
ガスバリアコーティングおよび随意に親水性の内部コーティングを有するプラスチック容器
【課題】梱包された品物の貯蔵寿命を改善し、その上、容器を空にする挙動を同時に改善する、バリアコーティングを有するプラスチック容器を製造するための方法を提供する。
【解決手段】上記課題は、バリアコーティングを有するプラスチック容器の製造方法であって、a) 第一のポリビニルアセタールの少なくとも1つのコーティング層を、プラスチック容器の少なくとも一部の上に適用する段階; b) ポリビニルアルコールの少なくとも1つのコーティング層を、該第一のポリビニルアセタール層上に適用する段階; c) 第二のポリビニルアセタールの少なくとも1つのトップコーティング層を、該ポリビニルアルコール層上に適用する段階を含む方法によって解決される。
【解決手段】上記課題は、バリアコーティングを有するプラスチック容器の製造方法であって、a) 第一のポリビニルアセタールの少なくとも1つのコーティング層を、プラスチック容器の少なくとも一部の上に適用する段階; b) ポリビニルアルコールの少なくとも1つのコーティング層を、該第一のポリビニルアセタール層上に適用する段階; c) 第二のポリビニルアセタールの少なくとも1つのトップコーティング層を、該ポリビニルアルコール層上に適用する段階を含む方法によって解決される。
【発明の詳細な説明】
【技術分野】
【0001】
発明の属する分野
この発明は、引掻耐性および防湿性の、酸素または二酸化炭素に対するバリアコーティング、および随意に空にするのを容易化するための親水性の内部コーティングを有するプラスチック容器に関する。さらには、本発明はかかる容器の製造方法に関する。
【背景技術】
【0002】
食品および飲料用の、ポリエチレンテレフタレート(PET)、ポリプロピレン(PP)またはポリエチレン(PE)製のプラスチック容器は、長い間知られており、且つ、主として延伸ブロー成形法において製造される。
【0003】
かかる容器上にバリアコーティングを適用して、ガス、特に酸素または二酸化炭素の、容器内への、または容器外への透過を減少させ、それによって梱包された品物の貯蔵寿命を改善することも公知である。
【0004】
例えば、WO03/037969号A1、GB879595号、DE10153210号およびDE10207592号A1は、PETボトル上のガスバリアとしてポリビニルアルコールを使用し、ポリビニルブチラールを含む追加的なトップコートを用いてバリアコーティングの耐水性を改善することを記載している。かかる多層コーティングは、酸素および二酸化炭素に対する良好なバリア性能、引掻耐性を示し、且つ、該バリアコーティングの水溶性に基づき、トップコートを機械的に破壊した後にリサイクル可能である。
【0005】
例えばソフトドリンクのために使用されるほとんどのプラスチックボトルは、いわゆるプリフォームから、射出延伸ブロー成形によって製造される。かかるブロー法において、プリフォームはその元の体積の10倍よりも大きく膨張され、その結果、プリフォームの表面上に層状化された任意のコーティングが著しく薄くなる。延伸ブロー法の間のバリアコーティングの劣化またはひび割れを防ぐために、先行技術は、トップコーティングのためのいくつかの膜形成ポリマーを提案している。
【0006】
これに関連して、GB2337470号A1は、ボトル用のPETのプリフォームを、PVAに基づくバリアコーティングでコーティングするための方法、およびバリアコートされたプリフォームに第二のポリマー材料を適用することによって保護することを開示している。第二のポリマー材料として、ポリエステル、例えばPETおよびポリカーボネートが提案されている。この公報は、さらに、バリアコーティングの適用前の、基材表面の化学的または物理的な前処理について記載している。
【0007】
同様の技術は、WO2004/089624号によって開示されており、そこでは食品または製造された品物のためのPETまたはポリオレフィン製の容器は、初めに、PVA、ポリアミン、ポリビニルイミン、ポリアクリル酸等を含む少なくとも2つのポリマーのブレンドで被覆され、引き続き、ポリウレタン、PVCまたはポリアクリレートの保護コーティングで被覆される。随意に且つバリアコーティング前に、基材を、プラズマ、火炎、塩素、フッ素または化学エッチングによって前処理してよい。この公報によって提案されるようなポリマーを用いて、極めて極性のポリマーとしてのポリビニルアルコールをトップコーティングすると、機械的および化学的に不安定な層を生じることがある。
【0008】
記載されたプラスチック容器の多くは、最終的な消費者製品、例えば食品(ケチャップ、マヨネーズ、ジャム)またはパーソナルケア(シャンプー、ボディローション)のために使用される。かかる品物について、プラスチック(ボトル)を完全に空にできず、且つ、容器/ボトルの内容物の一部が廃棄されるという、消費者の一定の不満がある。さらには、消費者および製造業者は、梱包された品物の貯蔵寿命を、容器のプラスチック材料の厚さまたは組成を変えることなく、引き延ばしたいと考えている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】WO03/037969号A1
【特許文献2】GB879595号
【特許文献3】DE10153210号
【特許文献4】DE10207592号A1
【特許文献5】GB2337470号A1
【特許文献6】WO2004/089624号
【発明の概要】
【発明が解決しようとする課題】
【0010】
従って、梱包された品物の貯蔵寿命を改善し、その上、容器を空にする挙動を同時に改善する必要がある。
【課題を解決するための手段】
【0011】
本発明は、バリアコーティングを有するプラスチック容器を製造するための方法であって、a) 第一のポリビニルアセタールの少なくとも1つのコーティング層を、プラスチック容器の少なくとも一部の上に適用する段階; b) ポリビニルアルコールの少なくとも1つのコーティング層を、該第一のポリビニルアセタール層上に適用する段階; c) 第二のポリビニルアセタールの少なくとも1つのトップコーティング層を、該ポリビニルアルコール層上に適用する段階を含む方法に関する。
【0012】
本発明の1つの実施態様においては、プラスチック容器の内側表面の少なくとも一部の表面エネルギーを、段階d)において少なくとも1つの内部の親水性コーティング層を適用することによって高める。
【0013】
段階a)において提供されるポリビニルアセタールの第一の層は、引き続き加えられるポリビニルアルコールのバリアコーティングおよびポリビニルアセタールの第二の(トップ)層のためのベースコーティングとしてはたらく。ポリビニルアセタールの第一のベースコーティングは、容器のプラスチック材料への強い付着性を有し、且つ、段階b)において提供されるポリビニルアルコール層および段階c)において提供されるポリビニルアセタールのトップコーティング層を支える。
【0014】
ポリビニルアルコールがポリビニルアセタール上に、およびその逆も、非常によく付着するので、引き続き加えられる層は同様に、機械的に安定であり、且つ、最終的な容器成形工程の後で、機械的に安定な全体のコーティングをもたらす。
【0015】
段階a)、b)およびc)において製造される層を含むバリアコーティングを、容器の外側または内側の少なくとも一部の上に適用できる。本発明の他の実施態様においては、バリアコーティングを、プラスチック容器またはそれらのプリフォームの外側および内側の少なくとも一部に適用してよい。
【0016】
用語「容器の外側または内側の少なくとも一部」とは、プラスチック材料のガスバリアが本発明の方法によって改善されるべき容器の任意の部分を示す。本発明の1つの変法においては、容器の外表面または内表面の全てが被覆される。他の変法においては、容器の、他の部分に比べて低いガスバリアを有する部分だけが被覆される。他の部分では充分に低いガス透過性を有する容器の、蓋のみを被覆することは、本発明の範囲内である。例えば、多層の厚紙製の容器は良好なガスバリア性を有するが、しかし低いガスバリア性を有する蓋で閉じられる。全体のガスバリア性および梱包された品物の貯蔵寿命を改善するためには、本発明のバリアコーティングを有する蓋を提供すれば充分である。
