がシリンダ83a内に配置され、他端部が連結フレーム83cに固定されたピストンロッド83bと、上下動フレーム250に連結された前記連結フレーム83cと、シリンダ83aの溶接方向側の側面に突合せ方向に向けて延設された上下一対のスライダ83dと、このスライダ83dが摺動自在に係合してシリンダ83aの突合せ方向の移動をガイドするガイドレール83eと、ガイドレール83eを右溶接ヘッド部上下動用シリンダ81の側面に固定するための保持プレート83fと、を備えている。
【0048】
操作盤410は、ヘッドユニット横動モータ260、上下動用シリンダ270、溶接ヘッド部移動装置80及び溶接用電源と冷却水供給装置とシールドガス供給装置(図示省略)を操作して左右の溶接ヘッド部4の位置及び駆動を制御するためのコントローラであり、上下動フレーム250に取り付けられている。
【0049】
不図示の電源は、図2に示す溶接装置Sの先行電極11及び後行電極21の各電極部に電力を供給するそれぞれの溶接用電源(給電装置)と、走行モータ130(図1参照)及びヘッドユニット横動モータ260の駆動源に電力を供給する電源と、からならなり、例えば、溶接方向移動装置110の床下内等の所定位置に設置されている。
また、不図示の冷却水供給装置とシールドガス供給装置も同様である。
【0050】
≪溶接ヘッド部の構成≫
図2に示すように、溶接ヘッド部4(溶接機)は、先行電極用トーチ10、後行電極用トーチ20及びフィラーワイヤ用トーチ30と、それらのトーチ(10,20,30)をそれぞれ支持するトーチクランプ機構40と、それらのトーチ(10,20,30)に電流を供給する溶接用電源(図示省略)と、それらのトーチ(10,20,30)が支持されるベース50と、ベース50等の溶接ヘッド部4を移動させる溶接ヘッド部移動装置80と、を備えている。
溶接ヘッド部4全体は、溶接方向移動装置110(図1参照)とヘッドユニット装置200と上下動用シリンダ270によってX,Y,Z方向に大きく移動でき、さらに、溶接ヘッド部移動装置80によりX,Y方向に小移動できると共に、位置調整機構60でベース50上の先行電極用トーチ10、後行電極用トーチ20及びフィラーワイヤ用トーチ30をX,Y,Z方向へ小さく移動させることができるようになっている。
この溶接ヘッド部4は、溶接方向移動装置110で走行させながらガスシールドアーク溶接を行うものであり、前記トーチ(10,20,30)に電流を供給する構成や、不活性のガスを噴射する構成などは、公知のガスシールドアーク溶接装置の構成を用いているため、その詳細な説明は省略する。
【0051】
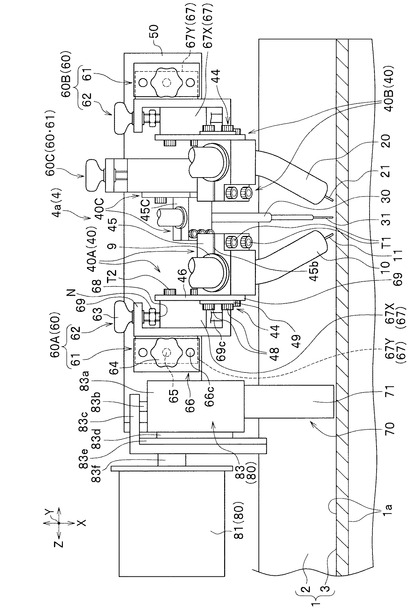
図3及び図4に示すように、各トーチ(10,20,30)が配置される各溶接ヘッド部4は、先行電極11、後行電極21及びフィラーワイヤ31が送り込まれるように構成されると共に、角度調整機構44及び位置調整機構60を有するトーチクランプ機構40を介在してベース50上にX,Y,Z方向の位置及び角度を微調整できるように設けられている。
図5に示すように、電極用トーチ(10,20)は、各トーチクランプ45によって支持される支持部から電極用トーチ(10,20)の先端に向けて曲げ部10a,20aがカーブして形成されたカーブドトーチからなり、各トーチクランプ45をそれぞれ緩めて軸回りに回動調整することで、被溶接箇所1a(図4参照)に対する前進角及び後退角を容易に調整することが可能である。
【0052】
≪トーチクランプ機構の構成≫
トーチクランプ機構40は、先行電極用トーチ10、後行電極用トーチ20、フィラーワイヤ用トーチ30をそれぞれ支持する支持機構であって、先行電極用トーチクランプ機構40Aと、後行電極用トーチ20を支持する後行電極用トーチクランプ機構40Bと、フィラーワイヤ用トーチ30を支持するフィラーワイヤトーチ用クランプ機構40Cとからなる。先行電極用トーチクランプ機構40Aと後行電極用トーチクランプ機構40Bとは、対称形状の機構であるため、先行電極用トーチクランプ機構40Aを主に説明して後行電極用トーチクランプ機構40Bの説明は適宜省略する。
【0053】
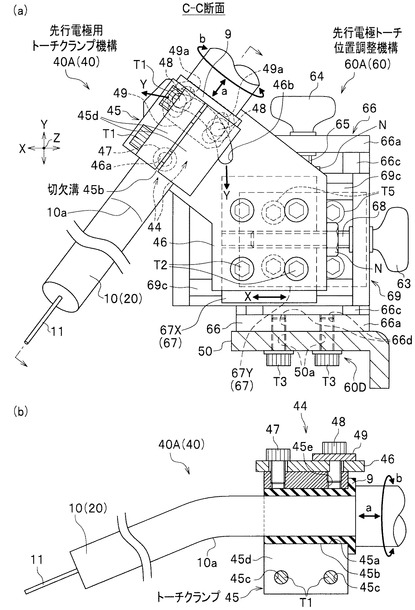
図5に示すように、先行電極用トーチクランプ機構40Aは、先行電極用トーチ10を着脱自在に支持する支持機構であり、それぞれ後記するトーチクランプ45と、トーチクランプ取付ステイ46と、支軸部材47と、トーチクランプ支持具48と、添金49と、締結部材T1と、角度調整機構44と、を備えている。
【0054】
図8(a)、(b)に示すように、各トーチクランプ45は、先行電極用トーチ10、後行電極用トーチ20をそれぞれ支持する部材である。各トーチクランプ45には、保持孔45aと、切欠溝45bと、ねじ孔45cと、突片45dと、固定雌ねじ部45eと、が形成されている。
【0055】
保持孔45aは、各トーチ(10,20)がそれぞれ絶縁ブッシュ9を介して周方向に回動可能に挿入される孔であり、切欠溝45bが外周に形成されていることによって平面視して略C字状に形成されている。
切欠溝45bは、トーチクランプ45の外周部から保持孔45aに亘って切欠形成された部位であり、一対の突片45dが所定の隙間間隔で配置されたことによって形成されている。
ねじ孔45cは、切欠溝45bに直交して形成された締付具合調整用の締結部材T1が螺入される孔である。ねじ孔45cは、締結部材T1がねじ込まれることによって、保持孔45aの径と、一対の突片45d間の切欠溝45bの間隔とが調整されて、先行電極用トーチ10を保持する保持孔45aの締付力が調整されるように突片45dに形成されている。
突片45dは、切欠溝45b及びねじ孔45cが形成された一対の厚板状のものからなる。突片45dは、締結部材T1を強くねじ孔45cに螺合させれば、突片45d,45d間の間隔が狭くなり、トーチクランプ45が先行電極用トーチ10を締め付ける締付力が強くなって、トーチクランプ45がしっかりとクランプされる。締結部材T1を緩めれば、保持孔45aの内径が先行電極用トーチ10を締め付ける締付力が弱くなり、その先行電極用トーチ10を保持孔45aの中心線を中心として周方向(矢印b方向)に回動させたり、前記中心線の方向(矢印a方向)に進退させてトーチクランプ45からの先行電極用トーチ10の突き出し長さを調整したり、引き抜いたりすることが可能となる。
固定雌ねじ部45eは、トーチクランプ取付ステイ46がトーチクランプ45に固定するトーチクランプ支持具48の先端部の雄ねじ部が螺合する部位である。
【0056】
トーチクランプ取付ステイ46は、トーチクランプ45を支軸部材挿入孔46aを中心とする円弧状長孔46bの円周方向の長さ分だけ回動可能に支持するための支持板部材であり、トーチクランプ45に隣設されている。トーチクランプ取付ステイ46は、下端部が締結部材T2によってスライダ67に連結されて共にX,Y方向に移動可能になっている。
【0057】
支軸部材47は、トーチクランプ支持具48を添金49の垂直方向に長い調整孔49aを挿通してトーチクランプ45の固定雌ねじ部45eに螺合されて、トーチクランプ45がトーチクランプ取付ステイ46に対して回動可能な状態のときに、この支軸部材47を中心としてトーチクランプ45を回動可能にさせるねじ部材である。支軸部材47は、トーチクランプ取付ステイ46に形成された支軸部材挿入孔46aに挿入される。
【0058】
トーチクランプ支持具48は、先端が、調整孔49a、円弧状長孔46bを介して固定雌ねじ部45eにねじ止めされるねじ部材であり、トーチクランプ45の回動を規制するための左右一対の部材である。一対のトーチクランプ支持具48は、トーチクランプ取付ステイ46に形成された円弧状長孔46bに挿入される。
【0059】
添金49は、二つのトーチクランプ支持具48がそれぞれ挿入される垂直方向に長い左右一対の調整孔49aを有する金属製厚板材であり、円弧状長孔46bを覆うようにして配置される。
締結部材T1は、切欠溝45bの隙間間隔を調整して保持孔45aによるトーチクランプ45の締付力を調整する調整用ねじ部材であり、例えば、二本のねじ部材からなる。
【0060】
<角度調整機構の構成>
図8(a)、(b)に示すように、角度調整機構44は、先行電極用トーチ10を所定角度回動させて先行電極用トーチ10の設置角度を調整する機構である。角度調整機構44は、先行電極用トーチ10を支軸部材47を中心として垂直方向(Y方向)へ回動可能に軸支して先行電極11の垂直方向の向きを調整できる。
角度調整機構44は、トーチクランプ45に隣設接続されトーチクランプ取付ステイ46と、トーチクランプ取付ステイ46に形成された支軸部材挿入孔46aに挿入される支軸部材47と、トーチクランプ取付ステイ46に形成された円弧状長孔46bを挿通してトーチクランプ45に締結されるトーチクランプ支持具48と、を備えてなる。
このため、支軸部材47及びトーチクランプ支持具48は、トーチクランプ45に締結される締付具合を緩めることによって、先行電極11の垂直方向の角度を調整する角度調整機構44を構成する。
なお、角度調整機構44は、図9(b)、図10に示すように、フィラーワイヤ用トーチ30のフィラーワイヤトーチ用クランプ機構40Cにも、円弧状長孔を利用した同様な角度調整機構44が設けられている。このため、その説明は省略する。
【0061】
≪位置調整機構の構成≫
図3及び図4に示すように、位置調整機構60は、先行電極用トーチ10、後行電極用トーチ20、フィラーワイヤ用トーチ30(図9参照)をそれぞれ突合せ方向及び垂直方向へ移動させて、それらのトーチ(10,20,30)の位置をそれぞれ位置調整する機構である。位置調整機構60は、先行電極用トーチ10を位置を調整する先行電極トーチ位置調整機構60Aと、後行電極用トーチ20の位置を調整する後行電極トーチ位置調整機構60Bと、フィラーワイヤ用トーチ30の位置を調整するフィラーワイヤトーチ位置調整機構60Cとを有している。先行電極トーチ位置調整機構60A、後行電極トーチ位置調整機構60B及びフィラーワイヤトーチ位置調整機構60Cは、各トーチクランプ45,45Cをそれぞれ垂直方向(Y方向)へ移動させて位置調整することができる図6に示す垂直位置決め機構61と、各トーチクランプ45をそれぞれ突合せ方向(X方向)へ移動させて位置調整することができる図7に示す水平位置決め機構62,61C(図9参照)と、を備えている。
【0062】
<垂直位置決め機構の構成>
図3及び図6に示すように、先行電極トーチ位置調整機構60A(位置調整機構60)の垂直位置決め機構61は、それぞれ後記するノブ64と、送りねじ部材65と、固定台66と、スライダ67(垂直スライダ部67Y)と、締結部材T5と、を備えている。垂直位置決め機構61により各トーチ(10,20,30)は、ノブ64を回動させることによって送りねじ部材65を介在して垂直スライダ部67Yを垂直方向(Y方向)へ移動させることにより、この垂直スライダ部67Yに連結された水平位置決め機構62の左右ガイド部69aと共に水平スライダ部67X、トーチクランプ取付ステイ46、トーチクランプ45及び各トーチ(10,20,30)を垂直方向に対して一体に移動させ、垂直方向へ移動調整することができるようになっている。
【0063】
図6に示すように、ノブ64は、先行電極用トーチ10をベース50に対して垂直方向へ微動させるための回転操作用つまみである。
送りねじ部材65は、ノブ64を回転操作することによって一体に回転するねじ棒状の部材であり、中央部に垂直スライダ部67Yが進退自在に螺合され、基端部側が固定台66の上下ガイド部66aに回動自在に片持ち支持されている。
