
ガスバリア性フィルムの製造方法および製造装置
【課題】ガスバリア性フィルム基材端部の曲折を防ぎ、生産性を向上させたガスバリア性フィルムの製造方法および製造装置を提供する。
【解決手段】グラビアロールの彫刻の版深を、中央部近傍から両端部近傍に向けて左右対称、かつ段階的に浅くなるように設け、無機酸化物の蒸着膜上に塗布するガスバリア性組成物の端部の塗布量を減少させる。加えて、彫刻の版深は、グラビアロールの中央部近傍から両端部近傍に向けて左右対称、かつ三段階に順次浅く設ける。
【解決手段】グラビアロールの彫刻の版深を、中央部近傍から両端部近傍に向けて左右対称、かつ段階的に浅くなるように設け、無機酸化物の蒸着膜上に塗布するガスバリア性組成物の端部の塗布量を減少させる。加えて、彫刻の版深は、グラビアロールの中央部近傍から両端部近傍に向けて左右対称、かつ三段階に順次浅く設ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、基材フィルム上に形成させた無機酸化物の蒸着膜上に、ガスバリア性組成物をグラビアロールでコーティングして成るガスバリア性フィルムの製造方法に関し、より詳細には、グラビアロールの両端部近傍の彫刻の版深を、グラビアロールの中央部近傍の彫刻の版深に対して、浅く設けることに関する。
【背景技術】
【0002】
従来、飲食品、化成品、雑貨品、その他を充填包装する包装用材料としては、内容物の変質、変色、その他を防止するために、酸素ガスや水蒸気等の透過を遮断、阻止する、種々の形態からなるバリア性積層材が開発され、提案されている。このようなバリア性積層材の用途として、例えばレトルト用パウチがあり、一般には、温度110〜130℃位、圧力1〜3Kgf/cm2・Gで約20〜60分間程度の殺菌工程を経る。このようなレトルト条件下で使用するバリア性積層材として、例えば2軸延伸ポリエステルフィルムやナイロンフィルムなどの基材フィルム上に形成させた酸化アルミや酸化珪素などの膜上に、さらに少なくとも1種以上のアルコキシドと、ポリビニルアルコール系樹脂及び/又はエチレン・ビニルアルコール共重合体とを含有し、ゾル−ゲル法触媒、酸、水、および、有機溶剤の存在下に、ゾルゲル法によって重縮合してなるガスバリア性組成物からなる塗布膜をグラビアロールでコーティングして得られるガスバリア性フィルム(特許文献1)があり、温度・湿度の影響が無く、高度なガスバリア性を有するものとして多用されている。また、例えば、厚さ0.5〜5μmの熱可塑性樹脂フィルムの一方の面上に多孔質層を有する感熱孔版印刷用マスターの製造工程で、該多孔質層を形成するための塗布液の塗布時に、グラビアロールコートなどを用いてその塗布液と該熱可塑性樹脂フィルムとの境界における塗布液の付着量が順次減少し、端部で実質的に零となるようにして、この感熱孔版印刷用マスターを製造した場合に生じる、しわの発生を防止し得る(特許文献2)ものもある。
【特許文献1】特開2006−116704号公報
【特許文献2】特開平10−217629号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、この特許文献1のような従来のグラビアロールを用いて積層フィルム、特にガスバリア性フィルムを製造する場合、蒸着膜を有する基材フィルムの幅に対して、この基材フィルムの蒸着膜上に塗工されるガスバリア性組成物の塗工幅の方が狭くなり、その際ガスバリア性組成物の端部は、このガスバリア性組成物の収縮応力が、蒸着膜を有する基材フィルムに集中し、塗工されていない蒸着膜を有する基材フィルムの端部が、ガスバリア性組成物の塗工面側に折れ易くなったり、さらには、ガスバリア性組成物の塗工端部が盛り上がるように、このガスバリア性組成物の塗布量が多くなり、よりこのような塗工されていない蒸着膜を有する基材フィルムの端部の折れを引き起こし易くなるため、製造工程でガスバリア性組成物を塗工したガスバリア性フィルムをドラムに均一に巻き取れない問題や、端部の曲折部分を切断するための別途余分な工程を設けなければならず、このような製造工程の不具合により生産性が低下するという問題があった。また、特許文献2に記載の感熱孔版印刷用マスターを製造する際に用いるグラビアロールコートでは、このグラビアロールコートにおける彫刻部分の両端の溝の深さを次第に浅くする記載はあるものの、その次第に浅くなる深さが定量的な開示ではないために内容が不明であり、さらには目的とする製造物が感熱孔版印刷用マスターであって、基材フィルム上に形成させた無機酸化物の蒸着膜上に、ガスバリア性組成物をグラビアロールでコーティングして成るガスバリア性フィルムとは異なる。
【0004】
従って、この発明の目的は、ガスバリア性フィルム基材端部の曲折を防ぎ、生産性を向上させたガスバリア性フィルムの製造方法および製造装置を提供することにある。
【課題を解決するための手段】
【0005】
このため請求項1に記載の発明は、基材フィルム上に形成させた無機酸化物の蒸着膜上に、ガスバリア性組成物をグラビアロールでコーティングして成るガスバリア性フィルムの製造方法において、前記グラビアロールの両端部近傍の彫刻の版深を、前記グラビアロールの中央部近傍の彫刻の版深に対して、浅く設けることを特徴とする。
【0006】
請求項2に記載の発明は、請求項1に記載のガスバリア性フィルムの製造方法において、前記彫刻の版深は、前記グラビアロールの前記中央部近傍から前記両端部近傍に向けて左右対称、かつ段階的に浅くなるように設けることを特徴とする。
【0007】
請求項3に記載の発明は、請求項1に記載のガスバリア性フィルムの製造方法において、前記彫刻の版深は、前記グラビアロールの前記中央部近傍から前記両端部近傍に向けて左右対称、かつ三段階に順次浅く設けることを特徴とする。
【0008】
請求項4に記載の発明は、基材フィルム上に形成させた無機酸化物の蒸着膜上に、ガスバリア性組成物をコーティングするグラビアロールにおいて、前記グラビアロールの彫刻の版深を、中央部近傍から両端部近傍に向けて左右対称、かつ段階的に浅くなるように設け、前記無機酸化物の蒸着膜上に塗布する前記ガスバリア性組成物の端部の塗布量を減少させることを特徴とする。
【0009】
請求項5に記載の発明は、基材フィルム上に形成させた無機酸化物の蒸着膜上に、ガスバリア性組成物をグラビアロールでコーティングさせてガスバリア性フィルムを製造する前記グラビアロールを含むガスバリア性フィルムの製造装置において、前記グラビアロールの彫刻の版深を、中央部近傍から両端部近傍に向けて左右対称、かつ段階的に浅くなるように設け、前記無機酸化物の蒸着膜上に塗布する前記ガスバリア性組成物の端部の塗布量を減少させることを特徴とする。
【発明の効果】
【0010】
請求項1に記載の発明によれば、基材フィルム上に形成させた無機酸化物の蒸着膜上に、ガスバリア性組成物をグラビアロールでコーティングして成るガスバリア性フィルムの製造方法において、グラビアロールの両端部近傍の彫刻の版深を、グラビアロールの中央部近傍の彫刻の版深に対して、浅く設けるので、基材フィルムの蒸着膜上に塗工されるガスバリア性組成物端部の塗布量を少なくしてガスバリア性組成物端部の収縮応力を減少させ、塗工されていない蒸着膜を有する基材フィルムの端部の曲折を防止することができる。従って、生産性を向上させたガスバリア性フィルムの製造方法を提供することができる。
【0011】
請求項2に記載の発明によれば、彫刻の版深は、グラビアロールの中央部近傍から両端部近傍に向けて左右対称、かつ段階的に浅くなるように設けるので、基材フィルムの蒸着膜上に塗工されるガスバリア性組成物端部の塗布量を端部に向けて段階的に徐々に少なくしてガスバリア性組成物端部の収縮応力を減少させ、塗工されていない蒸着膜を有する基材フィルムの端部の曲折を防止することができる。従って、生産性を向上させたガスバリア性フィルムの製造方法を提供することができる。
【0012】
請求項3に記載の発明によれば、彫刻の版深は、グラビアロールの中央部近傍から両端部近傍に向けて左右対称、かつ三段階に順次浅く設けるので、基材フィルムの蒸着膜上に塗工されるガスバリア性組成物端部の塗布量を端部に向けて段階的に徐々に少なくしてガスバリア性組成物端部の収縮応力を減少させ、塗工されていない蒸着膜を有する基材フィルムの端部の曲折を防止することができる。従って、生産性を向上させたガスバリア性フィルムの製造方法を提供することができる。
【0013】
請求項4に記載の発明によれば、基材フィルム上に形成させた無機酸化物の蒸着膜上に、ガスバリア性組成物をコーティングするグラビアロールにおいて、グラビアロールの彫刻の版深を、中央部近傍から両端部近傍に向けて左右対称、かつ段階的に浅くなるように設け、無機酸化物の蒸着膜上に塗布するガスバリア性組成物の端部の塗布量を減少させるので、基材フィルムの蒸着膜上に塗工されるガスバリア性組成物端部の塗布量を端部に向けて段階的に徐々に少なくしてガスバリア性組成物端部の収縮応力を減少させ、塗工されていない蒸着膜を有する基材フィルムの端部の曲折を防止することができる。従って、生産性を向上させたガスバリア性フィルムを製造するグラビアロールを提供することができる。
【0014】
請求項5に記載の発明によれば、基材フィルム上に形成させた無機酸化物の蒸着膜上に、ガスバリア性組成物をグラビアロールでコーティングさせてガスバリア性フィルムを製造するグラビアロールを含むガスバリア性フィルムの製造装置において、グラビアロールの彫刻の版深を、中央部近傍から両端部近傍に向けて左右対称、かつ段階的に浅くなるように設け、無機酸化物の蒸着膜上に塗布するガスバリア性組成物の端部の塗布量を減少させるので、基材フィルムの蒸着膜上に塗工されるガスバリア性組成物端部の塗布量を端部に向けて段階的に徐々に少なくしてガスバリア性組成物端部の収縮応力を減少させ、塗工されていない蒸着膜を有する基材フィルムの端部の曲折を防止することができる。従って、生産性を向上させたグラビアロールを含むガスバリア性フィルムの製造装置を提供することができる。
【発明を実施するための最良の形態】
【0015】
本発明は、2軸延伸のポリエステルフィルムもしくはポリアミドフィルムを基材フィルムとし、前記基材フィルムの面に設けた無機酸化物の蒸着膜上に、ガスバリア性組成物をグラビアロールでコーティングして成るガスバリア性フィルムである。以下、本発明を詳細に説明する。
【0016】
フィルムの層構成として、本発明のガスバリア性積層フィルムは、例えば、図1(a)に示すように、基材フィルム(10)、無機酸化物もしくは炭素含有酸化珪素の蒸着膜(20)、ガスバリア性塗布膜(30)、コーティング薄膜(40)とを有する。さらに、図1(b)に示すように、基材フィルム(10)および蒸着膜(20)上にそれぞれ表面処理層(10’)、(20’)を有していても良い。また、図1(c)に示すように、さらにコーティング薄膜(40)上に印刷層(50)を有していてもよい。また、図1(d)に示すように、コーティング薄膜(40)上にさらにドライラミネート用接着剤層(60)およびヒートシール層(70)を設けてもよく、図1(e)に示すように、コーティング薄膜(40)上に印刷層(50)を有し、該印刷層(50)上に、更にドライラミネート用接着剤層(60)およびヒートシール層(70)を設けてもよい。なお、前記印刷層(50)は、全面印刷であっても、部分印刷であってもよい。
【0017】
本発明で使用する基材フィルムは、化学的ないし物理的強度に優れ、無機酸化物の蒸着膜を製膜化する条件等に耐え、また、その無機酸化物の蒸着膜の膜特性を損なうことなく良好に保持し得ることができる基材フィルムであり、2軸延伸のポリエステルフィルムもしくはポリアミドフィルムである。
【0018】
このようなポリアミドフィルムとしては、脂肪族ポリアミドであっても、芳香族ポリアミドであっても、これらを混合した組成物であってもよい。好ましいポリアミドの具体例としては、ポリカプロアミド(ナイロン6)、ポリ‐ε‐アミノへプタン酸(ナイロン7)、ポリ‐ε‐アミノノナン酸(ナイロン9)、ポリウンデカンアミド(ナイロン11)、ポリラウリンラクタム(ナイロン12)、ポリエチレンジアミンアジパミド(ナイロン2・6)、ポリテトラメチレンアジパミド(ナイロン4・6)、ポリヘキサメチレンアジパミド(ナイロン6・6)、ポリヘキサメチレンセバカミド(ナイロン6・10)、ポリヘキサメチレンドデカミド(ナイロン6・12)、ポリオクタメチレンドデカミド(ナイロン6・12)、ポリオクタメチレンアジパミド(ナイロン8・6)、ポリデカメチレンアジパミド(ナイロン10・6)、ポリデカメチレンセバカミド(ナイロン10・10)、ポリドデカメチレンドデカミド(ナイロン12・12)、メタキシレンジアミン‐6ナイロン(MXD6)などを挙げることができ、これらを主成分とする共重合体であってもよく、その例としては、カプロラクタム/ラウリンラクタム共重合体、カプロラクタム/ヘキサメチレンジアンモニウムアジぺート共重合体、ラウリンラクタム/ヘキサメチレンジアンモニウムアジぺート共重合体、ヘキサメチレンジアンモニウムアジぺート/ヘキサメチレンジアンモニウムセバケート共重合体、エチレンジアンモニウムアジぺート/ヘキサメチレンジアンモニウムアジぺート共重合体、カプロラクタム/ヘキサメチレンジアンモニウムアジぺート/ヘキサメチレンジアンモニウムセバケート共重合体などを挙げることができる。これらのポリアミドには、フィルムの柔軟性改質成分として、芳香族スルホンアミド類、p‐ヒドロキシ安息香酸、エステル類などの可塑剤や低弾性率のエラストマー成分やラクタム類を配合することも有効である。
【0019】
また、基材フィルムは、ポリエチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系樹脂のほか、ポリエチレン系樹脂あるいはポリプロピレン系樹脂等のポリオレフィン系樹脂、環状ポリオレフィン系樹脂、ポリスチレン系樹脂、アクリロニトリルースチレン共重合体(AS樹脂)、アクリロニトリル−ブタジェン−スチレン共重合体(ABS樹脂)、ポリ(メタ)アクリル系樹脂、ポリカーボネート系樹脂、ポリビニルアルコ−ル系樹脂、エチレン−ビニルエステル共重合体ケン化物、ポリウレタン系樹脂、アセタール系樹脂、セルロース系樹脂、その他の各種の樹脂のフィルムを使用することができる。本発明においては、上記の樹脂のフィルムの中でも、特に、ポリエステル系樹脂、ポリオレフィン系樹脂、または、ポリアミド系樹脂のフィルムを使用することが好ましいものである。なお、基材フィルムは、上記樹脂の未延伸フィルムや1軸方向または2軸方向に延伸したフィルムなどのいずれのものでも使用することができる。
【0020】
本発明において、上記各種の樹脂のフィルムとしては、例えば、上記の各種の樹脂の1種ないしそれ以上を使用し、押出法、キャスト成形法、Tダイ法、切削法、インフレーション法、その他の製膜化法を用いて、上記の各種の樹脂を単独で製膜化する方法、あるいは、2種以上の各種の樹脂を使用して多層共押し出し製膜化する方法、更には、2種以上の樹脂を使用し、製膜化する前に混合して製膜化する方法等により、各種の樹脂のフィルムを製造し、更に、要すれば、例えば、テンター方式、あるいは、チューブラー方式等を利用して1軸ないし2軸方向に延伸してなる各種の樹脂のフィルムを使用することができる。
【0021】
本発明において、各種の樹脂のフィルムの膜厚としては、6〜2000μm位、より好ましくは、9〜100μm位が望ましい。なお、上記各種の樹脂の1種ないしそれ以上を使用し、その製膜化に際して、例えば、フィルムの加工性、耐熱性、耐候性、機械的性質、寸法安定性、抗酸化性、滑り性、離形性、難燃性、抗カビ性、電気的特性、強度、その他等を改良、改質する目的で、種々のプラスチック配合剤や添加剤等を添加することができ、その添加量としては、極く微量から数十%まで、その目的に応じて、任意に添加することができる。そして、一般的な添加剤としては、例えば、滑剤、架橋剤、酸化防止剤、紫外線吸収剤、光安定剤、充填剤、補強剤、帯電防止剤、顔料、その他等を使用することができ、更には、改質用樹脂等も使用することができる。
【0022】
本発明において、上記基材フィルムの一方の面に無機酸化物の蒸着膜を形成するが、予め基材フィルムに表面処理をおこなってもよい。これによって基材フィルムと無機酸化物の蒸着膜との密着性を向上させることができる。なお、このような表面処理としては、コロナ放電処理、オゾン処理、酸素ガスもしくは窒素ガス等を用いた低温プラズマ処理、グロー放電処理、化学薬品等を用いて処理する酸化処理、その他前処理などがある。
【0023】
また、本発明で使用する基材フィルムの表面に、予め、プライマーコート剤、アンダーコート剤、アンカーコート剤、あるいは、蒸着アンカーコート剤等を任意に塗布し、表面処理とすることもできる。なお、前記コート剤としては、例えば、ポリエステル系樹脂、ポリアミド系樹脂、ポリウレタン系樹脂、エポキシ系樹脂、フェノール系樹脂、(メタ)アクリル系樹脂、ポリ酢酸ビニル系樹脂、ポリエチレンあるいはポリプロピレン等のポリオレフィン系樹脂あるいはその共重合体ないし変性樹脂、セルロース系樹脂、その他ビヒクルを主成分とする樹脂組成物を使用することができる。
【0024】
このような表面処理の中でも、特に、コロナ処理やプラズマ処理を行うことが好適である。例えばプラズマ処理としては、気体をアーク放電により電離させることにより生じるプラズマガスを利用して表面改質を行なうプラズマ処理がある。プラズマガスとしては、上記のほかに、アルゴンガス、ヘリウムガス等の無機ガスを使用することができる。例えば、化学気相成長法による無機酸化物の蒸着膜を形成する直前に、インラインでプラズマ処理を行うことにより、基材フィルムの表面の水分、塵などを除去すると共にその表面の平滑化、活性化、その他表面処理を可能とすることができる。また、無機酸化物の蒸着後に、プラズマ処理を行い、蒸着層とその上に積層される他の層との密着性を向上することもできる。なお、プラズマ処理としては、プラズマ出力、プラズマガスの種類、プラズマガスの供給量、処理時間、その他の条件を考慮してプラズマ放電処理を行うことが好ましい。また、プラズマを発生する方法としては、直流グロー放電、高周波放電、マイクロ波放電、その他の装置を使用することができる。また、大気圧プラズマ処理法によりプラズマ処理を行なうこともできる。
【0025】
次いで、無機酸化物の蒸着膜としては、例えば、物理気相成長法、化学気相成長法またはこれらを複合して、無機酸化物の蒸着膜の1層からなる単層膜あるいは2層以上からなる多層膜または複合膜を形成して製造することができる。本発明での物理気相成長法として、例えば、真空蒸着法、スパッタリング法、イオンプレ−ティング法、イオンクラスタービーム法等の物理気相成長法(Physical Vapor Deposition法、PVD法)などにより無機酸化物の蒸着膜を形成することができる。具体的には、金属または金属の酸化物を原料とし、これを加熱して蒸気化したものを基材フィルムの一方の上に蒸着する真空蒸着法、または、原料として金属または金属の酸化物を使用し、酸素を導入して酸化させて基材フィルムの一方の上に蒸着する酸化反応蒸着法、更に酸化反応をプラズマで助成するプラズマ助成式の酸化反応蒸着法等を用いて蒸着膜を形成することができる。なお、蒸着材料の加熱方式としては、例えば、抵抗加熱方式、高周波誘導加熱方式、エレクトロンビーム加熱方式(EB)等にて行うことができる。物理気相成長法による無機酸化物の薄膜を形成する方法について、巻き取り式真空蒸着装置の一例を示す概略的構成図を示す図2を参照して説明する。
【0026】