【0017】
ポリビニルアルコールは、基材のガス透過性(特にO2およびCO2)を著しく低下させ、そのことによって、梱包された食品、ソフトドリンクまたはビールの貯蔵寿命を改善する。ポリビニルアルコール(PVA)のみからなるコーティングの使用は、その感湿性ゆえに制限される。これを乗り越えるために、ポリビニルアセタールが、PVA層のためのベースおよびトップコーティングとして特に適していることが見出され、なぜなら、両方のポリマーは類似したポリマー主鎖を有し、且つ、広範な混合物中で相容性であるからである。
【0018】
プラスチック材料を、未処理で、または随意に段階a)の前に化学的な粗面化、フッ素酸化(oxyfluorination)、コロナ、電子線または火炎処理によって前処理して被覆してよい。
【0019】
前処理は、基材への層の付着を強化できる。しかしながら、前処理は追加的な工程段階であり、且つ、本発明の方法は、ほとんどの場合、前処理をしないで、ひび割れまたは離層しないで延伸ブローされ得る機械的に安定なコーティング層を提供する。
【0020】
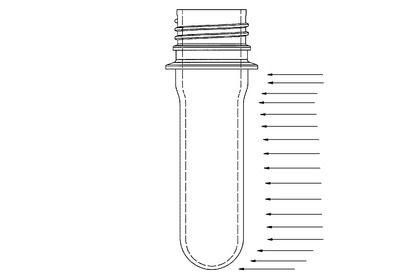
プラスチック材料は、かかる目的のために当該技術分野で公知の方法によって内側および/または外側上で、随意に前処理または活性化される。本発明の方法は、プラスチック材料の表面の少なくとも一部の、機械的な粗面化、コロナ、電子線、プラズマ処理または火炎処理またはフッ素酸化を含んでよい。図1は、コロナ、電子線またはプラズマを用いて処理されるボトルについての典型的なプリフォームを示す。
【0021】
機械的な粗面化を、サンドブラスト法によって実現でき、その際、容器の内側および/または外側の表面は少なくとも100μm、好ましくは200μmの粗さRzを備える。
【0022】
好ましくは、プラスチック材料の表面の少なくとも一部の前処理または活性化により、プラスチック材料の処理された部分の表面エネルギーが、処理前の表面エネルギーに対して少なくとも25%、より好ましくは少なくとも50%高められる。
【0023】
未処理のPETは30〜45mJ/m2の表面エネルギーを示す。従って、プラスチック材料がPETからなる場合、前処理後の表面エネルギーは少なくとも50mJ/m2、好ましくは少なくとも55mJ/m2、および特に少なくとも60mJ/m2であるべきであり、その上限は150mJ/m2である。
【0024】
未処理のPPは25〜35mJ/m2の表面エネルギーを有する。従って、プラスチック材料がPPからなる場合、前処理後の表面エネルギーは少なくとも45mJ/m2、好ましくは少なくとも50mJ/m2、および特に少なくとも55mJ/m2であるべきであり、その上限は150mJ/m2である。表面エネルギーは、Accu Dyne Test(商標) Marker Pensのマニュアルに従って測定される。
【0025】
フッ素酸化は、W02004/089624号またはUS5900321号における実施例に詳細に記載されている。本発明によるフッ素酸化による前処理を、プラスチック材料の表面の少なくとも一部を、0.01容積%〜5容積%のフッ素および随意に不活性ガス、例えば窒素または空気、または追加的な反応種、例えば塩素または酸素を含有するフッ素含有ガス混合物に曝露することによって行うことができる。この発明のためのフッ素酸化を、圧力10〜10000kPa、好ましくは100〜5000kPa、温度10〜90℃、曝露時間1〜60分で、行うことができる。
【0026】
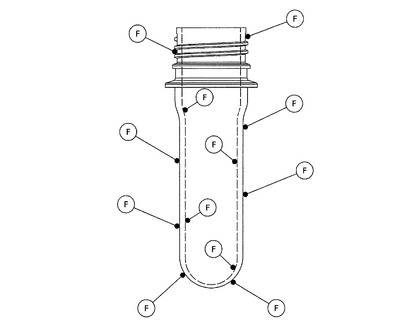
図2は、前処理された、例えばフッ素酸化後の、ボトルのプリフォームを示す。図2における「f」は、プリフォームの、前処理された/フッ素酸化された部位を示す。プリフォームを、その内側上(即ち、容器の、梱包された品物と接触する側)および/または外側上で前処理してよい。好ましくは、プリフォームは外側上のみ前処理される。
【0027】
随意に、洗浄および前処理の後、ポリビニルアセタールの第一の(ベース)層を容器に適用する。
【0028】
第一および第二のコーティング層のために、ポリビニルアルコールと、1つまたはそれより多くのアルデヒドとの反応生成物としてのポリビニルアセタールを使用する。適したポリビニルアセタールは、ポリビニルブチラール、ポリビニルアセチル−co−ブチラールおよび架橋ポリビニルブチラールからなる群から選択される。ポリビニルアセタールのアセタール化度は70〜90mol%であるべきであり、ポリビニルアルコール含有率は8〜30mol%であるべきである。
【0029】
ポリビニルアセタールを、容器表面および/またはポリビニルアルコール層上に、有機溶剤中の溶液として、例えばメチルエチルケトン(MEK)、メタノール、アセトンまたはエタノール中の溶液として、例えば浸漬コーティング、流し塗りまたは噴霧によって適用する。コーティング溶液の濃度は、好ましくは5〜25質量%である。そのように適用されたポリビニルアセタール製のベース層は、0.01〜5μmの厚さを有し得る。
【0030】
プラスチック材料を回転させることによって、余分なコーティング材料を除去できる。該コーティングを、室温で4〜8時間(終夜)の間、または温度30〜60℃を有するオーブン内で高められた温度で、0.5〜2時間の間、乾燥させる。適切な装置、例えばヒーター付きコンベヤを採用すれば、15〜30秒で、迅速な乾燥/硬化が得られる。
【0031】
第一のポリビニルアセタール層を、容器の少なくとも一部に適用した後、プラスチック材料を、ポリビニルアセタール上の第一の層上に、バリアコーティングとしてのポリビニルアルコールで被覆する。好ましくは、ポリビニルアルコールは、少なくとも90%、好ましくは少なくとも98%の鹸化度/加水分解度を有している。PVA層は、コーティング工程に起因する微量の湿分を除いては、可塑剤を含有しない。
【0032】
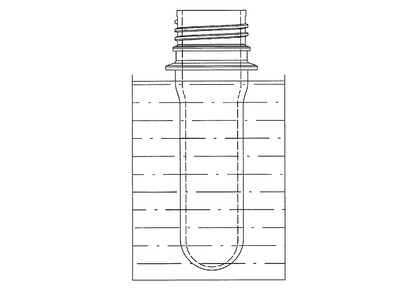
ポリビニルアルコールからのコーティング層は、厚さ0.01〜5μmを有し得る。好ましくは、ポリビニルアルコールを水溶液として、例えば浸漬コーティング、流し塗りまたは噴霧によって適用する。コーティング溶液の濃度は、好ましくは5〜25質量%である。図3は、ポリビニルアルコールの水溶液中に浸漬させることによる、ベースコーティングを有するプリフォームのコーティングを示す。
【0033】
ここでもまた、プラスチック材料を回転させることによって、余分なコーティング材料を除去できる。バリアコートされたプラスチック材料を乾燥して、10〜90℃、好ましくは10〜50℃の周囲温度で、随意に減圧で、本質的に全ての水を除去し、その後、第二のポリビニルアセタールを用いて保護トップコーティングに供する。
【0034】
第一および第二のポリビニルアセタールは、異なるポリマーまたは同一のポリマーであってよい。ポリビニルアセタールの第一の層および第二の層のコーティングおよび乾燥工程を、異なって、または同様に行ってよい。工程の複雑性を減らすために、段階a)およびc)の両方について、同一のポリビニルアセタールおよび同一の方法を使用することが好ましい。
【0035】
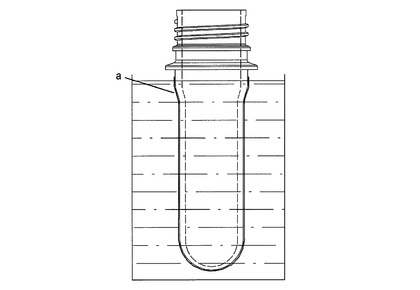
図4は、ポリビニルアセタールa)のベースコーティングおよびポリビニルアルコールb)のバリアコーティングを有するプリフォームを、ポリビニルアセタールの溶液中に浸漬させることによる(段階c)コーティングを示す。
【0036】
段階a)、b)およびc)のバリアコーティングを、プラスチック容器の外側または内側の少なくとも一部の上に適用できる。さらには、段階a)、b)およびc)のバリアコーティングを、プラスチック容器の内側の少なくとも一部および外側の少なくとも一部の上に適用することが可能である。
【0037】
本発明のさらなる態様において、段階a)、b)、およびc)の後、段階d)によって内部の親水性層を、容器の内部表面の少なくとも一部の上に適用し、そのことによって容器内側の表面エネルギーを高める。該層を、前処理された、または未処理の表面上に適用できる。適したコーティング材料は、例えば植物性脂肪またはオイル、グリセリンエステル、ポリビニルアルコール、ポリビニルアセタールであるが、しかし、容器内部の表面の表面エネルギーを、前処理について言及した値だけ高める任意の物質を使用できる。