固定台66は、上下ガイド部66a(支持板部)を有する正面視して略溝形鋼状の形状をした部材であり、ベース50の長孔50aに挿入した締結具T3を上下ガイド部66aの下板部に形成された雌ねじ部66dにねじ込むことによってベース50上に固定されている。固定台66は、垂直スライダ部67Yに挿通してその垂直スライダ部67Yを摺動自在に支持する左右一対のガイドシャフト66cを架設している。
スライダ67は、送りねじ部材65に形成された雄ねじ部65aに螺合する雌ねじ部67Ybを有し、送りねじ部材65の回転に伴って上下ガイド部66a,66a間をスライド移動する部材である。スライダ67は、垂直方向へ移動可能な垂直スライダ部67Yと、突合せ方向へ移動可能な水平スライダ部67X(図7参照)を支持するガイド部材69とを締結部材T5で連結して一体化させ、固定台66に対して一緒に垂直方向へ動くようになっている。
締結具T3は、後記する溶接方向位置調整機構60Dの位置調整用のボルトである。
前記したように締結部材T5は、水平位置決め機構62のガイド部材69を垂直位置決め機構61の垂直スライダ部67Yに固定するためのボルトである。
【0064】
<水平位置決め機構の構成>
図7に示すように、先行電極トーチ位置調整機構60A(位置調整機構60)の水平位置決め機構62は、後記するノブ63と、送りねじ部材68と、スライダ67の水平スライダ部67Xと、ガイド部材69と、締結部材T2と、を備えてなる。水平位置決め機構62により各トーチ(10,20,30)は、ノブ63を回動させることによって送りねじ部材68を介在して水平スライダ部67Xを突合せ方向(X方向)へ移動させることにより、この水平スライダ部67Xに連結されたトーチクランプ取付ステイ46と共にトーチクランプ45及び各トーチ(10,20,30)を突合せ方向に対して一体に移動させ、突合せ方向へ移動調整することができるようになっている。
【0065】
ノブ63は、先行電極用トーチ10をベース50に対して突合せ方向へ微動させるための回転操作用つまみである。
送りねじ部材68は、ノブ63を回転操作することによって一体に回転するねじ棒状の部材であり、中央部に水平スライダ部67Xが進退自在に螺合され、基端部側がガイド部材69の左右ガイド部69aに回動自在に片持ち支持されている。
スライダ67の水平スライダ部67Xは、送りねじ部材68を回転自在に軸支する左右ガイド部69aと、送りねじ部材68に形成された雄ねじ部68aに螺合する雌ねじ部67Xbと、を有し、送りねじ部材68の回転に伴って突合せ方向(X方向)へ水平にスライド移動する。
ガイド部材69は、平面視して略溝形鋼状の形状をした部材であり、水平スライダ部67Xに挿通してその水平スライダ部67Xを摺動自在に支持する上下一対のガイドシャフト69cを架設している。図8に示すように、ガイド部材69の外側側面は、このガイド部材69の内側内壁面から垂直スライダ部67Y側に向けて形成された4つの座ぐり孔に、それぞれ締結部材T5がねじ込められて垂直スライダ部67Yの側面に当接した状態にボルト締めされている。
前記締結部材T2は、トーチクランプ取付ステイ46の側面からスライダ67にねじ込められて、トーチクランプ取付ステイ46とスライダ67とを連結するためのボルトである。
【0066】
≪フィラーワイヤトーチ用クランプ機構の構成≫
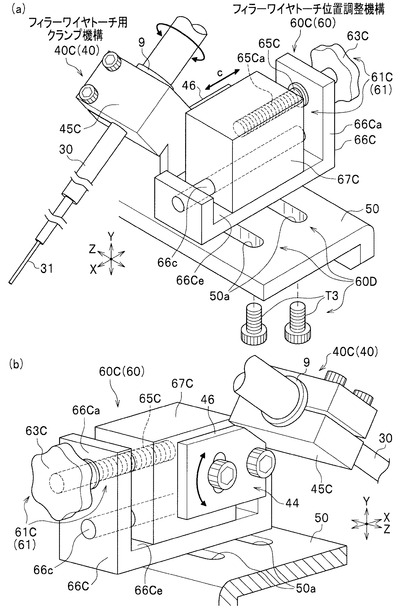
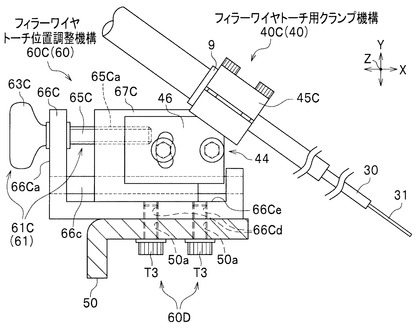
図9〜図10に示すフィラーワイヤ用トーチ30には、前記したように先行電極用トーチ10に設けられた先行電極用トーチクランプ機構40Aと略同一のフィラーワイヤトーチ用クランプ機構40C、及び、角度調整機構44が設けられている。
【0067】
<フィラーワイヤトーチ位置調整機構の構成>
図9〜図10に示すように、フィラーワイヤトーチ位置調整機構60Cは、前記先行電極用トーチ10の先行電極トーチ位置調整機構60Aと同様に、フィラーワイヤ用トーチ30を水平な突合せ方向(矢印c方向)へ移動させ、そのトーチ(30)の位置を調整する水平位置決め機構61Cを有しているものの、垂直位置決め機構61に相当する機構を備えていない点で相違している。つまり、フィラーワイヤトーチ位置調整機構60Cは、ノブ63Cの回転操作でスライダ67Cを溶接方向(Z方向)に摺動させることによって、トーチクランプ45Cを突合せ方向(矢印c方向)へ移動させて位置調整することができる構造になっている。
フィラーワイヤトーチ位置調整機構60Cは、前記先行電極トーチ位置調整機構60Aと同様に、ノブ63Cと、送りねじ部材65Cと、固定台66Cと、スライダ67Cと、を備え、ベース50に配置される。なお、フィラーワイヤトーチ位置調整機構60Cは、ベース50と固定台66Cとの間に、適宜な厚さのスペーサ(図示省略)を介在することによって、垂直方向の高さを調整することも可能である。
【0068】
フィラーワイヤ用トーチ30を移動させるノブ63Cは、1つである。
送りねじ部材65Cは、固定台66Cに設けられた支持板部66Caに支持されてベース50に対して水平に配置されている。
固定台66Cは、突合せ方向(X方向)に向けて延設されたガイドシャフト66cの両端部を保持する支持板部66Caと、スライダ67Cが摺動する摺動面66Ceと、を有する側面視して略溝形鋼状の形状をした部材であり、ベース50上の所定位置にボルト締めされる。
スライダ67Cは、ノブ63Cの回動操作による送りねじ部材65Cの回転に伴って水平な摺動面66Ce上を水平方向(矢印c方向)に摺動させて、トーチクランプ45Cを突合せ方向(X方向)へ移動させる。
【0069】
≪ベースの構成≫
図4に示すように、ベース50は、先行電極トーチ位置調整機構60A、後行電極トーチ位置調整機構60B及びフィラーワイヤトーチ位置調整機構60Cの固定台66,66Cをそれぞれ所定位置に載置するための載置用のテーブルであり、厚板金属からなる。ベース50には、固定台66,66Cを溶接方向の所定位置に固定する溶接方向位置調整機構60Dの締結具T3をこのベース50の板面に沿って移動可能に挿入させる長孔50a(図2参照)が複数形成されている。また、ベース50には、このベース50を昇降させる前記右溶接ヘッド部上下動用シリンダ81(昇降装置)(図2参照)と、ベース50を突合せ方向に移動させる突合せ用エアシリンダ83(突合せ方向移動装置)及び不図示の溶接方向エアシリンダ(移動装置)と、このベース50から被溶接部材1の突合せ方向に突出して配置された位置決めドグ部70と、がボルト締めされている。
【0070】
≪溶接方向位置調整機構の構成≫
図11に示すように、溶接方向位置調整機構60Dは、ベース50に載置された固定台66,66Cを溶接方向に水平移動させて、先行電極用トーチ10、後行電極用トーチ20、フィラーワイヤ用トーチ30の位置をそれぞれの溶接方向の所定位置に調整して固定するものである。溶接方向位置調整機構60Dは、固定台66,66Cに形成された雌ねじ部66dと、ベース50に溶接方向に長く形成された長孔50aと、この長孔50aに溶接方向に微調整できるように移動可能に挿入して固定台66,66Cの雌ねじ部66d,66Cd(図10参照)に螺合して固定台66,66Cを所定位置に固定する位置調整用の締結具T3と、を備えて構成されている。
【0071】
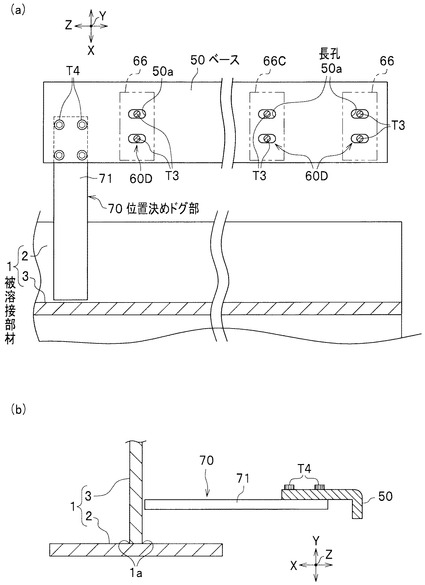
≪位置決めドグ部の構成≫
図3及び図4に示すように、位置決めドグ部70は、ベース50上に載設された電極用トーチ(10,20)及びフィラーワイヤ用トーチ30の被溶接部材1に対する水平位置及び垂直位置を正確に倣い決めするための装置である。位置決めドグ部70は、右溶接ヘッド部上下動用シリンダ81(図2参照)(昇降装置)と、ベース50を突合せ方向に移動させる突合せ用エアシリンダ83(突合せ方向移動装置)等によってベース50と共にその位置を調整できるようになっている。このため、位置決めドグ部70は、被溶接部材1に対する各トーチ(10,20,30)の位置を初期調整する際に、突合せ方向の距離を判断できるため、突合せ方向の位置を決定し易くすることができる。
【0072】
図11(a)、(b)に示すように、位置決めドグ部70は、ベース50の下面に締結部材T4で固定された略四角の厚板形状のものからなる。位置決めドグ部70は、ベース50に水平な状態に固定された長尺部材71である。なお、被溶接部材1の近接距離を検出するセンサを備えてもよい。
【0073】
≪溶接装置の動作≫
次に、図1〜図12を参照して溶接装置Sの動作について説明する。
図1に示すように、溶接装置Sで溶接する際には、まず、被溶接部材1の下板2を架台フレーム140の脚部141,141間にレール150に沿って配置し、下板2上の所定位置に立板3を載置して固定する。
次に、図2に示す溶接ヘッド部4をヘッドユニット装置200で被溶接箇所1aの上方近傍まで送る。そして、溶接ヘッド部4を上下動用シリンダ270で被溶接箇所1aの高さ近傍まで送る。
【0074】
図8(a)、(b)に示すトーチクランプ45の締結部材T1を一旦緩めて、被溶接部材1の被溶接箇所1aに対する先行電極用トーチ10(後行電極用トーチ20)の軸方向(矢印a方向)及び軸回り方向(矢印b方向)の位置を調整する。
なお、この場合、先行電極用トーチ10は、曲げ部10aが屈曲または湾曲状に曲がって形成されたカーブドトーチからなるので、そのトーチを回動させれば、先行電極11が保持孔45aの中心線を中心として軸回り方向(矢印b方向)に回動し、先行電極11の被溶接箇所1aに対する前進角及び後退角を調整することが可能である。
【0075】
次に、トーチクランプ45の支軸部材47及びトーチクランプ支持具48を一旦緩めて、被溶接部材1の被溶接箇所1aに対する先行電極用トーチ10(後行電極用トーチ20)の垂直方向(Y方向)の角度を適切な角度に調整する。
同じようにして、フィラーワイヤ用トーチ30の軸方向及び軸回り方向の位置を調整と、被溶接部材1の被溶接箇所1aに対する先行電極用トーチ10の垂直方向(Y方向)の角度を適切な角度に調整と、を行なう。
【0076】
次に、図3及び図7に示すように、水平位置決め機構62のノブ63を回転操作して送りねじ部材68を回転させることによって、トーチクランプ45と一体的に移動する水平スライダ部67Xを突合せ方向に移動させて、先行電極用トーチ10の突合せ方向(X方向)の位置を微調整する。
【0077】
さらに、図4〜図6に示すように、垂直位置決め機構61のノブ64を回転操作して送りねじ部材65を回転させることによって、トーチクランプ45と一体的に移動する垂直スライダ部67Yを垂直方向(Y方向)に移動させて、先行電極用トーチ10の垂直方向の位置を微調整する。
これと同様にして後行電極用トーチ20に垂直方向及び突合せ方向の位置を微調整する。
【0078】
図9及び図10に示すように、フィラーワイヤ用トーチ30は、ノブ63Cを回動操作させることによって送りねじ部材65Cを回転させることにより、トーチクランプ45Cと一体的に移動するスライダ67Cを突合せ方向(矢印c方向)に移動させて、フィラーワイヤ用トーチ30の水平方向の位置を微調整する。
【0079】
また、各トーチ(10,20,30)の溶接方向の位置を調整する場合は、図11に示すように、溶接方向位置調整機構60Dの締結具T3の締結力を緩めて固定台66,66Cを溶接方向へ移動させて微調整する。
【0080】