まず、巻き取り式真空蒸着装置241の真空チャンバー242の中で、巻き出しロール243から図中矢印方向で繰り出す基材フィルム201は、ガイドロール244、245を介して、冷却したコーティングドラム246に案内される。上記の冷却したコーティングドラム246上に案内された基材フィルム201の上に、コーティングドラム246の下方に備えられたるつぼ247内に有する例えば、金属アルミニウム、あるいは、酸化アルミニウム等の蒸着源248の中央近傍の表層面に、不図示のエレクトロンビームガンのエレクトロンビーム照射口よりエレクトロンビームを照射し、蒸着源248を上方のコーティングドラム246側に加熱蒸発させ、さらに、必要であれば酸素ガス吹出口249より噴出させた酸素ガス等を供給しながら、マスク250、250を介して、例えば、酸化アルミニウム等の無機酸化物の蒸着膜が、コーティングドラム246上を移動中の基材フィルム201の上に成膜され、巻き取りロール253に巻き取るといった物理気相成長法による無機酸化物の蒸着膜を形成することができる。なお、上記巻き取り式真空蒸着装置を用いて、まず第1層の無機酸化物の蒸着膜を形成し、次いで、その上に無機酸化物の蒸着膜をさらに形成し、または、上記巻き取り式真空蒸着装置を2連に連接し、連続的に、無機酸化物の蒸着膜を形成して、2層以上の多層膜からなる無機酸化物の蒸着膜を形成してもよい。さらには、基材フィルム201上に成膜された無機酸化物の蒸着膜上に、不図示のグロー放電プラズマ発生装置による、例えば酸素とアルゴン混合ガスにより、プラズマ処理を施して巻き取りロール253に巻き取ることもできる。
【0027】
ところで、金属または無機酸化物の蒸着膜としては、基本的には、金属の酸化物を蒸着した薄膜であればよく、例えば、アルミニウム(Al)、ケイ素(Si)、マグネシウム(Mg)、カルシウム(Ca)、カリウム(K)、スズ(Sn)、ナトリウム(Na)、ホウ素(B)、チタン(Ti)、鉛(Pb)、ジルコニウム(Zr)、イットリウム(Y)等の金属の酸化物の蒸着膜を使用することができる。好ましくは、アルミニウム(Al)、ケイ素(Si)等の金属の酸化物の蒸着膜を挙げることができる。よって、上記の金属の酸化物の蒸着膜は、ケイ素酸化物、アルミニウム酸化物、マグネシウム酸化物等のように金属酸化物と称することができ、その表記は、例えば、SiOX、AlOX、MgOX等のようにMOX(ただし、式中、Mは、金属元素を表し、Xの値は、金属元素によってそれぞれ範囲がことなる。)で表される。
【0028】
また、上記のXの値の範囲としては、ケイ素(Si)は0を超え2以下、アルミニウム(Al)は0を超え1.5以下、マグネシウム(Mg)は0を超え1以下、カルシウム(Ca)は0を超え1以下、カリウム(K)は0を超え0.5以下、スズ(Sn)は0を超え2以下、ナトリウム(Na)は0を超え0.5以下、ホウ素(B)は0を超え1、5以下、チタン(Ti)は0を超え2以下、鉛(Pb)は0を超え1以下、ジルコニウム(Zr)は0を超え2以下、イットリウム(Y)は0を超え1.5以下の範囲である。上記においてX=0の場合は完全な金属であり、Xの範囲の上限は、完全に酸化した値である。本発明において、Mとしてケイ素やアルミニウムが好ましく、その際これらのXの値は、ケイ素(Si)は1.0〜2.0、アルミニウム(Al)は0.5〜1.5の範囲である。なお、無機酸化物の蒸着膜の膜厚は、使用する金属や金属の酸化物の種類等によって異なるが、例えば、50〜2000Å、好ましくは、100〜1000Åの範囲内で任意に選択することができる。また、無機酸化物の蒸着膜としては、使用する金属または金属の酸化物としては、1種または2種以上の混合物で使用し、異種の材質で混合した無機酸化物の蒸着膜を構成することもできる。
【0029】
さらに、本発明では、化学気相成長法により有機珪素化合物を蒸着用モノマーとして使用してもよい。化学気相成長法としては、例えば、プラズマ化学気相成長法、熱化学気相成長法、光化学気相成長法等を用いることができる。それらの中でも、特に、低温プラズマ化学気相成長法を用いて製膜化して製造することが望ましい。本発明においては、具体的には、基材フィルムの一方の面に、有機珪素化合物の1種以上からなる製膜用モノマーガスを原料とし、キャリヤーガスとして、アルゴンガス、ヘリウムガス等の不活性ガスを使用し、さらに、酸素供給ガスとして、酸素ガス等を使用し、かつ、低温プラズマ発生装置等を利用する低温プラズマ化学気相成長法を用いて珪素酸化物等からなる炭素含有酸化珪素の蒸着膜の1層からなる単層膜あるいは2層以上からなる多層膜または複合膜を形成して製造することができる。上記において、低温プラズマ発生装置としては、例えば、高周波プラズマ、パルス波プラズマ、マイクロ波プラズマ等の発生装置を使用することができ、本発明においては、高活性の安定したプラズマを得るためには、高周波プラズマ方式による発生装置を使用することが望ましい。
【0030】
上記の低温プラズマ化学気相成長法による炭素含有酸化珪素の蒸着膜の形成法の一例を低温プラズマ化学気相成長装置の概略的構成図である図3を用いて説明する。図3のプラズマ化学気相成長装置100は、基材フィルム供給室110、真空チャンバーからなる第一製膜室120および基材フィルムの上に炭素含有酸化珪素層を製膜化したフィルムを巻き取る巻取り室150から構成される。前記基材フィルム供給室110内に配置された巻き出しロール111から基材フィルム101を繰り出し、該基材フィルム101を、第一製膜室120内の補助ロール121を介して所定の速度で冷却・電極ドラム122周面上に搬送する。一方、ガス供給装置125および、原料揮発供給装置124等から酸素ガス、不活性ガス、有機珪素化合物等の蒸着用モノマーガスその他等を供給して蒸着用混合ガス組成物を調製し、これを原料供給ノズル127を通して第一製膜室120内に導入する。該蒸着用混合ガス組成物を上記冷却・電極ドラム122周面上に搬送された基材フィルム101の上に供給し、グロー放電プラズマ128によってプラズマを発生させ照射し、酸化珪素等の炭素含有酸化珪素の蒸着膜を製膜化する。次いで、上記で酸化珪素等の炭素含有酸化珪素の蒸着膜を形成した基材フィルム101を補助ロール123を介して巻取り室150に移送し、ここで巻き取りロール151に巻き取れば、プラズマ化学気相成長法による炭素含有酸化珪素の蒸着膜を有するフィルムを製造することができる。なお、冷却・電極ドラム122は、第一製膜室120の外に配置されている電源160から所定の電力が印加され、冷却・電極ドラム122の近傍には、マグネット129を配置してプラズマの発生が促進されている。このように冷却・電極ドラムに電源から所定の電圧が印加されているため、真空チャンバー内の原料供給ノズルの開口部と冷却・電極ドラムとの近傍でグロー放電プラズマが生成される。このグロー放電プラズマは、混合ガス中の1つ以上のガス成分から導出されるものであり、この状態で基材フィルムを搬送させると、グロー放電プラブマによって、冷却・電極ドラム周面上の基材フィルムの上に、酸化珪素等の炭素含有酸化珪素の蒸着膜を形成することができる。なお、図3中、符号153は真空ポンプを表す。
【0031】
本発明において、有機珪素化合物等の蒸着モノマーガスを使用して形成される炭素含有酸化珪素の蒸着膜は、有機珪素化合物等の蒸着モノマーガスと酸素ガス等とが化学反応し、その反応生成物が、基材フィルムの一方の面に密接着し、緻密な、柔軟性等に富む薄膜を形成するものであり、通常、一般式SiOX(ただし、Xは、0〜2の数を表す)で表される酸化珪素を主体とする連続状の薄膜である。上記炭素含有酸化珪素の蒸着膜としては、透明性、バリア性等の点から、一般式SiOX(ただし、Xは、1.3〜1.9の数を表す。)で表される炭素含有酸化珪素の蒸着膜を主体とする薄膜であることが好ましい。なお、Xの値は、蒸着モノマーガスと酸素ガスのモル比、プラズマのエネルギー等により変化するが、一般的に、Xの値が小さくなればガス透過度は小さくなり、膜自身が黄色性を帯び、透明性が悪くなる。
【0032】
本発明において、炭素含有酸化珪素の蒸着膜は、酸化珪素を主体とし、さらに、炭素、水素、珪素または酸素の1種類、または2種類以上の元素からなる化合物の少なくとも1種類を化学結合等により含有する蒸着膜からなることを特徴とする。例えば、C−H結合を有する化合物、Si−H結合を有する化合物、または、炭素単位がグラファイト状、ダイヤモンド状、フラーレン状等になっている場合、更に、原料の有機珪素化合物やそれらの誘導体を化学結合等によって含有する場合があるものである。例えば、CH3部位を持つハイドロカーボン、SiH3シリル、SiH2シリレン等のハイドロシリカ、SiH2OHシラノール等の水酸基誘導体等を挙げることができる。なお、上記以外でも、蒸着過程の条件等を変化させることにより、炭素含有酸化珪素の蒸着膜中に含有される化合物の種類、量等を変化させてもよい。この際、上記の化合物が炭素含有酸化珪素の蒸着膜中に含有する含有量としては、0.1〜50質量%、好ましくは5〜20質量%である。含有率が0.1質量%未満であると、炭素含有酸化珪素の蒸着膜の耐衝撃性、延展性、柔軟性等が不十分となり、曲げなどにより、擦り傷、クラック等が発生し易く、高いバリア性を安定して維持することが困難になる場合があり、一方、50質量%を越えるとバリア性が低下する場合がある。
【0033】
本発明においては、SiOxプラズマにより、基材フィルムの表面が清浄化され、その表面に、極性基やフリ−ラジカル等が発生するので、製膜化される珪素酸化物等からなる炭素含有酸化珪素膜と基材フィルムとの密接着性が高いものとなる。さらに、本発明では、炭素含有酸化珪素の蒸着膜において、上記の化合物の含有量が炭素含有酸化珪素の蒸着膜の表面から深さ方向に向かって増減していてもよい。例えば、表面から深さ方向に減少している場合には、これにより、炭素含有酸化珪素の蒸着膜の表面では上記化合物等により耐衝撃性等が高められ、他方、基材フィルムとの界面では、上記化合物の含有量が少ないために基材フィルムと炭素含有酸化珪素の蒸着膜との密接着性が強固なものとなる。このような炭素含有酸化珪素の蒸着膜は、1層で構成される場合に限定されず、例えば2層あるいはそれ以上を積層した多層膜の状態でもよい。
【0034】
上記多層からなる蒸着層を製膜するには、複数の真空チャンバーを製膜室として有する化学気相成長装置100を使用することで、異なる組成の炭素含有酸化珪素の蒸着膜を形成することができる。図4を使用して、3層の蒸着膜を有する場合を例示する。図4のプラズマ化学気相成長装置100は、基材フィルム供給室110、第1製膜室120、第二製膜室130、第三製膜室140、および、基材フィルムの上に炭素含有酸化珪素層を製膜化し重層したフィルムを巻き取る巻取り室150から構成される。基材フィルム供給室110において、巻き出しロール111から基材フィルム101を第一製膜室120に繰り出し、さらに、該基材フィルム101を、補助ロール121を介して所定の速度で冷却・電極ドラム122周面上に搬送する。第一製膜室120では、原料揮発供給装置124、および、ガス供給装置125等から有機珪素化合物の1種以上からなる製膜用モノマーガス、酸素ガス、不活性ガス、その他等を供給し、それらからなる製膜用混合ガス組成物を調整しながら、原料供給ノズル127を通して第1製膜室120内に上記の製膜用混合ガス組成物を導入し、そして、上記の冷却・電極ドラム122周面上に搬送された基材フィルム101の上に、グロー放電プラズマ128によってプラズマを発生させ、これを照射して、珪素酸化物等からなる第1層の炭素含有酸化珪素層を製膜化する。
【0035】
上記の第1製膜室120で第1層の炭素含有酸化珪素膜を製膜化した基材フィルム101を補助ロール123、131等を介して第二製膜室130に繰り出し、次いで、上記と同様に、第1層の炭素含有酸化珪素膜を製膜化した基材フィルム101を所定の速度で冷却・電極ドラム132周面上に搬送する。その後、上記と同様に、原料揮発供給装置134、および、ガス供給装置135等から有機珪素化合物の1種以上からなる製膜用モノマーガス、酸素ガス、不活性ガス、その他等を供給し、それらからなる製膜用混合ガス組成物を調整しながら、原料供給ノズル137を通して第二製膜室130内に上記の製膜用混合ガス組成物を導入し、そして、上記の冷却・電極ドラム132周面上に搬送された第1層の炭素含有酸化珪素膜を製膜化した基材フィルム101の第1層の炭素含有酸化珪素膜の上に、グロー放電プラズマ138によってプラズマを発生させ、これを照射して、珪素酸化物等からなる第2層の炭素含有酸化珪素膜を製膜化する。
【0036】
さらに、上記の第二製膜室130で第1層と第2層の炭素含有酸化珪素膜を製膜化し、重層した基材フィルム101を補助ロール133、141等を介して第三製膜室140に繰り出し、次いで、上記と同様に、第1層と第2層の炭素含有酸化珪素膜を製膜化した基材フィルム101を所定の速度で冷却・電極ドラム142周面上に搬送する。次いで、原料揮発供給装置144、および、ガス供給装置145等から有機珪素化合物の1種以上からなる製膜用モノマーガス、酸素ガス、不活性ガス、その他等を供給し、それらからなる製膜用混合ガス組成物を調整しながら、原料供給ノズル147を通して、第三製膜室140内に上記の製膜用混合ガス組成物を導入し、そして、上記の冷却・電極ドラム142周面上に搬送された第1層と第2層の炭素含有酸化珪素膜を製膜化し、重層した基材フィルム1の第2層の炭素含有酸化珪素膜の上に、グロー放電プラズマ148によってプラズマを発生させ、これを照射して、珪素酸化物等からなる第3層の炭素含有酸化珪素膜を製膜化する。
【0037】
次いで、上記で第1層、第2層、および、第3層の炭素含有酸化珪素膜を製膜化し、それらを重層した基材フィルム101を、補助ロール143を介して、巻取り室150に繰り出し、次いで、巻取りロール151に巻き取る。なお、各第1、第2、および、第3の製膜室120、130、140に配設されている各冷却・電極ドラム122、132、142は、各第1、第2、および、第3の製膜室120、130、140の外に配置されている電源160から所定の電力が印加され、また、各冷却・電極ドラム122、132、142の近傍には、マグネット129、139、149を配置してプラズマの発生が促進されるものである。なお、図示しないが、上記のプラズマ化学気相成長装置には、真空ポンプ等が設けられ、各製膜室等は真空に保持されるように調製し得ることは勿論である。また、上記は、3層で例示したが、製膜室を任意に調製し、4層以上の多層構造とすることができる。
【0038】
上記において、真空チャンバー内を真空ポンプにより減圧し、真空度1×10-1〜1×10-8Torr位、好ましくは、真空度1×10-3〜1×10-7Torr位に調製することが望ましい。また、本発明では、炭素含有酸化珪素の蒸着膜が単層で構成されるか多層で構成されるかに係わらず、酸化珪素等の炭素含有酸化珪素の蒸着膜の形成時の真空度は、各真空チャンバー内を真空ポンプにより減圧し、1×10-1〜1×10-4Torr、好ましくは、1×10-1〜1×10-2Torrに調整することが好ましい。従来の真空蒸着法により酸化珪素等の炭素含有酸化珪素の蒸着膜を形成する時の真空度、1×10-4〜1×10-5Torrに比較して低真空度であるから、基材フィルムの原反交換時の真空状態設定時間を短くすることができ、真空度が安定しやすく製膜プロセスも安定化する。なお、製膜室が複数ある場合には、真空度は、各室において同じであってもよく、異なっていてもよい。
【0039】
また、基材フィルムの搬送速度は、10〜300m/分位、好ましくは、50〜200m/分位に調製することが望ましいものである。プラズマ化学気相成長では、上記冷却・電極ドラムには、電源から所定の電圧が印加されているため、製膜室内の原料供給ノズルの開口部と冷却・電極ドラムとの近傍でグロー放電プラズマが生成される。このグロー放電プラズマは、製膜用混合ガス組成物に含まれる1以上のガス成分から導出されるものであり、基材フィルムを上記範囲で一定速度で搬送させると、グロー放電プラブマによって、前記冷却・電極ドラム周面上の基材フィルムの上に、珪素酸化物等からなる炭素含有酸化珪素膜を均一に製膜化することができる。
【0040】
また、原料である有機珪素化合物、酸素ガス、不活性ガスからなる製膜用混合ガス組成物において、各ガス成分のガス混合比としては、有機珪素化合物の1種からなる製膜用モノマーガスの含有量は、1〜40質量%位、酸素ガスの含有量は、0.1〜70質量%位、不活性ガスの含有量は、1〜60質量%位の範囲として調製することが好ましい。前記蒸着層が多層からなる場合には、各蒸着層において、原料である製膜用モノマーガスと酸素ガス(O2)との比をそれぞれ変化させてもよい。これによって製膜化した炭素含有酸化珪素膜中の炭素量を増減させることができ、該炭素量が増加すると、C−C結合、Si−CH3結合が増加し、柔軟性の高い、かつ、水蒸気に対して高いバリア性を持つ撥水性の炭素含有酸化珪素膜を製膜化可能とすることができる。また、製膜化した炭素含有酸化珪素層中に炭素量の含有が減少すると、Si−CH3結合が少なくなるため柔軟性は劣るが、酸素等に対して高いガスバリア性を保持することができる。
【0041】
本発明において、上記の炭素含有酸化珪素の蒸着膜は、例えばX線光電子分光装置(Xray Photoelectron Spectroscopy、XPS)、二次イオン質量分析装置(Secondary Ion Mass Spectroscopy、SIMS)等の表面分析装置を用い、深さ方向にイオンエッチングする等して分析し、炭素含有酸化珪素の蒸着膜の元素分析を行うことで、上記の物性を確認することができる。
【0042】
本発明において、上記炭素含有酸化珪素の蒸着膜の総膜厚は、60Å〜4000Å位であることが好ましく、より好ましくは100〜1000Åである。4000Åより厚くなると、その膜にクラック等が発生する場合があり、一方、60Å未満であると、バリア性の効果を奏することが困難になる場合がある。なお、膜厚は、例えば、株式会社理学製の蛍光X線分析装置(機種名、RIX2000型)を用いて、ファンダメンタルパラメーター法で測定することができる。また、炭素含有酸化珪素の蒸着膜の膜厚を変更する手段としては、蒸着膜の体積速度を大きくする方法、すなわち、モノマーガスと酸素ガス量を多くする方法や蒸着する速度を遅くする方法等によって行うことができる。なお、上記した3層からなる多層構造の場合には、第1層を構成する炭素含有酸化珪素膜の膜厚としては、20Å〜200Å位、好ましくは、30Å〜100Å位が望ましく、また、第2層を構成する炭素含有酸化珪素膜の膜厚としては、20Å〜200Å位、好ましくは、30Å〜100Å位が望ましく、さらに、第3層を構成する炭素含有酸化珪素膜の膜厚としては、20Å〜200Å位、好ましくは、30Å〜100Å位が望ましいものである。上記において、20Å以下であると、それ自身のバリア性が発現しないことから好ましくなく、また、200Åを越えると、膜にクラック等が入りやすく、特に、製膜中に、基材フィルムが巻き取られる間にクラックが入りやすい傾向にあることから好ましくないものである。また、上記において、上記の炭素含有酸化珪素層の膜厚を変更する手段としては、その層の体積速度を大きくすること、すなわち、製膜用モノマーガスと酸素ガスの量を多くする方法や製膜する速度を遅くする方法等によって行うことができる。
【0043】
本発明において、酸化珪素等の炭素含有酸化珪素の蒸着膜を形成する有機珪素化合物等の蒸着用モノマーガスとしては、例えば、1,1,3,3−テトラメチルジシロキサン、ヘキサメチルジシロキサン、ビニルトリメチルシラン、メチルトリメチルシラン、ヘキサメチルジシラン、メチルシラン、ジメチルシラン、トリメチルシラン、ジエチルシラン、プロピルシラン、フェニルシラン、ビニルトリエトキシシラン、ビニルトリメトキシシラン、テトラメトキシシラン、テトラエトキシシラン、フェニルトリメトキシシラン、メチルトリエトキシシラン、オクタメチルシクロテトラシロキサン、その他等を使用することができる。これらの中でも、1,1,3,3−テトラメチルジシロキサン、または、ヘキサメチルジシロキサンを原料として使用することが、その取り扱い性、形成された連続膜の特性等から、特に好ましい。なお、上記において、不活性ガスとしては、例えば、アルゴンガス、ヘリウムガス等を使用することができる。