【0038】
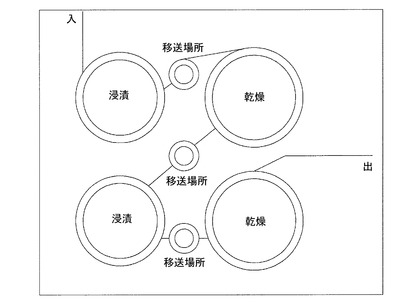
図5は、プリフォームのコーティングラインについてのフローシーケンスを示し、ここで、コーティング段階a)、b)は、随意に前処理されたプリフォームを、引き続く乾燥場所を有するポリビニルアルコールの溶液およびポリビニルアセタールの溶液中に浸漬させることによって行われる。段階c)を、段階a)のコーティングおよび乾燥場所において実施する。該プリフォームは、コーティングと乾燥場所との間を、適切な装置を有する移送場所を経由して移送される。
【0039】
バリアコーティング、ベースおよび/または保護トップコーティング中に、染料または顔料を混合することが可能である。適した顔料は、例えばSiO2、Al2O3またはTiO2であり、染料としては、Clariant製の「Rhenol」種の染料を使用できる。各々の層における染料または顔料の濃度は、ポリマーに対して0.01〜5質量%に及ぶことができる。
【0040】
段階a、b、cによるコーティングおよび乾燥に引き続き、該プラスチック材料は、ブロー成形法、例えば延伸ブローまたは射出延伸ブロー成形などのブロー法によって、容器へと最終成形される。随意の段階d)を、ブロー法の前または後に行ってよい。
【0041】
本発明の方法を用いて被覆されるプラスチック材料は、PET、PP、PE(ポリエチレン)およびCOC(環式オレフィンコポリマー)の群から選択されるポリマーを含むか、またはそれらからなってよい。
【0042】
該プラスチック材料は、任意の2次元または3次元の形状、例えば膜または容器または容器の一部の形状を有し得る。該コーティングを、最初の成形体(プリフォーム)上に適用し、その後、それを容器へと成形してもよい。この出願内で使用される「プリフォーム」は、いかなる成形体にも限定されず、特に、ボトルのプリフォームに限定されず、且つ、他の成形法によって、最終的な容器を製造するために使用される最初の成形体の特徴をなすことができる。図1は、ボトル用の典型的なプリフォームを示す。
【0043】
本発明の他の対象は、随意に前処理された容器のプリフォームを、既述のコーティング段階a)、b)、c)および随意にd)を含む方法に供し、引き続き、該プリフォームを、容器の最終的な形状へと成形することによる、容器の製造方法である。好ましくは、プリフォームの成形を、ブロー法、例えば延伸ブローまたは射出延伸ブロー成形によって実施する。
【0044】
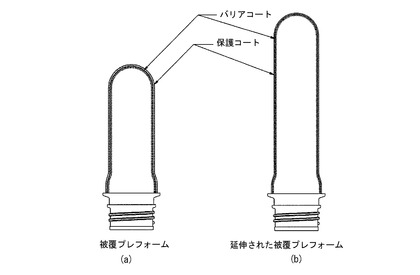
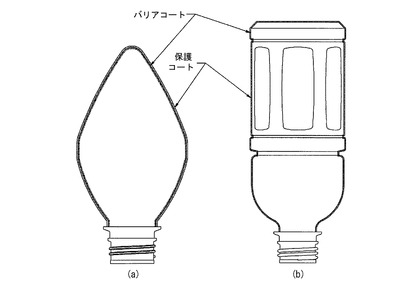
本発明のための延伸ブロー法は、図6において例として示される。段階aにおいて、プリフォームがまず加熱され、その後、鋳型内に移される(b)。力による延伸およびプリブロー(段階c)の後、ボトルは最終的に段階dにおいてブローされる。図7は、本発明によって被覆されたプリフォームを示し(a)、それは、被覆を損傷することなく延伸され得る(b)。図7の延伸されたプリフォームを、図8に示される、延伸されプリブローされた被覆プリフォームへと変換でき、それが最終的に膨張(ブロー)されて被覆ボトル(図8b)になる。
【0045】
本発明によるコーティングを、容器の外側または内側または両側に適用できる。
【0046】
本発明の方法によって被覆された容器を、食品または飲料、薬剤、香辛料、コーヒー、お茶または化学物質のために使用できる。該容器は、カプセル、ブリスター、パッケージ、小袋、封筒、ジェリ缶、ボトル、ジャーおよびそれらの蓋からなる群から選択される形状を有することができる。
【0047】
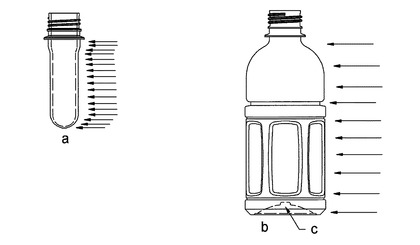
本発明による方法の利点は、該コーティングが、延伸ブロー法を乗り切るために充分な柔軟性を有し、さらに、梱包された品物を保護するために充分に、機械的且つ化学的に安定であることである。図9は、プリフォームおよびボトルのプラズマ処理およびコーティングの比較を示す。平滑で塞がれていないプリフォームの形状により、表面処理および均質なコーティングのための良好なアクセスが可能になる(図9a)。側面のボトルの溝、曲がり込んだ底面、および側面のパネルは、プラズマ表面処理にとっては到達困難な領域であり、溶融しやすく、且つ、溝およびパネルの角内への蓄積を伴う不均一な分布のコーティングを生じる(図9b)。
【図面の簡単な説明】
【0048】
【図1】コロナ、電子線またはプラズマを用いて処理されるボトルについての典型的なプリフォームを示す
【図2】前処理された、例えばフッ素酸化後の、ボトルのプリフォームを示す
【図3】ポリビニルアルコールの水溶液中に浸漬させることによる、ベースコーティングを有するプリフォームのコーティングを示す
【図4】ポリビニルアセタールa)のベースコーティングおよびポリビニルアルコールb)のバリアコーティングを有するプリフォームを、ポリビニルアセタールの溶液中に浸漬させることによる(段階c)コーティングを示す
【図5】プリフォームのコーティングラインについてのフローシーケンスを示す
【図6】本発明のための延伸ブロー法を示す
【図7】本発明によって被覆されたプリフォームを示す
【図8】延伸されプリブローされた被覆プリフォームを示す。
【図9】プリフォームおよびボトルのプラズマ処理およびコーティングの比較を示す。
【実施例】
【0049】
実施例
ポリプロピレン容器の被覆
フッ素供給のために不動態化された、清浄で乾燥した鋼製の圧力シリンダーにおいて、高真空(<1torr)で引くことによって、加圧された処理ガスのベッセルをまず準備した。これに、窒素中20%(容積)のF2を、ゲージ圧が1061kPa(154psi)に達するまで添加した。その後、乾燥した、オイルを含まない圧縮空気を、ベッセルがゲージ圧3.4MPa(500psi)に達するまで添加した。このシリンダーをローラー装置上で水平に横たえ、且つ、48時間、回転させてガスを均質に混合した。
【0050】
フッ素酸化(Fluorooxidation)をバッチ式で、内容積56l(2ft3)を有する鋼製ベッセル内にて行った。ポリプロピレン容器を、周囲温度で処理ベッセル内のワイヤーラック上に置き、そして該ベッセルのドアを閉じて封止した。真空ポンプを使用して、空気を処理ベッセルから、圧力が5torrに達するまで排気した。上述の加圧された処理ガスを、絶対圧760torrに達するまで入れた。
【0051】
ポリプロピレン容器を、フッ素ガス混合物と共に20分間、反応器内に放置した。その後、反応器内のガスを、苛性スクラバーを通じて排気する真空ポンプによって除去した。排気された反応器を、乾燥した、オイルを含まない空気で、765torrまで満たし、その後、5torrに排気した。このパージ段階を、10回行った。該反応器を再度、乾燥した、清浄な空気で満たし、ドアを開け、そして、処理されたポリプロピレン容器を取り出した。
【0052】
フッ素酸化前のポリプロピレン容器の表面エネルギーは、30〜34mJ/m2であり、前処理後、表面エネルギーは52〜56mJ/m2(ダイン/cm)であることがわかった。表面エネルギーは、Accu Dyne Test (商標) Marker Pensを用いて測定された。
【0053】
ポリエチレンテレフタレート(PET)容器のコーティング
フッ素供給のために不動態化された、清浄で乾燥した鋼製の圧力シリンダーにおいて、高真空(<1torr)で引くことによって、加圧された処理ガスのベッセルをまず準備する。これに、窒素中20%(容積)のF2を、ゲージ圧が703kPa(103psi)に達するまで添加した。その後、乾燥した、オイルを含まない圧縮空気を、該ベッセルがゲージ圧3.4MPa(500psi)に達するまで添加した。その後、このシリンダーをローラー装置上で水平に横たえ、且つ、48時間、回転させてガスを均質に混合した。フッ素酸化をバッチ式で、内容積56l(2ft3)を有する鋼製ベッセル内にて行った。
【0054】
