
ガスタンクの製造システム及びガスタンクの製造方法
【課題】製造時に生じるガスタンクのライナの歪みを低減する。
【解決手段】タンク製造システム1は、2つの分割ライナ10、11をその接合部10a、11aが対向するように同軸上に支持する一対の支持部材20、21と、支持部材20、21に支持された各分割ライナ10、11を軸周りに囲み、支持部材20、21と軸が一致するように配置された一対のリング部材22、23と、各分割ライナ10、11に対して設けられた支持部材20、21とリング部材22、23を軸方向に一体的に移動させ、2つの分割ライナ10、11の接合部10a、11a同士を当接可能な移動機構24と、分割ライナ10、11の内側にエアを供給するエア供給機構25と、当接した2つの分割ライナ10、11の接合部10a、11aにレーザ光を照射し、2つの分割ライナ10、11を接合するレーザ照射部27と、を有している。
【解決手段】タンク製造システム1は、2つの分割ライナ10、11をその接合部10a、11aが対向するように同軸上に支持する一対の支持部材20、21と、支持部材20、21に支持された各分割ライナ10、11を軸周りに囲み、支持部材20、21と軸が一致するように配置された一対のリング部材22、23と、各分割ライナ10、11に対して設けられた支持部材20、21とリング部材22、23を軸方向に一体的に移動させ、2つの分割ライナ10、11の接合部10a、11a同士を当接可能な移動機構24と、分割ライナ10、11の内側にエアを供給するエア供給機構25と、当接した2つの分割ライナ10、11の接合部10a、11aにレーザ光を照射し、2つの分割ライナ10、11を接合するレーザ照射部27と、を有している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガスタンクの製造システム及びガスタンクの製造方法に関する。
【背景技術】
【0002】
例えば自動車等の車両に搭載される燃料電池システムには、燃料ガスの供給源としてガスタンクが用いられている。
【0003】
この種のガスタンクは、両端部にドームを有する円筒状のライナ(内容器)の外周に繊維強化樹脂(FRP(Fiber Reinforced Plastics))層が形成された構造を有している。
【0004】
上記ガスタンクの製造工程において、ライナは、左右対称の2つの分割ライナを成型し、それらの分割ライナの接合部同士を合わせ、その接合部にレーザ光を照射し溶着することによって形成されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−110985号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上述の分割ライナは、中空で薄肉に成型されるため、真円度が低く、歪みがある。このため、上述のように2つの分割ライナの接合部同士を合わせて接合した場合に、左右の分割ライナにずれが生じ、形成されたライナにも歪みができる。これは、ガスタンクの強度を低下させる原因になり得る。
【0007】
本発明はかかる点に鑑みてなされたものであり、製造時に生じるガスタンクのライナの歪みを低減できるガスタンクの製造システム及びガスタンクの製造方法を提供することをその目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するための本発明は、内層にライナを有するガスタンクの製造システムであって、2つの分割ライナをその接合部が対向するように同軸上に支持する一対の支持部材と、前記支持部材に支持された各分割ライナを軸周りに囲み、前記支持部材と軸が一致するように配置された一対のリング部材と、各分割ライナに対して設けられた前記支持部材と前記リング部材を軸方向に一体的に移動させ、前記2つの分割ライナの接合部同士を当接可能な移動機構と、前記分割ライナの内側に気体を供給する気体供給機構と、当接した前記2つの分割ライナの接合部にレーザ光を照射し、前記2つの分割ライナを接合するレーザ照射部と、を有する、ガスタンクの製造システムである。
【0009】
本発明によれば、2つの分割ライナの接合部同士を当接し、当該分割ライナの内側に気体を供給して分割ライナをリング部材に押し付けて、分割ライナの形状を矯正することができる。そしてその矯正した状態で分割ライナの接合部にレーザ光を照射して分割ライナを溶着することができる。よって、製造時に生じるガスタンクのライナの歪みを低減できる。
【0010】
上記ガスタンクの製造システムは、前記支持部材と前記リング部材を同一軸周りに同期して回転させる回転機構を、さらに有していてもよい。
【0011】
上記ガスタンクの製造システムは、前記接合された前記分割ライナの接合部を冷却する冷却部と、前記冷却部により冷却される前記分割ライナの接合部の温度を監視する温度監視部と、冷却された前記分割ライナの接合部の余剰部分を除去する除去部と、を有していてもよい。
【0012】
前記支持部材と、前記リング部材と、前記移動機構と、前記気体供給機構と、前記回転機構と、前記レーザ照射部と、前記冷却部と、前記温度監視部及び前記除去部が同一装置内に配置されていてもよい。
【0013】
上記ガスタンクの製造システムは、前記支持部材と、前記リング部材と、前記移動機構と、前記気体供給機構及び前記回転機構を有し、前記分割ライナを収容する複数の収容部と、前記収容部を、前記レーザ照射部のある第1の装置と、前記冷却部及び前記温度監視部のある第2の装置と、前記除去部のある第3の装置に順次搬送する搬送機構と、を有していてもよい。
【0014】