以上のように、溶接装置Sは、垂直位置決め機構61及び水平位置決め機構62のノブ63,64、フィラーワイヤトーチ位置調整機構60Cのノブ63、溶接方向位置調整機構60Dの締結具T3、角度調整機構44の支軸部材47及びトーチクランプ支持具48を回転することによって、各トーチ(10,20,30)を上下左右前後の溶接方向、垂直方向、突合せ方向を含む全方向に移動させたり、所望の向きに回動させたりして、各トーチ(10,20,30)の電極間の極間距離や、トーチ角度を適切に調整することにより、複数電極にフィラーワイヤ31を備えた装置であっても、容易に最適な溶接条件に調整することができる。この場合、ノブ63,64,63Cは、回転操作し易いため、溶接作業開始時及び溶接作業中であっても各トーチ(10,20,30)の位置を容易に最適な溶接条件に調整することができる。その結果、被溶接部材1を溶接する際には、良好なビードが形成することができると共に、発生するアークの安定性を向上させてスパッタの発生を抑制することができる。
【0081】
なお、このように各トーチ(10,20,30)は、適切な位置、角度及び向きに位置決めされた状態で、溶接方向移動装置110で溶接ヘッド部4を被溶接部材1の被溶接箇所1aに沿って移動させることにより、安定した状態で走行させて、溶接欠陥が発生することなく溶接することができる。
このとから、各トーチ(10,20,30)の位置等の微調整を行うための作業者の負担を極めて軽減することができる。
また、溶接不良に対する手直しという作業負担から解放され、生産性を大幅に向上させることができる。
【0082】
[実施形態2]
次に実施形態2について説明する。なお、既に説明した構成は同じ符号を付してその説明を省略する。図12は、本発明に係る溶接装置の実施形態2を示す図であり、被溶接部材を移動装置で移動させながら溶接するときの状態を示す概略要部斜視図である。
【0083】
前記実施形態1では、図2に示すように、移動装置100で溶接ヘッド部4(溶接機)を移動させながら被溶接部材1を溶接する溶接装置Sを説明したが、本発明はこれに限定されるものではない。例えば、図12に示すように、溶接装置S1は、溶接ヘッド部4のベース50に対して被溶接部材1を、移動装置100Aによって移動させながら溶接をするようにしたビルトアップタイプのものであっても構わない。このとき、トーチ支持機構60A,60B及び60Cは、ベース50の上でなくてもよく、移動装置100Aの任意の部位に直接取り付けてもよい。
【0084】
[変形例]
以上、本発明に係る実施形態1,2について説明したが、本発明は、前記した実施形態1,2に限定されるものではなく、本発明の趣旨を逸脱しない範囲において適宜変更は可能である。なお、既に説明した構成は同じ符号を付してその説明を省略する。
また、前記実施形態1では、T字状に配置した被溶接部材1を溶接する場合を例に挙げて溶接装置Sを説明したが、溶接ヘッド部4を移動させながら溶接するものであればよく、被溶接部材1の形状、材質等は特に限定されない。
【0085】
前記実施形態1・2では、先行電極用トーチクランプ機構40A及び後行電極用トーチクランプ機構40Bと、フィラーワイヤトーチ用クランプ機構40Cとを相違する形状の部材で構成したが同一のもので構成しても構わない。
また、先行電極トーチ位置調整機構60A及び後行電極トーチ位置調整機構60Bと、フィラーワイヤトーチ位置調整機構60Cとは、相違する形状の部材で構成したが、同一のものであっても構わない。先行電極用トーチ10と後行電極用トーチ20とは、先行電極11、後行電極21をそれぞれ付け足して複数にしてもよい。また、フィラーワイヤ用トーチ30は、フィラーワイヤ31の数を複数にしてもよい。
また、フィラーワイヤ用トーチには通電しても、しなくても構わない。
さらにまた、微調整が可能であれば、フィラーワイヤ用トーチの形状は前記電極トーチと同仕様のストレートトーチであっても構わない。
【0086】
トーチクランプ45,45Cのトーチ(10,20,30)を支持する部位には、ばね座金、回り止め針金、ノックピン、割りピン等の緩み防止部材を設けて、長期にわたってしっかりと保持できるようにしてもよい。
【符号の説明】
【0087】
1 被溶接部材
1a 被溶接箇所
2 下板(被溶接部材)
3 立板(被溶接部材)
4 溶接ヘッド部
10 先行電極用トーチ
11 先行電極(電極)
20 後行電極用トーチ
21 後行電極(電極)
30 フィラーワイヤ用トーチ
31 フィラーワイヤ
40 トーチクランプ機構
40A 先行電極用トーチクランプ機構(トーチ支持機構)
40B 後行電極用トーチクランプ機構(トーチ支持機構)
40C フィラーワイヤトーチ用クランプ機構(トーチ支持機構)
44 角度調整機構
45,45C トーチクランプ
45a 保持孔
45b 切欠溝
45c ねじ孔
46 トーチクランプ取付ステイ
46a 支軸部材挿入孔
46b 円弧状長孔
47 支軸部材
48 トーチクランプ支持具
50 ベース
50a 長孔
60 位置調整機構
60A 先行電極トーチ位置調整機構(位置調整機構)
60B 後行電極トーチ位置調整機構(位置調整機構)
60C フィラーワイヤトーチ位置調整機構(位置調整機構)
61 垂直位置決め機構
62 水平位置決め機構
63,63C,64 ノブ
65,65C,68 送りねじ部材
65a 雄ねじ部
66,66C 固定台
66a,66Ca 支持板部
66d 雌ねじ部
67,67C スライダ
69 ガイド部材
70 位置決めドグ部
80 溶接ヘッド部移動装置
81 右溶接ヘッド部上下動用シリンダ(昇降装置)
82 左溶接ヘッド部上下動用シリンダ(昇降装置)
83 突合せ用エアシリンダ(突合せ方向移動装置)
100,100A 移動装置
110 溶接方向移動装置
120 走行ローラ
130 走行モータ
140 架台フレーム
150 レール
200 ヘッドユニット装置
210 スタンション
220 横方向ガイド
230 摺動板
240 固定フレーム
250 上下動フレーム
260 ヘッドユニット横動モータ
270 上下動用シリンダ
S,S1 溶接装置(ガスシールドアーク溶接装置)
T1 締結部材
T3 締結具
【技術分野】
【0001】
本発明は、電極用トーチとフィラーワイヤ用トーチとを備えたガスシールドアーク溶接装置に関する。
【背景技術】
【0002】
造船や橋梁等で使用する長尺な鋼材を水平すみ肉溶接する際には、立板の両側にそれぞれ二つの電極を配置し、これらの電極で一つの溶融プールを形成して溶接する二電極式のガスシールドアーク溶接が知られている(例えば、特許文献1参照)。
【0003】
この二電極式のガスシールドアーク溶接は、溶接電流を大きくし、溶接速度を高速にすることにより、立板の両側にそれぞれ一つの電極を配置した溶接法と比較して二倍以上の高速溶接が可能となる。
しかしながら、電極の電流値を所定値以上に高くすると、先行極及び後行極の溶接電流による磁界の影響によって、二極間でのアーク干渉が激しくなる。
このため、二電極式のガスシールドアーク溶接では、溶接中の溶融プール形状の変動が大きくなり、溶接不良が発生するという問題があった。
【0004】
このような問題に対し、先行電極と後行電極との間に、その電極間の磁場を打ち消すためのフィラーワイヤを配置して溶接を行なうガスシールドアーク溶接方法が提案されている(例えば、特許文献2参照)。このような方法を用いることで、溶融プール形状の変動を抑え、溶接不良を大幅に低減することにより、手直しの必要がない溶接を実現することができる。
【0005】
上記特許文献2のようなガスシールドアーク溶接方法を用いてより良好に被溶接部材を溶接する際には、特許文献3に記載されているような溶接条件に設定することが好ましい。この溶接条件に設定するためには、特許文献2に記載されている電極間距離、例えば、15〜50mmという極めて狭い距離において、全てのトーチから送給されるそれぞれのワイヤ(以下ワイヤ先端)の間隔や角度を、可能な限り短時間において最適な条件に調整することを要求される。このような調整は、二電極の場合と比して極めて複雑な調整を要求される。
【0006】
造船や橋梁メーカ等の生産ラインにおいて、実際にこのような要求を満足する溶接作業をする場合には、対象となる被溶接部材ごとに寸法が少しずつ異なること、送り位置が少しずれることなどにより、被溶接箇所が相違し、この相違により作業の都度ワイヤ先端の狙い位置が変わるため、溶接作業開始の度に全てのワイヤ先端の位置を毎回ミリメートル以下の単位で微調整することが必要であること、また、風による外乱等によって溶接条件が変化したり、作業の都度ワイヤ先端の狙い位置が変化するため、遮光ガラスを通してアーク状態を観察しながら電極の微調整を行う必要がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平7−256455号公報
【特許文献2】特開2004−261839号公報
【特許文献3】特開2010−155281号公報
【特許文献4】特開平3−234367号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献4に記載されているような自動溶接装置であって、前記特許文献3に記載されている溶接条件に設定する場合には、近接したトーチの中間にフィラーワイヤを挿入しただけの機構で被溶接部材ごとに前述のような最適な条件に設定しなければならず、適切に微調整を行うには作業者に相当な負担がかかる。また、失敗した場合には、手直しをしなければならず、生産性が大幅に低下する。このため、トーチの位置調整を可能な限り容易にできるようにしなければならないという問題があった。
【0009】
そこで、本発明では、前記した問題点に鑑みてなされたものであって、複数電極にフィラーワイヤを備えた複雑な溶接条件、かつ、狭い電極間距離である機構であっても容易に最適な溶接条件にトーチの位置を調整することができるガスシールドアーク溶接装置を提供することを課題とする。
【課題を解決するための手段】
【0010】
前記課題を解決するため、本発明に係るガスシールドアーク溶接装置は、給電装置から電流が供給される電極を有する複数の電極用トーチと、前記電極用トーチの間に配置され、フィラーワイヤを支持するフィラーワイヤ用トーチと、前記電極用トーチ、前記フィラーワイヤ用トーチをそれぞれ支持するそれぞれのトーチクランプと、前記各トーチクランプが支持されるベースと、を備えたガスシールドアーク溶接装置であって、前記トーチクランプをそれぞれ所定角度回動させて前記電極用トーチ及び前記フィラーワイヤ用トーチの設置角度をそれぞれ調整するそれぞれの角度調整機構と、前記角度調整機構を全方向へ移動させて前記電極用トーチ、前記フィラーワイヤ用トーチの位置をそれぞれ位置調整するそれぞれの位置調整機構と、を備えている構成とした。
ここで、全方向とは、溶接進行方向に直交する水平方向(以下「突合せ方向」または「X方向」という)と、鉛直な上下方向である垂直方向(以下適宜に「Y方向」という)と、溶接進行方向(以下「溶接方向」または「Z方向」という)と、を含む方向をいう。
【0011】
かかる構成によれば、ガスシールドアーク溶接装置は、角度調整機構を有することによって、電極用トーチ及びフィラーワイヤ用トーチをそれぞれ所定角度回動させて電極用トーチ及びフィラーワイヤ用トーチのトーチ角度をそれぞれ適切な角度に微調整することができる。また、ガスシールドアーク溶接装置は、全方向へ移動させて位置調整することができる位置調整機構を有するトーチ支持機構によって支持されているので、被溶接部材の被溶接箇所に合わせてトーチの脚長を変更するときなどに、三電極以上の複数電極を有する複雑、かつ、狭い電極間距離の機構であっても、それぞれのトーチの位置を上下左右前後方向の全方向に自由に調整して、その先端の電極及びフィラーワイヤの位置を所定の狙い位置に容易に位置調整することができる。
【0012】