PET容器を、周囲温度で、処理ベッセル内のワイヤーラック上に置いた。該ベッセルのドアを閉じ、そして封止した。真空ポンプを使用して、空気を処理ベッセルから、圧力が5torrに達するまで排気する。上述の加圧された処理ガスを、反応ベッセル内に、絶対圧765torrに達するまで入れた。
【0055】
PET容器を、フッ素ガス混合物と共に15分間、反応器内に放置した。
【0056】
反応器内のガスを、苛性スクラバーを通じて排気する真空ポンプによって除去した。排気された反応器を、乾燥した、オイルを含まない空気で、760torrまで満たし、その後、5torrに排気した。このパージ段階を、10回行った。該反応器を再度、乾燥した、清浄な空気で満たし、ドアを開け、そして、処理されたPET容器を取り出した。
【0057】
フッ素酸化前のPET容器の表面エネルギーは、36〜40mJ/m2であり、前処理後、表面エネルギーは56〜60mJ/m2(ダイン/cm)であることがわかった。表面エネルギーは、Accu Dyne Test (商標) Marker Pensを用いて測定された。
【0058】
コーティング
PPおよびPET製の500mlボトルのためのプリフォームを、未処理で、または上述の前処理をして、使用した。
【0059】
段階a): ベースコーティング
PVOH含有率18〜21mol%およびポリ酢酸ビニル含有率1〜4mol%を有する、ポリビニルブチラール(PBV) MOWITAL SB 30HH (Kuraray Europe GmbH)の10質量%のエタノール溶液を調製し、且つ、該プリフォームを溶液中に浸漬させることによって被覆した。過剰なコーティング液を、回転させることによって除去し、そして被覆されたプリフォームを終夜、室温で乾燥させた。
【0060】
段階b): PVAコーティング
Kuraray Europe GmbH製のMOWIOL 28−99(鹸化度99%を有するPVA)の10質量%の水溶液を調製し、且つ、ベースコートを備えたプリフォームを該溶液中に浸漬させることによって被覆した。過剰なコーティング液を、回転させることによって除去し、そして被覆されたプリフォームを終夜、室温で乾燥させた。
【0061】
段階c): トップコーティング
その後、PVOH含有率18〜21mol%およびポリ酢酸ビニル含有率1〜4mol%を有する、ポリビニルブチラール(PBV)としてのMOWITAL SB 30HH(Kuraray Europe GmbH)の10質量%のエタノール溶液を調製し、且つ、段階a)およびb)において既に被覆されたプリフォームを、溶液中に浸漬させることによって被覆した。過剰なコーティング液を、回転させることによって除去し、そして被覆されたプリフォームを終夜、室温で乾燥させた。
【0062】
そのように被覆されたプリフォームを、被覆されていないプリフォームをブローするために使用した通常の延伸ブロー成形機にて、それぞれの基材から、PPまたはPETのための成形法のためのものと実質的に同一のパラメータを用いてブローした。
【0063】
以下の表は、Mocon試験装置を用いて測定された、本発明により被覆されたボトルの酸素透過性の結果を、被覆されていないボトルと比較して示す。
【0064】
【表1】

【0065】
「cc/pkg/日」は、1梱包あたり、1日あたりのガス損失を立方センチメートルで表す。表からわかる通り、酸素透過性を、被覆されたPPボトルについては、被覆されていないボトルについてのそれぞれの値の2.5%に、および、被覆されたPETボトルについては3.5%に低下することができる。
【0066】
ボトルおよびコーティングは、通常の摩耗(例えば指の爪での引掻)、および湿気(例えば水で満たされたボトルを冷蔵庫から取り出す)に対して、機械的に安定であった。プリフォームがベースコートa)で被覆されていない場合、ブロー後のコーティング内で発生するピンホールおよび/またはひび割れに基づき、酸素透過性がより低い。さらには、該コーティングを指の爪で引掻くことによって除去でき、その後は、湿気に対して敏感である。
【0067】
以下の表は、本発明の方法が、前処理をしなくても、機械的に安定なコーティングをもたらすことを示す。
【0068】
表1は、第一のポリビニルアセタールベース層を用いないで被覆されたプリフォームが、不充分な機械的特性を有することを示す。従って、このプリフォームを、ブロー法によって、離層せずに最終的な容器に成形することはできない(表2)。
【0069】
表3からわかる通り、ポリビニルアセタールベース層を用いたプリフォームコーティング、即ち、本発明によるものは、優れた機械的挙動を有する。表4は、本発明の方法で被覆されたプリフォームを、コーティングの軽微な離層のみを伴って、ボトルへとブローできる(即ち、成形できる)ことを示す。
【0070】
【表2】
【0071】
【表3】
【0072】
【表4】
【0073】
【表5】
【技術分野】
【0001】
発明の属する分野
この発明は、引掻耐性および防湿性の、酸素または二酸化炭素に対するバリアコーティング、および随意に空にするのを容易化するための親水性の内部コーティングを有するプラスチック容器に関する。さらには、本発明はかかる容器の製造方法に関する。
【背景技術】
【0002】
食品および飲料用の、ポリエチレンテレフタレート(PET)、ポリプロピレン(PP)またはポリエチレン(PE)製のプラスチック容器は、長い間知られており、且つ、主として延伸ブロー成形法において製造される。
【0003】
かかる容器上にバリアコーティングを適用して、ガス、特に酸素または二酸化炭素の、容器内への、または容器外への透過を減少させ、それによって梱包された品物の貯蔵寿命を改善することも公知である。
【0004】
例えば、WO03/037969号A1、GB879595号、DE10153210号およびDE10207592号A1は、PETボトル上のガスバリアとしてポリビニルアルコールを使用し、ポリビニルブチラールを含む追加的なトップコートを用いてバリアコーティングの耐水性を改善することを記載している。かかる多層コーティングは、酸素および二酸化炭素に対する良好なバリア性能、引掻耐性を示し、且つ、該バリアコーティングの水溶性に基づき、トップコートを機械的に破壊した後にリサイクル可能である。
【0005】
例えばソフトドリンクのために使用されるほとんどのプラスチックボトルは、いわゆるプリフォームから、射出延伸ブロー成形によって製造される。かかるブロー法において、プリフォームはその元の体積の10倍よりも大きく膨張され、その結果、プリフォームの表面上に層状化された任意のコーティングが著しく薄くなる。延伸ブロー法の間のバリアコーティングの劣化またはひび割れを防ぐために、先行技術は、トップコーティングのためのいくつかの膜形成ポリマーを提案している。
【0006】
これに関連して、GB2337470号A1は、ボトル用のPETのプリフォームを、PVAに基づくバリアコーティングでコーティングするための方法、およびバリアコートされたプリフォームに第二のポリマー材料を適用することによって保護することを開示している。第二のポリマー材料として、ポリエステル、例えばPETおよびポリカーボネートが提案されている。この公報は、さらに、バリアコーティングの適用前の、基材表面の化学的または物理的な前処理について記載している。
【0007】
同様の技術は、WO2004/089624号によって開示されており、そこでは食品または製造された品物のためのPETまたはポリオレフィン製の容器は、初めに、PVA、ポリアミン、ポリビニルイミン、ポリアクリル酸等を含む少なくとも2つのポリマーのブレンドで被覆され、引き続き、ポリウレタン、PVCまたはポリアクリレートの保護コーティングで被覆される。随意に且つバリアコーティング前に、基材を、プラズマ、火炎、塩素、フッ素または化学エッチングによって前処理してよい。この公報によって提案されるようなポリマーを用いて、極めて極性のポリマーとしてのポリビニルアルコールをトップコーティングすると、機械的および化学的に不安定な層を生じることがある。
【0008】