【0044】
次いで、本発明のガスバリア性フィルムは、上記蒸着膜またはその蒸着膜の表面処理面にさらにガスバリア性塗布膜を形成させるが、このガスバリア性塗布膜としては、一般式R1nM(OR2)m(ただし、式中、R1、R2は、炭素数1〜8の有機基を表し、Mは、金属原子を表し、nは、0以上の整数を表し、mは、1以上の整数を表し、n+mは、Mの原子価を表す。)で表される少なくとも1種以上のアルコキシドと、ポリビニルアルコール系樹脂及び/又はエチレン・ビニルアルコール共重合体とを含有し、更に、ゾル−ゲル法触媒、酸、水、および、有機溶剤の存在下に、ゾルゲル法によって重縮合してなるガスバリア性組成物からなる塗布膜であり、該組成物を上記基材フィルム上に形成させた蒸着膜の上に塗工して塗布膜を設け、20℃〜200℃、かつ上記の基材フィルムの融点以下の温度で2秒〜10分間加熱処理して形成することができる。
【0045】
また、前記ガスバリア性組成物を上記基材フィルム上の炭素含有酸化珪素の蒸着膜の上に塗工して塗布膜を2層以上重層し、20℃〜200℃、かつ、上記基材フィルムの融点以下の温度で2秒〜10分間加熱処理し、ガスバリア性塗布膜を2層以上重層した複合ポリマー層を形成してもよい。上記一般式R1nM(OR2)mで表されるアルコキシドとしては、アルコキシドの部分加水分解物、アルコキシドの加水分解縮合物の少なくとも1種以上を使用することができ、また、上記アルコキシドの部分加水分解物としては、アルコキシ基のすべてが加水分解されるものに限定されず、1個以上が加水分解されているもの、および、その混合物であってもよく、更に、加水分解の縮合物としては、部分加水分解アルコキシドの2量体以上のもの、具体的には、2〜6量体のものを使用してもよい。
上記一般式R1nM(OR2)m中、R1としては、分岐を有していてもよい炭素数1〜8、好ましくは1〜5、より好ましくは1〜4のアルキル基であり、例えば、メチル基、エチル基、n−プロピル基、i−プロピル基、n−ブチル基、i−ブチル基、sec−ブチル基、t−ブチル基、n−ヘキシル基、n−オクチル基などを挙げることができる。上記一般式R1nM(OR2)m中、R2としては、分岐を有していてもよい炭素数1〜8、より好ましくは1〜5、特に好ましくは1〜4のアルキル基であり、例えば、メチル基、エチル基、n−プロピル基、i−プロピル基、n−ブチル基、sec−ブチル基、その他等を挙げることができる。なお、同一分子中に複数の(OR2)が存在する場合には、(OR2)は同一であっても、異なってもよい。上記一般式R1nM(OR2)m中、Mで表される金属原子としては、ケイ素、ジルコニウム、チタン、アルミニウム、その他等を例示することができる。
【0046】
本発明においてケイ素であることが好ましい。この場合、本発明で好ましく使用できるアルコキシドとしては、上記一般式R1nM(OR2)mにおいてn=0の場合には、一般式Si(ORa)4(ただし、式中、Raは、炭素数1〜5のアルキル基を表す。)で表されるものである。上記において、Raとしては、メチル基、エチル基、n−プロピル基、n−ブチル基、その他等が用いられる。このようなアルコキシシランの具体例としては、テトラメトキシシランSi(OCH3)4、テトラエトキシシランSi(OC2H5)4、テトラプロポキシシランSi(0C3H7)4、テトラブトキシシランSi(OC4H9)4等を例示することができる。また、nが1以上の場合には、一般式RbnSi(ORc)4-m(ただし、式中、mは、1、2、3の整数を表し、Rb、Rcは、メチル基、エチル基、n−プロピル基、n−ブチル基、その他を表わす。)で表されるアルキルアルコキシシランを使用することができる。このようなアルキルアルコキシシランとしては、例えば、メチルトリメトキシシランCH3Si(OCH3)3、メチルトリエトキシシランCH3Si(OC2H5)3、ジメチルジメトキシシラン(CH3)2Si(OCH3)2、ジメチルジエトキシシラン(CH3)2Si(OC2H5)2、その他等を使用することができる。本発明では、上記のアルコキシシラン、アルキルアルコキシシラン等は、単独で又は2種以上を併用してもよい。また、本発明において、上記のアルコキシシランの縮重合物も使用することができ、具体的には、例えば、ポリテトラメトキシシラン、ポリテトラエメトキシシラン、その他等を使用することができる。
【0047】
本発明では、上記一般式R1nM(OR2)mで表されるアルコキシドとして、MがZrであるジルコニウムアルコキシドも好適に使用することができる。例えば、テトラメトキシジルコニウムZr(OCH3)4、テトラエトキシジルコニウムZr(OC2H5)4、テトラiプロポキシジルコニウムZr(iso−0C3H7)4、テトラnブトキシジルコニウムZr(OC4H9)4、などを例示することができる。
【0048】
また、上記一般式R1nM(OR2)mで表されるアルコキシドとして、MがTiであるチタニウムアルコキシドを好適に使用することができ、例えば、テトラメトキシチタニウムTi(OCH3)4、テトラエトキシチタニウムTi(OC2H5)4、テトライソプロポキシチタニウムTi(iso−0C3H7)4、テトラnブトキシチタニウムTi(OC4H9)4、その他等を例示することができる。また、上記一般式R1nM(OR2)mで表されるアルコキシドとして、MがAlであるアルミニウムアルコキシドを使用することができ、例えば、テトラメトキシアルミニウムAl(OCH3)4、テトラエトキシアルミニウムAl(OC2H5)4、テトライソプロポキシアルミニウムAl(is0−OC3H7)4、テトラnブトキシアルミニウムAl(OC4H9)4、その他等を使用することができる。
【0049】
本発明では、上記アルコキシドは、2種以上を併用してもよい。例えばアルコキシシランとジルコニウムアルコキシドを混合して用いると、得られるガスバリア性積層フィルムの靭性、耐熱性等を向上させることができ、また、延伸時のフィルムの耐レトルト性などの低下が回避される。この際、ジルコニウムアルコキシドの使用量は、上記アルコキシシラン100質量部に対して10質量部以下の範囲である。10質量部を越えると、形成されるガスバリア性塗布膜が、ゲル化し易くなり、また、その膜の脆性が大きくなり、基材フィルムを被覆した際にガスバリア性塗布膜が剥離し易くなる傾向にあることから好ましくないものである。また、アルコキシシランとチタニウムアルコキシドを混合して用いると、得られるガスバリア性塗布膜の熱伝導率が低くなり、耐熱性が著しく向上する。この際、チタニウムアルコキシドの使用量は、上記のアルコキシシラン100質量部に対して5質量部以下の範囲である。5質量部を越えると、形成されるガスバリア性塗布膜の脆性が大きくなり、基材フィルムを被覆した際に、ガスバリア性塗布膜が剥離し易くなる場合がある。
【0050】
本発明で使用するポリビニルアルコール系樹脂及び/又はエチレン・ビニルアルコール共重合体としては、ポリビニルアルコール系樹脂、またはエチレン・ビニルアルコ一ル共重合体を単独で各々使用することができ、あるいは、ポリビニルアルコ一ル系樹脂およびエチレン・ビニルアルコール共重合体とを組み合わせて使用することができる。本発明では、ポリビニルアルコール系樹脂及び/又はエチレン・ビニルアルコール共重合体を使用することにより、ガスバリア性、耐水性、耐候性、その他等の物性を著しく向上させることができる。ポリビニルアルコール系樹脂とエチレン・ビニルアルコール共重合体とを組み合わせて使用する場合、それぞれの配合割合としては、質量比で、ポリビニルアルコ一ル系樹脂:エチレン・ビニルアルコール共重合体=10:0.05〜10:6位であることが好ましい。
【0051】
また、ポリビニルアルコール系樹脂及び/又はエチレン・ビニルアルコール共重合体の含有量は、上記のアルコキシドの合計量100質量部に対して5〜500質量部の範囲であり、好ましくは20〜200質量部の配合割合である。500質量部を越えると、ガスバリア性塗布膜の脆性が大きくなり、得られるバリア性フィルムの耐水性および耐候性等が低下する場合がある。一方、5質量部を下回るとガスバリア性が低下する場合がある。
前記ポリビニルアルコ一ル系樹脂及び/又はエチレン・ビニルアルコール共重合体において、ポリビニルアルコ一ル系樹脂としては、一般に、ポリ酢酸ビニルをケン化して得られるものを使用することができる。ポリビニルアルコール系樹脂としては、酢酸基が数十%残存している部分ケン化ポリビニルアルコール系樹脂でも、酢酸基が残存しない完全ケン化ポリビニルアルコールでも、OH基が変性された変性ポリビニルアルコール系樹脂でもよく、特に限定されるものではない。このようなポリビニルアルコール系樹脂としては、株式会社クラレ製のRSポリマーである「RS−110(ケン化度=99%、重合度=1,000)」、同社製の「クラレポバールLM−20SO(ケン化度=40%、重合度=2,000)」、日本合成化学工業株式会社製の「ゴーセノールNM−14(ケン化度=99%、重合度=1,400)」等を例示することができる。
【0052】
また、エチレン・ビニルアルコール共重合体としては、エチレンと酢酸ビニルとの共重合体のケン化物、すなわち、エチレン−酢酸ビニルランダム共重合体をケン化して得られるものを使用することができる。例えば、酢酸基が数十モル%残存している部分ケン化物から、酢酸基が数モル%しか残存していないかまたは酢酸基が残存しない完全ケン化物まで含み、特に限定されるものではない。ただし、ガスバリア性の観点から好ましいケン化度は、80モル%以上、より好ましくは、90モル%以上、さらに好ましくは、95モル%以上であるものを使用することが好ましい。なお、上記エチレン・ビニルアルコール共重合体中のエチレンに由来する繰り返し単位の含量(以下「エチレン含量」ともいう)は、通常、0〜50モル%、好ましくは、20〜45モル%であるものことが好ましい。このようなエチレン・ビニルアルコール共重合体としては、株式会社クラレ製、「エバールEP−F101(エチレン含量;32モル%)」、日本合成化学工業株式会社製、「ソアノールD2908(エチレン含量;29モル%)」等を例示することができる。
【0053】
本発明で使用するガスバリア性組成物は、前記一般式R1nM(OR2)m(ただし、式中、R1、R2は、炭素数1〜8の有機基を表し、Mは、金属原子を表し、nは、0以上の整数を表し、mは、1以上の整数を表し、n+mは、Mの原子価を表す。)で表される少なくとも1種以上のアルコキシドと、上記のようなポリビニルアルコール系樹脂及び/又はエチレン・ビニルアルコール共重合体とを含有し、更に、ゾル−ゲル法触媒、酸、水、および、有機溶剤の存在下に、ゾルゲル法によって重縮合して得たガスバリア性組成物である。上記ガスバリア性組成物を調製するのに際し、シランカップリング剤等を添加してもよい。
【0054】
本発明で好適に使用できるシランカップリング剤としては、既知の有機反応性基含有オルガノアルコキシシランを広く使用することができる。例えば、エポキシ基を有するオルガノアルコキシシランが好適であり、それには、例えば、γ−グリシドキシプロピルトリメトキシシラン、γ−グリシドキシプロピルメチルジエトキシシラン、あるいは、β−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン等を使用することができる。このようなシランカップリング剤は、1種ないし2種以上を混合して用いてもよい。なお、シランカップリング剤の使用量は、上記アルコキシシラン100質量部に対して1〜20質量部の範囲内である。20質量部以上を使用すると、形成されるガスバリア性塗布膜の剛性と脆性とが大きくなり、また、ガスバリア性塗布膜の絶縁性および加工性が低下する場合がある。
【0055】
また、ゾル−ゲル法触媒とは、主として、重縮合触媒として使用される触媒であり、水に実質的に不溶であり、かつ有機溶媒に可溶な第三アミンなどの塩基性物質が用いられる。例えば、N、N−ジメチルベンジルアミン、トリプロピルアミン、トリブチルアミン、トリペンチルアミン、その他等を使用することができる。本発明においては、特に、N、N−ジメチルべンジルアミンが好適である。その使用量は、アルコキシド、および、シランカップリング剤の合計量100質量部当り、0.01〜1.0質量部である。
【0056】
また、上記ガスバリア性組成物において用いられる「酸」としては、上記ゾル−ゲル法において、主として、アルコキシドやシランカップリング剤などの加水分解のための触媒として用いられる。例えば、硫酸、塩酸、硝酸などの鉱酸、ならびに、酢酸、酒石酸な等の有機酸、その他等を使用することができる。上記酸の使用量は、アルコキシドおよびシランカップリング剤のアルコキシド分(例えばシリケート部分)の総モル量に対し0.001〜0.05モルを使用することが好ましい。
【0057】
さらに、上記のガスバリア性組成物においては、上記のアルコキシドの合計モル量1モルに対して0.1〜100モル、好ましくは、0.8から2モルの割合の水を用いることができる。水の量が2モルを越えると、上記アルコキシシランと金属アルコキシドとから得られるポリマーが球状粒子となり、さらに、この球状粒子同士が三次元的に架橋し、密度の低い、多孔性のポリマーとなり、そのような多孔性のポリマーは、ガスバリア性積層フィルムのガスバリア性を改善することができなくなる。また、上記の水の量が0.8モルを下回ると、加水分解反応が進行しにくくなる場合がある。
【0058】
さらに、上記のガスバリア性組成物において用いられる有機溶媒としては、例えば、メチルアルコール、エチルアルコール、n−プロピルアルコール、イソプロピルアルコール、n−ブタノール、などを用いることができる。なお、上記ポリビニルアルコール系樹脂及び/又はエチレン・ビニルアルコール共重合体は、上記アルコキシドやシランカップリング剤などを含む塗工液中で溶解した状態で取り扱われることが好ましく、上記有機溶媒の中から適宜選択することができる。例えば、ポリビニルアルコール系樹脂およびエチレン・ビニルアルコール共重合体とを組み合わせて使用する場合には、n−ブタノールを使用することが好ましい。なお、溶媒中に可溶化されたエチレン・ビニルアルコール共重合体を使用することもでき、例えば、日本合成化学工業株式会社製、商品名「ソアノール」などを好適に使用することができる。上記の有機溶媒の使用量は、通常、上記アルコキシド、シランカップリング剤、ポリビニルアルコール系樹脂及び/又はエチレン・ビニルアルコール共重合体、酸およびゾル−ゲル法触媒の合計量100質量に対して30〜500質量部である。
【0059】
本発明において、ガスバリア性積層フィルムは、以下の方法で製造することができる。
まず、上記のアルコキシシランなどのアルコキシド、シランカップリング剤、ポリビニルアルコール系樹脂及び/又はエチレン・ビニルアルコール共重合体、ゾル−ゲル法触媒、酸、水、有機溶媒、および、必要に応じて、金属アルコキシド等を混合し、ガスバリア性組成物を調製する。混合により、ガスバリア性組成物(塗工液)は、重縮合反応が開始および進行する。次いで、基材フィルム上の炭素含有酸化珪素の蒸着膜の上に、常法により、上記のガスバリア性組成物を塗布し、および乾燥する。この乾燥工程によって、上記のアルコキシシラン等のアルコキシド、金属アルコキシド、シランカップリング剤およびポリビニルアルコール系樹脂及び/又はエチレン・ビニルアルコール共重合体等の重縮合が更に進行し、塗布膜が形成される。第一の塗布膜の上に、更に上記塗布操作を繰り返して、2層以上からなる複数の塗布膜を形成してもよい。
【0060】
次いで、上記ガスバリア性組成物を塗布した基材フィルムを20℃〜200℃、かつ基材フィルムの融点以下の温度、好ましくは、100℃〜200℃の範囲の温度で、2秒〜10分間加熱処理する。これによって、前記炭素含有酸化珪素の蒸着膜の上に、上記ガスバリア性組成物によるガスバリア性塗布膜を1層ないし2層以上形成したガスバリア性積層フィルムを製造することができる。なお、エチレン・ビニルアルコール共重合体単独、またはポリビニルアルコール系樹脂とエチレン・ビニルアルコール共重合体との両者を用いて得られたガスバリア性積層フィルムは、熱水処理後のガスバリア性に優れる。一方、ポリビニルアルコール系樹脂のみを使用してガスバリア性積層フィルムを製造した場合には、予め、ポリビニルアルコール系樹脂を使用したガスバリア性組成物を塗工して第1の塗布膜を形成し、次いで、その塗布膜の上に、エチレン・ビニルアルコール共重合体を含有するガスバリア性組成物を塗工して第2の塗布膜を形成し、それらの複合層を形成すると、熱水処理後のガスバリア性が向上したガスバリア性積層フィルムを製造することができる。さらに、上記エチレン・ビニルアルコール共重合体を含有するガスバリア性組成物により塗布膜を形成し、または、ポリビニルアルコール系樹脂およびエチレン・ビニルアルコール共重合体とを組み合わせて含有するガスバリア性組成物により塗布膜を形成し、これらを複数積層しても、本発明に係るガスバリア性積層フィルムのガスバリア性の向上に有効な手段となる。
【0061】
本発明で使用するガスバリア性積層フィルムの製造法について、アルコキシドとしてアルコキシシランを使用し、より詳細に説明する。ガスバリア性組成物として配合されたアルコキシシランや金属アルコキシドは、添加された水によって加水分解される。加水分解の際には、酸が加水分解の触媒として作用する。次いで、ゾル−ゲル法触媒の働きによって、加水分解によって生じた水酸基からプロトンが奪取され、加水分解生成物同士が脱水重縮合する。このとき、酸触媒により同時にシランカップリング剤も加水分解されて、アルコキシ基が水酸基となる。
【0062】
また、塩基触媒の働きによりエポキシ基の開環も起こり、水酸基が生じる。また、加水分解されたシランカップリング剤と加水分解されたアルコキシドとの重縮合反応も進行する。反応系にはポリビニルアルコール系樹脂、または、エチレン・ビニルアルコール共重合体、または、ポリビニルアルコール系樹脂および/またはエチレン・ビニルアルコール共重合体が存在するため、ポリビニルアルコール系樹脂およびエチレン・ビニルアルコール共重合体が有する水酸基との反応も生じる。なお、生成する重縮合物は、例えば、Si−O−Si、Si−O−Zr、Si−O−Ti、その他等の結合からなる無機質部分と、シランカップリング剤に起因する有機部分とを含有する複合ポリマーである。
【0063】
上記反応において、例えば、下記の式(III)に示される部分構造式を有し、更に、シランカップリング剤に起因する部分を有する直鎖状のポリマーがまず生成する。
【0064】
【化1】

【0065】
このポリマーは、OR基(エトキシ基などのアルコキシ基)を、直鎖状のポリマーから分岐した形で有する。このOR基は、存在する酸が触媒となって加水分解されてOH基となり、ゾル−ゲル法触媒(塩基触媒)の働きにより、まず、OH基が、脱プロトン化し、次いで、重縮合が進行する。すなわち、このOH基が、下記の式(I)に示されるポリビニルアルコール系樹脂、または、下記の式(II)に示されるエチレン・ビニルアルコール共重合体と重縮合反応し、Si−O−Si結合を有する、例えば、下記の式(IV)に示される複合ポリマー、あるいは、下記の式(V)及び(VI)に示される共重合した複合ポリマーを生じると考えられる。
【0066】
【化2】
【0067】
【化3】
【0068】
【化4】
【0069】
【化5】
【0070】
【化6】
【0071】
上記の反応は常温で進行し、ガスバリア性組成物は、調製中に粘度が増加する。このガスバリア性組成物を、基材フィルム上の炭素含有酸化珪素の蒸着膜の上に塗布し、加熱して溶媒および重縮合反応により生成したアルコールを除去すると重縮合反応が完結し、基材フィルム上の炭素含有酸化珪素の蒸着膜の上に透明な塗布膜が形成される。なお、上記の塗布膜を複数層積層する場合には、層間の塗布膜中の複合ポリマー同士も縮合し、層と層との間が強固に結合する。