また、前記位置調整機構は、前記各トーチクランプをそれぞれ垂直方向へ移動させて位置調整することができる垂直位置決め機構と、前記各トーチクランプをそれぞれ突合せ方向へ移動させて位置調整することができる水平位置決め機構と、を備えていることが好ましい。
【0013】
かかる構成によれば、ガスシールドアーク溶接装置の位置調整機構は、垂直位置決め機構によってトーチ支持機構を垂直方向へ移動させて、電極の垂直方向の位置を調整することができると共に、水平位置決め機構によりトーチ支持機構を突合せ方向へ移動させて、電極の突合せ方向の位置を被溶接部材の被溶接箇所に合わせて調整することができる。このため、垂直位置決め機構と水平位置決め機構とによってそれぞれ容易に垂直方向及び突合せ方向の位置を調整することができるので、対象となる被溶接部材の被溶接箇所が変化しても直ぐに対処することができる。
【0014】
また、前記垂直位置決め機構は、回転操作用のノブと、前記ノブに固定された送りねじ部材と、前記送りねじ部材が回転自在に挿入されて支持される支持板部を有し前記ベースに載置される固定台と、前記送りねじ部材に形成された雄ねじ部に螺合する雌ねじ部を有し、前記送りねじ部材の回転に伴って前記固定台に対してスライド移動すると共に、前記トーチクランプが連結されたスライダと、を備え、前記各トーチクランプは、前記ノブを回動させることによって前記スライダと共に垂直方向に移動することが好ましい。
【0015】
かかる構成によれば、垂直位置決め機構は、ノブを回動させて送りねじ部材を連動回転させることによって、その回転に合わせて固定台及びベースに対してスライダ及びトーチ支持機構を連続的に移動させることができる。このため、電極の位置を垂直方向に微調整する必要がある場合には、ノブを回転操作すれば、電極及びフィラーワイヤの位置を被溶接部材の被溶接箇所に合わせて垂直方向に移動させて調整することができる。
【0016】
また、前記水平位置決め機構は、回転操作用のノブと、前記ノブに固定された送りねじ部材と、前記送りねじ部材が回転自在に挿入されて支持される支持板部を有するガイド部材と、前記送りねじ部材に形成された雄ねじ部に螺合する雌ねじ部を有し、前記送りねじ部材の回転に伴って前記ガイド部材に対してスライド移動すると共に、前記トーチクランプが連結されたスライダと、を備え、前記各トーチクランプは、前記ノブを回動させることによって前記スライダと共に突合せ方向に移動することが好ましい。
【0017】
かかる構成によれば、水平位置決め機構は、ノブを回動させて送りねじ部材を連動回転させることによって、その回転に合わせてベースに対してスライダ及びトーチ支持機構を連続的に移動させることができる。このため、電極の位置を突合せ方向に微調整する必要がある場合には、ノブを回転操作すれば、電極及びフィラーワイヤの位置を被溶接部材の被溶接箇所に合わせて突合せ方向に移動させて調整することができる。
【0018】
また、前記ベースには、当該ベースに前記固定台を固定する締結具を当該ベースの板面に沿って溶接方向へ移動が可能となるように挿入させる長孔が形成されていることが好ましい。
【0019】
かかる構成によれば、ベースは、このベースの板面の長孔に挿入された固定具の位置を移動させて調整することによって、固定台と共に移動する各トーチクランプ、電極及びフィラーワイヤの位置を溶接方向に微調整することができる。
【0020】
また、前記角度調整機構は、前記トーチクランプに隣設されトーチクランプ取付ステイと、前記トーチクランプ取付ステイに形成された支軸部材挿入孔に挿入される支軸部材と、前記トーチクランプ取付ステイに形成された円弧状長孔を挿通して前記トーチクランプに締結されるトーチクランプ支持具と、を備え、前記トーチクランプ支持具は、前記トーチクランプに締結される締付具合を緩めることによって、前記角度調整機構の垂直方向の角度を調整できるように設けられていることが好ましい。
【0021】
かかる構成によれば、ガスシールドアーク溶接装置の角度調整機構は、電極用トーチ及びフィラーワイヤ用トーチをそれぞれ保持するトーチクランプに締結されるトーチクランプ支持具の締付具合を緩めることによって、トーチ支持機構の垂直方向の角度を円弧状長孔に沿って調整することができる。これにより、ガスシールドアーク溶接装置は、電極用トーチ及びフィラーワイヤ用トーチの垂直方向の角度を自由に調整してその向きを適切な向きに微調整することができる。
【0022】
また、前記位置調整機構に取り付けられる前記電極用トーチは、前記各トーチクランプによって支持される支持部から当該電極用トーチの先端に向けてカーブして形成されたカーブドトーチからなり、前記各トーチクランプをそれぞれ緩めて軸回りに回動調整することで、被溶接箇所に対する前進角及び後退角が調整可能であることが好ましい。
【0023】
かかる構成によれば、電極用トーチは、支持部から先端に向けてカーブして形成されたカーブドトーチからなることにより、各トーチクランプをそれぞれ緩めて軸回りに回動させれば、電極用トーチがトーチクランプに保持される支持部の中心線を中心として回動するため、被溶接箇所に対する電極用トーチの前進角及び後退角を適切な角度に自由に調整することが容易となる。
【0024】
また、ガスシールドアーク溶接装置の各トーチクランプは、前記電極用カーブドトーチ、前記フィラーワイヤ用トーチをそれぞれ周方向に回動可能に挿入する保持孔と、前記保持孔に切欠形成された切欠溝と、前記切欠溝に直交して形成されたねじ孔と、前記ねじ孔に螺合され前記切欠溝の内壁の間隔を調整する締結部材と、を備え、前記締結部材は、前記ねじ孔の締付力を緩めることによって、前記電極用カーブドトーチ、前記フィラーワイヤ用トーチをそれぞれ周方向に回動可能にし、前記ねじ孔の締付力を強めることによって、前記電極用トーチ、前記フィラーワイヤ用トーチをそれぞれ保持することが好ましい。
【0025】
かかる構成によれば、締結部材は、螺合されたねじ孔の締付力を緩めると、切欠溝の内壁の間隔が広がることに伴って、それぞれのトーチを保持する保持孔の内径が拡径するため、電極用トーチ、フィラーワイヤ用トーチをそれぞれ周方向に回動可能にすることができる。各トーチは、保持孔の中心線を中心として回動することにより、トーチの先端にある電極の向きを調整することができる。
また、締結部材は、ねじ孔の締付力を強めることによって、切欠溝の間隔が狭くなるのに伴って保持孔の内径が縮径するため、それぞれのトーチを強くしっかりと保持することができる。
【0026】
また、前記ベースは、当該ベースを昇降させる昇降装置と、当該ベースを突合せ方向に移動させる突合せ方向移動装置と、当該ベースから突合せ方向に突出して配置され、前記電極用トーチ及び前記フィラーワイヤ用トーチの突合せ位置及び垂直位置を倣い決めする位置決めドグ部と、を備えていることが好ましい。
【0027】
かかる構成によれば、ガスシールドアーク溶接装置は、位置決めドグ部が、昇降装置及び突合せ方向移動装置によってベースの位置を調整することにより、電極用トーチ及びフィラーワイヤ用トーチの突合せ位置及び垂直位置を被溶接箇所の位置に合せて倣い決めすることができる。このため、対象となる被溶接部材の被溶接箇所が変化しても容易に対処することができる。
【0028】
また、ガスシールドアーク溶接装置は、前記ベースを、移動装置によって前記電極用トーチ、前記フィラーワイヤ用トーチと共に移動させながら溶接をすることが好ましい。
【0029】
かかる構成によれば、ガスシールドアーク溶接装置は、ベースを移動装置によって溶接線に沿って移動させながら溶接をすることができる。
【0030】
また、ガスシールドアーク溶接装置は、前記ベースに対して被溶接部材を、移動装置によって移動させながら溶接をすることが好ましい。
【0031】
かかる構成によれば、ガスシールドアーク溶接装置は、被溶接部材を、移動装置によって移動させながら溶接をすることができる。
【発明の効果】
【0032】
本発明のガスシールドアーク溶接装置によれば、電極用トーチ及びフィラーワイヤ用トーチを溶接方向、垂直方向、突合せ方向を含む全方向、かつ、所望の向きに回動させて、各トーチの電極間の極間距離や、トーチ角度を適切に調整することにより、複数電極にフィラーワイヤを備えた溶接装置であっても、容易に最適な溶接条件に調整することができる機構である。
この機構により、溶接作業開始時及び溶接作業中に容易に微調整して最適な溶接条件に設定することにより、良好な溶接ビードを形成することができると共に、発生するアークの安定性を向上させてスパッタの発生を抑制することができる。
また、トーチの位置等の微調整を行うための作業者の負担を極めて軽減することができる。
さらに、溶接不良に対する手直しという作業負担から解放され、生産性を大幅に向上させることができる。
【図面の簡単な説明】
【0033】
【図1】本発明に係る溶接装置の実施形態1を示す概略斜視図である。
【図2】本発明に係る溶接装置の実施形態1のヘッドユニット装置を示す概略斜視図である。
【図3】本発明に係る溶接装置の実施形態1の溶接ヘッド部の概略平面図である。
【図4】本発明に係る溶接装置の実施形態1の溶接ヘッド部の概略右側面図である。
【図5】本発明に係る溶接装置の実施形態1の溶接ヘッド部の概略斜視図である。
【図6】本発明に係る溶接装置の実施形態1の垂直位置決め機構を示す概略正面図である。
【図7】本発明に係る溶接装置の実施形態1の水平位置決め機構を示す概略正面図である。
【図8】本発明に係る溶接装置の実施形態1の角度調整機構を示す図であり、(a)は概略斜視図、(b)はトーチクランプの縦断面図である。
【図9】本発明に係る溶接装置の実施形態1のフィラーワイヤトーチ用クランプ機構及びフィラーワイヤトーチ位置調整機構を示す図であり、(a)正面方向から見た概略斜視図、(b)は背面方向から見た概略斜視図である。
【図10】本発明に係る溶接装置の実施形態1のフィラーワイヤ用トーチ支持機構を示す概略側面図である。
【図11】本発明に係る溶接装置の実施形態1の位置決めドグ部を示し、(a)は平面図、(b)は概略縦断面図である。
【図12】本発明に係る溶接装置の実施形態2を示す図であり、被溶接部材を移動装置で移動させながら溶接するときの状態を示す概略要部斜視図である。
【発明を実施するための形態】
【0034】
[実施形態1]
本発明の実施形態について、適宜図面を参照しながら詳細に説明する。
図1及び図2に示すように、本実施形態では、まず、溶接装置Sの一例として水平に設置された下板2と、下板2の上面に垂直に配置された立板3と、からなる被溶接部材1の隅部を被溶接箇所1aに沿って移動装置100で溶接ヘッド部4(溶接機、図2参照)を移動させながらすみ肉溶接するいわゆるラインウェルダーの場合を例に挙げて説明する。
ここで、X方向は溶接方向に直交する水平方向である突合せ方向、Y方向は鉛直な上下方向である垂直方向、Z方向は溶接方向であり、以下、適宜に使用して説明する。
【0035】
≪溶接装置の構成≫
図1及び図2に示すように、溶接装置Sは、被溶接部材1である下板2と立板3とを被溶接箇所1a(溶接線)に沿って溶接ヘッド部4を移動させながら溶接するガスシールドアーク溶接装置である。溶接装置Sは、移動装置100と、制御盤400と、操作盤410と、集塵機500と、ワイヤ収容器600と、溶接用電源と冷却水供給装置とシールドガス供給装置(図示省略)と、溶接ヘッド部4(溶接機)と、を備えている。
【0036】
≪被溶接部材の構成≫
図1に示すように、被溶接部材1は、例えば、船舶や橋梁等に用いられる大型の構造物等であり、例えば、下板2と立板3とからなる。この被溶接部材1は、下板2と立板3とを直交するように突合された部位を溶接して接合される。その溶接される被溶接箇所1a(溶接線)の上には、後記する溶接ヘッド部4(図2参照)が配置され、溶接ヘッド部4が溶接方向移動装置110によって被溶接箇所1aに沿って走行する。