記載されたプラスチック容器の多くは、最終的な消費者製品、例えば食品(ケチャップ、マヨネーズ、ジャム)またはパーソナルケア(シャンプー、ボディローション)のために使用される。かかる品物について、プラスチック(ボトル)を完全に空にできず、且つ、容器/ボトルの内容物の一部が廃棄されるという、消費者の一定の不満がある。さらには、消費者および製造業者は、梱包された品物の貯蔵寿命を、容器のプラスチック材料の厚さまたは組成を変えることなく、引き延ばしたいと考えている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】WO03/037969号A1
【特許文献2】GB879595号
【特許文献3】DE10153210号
【特許文献4】DE10207592号A1
【特許文献5】GB2337470号A1
【特許文献6】WO2004/089624号
【発明の概要】
【発明が解決しようとする課題】
【0010】
従って、梱包された品物の貯蔵寿命を改善し、その上、容器を空にする挙動を同時に改善する必要がある。
【課題を解決するための手段】
【0011】
本発明は、バリアコーティングを有するプラスチック容器を製造するための方法であって、a) 第一のポリビニルアセタールの少なくとも1つのコーティング層を、プラスチック容器の少なくとも一部の上に適用する段階; b) ポリビニルアルコールの少なくとも1つのコーティング層を、該第一のポリビニルアセタール層上に適用する段階; c) 第二のポリビニルアセタールの少なくとも1つのトップコーティング層を、該ポリビニルアルコール層上に適用する段階を含む方法に関する。
【0012】
本発明の1つの実施態様においては、プラスチック容器の内側表面の少なくとも一部の表面エネルギーを、段階d)において少なくとも1つの内部の親水性コーティング層を適用することによって高める。
【0013】
段階a)において提供されるポリビニルアセタールの第一の層は、引き続き加えられるポリビニルアルコールのバリアコーティングおよびポリビニルアセタールの第二の(トップ)層のためのベースコーティングとしてはたらく。ポリビニルアセタールの第一のベースコーティングは、容器のプラスチック材料への強い付着性を有し、且つ、段階b)において提供されるポリビニルアルコール層および段階c)において提供されるポリビニルアセタールのトップコーティング層を支える。
【0014】
ポリビニルアルコールがポリビニルアセタール上に、およびその逆も、非常によく付着するので、引き続き加えられる層は同様に、機械的に安定であり、且つ、最終的な容器成形工程の後で、機械的に安定な全体のコーティングをもたらす。
【0015】
段階a)、b)およびc)において製造される層を含むバリアコーティングを、容器の外側または内側の少なくとも一部の上に適用できる。本発明の他の実施態様においては、バリアコーティングを、プラスチック容器またはそれらのプリフォームの外側および内側の少なくとも一部に適用してよい。
【0016】
用語「容器の外側または内側の少なくとも一部」とは、プラスチック材料のガスバリアが本発明の方法によって改善されるべき容器の任意の部分を示す。本発明の1つの変法においては、容器の外表面または内表面の全てが被覆される。他の変法においては、容器の、他の部分に比べて低いガスバリアを有する部分だけが被覆される。他の部分では充分に低いガス透過性を有する容器の、蓋のみを被覆することは、本発明の範囲内である。例えば、多層の厚紙製の容器は良好なガスバリア性を有するが、しかし低いガスバリア性を有する蓋で閉じられる。全体のガスバリア性および梱包された品物の貯蔵寿命を改善するためには、本発明のバリアコーティングを有する蓋を提供すれば充分である。
【0017】
ポリビニルアルコールは、基材のガス透過性(特にO2およびCO2)を著しく低下させ、そのことによって、梱包された食品、ソフトドリンクまたはビールの貯蔵寿命を改善する。ポリビニルアルコール(PVA)のみからなるコーティングの使用は、その感湿性ゆえに制限される。これを乗り越えるために、ポリビニルアセタールが、PVA層のためのベースおよびトップコーティングとして特に適していることが見出され、なぜなら、両方のポリマーは類似したポリマー主鎖を有し、且つ、広範な混合物中で相容性であるからである。
【0018】
プラスチック材料を、未処理で、または随意に段階a)の前に化学的な粗面化、フッ素酸化(oxyfluorination)、コロナ、電子線または火炎処理によって前処理して被覆してよい。
【0019】
前処理は、基材への層の付着を強化できる。しかしながら、前処理は追加的な工程段階であり、且つ、本発明の方法は、ほとんどの場合、前処理をしないで、ひび割れまたは離層しないで延伸ブローされ得る機械的に安定なコーティング層を提供する。
【0020】
プラスチック材料は、かかる目的のために当該技術分野で公知の方法によって内側および/または外側上で、随意に前処理または活性化される。本発明の方法は、プラスチック材料の表面の少なくとも一部の、機械的な粗面化、コロナ、電子線、プラズマ処理または火炎処理またはフッ素酸化を含んでよい。図1は、コロナ、電子線またはプラズマを用いて処理されるボトルについての典型的なプリフォームを示す。
【0021】
機械的な粗面化を、サンドブラスト法によって実現でき、その際、容器の内側および/または外側の表面は少なくとも100μm、好ましくは200μmの粗さRzを備える。
【0022】
好ましくは、プラスチック材料の表面の少なくとも一部の前処理または活性化により、プラスチック材料の処理された部分の表面エネルギーが、処理前の表面エネルギーに対して少なくとも25%、より好ましくは少なくとも50%高められる。
【0023】
未処理のPETは30〜45mJ/m2の表面エネルギーを示す。従って、プラスチック材料がPETからなる場合、前処理後の表面エネルギーは少なくとも50mJ/m2、好ましくは少なくとも55mJ/m2、および特に少なくとも60mJ/m2であるべきであり、その上限は150mJ/m2である。
【0024】
未処理のPPは25〜35mJ/m2の表面エネルギーを有する。従って、プラスチック材料がPPからなる場合、前処理後の表面エネルギーは少なくとも45mJ/m2、好ましくは少なくとも50mJ/m2、および特に少なくとも55mJ/m2であるべきであり、その上限は150mJ/m2である。表面エネルギーは、Accu Dyne Test(商標) Marker Pensのマニュアルに従って測定される。
【0025】
フッ素酸化は、W02004/089624号またはUS5900321号における実施例に詳細に記載されている。本発明によるフッ素酸化による前処理を、プラスチック材料の表面の少なくとも一部を、0.01容積%〜5容積%のフッ素および随意に不活性ガス、例えば窒素または空気、または追加的な反応種、例えば塩素または酸素を含有するフッ素含有ガス混合物に曝露することによって行うことができる。この発明のためのフッ素酸化を、圧力10〜10000kPa、好ましくは100〜5000kPa、温度10〜90℃、曝露時間1〜60分で、行うことができる。
【0026】
図2は、前処理された、例えばフッ素酸化後の、ボトルのプリフォームを示す。図2における「f」は、プリフォームの、前処理された/フッ素酸化された部位を示す。プリフォームを、その内側上(即ち、容器の、梱包された品物と接触する側)および/または外側上で前処理してよい。好ましくは、プリフォームは外側上のみ前処理される。
【0027】
随意に、洗浄および前処理の後、ポリビニルアセタールの第一の(ベース)層を容器に適用する。
【0028】
第一および第二のコーティング層のために、ポリビニルアルコールと、1つまたはそれより多くのアルデヒドとの反応生成物としてのポリビニルアセタールを使用する。適したポリビニルアセタールは、ポリビニルブチラール、ポリビニルアセチル−co−ブチラールおよび架橋ポリビニルブチラールからなる群から選択される。ポリビニルアセタールのアセタール化度は70〜90mol%であるべきであり、ポリビニルアルコール含有率は8〜30mol%であるべきである。
【0029】
ポリビニルアセタールを、容器表面および/またはポリビニルアルコール層上に、有機溶剤中の溶液として、例えばメチルエチルケトン(MEK)、メタノール、アセトンまたはエタノール中の溶液として、例えば浸漬コーティング、流し塗りまたは噴霧によって適用する。コーティング溶液の濃度は、好ましくは5〜25質量%である。そのように適用されたポリビニルアセタール製のベース層は、0.01〜5μmの厚さを有し得る。