【0072】
さらに、シランカップリング剤の有機反応性基や、加水分解によって生じた水酸基が、基材フィルム、または、基材フィルム上の炭素含有酸化珪素の蒸着膜の表面の水酸基等と結合するため、基材フィルム、または前記炭素含有酸化珪素の蒸着膜表面と、塗布膜との接着性も良好なものとなる。このように、本発明においては、炭素含有酸化珪素の蒸着膜とガスバリア性塗布膜とが、例えば、加水分解・共縮合反応による化学結合、水素結合、あるいは、配位結合などを形成するため、炭素含有酸化珪素の蒸着膜とガスバリア性塗布膜との密着性が向上し、その2層の相乗効果により、より良好なガスバリア性の効果を発揮し得る。なお、本発明では、添加される水の量をアルコキシド類1モルに対して0.8〜2モル、好ましくは1.0〜1.7モルに調節した場合には、上記直鎖状のポリマーが形成される。
【0073】
このような直鎖状ポリマーは結晶性を有し、非晶質部分の中に多数の微小の結晶が埋包された構造をとる。このような結晶構造は、結晶性有機ポリマー(例えば、塩化ビニリデンやポリビニルアルコール)と同様であり、さらに極性基(OH基)が部分的に分子内に存在し、分子の凝集エネルギーが高く分子鎖剛性も高いため、特にガスバリア性(O2、N2、H2O、CO2、その他等の透過を遮断、阻止する)に優れる。特に、N2、CO2ガス等を充填した、いわゆる、ガス充填包装に用いた場合には、その優れたガスバリア性が、充填ガスの保持に極めて有効となる。更に、本発明にかかるガスバリア性積層フィルムは、熱水処理、特に、高圧熱水処理(レトルト処理)に優れ、極めて優れたガスバリア性特性を示す。
【0074】
上記のガスバリア性組成物を塗布する方法としては、例えば、グラビアロールコーターなどのロールコート、スプレーコート、スピンコート、デイツピング、刷毛、バーコード、アプリケータ等の塗布手段により、1回あるいは複数回の塗布で、乾燥膜厚が、0.01〜30μm、好ましくは、0.1〜10μm位の塗布膜を形成することができ、更に、通常の環境下、50〜300℃、好ましくは、70〜200℃の温度で、0.005〜60分間、好ましくは、0.01〜10分間、加熱・乾操することにより、縮合が行われ、本発明のガスバリア性塗布膜を形成することができる。
【0075】
ここで、本願発明の特徴である、基材フィルム201上に成膜された無機酸化物上にガスバリア性組成物をコーティングする方法について、図5および図6〜7を参照して説明する。なお、図5は、ガスバリア性組成物の塗工工程を有する巻き取り式真空蒸着装置の一例を示す概略的構成図、図6は、グラビアロールの正面模式図、図7はグラビアロールの表面を拡大した正面模式図を示す。まず、巻き取り式真空蒸着装置241における真空チャンバー242内で巻き取りロール253によって巻き取られた基材フィルム201は、ガスバリア性組成物の塗工工程300である次工程のチャンバー301内に移送され、容器302内に有する予め調製したガスバリア性組成物であるバリア塗工液を、その基材フィルム201の無機酸化物の蒸着膜上にグラビアロール303を用いてコーティングされる。
【0076】
その際、図6に示すように、グラビアロール303表面の彫刻は、例えば、中央部近傍304である幅Aの部分の版深を40μmとし、幅Aから両端部近傍305に向けて左右対称に幅Aに隣接して幅Aの外側に20mmずつ設けられた左右幅Bの部分の版深を33μmとし、さらに幅Bから両端部近傍305に向けて左右対称に幅Bに隣接して、幅Bの外側に20mmずつ設けられた左右幅Cの部分の版深を27μmとなるよう、中央部近傍 304から両端部近傍305に向けて段階的に順次版深が浅くなるように、該版深にグラデーションが設けられる。なお、グラビアロール303の両端部近傍305には彫刻は施されない。なお、グラビアロール303は、上述の版深に限定されず、例えば左右幅Bの部分の版深を36μm、左右幅Cの部分の版深を30μmとしてもよく、左右幅Aから左右幅B、左右幅Cの順にそれぞれ10〜20%づつ版深を浅く設けることが好ましい。
【0077】
このように、グラビアロールの彫刻の版深を、グラビアロールの中央部近傍から両端部近傍に向けて左右対称、かつ三段階に順次浅く設けるので、基材フィルムの蒸着膜上に、このグラビアロールで塗工されるガスバリア性組成物端部の塗布量を、基材フィルムの蒸着膜端部に向けて段階的に減らすことで、コーティングされたガスバリア性組成物の端部の収縮応力を減少させ、ガスバリア性組成物がコーティングされていない蒸着膜を有する基材フィルム端部の曲折を防止することができる。
【0078】
そして、ガスバリア性組成物から成るバリア塗工液302が無機酸化物の蒸着膜上にコーティングされた基材フィルム201は、加熱処理により乾燥させた後、巻き取りロール306によって巻き取られる。なお、以上の操作条件として、真空チャンバー242内における蒸着チャンバー内の真空度:2.0×10-4mbar、エレクトロンビームの電力:25kW、基材フィルム201の搬送速度:240m/min、加熱処理における乾燥温度:180℃、加熱処理におけるフィルム搬送速度:100m/minなどの条件で処理されるが、これら数値に限定されず、諸条件により操作条件が適宜変更される。
【0079】
本発明のポリウレタン系樹脂組成物によるコーティング薄膜は、シランカップリング剤と充填剤とを含むポリウレタン系樹脂組成物により、該コーティング薄膜は、上記ガスバリア性塗布膜もしくはその表面処理層上に形成してもよい。該コーティング薄膜に使用するシランカップリング剤としては、二元反応性を有する有機官能性シランモノマ−類を使用することができ、例えば、γ−クロロプロピルトリメトキシシラン、ビニルトリクロロシラン、ビニルトリエトキシシラン、ビニルートリス(β−メトキシエトキシ)シラン、γ−メタクリルオキシプロピルトリメトキシシラン、β−(3、4−エポキシシクロヘキシル)エチルトリメトキシシラン、γ−グリシドキシプロピルトリメトキシシラン、ビニルトリアセトキシシラン、γ−メルカプトプロピルトリメトキシシラン、N−β(アミノエチル)−γ−アミノプロピルトリメトキシシラン、N−β(アミノエチル)−γ−アミノプロピルメチルジメトキシシラン、γ−ウレイドプロピルトリエトキシシラン、ビス(β−ヒドロキシエチル)−γ−アミノプロピルトリエトキシシラン、γ−アミノプロピルシリコ−ンの水溶液等の1種ないしそれ以上を使用することができる。
【0080】
上記のようなシランカップリング剤は、その分子の一端にある官能基、通常、クロロ、アルコキシ、または、アセトキシ基等が加水分解し、シラノール基(SiOH)を形成し、これが、前記バリア性塗布膜に含まれるケイ素、あるいは該バリア性塗布膜上の活性な基、例えば、水酸基等の官能基と何らかの作用、例えば、脱水縮合反応等の反応を起こして、バリア性塗布膜上にシランカップリング剤が共有結合等で修飾され、更に、シラノール基自体のバリア性塗布膜への吸着や水素結合等により強固な結合を形成する。他方、シランカップリング剤の他端にあるビニル、メタクリロキシ、アミノ、エポキシ、あるいは、メルカプト等の有機官能基が、そのシランカップリング剤の薄膜の上に形成される、例えば、ラミネート用接着剤層、アンカーコート層、その他の層等を構成する物質と反応して強固な結合を形成する。これにより、本発明においては、上記のような化学結合等により、ラミネート用接着剤層、アンカーコート層等を介して、バリア性塗布膜とヒートシール性樹脂層とが強固に密接着してラミネート強度を高め、ラミネート強度の高い強固な積層構造を形成可能とする。特に本発明では、炭素含有酸化珪素の蒸着膜の形成に有機珪素化合物を蒸着用モノマーが使用されるが、蒸着膜の形成に使用されるテトラエトキシシランなどの有機珪素化合物は、前記ガスバリア性塗布膜にも使用されるものであり、また、前記ガスバリア性塗布膜とコーティング薄膜には共通してシランカップリング剤が使用されるため、含まれる成分が共通することで各薄膜が強固に結合すると考えられる。特に、シランカップリン剤を含有するコーティング層を積層することで、前記ガスバリア性塗布膜と、ラミネート用接着剤層やアンカーコート層との密着性が確保され、このためこれらの上に積層されるヒートシール層との密着性も確保され、ラミネート強度等が向上する。
【0081】
また、充填剤としては、例えば、炭酸カルシウム、硫酸バリウム、アルミナホワイト、シリカ、タルク、ガラスフリット、樹脂粉末、その他のものを使用することができる。これは、ポリウレタン系樹脂組成物について、その粘度等を調整し、そのコーティング適性等を高めるものである。
【0082】
また、ポリウレタン系樹脂としては、具体的には、例えば、多官能イソシアネートとヒドロキシル基含有化合物との反応により得られるポリマー、具体的には、例えば、トリレンジイソシアナート、ジフェニルメタンジイソシアナート、ポリメチレンポリフェニレンポリイソシアナート等の芳香族ポリイソシアナート、あるいは、ヘキサメチレンジイソシアナート、キシリレンジイソシアナート等の脂肪族ポリイソシアナート等の多官能イソシアネートと、ポリエーテルポリオール、ポリエステルポリオール、ポリアクリレートポリオール等のヒドロキシル基含有化合物との反応により得られる一液ないし二液型ポリウレタン系樹脂を使用することができる。而して、本発明において、上記のようなポリウレタン系樹脂を使用することにより、コーティング薄膜の伸長度を向上させ、例えば、ラミネート加工、あるいは、製袋加工等の後加工適性を向上させ、後加工時における無機酸化物の薄膜のクラック等の発生を防止するものである。
【0083】
上記のポリウレタン系樹脂組成物としては、ポリウレタン系樹脂、1〜30質量%に対し、シランカップリング剤、0.05〜10質量%位、好ましくは、0.1〜5質量%位、充填剤0.1〜20質量%位、好ましくは、1〜10質量%位の割合で添加し、更に、必要ならば、安定剤、硬化剤、架橋剤、滑剤、紫外線吸収剤、その他等の添加剤を任意に添加し、溶媒、希釈剤等を加えて充分に混合してポリウレタン系樹脂組成物を調整する。而して、本発明においては、上記のようなポリウレタン系樹脂組成物を、例えば、ロールコート、グラビアコート、ナイフコート、デップコート、スプレイコート、その他のコーティング法で無機酸化物の薄膜の上にコーティングし、しかる後コーティング膜を乾燥させて溶媒、希釈剤等を除去して、本発明にかかるコーティング薄膜を形成することができる。なお、本発明において、ポリウレタン系樹脂組成物によるコーティング薄膜の膜厚としては、例えば、0.01〜50μm位、好ましくは、0.1〜5μm位が望ましい。
【0084】
次に、ラミネート用接着剤としては、ポリ酢酸ビニル系接着剤、アクリル酸のエチル、ブチル、2−エチルへキシルエステルなどのホモポリマーもしくはこれらとメタクリル酸メチル、アクリロニトリル、スチレンなどとの共重合体などからなるポリアクリル酸エステル系接着剤、シアノアクリレート系接着剤、エチレンと酢酸ビニル、アクリル酸エチル、アクリル酸、メタクリル酸などのモノマーとの共重合体などからなるエチレン共重合体系接着剤、セルロース系接着剤、ポリエステル系接着剤、ポリアミド系接着剤、ポリイミド系接着剤、尿素樹脂またはメラミン樹脂などからなるアミノ樹脂系接着剤、フェノール樹脂系接着剤、エポキシ系接着剤、ポリウレタン系接着剤、反応型(メタ)アクリル酸系接着剤、クロロプレンゴム、ニトリルゴム、スチレン−ブタジエンゴムなどからなる無機系接着剤、シリコーン系接着剤、アルカリ金属シリケート、低融点ガラスなどからなる無機系接着剤、その他の接着剤を使用することができる。
【0085】
より好ましくは、例えば、トリレンジイソシアナート、ジフェニルメタンジイソシアナート、ポリメチレンポリフェニレンポリイソシアナートなどの芳香族ポリイソシアナート、またはヘキサメチレンジイソシアナート、キシリレンジイソシアナートなどの脂肪族ポリイソシアナート等の多官能イソシアナートと、ポリエーテル系ポリオール、ポリエステル系ポリオール、ポリアクリレートポリオール、その他のヒドロキシル基含有化合物との反応によって得られるポリエーテルポリウレタン系樹脂、ポリエステル系ポリウレタン系樹脂、ポリアクリレートポリウレタン系樹脂を主成分とするものである。これらによれば、柔軟性と屈曲性に富む薄膜を形成することができ、その引っ張り伸長度を向上させ、無機酸化物からなるバリア性薄膜層に対し、柔軟性、屈曲性などを有する被膜として作用し、ラミネート加工、印刷加工などの加工適性を向上させ、無機酸化物からなるバリア性薄膜層へのクラックなどの発生を回避することができる。上記ラミネート用接着剤からなるラミネート接着剤層は、JIS規格K7113に基づいて、100〜300%の引っ張り伸長度を有することが好ましい。
【0086】
これらの接着剤の組成系は、水性型、溶液型、エマルジョン型、分散型などのいずれの組成物形態でもよく、その性状はフィルム、シート状、粉末状、固形状などのいずれでもよい。更に、反応機構として、化学反応型、溶剤揮発型、熱溶着型、熱圧型などのいずれでもよい。また、ラミネート用接着剤の使用量には特に限定はないが、一般には、0.1〜10g/m2(乾燥状態)である。上記ラミネート用接着剤は、ロールコート、グラビアコート、キスコートその他のコート法や印刷法によって行うことができる。
【0087】
そして、上記ガスバリア性フィルムを形成するいずれかの層の間に所望の印刷模様層を形成することができる。上記の印刷模様層としては、例えば、上記のプライマー層の上に、通常のグラビアインキ組成物、オフセットインキ組成物、凸版インキ組成物、スクリーンインキ組成物、その他のインキ組成物を使用し、例えば、グラビア印刷方式、オフセット印刷方式、凸版印刷方式、シルクスクリーン印刷方式、その他の印刷方式を使用し、例えば、文字、図形、絵柄、記号、その他からなる所望の印刷絵柄を形成することにより構成することができる。
【0088】
上記インキ組成物について、インキ組成物を構成するビヒクルとしては、例えば、ポリエチレン系樹脂、塩素化ポリプロピレン系樹脂などのポリオレフィン系樹脂、ポリ(メタ)アクリル系樹脂、ポリ塩化ビニル系樹脂、ポリ酢酸ビニル系樹脂、塩化ビニル−酢酸ビニル共重合体、ポリスチレン系樹脂、スチレン−ブタジエン共重合体、フッ化ビニリデン系樹脂、ポリビニルアルコール系樹脂、ポリビニルアセタール系樹脂、ポリビニルブチラール系樹脂、ポリブタジエン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、アルキッド系樹脂、エポキシ系樹脂、不飽和ポリエステル系樹脂、熱硬化型ポリ(メタ)アクリル系樹脂、メラミン系樹脂、尿素系樹脂、ポリウレタン系樹脂、フェノール系樹脂、キシレン系樹脂、マレイン酸樹脂、ニトロセルロース、エチルセルロース、アセチルブチルセルロース、エチルオキシエチルセルロースなどの繊維素系樹脂、塩化ゴム、環化ゴムなどのゴム系樹脂、石油系樹脂、ロジン、カゼインなどの天然樹脂、アマニ油、大豆油などの油脂類、その他の樹脂の1種ないし2種以上の混合物を使用することができる。
【0089】
本発明において、上記のようなビヒクルの1種ないし2種以上を主成分とし、これに、染料・顔料などの着色剤の1種ないし2種以上を加え、さらに必要ならば、充填剤、安定剤、可塑剤、酸化防止剤、紫外線吸収剤などの光安定剤、分散剤、増粘剤、乾燥剤、滑剤、帯電防止剤、架橋剤、その他の添加剤を任意に添加し、溶剤、希釈剤などで充分に混練してなる各種の形態からなるインキ組成物を使用することができる。印刷層は、文字、図形、記号、絵柄、模様等の所望の印刷絵柄を表刷り印刷しても、あるいは裏刷り印刷してもよく、全面印刷でも、部分印刷でもよい。
【0090】
本発明では、前記蒸着層上にヒートシールを押出し形成によって積層することができる。ヒートシール層を押出し形成する際に、前記蒸着層上にアンカーコート剤を介してヒートシール層を形成することが好ましい。使用するアンカーコート剤としては、イソシアネート系(ウレタン系)、ポリエチレンイミン系、ポリブタジエン系、有機チタン系、その他のアンカーコーティング剤が例示できる。より好ましくは、例えば、トリレンジイソシアナート、ジフェニルメタンジイソシアナート、ポリメチレンポリフェニレンポリイソシアナートなどの芳香族ポリイソシアナート、またはヘキサメチレンジイソシアナート、キシリレンジイソシアナートなどの脂肪族ポリイソシアナート等の多官能イソシアナートと、ポリエーテル系ポリオール、ポリエステル系ポリオール、ポリアクリレートポリオール、その他のヒドロキシル基含有化合物との反応によって得られるポリエーテルポリウレタン系樹脂、ポリエステル系ポリウレタン系樹脂、ポリアクリレートポリウレタン系樹脂を主成分とするものである。
【0091】
これらによれば、柔軟性と屈曲性に富む薄膜を形成することができ、その引っ張り伸長度を向上させ、無機酸化物からなるバリア性薄膜層に対し、柔軟性、屈曲性などを有する被膜として作用し、ラミネート加工、印刷加工などの加工適性を向上させ、無機酸化物からなるバリア性薄膜層へのクラックなどの発生を回避することができ、バリア性フィルムとヒートシール層との密接着性を向上させ、無機酸化物からなるバリア性薄膜層へのクラックの発生を防止し、ラミネート強度を向上させることができる。本発明においては、アンカーコート剤を、例えば、ロールコート、グラビアコート、ナイフコート、デップコート、スプレイコート、その他のコーティング法でコーティングし、溶剤、希釈剤等を乾燥して、本発明にかかるアンカーコート剤によるアンカーコート剤層を形成することができる。アンカーコート剤の塗布量としては、0.1〜5g/m2(乾燥状態)位が望ましい。また、上記アンカーコート剤からなるアンカーコート剤層は、JIS規格K7113に基づいて、100〜300%の引っ張り伸長度を有することが好ましい。
【0092】
本発明のガスバリア性フィルムに積層できるヒートシール層としては、熱によって溶融し相互に融着し得る各種のヒートシール性を有するポリオレフィン系樹脂等を使用することができる。具体的には、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)低密度ポリエチレン、ポリプロピレン、エチレン−酢酸ビニル共重合体、アイオノマー樹脂、エチレン−アクリル酸共重合体、エチレン−アクリル酸エチル共重合体、エチレン−メタクリル酸共重合体、メタロセン触媒を使用して重合したエチレン−α・オレフィン共重合体、ポリプロピレン、エチレン−メタクリル酸メチル共重合体、エチレン−プロピレン共重合体、メチルペンテンポリマー、ポリブテンポリマー、ポリエチレンまたはポリプロピレン等のポリオレフィン系樹脂をアクリル酸、メタクリル酸、マレイン酸、無水マレイン酸、フマール酸、イタコン酸等の不飽和カルボン酸で変性した酸変性ポリオレフィン樹脂、ポリ酢酸ビニル系樹脂、ポリ(メタ)アクリル系樹脂、ポリ塩化ビニル系樹脂等の樹脂からなる1種以上のフィルムもしくはシートまたは塗布膜などを使用することができる。ヒートシール層は、上記樹脂の1種からなる単層でも多層でもよく、ヒートシール層の厚さとしては、15〜130μmである。15μmを下回ると炭素含有酸化珪素の蒸着膜に擦り傷やクラックを発生する場合がある。
【0093】
本発明のガスバリア性フィルムを使用して成型物を製造することができる。例えば、本発明のガスバリア性フィルムに、更にプライマー層、ラミネート用接着剤層、ヒートシール層を積層して積層材となし、包装用容器とすることができる。たとえば、該積層材の内層のヒートシール性フィルムの面を対向させて、それを折り重ねるか、或いはその二枚を重ね合わせ、更にその周辺端部をヒートシールしてシール部を設けて袋体を構成することができる。その製袋方法としては、上記の積層材を、その内層の面を対向させて折り曲げるか、あるいはその二枚を重ね合わせ、更にその外周の周辺端部を、例えば、側面シール型、二方シール型、三方シール型、四方シール型、封筒貼りシール型、合掌貼りシール型(ピロ−シール型)、ひだ付シール型、平底シール型、角底シール型、その他等のヒートシール形態によりヒートシールして、本発明にかかる種々の形態の包装用容器を製造することができる。また、例えば、自立性包装袋(スタンディングパウチ)等も製造することが可能であり、更に、本発明においては、積層材を使用してチューブ容器等も製造することができる。