【0037】
≪移動装置の構成≫
図2に示すように、移動装置100は、溶接ヘッド部4(溶接機)を溶接方向(Z方向)、突合せ方向(溶接方向に直交するX方向)、垂直方向(Y方向)へ移動させる走行装置である。移動装置100は、例えば、溶接方向移動装置110(図1参照)と、ヘッドユニット装置200と、上下動用シリンダ270と、溶接ヘッド部移動装置80と、を備えて構成されている。
【0038】
<溶接方向移動装置の構成>
図1に示す溶接方向移動装置110は、その背面側に配置された溶接装置Sの多数の溶接ヘッド部4(図2参照)を溶接方向へ移動させる搬送装置である。溶接方向移動装置110は、一対のレール150と、走行ローラ120と、走行モータ130と、架台フレーム140と、を備えている。溶接方向移動装置110は、走行モータ130を回転駆動させることによって、各溶接ヘッド部4がベース50と共に溶接方向に移動して溶接が行われる。
【0039】
レール150は、例えば、I型鋼からなる左右一対の走行ガイドレールであり、溶接施設の床面に敷設された複数の被溶接部材1に沿って設置されている。
走行ローラ120は、各レール150上を転動することにより、架台フレーム140を溶接方向へ移動させる車輪であり、架台フレーム140の下端部に複数配置されている。
走行モータ130は、各走行ローラ120を回転駆動させる駆動源であり、制御盤400を介して電源(図示省略)から電流が供給されることで駆動し、不図示の減速伝達機構を介在して走行ローラ120を回転駆動させる。
架台フレーム140は、例えば、被溶接部材1を跨ぐように配置された門型フレームからなり、左右一対の垂直な脚部141と、左右の脚部141上に載設されたデッキ142と、を備えている。架台フレーム140には、走行ローラ120、走行モータ130、ヘッドユニット装置200、制御盤400、集塵機500、ワイヤ収容器600等が搭載されている。
【0040】
<ヘッドユニット装置の構成>
図2に示すように、ヘッドユニット装置200は、溶接ヘッド部4を突合せ方向へ移動させるためのアーチ形状の装置であり、例えば、架台フレーム140(図1参照)に沿って設けられている。ヘッドユニット装置200には、スタンション210(図1参照)と、横方向ガイド220と、摺動板230と、固定フレーム240と、上下動フレーム250と、ヘッドユニット横動モータ260と、上下動用シリンダ270と、右溶接ヘッド部上下動用シリンダ81と、左溶接ヘッド部上下動用シリンダ82と、操作盤410と、が備えられている。
【0041】
図1に示すように、スタンション210は、先行電極11(図2参照)及び後行電極21となる溶接ワイヤを収納するワイヤ収容器600を移動自在に吊設するアーチ状の支柱フレームである。スタンション210は、柱フレーム211と、架設フレーム212と、吊具213と、を備えている。
柱フレーム211は、架台フレーム140に立設されて共に移動する左右一対の柱部材である。
架設フレーム212は、多数の吊具213が適宜な間隔で吊支される部材であり、二つの柱フレーム211間の上端部に架設されている。
吊具213は、ワイヤ収容器600を吊支するための部材であり、架設フレーム212に吊支されている。
【0042】
図2に示すように、横方向ガイド220は、デッキ142に架設されて左右方向に延設されたフレーム部材であり、突合せ方向に延設された一対の走行ガイド部220aを有している。この横方向ガイド220は、スタンション210に突合せ方向に向けて架設されている。
摺動板230は、走行ガイド部220aに案内されて突合せ方向にスライド移動する部材であり、走行ガイド部220aに係合する不図示の係合部を有している。この摺動板230は、横方向ガイド220に横方向に摺動自在に設けられている。
固定フレーム240は、垂直方向に延設された枠状フレームであり、摺動板230に固定されると共に、上下動用シリンダ270によって上下動するように設けられている。
【0043】
図2に示すように、上下動フレーム250は、溶接ヘッド部4及び操作盤410を保持するためのフレームであり、上下動用シリンダ270によって固定フレーム240に対して上下動するように設けられている。この上下動フレーム250は、固定フレーム240と同様に垂直方向に延設された四角形の枠状フレームからなり、固定フレーム240に対向配置されている。上下動フレーム250と溶接ヘッド部4との間には、ベース50をX,Y,Z方向に移動させるための溶接ヘッド部移動装置80が設けられている。
なお、各上下動フレーム250には、溶接ヘッド部4が左右対称な状態に二台配置されているため、以下、右側の溶接ヘッド部4を説明し、左側のものの説明は適宜省略する。
【0044】
ヘッドユニット横動モータ260は、固定フレーム240を走行させて、左右の溶接ヘッド部4を横方向に移動させるためのモータ駆動装置であり、固定フレーム240に設けられている。
上下動用シリンダ270は、固定フレーム240に鉛直方向ガイド280を介して上下動フレーム250を横方向ガイド220及び摺動板230に対して上下動させる装置であり、例えば、エアシリンダ装置からなる。上下動用シリンダ270は、枠状の上下動フレーム250の上端部下側中央部に連結されたシリンダ271と、上端部がシリンダ271内に上下動自在に設けられ、下端部が摺動板230に固定されたピストンロッド272と、を備えている。
【0045】
<溶接ヘッド部移動装置の構成>
図2に示すように、前記溶接ヘッド部移動装置80は、前記溶接方向移動装置110(図1参照)、ヘッドユニット装置200(図1参照)及び上下動用シリンダ270よりも、溶接ヘッド部4をX,Y,Z方向に短い距離を移動させて溶接ヘッド部4の位置を調整するための装置である。この溶接ヘッド部移動装置80は、右溶接ヘッド部上下動用シリンダ81と、左溶接ヘッド部上下動用シリンダ82と、突合せ用エアシリンダ83と、を備えている。
【0046】
図2に示すように、右溶接ヘッド部上下動用シリンダ81は、上下動フレーム250の右側に配置された右側の溶接ヘッド部4を垂直方向(Y方向)に移動させるための装置であり、四角形の枠状の上下動フレーム250の右側フレームに固定されている。
左溶接ヘッド部上下動用シリンダ82は、上下動フレーム250の左側に配置された左側の溶接ヘッド部4を垂直方向(Y方向)に移動させるためのシリンダ装置であり、四角形の枠状の上下動フレーム250の左側フレームに固定されている。
【0047】
突合せ用エアシリンダ83(突合せ方向移動装置)は、ベース50と共に溶接ヘッド部4全体を突合せ方向(X方向)に移動させる装置である。この突合せ用エアシリンダ83は、ベース50に固定され、内部に供給された圧縮空気によって進退するシリンダ83aと、一端部がシリンダ83a内に配置され、他端部が連結フレーム83cに固定されたピストンロッド83bと、上下動フレーム250に連結された前記連結フレーム83cと、シリンダ83aの溶接方向側の側面に突合せ方向に向けて延設された上下一対のスライダ83dと、このスライダ83dが摺動自在に係合してシリンダ83aの突合せ方向の移動をガイドするガイドレール83eと、ガイドレール83eを右溶接ヘッド部上下動用シリンダ81の側面に固定するための保持プレート83fと、を備えている。
【0048】
操作盤410は、ヘッドユニット横動モータ260、上下動用シリンダ270、溶接ヘッド部移動装置80及び溶接用電源と冷却水供給装置とシールドガス供給装置(図示省略)を操作して左右の溶接ヘッド部4の位置及び駆動を制御するためのコントローラであり、上下動フレーム250に取り付けられている。
【0049】
不図示の電源は、図2に示す溶接装置Sの先行電極11及び後行電極21の各電極部に電力を供給するそれぞれの溶接用電源(給電装置)と、走行モータ130(図1参照)及びヘッドユニット横動モータ260の駆動源に電力を供給する電源と、からならなり、例えば、溶接方向移動装置110の床下内等の所定位置に設置されている。
また、不図示の冷却水供給装置とシールドガス供給装置も同様である。
【0050】
≪溶接ヘッド部の構成≫
図2に示すように、溶接ヘッド部4(溶接機)は、先行電極用トーチ10、後行電極用トーチ20及びフィラーワイヤ用トーチ30と、それらのトーチ(10,20,30)をそれぞれ支持するトーチクランプ機構40と、それらのトーチ(10,20,30)に電流を供給する溶接用電源(図示省略)と、それらのトーチ(10,20,30)が支持されるベース50と、ベース50等の溶接ヘッド部4を移動させる溶接ヘッド部移動装置80と、を備えている。
溶接ヘッド部4全体は、溶接方向移動装置110(図1参照)とヘッドユニット装置200と上下動用シリンダ270によってX,Y,Z方向に大きく移動でき、さらに、溶接ヘッド部移動装置80によりX,Y方向に小移動できると共に、位置調整機構60でベース50上の先行電極用トーチ10、後行電極用トーチ20及びフィラーワイヤ用トーチ30をX,Y,Z方向へ小さく移動させることができるようになっている。
この溶接ヘッド部4は、溶接方向移動装置110で走行させながらガスシールドアーク溶接を行うものであり、前記トーチ(10,20,30)に電流を供給する構成や、不活性のガスを噴射する構成などは、公知のガスシールドアーク溶接装置の構成を用いているため、その詳細な説明は省略する。
【0051】
図3及び図4に示すように、各トーチ(10,20,30)が配置される各溶接ヘッド部4は、先行電極11、後行電極21及びフィラーワイヤ31が送り込まれるように構成されると共に、角度調整機構44及び位置調整機構60を有するトーチクランプ機構40を介在してベース50上にX,Y,Z方向の位置及び角度を微調整できるように設けられている。
図5に示すように、電極用トーチ(10,20)は、各トーチクランプ45によって支持される支持部から電極用トーチ(10,20)の先端に向けて曲げ部10a,20aがカーブして形成されたカーブドトーチからなり、各トーチクランプ45をそれぞれ緩めて軸回りに回動調整することで、被溶接箇所1a(図4参照)に対する前進角及び後退角を容易に調整することが可能である。
【0052】
≪トーチクランプ機構の構成≫
トーチクランプ機構40は、先行電極用トーチ10、後行電極用トーチ20、フィラーワイヤ用トーチ30をそれぞれ支持する支持機構であって、先行電極用トーチクランプ機構40Aと、後行電極用トーチ20を支持する後行電極用トーチクランプ機構40Bと、フィラーワイヤ用トーチ30を支持するフィラーワイヤトーチ用クランプ機構40Cとからなる。先行電極用トーチクランプ機構40Aと後行電極用トーチクランプ機構40Bとは、対称形状の機構であるため、先行電極用トーチクランプ機構40Aを主に説明して後行電極用トーチクランプ機構40Bの説明は適宜省略する。
【0053】
図5に示すように、先行電極用トーチクランプ機構40Aは、先行電極用トーチ10を着脱自在に支持する支持機構であり、それぞれ後記するトーチクランプ45と、トーチクランプ取付ステイ46と、支軸部材47と、トーチクランプ支持具48と、添金49と、締結部材T1と、角度調整機構44と、を備えている。
【0054】
図8(a)、(b)に示すように、各トーチクランプ45は、先行電極用トーチ10、後行電極用トーチ20をそれぞれ支持する部材である。各トーチクランプ45には、保持孔45aと、切欠溝45bと、ねじ孔45cと、突片45dと、固定雌ねじ部45eと、が形成されている。
【0055】
保持孔45aは、各トーチ(10,20)がそれぞれ絶縁ブッシュ9を介して周方向に回動可能に挿入される孔であり、切欠溝45bが外周に形成されていることによって平面視して略C字状に形成されている。