別の観点による本発明は、ガスタンクの製造方法であって、2つの分割ライナをその接合部が対向するように同軸上に支持する工程と、前記各分割ライナの軸周りにリング部材を配置する工程と、前記2つの分割ライナの接合部同士を当接し、当該分割ライナの内側に気体を供給して、前記分割ライナを前記リング部材に押し付ける工程と、当接した前記2つの分割ライナの接合部にレーザ光を照射し、前記2つの分割ライナを接合する工程と、を有する、ガスタンクの製造方法である。
【0015】
上記ガスタンクの製造方法は、前記分割ライナの内側に気体を供給した際に、前記分割ライナの接合部からの気体の漏れを確認する工程をさらに有していてもよい。
【0016】
上記ガスタンクの製造方法は、前記2つの分割ライナを接合した後、前記分割ライナの接合部を冷却し、当該分割ライナの接合部の温度を監視する工程と、前記分割ライナの接合部の温度が所定の温度に冷却された後、前記分割ライナの接合部の余剰部分を除去する工程と、をさらに有していてもよい。
【0017】
上記ガスタンクの製造方法において、前記各工程を同一装置内で行うようにしてもよい。
【0018】
また、上記ガスタンクの製造方法において、前記2つの分割ライナを収容部に収容し、前記2つの分割ライナを同軸上に支持する工程と、各分割ライナの軸周りにリング部材を配置する工程と、前記分割ライナを前記リング部材に押し付ける工程を行い、前記収容部を、前記レーザ光を照射する工程を行う第1の装置、前記分割ライナの接合部の温度を監視する工程を行う第2の装置、前記分割ライナの接合部の余剰部分を除去する工程を行う第3の装置に順次搬送するようにしてもよい。
【発明の効果】
【0019】
本発明によれば、ライナの歪みを低減できるので、例えばガスタンクの強度を向上できる。
【図面の簡単な説明】
【0020】
【図1】タンク製造システムの構成の概略を示す説明図である。
【図2】レーザ照射時のタンク製造システムを示す説明図である。
【図3】エアにより分割ライナが膨張する様子を示す分割ライナの断面図である。
【図4】冷却時のタンク製造システムを示す説明図である。
【図5】余剰部分の除去時のタンク製造システムを示す説明図である。
【図6】収容部内の構成を示す説明図である。
【図7】収容部の搬送機構を示す説明図である。
【発明を実施するための形態】
【0021】
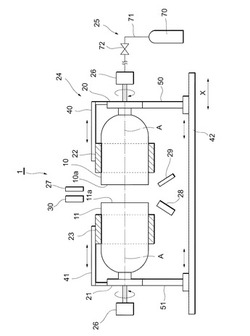
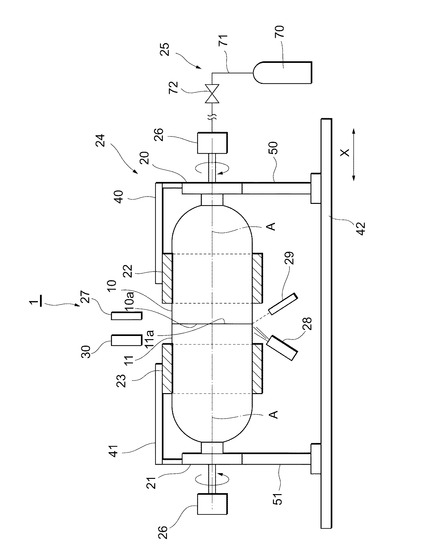
以下、図面を参照して、本発明の好ましい実施の形態について説明する。図1は、本実施の形態にかかるガスタンクの製造システム(以下、「タンク製造システム」とする。)1の構成の概略を示す説明図である。
【0022】
タンク製造システム1は、樹脂製の2つの分割ライナ10、11をその接合部10a、11aが互いに対向するように支持する一対の支持部材20、21と、支持部材20、21に支持された各分割ライナ10a、11aを軸周りに囲む一対のリング部材22、23と、支持部材20とリング部材22、及び支持部材21とリング部材23をそれぞれ軸方向Xに一体的に移動させる移動機構24と、分割ライナ10a、11a内に気体としてのエアを供給するエア供給機構25と、支持部材20とリング部材22と、及び支持部材21とリング部材23を軸周りに同期して回転させる回転機構26と、レーザ照射部27と、冷却部28と、温度監視部29及び除去部30を有している。
【0023】
支持部材20と支持部材21は、例えば互いに中心軸Aが一致するように配置され、例えば各分割ライナ10、11の閉口端部(エンドボス部)を同軸上に支持できる。
【0024】
リング部材22、23は、支持部材20、21と中心軸Aが一致するように配置されている。リング部材22、23は、内周が精度の高い真円に加工されている。リング部材22、23は、分割ライナ10、11の胴部の外径よりもわずかに大きい内径を有している。
【0025】
移動機構24は、例えばフレーム40、41、レール42及び移動部材50、51を備えている。フレーム40、41は、リング部材22と支持部材20、及びリング部材23と支持部材21をそれぞれ接続している。支持部材20、21は、それぞれレール42上を軸方向Xに移動する移動部材50、51に取り付けられている。移動部材50、51は、例えばモータなどの駆動源を備えている。かかる構成により、リング部材22と支持部材20、及びリング部材23と支持部材20は、それぞれが一体となって中心軸Aが一致した状態で軸方向Xに移動できる。また、各支持部材20、21に支持された各分割ライナ10、11を互いに近づく方向に移動させ、それらの接合部10a、11a同士を当接及び押圧させることができる。
【0026】
エア供給機構25は、例えばエアタンク70と、当該エアタンク70から支持部材20のシャフトを通じて分割ライナ10内に通じるエア流路71と、エア流路71の開閉バルブ72等を有している。なお、供給される気体は、エア以外のものであってもよい。
【0027】
回転機構26は、例えばモータなどの駆動源を備え、例えば支持部材20、21の各シャフトに設けられている。回転機構26は、支持部材20、21、リング部材22、23を回転させ、分割ライナ10、11を中心軸Aを一致させた状態で回転させることができる。
【0028】
レーザ照射部27は、例えば当接した2つの分割ライナ10、11の接合部10a、11aにレーザ光を照射し、接合部10a、11aを溶着させることができる。レーザ照射部27は、例えばレーザ光の照射位置を調整するための図示しない位置調整機構を備えている。