【0094】
ヒートシールの方法としては、例えば、バ−シール、回転ロ−ルシール、ベルトシール、インパルスシール、高周波シール、超音波シール等の公知の方法で行うことができる。なお、本発明においては、上記のような包装用容器には、例えば、ワンピースタイプ、ツウーピースタイプ、その他等の注出口、あるいは開閉用ジッパー等を任意に取り付けることができる。また、その形状は、角形容器、丸形等の円筒状の紙缶等のいずれのものでも製造することができる。
【0095】
このような包装用容器は、種々の飲食品、接着剤、粘着剤等の化学品、化粧品、医薬品、その他物品の充填包装に使用されるものである。
【0096】
次に、実施例を挙げて本発明を具体的に説明するが、これらの実施例は何ら本発明を制限するものではない。
【0097】
実施例1
蒸着チャンバー内の真空度を2.0×10-4mbar、巻き取りチャンバー内の真空度を2.0×10-2mbar程度に減圧し、図2に示すように、送り出しロールに装着された、一方にコロナ処理面を有する厚さ12μmの2軸延伸ポリエチレンテレフタレートフィルムを、搬送速度240m/minで繰り出し、この2軸延伸ポリエチレンテレフタレートフィルムのコロナ処理面に、エレクトロンビーム物理蒸着装置に装着したるつぼに入れたアルミニウムに、酸素ガスを供給しながら電力を25kwとしてエレクトロンビームを照射することにより前記アルミニウムを蒸発させ、コーティングドラム上に案内された2軸延伸ポリエチレンテレフタレートフィルムの前記コロナ処理面上に、前記蒸発したアルミニウムによる膜厚200Åの酸化アルミニウムの蒸着膜を形成させた。次に、表1に示す組成に従って調製した組成aの混合液に、予め調製した組成bの加水分解液を加えて攪拌し、無色透明のバリア塗工液を得た。
【0098】
【表1】
【0099】
そして、前記ポリエチレンテレフタレートフィルムにおける酸化アルミニウムの蒸着面に上記で製造したガスバリア性組成物から成るバリア塗工液を前述した版深にグラデーションを設けたグラビアロールを用いてコーティングし、次いで、乾燥温度180℃、搬送速度100m/minにて加熱処理して、乾燥状態で厚さ0.3μmのガスバリアコート層を有するガスバリア性基材を形成した。
【0100】
実施例2
真空チャンバー内の真空度を2〜6×10-6mbar、蒸着チャンバー内の真空度を2〜5×10-3mbar程度に減圧し、図2に示すように、プラズマ化学気相成長装置の送り出しロールに装着された、一方にコロナ処理面を有する厚さ12μmの2軸延伸ポリエチレンテレフタレートフィルムを、搬送速度100m/minで繰り出し、この2軸延伸ポリエチレンテレフタレートフィルムのコロナ処理面に、ヘキサメチルジシロキサン/酸素ガス/ヘリウムを供給しながら冷却・電極ドラムの供給電力を10kwとしてグロー放電プラズマにより前記2軸延伸ポリエチレンテレフタレートフィルムのコロナ処理面上に厚さ120Åの酸化珪素の蒸着膜を形成させた。次に、酸素ガス/アルゴンガスからなる混合ガスを用いて前記酸化珪素の蒸着膜面にグロー放電プラズマによりパワー9kw、混合ガス圧6×10-5torr、搬送速度420m/minでプラズマ処理を行い、酸化珪素の蒸着膜面の表面張力を54dyn/cm以上に向上させたプラズマ処理面を形成した。次いで、表1に示す組成のバリア塗工液を前記プラズマ処理面に、版深にグラデーションを設けたグラビアロールを用いてコーティングした後、乾燥温度180℃、搬送速度100m/minにて加熱処理して、乾燥状態で厚さ0.3μmのガスバリアコート層を有するガスバリア性基材を形成した。
【0101】
実施例3
ガスバリアコート層を乾燥状態で厚さ0.5μmに設けた以外は、実施例1と同様にしてガスバリア性基材を形成した。
【0102】
実施例4
実施例1で得られたガスバリアコート層を有するバリア性基材に、さらに実施例1と同様に酸化アルミニウムの蒸着およびバリア塗工液のコーティングを実施して、ガスバリア性基材を形成した。
【0103】
実施例5
実施例2で得られたガスバリアコート層を有するバリア性基材に、さらに実施例2と同様に酸化珪素の蒸着およびバリア塗工液のコーティングを実施して、ガスバリア性基材を形成した。
【0104】
実施例6
実施例2で得られたガスバリアコート層を有するバリア性基材に、さらに実施例1と同様に酸化アルミニウムの蒸着およびバリア塗工液のコーティングを実施して、ガスバリア性基材を形成した。
【0105】
比較例1
従来のグラビアロールを用いて酸化アルミニウムの蒸着面にバリア塗工液をコーティングし、乾燥温度140℃で加熱処理させた以外は、実施例1と同様にしてガスバリア性基材を形成した。
【0106】
比較例2
従来のグラビアロールを用いて酸化アルミニウムの蒸着面にバリア塗工液をコーティングし、乾燥温度140℃で加熱処理させた以外は、実施例3と同様にしてガスバリア性基材を形成した。
【0107】
比較例3
従来のグラビアロールを用いて酸化アルミニウムの蒸着面にバリア塗工液をコーティングした以外は、実施例1と同様にしてガスバリア性基材を形成した。
【0108】
比較例4
従来のグラビアロールを用いて酸化アルミニウムの蒸着面にバリア塗工液をコーティングし、乾燥温度140℃で加熱処理させた以外は、実施例4と同様にしてガスバリア性基材を形成した。
【0109】
評価方法
実施例1〜6、比較例1〜4で製造したガスバリア性基材を用い、ガスバリア性の評価を行った。このガスバリア性は、酸素透過度および水蒸気透過度により評価した。その結果を表1に示す。なお、酸素透過度の測定は、温度23℃、湿度90%RHの条件で、米国、モコン(MOCON)社製の測定機〔機種名、オクストラン(OX−TRAN2/20)〕にて測定した。また、水蒸気透過度の測定は、温度40℃、湿度100%RHの条件で、米国、モコン(MOCON)社製の測定機〔機種名、パ−マトラン(PERMATRAN3/31)〕にて測定した。なお、表1において、酸素透過度の単位は、〔cc/m2/day・23℃・90%RH〕であり、水蒸気透過度の単位は、〔g/m2/day・40℃・90%RH〕である。
【0110】
【表2】
【0111】
結果
(1)上記の実施例および比較例から、蒸着膜が、物理気相成長法による酸化アルミニウムなどの無機酸化物、あるいは化学気相成長法による酸化珪素などの有機珪素化合物を問わず、さらには、無機酸化物、有機珪素化合物それぞれの蒸着膜の1層からなる単層膜あるいは2層からなる多層膜またはそれら無機酸化物と有機珪素化合物との複合膜や、無機酸化物の蒸着膜における単層膜上のバリア塗工液によるコート層の厚みを0.5μmに増やしても、版深にグラデーションを設けたグラビアロールを用いて基材フィルムの蒸着面にバリア塗工液をコーティングする(実施例1〜6)ことにより、バリア塗工液を塗工していないフィルム端部の耳折れが生じないと判明した。また、従来のグラビアロールを用いても、基材フィルムの蒸着面にバリア塗工液をコーティングした後、乾燥温度を低めの140℃に設定する(比較例1)ことにより、上記耳折れが生じないことも判明した。
【0112】
(2)比較例1において、バリア塗工液を塗工していないフィルム端部の耳折れは生じないものの、乾燥温度が低いためにその酸素透過度および水蒸気透過度が大きく、ガスバリア性が低いことが判明した。
【0113】
従って、実施例1〜6での製膜条件において、版深にグラデーションを設けたグラビアロールを用いて基材フィルムの蒸着面にバリア塗工液をコーティングすることにより、ガスバリア性を確保しつつ、基材フィルムの蒸着膜上に塗工されるガスバリア性組成物端部の塗布量を端部に向けて段階的に徐々に少なくしてガスバリア性組成物端部の収縮応力を減少させ、塗工されていない蒸着膜を有する基材フィルム端部の耳折れを防止させることが判明した。
【産業上の利用可能性】
【0114】
本発明によるガスバリア性フィルムの製造方法および製造装置は、特に、版深にグラデーションを設けたグラビアロールを用いて基材フィルムの蒸着面にバリア塗工液をコーティングすることにより、ガスバリア性を確保しつつ、塗工されていない蒸着膜を有する基材フィルム端部の耳折れを防止させ、ガスバリア性フィルムの生産性を向上させることに有用である。
【図面の簡単な説明】
【0115】
【図1】(a)〜(e)は、本発明のガスバリア性積層フィルムの一例を説明する横断面図である。
【図2】巻き取り式真空蒸着装置の一例を示す概略的構成図である。
【図3】低温プラズマ化学蒸着装置の一例を示す概略的構成図である。
【図4】複数の製膜室を有する低温プラズマ化学蒸着装置の一例を示す概略的構成図である。
【図5】ガスバリア性組成物の塗工工程を有する巻き取り式真空蒸着装置の一例を示す概略的構成図である。
【図6】グラビアロールの正面模式図である。
【図7】グラビアロールの表面を拡大した正面模式図である。
【符号の説明】
【0116】
10 基材フィルム
10’ プラズマ表面処理面
20 無機酸化物もしくは炭素含有酸化珪素の蒸着膜
20’ コロナ表面処理面
30 ガスバリア性塗布膜
40 コーティング薄膜
50 印刷層
60 ラミネート用接着剤層
70 ヒートシール層
100 プラズマ化学気相成長装置
241 巻き取り式真空蒸着装置
300 ガスバリア性組成物の塗工工程
301 チャンバー
303 グラビアロール
304 中央部近傍
305 両端部近傍
306 巻き取りロール
A,B,C 幅
【技術分野】
【0001】
本発明は、基材フィルム上に形成させた無機酸化物の蒸着膜上に、ガスバリア性組成物をグラビアロールでコーティングして成るガスバリア性フィルムの製造方法に関し、より詳細には、グラビアロールの両端部近傍の彫刻の版深を、グラビアロールの中央部近傍の彫刻の版深に対して、浅く設けることに関する。
【背景技術】
【0002】
従来、飲食品、化成品、雑貨品、その他を充填包装する包装用材料としては、内容物の変質、変色、その他を防止するために、酸素ガスや水蒸気等の透過を遮断、阻止する、種々の形態からなるバリア性積層材が開発され、提案されている。このようなバリア性積層材の用途として、例えばレトルト用パウチがあり、一般には、温度110〜130℃位、圧力1〜3Kgf/cm2・Gで約20〜60分間程度の殺菌工程を経る。このようなレトルト条件下で使用するバリア性積層材として、例えば2軸延伸ポリエステルフィルムやナイロンフィルムなどの基材フィルム上に形成させた酸化アルミや酸化珪素などの膜上に、さらに少なくとも1種以上のアルコキシドと、ポリビニルアルコール系樹脂及び/又はエチレン・ビニルアルコール共重合体とを含有し、ゾル−ゲル法触媒、酸、水、および、有機溶剤の存在下に、ゾルゲル法によって重縮合してなるガスバリア性組成物からなる塗布膜をグラビアロールでコーティングして得られるガスバリア性フィルム(特許文献1)があり、温度・湿度の影響が無く、高度なガスバリア性を有するものとして多用されている。また、例えば、厚さ0.5〜5μmの熱可塑性樹脂フィルムの一方の面上に多孔質層を有する感熱孔版印刷用マスターの製造工程で、該多孔質層を形成するための塗布液の塗布時に、グラビアロールコートなどを用いてその塗布液と該熱可塑性樹脂フィルムとの境界における塗布液の付着量が順次減少し、端部で実質的に零となるようにして、この感熱孔版印刷用マスターを製造した場合に生じる、しわの発生を防止し得る(特許文献2)ものもある。
【特許文献1】特開2006−116704号公報
【特許文献2】特開平10−217629号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、この特許文献1のような従来のグラビアロールを用いて積層フィルム、特にガスバリア性フィルムを製造する場合、蒸着膜を有する基材フィルムの幅に対して、この基材フィルムの蒸着膜上に塗工されるガスバリア性組成物の塗工幅の方が狭くなり、その際ガスバリア性組成物の端部は、このガスバリア性組成物の収縮応力が、蒸着膜を有する基材フィルムに集中し、塗工されていない蒸着膜を有する基材フィルムの端部が、ガスバリア性組成物の塗工面側に折れ易くなったり、さらには、ガスバリア性組成物の塗工端部が盛り上がるように、このガスバリア性組成物の塗布量が多くなり、よりこのような塗工されていない蒸着膜を有する基材フィルムの端部の折れを引き起こし易くなるため、製造工程でガスバリア性組成物を塗工したガスバリア性フィルムをドラムに均一に巻き取れない問題や、端部の曲折部分を切断するための別途余分な工程を設けなければならず、このような製造工程の不具合により生産性が低下するという問題があった。また、特許文献2に記載の感熱孔版印刷用マスターを製造する際に用いるグラビアロールコートでは、このグラビアロールコートにおける彫刻部分の両端の溝の深さを次第に浅くする記載はあるものの、その次第に浅くなる深さが定量的な開示ではないために内容が不明であり、さらには目的とする製造物が感熱孔版印刷用マスターであって、基材フィルム上に形成させた無機酸化物の蒸着膜上に、ガスバリア性組成物をグラビアロールでコーティングして成るガスバリア性フィルムとは異なる。
【0004】
従って、この発明の目的は、ガスバリア性フィルム基材端部の曲折を防ぎ、生産性を向上させたガスバリア性フィルムの製造方法および製造装置を提供することにある。
【課題を解決するための手段】
【0005】
このため請求項1に記載の発明は、基材フィルム上に形成させた無機酸化物の蒸着膜上に、ガスバリア性組成物をグラビアロールでコーティングして成るガスバリア性フィルムの製造方法において、前記グラビアロールの両端部近傍の彫刻の版深を、前記グラビアロールの中央部近傍の彫刻の版深に対して、浅く設けることを特徴とする。
【0006】
請求項2に記載の発明は、請求項1に記載のガスバリア性フィルムの製造方法において、前記彫刻の版深は、前記グラビアロールの前記中央部近傍から前記両端部近傍に向けて左右対称、かつ段階的に浅くなるように設けることを特徴とする。
【0007】
請求項3に記載の発明は、請求項1に記載のガスバリア性フィルムの製造方法において、前記彫刻の版深は、前記グラビアロールの前記中央部近傍から前記両端部近傍に向けて左右対称、かつ三段階に順次浅く設けることを特徴とする。
【0008】
請求項4に記載の発明は、基材フィルム上に形成させた無機酸化物の蒸着膜上に、ガスバリア性組成物をコーティングするグラビアロールにおいて、前記グラビアロールの彫刻の版深を、中央部近傍から両端部近傍に向けて左右対称、かつ段階的に浅くなるように設け、前記無機酸化物の蒸着膜上に塗布する前記ガスバリア性組成物の端部の塗布量を減少させることを特徴とする。
【0009】
請求項5に記載の発明は、基材フィルム上に形成させた無機酸化物の蒸着膜上に、ガスバリア性組成物をグラビアロールでコーティングさせてガスバリア性フィルムを製造する前記グラビアロールを含むガスバリア性フィルムの製造装置において、前記グラビアロールの彫刻の版深を、中央部近傍から両端部近傍に向けて左右対称、かつ段階的に浅くなるように設け、前記無機酸化物の蒸着膜上に塗布する前記ガスバリア性組成物の端部の塗布量を減少させることを特徴とする。
【発明の効果】
【0010】
請求項1に記載の発明によれば、基材フィルム上に形成させた無機酸化物の蒸着膜上に、ガスバリア性組成物をグラビアロールでコーティングして成るガスバリア性フィルムの製造方法において、グラビアロールの両端部近傍の彫刻の版深を、グラビアロールの中央部近傍の彫刻の版深に対して、浅く設けるので、基材フィルムの蒸着膜上に塗工されるガスバリア性組成物端部の塗布量を少なくしてガスバリア性組成物端部の収縮応力を減少させ、塗工されていない蒸着膜を有する基材フィルムの端部の曲折を防止することができる。従って、生産性を向上させたガスバリア性フィルムの製造方法を提供することができる。
【0011】
請求項2に記載の発明によれば、彫刻の版深は、グラビアロールの中央部近傍から両端部近傍に向けて左右対称、かつ段階的に浅くなるように設けるので、基材フィルムの蒸着膜上に塗工されるガスバリア性組成物端部の塗布量を端部に向けて段階的に徐々に少なくしてガスバリア性組成物端部の収縮応力を減少させ、塗工されていない蒸着膜を有する基材フィルムの端部の曲折を防止することができる。従って、生産性を向上させたガスバリア性フィルムの製造方法を提供することができる。
【0012】
請求項3に記載の発明によれば、彫刻の版深は、グラビアロールの中央部近傍から両端部近傍に向けて左右対称、かつ三段階に順次浅く設けるので、基材フィルムの蒸着膜上に塗工されるガスバリア性組成物端部の塗布量を端部に向けて段階的に徐々に少なくしてガスバリア性組成物端部の収縮応力を減少させ、塗工されていない蒸着膜を有する基材フィルムの端部の曲折を防止することができる。従って、生産性を向上させたガスバリア性フィルムの製造方法を提供することができる。
【0013】
請求項4に記載の発明によれば、基材フィルム上に形成させた無機酸化物の蒸着膜上に、ガスバリア性組成物をコーティングするグラビアロールにおいて、グラビアロールの彫刻の版深を、中央部近傍から両端部近傍に向けて左右対称、かつ段階的に浅くなるように設け、無機酸化物の蒸着膜上に塗布するガスバリア性組成物の端部の塗布量を減少させるので、基材フィルムの蒸着膜上に塗工されるガスバリア性組成物端部の塗布量を端部に向けて段階的に徐々に少なくしてガスバリア性組成物端部の収縮応力を減少させ、塗工されていない蒸着膜を有する基材フィルムの端部の曲折を防止することができる。従って、生産性を向上させたガスバリア性フィルムを製造するグラビアロールを提供することができる。
【0014】
請求項5に記載の発明によれば、基材フィルム上に形成させた無機酸化物の蒸着膜上に、ガスバリア性組成物をグラビアロールでコーティングさせてガスバリア性フィルムを製造するグラビアロールを含むガスバリア性フィルムの製造装置において、グラビアロールの彫刻の版深を、中央部近傍から両端部近傍に向けて左右対称、かつ段階的に浅くなるように設け、無機酸化物の蒸着膜上に塗布するガスバリア性組成物の端部の塗布量を減少させるので、基材フィルムの蒸着膜上に塗工されるガスバリア性組成物端部の塗布量を端部に向けて段階的に徐々に少なくしてガスバリア性組成物端部の収縮応力を減少させ、塗工されていない蒸着膜を有する基材フィルムの端部の曲折を防止することができる。従って、生産性を向上させたグラビアロールを含むガスバリア性フィルムの製造装置を提供することができる。
【発明を実施するための最良の形態】
【0015】
本発明は、2軸延伸のポリエステルフィルムもしくはポリアミドフィルムを基材フィルムとし、前記基材フィルムの面に設けた無機酸化物の蒸着膜上に、ガスバリア性組成物をグラビアロールでコーティングして成るガスバリア性フィルムである。以下、本発明を詳細に説明する。
【0016】
フィルムの層構成として、本発明のガスバリア性積層フィルムは、例えば、図1(a)に示すように、基材フィルム(10)、無機酸化物もしくは炭素含有酸化珪素の蒸着膜(20)、ガスバリア性塗布膜(30)、コーティング薄膜(40)とを有する。さらに、図1(b)に示すように、基材フィルム(10)および蒸着膜(20)上にそれぞれ表面処理層(10’)、(20’)を有していても良い。また、図1(c)に示すように、さらにコーティング薄膜(40)上に印刷層(50)を有していてもよい。また、図1(d)に示すように、コーティング薄膜(40)上にさらにドライラミネート用接着剤層(60)およびヒートシール層(70)を設けてもよく、図1(e)に示すように、コーティング薄膜(40)上に印刷層(50)を有し、該印刷層(50)上に、更にドライラミネート用接着剤層(60)およびヒートシール層(70)を設けてもよい。なお、前記印刷層(50)は、全面印刷であっても、部分印刷であってもよい。