切欠溝45bは、トーチクランプ45の外周部から保持孔45aに亘って切欠形成された部位であり、一対の突片45dが所定の隙間間隔で配置されたことによって形成されている。
ねじ孔45cは、切欠溝45bに直交して形成された締付具合調整用の締結部材T1が螺入される孔である。ねじ孔45cは、締結部材T1がねじ込まれることによって、保持孔45aの径と、一対の突片45d間の切欠溝45bの間隔とが調整されて、先行電極用トーチ10を保持する保持孔45aの締付力が調整されるように突片45dに形成されている。
突片45dは、切欠溝45b及びねじ孔45cが形成された一対の厚板状のものからなる。突片45dは、締結部材T1を強くねじ孔45cに螺合させれば、突片45d,45d間の間隔が狭くなり、トーチクランプ45が先行電極用トーチ10を締め付ける締付力が強くなって、トーチクランプ45がしっかりとクランプされる。締結部材T1を緩めれば、保持孔45aの内径が先行電極用トーチ10を締め付ける締付力が弱くなり、その先行電極用トーチ10を保持孔45aの中心線を中心として周方向(矢印b方向)に回動させたり、前記中心線の方向(矢印a方向)に進退させてトーチクランプ45からの先行電極用トーチ10の突き出し長さを調整したり、引き抜いたりすることが可能となる。
固定雌ねじ部45eは、トーチクランプ取付ステイ46がトーチクランプ45に固定するトーチクランプ支持具48の先端部の雄ねじ部が螺合する部位である。
【0056】
トーチクランプ取付ステイ46は、トーチクランプ45を支軸部材挿入孔46aを中心とする円弧状長孔46bの円周方向の長さ分だけ回動可能に支持するための支持板部材であり、トーチクランプ45に隣設されている。トーチクランプ取付ステイ46は、下端部が締結部材T2によってスライダ67に連結されて共にX,Y方向に移動可能になっている。
【0057】
支軸部材47は、トーチクランプ支持具48を添金49の垂直方向に長い調整孔49aを挿通してトーチクランプ45の固定雌ねじ部45eに螺合されて、トーチクランプ45がトーチクランプ取付ステイ46に対して回動可能な状態のときに、この支軸部材47を中心としてトーチクランプ45を回動可能にさせるねじ部材である。支軸部材47は、トーチクランプ取付ステイ46に形成された支軸部材挿入孔46aに挿入される。
【0058】
トーチクランプ支持具48は、先端が、調整孔49a、円弧状長孔46bを介して固定雌ねじ部45eにねじ止めされるねじ部材であり、トーチクランプ45の回動を規制するための左右一対の部材である。一対のトーチクランプ支持具48は、トーチクランプ取付ステイ46に形成された円弧状長孔46bに挿入される。
【0059】
添金49は、二つのトーチクランプ支持具48がそれぞれ挿入される垂直方向に長い左右一対の調整孔49aを有する金属製厚板材であり、円弧状長孔46bを覆うようにして配置される。
締結部材T1は、切欠溝45bの隙間間隔を調整して保持孔45aによるトーチクランプ45の締付力を調整する調整用ねじ部材であり、例えば、二本のねじ部材からなる。
【0060】
<角度調整機構の構成>
図8(a)、(b)に示すように、角度調整機構44は、先行電極用トーチ10を所定角度回動させて先行電極用トーチ10の設置角度を調整する機構である。角度調整機構44は、先行電極用トーチ10を支軸部材47を中心として垂直方向(Y方向)へ回動可能に軸支して先行電極11の垂直方向の向きを調整できる。
角度調整機構44は、トーチクランプ45に隣設接続されトーチクランプ取付ステイ46と、トーチクランプ取付ステイ46に形成された支軸部材挿入孔46aに挿入される支軸部材47と、トーチクランプ取付ステイ46に形成された円弧状長孔46bを挿通してトーチクランプ45に締結されるトーチクランプ支持具48と、を備えてなる。
このため、支軸部材47及びトーチクランプ支持具48は、トーチクランプ45に締結される締付具合を緩めることによって、先行電極11の垂直方向の角度を調整する角度調整機構44を構成する。
なお、角度調整機構44は、図9(b)、図10に示すように、フィラーワイヤ用トーチ30のフィラーワイヤトーチ用クランプ機構40Cにも、円弧状長孔を利用した同様な角度調整機構44が設けられている。このため、その説明は省略する。
【0061】
≪位置調整機構の構成≫
図3及び図4に示すように、位置調整機構60は、先行電極用トーチ10、後行電極用トーチ20、フィラーワイヤ用トーチ30(図9参照)をそれぞれ突合せ方向及び垂直方向へ移動させて、それらのトーチ(10,20,30)の位置をそれぞれ位置調整する機構である。位置調整機構60は、先行電極用トーチ10を位置を調整する先行電極トーチ位置調整機構60Aと、後行電極用トーチ20の位置を調整する後行電極トーチ位置調整機構60Bと、フィラーワイヤ用トーチ30の位置を調整するフィラーワイヤトーチ位置調整機構60Cとを有している。先行電極トーチ位置調整機構60A、後行電極トーチ位置調整機構60B及びフィラーワイヤトーチ位置調整機構60Cは、各トーチクランプ45,45Cをそれぞれ垂直方向(Y方向)へ移動させて位置調整することができる図6に示す垂直位置決め機構61と、各トーチクランプ45をそれぞれ突合せ方向(X方向)へ移動させて位置調整することができる図7に示す水平位置決め機構62,61C(図9参照)と、を備えている。
【0062】
<垂直位置決め機構の構成>
図3及び図6に示すように、先行電極トーチ位置調整機構60A(位置調整機構60)の垂直位置決め機構61は、それぞれ後記するノブ64と、送りねじ部材65と、固定台66と、スライダ67(垂直スライダ部67Y)と、締結部材T5と、を備えている。垂直位置決め機構61により各トーチ(10,20,30)は、ノブ64を回動させることによって送りねじ部材65を介在して垂直スライダ部67Yを垂直方向(Y方向)へ移動させることにより、この垂直スライダ部67Yに連結された水平位置決め機構62の左右ガイド部69aと共に水平スライダ部67X、トーチクランプ取付ステイ46、トーチクランプ45及び各トーチ(10,20,30)を垂直方向に対して一体に移動させ、垂直方向へ移動調整することができるようになっている。
【0063】
図6に示すように、ノブ64は、先行電極用トーチ10をベース50に対して垂直方向へ微動させるための回転操作用つまみである。
送りねじ部材65は、ノブ64を回転操作することによって一体に回転するねじ棒状の部材であり、中央部に垂直スライダ部67Yが進退自在に螺合され、基端部側が固定台66の上下ガイド部66aに回動自在に片持ち支持されている。
固定台66は、上下ガイド部66a(支持板部)を有する正面視して略溝形鋼状の形状をした部材であり、ベース50の長孔50aに挿入した締結具T3を上下ガイド部66aの下板部に形成された雌ねじ部66dにねじ込むことによってベース50上に固定されている。固定台66は、垂直スライダ部67Yに挿通してその垂直スライダ部67Yを摺動自在に支持する左右一対のガイドシャフト66cを架設している。
スライダ67は、送りねじ部材65に形成された雄ねじ部65aに螺合する雌ねじ部67Ybを有し、送りねじ部材65の回転に伴って上下ガイド部66a,66a間をスライド移動する部材である。スライダ67は、垂直方向へ移動可能な垂直スライダ部67Yと、突合せ方向へ移動可能な水平スライダ部67X(図7参照)を支持するガイド部材69とを締結部材T5で連結して一体化させ、固定台66に対して一緒に垂直方向へ動くようになっている。
締結具T3は、後記する溶接方向位置調整機構60Dの位置調整用のボルトである。
前記したように締結部材T5は、水平位置決め機構62のガイド部材69を垂直位置決め機構61の垂直スライダ部67Yに固定するためのボルトである。
【0064】
<水平位置決め機構の構成>
図7に示すように、先行電極トーチ位置調整機構60A(位置調整機構60)の水平位置決め機構62は、後記するノブ63と、送りねじ部材68と、スライダ67の水平スライダ部67Xと、ガイド部材69と、締結部材T2と、を備えてなる。水平位置決め機構62により各トーチ(10,20,30)は、ノブ63を回動させることによって送りねじ部材68を介在して水平スライダ部67Xを突合せ方向(X方向)へ移動させることにより、この水平スライダ部67Xに連結されたトーチクランプ取付ステイ46と共にトーチクランプ45及び各トーチ(10,20,30)を突合せ方向に対して一体に移動させ、突合せ方向へ移動調整することができるようになっている。
【0065】
ノブ63は、先行電極用トーチ10をベース50に対して突合せ方向へ微動させるための回転操作用つまみである。
送りねじ部材68は、ノブ63を回転操作することによって一体に回転するねじ棒状の部材であり、中央部に水平スライダ部67Xが進退自在に螺合され、基端部側がガイド部材69の左右ガイド部69aに回動自在に片持ち支持されている。
スライダ67の水平スライダ部67Xは、送りねじ部材68を回転自在に軸支する左右ガイド部69aと、送りねじ部材68に形成された雄ねじ部68aに螺合する雌ねじ部67Xbと、を有し、送りねじ部材68の回転に伴って突合せ方向(X方向)へ水平にスライド移動する。
ガイド部材69は、平面視して略溝形鋼状の形状をした部材であり、水平スライダ部67Xに挿通してその水平スライダ部67Xを摺動自在に支持する上下一対のガイドシャフト69cを架設している。図8に示すように、ガイド部材69の外側側面は、このガイド部材69の内側内壁面から垂直スライダ部67Y側に向けて形成された4つの座ぐり孔に、それぞれ締結部材T5がねじ込められて垂直スライダ部67Yの側面に当接した状態にボルト締めされている。
前記締結部材T2は、トーチクランプ取付ステイ46の側面からスライダ67にねじ込められて、トーチクランプ取付ステイ46とスライダ67とを連結するためのボルトである。
【0066】
≪フィラーワイヤトーチ用クランプ機構の構成≫
図9〜図10に示すフィラーワイヤ用トーチ30には、前記したように先行電極用トーチ10に設けられた先行電極用トーチクランプ機構40Aと略同一のフィラーワイヤトーチ用クランプ機構40C、及び、角度調整機構44が設けられている。
【0067】
<フィラーワイヤトーチ位置調整機構の構成>
図9〜図10に示すように、フィラーワイヤトーチ位置調整機構60Cは、前記先行電極用トーチ10の先行電極トーチ位置調整機構60Aと同様に、フィラーワイヤ用トーチ30を水平な突合せ方向(矢印c方向)へ移動させ、そのトーチ(30)の位置を調整する水平位置決め機構61Cを有しているものの、垂直位置決め機構61に相当する機構を備えていない点で相違している。つまり、フィラーワイヤトーチ位置調整機構60Cは、ノブ63Cの回転操作でスライダ67Cを溶接方向(Z方向)に摺動させることによって、トーチクランプ45Cを突合せ方向(矢印c方向)へ移動させて位置調整することができる構造になっている。
フィラーワイヤトーチ位置調整機構60Cは、前記先行電極トーチ位置調整機構60Aと同様に、ノブ63Cと、送りねじ部材65Cと、固定台66Cと、スライダ67Cと、を備え、ベース50に配置される。なお、フィラーワイヤトーチ位置調整機構60Cは、ベース50と固定台66Cとの間に、適宜な厚さのスペーサ(図示省略)を介在することによって、垂直方向の高さを調整することも可能である。
【0068】
フィラーワイヤ用トーチ30を移動させるノブ63Cは、1つである。
送りねじ部材65Cは、固定台66Cに設けられた支持板部66Caに支持されてベース50に対して水平に配置されている。