【0029】
冷却部28は、例えば溶着後の分割ライナ10、11の接合部10a、11aに冷却用のエアを吹き付けて接合部10a、11aを冷却できる。冷却部28は、例えばエアの吹き付け位置を調整するための図示しない位置調整機構を備えている。
【0030】
温度監視部29は、例えば放射温度計を備え、非接触で分割ライナ10、11の接合部10a、11aの温度を監視することができる。
【0031】
さらに、除去部30は、例えば切削工具を備え、回転した分割ライナ10、11の接合部10a、11aに刃部を当接して、接合部10a、11aに生じる溶着後のバリや余分や駄肉を除去することができる。除去部30は、例えば切削位置を調整するための図示しない位置調整機構を備えている。
【0032】
次に、以上のように構成されたタンク製造システム1を用いたガスタンクの製造方法について説明する。
【0033】
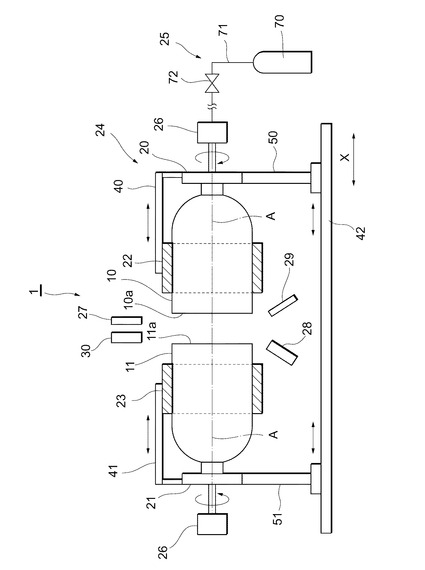
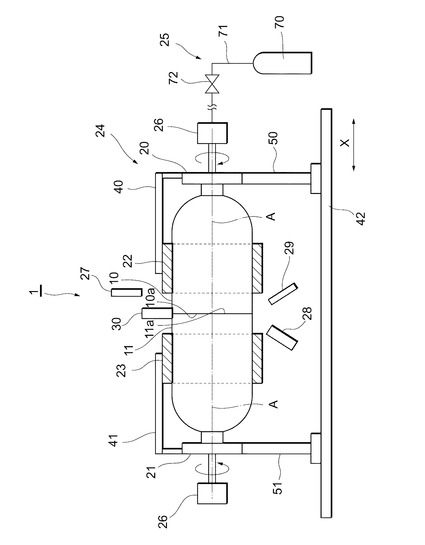
先ず、図1に示したように2つの分割ライナ10、11がその接合部10a、11aが互いに対向するように支持部材20、21に支持される。このとき、分割ライナ10、11の軸周りにリング部材22、23が配置される。次に、図2に示すように移動機構24により、支持部材20、21、リング部材22、23が一体に移動され、分割ライナ10、11の接合部10a、11a同士が当接される。このとき、所定の圧力で接合部10a、11a同士が押圧され、分割ライナ10、11内が密閉される。
【0034】
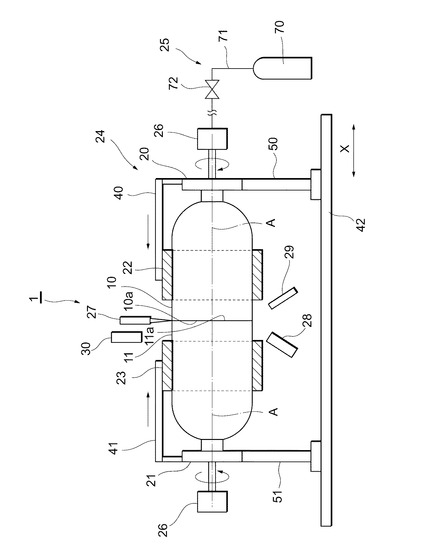
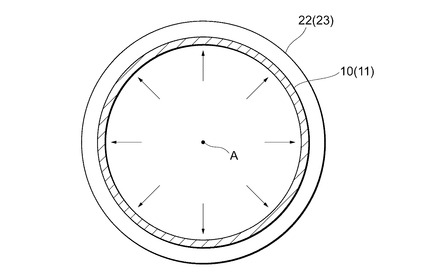
次に、エア供給機構25により、分割ライナ10、11内に所定の圧力でエアが供給される。これにより、図3に示すように分割ライナ10、11内にエアが充填され内圧が上昇し、分割ライナ10、11が外側に膨張して、分割ライナ10、11の形状がリング部材22、23の内周の円状に矯正される。また、このとき、接合部10a、11aからのエアのリークを確認することによって、接合部10a、11aの密着性を確認できる。
【0035】
図2に示すようにエアを供給し続けた状態で、回転機構26により、支持部材20、21、リング部材22、23が軸周りに一体的に回転し、分割ライナ10、11が同期して回転される。そして、レーザ照射部27により、分割ライナ10、11の接合部10a、11aにレーザ光が照射される。レーザ光には、例えば半導体レーザ、YAGレーザ、CO2レーザ等が用いられる。これにより、分割ライナ10、11の接合部10a、11aが溶着し、接合される。
【0036】
次に、図4に示すように回転機構26により分割ライナ10、11が回転された状態で、冷却部28により、分割ライナ10、11の接合部10a、11aに冷却用のエアが吹き付けられ、接合部10a、11aが冷却される。このとき、温度監視部29により、接合部10a、11aの温度がモニタリングされる。
【0037】
温度監視部29により接合部10a、11aの温度が所定の値以下になったことが確認されると、図5に示すように除去部30が接合部10a、11aに当接され、除去部30により、接合部10a、11aにあるバリや、余分な駄肉が除去される。
【0038】
次に、一体となった分割ライナ10、11(樹脂ライナ)が支持部材20、21から取り外され、タンク製造システム1から搬出されて、一連のライナの製造処理が終了する。その後、ライナの外周にFRP層が形成されて、ガスタンクが製造される。
【0039】
以上の実施の形態によれば、2つの分割ライナ10、11の接合部10a、11a同士を当接し、分割ライナ10、11の内側にエアを供給して分割ライナ10、11をリング部材22、23に押し付けて矯正することができる。また、接合部10a、11aからのエアのリークを確認することによって、接合部10a、11aの密着性を確認できる。そして、矯正した状態で分割ライナ10、11の接合部10a、11aにレーザ光を照射して溶着することができる。よって、製造時に生じるガスタンクのライナの歪みを低減できる。
【0040】
また、上記実施の形態では、タンク製造システム1が、支持部材20、21とリング部材22、23を同一軸周りに同期して回転させる回転機構26を有しているので、分割ライナ10、11を中心軸Aがずれないように回転させることができ、ライナの歪みを低減できる。
【0041】
上記実施の形態では、タンク製造システム1が、冷却部28と、温度監視部29及び除去部30を有しているので、接合後の温度管理を厳密に行うことができ、これにより、ライナの形状が安定するので、除去部30による余剰部分の除去処理を精度よく行うことができる。
【0042】
上記実施の形態では、支持部材20、21と、リング部材22、23と、移動機構24と、エア供給機構25と、回転機構26と、レーザ照射部27と、冷却部28と、温度監視部29及び除去部30が同一装置内に配置されている。これにより、一連のライナの製造処理を短時間で行うことができる。
【0043】
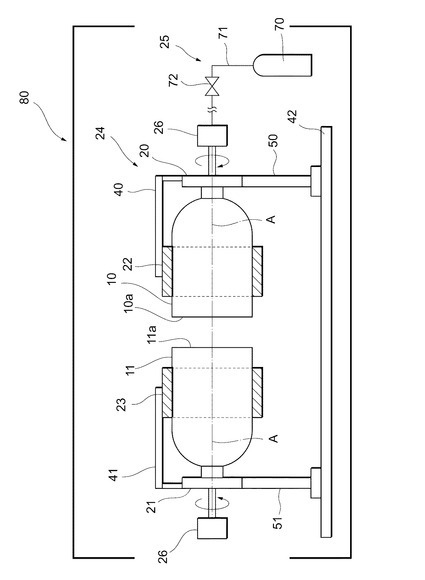
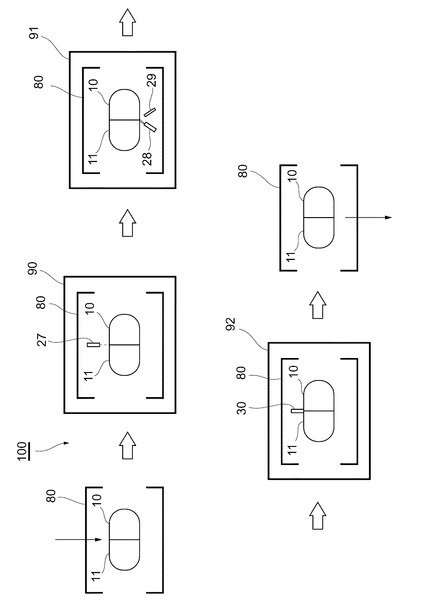