【0017】
本発明で使用する基材フィルムは、化学的ないし物理的強度に優れ、無機酸化物の蒸着膜を製膜化する条件等に耐え、また、その無機酸化物の蒸着膜の膜特性を損なうことなく良好に保持し得ることができる基材フィルムであり、2軸延伸のポリエステルフィルムもしくはポリアミドフィルムである。
【0018】
このようなポリアミドフィルムとしては、脂肪族ポリアミドであっても、芳香族ポリアミドであっても、これらを混合した組成物であってもよい。好ましいポリアミドの具体例としては、ポリカプロアミド(ナイロン6)、ポリ‐ε‐アミノへプタン酸(ナイロン7)、ポリ‐ε‐アミノノナン酸(ナイロン9)、ポリウンデカンアミド(ナイロン11)、ポリラウリンラクタム(ナイロン12)、ポリエチレンジアミンアジパミド(ナイロン2・6)、ポリテトラメチレンアジパミド(ナイロン4・6)、ポリヘキサメチレンアジパミド(ナイロン6・6)、ポリヘキサメチレンセバカミド(ナイロン6・10)、ポリヘキサメチレンドデカミド(ナイロン6・12)、ポリオクタメチレンドデカミド(ナイロン6・12)、ポリオクタメチレンアジパミド(ナイロン8・6)、ポリデカメチレンアジパミド(ナイロン10・6)、ポリデカメチレンセバカミド(ナイロン10・10)、ポリドデカメチレンドデカミド(ナイロン12・12)、メタキシレンジアミン‐6ナイロン(MXD6)などを挙げることができ、これらを主成分とする共重合体であってもよく、その例としては、カプロラクタム/ラウリンラクタム共重合体、カプロラクタム/ヘキサメチレンジアンモニウムアジぺート共重合体、ラウリンラクタム/ヘキサメチレンジアンモニウムアジぺート共重合体、ヘキサメチレンジアンモニウムアジぺート/ヘキサメチレンジアンモニウムセバケート共重合体、エチレンジアンモニウムアジぺート/ヘキサメチレンジアンモニウムアジぺート共重合体、カプロラクタム/ヘキサメチレンジアンモニウムアジぺート/ヘキサメチレンジアンモニウムセバケート共重合体などを挙げることができる。これらのポリアミドには、フィルムの柔軟性改質成分として、芳香族スルホンアミド類、p‐ヒドロキシ安息香酸、エステル類などの可塑剤や低弾性率のエラストマー成分やラクタム類を配合することも有効である。
【0019】
また、基材フィルムは、ポリエチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系樹脂のほか、ポリエチレン系樹脂あるいはポリプロピレン系樹脂等のポリオレフィン系樹脂、環状ポリオレフィン系樹脂、ポリスチレン系樹脂、アクリロニトリルースチレン共重合体(AS樹脂)、アクリロニトリル−ブタジェン−スチレン共重合体(ABS樹脂)、ポリ(メタ)アクリル系樹脂、ポリカーボネート系樹脂、ポリビニルアルコ−ル系樹脂、エチレン−ビニルエステル共重合体ケン化物、ポリウレタン系樹脂、アセタール系樹脂、セルロース系樹脂、その他の各種の樹脂のフィルムを使用することができる。本発明においては、上記の樹脂のフィルムの中でも、特に、ポリエステル系樹脂、ポリオレフィン系樹脂、または、ポリアミド系樹脂のフィルムを使用することが好ましいものである。なお、基材フィルムは、上記樹脂の未延伸フィルムや1軸方向または2軸方向に延伸したフィルムなどのいずれのものでも使用することができる。
【0020】
本発明において、上記各種の樹脂のフィルムとしては、例えば、上記の各種の樹脂の1種ないしそれ以上を使用し、押出法、キャスト成形法、Tダイ法、切削法、インフレーション法、その他の製膜化法を用いて、上記の各種の樹脂を単独で製膜化する方法、あるいは、2種以上の各種の樹脂を使用して多層共押し出し製膜化する方法、更には、2種以上の樹脂を使用し、製膜化する前に混合して製膜化する方法等により、各種の樹脂のフィルムを製造し、更に、要すれば、例えば、テンター方式、あるいは、チューブラー方式等を利用して1軸ないし2軸方向に延伸してなる各種の樹脂のフィルムを使用することができる。
【0021】
本発明において、各種の樹脂のフィルムの膜厚としては、6〜2000μm位、より好ましくは、9〜100μm位が望ましい。なお、上記各種の樹脂の1種ないしそれ以上を使用し、その製膜化に際して、例えば、フィルムの加工性、耐熱性、耐候性、機械的性質、寸法安定性、抗酸化性、滑り性、離形性、難燃性、抗カビ性、電気的特性、強度、その他等を改良、改質する目的で、種々のプラスチック配合剤や添加剤等を添加することができ、その添加量としては、極く微量から数十%まで、その目的に応じて、任意に添加することができる。そして、一般的な添加剤としては、例えば、滑剤、架橋剤、酸化防止剤、紫外線吸収剤、光安定剤、充填剤、補強剤、帯電防止剤、顔料、その他等を使用することができ、更には、改質用樹脂等も使用することができる。
【0022】
本発明において、上記基材フィルムの一方の面に無機酸化物の蒸着膜を形成するが、予め基材フィルムに表面処理をおこなってもよい。これによって基材フィルムと無機酸化物の蒸着膜との密着性を向上させることができる。なお、このような表面処理としては、コロナ放電処理、オゾン処理、酸素ガスもしくは窒素ガス等を用いた低温プラズマ処理、グロー放電処理、化学薬品等を用いて処理する酸化処理、その他前処理などがある。
【0023】
また、本発明で使用する基材フィルムの表面に、予め、プライマーコート剤、アンダーコート剤、アンカーコート剤、あるいは、蒸着アンカーコート剤等を任意に塗布し、表面処理とすることもできる。なお、前記コート剤としては、例えば、ポリエステル系樹脂、ポリアミド系樹脂、ポリウレタン系樹脂、エポキシ系樹脂、フェノール系樹脂、(メタ)アクリル系樹脂、ポリ酢酸ビニル系樹脂、ポリエチレンあるいはポリプロピレン等のポリオレフィン系樹脂あるいはその共重合体ないし変性樹脂、セルロース系樹脂、その他ビヒクルを主成分とする樹脂組成物を使用することができる。
【0024】
このような表面処理の中でも、特に、コロナ処理やプラズマ処理を行うことが好適である。例えばプラズマ処理としては、気体をアーク放電により電離させることにより生じるプラズマガスを利用して表面改質を行なうプラズマ処理がある。プラズマガスとしては、上記のほかに、アルゴンガス、ヘリウムガス等の無機ガスを使用することができる。例えば、化学気相成長法による無機酸化物の蒸着膜を形成する直前に、インラインでプラズマ処理を行うことにより、基材フィルムの表面の水分、塵などを除去すると共にその表面の平滑化、活性化、その他表面処理を可能とすることができる。また、無機酸化物の蒸着後に、プラズマ処理を行い、蒸着層とその上に積層される他の層との密着性を向上することもできる。なお、プラズマ処理としては、プラズマ出力、プラズマガスの種類、プラズマガスの供給量、処理時間、その他の条件を考慮してプラズマ放電処理を行うことが好ましい。また、プラズマを発生する方法としては、直流グロー放電、高周波放電、マイクロ波放電、その他の装置を使用することができる。また、大気圧プラズマ処理法によりプラズマ処理を行なうこともできる。
【0025】
次いで、無機酸化物の蒸着膜としては、例えば、物理気相成長法、化学気相成長法またはこれらを複合して、無機酸化物の蒸着膜の1層からなる単層膜あるいは2層以上からなる多層膜または複合膜を形成して製造することができる。本発明での物理気相成長法として、例えば、真空蒸着法、スパッタリング法、イオンプレ−ティング法、イオンクラスタービーム法等の物理気相成長法(Physical Vapor Deposition法、PVD法)などにより無機酸化物の蒸着膜を形成することができる。具体的には、金属または金属の酸化物を原料とし、これを加熱して蒸気化したものを基材フィルムの一方の上に蒸着する真空蒸着法、または、原料として金属または金属の酸化物を使用し、酸素を導入して酸化させて基材フィルムの一方の上に蒸着する酸化反応蒸着法、更に酸化反応をプラズマで助成するプラズマ助成式の酸化反応蒸着法等を用いて蒸着膜を形成することができる。なお、蒸着材料の加熱方式としては、例えば、抵抗加熱方式、高周波誘導加熱方式、エレクトロンビーム加熱方式(EB)等にて行うことができる。物理気相成長法による無機酸化物の薄膜を形成する方法について、巻き取り式真空蒸着装置の一例を示す概略的構成図を示す図2を参照して説明する。
【0026】
まず、巻き取り式真空蒸着装置241の真空チャンバー242の中で、巻き出しロール243から図中矢印方向で繰り出す基材フィルム201は、ガイドロール244、245を介して、冷却したコーティングドラム246に案内される。上記の冷却したコーティングドラム246上に案内された基材フィルム201の上に、コーティングドラム246の下方に備えられたるつぼ247内に有する例えば、金属アルミニウム、あるいは、酸化アルミニウム等の蒸着源248の中央近傍の表層面に、不図示のエレクトロンビームガンのエレクトロンビーム照射口よりエレクトロンビームを照射し、蒸着源248を上方のコーティングドラム246側に加熱蒸発させ、さらに、必要であれば酸素ガス吹出口249より噴出させた酸素ガス等を供給しながら、マスク250、250を介して、例えば、酸化アルミニウム等の無機酸化物の蒸着膜が、コーティングドラム246上を移動中の基材フィルム201の上に成膜され、巻き取りロール253に巻き取るといった物理気相成長法による無機酸化物の蒸着膜を形成することができる。なお、上記巻き取り式真空蒸着装置を用いて、まず第1層の無機酸化物の蒸着膜を形成し、次いで、その上に無機酸化物の蒸着膜をさらに形成し、または、上記巻き取り式真空蒸着装置を2連に連接し、連続的に、無機酸化物の蒸着膜を形成して、2層以上の多層膜からなる無機酸化物の蒸着膜を形成してもよい。さらには、基材フィルム201上に成膜された無機酸化物の蒸着膜上に、不図示のグロー放電プラズマ発生装置による、例えば酸素とアルゴン混合ガスにより、プラズマ処理を施して巻き取りロール253に巻き取ることもできる。
【0027】
ところで、金属または無機酸化物の蒸着膜としては、基本的には、金属の酸化物を蒸着した薄膜であればよく、例えば、アルミニウム(Al)、ケイ素(Si)、マグネシウム(Mg)、カルシウム(Ca)、カリウム(K)、スズ(Sn)、ナトリウム(Na)、ホウ素(B)、チタン(Ti)、鉛(Pb)、ジルコニウム(Zr)、イットリウム(Y)等の金属の酸化物の蒸着膜を使用することができる。好ましくは、アルミニウム(Al)、ケイ素(Si)等の金属の酸化物の蒸着膜を挙げることができる。よって、上記の金属の酸化物の蒸着膜は、ケイ素酸化物、アルミニウム酸化物、マグネシウム酸化物等のように金属酸化物と称することができ、その表記は、例えば、SiOX、AlOX、MgOX等のようにMOX(ただし、式中、Mは、金属元素を表し、Xの値は、金属元素によってそれぞれ範囲がことなる。)で表される。
【0028】
また、上記のXの値の範囲としては、ケイ素(Si)は0を超え2以下、アルミニウム(Al)は0を超え1.5以下、マグネシウム(Mg)は0を超え1以下、カルシウム(Ca)は0を超え1以下、カリウム(K)は0を超え0.5以下、スズ(Sn)は0を超え2以下、ナトリウム(Na)は0を超え0.5以下、ホウ素(B)は0を超え1、5以下、チタン(Ti)は0を超え2以下、鉛(Pb)は0を超え1以下、ジルコニウム(Zr)は0を超え2以下、イットリウム(Y)は0を超え1.5以下の範囲である。上記においてX=0の場合は完全な金属であり、Xの範囲の上限は、完全に酸化した値である。本発明において、Mとしてケイ素やアルミニウムが好ましく、その際これらのXの値は、ケイ素(Si)は1.0〜2.0、アルミニウム(Al)は0.5〜1.5の範囲である。なお、無機酸化物の蒸着膜の膜厚は、使用する金属や金属の酸化物の種類等によって異なるが、例えば、50〜2000Å、好ましくは、100〜1000Åの範囲内で任意に選択することができる。また、無機酸化物の蒸着膜としては、使用する金属または金属の酸化物としては、1種または2種以上の混合物で使用し、異種の材質で混合した無機酸化物の蒸着膜を構成することもできる。
【0029】
さらに、本発明では、化学気相成長法により有機珪素化合物を蒸着用モノマーとして使用してもよい。化学気相成長法としては、例えば、プラズマ化学気相成長法、熱化学気相成長法、光化学気相成長法等を用いることができる。それらの中でも、特に、低温プラズマ化学気相成長法を用いて製膜化して製造することが望ましい。本発明においては、具体的には、基材フィルムの一方の面に、有機珪素化合物の1種以上からなる製膜用モノマーガスを原料とし、キャリヤーガスとして、アルゴンガス、ヘリウムガス等の不活性ガスを使用し、さらに、酸素供給ガスとして、酸素ガス等を使用し、かつ、低温プラズマ発生装置等を利用する低温プラズマ化学気相成長法を用いて珪素酸化物等からなる炭素含有酸化珪素の蒸着膜の1層からなる単層膜あるいは2層以上からなる多層膜または複合膜を形成して製造することができる。上記において、低温プラズマ発生装置としては、例えば、高周波プラズマ、パルス波プラズマ、マイクロ波プラズマ等の発生装置を使用することができ、本発明においては、高活性の安定したプラズマを得るためには、高周波プラズマ方式による発生装置を使用することが望ましい。
【0030】
上記の低温プラズマ化学気相成長法による炭素含有酸化珪素の蒸着膜の形成法の一例を低温プラズマ化学気相成長装置の概略的構成図である図3を用いて説明する。図3のプラズマ化学気相成長装置100は、基材フィルム供給室110、真空チャンバーからなる第一製膜室120および基材フィルムの上に炭素含有酸化珪素層を製膜化したフィルムを巻き取る巻取り室150から構成される。前記基材フィルム供給室110内に配置された巻き出しロール111から基材フィルム101を繰り出し、該基材フィルム101を、第一製膜室120内の補助ロール121を介して所定の速度で冷却・電極ドラム122周面上に搬送する。一方、ガス供給装置125および、原料揮発供給装置124等から酸素ガス、不活性ガス、有機珪素化合物等の蒸着用モノマーガスその他等を供給して蒸着用混合ガス組成物を調製し、これを原料供給ノズル127を通して第一製膜室120内に導入する。該蒸着用混合ガス組成物を上記冷却・電極ドラム122周面上に搬送された基材フィルム101の上に供給し、グロー放電プラズマ128によってプラズマを発生させ照射し、酸化珪素等の炭素含有酸化珪素の蒸着膜を製膜化する。次いで、上記で酸化珪素等の炭素含有酸化珪素の蒸着膜を形成した基材フィルム101を補助ロール123を介して巻取り室150に移送し、ここで巻き取りロール151に巻き取れば、プラズマ化学気相成長法による炭素含有酸化珪素の蒸着膜を有するフィルムを製造することができる。なお、冷却・電極ドラム122は、第一製膜室120の外に配置されている電源160から所定の電力が印加され、冷却・電極ドラム122の近傍には、マグネット129を配置してプラズマの発生が促進されている。このように冷却・電極ドラムに電源から所定の電圧が印加されているため、真空チャンバー内の原料供給ノズルの開口部と冷却・電極ドラムとの近傍でグロー放電プラズマが生成される。このグロー放電プラズマは、混合ガス中の1つ以上のガス成分から導出されるものであり、この状態で基材フィルムを搬送させると、グロー放電プラブマによって、冷却・電極ドラム周面上の基材フィルムの上に、酸化珪素等の炭素含有酸化珪素の蒸着膜を形成することができる。なお、図3中、符号153は真空ポンプを表す。
【0031】
本発明において、有機珪素化合物等の蒸着モノマーガスを使用して形成される炭素含有酸化珪素の蒸着膜は、有機珪素化合物等の蒸着モノマーガスと酸素ガス等とが化学反応し、その反応生成物が、基材フィルムの一方の面に密接着し、緻密な、柔軟性等に富む薄膜を形成するものであり、通常、一般式SiOX(ただし、Xは、0〜2の数を表す)で表される酸化珪素を主体とする連続状の薄膜である。上記炭素含有酸化珪素の蒸着膜としては、透明性、バリア性等の点から、一般式SiOX(ただし、Xは、1.3〜1.9の数を表す。)で表される炭素含有酸化珪素の蒸着膜を主体とする薄膜であることが好ましい。なお、Xの値は、蒸着モノマーガスと酸素ガスのモル比、プラズマのエネルギー等により変化するが、一般的に、Xの値が小さくなればガス透過度は小さくなり、膜自身が黄色性を帯び、透明性が悪くなる。
【0032】
本発明において、炭素含有酸化珪素の蒸着膜は、酸化珪素を主体とし、さらに、炭素、水素、珪素または酸素の1種類、または2種類以上の元素からなる化合物の少なくとも1種類を化学結合等により含有する蒸着膜からなることを特徴とする。例えば、C−H結合を有する化合物、Si−H結合を有する化合物、または、炭素単位がグラファイト状、ダイヤモンド状、フラーレン状等になっている場合、更に、原料の有機珪素化合物やそれらの誘導体を化学結合等によって含有する場合があるものである。例えば、CH3部位を持つハイドロカーボン、SiH3シリル、SiH2シリレン等のハイドロシリカ、SiH2OHシラノール等の水酸基誘導体等を挙げることができる。なお、上記以外でも、蒸着過程の条件等を変化させることにより、炭素含有酸化珪素の蒸着膜中に含有される化合物の種類、量等を変化させてもよい。この際、上記の化合物が炭素含有酸化珪素の蒸着膜中に含有する含有量としては、0.1〜50質量%、好ましくは5〜20質量%である。含有率が0.1質量%未満であると、炭素含有酸化珪素の蒸着膜の耐衝撃性、延展性、柔軟性等が不十分となり、曲げなどにより、擦り傷、クラック等が発生し易く、高いバリア性を安定して維持することが困難になる場合があり、一方、50質量%を越えるとバリア性が低下する場合がある。
【0033】
本発明においては、SiOxプラズマにより、基材フィルムの表面が清浄化され、その表面に、極性基やフリ−ラジカル等が発生するので、製膜化される珪素酸化物等からなる炭素含有酸化珪素膜と基材フィルムとの密接着性が高いものとなる。さらに、本発明では、炭素含有酸化珪素の蒸着膜において、上記の化合物の含有量が炭素含有酸化珪素の蒸着膜の表面から深さ方向に向かって増減していてもよい。例えば、表面から深さ方向に減少している場合には、これにより、炭素含有酸化珪素の蒸着膜の表面では上記化合物等により耐衝撃性等が高められ、他方、基材フィルムとの界面では、上記化合物の含有量が少ないために基材フィルムと炭素含有酸化珪素の蒸着膜との密接着性が強固なものとなる。このような炭素含有酸化珪素の蒸着膜は、1層で構成される場合に限定されず、例えば2層あるいはそれ以上を積層した多層膜の状態でもよい。
【0034】
上記多層からなる蒸着層を製膜するには、複数の真空チャンバーを製膜室として有する化学気相成長装置100を使用することで、異なる組成の炭素含有酸化珪素の蒸着膜を形成することができる。図4を使用して、3層の蒸着膜を有する場合を例示する。図4のプラズマ化学気相成長装置100は、基材フィルム供給室110、第1製膜室120、第二製膜室130、第三製膜室140、および、基材フィルムの上に炭素含有酸化珪素層を製膜化し重層したフィルムを巻き取る巻取り室150から構成される。基材フィルム供給室110において、巻き出しロール111から基材フィルム101を第一製膜室120に繰り出し、さらに、該基材フィルム101を、補助ロール121を介して所定の速度で冷却・電極ドラム122周面上に搬送する。第一製膜室120では、原料揮発供給装置124、および、ガス供給装置125等から有機珪素化合物の1種以上からなる製膜用モノマーガス、酸素ガス、不活性ガス、その他等を供給し、それらからなる製膜用混合ガス組成物を調整しながら、原料供給ノズル127を通して第1製膜室120内に上記の製膜用混合ガス組成物を導入し、そして、上記の冷却・電極ドラム122周面上に搬送された基材フィルム101の上に、グロー放電プラズマ128によってプラズマを発生させ、これを照射して、珪素酸化物等からなる第1層の炭素含有酸化珪素層を製膜化する。