【0030】
プラスチック材料を回転させることによって、余分なコーティング材料を除去できる。該コーティングを、室温で4〜8時間(終夜)の間、または温度30〜60℃を有するオーブン内で高められた温度で、0.5〜2時間の間、乾燥させる。適切な装置、例えばヒーター付きコンベヤを採用すれば、15〜30秒で、迅速な乾燥/硬化が得られる。
【0031】
第一のポリビニルアセタール層を、容器の少なくとも一部に適用した後、プラスチック材料を、ポリビニルアセタール上の第一の層上に、バリアコーティングとしてのポリビニルアルコールで被覆する。好ましくは、ポリビニルアルコールは、少なくとも90%、好ましくは少なくとも98%の鹸化度/加水分解度を有している。PVA層は、コーティング工程に起因する微量の湿分を除いては、可塑剤を含有しない。
【0032】
ポリビニルアルコールからのコーティング層は、厚さ0.01〜5μmを有し得る。好ましくは、ポリビニルアルコールを水溶液として、例えば浸漬コーティング、流し塗りまたは噴霧によって適用する。コーティング溶液の濃度は、好ましくは5〜25質量%である。図3は、ポリビニルアルコールの水溶液中に浸漬させることによる、ベースコーティングを有するプリフォームのコーティングを示す。
【0033】
ここでもまた、プラスチック材料を回転させることによって、余分なコーティング材料を除去できる。バリアコートされたプラスチック材料を乾燥して、10〜90℃、好ましくは10〜50℃の周囲温度で、随意に減圧で、本質的に全ての水を除去し、その後、第二のポリビニルアセタールを用いて保護トップコーティングに供する。
【0034】
第一および第二のポリビニルアセタールは、異なるポリマーまたは同一のポリマーであってよい。ポリビニルアセタールの第一の層および第二の層のコーティングおよび乾燥工程を、異なって、または同様に行ってよい。工程の複雑性を減らすために、段階a)およびc)の両方について、同一のポリビニルアセタールおよび同一の方法を使用することが好ましい。
【0035】
図4は、ポリビニルアセタールa)のベースコーティングおよびポリビニルアルコールb)のバリアコーティングを有するプリフォームを、ポリビニルアセタールの溶液中に浸漬させることによる(段階c)コーティングを示す。
【0036】
段階a)、b)およびc)のバリアコーティングを、プラスチック容器の外側または内側の少なくとも一部の上に適用できる。さらには、段階a)、b)およびc)のバリアコーティングを、プラスチック容器の内側の少なくとも一部および外側の少なくとも一部の上に適用することが可能である。
【0037】
本発明のさらなる態様において、段階a)、b)、およびc)の後、段階d)によって内部の親水性層を、容器の内部表面の少なくとも一部の上に適用し、そのことによって容器内側の表面エネルギーを高める。該層を、前処理された、または未処理の表面上に適用できる。適したコーティング材料は、例えば植物性脂肪またはオイル、グリセリンエステル、ポリビニルアルコール、ポリビニルアセタールであるが、しかし、容器内部の表面の表面エネルギーを、前処理について言及した値だけ高める任意の物質を使用できる。
【0038】
図5は、プリフォームのコーティングラインについてのフローシーケンスを示し、ここで、コーティング段階a)、b)は、随意に前処理されたプリフォームを、引き続く乾燥場所を有するポリビニルアルコールの溶液およびポリビニルアセタールの溶液中に浸漬させることによって行われる。段階c)を、段階a)のコーティングおよび乾燥場所において実施する。該プリフォームは、コーティングと乾燥場所との間を、適切な装置を有する移送場所を経由して移送される。
【0039】
バリアコーティング、ベースおよび/または保護トップコーティング中に、染料または顔料を混合することが可能である。適した顔料は、例えばSiO2、Al2O3またはTiO2であり、染料としては、Clariant製の「Rhenol」種の染料を使用できる。各々の層における染料または顔料の濃度は、ポリマーに対して0.01〜5質量%に及ぶことができる。
【0040】
段階a、b、cによるコーティングおよび乾燥に引き続き、該プラスチック材料は、ブロー成形法、例えば延伸ブローまたは射出延伸ブロー成形などのブロー法によって、容器へと最終成形される。随意の段階d)を、ブロー法の前または後に行ってよい。
【0041】
本発明の方法を用いて被覆されるプラスチック材料は、PET、PP、PE(ポリエチレン)およびCOC(環式オレフィンコポリマー)の群から選択されるポリマーを含むか、またはそれらからなってよい。
【0042】
該プラスチック材料は、任意の2次元または3次元の形状、例えば膜または容器または容器の一部の形状を有し得る。該コーティングを、最初の成形体(プリフォーム)上に適用し、その後、それを容器へと成形してもよい。この出願内で使用される「プリフォーム」は、いかなる成形体にも限定されず、特に、ボトルのプリフォームに限定されず、且つ、他の成形法によって、最終的な容器を製造するために使用される最初の成形体の特徴をなすことができる。図1は、ボトル用の典型的なプリフォームを示す。
【0043】
本発明の他の対象は、随意に前処理された容器のプリフォームを、既述のコーティング段階a)、b)、c)および随意にd)を含む方法に供し、引き続き、該プリフォームを、容器の最終的な形状へと成形することによる、容器の製造方法である。好ましくは、プリフォームの成形を、ブロー法、例えば延伸ブローまたは射出延伸ブロー成形によって実施する。
【0044】
本発明のための延伸ブロー法は、図6において例として示される。段階aにおいて、プリフォームがまず加熱され、その後、鋳型内に移される(b)。力による延伸およびプリブロー(段階c)の後、ボトルは最終的に段階dにおいてブローされる。図7は、本発明によって被覆されたプリフォームを示し(a)、それは、被覆を損傷することなく延伸され得る(b)。図7の延伸されたプリフォームを、図8に示される、延伸されプリブローされた被覆プリフォームへと変換でき、それが最終的に膨張(ブロー)されて被覆ボトル(図8b)になる。
【0045】
本発明によるコーティングを、容器の外側または内側または両側に適用できる。
【0046】
本発明の方法によって被覆された容器を、食品または飲料、薬剤、香辛料、コーヒー、お茶または化学物質のために使用できる。該容器は、カプセル、ブリスター、パッケージ、小袋、封筒、ジェリ缶、ボトル、ジャーおよびそれらの蓋からなる群から選択される形状を有することができる。
【0047】
本発明による方法の利点は、該コーティングが、延伸ブロー法を乗り切るために充分な柔軟性を有し、さらに、梱包された品物を保護するために充分に、機械的且つ化学的に安定であることである。図9は、プリフォームおよびボトルのプラズマ処理およびコーティングの比較を示す。平滑で塞がれていないプリフォームの形状により、表面処理および均質なコーティングのための良好なアクセスが可能になる(図9a)。側面のボトルの溝、曲がり込んだ底面、および側面のパネルは、プラズマ表面処理にとっては到達困難な領域であり、溶融しやすく、且つ、溝およびパネルの角内への蓄積を伴う不均一な分布のコーティングを生じる(図9b)。
【図面の簡単な説明】
【0048】
【図1】コロナ、電子線またはプラズマを用いて処理されるボトルについての典型的なプリフォームを示す
【図2】前処理された、例えばフッ素酸化後の、ボトルのプリフォームを示す
【図3】ポリビニルアルコールの水溶液中に浸漬させることによる、ベースコーティングを有するプリフォームのコーティングを示す
【図4】ポリビニルアセタールa)のベースコーティングおよびポリビニルアルコールb)のバリアコーティングを有するプリフォームを、ポリビニルアセタールの溶液中に浸漬させることによる(段階c)コーティングを示す
【図5】プリフォームのコーティングラインについてのフローシーケンスを示す
【図6】本発明のための延伸ブロー法を示す
【図7】本発明によって被覆されたプリフォームを示す
【図8】延伸されプリブローされた被覆プリフォームを示す。