上記実施の形態において、タンク製造システム1は、例えば図6に示すように支持部材20、21と、リング部材22、23と、移動機構24と、エア供給機構25及び回転機構26を有し、分割ライナ10、11を収容する収容部80と、図7に示すように複数の各収容部80を、レーザ照射部27のある第1の装置90と、冷却部28及び温度監視部29のある第2の装置91と、除去部30のある第3の装置93に順次搬送する搬送機構100と、を有していてもよい。かかる場合、搬送機構100には、例えばコンベア式の搬送ラインが採用されてもよい。
【0044】
タンクの製造工程において、先ず、分割ライナ10、11が収容部80に収容され、2つの分割ライナ10、11が同軸上に支持され、各分割ライナ10、11の軸周りにリング部材22、23が配置され、分割ライナ10、11の内部にエアが供給され分割ライナ10、11がリング部材22、23に押し付けられる。その後、分割ライナ10、11を収容した複数の収容部80が、コンベアに乗って第1の装置90〜第3の装置92に順に搬送され、各装置90、92において、レーザ照射部27により分割ライナ10、11の接合部10a、11aにレーザ光が照射され、冷却部28及び温度監視部29により分割ライナ10、11の接合部10a、11aが所定の温度に冷却され、除去部30により分割ライナ10、11の接合部10a、11aの余剰部分が除去される。その後、収容部80から分割ライナ10、11が取り出され、空の収容部80に別の分割ライナが収容され、収容部80が繰り返し分割ライナを搬送する。この例によれば、各装置90〜92で同時に分割ライナを処理を行うことができるので、生産効率を向上できる。
【0045】
上記例において、大きさの異なる複数種類の収容部80を用意して、分割ライナ10、11の大きさや種類によって収容部80を変えるようにしてもよい。
【0046】
以上、添付図面を参照しながら本発明の好適な実施の形態について説明したが、本発明はかかる例に限定されない。当業者であれば、特許請求の範囲に記載された思想の範疇内において、各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。
【0047】
例えば以上の実施の形態におけるリング部材22、23は、一体構造であっても分割構造であってもよい。また、リング部材22、23は、一様に拡径、縮径する調整機構を有するものであってもよい。支持部材20、21とリング部材22、23の回転は、フレーム40、41によって同期していたが、別々の駆動源で回転数を合わることによって同期させてもよい。
【0048】
また、本発明は、燃料電池自動車、電気自動車、ハイブリッド自動車などの車両のほか、各種移動体(例えば、船舶や飛行機、ロボットなど)や定置設備(住宅、ビル)に用いられるガスタンクの製造にも適用できる。
【産業上の利用可能性】
【0049】
本発明は、製造時に生じるガスタンクのライナの歪みを低減する際に有用である。
【符号の説明】
【0050】
1 タンク製造システム
10、11 分割ライナ
10a、11a 接合部
20、21 支持部材
22、23 リング部材
24 移動機構
25 エア供給機構
26 回転機構
27 レーザ照射部
28 冷却部
29 温度監視部
30 除去部
A 中心軸
【技術分野】
【0001】
本発明は、ガスタンクの製造システム及びガスタンクの製造方法に関する。
【背景技術】
【0002】
例えば自動車等の車両に搭載される燃料電池システムには、燃料ガスの供給源としてガスタンクが用いられている。
【0003】
この種のガスタンクは、両端部にドームを有する円筒状のライナ(内容器)の外周に繊維強化樹脂(FRP(Fiber Reinforced Plastics))層が形成された構造を有している。
【0004】
上記ガスタンクの製造工程において、ライナは、左右対称の2つの分割ライナを成型し、それらの分割ライナの接合部同士を合わせ、その接合部にレーザ光を照射し溶着することによって形成されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−110985号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上述の分割ライナは、中空で薄肉に成型されるため、真円度が低く、歪みがある。このため、上述のように2つの分割ライナの接合部同士を合わせて接合した場合に、左右の分割ライナにずれが生じ、形成されたライナにも歪みができる。これは、ガスタンクの強度を低下させる原因になり得る。
【0007】
本発明はかかる点に鑑みてなされたものであり、製造時に生じるガスタンクのライナの歪みを低減できるガスタンクの製造システム及びガスタンクの製造方法を提供することをその目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するための本発明は、内層にライナを有するガスタンクの製造システムであって、2つの分割ライナをその接合部が対向するように同軸上に支持する一対の支持部材と、前記支持部材に支持された各分割ライナを軸周りに囲み、前記支持部材と軸が一致するように配置された一対のリング部材と、各分割ライナに対して設けられた前記支持部材と前記リング部材を軸方向に一体的に移動させ、前記2つの分割ライナの接合部同士を当接可能な移動機構と、前記分割ライナの内側に気体を供給する気体供給機構と、当接した前記2つの分割ライナの接合部にレーザ光を照射し、前記2つの分割ライナを接合するレーザ照射部と、を有する、ガスタンクの製造システムである。
【0009】
本発明によれば、2つの分割ライナの接合部同士を当接し、当該分割ライナの内側に気体を供給して分割ライナをリング部材に押し付けて、分割ライナの形状を矯正することができる。そしてその矯正した状態で分割ライナの接合部にレーザ光を照射して分割ライナを溶着することができる。よって、製造時に生じるガスタンクのライナの歪みを低減できる。