【0035】
上記の第1製膜室120で第1層の炭素含有酸化珪素膜を製膜化した基材フィルム101を補助ロール123、131等を介して第二製膜室130に繰り出し、次いで、上記と同様に、第1層の炭素含有酸化珪素膜を製膜化した基材フィルム101を所定の速度で冷却・電極ドラム132周面上に搬送する。その後、上記と同様に、原料揮発供給装置134、および、ガス供給装置135等から有機珪素化合物の1種以上からなる製膜用モノマーガス、酸素ガス、不活性ガス、その他等を供給し、それらからなる製膜用混合ガス組成物を調整しながら、原料供給ノズル137を通して第二製膜室130内に上記の製膜用混合ガス組成物を導入し、そして、上記の冷却・電極ドラム132周面上に搬送された第1層の炭素含有酸化珪素膜を製膜化した基材フィルム101の第1層の炭素含有酸化珪素膜の上に、グロー放電プラズマ138によってプラズマを発生させ、これを照射して、珪素酸化物等からなる第2層の炭素含有酸化珪素膜を製膜化する。
【0036】
さらに、上記の第二製膜室130で第1層と第2層の炭素含有酸化珪素膜を製膜化し、重層した基材フィルム101を補助ロール133、141等を介して第三製膜室140に繰り出し、次いで、上記と同様に、第1層と第2層の炭素含有酸化珪素膜を製膜化した基材フィルム101を所定の速度で冷却・電極ドラム142周面上に搬送する。次いで、原料揮発供給装置144、および、ガス供給装置145等から有機珪素化合物の1種以上からなる製膜用モノマーガス、酸素ガス、不活性ガス、その他等を供給し、それらからなる製膜用混合ガス組成物を調整しながら、原料供給ノズル147を通して、第三製膜室140内に上記の製膜用混合ガス組成物を導入し、そして、上記の冷却・電極ドラム142周面上に搬送された第1層と第2層の炭素含有酸化珪素膜を製膜化し、重層した基材フィルム1の第2層の炭素含有酸化珪素膜の上に、グロー放電プラズマ148によってプラズマを発生させ、これを照射して、珪素酸化物等からなる第3層の炭素含有酸化珪素膜を製膜化する。
【0037】
次いで、上記で第1層、第2層、および、第3層の炭素含有酸化珪素膜を製膜化し、それらを重層した基材フィルム101を、補助ロール143を介して、巻取り室150に繰り出し、次いで、巻取りロール151に巻き取る。なお、各第1、第2、および、第3の製膜室120、130、140に配設されている各冷却・電極ドラム122、132、142は、各第1、第2、および、第3の製膜室120、130、140の外に配置されている電源160から所定の電力が印加され、また、各冷却・電極ドラム122、132、142の近傍には、マグネット129、139、149を配置してプラズマの発生が促進されるものである。なお、図示しないが、上記のプラズマ化学気相成長装置には、真空ポンプ等が設けられ、各製膜室等は真空に保持されるように調製し得ることは勿論である。また、上記は、3層で例示したが、製膜室を任意に調製し、4層以上の多層構造とすることができる。
【0038】
上記において、真空チャンバー内を真空ポンプにより減圧し、真空度1×10-1〜1×10-8Torr位、好ましくは、真空度1×10-3〜1×10-7Torr位に調製することが望ましい。また、本発明では、炭素含有酸化珪素の蒸着膜が単層で構成されるか多層で構成されるかに係わらず、酸化珪素等の炭素含有酸化珪素の蒸着膜の形成時の真空度は、各真空チャンバー内を真空ポンプにより減圧し、1×10-1〜1×10-4Torr、好ましくは、1×10-1〜1×10-2Torrに調整することが好ましい。従来の真空蒸着法により酸化珪素等の炭素含有酸化珪素の蒸着膜を形成する時の真空度、1×10-4〜1×10-5Torrに比較して低真空度であるから、基材フィルムの原反交換時の真空状態設定時間を短くすることができ、真空度が安定しやすく製膜プロセスも安定化する。なお、製膜室が複数ある場合には、真空度は、各室において同じであってもよく、異なっていてもよい。
【0039】
また、基材フィルムの搬送速度は、10〜300m/分位、好ましくは、50〜200m/分位に調製することが望ましいものである。プラズマ化学気相成長では、上記冷却・電極ドラムには、電源から所定の電圧が印加されているため、製膜室内の原料供給ノズルの開口部と冷却・電極ドラムとの近傍でグロー放電プラズマが生成される。このグロー放電プラズマは、製膜用混合ガス組成物に含まれる1以上のガス成分から導出されるものであり、基材フィルムを上記範囲で一定速度で搬送させると、グロー放電プラブマによって、前記冷却・電極ドラム周面上の基材フィルムの上に、珪素酸化物等からなる炭素含有酸化珪素膜を均一に製膜化することができる。
【0040】
また、原料である有機珪素化合物、酸素ガス、不活性ガスからなる製膜用混合ガス組成物において、各ガス成分のガス混合比としては、有機珪素化合物の1種からなる製膜用モノマーガスの含有量は、1〜40質量%位、酸素ガスの含有量は、0.1〜70質量%位、不活性ガスの含有量は、1〜60質量%位の範囲として調製することが好ましい。前記蒸着層が多層からなる場合には、各蒸着層において、原料である製膜用モノマーガスと酸素ガス(O2)との比をそれぞれ変化させてもよい。これによって製膜化した炭素含有酸化珪素膜中の炭素量を増減させることができ、該炭素量が増加すると、C−C結合、Si−CH3結合が増加し、柔軟性の高い、かつ、水蒸気に対して高いバリア性を持つ撥水性の炭素含有酸化珪素膜を製膜化可能とすることができる。また、製膜化した炭素含有酸化珪素層中に炭素量の含有が減少すると、Si−CH3結合が少なくなるため柔軟性は劣るが、酸素等に対して高いガスバリア性を保持することができる。
【0041】
本発明において、上記の炭素含有酸化珪素の蒸着膜は、例えばX線光電子分光装置(Xray Photoelectron Spectroscopy、XPS)、二次イオン質量分析装置(Secondary Ion Mass Spectroscopy、SIMS)等の表面分析装置を用い、深さ方向にイオンエッチングする等して分析し、炭素含有酸化珪素の蒸着膜の元素分析を行うことで、上記の物性を確認することができる。
【0042】
本発明において、上記炭素含有酸化珪素の蒸着膜の総膜厚は、60Å〜4000Å位であることが好ましく、より好ましくは100〜1000Åである。4000Åより厚くなると、その膜にクラック等が発生する場合があり、一方、60Å未満であると、バリア性の効果を奏することが困難になる場合がある。なお、膜厚は、例えば、株式会社理学製の蛍光X線分析装置(機種名、RIX2000型)を用いて、ファンダメンタルパラメーター法で測定することができる。また、炭素含有酸化珪素の蒸着膜の膜厚を変更する手段としては、蒸着膜の体積速度を大きくする方法、すなわち、モノマーガスと酸素ガス量を多くする方法や蒸着する速度を遅くする方法等によって行うことができる。なお、上記した3層からなる多層構造の場合には、第1層を構成する炭素含有酸化珪素膜の膜厚としては、20Å〜200Å位、好ましくは、30Å〜100Å位が望ましく、また、第2層を構成する炭素含有酸化珪素膜の膜厚としては、20Å〜200Å位、好ましくは、30Å〜100Å位が望ましく、さらに、第3層を構成する炭素含有酸化珪素膜の膜厚としては、20Å〜200Å位、好ましくは、30Å〜100Å位が望ましいものである。上記において、20Å以下であると、それ自身のバリア性が発現しないことから好ましくなく、また、200Åを越えると、膜にクラック等が入りやすく、特に、製膜中に、基材フィルムが巻き取られる間にクラックが入りやすい傾向にあることから好ましくないものである。また、上記において、上記の炭素含有酸化珪素層の膜厚を変更する手段としては、その層の体積速度を大きくすること、すなわち、製膜用モノマーガスと酸素ガスの量を多くする方法や製膜する速度を遅くする方法等によって行うことができる。
【0043】
本発明において、酸化珪素等の炭素含有酸化珪素の蒸着膜を形成する有機珪素化合物等の蒸着用モノマーガスとしては、例えば、1,1,3,3−テトラメチルジシロキサン、ヘキサメチルジシロキサン、ビニルトリメチルシラン、メチルトリメチルシラン、ヘキサメチルジシラン、メチルシラン、ジメチルシラン、トリメチルシラン、ジエチルシラン、プロピルシラン、フェニルシラン、ビニルトリエトキシシラン、ビニルトリメトキシシラン、テトラメトキシシラン、テトラエトキシシラン、フェニルトリメトキシシラン、メチルトリエトキシシラン、オクタメチルシクロテトラシロキサン、その他等を使用することができる。これらの中でも、1,1,3,3−テトラメチルジシロキサン、または、ヘキサメチルジシロキサンを原料として使用することが、その取り扱い性、形成された連続膜の特性等から、特に好ましい。なお、上記において、不活性ガスとしては、例えば、アルゴンガス、ヘリウムガス等を使用することができる。
【0044】
次いで、本発明のガスバリア性フィルムは、上記蒸着膜またはその蒸着膜の表面処理面にさらにガスバリア性塗布膜を形成させるが、このガスバリア性塗布膜としては、一般式R1nM(OR2)m(ただし、式中、R1、R2は、炭素数1〜8の有機基を表し、Mは、金属原子を表し、nは、0以上の整数を表し、mは、1以上の整数を表し、n+mは、Mの原子価を表す。)で表される少なくとも1種以上のアルコキシドと、ポリビニルアルコール系樹脂及び/又はエチレン・ビニルアルコール共重合体とを含有し、更に、ゾル−ゲル法触媒、酸、水、および、有機溶剤の存在下に、ゾルゲル法によって重縮合してなるガスバリア性組成物からなる塗布膜であり、該組成物を上記基材フィルム上に形成させた蒸着膜の上に塗工して塗布膜を設け、20℃〜200℃、かつ上記の基材フィルムの融点以下の温度で2秒〜10分間加熱処理して形成することができる。
【0045】
また、前記ガスバリア性組成物を上記基材フィルム上の炭素含有酸化珪素の蒸着膜の上に塗工して塗布膜を2層以上重層し、20℃〜200℃、かつ、上記基材フィルムの融点以下の温度で2秒〜10分間加熱処理し、ガスバリア性塗布膜を2層以上重層した複合ポリマー層を形成してもよい。上記一般式R1nM(OR2)mで表されるアルコキシドとしては、アルコキシドの部分加水分解物、アルコキシドの加水分解縮合物の少なくとも1種以上を使用することができ、また、上記アルコキシドの部分加水分解物としては、アルコキシ基のすべてが加水分解されるものに限定されず、1個以上が加水分解されているもの、および、その混合物であってもよく、更に、加水分解の縮合物としては、部分加水分解アルコキシドの2量体以上のもの、具体的には、2〜6量体のものを使用してもよい。
上記一般式R1nM(OR2)m中、R1としては、分岐を有していてもよい炭素数1〜8、好ましくは1〜5、より好ましくは1〜4のアルキル基であり、例えば、メチル基、エチル基、n−プロピル基、i−プロピル基、n−ブチル基、i−ブチル基、sec−ブチル基、t−ブチル基、n−ヘキシル基、n−オクチル基などを挙げることができる。上記一般式R1nM(OR2)m中、R2としては、分岐を有していてもよい炭素数1〜8、より好ましくは1〜5、特に好ましくは1〜4のアルキル基であり、例えば、メチル基、エチル基、n−プロピル基、i−プロピル基、n−ブチル基、sec−ブチル基、その他等を挙げることができる。なお、同一分子中に複数の(OR2)が存在する場合には、(OR2)は同一であっても、異なってもよい。上記一般式R1nM(OR2)m中、Mで表される金属原子としては、ケイ素、ジルコニウム、チタン、アルミニウム、その他等を例示することができる。
【0046】
本発明においてケイ素であることが好ましい。この場合、本発明で好ましく使用できるアルコキシドとしては、上記一般式R1nM(OR2)mにおいてn=0の場合には、一般式Si(ORa)4(ただし、式中、Raは、炭素数1〜5のアルキル基を表す。)で表されるものである。上記において、Raとしては、メチル基、エチル基、n−プロピル基、n−ブチル基、その他等が用いられる。このようなアルコキシシランの具体例としては、テトラメトキシシランSi(OCH3)4、テトラエトキシシランSi(OC2H5)4、テトラプロポキシシランSi(0C3H7)4、テトラブトキシシランSi(OC4H9)4等を例示することができる。また、nが1以上の場合には、一般式RbnSi(ORc)4-m(ただし、式中、mは、1、2、3の整数を表し、Rb、Rcは、メチル基、エチル基、n−プロピル基、n−ブチル基、その他を表わす。)で表されるアルキルアルコキシシランを使用することができる。このようなアルキルアルコキシシランとしては、例えば、メチルトリメトキシシランCH3Si(OCH3)3、メチルトリエトキシシランCH3Si(OC2H5)3、ジメチルジメトキシシラン(CH3)2Si(OCH3)2、ジメチルジエトキシシラン(CH3)2Si(OC2H5)2、その他等を使用することができる。本発明では、上記のアルコキシシラン、アルキルアルコキシシラン等は、単独で又は2種以上を併用してもよい。また、本発明において、上記のアルコキシシランの縮重合物も使用することができ、具体的には、例えば、ポリテトラメトキシシラン、ポリテトラエメトキシシラン、その他等を使用することができる。
【0047】
本発明では、上記一般式R1nM(OR2)mで表されるアルコキシドとして、MがZrであるジルコニウムアルコキシドも好適に使用することができる。例えば、テトラメトキシジルコニウムZr(OCH3)4、テトラエトキシジルコニウムZr(OC2H5)4、テトラiプロポキシジルコニウムZr(iso−0C3H7)4、テトラnブトキシジルコニウムZr(OC4H9)4、などを例示することができる。
【0048】
また、上記一般式R1nM(OR2)mで表されるアルコキシドとして、MがTiであるチタニウムアルコキシドを好適に使用することができ、例えば、テトラメトキシチタニウムTi(OCH3)4、テトラエトキシチタニウムTi(OC2H5)4、テトライソプロポキシチタニウムTi(iso−0C3H7)4、テトラnブトキシチタニウムTi(OC4H9)4、その他等を例示することができる。また、上記一般式R1nM(OR2)mで表されるアルコキシドとして、MがAlであるアルミニウムアルコキシドを使用することができ、例えば、テトラメトキシアルミニウムAl(OCH3)4、テトラエトキシアルミニウムAl(OC2H5)4、テトライソプロポキシアルミニウムAl(is0−OC3H7)4、テトラnブトキシアルミニウムAl(OC4H9)4、その他等を使用することができる。
【0049】
本発明では、上記アルコキシドは、2種以上を併用してもよい。例えばアルコキシシランとジルコニウムアルコキシドを混合して用いると、得られるガスバリア性積層フィルムの靭性、耐熱性等を向上させることができ、また、延伸時のフィルムの耐レトルト性などの低下が回避される。この際、ジルコニウムアルコキシドの使用量は、上記アルコキシシラン100質量部に対して10質量部以下の範囲である。10質量部を越えると、形成されるガスバリア性塗布膜が、ゲル化し易くなり、また、その膜の脆性が大きくなり、基材フィルムを被覆した際にガスバリア性塗布膜が剥離し易くなる傾向にあることから好ましくないものである。また、アルコキシシランとチタニウムアルコキシドを混合して用いると、得られるガスバリア性塗布膜の熱伝導率が低くなり、耐熱性が著しく向上する。この際、チタニウムアルコキシドの使用量は、上記のアルコキシシラン100質量部に対して5質量部以下の範囲である。5質量部を越えると、形成されるガスバリア性塗布膜の脆性が大きくなり、基材フィルムを被覆した際に、ガスバリア性塗布膜が剥離し易くなる場合がある。
【0050】
本発明で使用するポリビニルアルコール系樹脂及び/又はエチレン・ビニルアルコール共重合体としては、ポリビニルアルコール系樹脂、またはエチレン・ビニルアルコ一ル共重合体を単独で各々使用することができ、あるいは、ポリビニルアルコ一ル系樹脂およびエチレン・ビニルアルコール共重合体とを組み合わせて使用することができる。本発明では、ポリビニルアルコール系樹脂及び/又はエチレン・ビニルアルコール共重合体を使用することにより、ガスバリア性、耐水性、耐候性、その他等の物性を著しく向上させることができる。ポリビニルアルコール系樹脂とエチレン・ビニルアルコール共重合体とを組み合わせて使用する場合、それぞれの配合割合としては、質量比で、ポリビニルアルコ一ル系樹脂:エチレン・ビニルアルコール共重合体=10:0.05〜10:6位であることが好ましい。
【0051】
また、ポリビニルアルコール系樹脂及び/又はエチレン・ビニルアルコール共重合体の含有量は、上記のアルコキシドの合計量100質量部に対して5〜500質量部の範囲であり、好ましくは20〜200質量部の配合割合である。500質量部を越えると、ガスバリア性塗布膜の脆性が大きくなり、得られるバリア性フィルムの耐水性および耐候性等が低下する場合がある。一方、5質量部を下回るとガスバリア性が低下する場合がある。
前記ポリビニルアルコ一ル系樹脂及び/又はエチレン・ビニルアルコール共重合体において、ポリビニルアルコ一ル系樹脂としては、一般に、ポリ酢酸ビニルをケン化して得られるものを使用することができる。ポリビニルアルコール系樹脂としては、酢酸基が数十%残存している部分ケン化ポリビニルアルコール系樹脂でも、酢酸基が残存しない完全ケン化ポリビニルアルコールでも、OH基が変性された変性ポリビニルアルコール系樹脂でもよく、特に限定されるものではない。このようなポリビニルアルコール系樹脂としては、株式会社クラレ製のRSポリマーである「RS−110(ケン化度=99%、重合度=1,000)」、同社製の「クラレポバールLM−20SO(ケン化度=40%、重合度=2,000)」、日本合成化学工業株式会社製の「ゴーセノールNM−14(ケン化度=99%、重合度=1,400)」等を例示することができる。
【0052】
また、エチレン・ビニルアルコール共重合体としては、エチレンと酢酸ビニルとの共重合体のケン化物、すなわち、エチレン−酢酸ビニルランダム共重合体をケン化して得られるものを使用することができる。例えば、酢酸基が数十モル%残存している部分ケン化物から、酢酸基が数モル%しか残存していないかまたは酢酸基が残存しない完全ケン化物まで含み、特に限定されるものではない。ただし、ガスバリア性の観点から好ましいケン化度は、80モル%以上、より好ましくは、90モル%以上、さらに好ましくは、95モル%以上であるものを使用することが好ましい。なお、上記エチレン・ビニルアルコール共重合体中のエチレンに由来する繰り返し単位の含量(以下「エチレン含量」ともいう)は、通常、0〜50モル%、好ましくは、20〜45モル%であるものことが好ましい。このようなエチレン・ビニルアルコール共重合体としては、株式会社クラレ製、「エバールEP−F101(エチレン含量;32モル%)」、日本合成化学工業株式会社製、「ソアノールD2908(エチレン含量;29モル%)」等を例示することができる。
【0053】
本発明で使用するガスバリア性組成物は、前記一般式R1nM(OR2)m(ただし、式中、R1、R2は、炭素数1〜8の有機基を表し、Mは、金属原子を表し、nは、0以上の整数を表し、mは、1以上の整数を表し、n+mは、Mの原子価を表す。)で表される少なくとも1種以上のアルコキシドと、上記のようなポリビニルアルコール系樹脂及び/又はエチレン・ビニルアルコール共重合体とを含有し、更に、ゾル−ゲル法触媒、酸、水、および、有機溶剤の存在下に、ゾルゲル法によって重縮合して得たガスバリア性組成物である。上記ガスバリア性組成物を調製するのに際し、シランカップリング剤等を添加してもよい。
【0054】