【図9】プリフォームおよびボトルのプラズマ処理およびコーティングの比較を示す。
【実施例】
【0049】
実施例
ポリプロピレン容器の被覆
フッ素供給のために不動態化された、清浄で乾燥した鋼製の圧力シリンダーにおいて、高真空(<1torr)で引くことによって、加圧された処理ガスのベッセルをまず準備した。これに、窒素中20%(容積)のF2を、ゲージ圧が1061kPa(154psi)に達するまで添加した。その後、乾燥した、オイルを含まない圧縮空気を、ベッセルがゲージ圧3.4MPa(500psi)に達するまで添加した。このシリンダーをローラー装置上で水平に横たえ、且つ、48時間、回転させてガスを均質に混合した。
【0050】
フッ素酸化(Fluorooxidation)をバッチ式で、内容積56l(2ft3)を有する鋼製ベッセル内にて行った。ポリプロピレン容器を、周囲温度で処理ベッセル内のワイヤーラック上に置き、そして該ベッセルのドアを閉じて封止した。真空ポンプを使用して、空気を処理ベッセルから、圧力が5torrに達するまで排気した。上述の加圧された処理ガスを、絶対圧760torrに達するまで入れた。
【0051】
ポリプロピレン容器を、フッ素ガス混合物と共に20分間、反応器内に放置した。その後、反応器内のガスを、苛性スクラバーを通じて排気する真空ポンプによって除去した。排気された反応器を、乾燥した、オイルを含まない空気で、765torrまで満たし、その後、5torrに排気した。このパージ段階を、10回行った。該反応器を再度、乾燥した、清浄な空気で満たし、ドアを開け、そして、処理されたポリプロピレン容器を取り出した。
【0052】
フッ素酸化前のポリプロピレン容器の表面エネルギーは、30〜34mJ/m2であり、前処理後、表面エネルギーは52〜56mJ/m2(ダイン/cm)であることがわかった。表面エネルギーは、Accu Dyne Test (商標) Marker Pensを用いて測定された。
【0053】
ポリエチレンテレフタレート(PET)容器のコーティング
フッ素供給のために不動態化された、清浄で乾燥した鋼製の圧力シリンダーにおいて、高真空(<1torr)で引くことによって、加圧された処理ガスのベッセルをまず準備する。これに、窒素中20%(容積)のF2を、ゲージ圧が703kPa(103psi)に達するまで添加した。その後、乾燥した、オイルを含まない圧縮空気を、該ベッセルがゲージ圧3.4MPa(500psi)に達するまで添加した。その後、このシリンダーをローラー装置上で水平に横たえ、且つ、48時間、回転させてガスを均質に混合した。フッ素酸化をバッチ式で、内容積56l(2ft3)を有する鋼製ベッセル内にて行った。
【0054】
PET容器を、周囲温度で、処理ベッセル内のワイヤーラック上に置いた。該ベッセルのドアを閉じ、そして封止した。真空ポンプを使用して、空気を処理ベッセルから、圧力が5torrに達するまで排気する。上述の加圧された処理ガスを、反応ベッセル内に、絶対圧765torrに達するまで入れた。
【0055】
PET容器を、フッ素ガス混合物と共に15分間、反応器内に放置した。
【0056】
反応器内のガスを、苛性スクラバーを通じて排気する真空ポンプによって除去した。排気された反応器を、乾燥した、オイルを含まない空気で、760torrまで満たし、その後、5torrに排気した。このパージ段階を、10回行った。該反応器を再度、乾燥した、清浄な空気で満たし、ドアを開け、そして、処理されたPET容器を取り出した。
【0057】
フッ素酸化前のPET容器の表面エネルギーは、36〜40mJ/m2であり、前処理後、表面エネルギーは56〜60mJ/m2(ダイン/cm)であることがわかった。表面エネルギーは、Accu Dyne Test (商標) Marker Pensを用いて測定された。
【0058】
コーティング
PPおよびPET製の500mlボトルのためのプリフォームを、未処理で、または上述の前処理をして、使用した。
【0059】
段階a): ベースコーティング
PVOH含有率18〜21mol%およびポリ酢酸ビニル含有率1〜4mol%を有する、ポリビニルブチラール(PBV) MOWITAL SB 30HH (Kuraray Europe GmbH)の10質量%のエタノール溶液を調製し、且つ、該プリフォームを溶液中に浸漬させることによって被覆した。過剰なコーティング液を、回転させることによって除去し、そして被覆されたプリフォームを終夜、室温で乾燥させた。
【0060】
段階b): PVAコーティング
Kuraray Europe GmbH製のMOWIOL 28−99(鹸化度99%を有するPVA)の10質量%の水溶液を調製し、且つ、ベースコートを備えたプリフォームを該溶液中に浸漬させることによって被覆した。過剰なコーティング液を、回転させることによって除去し、そして被覆されたプリフォームを終夜、室温で乾燥させた。
【0061】
段階c): トップコーティング
その後、PVOH含有率18〜21mol%およびポリ酢酸ビニル含有率1〜4mol%を有する、ポリビニルブチラール(PBV)としてのMOWITAL SB 30HH(Kuraray Europe GmbH)の10質量%のエタノール溶液を調製し、且つ、段階a)およびb)において既に被覆されたプリフォームを、溶液中に浸漬させることによって被覆した。過剰なコーティング液を、回転させることによって除去し、そして被覆されたプリフォームを終夜、室温で乾燥させた。
【0062】
そのように被覆されたプリフォームを、被覆されていないプリフォームをブローするために使用した通常の延伸ブロー成形機にて、それぞれの基材から、PPまたはPETのための成形法のためのものと実質的に同一のパラメータを用いてブローした。
【0063】
以下の表は、Mocon試験装置を用いて測定された、本発明により被覆されたボトルの酸素透過性の結果を、被覆されていないボトルと比較して示す。
【0064】
【表1】
【0065】
「cc/pkg/日」は、1梱包あたり、1日あたりのガス損失を立方センチメートルで表す。表からわかる通り、酸素透過性を、被覆されたPPボトルについては、被覆されていないボトルについてのそれぞれの値の2.5%に、および、被覆されたPETボトルについては3.5%に低下することができる。
【0066】
ボトルおよびコーティングは、通常の摩耗(例えば指の爪での引掻)、および湿気(例えば水で満たされたボトルを冷蔵庫から取り出す)に対して、機械的に安定であった。プリフォームがベースコートa)で被覆されていない場合、ブロー後のコーティング内で発生するピンホールおよび/またはひび割れに基づき、酸素透過性がより低い。さらには、該コーティングを指の爪で引掻くことによって除去でき、その後は、湿気に対して敏感である。
【0067】
以下の表は、本発明の方法が、前処理をしなくても、機械的に安定なコーティングをもたらすことを示す。
【0068】
表1は、第一のポリビニルアセタールベース層を用いないで被覆されたプリフォームが、不充分な機械的特性を有することを示す。従って、このプリフォームを、ブロー法によって、離層せずに最終的な容器に成形することはできない(表2)。
【0069】
表3からわかる通り、ポリビニルアセタールベース層を用いたプリフォームコーティング、即ち、本発明によるものは、優れた機械的挙動を有する。表4は、本発明の方法で被覆されたプリフォームを、コーティングの軽微な離層のみを伴って、ボトルへとブローできる(即ち、成形できる)ことを示す。
【0070】
【表2】
【0071】
【表3】
【0072】
【表4】
【0073】
【表5】
【特許請求の範囲】
【請求項1】
バリアコーティングを有するプラスチック容器の製造方法であって、a) 第一のポリビニルアセタールの少なくとも1つのコーティング層を、プラスチック容器の少なくとも一部の上に適用する段階; b) ポリビニルアルコールの少なくとも1つのコーティング層を、該第一のポリビニルアセタール層上に適用する段階; c) 第二のポリビニルアセタールの少なくとも1つのトップコーティング層を、該ポリビニルアルコール層上に適用する段階を含む方法。
【請求項2】
段階a)の前に、プラスチック容器を化学的な粗面化、フッ素酸化、コロナ、電子ビーム、またはフレーム処理によって前処理することを特徴とする、請求項1に記載の方法。