【0010】
上記ガスタンクの製造システムは、前記支持部材と前記リング部材を同一軸周りに同期して回転させる回転機構を、さらに有していてもよい。
【0011】
上記ガスタンクの製造システムは、前記接合された前記分割ライナの接合部を冷却する冷却部と、前記冷却部により冷却される前記分割ライナの接合部の温度を監視する温度監視部と、冷却された前記分割ライナの接合部の余剰部分を除去する除去部と、を有していてもよい。
【0012】
前記支持部材と、前記リング部材と、前記移動機構と、前記気体供給機構と、前記回転機構と、前記レーザ照射部と、前記冷却部と、前記温度監視部及び前記除去部が同一装置内に配置されていてもよい。
【0013】
上記ガスタンクの製造システムは、前記支持部材と、前記リング部材と、前記移動機構と、前記気体供給機構及び前記回転機構を有し、前記分割ライナを収容する複数の収容部と、前記収容部を、前記レーザ照射部のある第1の装置と、前記冷却部及び前記温度監視部のある第2の装置と、前記除去部のある第3の装置に順次搬送する搬送機構と、を有していてもよい。
【0014】
別の観点による本発明は、ガスタンクの製造方法であって、2つの分割ライナをその接合部が対向するように同軸上に支持する工程と、前記各分割ライナの軸周りにリング部材を配置する工程と、前記2つの分割ライナの接合部同士を当接し、当該分割ライナの内側に気体を供給して、前記分割ライナを前記リング部材に押し付ける工程と、当接した前記2つの分割ライナの接合部にレーザ光を照射し、前記2つの分割ライナを接合する工程と、を有する、ガスタンクの製造方法である。
【0015】
上記ガスタンクの製造方法は、前記分割ライナの内側に気体を供給した際に、前記分割ライナの接合部からの気体の漏れを確認する工程をさらに有していてもよい。
【0016】
上記ガスタンクの製造方法は、前記2つの分割ライナを接合した後、前記分割ライナの接合部を冷却し、当該分割ライナの接合部の温度を監視する工程と、前記分割ライナの接合部の温度が所定の温度に冷却された後、前記分割ライナの接合部の余剰部分を除去する工程と、をさらに有していてもよい。
【0017】
上記ガスタンクの製造方法において、前記各工程を同一装置内で行うようにしてもよい。
【0018】
また、上記ガスタンクの製造方法において、前記2つの分割ライナを収容部に収容し、前記2つの分割ライナを同軸上に支持する工程と、各分割ライナの軸周りにリング部材を配置する工程と、前記分割ライナを前記リング部材に押し付ける工程を行い、前記収容部を、前記レーザ光を照射する工程を行う第1の装置、前記分割ライナの接合部の温度を監視する工程を行う第2の装置、前記分割ライナの接合部の余剰部分を除去する工程を行う第3の装置に順次搬送するようにしてもよい。
【発明の効果】
【0019】
本発明によれば、ライナの歪みを低減できるので、例えばガスタンクの強度を向上できる。
【図面の簡単な説明】
【0020】
【図1】タンク製造システムの構成の概略を示す説明図である。
【図2】レーザ照射時のタンク製造システムを示す説明図である。
【図3】エアにより分割ライナが膨張する様子を示す分割ライナの断面図である。
【図4】冷却時のタンク製造システムを示す説明図である。
【図5】余剰部分の除去時のタンク製造システムを示す説明図である。
【図6】収容部内の構成を示す説明図である。
【図7】収容部の搬送機構を示す説明図である。
【発明を実施するための形態】
【0021】
以下、図面を参照して、本発明の好ましい実施の形態について説明する。図1は、本実施の形態にかかるガスタンクの製造システム(以下、「タンク製造システム」とする。)1の構成の概略を示す説明図である。
【0022】
タンク製造システム1は、樹脂製の2つの分割ライナ10、11をその接合部10a、11aが互いに対向するように支持する一対の支持部材20、21と、支持部材20、21に支持された各分割ライナ10a、11aを軸周りに囲む一対のリング部材22、23と、支持部材20とリング部材22、及び支持部材21とリング部材23をそれぞれ軸方向Xに一体的に移動させる移動機構24と、分割ライナ10a、11a内に気体としてのエアを供給するエア供給機構25と、支持部材20とリング部材22と、及び支持部材21とリング部材23を軸周りに同期して回転させる回転機構26と、レーザ照射部27と、冷却部28と、温度監視部29及び除去部30を有している。
【0023】
支持部材20と支持部材21は、例えば互いに中心軸Aが一致するように配置され、例えば各分割ライナ10、11の閉口端部(エンドボス部)を同軸上に支持できる。
【0024】
リング部材22、23は、支持部材20、21と中心軸Aが一致するように配置されている。リング部材22、23は、内周が精度の高い真円に加工されている。リング部材22、23は、分割ライナ10、11の胴部の外径よりもわずかに大きい内径を有している。
【0025】
移動機構24は、例えばフレーム40、41、レール42及び移動部材50、51を備えている。フレーム40、41は、リング部材22と支持部材20、及びリング部材23と支持部材21をそれぞれ接続している。支持部材20、21は、それぞれレール42上を軸方向Xに移動する移動部材50、51に取り付けられている。移動部材50、51は、例えばモータなどの駆動源を備えている。かかる構成により、リング部材22と支持部材20、及びリング部材23と支持部材20は、それぞれが一体となって中心軸Aが一致した状態で軸方向Xに移動できる。また、各支持部材20、21に支持された各分割ライナ10、11を互いに近づく方向に移動させ、それらの接合部10a、11a同士を当接及び押圧させることができる。