固定台66Cは、突合せ方向(X方向)に向けて延設されたガイドシャフト66cの両端部を保持する支持板部66Caと、スライダ67Cが摺動する摺動面66Ceと、を有する側面視して略溝形鋼状の形状をした部材であり、ベース50上の所定位置にボルト締めされる。
スライダ67Cは、ノブ63Cの回動操作による送りねじ部材65Cの回転に伴って水平な摺動面66Ce上を水平方向(矢印c方向)に摺動させて、トーチクランプ45Cを突合せ方向(X方向)へ移動させる。
【0069】
≪ベースの構成≫
図4に示すように、ベース50は、先行電極トーチ位置調整機構60A、後行電極トーチ位置調整機構60B及びフィラーワイヤトーチ位置調整機構60Cの固定台66,66Cをそれぞれ所定位置に載置するための載置用のテーブルであり、厚板金属からなる。ベース50には、固定台66,66Cを溶接方向の所定位置に固定する溶接方向位置調整機構60Dの締結具T3をこのベース50の板面に沿って移動可能に挿入させる長孔50a(図2参照)が複数形成されている。また、ベース50には、このベース50を昇降させる前記右溶接ヘッド部上下動用シリンダ81(昇降装置)(図2参照)と、ベース50を突合せ方向に移動させる突合せ用エアシリンダ83(突合せ方向移動装置)及び不図示の溶接方向エアシリンダ(移動装置)と、このベース50から被溶接部材1の突合せ方向に突出して配置された位置決めドグ部70と、がボルト締めされている。
【0070】
≪溶接方向位置調整機構の構成≫
図11に示すように、溶接方向位置調整機構60Dは、ベース50に載置された固定台66,66Cを溶接方向に水平移動させて、先行電極用トーチ10、後行電極用トーチ20、フィラーワイヤ用トーチ30の位置をそれぞれの溶接方向の所定位置に調整して固定するものである。溶接方向位置調整機構60Dは、固定台66,66Cに形成された雌ねじ部66dと、ベース50に溶接方向に長く形成された長孔50aと、この長孔50aに溶接方向に微調整できるように移動可能に挿入して固定台66,66Cの雌ねじ部66d,66Cd(図10参照)に螺合して固定台66,66Cを所定位置に固定する位置調整用の締結具T3と、を備えて構成されている。
【0071】
≪位置決めドグ部の構成≫
図3及び図4に示すように、位置決めドグ部70は、ベース50上に載設された電極用トーチ(10,20)及びフィラーワイヤ用トーチ30の被溶接部材1に対する水平位置及び垂直位置を正確に倣い決めするための装置である。位置決めドグ部70は、右溶接ヘッド部上下動用シリンダ81(図2参照)(昇降装置)と、ベース50を突合せ方向に移動させる突合せ用エアシリンダ83(突合せ方向移動装置)等によってベース50と共にその位置を調整できるようになっている。このため、位置決めドグ部70は、被溶接部材1に対する各トーチ(10,20,30)の位置を初期調整する際に、突合せ方向の距離を判断できるため、突合せ方向の位置を決定し易くすることができる。
【0072】
図11(a)、(b)に示すように、位置決めドグ部70は、ベース50の下面に締結部材T4で固定された略四角の厚板形状のものからなる。位置決めドグ部70は、ベース50に水平な状態に固定された長尺部材71である。なお、被溶接部材1の近接距離を検出するセンサを備えてもよい。
【0073】
≪溶接装置の動作≫
次に、図1〜図12を参照して溶接装置Sの動作について説明する。
図1に示すように、溶接装置Sで溶接する際には、まず、被溶接部材1の下板2を架台フレーム140の脚部141,141間にレール150に沿って配置し、下板2上の所定位置に立板3を載置して固定する。
次に、図2に示す溶接ヘッド部4をヘッドユニット装置200で被溶接箇所1aの上方近傍まで送る。そして、溶接ヘッド部4を上下動用シリンダ270で被溶接箇所1aの高さ近傍まで送る。
【0074】
図8(a)、(b)に示すトーチクランプ45の締結部材T1を一旦緩めて、被溶接部材1の被溶接箇所1aに対する先行電極用トーチ10(後行電極用トーチ20)の軸方向(矢印a方向)及び軸回り方向(矢印b方向)の位置を調整する。
なお、この場合、先行電極用トーチ10は、曲げ部10aが屈曲または湾曲状に曲がって形成されたカーブドトーチからなるので、そのトーチを回動させれば、先行電極11が保持孔45aの中心線を中心として軸回り方向(矢印b方向)に回動し、先行電極11の被溶接箇所1aに対する前進角及び後退角を調整することが可能である。
【0075】
次に、トーチクランプ45の支軸部材47及びトーチクランプ支持具48を一旦緩めて、被溶接部材1の被溶接箇所1aに対する先行電極用トーチ10(後行電極用トーチ20)の垂直方向(Y方向)の角度を適切な角度に調整する。
同じようにして、フィラーワイヤ用トーチ30の軸方向及び軸回り方向の位置を調整と、被溶接部材1の被溶接箇所1aに対する先行電極用トーチ10の垂直方向(Y方向)の角度を適切な角度に調整と、を行なう。
【0076】
次に、図3及び図7に示すように、水平位置決め機構62のノブ63を回転操作して送りねじ部材68を回転させることによって、トーチクランプ45と一体的に移動する水平スライダ部67Xを突合せ方向に移動させて、先行電極用トーチ10の突合せ方向(X方向)の位置を微調整する。
【0077】
さらに、図4〜図6に示すように、垂直位置決め機構61のノブ64を回転操作して送りねじ部材65を回転させることによって、トーチクランプ45と一体的に移動する垂直スライダ部67Yを垂直方向(Y方向)に移動させて、先行電極用トーチ10の垂直方向の位置を微調整する。
これと同様にして後行電極用トーチ20に垂直方向及び突合せ方向の位置を微調整する。
【0078】
図9及び図10に示すように、フィラーワイヤ用トーチ30は、ノブ63Cを回動操作させることによって送りねじ部材65Cを回転させることにより、トーチクランプ45Cと一体的に移動するスライダ67Cを突合せ方向(矢印c方向)に移動させて、フィラーワイヤ用トーチ30の水平方向の位置を微調整する。
【0079】
また、各トーチ(10,20,30)の溶接方向の位置を調整する場合は、図11に示すように、溶接方向位置調整機構60Dの締結具T3の締結力を緩めて固定台66,66Cを溶接方向へ移動させて微調整する。
【0080】
以上のように、溶接装置Sは、垂直位置決め機構61及び水平位置決め機構62のノブ63,64、フィラーワイヤトーチ位置調整機構60Cのノブ63、溶接方向位置調整機構60Dの締結具T3、角度調整機構44の支軸部材47及びトーチクランプ支持具48を回転することによって、各トーチ(10,20,30)を上下左右前後の溶接方向、垂直方向、突合せ方向を含む全方向に移動させたり、所望の向きに回動させたりして、各トーチ(10,20,30)の電極間の極間距離や、トーチ角度を適切に調整することにより、複数電極にフィラーワイヤ31を備えた装置であっても、容易に最適な溶接条件に調整することができる。この場合、ノブ63,64,63Cは、回転操作し易いため、溶接作業開始時及び溶接作業中であっても各トーチ(10,20,30)の位置を容易に最適な溶接条件に調整することができる。その結果、被溶接部材1を溶接する際には、良好なビードが形成することができると共に、発生するアークの安定性を向上させてスパッタの発生を抑制することができる。
【0081】
なお、このように各トーチ(10,20,30)は、適切な位置、角度及び向きに位置決めされた状態で、溶接方向移動装置110で溶接ヘッド部4を被溶接部材1の被溶接箇所1aに沿って移動させることにより、安定した状態で走行させて、溶接欠陥が発生することなく溶接することができる。
このとから、各トーチ(10,20,30)の位置等の微調整を行うための作業者の負担を極めて軽減することができる。
また、溶接不良に対する手直しという作業負担から解放され、生産性を大幅に向上させることができる。
【0082】
[実施形態2]
次に実施形態2について説明する。なお、既に説明した構成は同じ符号を付してその説明を省略する。図12は、本発明に係る溶接装置の実施形態2を示す図であり、被溶接部材を移動装置で移動させながら溶接するときの状態を示す概略要部斜視図である。
【0083】
前記実施形態1では、図2に示すように、移動装置100で溶接ヘッド部4(溶接機)を移動させながら被溶接部材1を溶接する溶接装置Sを説明したが、本発明はこれに限定されるものではない。例えば、図12に示すように、溶接装置S1は、溶接ヘッド部4のベース50に対して被溶接部材1を、移動装置100Aによって移動させながら溶接をするようにしたビルトアップタイプのものであっても構わない。このとき、トーチ支持機構60A,60B及び60Cは、ベース50の上でなくてもよく、移動装置100Aの任意の部位に直接取り付けてもよい。
【0084】
[変形例]
以上、本発明に係る実施形態1,2について説明したが、本発明は、前記した実施形態1,2に限定されるものではなく、本発明の趣旨を逸脱しない範囲において適宜変更は可能である。なお、既に説明した構成は同じ符号を付してその説明を省略する。
また、前記実施形態1では、T字状に配置した被溶接部材1を溶接する場合を例に挙げて溶接装置Sを説明したが、溶接ヘッド部4を移動させながら溶接するものであればよく、被溶接部材1の形状、材質等は特に限定されない。
【0085】
前記実施形態1・2では、先行電極用トーチクランプ機構40A及び後行電極用トーチクランプ機構40Bと、フィラーワイヤトーチ用クランプ機構40Cとを相違する形状の部材で構成したが同一のもので構成しても構わない。
また、先行電極トーチ位置調整機構60A及び後行電極トーチ位置調整機構60Bと、フィラーワイヤトーチ位置調整機構60Cとは、相違する形状の部材で構成したが、同一のものであっても構わない。先行電極用トーチ10と後行電極用トーチ20とは、先行電極11、後行電極21をそれぞれ付け足して複数にしてもよい。また、フィラーワイヤ用トーチ30は、フィラーワイヤ31の数を複数にしてもよい。
また、フィラーワイヤ用トーチには通電しても、しなくても構わない。
さらにまた、微調整が可能であれば、フィラーワイヤ用トーチの形状は前記電極トーチと同仕様のストレートトーチであっても構わない。
【0086】
トーチクランプ45,45Cのトーチ(10,20,30)を支持する部位には、ばね座金、回り止め針金、ノックピン、割りピン等の緩み防止部材を設けて、長期にわたってしっかりと保持できるようにしてもよい。
【符号の説明】
【0087】
1 被溶接部材
1a 被溶接箇所
2 下板(被溶接部材)
3 立板(被溶接部材)
4 溶接ヘッド部
10 先行電極用トーチ
11 先行電極(電極)
20 後行電極用トーチ
21 後行電極(電極)
30 フィラーワイヤ用トーチ
31 フィラーワイヤ
40 トーチクランプ機構
40A 先行電極用トーチクランプ機構(トーチ支持機構)
40B 後行電極用トーチクランプ機構(トーチ支持機構)
40C フィラーワイヤトーチ用クランプ機構(トーチ支持機構)
44 角度調整機構
45,45C トーチクランプ
45a 保持孔
45b 切欠溝
45c ねじ孔
46 トーチクランプ取付ステイ
46a 支軸部材挿入孔
46b 円弧状長孔
47 支軸部材
48 トーチクランプ支持具
50 ベース
50a 長孔
60 位置調整機構
60A 先行電極トーチ位置調整機構(位置調整機構)
60B 後行電極トーチ位置調整機構(位置調整機構)
60C フィラーワイヤトーチ位置調整機構(位置調整機構)
61 垂直位置決め機構
62 水平位置決め機構
63,63C,64 ノブ
65,65C,68 送りねじ部材
65a 雄ねじ部
66,66C 固定台
66a,66Ca 支持板部
66d 雌ねじ部
67,67C スライダ
69 ガイド部材
70 位置決めドグ部
80 溶接ヘッド部移動装置
81 右溶接ヘッド部上下動用シリンダ(昇降装置)