【請求項3】
プラスチック容器の表面エネルギーが、前記前処理によって少なくとも10%だけ高められることを特徴とする、請求項1または2に記載の方法。
【請求項4】
バリアコーティングを、プラスチック容器の外側の少なくとも一部の上に適用することを特徴とする、請求項1から3までのいずれか1項に記載の方法。
【請求項5】
バリアコーティングを、プラスチック容器の内側の少なくとも一部の上に適用することを特徴とする、請求項1から3までのいずれか1項に記載の方法。
【請求項6】
バリアコーティングを、プラスチック容器の内側の少なくとも一部および外側の少なくとも一部の上に適用することを特徴とする、請求項1から3までのいずれか1項に記載の方法。
【請求項7】
段階d)によって、プラスチック容器の内側の表面の少なくとも一部の表面エネルギーが、少なくとも1つの内部の親水性のコーティング層を適用することによって高められることを特徴とする、請求項1から6までのいずれか1項に記載の方法。
【請求項8】
内部のコーティング層が、植物性脂肪またはオイル、グリセリンエステル、ポリビニルアルコール、および/またはポリビニルアセタールを含むことを特徴とする、請求項7に記載の方法。
【請求項9】
段階a)、b)およびc)および随意にd)に引き続き、プラスチック容器をブロー成形法において成形することを特徴とする、請求項1から8までのいずれか1項に記載の方法。
【請求項10】
ポリビニルアルコールのコーティング層を、水溶液として適用し、且つ、10〜90℃で乾燥させることを特徴とする、請求項1から9までのいずれか1項に記載の方法。
【請求項11】
第一および第二のポリビニルアセタールが、ポリビニルブチラール、ポリビニルアセチル−co−ブチラール、および架橋ポリビニルブチラールからなる群から選択されることを特徴とする、請求項1から10までのいずれか1項に記載の方法。
【請求項12】
プラスチック容器が、段階a)、b)およびc)によってまず外側上を被覆され、その後、ブロー成形法において成形されることを特徴とする、請求項1から11までのいずれか1項に記載の方法。
【請求項13】
プラスチック容器が、ブロー成形法における成形後、段階d)によって、内側上を被覆されることを特徴とする、請求項12に記載の方法。
【請求項14】
プラスチック容器が、ブロー成形法における成形前に、段階d)によって、内側上を被覆されることを特徴とする、請求項12に記載の方法。
【請求項15】
プリフォームの成形を、延伸ブローまたは射出延伸ブロー成形によって行うことを特徴とする、請求項12から14までのいずれか1項に記載の方法。
【請求項1】
バリアコーティングを有するプラスチック容器の製造方法であって、a) 第一のポリビニルアセタールの少なくとも1つのコーティング層を、プラスチック容器の少なくとも一部の上に適用する段階; b) ポリビニルアルコールの少なくとも1つのコーティング層を、該第一のポリビニルアセタール層上に適用する段階; c) 第二のポリビニルアセタールの少なくとも1つのトップコーティング層を、該ポリビニルアルコール層上に適用する段階を含む方法。
【請求項2】
段階a)の前に、プラスチック容器を化学的な粗面化、フッ素酸化、コロナ、電子ビーム、またはフレーム処理によって前処理することを特徴とする、請求項1に記載の方法。
【請求項3】
プラスチック容器の表面エネルギーが、前記前処理によって少なくとも10%だけ高められることを特徴とする、請求項1または2に記載の方法。
【請求項4】
バリアコーティングを、プラスチック容器の外側の少なくとも一部の上に適用することを特徴とする、請求項1から3までのいずれか1項に記載の方法。
【請求項5】
バリアコーティングを、プラスチック容器の内側の少なくとも一部の上に適用することを特徴とする、請求項1から3までのいずれか1項に記載の方法。
【請求項6】
バリアコーティングを、プラスチック容器の内側の少なくとも一部および外側の少なくとも一部の上に適用することを特徴とする、請求項1から3までのいずれか1項に記載の方法。
【請求項7】
段階d)によって、プラスチック容器の内側の表面の少なくとも一部の表面エネルギーが、少なくとも1つの内部の親水性のコーティング層を適用することによって高められることを特徴とする、請求項1から6までのいずれか1項に記載の方法。
【請求項8】
内部のコーティング層が、植物性脂肪またはオイル、グリセリンエステル、ポリビニルアルコール、および/またはポリビニルアセタールを含むことを特徴とする、請求項7に記載の方法。
【請求項9】
段階a)、b)およびc)および随意にd)に引き続き、プラスチック容器をブロー成形法において成形することを特徴とする、請求項1から8までのいずれか1項に記載の方法。
【請求項10】
ポリビニルアルコールのコーティング層を、水溶液として適用し、且つ、10〜90℃で乾燥させることを特徴とする、請求項1から9までのいずれか1項に記載の方法。
【請求項11】
第一および第二のポリビニルアセタールが、ポリビニルブチラール、ポリビニルアセチル−co−ブチラール、および架橋ポリビニルブチラールからなる群から選択されることを特徴とする、請求項1から10までのいずれか1項に記載の方法。
【請求項12】
プラスチック容器が、段階a)、b)およびc)によってまず外側上を被覆され、その後、ブロー成形法において成形されることを特徴とする、請求項1から11までのいずれか1項に記載の方法。
【請求項13】
プラスチック容器が、ブロー成形法における成形後、段階d)によって、内側上を被覆されることを特徴とする、請求項12に記載の方法。
【請求項14】
プラスチック容器が、ブロー成形法における成形前に、段階d)によって、内側上を被覆されることを特徴とする、請求項12に記載の方法。
【請求項15】
プリフォームの成形を、延伸ブローまたは射出延伸ブロー成形によって行うことを特徴とする、請求項12から14までのいずれか1項に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】

【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−250771(P2012−250771A)
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2012−128750(P2012−128750)
【出願日】平成24年6月6日(2012.6.6)
【出願人】(512192277)クラレイ ユーロップ ゲゼルシャフト ミット ベシュレンクテル ハフツング (5)
【氏名又は名称原語表記】Kuraray Europe GmbH
【住所又は居所原語表記】Philipp−Reis−Strasse 4, D−65795 Hattersheim am Main, Germany
【出願人】(511224151)コンテナー コーポレイション オブ カナダ (2)
【氏名又は名称原語表記】Container Corporation of Canada
【住所又は居所原語表記】68 Leek Crescent, L4B 1H1 Richmond Hill, Ontario, Canada
【Fターム(参考)】
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成24年6月6日(2012.6.6)
【出願人】(512192277)クラレイ ユーロップ ゲゼルシャフト ミット ベシュレンクテル ハフツング (5)
【氏名又は名称原語表記】Kuraray Europe GmbH
【住所又は居所原語表記】Philipp−Reis−Strasse 4, D−65795 Hattersheim am Main, Germany
【出願人】(511224151)コンテナー コーポレイション オブ カナダ (2)
【氏名又は名称原語表記】Container Corporation of Canada
【住所又は居所原語表記】68 Leek Crescent, L4B 1H1 Richmond Hill, Ontario, Canada
【Fターム(参考)】
[ Back to top ]