【0026】
エア供給機構25は、例えばエアタンク70と、当該エアタンク70から支持部材20のシャフトを通じて分割ライナ10内に通じるエア流路71と、エア流路71の開閉バルブ72等を有している。なお、供給される気体は、エア以外のものであってもよい。
【0027】
回転機構26は、例えばモータなどの駆動源を備え、例えば支持部材20、21の各シャフトに設けられている。回転機構26は、支持部材20、21、リング部材22、23を回転させ、分割ライナ10、11を中心軸Aを一致させた状態で回転させることができる。
【0028】
レーザ照射部27は、例えば当接した2つの分割ライナ10、11の接合部10a、11aにレーザ光を照射し、接合部10a、11aを溶着させることができる。レーザ照射部27は、例えばレーザ光の照射位置を調整するための図示しない位置調整機構を備えている。
【0029】
冷却部28は、例えば溶着後の分割ライナ10、11の接合部10a、11aに冷却用のエアを吹き付けて接合部10a、11aを冷却できる。冷却部28は、例えばエアの吹き付け位置を調整するための図示しない位置調整機構を備えている。
【0030】
温度監視部29は、例えば放射温度計を備え、非接触で分割ライナ10、11の接合部10a、11aの温度を監視することができる。
【0031】
さらに、除去部30は、例えば切削工具を備え、回転した分割ライナ10、11の接合部10a、11aに刃部を当接して、接合部10a、11aに生じる溶着後のバリや余分や駄肉を除去することができる。除去部30は、例えば切削位置を調整するための図示しない位置調整機構を備えている。
【0032】
次に、以上のように構成されたタンク製造システム1を用いたガスタンクの製造方法について説明する。
【0033】
先ず、図1に示したように2つの分割ライナ10、11がその接合部10a、11aが互いに対向するように支持部材20、21に支持される。このとき、分割ライナ10、11の軸周りにリング部材22、23が配置される。次に、図2に示すように移動機構24により、支持部材20、21、リング部材22、23が一体に移動され、分割ライナ10、11の接合部10a、11a同士が当接される。このとき、所定の圧力で接合部10a、11a同士が押圧され、分割ライナ10、11内が密閉される。
【0034】
次に、エア供給機構25により、分割ライナ10、11内に所定の圧力でエアが供給される。これにより、図3に示すように分割ライナ10、11内にエアが充填され内圧が上昇し、分割ライナ10、11が外側に膨張して、分割ライナ10、11の形状がリング部材22、23の内周の円状に矯正される。また、このとき、接合部10a、11aからのエアのリークを確認することによって、接合部10a、11aの密着性を確認できる。
【0035】
図2に示すようにエアを供給し続けた状態で、回転機構26により、支持部材20、21、リング部材22、23が軸周りに一体的に回転し、分割ライナ10、11が同期して回転される。そして、レーザ照射部27により、分割ライナ10、11の接合部10a、11aにレーザ光が照射される。レーザ光には、例えば半導体レーザ、YAGレーザ、CO2レーザ等が用いられる。これにより、分割ライナ10、11の接合部10a、11aが溶着し、接合される。
【0036】
次に、図4に示すように回転機構26により分割ライナ10、11が回転された状態で、冷却部28により、分割ライナ10、11の接合部10a、11aに冷却用のエアが吹き付けられ、接合部10a、11aが冷却される。このとき、温度監視部29により、接合部10a、11aの温度がモニタリングされる。
【0037】
温度監視部29により接合部10a、11aの温度が所定の値以下になったことが確認されると、図5に示すように除去部30が接合部10a、11aに当接され、除去部30により、接合部10a、11aにあるバリや、余分な駄肉が除去される。
【0038】
次に、一体となった分割ライナ10、11(樹脂ライナ)が支持部材20、21から取り外され、タンク製造システム1から搬出されて、一連のライナの製造処理が終了する。その後、ライナの外周にFRP層が形成されて、ガスタンクが製造される。
【0039】
以上の実施の形態によれば、2つの分割ライナ10、11の接合部10a、11a同士を当接し、分割ライナ10、11の内側にエアを供給して分割ライナ10、11をリング部材22、23に押し付けて矯正することができる。また、接合部10a、11aからのエアのリークを確認することによって、接合部10a、11aの密着性を確認できる。そして、矯正した状態で分割ライナ10、11の接合部10a、11aにレーザ光を照射して溶着することができる。よって、製造時に生じるガスタンクのライナの歪みを低減できる。
【0040】
また、上記実施の形態では、タンク製造システム1が、支持部材20、21とリング部材22、23を同一軸周りに同期して回転させる回転機構26を有しているので、分割ライナ10、11を中心軸Aがずれないように回転させることができ、ライナの歪みを低減できる。
【0041】
上記実施の形態では、タンク製造システム1が、冷却部28と、温度監視部29及び除去部30を有しているので、接合後の温度管理を厳密に行うことができ、これにより、ライナの形状が安定するので、除去部30による余剰部分の除去処理を精度よく行うことができる。
【0042】