82 左溶接ヘッド部上下動用シリンダ(昇降装置)
83 突合せ用エアシリンダ(突合せ方向移動装置)
100,100A 移動装置
110 溶接方向移動装置
120 走行ローラ
130 走行モータ
140 架台フレーム
150 レール
200 ヘッドユニット装置
210 スタンション
220 横方向ガイド
230 摺動板
240 固定フレーム
250 上下動フレーム
260 ヘッドユニット横動モータ
270 上下動用シリンダ
S,S1 溶接装置(ガスシールドアーク溶接装置)
T1 締結部材
T3 締結具
【特許請求の範囲】
【請求項1】
給電装置から電流が供給される電極を有する複数の電極用トーチと、
前記電極用トーチの間に配置され、フィラーワイヤを支持するフィラーワイヤ用トーチと、
前記電極用トーチ、前記フィラーワイヤ用トーチをそれぞれ支持するそれぞれのトーチクランプと、
前記各トーチクランプが支持されるベースと、を備えたガスシールドアーク溶接装置であって、
前記トーチクランプをそれぞれ所定角度回動させて前記電極用トーチ及び前記フィラーワイヤ用トーチの設置角度をそれぞれ調整するそれぞれの角度調整機構と、
前記角度調整機構を全方向へ移動させて前記電極用トーチ、前記フィラーワイヤ用トーチの位置をそれぞれ位置調整するそれぞれの位置調整機構と、を備えていることを特徴とするガスシールドアーク溶接装置。
【請求項2】
前記位置調整機構は、前記各トーチクランプをそれぞれ垂直方向へ移動させて位置調整することができる垂直位置決め機構と、
前記各トーチクランプをそれぞれ突合せ方向へ移動させて位置調整することができる水平位置決め機構と、を備えていることを特徴とする請求項1に記載のガスシールドアーク溶接装置。
【請求項3】
前記垂直位置決め機構は、回転操作用のノブと、
前記ノブに固定された送りねじ部材と、
前記送りねじ部材が回転自在に挿入されて支持される支持板部を有し前記ベースに載置される固定台と、
前記送りねじ部材に形成された雄ねじ部に螺合する雌ねじ部を有し、前記送りねじ部材の回転に伴って前記固定台に対してスライド移動すると共に、前記トーチクランプが連結されたスライダと、を備え、
前記各トーチクランプは、前記ノブを回動させることによって前記スライダと共に突合せ方向に移動することを特徴とする請求項2に記載のガスシールドアーク溶接装置。
【請求項4】
前記水平位置決め機構は、回転操作用のノブと、
前記ノブに固定された送りねじ部材と、
前記送りねじ部材が回転自在に挿入されて支持される支持板部を有するガイド部材と、
前記送りねじ部材に形成された雄ねじ部に螺合する雌ねじ部を有し、前記送りねじ部材の回転に伴って前記ガイド部材に対してスライド移動すると共に、前記トーチクランプが連結されたスライダと、を備え、
前記各トーチクランプは、前記ノブを回動させることによって前記スライダと共に突合せ方向に移動することを特徴とする請求項2に記載のガスシールドアーク溶接装置。
【請求項5】
前記ベースには、当該ベースに前記固定台を固定する締結具を当該ベースの板面に沿って溶接方向へ移動が可能となるように挿入させる長孔が形成されていることを特徴とする請求項3に記載のガスシールドアーク溶接装置。
【請求項6】
前記角度調整機構は、前記トーチクランプに隣設されトーチクランプ取付ステイと、
前記トーチクランプ取付ステイに形成された支軸部材挿入孔に挿入される支軸部材と、
前記トーチクランプ取付ステイに形成された円弧状長孔を挿通して前記トーチクランプに締結されるトーチクランプ支持具と、を備え、
前記トーチクランプ支持具は、前記トーチクランプに締結される締付具合を緩めることによって、前記角度調整機構の垂直方向の角度を調整できるように設けられていることを特徴とする請求項1ないし請求項5のいずれか一項に記載のガスシールドアーク溶接装置。
【請求項7】
前記位置調整機構に取り付けられる前記電極用トーチは、前記各トーチクランプによって支持される支持部から当該電極用トーチの先端に向けてカーブして形成されたカーブドトーチからなり、前記各トーチクランプをそれぞれ緩めて軸回りに回動調整することで、被溶接箇所に対する前進角及び後退角が調整可能であることを特徴とする請求項1ないし請求項6のいずれか一項に記載のガスシールドアーク溶接装置。
【請求項8】
前記各トーチクランプは、前記電極用トーチ、前記フィラーワイヤ用トーチをそれぞれ周方向に回動可能に挿入する保持孔と、
前記保持孔に切欠形成された切欠溝と、
前記切欠溝に直交して形成されたねじ孔と、
前記ねじ孔に螺合され前記切欠溝の内壁の間隔を調整する締結部材と、を備え、
前記締結部材は、前記ねじ孔の締付力を緩めることによって、前記電極用トーチ、前記フィラーワイヤ用トーチをそれぞれ周方向に回動可能にし、前記ねじ孔の締付力を強めることによって、前記電極用トーチ、前記フィラーワイヤ用トーチをそれぞれ保持することを特徴とする請求項1ないし請求項7のいずれか一項に記載のガスシールドアーク溶接装置。
【請求項9】
前記ベースは、当該ベースを昇降させる昇降装置と、
当該ベースを突合せ方向に移動させる突合せ方向移動装置と、
当該ベースから突合せ方向に突出して配置され、前記電極用トーチ及び前記フィラーワイヤ用トーチの突合せ位置及び垂直位置を倣い決めする位置決めドグ部と、を備えていることを特徴とする請求項5または請求項6に記載のガスシールドアーク溶接装置。
【請求項10】
前記ベースを、移動装置によって前記電極用トーチ、前記フィラーワイヤ用トーチと共に移動させながら溶接をすることを特徴とする請求項1ないし請求項9のいずれか一項に記載のガスシールドアーク溶接装置。
【請求項11】
前記ベースに対して被溶接部材を、移動装置によって移動させながら溶接をすることを特徴とする請求項1ないし請求項9のいずれか一項に記載のガスシールドアーク溶接装置。
【請求項1】
給電装置から電流が供給される電極を有する複数の電極用トーチと、
前記電極用トーチの間に配置され、フィラーワイヤを支持するフィラーワイヤ用トーチと、
前記電極用トーチ、前記フィラーワイヤ用トーチをそれぞれ支持するそれぞれのトーチクランプと、
前記各トーチクランプが支持されるベースと、を備えたガスシールドアーク溶接装置であって、
前記トーチクランプをそれぞれ所定角度回動させて前記電極用トーチ及び前記フィラーワイヤ用トーチの設置角度をそれぞれ調整するそれぞれの角度調整機構と、
前記角度調整機構を全方向へ移動させて前記電極用トーチ、前記フィラーワイヤ用トーチの位置をそれぞれ位置調整するそれぞれの位置調整機構と、を備えていることを特徴とするガスシールドアーク溶接装置。
【請求項2】
前記位置調整機構は、前記各トーチクランプをそれぞれ垂直方向へ移動させて位置調整することができる垂直位置決め機構と、
前記各トーチクランプをそれぞれ突合せ方向へ移動させて位置調整することができる水平位置決め機構と、を備えていることを特徴とする請求項1に記載のガスシールドアーク溶接装置。
【請求項3】
前記垂直位置決め機構は、回転操作用のノブと、
前記ノブに固定された送りねじ部材と、
前記送りねじ部材が回転自在に挿入されて支持される支持板部を有し前記ベースに載置される固定台と、
前記送りねじ部材に形成された雄ねじ部に螺合する雌ねじ部を有し、前記送りねじ部材の回転に伴って前記固定台に対してスライド移動すると共に、前記トーチクランプが連結されたスライダと、を備え、
前記各トーチクランプは、前記ノブを回動させることによって前記スライダと共に突合せ方向に移動することを特徴とする請求項2に記載のガスシールドアーク溶接装置。
【請求項4】
前記水平位置決め機構は、回転操作用のノブと、
前記ノブに固定された送りねじ部材と、
前記送りねじ部材が回転自在に挿入されて支持される支持板部を有するガイド部材と、
前記送りねじ部材に形成された雄ねじ部に螺合する雌ねじ部を有し、前記送りねじ部材の回転に伴って前記ガイド部材に対してスライド移動すると共に、前記トーチクランプが連結されたスライダと、を備え、
前記各トーチクランプは、前記ノブを回動させることによって前記スライダと共に突合せ方向に移動することを特徴とする請求項2に記載のガスシールドアーク溶接装置。
【請求項5】
前記ベースには、当該ベースに前記固定台を固定する締結具を当該ベースの板面に沿って溶接方向へ移動が可能となるように挿入させる長孔が形成されていることを特徴とする請求項3に記載のガスシールドアーク溶接装置。
【請求項6】
前記角度調整機構は、前記トーチクランプに隣設されトーチクランプ取付ステイと、
前記トーチクランプ取付ステイに形成された支軸部材挿入孔に挿入される支軸部材と、
前記トーチクランプ取付ステイに形成された円弧状長孔を挿通して前記トーチクランプに締結されるトーチクランプ支持具と、を備え、
前記トーチクランプ支持具は、前記トーチクランプに締結される締付具合を緩めることによって、前記角度調整機構の垂直方向の角度を調整できるように設けられていることを特徴とする請求項1ないし請求項5のいずれか一項に記載のガスシールドアーク溶接装置。
【請求項7】
前記位置調整機構に取り付けられる前記電極用トーチは、前記各トーチクランプによって支持される支持部から当該電極用トーチの先端に向けてカーブして形成されたカーブドトーチからなり、前記各トーチクランプをそれぞれ緩めて軸回りに回動調整することで、被溶接箇所に対する前進角及び後退角が調整可能であることを特徴とする請求項1ないし請求項6のいずれか一項に記載のガスシールドアーク溶接装置。
【請求項8】
前記各トーチクランプは、前記電極用トーチ、前記フィラーワイヤ用トーチをそれぞれ周方向に回動可能に挿入する保持孔と、
前記保持孔に切欠形成された切欠溝と、
前記切欠溝に直交して形成されたねじ孔と、
前記ねじ孔に螺合され前記切欠溝の内壁の間隔を調整する締結部材と、を備え、
前記締結部材は、前記ねじ孔の締付力を緩めることによって、前記電極用トーチ、前記フィラーワイヤ用トーチをそれぞれ周方向に回動可能にし、前記ねじ孔の締付力を強めることによって、前記電極用トーチ、前記フィラーワイヤ用トーチをそれぞれ保持することを特徴とする請求項1ないし請求項7のいずれか一項に記載のガスシールドアーク溶接装置。
【請求項9】
前記ベースは、当該ベースを昇降させる昇降装置と、
当該ベースを突合せ方向に移動させる突合せ方向移動装置と、
当該ベースから突合せ方向に突出して配置され、前記電極用トーチ及び前記フィラーワイヤ用トーチの突合せ位置及び垂直位置を倣い決めする位置決めドグ部と、を備えていることを特徴とする請求項5または請求項6に記載のガスシールドアーク溶接装置。
【請求項10】
前記ベースを、移動装置によって前記電極用トーチ、前記フィラーワイヤ用トーチと共に移動させながら溶接をすることを特徴とする請求項1ないし請求項9のいずれか一項に記載のガスシールドアーク溶接装置。
【請求項11】
前記ベースに対して被溶接部材を、移動装置によって移動させながら溶接をすることを特徴とする請求項1ないし請求項9のいずれか一項に記載のガスシールドアーク溶接装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−179613(P2012−179613A)
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願番号】特願2011−42739(P2011−42739)
【出願日】平成23年2月28日(2011.2.28)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願日】平成23年2月28日(2011.2.28)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]