上記実施の形態では、支持部材20、21と、リング部材22、23と、移動機構24と、エア供給機構25と、回転機構26と、レーザ照射部27と、冷却部28と、温度監視部29及び除去部30が同一装置内に配置されている。これにより、一連のライナの製造処理を短時間で行うことができる。
【0043】
上記実施の形態において、タンク製造システム1は、例えば図6に示すように支持部材20、21と、リング部材22、23と、移動機構24と、エア供給機構25及び回転機構26を有し、分割ライナ10、11を収容する収容部80と、図7に示すように複数の各収容部80を、レーザ照射部27のある第1の装置90と、冷却部28及び温度監視部29のある第2の装置91と、除去部30のある第3の装置93に順次搬送する搬送機構100と、を有していてもよい。かかる場合、搬送機構100には、例えばコンベア式の搬送ラインが採用されてもよい。
【0044】
タンクの製造工程において、先ず、分割ライナ10、11が収容部80に収容され、2つの分割ライナ10、11が同軸上に支持され、各分割ライナ10、11の軸周りにリング部材22、23が配置され、分割ライナ10、11の内部にエアが供給され分割ライナ10、11がリング部材22、23に押し付けられる。その後、分割ライナ10、11を収容した複数の収容部80が、コンベアに乗って第1の装置90〜第3の装置92に順に搬送され、各装置90、92において、レーザ照射部27により分割ライナ10、11の接合部10a、11aにレーザ光が照射され、冷却部28及び温度監視部29により分割ライナ10、11の接合部10a、11aが所定の温度に冷却され、除去部30により分割ライナ10、11の接合部10a、11aの余剰部分が除去される。その後、収容部80から分割ライナ10、11が取り出され、空の収容部80に別の分割ライナが収容され、収容部80が繰り返し分割ライナを搬送する。この例によれば、各装置90〜92で同時に分割ライナを処理を行うことができるので、生産効率を向上できる。
【0045】
上記例において、大きさの異なる複数種類の収容部80を用意して、分割ライナ10、11の大きさや種類によって収容部80を変えるようにしてもよい。
【0046】
以上、添付図面を参照しながら本発明の好適な実施の形態について説明したが、本発明はかかる例に限定されない。当業者であれば、特許請求の範囲に記載された思想の範疇内において、各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。
【0047】
例えば以上の実施の形態におけるリング部材22、23は、一体構造であっても分割構造であってもよい。また、リング部材22、23は、一様に拡径、縮径する調整機構を有するものであってもよい。支持部材20、21とリング部材22、23の回転は、フレーム40、41によって同期していたが、別々の駆動源で回転数を合わることによって同期させてもよい。
【0048】
また、本発明は、燃料電池自動車、電気自動車、ハイブリッド自動車などの車両のほか、各種移動体(例えば、船舶や飛行機、ロボットなど)や定置設備(住宅、ビル)に用いられるガスタンクの製造にも適用できる。
【産業上の利用可能性】
【0049】
本発明は、製造時に生じるガスタンクのライナの歪みを低減する際に有用である。
【符号の説明】
【0050】
1 タンク製造システム
10、11 分割ライナ
10a、11a 接合部
20、21 支持部材
22、23 リング部材
24 移動機構
25 エア供給機構
26 回転機構
27 レーザ照射部
28 冷却部
29 温度監視部
30 除去部
A 中心軸
【特許請求の範囲】
【請求項1】
内層にライナを有するガスタンクの製造システムであって、
2つの分割ライナをその接合部が対向するように同軸上に支持する一対の支持部材と、
前記支持部材に支持された各分割ライナを軸周りに囲み、前記支持部材と軸が一致するように配置された一対のリング部材と、
各分割ライナに対して設けられた前記支持部材と前記リング部材を軸方向に一体的に移動させ、前記2つの分割ライナの接合部同士を当接可能な移動機構と、
前記分割ライナの内側に気体を供給する気体供給機構と、
当接した前記2つの分割ライナの接合部にレーザ光を照射し、前記2つの分割ライナを接合するレーザ照射部と、を有する、ガスタンクの製造システム。
【請求項2】
前記支持部材と前記リング部材を同一軸周りに同期して回転させる回転機構を、さらに有する、請求項1に記載のガスタンクの製造システム。
【請求項3】
前記接合された前記分割ライナの接合部を冷却する冷却部と、
前記冷却部により冷却される前記分割ライナの接合部の温度を監視する温度監視部と、
冷却された前記分割ライナの接合部の余剰部分を除去する除去部と、を有する、請求項2に記載のガスタンクの製造システム。
【請求項4】
前記支持部材と、前記リング部材と、前記移動機構と、前記気体供給機構と、前記回転機構と、前記レーザ照射部と、前記冷却部と、前記温度監視部及び前記除去部が同一装置内に配置されている、請求項3に記載のガスタンクの製造システム。
【請求項5】
前記支持部材と、前記リング部材と、前記移動機構と、前記気体供給機構及び前記回転機構を有し、前記分割ライナを収容する複数の収容部と、
前記各収容部を、前記レーザ照射部のある第1の装置と、前記冷却部及び前記温度監視部のある第2の装置と、前記除去部のある第3の装置に順次搬送する搬送機構と、を有する、請求項4に記載のガスタンクの製造システム。
【請求項6】
ガスタンクの製造方法であって、
2つの分割ライナをその接合部が対向するように同軸上に支持する工程と、
前記各分割ライナの軸周りにリング部材を配置する工程と、
前記2つの分割ライナの接合部同士を当接し、当該分割ライナの内側に気体を供給して、前記分割ライナを前記リング部材に押し付ける工程と、
当接した前記2つの分割ライナの接合部にレーザ光を照射し、前記2つの分割ライナを接合する工程と、を有する、ガスタンクの製造方法。
【請求項7】
前記分割ライナの内側に気体を供給した際に、前記分割ライナの接合部からの気体の漏れを確認する工程をさらに有する、請求項6に記載のガスタンクの製造方法。
【請求項8】
前記2つの分割ライナを接合した後、前記分割ライナの接合部を冷却し、当該分割ライナの接合部の温度を監視する工程と、
前記分割ライナの接合部の温度が所定の温度に冷却された後、前記分割ライナの接合部の余剰部分を除去する工程と、をさらに有する、請求項6又は7に記載のガスタンクの製造方法。
【請求項9】
前記各工程を同一装置内で行う、請求項8に記載のガスタンクの製造方法。
【請求項10】
前記2つの分割ライナを収容部に収容し、前記2つの分割ライナを同軸上に支持する工程と、各分割ライナの軸周りにリング部材を配置する工程と、前記分割ライナを前記リング部材に押し付ける工程を行い、
前記収容部を、前記レーザ光を照射する工程を行う第1の装置、前記分割ライナの接合部の温度を監視する工程を行う第2の装置、前記分割ライナの接合部の余剰部分を除去する工程を行う第3の装置に順次搬送する、請求項8に記載のガスタンクの製造方法。
【請求項1】
内層にライナを有するガスタンクの製造システムであって、
2つの分割ライナをその接合部が対向するように同軸上に支持する一対の支持部材と、
前記支持部材に支持された各分割ライナを軸周りに囲み、前記支持部材と軸が一致するように配置された一対のリング部材と、
各分割ライナに対して設けられた前記支持部材と前記リング部材を軸方向に一体的に移動させ、前記2つの分割ライナの接合部同士を当接可能な移動機構と、
前記分割ライナの内側に気体を供給する気体供給機構と、
当接した前記2つの分割ライナの接合部にレーザ光を照射し、前記2つの分割ライナを接合するレーザ照射部と、を有する、ガスタンクの製造システム。
【請求項2】
前記支持部材と前記リング部材を同一軸周りに同期して回転させる回転機構を、さらに有する、請求項1に記載のガスタンクの製造システム。
【請求項3】
前記接合された前記分割ライナの接合部を冷却する冷却部と、
前記冷却部により冷却される前記分割ライナの接合部の温度を監視する温度監視部と、
冷却された前記分割ライナの接合部の余剰部分を除去する除去部と、を有する、請求項2に記載のガスタンクの製造システム。
【請求項4】
前記支持部材と、前記リング部材と、前記移動機構と、前記気体供給機構と、前記回転機構と、前記レーザ照射部と、前記冷却部と、前記温度監視部及び前記除去部が同一装置内に配置されている、請求項3に記載のガスタンクの製造システム。
【請求項5】
前記支持部材と、前記リング部材と、前記移動機構と、前記気体供給機構及び前記回転機構を有し、前記分割ライナを収容する複数の収容部と、
前記各収容部を、前記レーザ照射部のある第1の装置と、前記冷却部及び前記温度監視部のある第2の装置と、前記除去部のある第3の装置に順次搬送する搬送機構と、を有する、請求項4に記載のガスタンクの製造システム。
【請求項6】
ガスタンクの製造方法であって、
2つの分割ライナをその接合部が対向するように同軸上に支持する工程と、
前記各分割ライナの軸周りにリング部材を配置する工程と、
前記2つの分割ライナの接合部同士を当接し、当該分割ライナの内側に気体を供給して、前記分割ライナを前記リング部材に押し付ける工程と、
当接した前記2つの分割ライナの接合部にレーザ光を照射し、前記2つの分割ライナを接合する工程と、を有する、ガスタンクの製造方法。
【請求項7】
前記分割ライナの内側に気体を供給した際に、前記分割ライナの接合部からの気体の漏れを確認する工程をさらに有する、請求項6に記載のガスタンクの製造方法。
【請求項8】
前記2つの分割ライナを接合した後、前記分割ライナの接合部を冷却し、当該分割ライナの接合部の温度を監視する工程と、
前記分割ライナの接合部の温度が所定の温度に冷却された後、前記分割ライナの接合部の余剰部分を除去する工程と、をさらに有する、請求項6又は7に記載のガスタンクの製造方法。
【請求項9】
前記各工程を同一装置内で行う、請求項8に記載のガスタンクの製造方法。
【請求項10】
前記2つの分割ライナを収容部に収容し、前記2つの分割ライナを同軸上に支持する工程と、各分割ライナの軸周りにリング部材を配置する工程と、前記分割ライナを前記リング部材に押し付ける工程を行い、
前記収容部を、前記レーザ光を照射する工程を行う第1の装置、前記分割ライナの接合部の温度を監視する工程を行う第2の装置、前記分割ライナの接合部の余剰部分を除去する工程を行う第3の装置に順次搬送する、請求項8に記載のガスタンクの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−68242(P2013−68242A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−205874(P2011−205874)
【出願日】平成23年9月21日(2011.9.21)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月21日(2011.9.21)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]