本発明で好適に使用できるシランカップリング剤としては、既知の有機反応性基含有オルガノアルコキシシランを広く使用することができる。例えば、エポキシ基を有するオルガノアルコキシシランが好適であり、それには、例えば、γ−グリシドキシプロピルトリメトキシシラン、γ−グリシドキシプロピルメチルジエトキシシラン、あるいは、β−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン等を使用することができる。このようなシランカップリング剤は、1種ないし2種以上を混合して用いてもよい。なお、シランカップリング剤の使用量は、上記アルコキシシラン100質量部に対して1〜20質量部の範囲内である。20質量部以上を使用すると、形成されるガスバリア性塗布膜の剛性と脆性とが大きくなり、また、ガスバリア性塗布膜の絶縁性および加工性が低下する場合がある。
【0055】
また、ゾル−ゲル法触媒とは、主として、重縮合触媒として使用される触媒であり、水に実質的に不溶であり、かつ有機溶媒に可溶な第三アミンなどの塩基性物質が用いられる。例えば、N、N−ジメチルベンジルアミン、トリプロピルアミン、トリブチルアミン、トリペンチルアミン、その他等を使用することができる。本発明においては、特に、N、N−ジメチルべンジルアミンが好適である。その使用量は、アルコキシド、および、シランカップリング剤の合計量100質量部当り、0.01〜1.0質量部である。
【0056】
また、上記ガスバリア性組成物において用いられる「酸」としては、上記ゾル−ゲル法において、主として、アルコキシドやシランカップリング剤などの加水分解のための触媒として用いられる。例えば、硫酸、塩酸、硝酸などの鉱酸、ならびに、酢酸、酒石酸な等の有機酸、その他等を使用することができる。上記酸の使用量は、アルコキシドおよびシランカップリング剤のアルコキシド分(例えばシリケート部分)の総モル量に対し0.001〜0.05モルを使用することが好ましい。
【0057】
さらに、上記のガスバリア性組成物においては、上記のアルコキシドの合計モル量1モルに対して0.1〜100モル、好ましくは、0.8から2モルの割合の水を用いることができる。水の量が2モルを越えると、上記アルコキシシランと金属アルコキシドとから得られるポリマーが球状粒子となり、さらに、この球状粒子同士が三次元的に架橋し、密度の低い、多孔性のポリマーとなり、そのような多孔性のポリマーは、ガスバリア性積層フィルムのガスバリア性を改善することができなくなる。また、上記の水の量が0.8モルを下回ると、加水分解反応が進行しにくくなる場合がある。
【0058】
さらに、上記のガスバリア性組成物において用いられる有機溶媒としては、例えば、メチルアルコール、エチルアルコール、n−プロピルアルコール、イソプロピルアルコール、n−ブタノール、などを用いることができる。なお、上記ポリビニルアルコール系樹脂及び/又はエチレン・ビニルアルコール共重合体は、上記アルコキシドやシランカップリング剤などを含む塗工液中で溶解した状態で取り扱われることが好ましく、上記有機溶媒の中から適宜選択することができる。例えば、ポリビニルアルコール系樹脂およびエチレン・ビニルアルコール共重合体とを組み合わせて使用する場合には、n−ブタノールを使用することが好ましい。なお、溶媒中に可溶化されたエチレン・ビニルアルコール共重合体を使用することもでき、例えば、日本合成化学工業株式会社製、商品名「ソアノール」などを好適に使用することができる。上記の有機溶媒の使用量は、通常、上記アルコキシド、シランカップリング剤、ポリビニルアルコール系樹脂及び/又はエチレン・ビニルアルコール共重合体、酸およびゾル−ゲル法触媒の合計量100質量に対して30〜500質量部である。
【0059】
本発明において、ガスバリア性積層フィルムは、以下の方法で製造することができる。
まず、上記のアルコキシシランなどのアルコキシド、シランカップリング剤、ポリビニルアルコール系樹脂及び/又はエチレン・ビニルアルコール共重合体、ゾル−ゲル法触媒、酸、水、有機溶媒、および、必要に応じて、金属アルコキシド等を混合し、ガスバリア性組成物を調製する。混合により、ガスバリア性組成物(塗工液)は、重縮合反応が開始および進行する。次いで、基材フィルム上の炭素含有酸化珪素の蒸着膜の上に、常法により、上記のガスバリア性組成物を塗布し、および乾燥する。この乾燥工程によって、上記のアルコキシシラン等のアルコキシド、金属アルコキシド、シランカップリング剤およびポリビニルアルコール系樹脂及び/又はエチレン・ビニルアルコール共重合体等の重縮合が更に進行し、塗布膜が形成される。第一の塗布膜の上に、更に上記塗布操作を繰り返して、2層以上からなる複数の塗布膜を形成してもよい。
【0060】
次いで、上記ガスバリア性組成物を塗布した基材フィルムを20℃〜200℃、かつ基材フィルムの融点以下の温度、好ましくは、100℃〜200℃の範囲の温度で、2秒〜10分間加熱処理する。これによって、前記炭素含有酸化珪素の蒸着膜の上に、上記ガスバリア性組成物によるガスバリア性塗布膜を1層ないし2層以上形成したガスバリア性積層フィルムを製造することができる。なお、エチレン・ビニルアルコール共重合体単独、またはポリビニルアルコール系樹脂とエチレン・ビニルアルコール共重合体との両者を用いて得られたガスバリア性積層フィルムは、熱水処理後のガスバリア性に優れる。一方、ポリビニルアルコール系樹脂のみを使用してガスバリア性積層フィルムを製造した場合には、予め、ポリビニルアルコール系樹脂を使用したガスバリア性組成物を塗工して第1の塗布膜を形成し、次いで、その塗布膜の上に、エチレン・ビニルアルコール共重合体を含有するガスバリア性組成物を塗工して第2の塗布膜を形成し、それらの複合層を形成すると、熱水処理後のガスバリア性が向上したガスバリア性積層フィルムを製造することができる。さらに、上記エチレン・ビニルアルコール共重合体を含有するガスバリア性組成物により塗布膜を形成し、または、ポリビニルアルコール系樹脂およびエチレン・ビニルアルコール共重合体とを組み合わせて含有するガスバリア性組成物により塗布膜を形成し、これらを複数積層しても、本発明に係るガスバリア性積層フィルムのガスバリア性の向上に有効な手段となる。
【0061】
本発明で使用するガスバリア性積層フィルムの製造法について、アルコキシドとしてアルコキシシランを使用し、より詳細に説明する。ガスバリア性組成物として配合されたアルコキシシランや金属アルコキシドは、添加された水によって加水分解される。加水分解の際には、酸が加水分解の触媒として作用する。次いで、ゾル−ゲル法触媒の働きによって、加水分解によって生じた水酸基からプロトンが奪取され、加水分解生成物同士が脱水重縮合する。このとき、酸触媒により同時にシランカップリング剤も加水分解されて、アルコキシ基が水酸基となる。
【0062】
また、塩基触媒の働きによりエポキシ基の開環も起こり、水酸基が生じる。また、加水分解されたシランカップリング剤と加水分解されたアルコキシドとの重縮合反応も進行する。反応系にはポリビニルアルコール系樹脂、または、エチレン・ビニルアルコール共重合体、または、ポリビニルアルコール系樹脂および/またはエチレン・ビニルアルコール共重合体が存在するため、ポリビニルアルコール系樹脂およびエチレン・ビニルアルコール共重合体が有する水酸基との反応も生じる。なお、生成する重縮合物は、例えば、Si−O−Si、Si−O−Zr、Si−O−Ti、その他等の結合からなる無機質部分と、シランカップリング剤に起因する有機部分とを含有する複合ポリマーである。
【0063】
上記反応において、例えば、下記の式(III)に示される部分構造式を有し、更に、シランカップリング剤に起因する部分を有する直鎖状のポリマーがまず生成する。
【0064】
【化1】
【0065】
このポリマーは、OR基(エトキシ基などのアルコキシ基)を、直鎖状のポリマーから分岐した形で有する。このOR基は、存在する酸が触媒となって加水分解されてOH基となり、ゾル−ゲル法触媒(塩基触媒)の働きにより、まず、OH基が、脱プロトン化し、次いで、重縮合が進行する。すなわち、このOH基が、下記の式(I)に示されるポリビニルアルコール系樹脂、または、下記の式(II)に示されるエチレン・ビニルアルコール共重合体と重縮合反応し、Si−O−Si結合を有する、例えば、下記の式(IV)に示される複合ポリマー、あるいは、下記の式(V)及び(VI)に示される共重合した複合ポリマーを生じると考えられる。
【0066】
【化2】
【0067】
【化3】
【0068】
【化4】
【0069】
【化5】
【0070】
【化6】
【0071】
上記の反応は常温で進行し、ガスバリア性組成物は、調製中に粘度が増加する。このガスバリア性組成物を、基材フィルム上の炭素含有酸化珪素の蒸着膜の上に塗布し、加熱して溶媒および重縮合反応により生成したアルコールを除去すると重縮合反応が完結し、基材フィルム上の炭素含有酸化珪素の蒸着膜の上に透明な塗布膜が形成される。なお、上記の塗布膜を複数層積層する場合には、層間の塗布膜中の複合ポリマー同士も縮合し、層と層との間が強固に結合する。
【0072】
さらに、シランカップリング剤の有機反応性基や、加水分解によって生じた水酸基が、基材フィルム、または、基材フィルム上の炭素含有酸化珪素の蒸着膜の表面の水酸基等と結合するため、基材フィルム、または前記炭素含有酸化珪素の蒸着膜表面と、塗布膜との接着性も良好なものとなる。このように、本発明においては、炭素含有酸化珪素の蒸着膜とガスバリア性塗布膜とが、例えば、加水分解・共縮合反応による化学結合、水素結合、あるいは、配位結合などを形成するため、炭素含有酸化珪素の蒸着膜とガスバリア性塗布膜との密着性が向上し、その2層の相乗効果により、より良好なガスバリア性の効果を発揮し得る。なお、本発明では、添加される水の量をアルコキシド類1モルに対して0.8〜2モル、好ましくは1.0〜1.7モルに調節した場合には、上記直鎖状のポリマーが形成される。
【0073】
このような直鎖状ポリマーは結晶性を有し、非晶質部分の中に多数の微小の結晶が埋包された構造をとる。このような結晶構造は、結晶性有機ポリマー(例えば、塩化ビニリデンやポリビニルアルコール)と同様であり、さらに極性基(OH基)が部分的に分子内に存在し、分子の凝集エネルギーが高く分子鎖剛性も高いため、特にガスバリア性(O2、N2、H2O、CO2、その他等の透過を遮断、阻止する)に優れる。特に、N2、CO2ガス等を充填した、いわゆる、ガス充填包装に用いた場合には、その優れたガスバリア性が、充填ガスの保持に極めて有効となる。更に、本発明にかかるガスバリア性積層フィルムは、熱水処理、特に、高圧熱水処理(レトルト処理)に優れ、極めて優れたガスバリア性特性を示す。
【0074】
上記のガスバリア性組成物を塗布する方法としては、例えば、グラビアロールコーターなどのロールコート、スプレーコート、スピンコート、デイツピング、刷毛、バーコード、アプリケータ等の塗布手段により、1回あるいは複数回の塗布で、乾燥膜厚が、0.01〜30μm、好ましくは、0.1〜10μm位の塗布膜を形成することができ、更に、通常の環境下、50〜300℃、好ましくは、70〜200℃の温度で、0.005〜60分間、好ましくは、0.01〜10分間、加熱・乾操することにより、縮合が行われ、本発明のガスバリア性塗布膜を形成することができる。
【0075】
ここで、本願発明の特徴である、基材フィルム201上に成膜された無機酸化物上にガスバリア性組成物をコーティングする方法について、図5および図6〜7を参照して説明する。なお、図5は、ガスバリア性組成物の塗工工程を有する巻き取り式真空蒸着装置の一例を示す概略的構成図、図6は、グラビアロールの正面模式図、図7はグラビアロールの表面を拡大した正面模式図を示す。まず、巻き取り式真空蒸着装置241における真空チャンバー242内で巻き取りロール253によって巻き取られた基材フィルム201は、ガスバリア性組成物の塗工工程300である次工程のチャンバー301内に移送され、容器302内に有する予め調製したガスバリア性組成物であるバリア塗工液を、その基材フィルム201の無機酸化物の蒸着膜上にグラビアロール303を用いてコーティングされる。
【0076】
その際、図6に示すように、グラビアロール303表面の彫刻は、例えば、中央部近傍304である幅Aの部分の版深を40μmとし、幅Aから両端部近傍305に向けて左右対称に幅Aに隣接して幅Aの外側に20mmずつ設けられた左右幅Bの部分の版深を33μmとし、さらに幅Bから両端部近傍305に向けて左右対称に幅Bに隣接して、幅Bの外側に20mmずつ設けられた左右幅Cの部分の版深を27μmとなるよう、中央部近傍 304から両端部近傍305に向けて段階的に順次版深が浅くなるように、該版深にグラデーションが設けられる。なお、グラビアロール303の両端部近傍305には彫刻は施されない。なお、グラビアロール303は、上述の版深に限定されず、例えば左右幅Bの部分の版深を36μm、左右幅Cの部分の版深を30μmとしてもよく、左右幅Aから左右幅B、左右幅Cの順にそれぞれ10〜20%づつ版深を浅く設けることが好ましい。
【0077】
このように、グラビアロールの彫刻の版深を、グラビアロールの中央部近傍から両端部近傍に向けて左右対称、かつ三段階に順次浅く設けるので、基材フィルムの蒸着膜上に、このグラビアロールで塗工されるガスバリア性組成物端部の塗布量を、基材フィルムの蒸着膜端部に向けて段階的に減らすことで、コーティングされたガスバリア性組成物の端部の収縮応力を減少させ、ガスバリア性組成物がコーティングされていない蒸着膜を有する基材フィルム端部の曲折を防止することができる。
【0078】
そして、ガスバリア性組成物から成るバリア塗工液302が無機酸化物の蒸着膜上にコーティングされた基材フィルム201は、加熱処理により乾燥させた後、巻き取りロール306によって巻き取られる。なお、以上の操作条件として、真空チャンバー242内における蒸着チャンバー内の真空度:2.0×10-4mbar、エレクトロンビームの電力:25kW、基材フィルム201の搬送速度:240m/min、加熱処理における乾燥温度:180℃、加熱処理におけるフィルム搬送速度:100m/minなどの条件で処理されるが、これら数値に限定されず、諸条件により操作条件が適宜変更される。
【0079】
本発明のポリウレタン系樹脂組成物によるコーティング薄膜は、シランカップリング剤と充填剤とを含むポリウレタン系樹脂組成物により、該コーティング薄膜は、上記ガスバリア性塗布膜もしくはその表面処理層上に形成してもよい。該コーティング薄膜に使用するシランカップリング剤としては、二元反応性を有する有機官能性シランモノマ−類を使用することができ、例えば、γ−クロロプロピルトリメトキシシラン、ビニルトリクロロシラン、ビニルトリエトキシシラン、ビニルートリス(β−メトキシエトキシ)シラン、γ−メタクリルオキシプロピルトリメトキシシラン、β−(3、4−エポキシシクロヘキシル)エチルトリメトキシシラン、γ−グリシドキシプロピルトリメトキシシラン、ビニルトリアセトキシシラン、γ−メルカプトプロピルトリメトキシシラン、N−β(アミノエチル)−γ−アミノプロピルトリメトキシシラン、N−β(アミノエチル)−γ−アミノプロピルメチルジメトキシシラン、γ−ウレイドプロピルトリエトキシシラン、ビス(β−ヒドロキシエチル)−γ−アミノプロピルトリエトキシシラン、γ−アミノプロピルシリコ−ンの水溶液等の1種ないしそれ以上を使用することができる。
【0080】
上記のようなシランカップリング剤は、その分子の一端にある官能基、通常、クロロ、アルコキシ、または、アセトキシ基等が加水分解し、シラノール基(SiOH)を形成し、これが、前記バリア性塗布膜に含まれるケイ素、あるいは該バリア性塗布膜上の活性な基、例えば、水酸基等の官能基と何らかの作用、例えば、脱水縮合反応等の反応を起こして、バリア性塗布膜上にシランカップリング剤が共有結合等で修飾され、更に、シラノール基自体のバリア性塗布膜への吸着や水素結合等により強固な結合を形成する。他方、シランカップリング剤の他端にあるビニル、メタクリロキシ、アミノ、エポキシ、あるいは、メルカプト等の有機官能基が、そのシランカップリング剤の薄膜の上に形成される、例えば、ラミネート用接着剤層、アンカーコート層、その他の層等を構成する物質と反応して強固な結合を形成する。これにより、本発明においては、上記のような化学結合等により、ラミネート用接着剤層、アンカーコート層等を介して、バリア性塗布膜とヒートシール性樹脂層とが強固に密接着してラミネート強度を高め、ラミネート強度の高い強固な積層構造を形成可能とする。特に本発明では、炭素含有酸化珪素の蒸着膜の形成に有機珪素化合物を蒸着用モノマーが使用されるが、蒸着膜の形成に使用されるテトラエトキシシランなどの有機珪素化合物は、前記ガスバリア性塗布膜にも使用されるものであり、また、前記ガスバリア性塗布膜とコーティング薄膜には共通してシランカップリング剤が使用されるため、含まれる成分が共通することで各薄膜が強固に結合すると考えられる。特に、シランカップリン剤を含有するコーティング層を積層することで、前記ガスバリア性塗布膜と、ラミネート用接着剤層やアンカーコート層との密着性が確保され、このためこれらの上に積層されるヒートシール層との密着性も確保され、ラミネート強度等が向上する。
【0081】
また、充填剤としては、例えば、炭酸カルシウム、硫酸バリウム、アルミナホワイト、シリカ、タルク、ガラスフリット、樹脂粉末、その他のものを使用することができる。これは、ポリウレタン系樹脂組成物について、その粘度等を調整し、そのコーティング適性等を高めるものである。
【0082】
また、ポリウレタン系樹脂としては、具体的には、例えば、多官能イソシアネートとヒドロキシル基含有化合物との反応により得られるポリマー、具体的には、例えば、トリレンジイソシアナート、ジフェニルメタンジイソシアナート、ポリメチレンポリフェニレンポリイソシアナート等の芳香族ポリイソシアナート、あるいは、ヘキサメチレンジイソシアナート、キシリレンジイソシアナート等の脂肪族ポリイソシアナート等の多官能イソシアネートと、ポリエーテルポリオール、ポリエステルポリオール、ポリアクリレートポリオール等のヒドロキシル基含有化合物との反応により得られる一液ないし二液型ポリウレタン系樹脂を使用することができる。而して、本発明において、上記のようなポリウレタン系樹脂を使用することにより、コーティング薄膜の伸長度を向上させ、例えば、ラミネート加工、あるいは、製袋加工等の後加工適性を向上させ、後加工時における無機酸化物の薄膜のクラック等の発生を防止するものである。
【0083】
上記のポリウレタン系樹脂組成物としては、ポリウレタン系樹脂、1〜30質量%に対し、シランカップリング剤、0.05〜10質量%位、好ましくは、0.1〜5質量%位、充填剤0.1〜20質量%位、好ましくは、1〜10質量%位の割合で添加し、更に、必要ならば、安定剤、硬化剤、架橋剤、滑剤、紫外線吸収剤、その他等の添加剤を任意に添加し、溶媒、希釈剤等を加えて充分に混合してポリウレタン系樹脂組成物を調整する。而して、本発明においては、上記のようなポリウレタン系樹脂組成物を、例えば、ロールコート、グラビアコート、ナイフコート、デップコート、スプレイコート、その他のコーティング法で無機酸化物の薄膜の上にコーティングし、しかる後コーティング膜を乾燥させて溶媒、希釈剤等を除去して、本発明にかかるコーティング薄膜を形成することができる。なお、本発明において、ポリウレタン系樹脂組成物によるコーティング薄膜の膜厚としては、例えば、0.01〜50μm位、好ましくは、0.1〜5μm位が望ましい。
【0084】
次に、ラミネート用接着剤としては、ポリ酢酸ビニル系接着剤、アクリル酸のエチル、ブチル、2−エチルへキシルエステルなどのホモポリマーもしくはこれらとメタクリル酸メチル、アクリロニトリル、スチレンなどとの共重合体などからなるポリアクリル酸エステル系接着剤、シアノアクリレート系接着剤、エチレンと酢酸ビニル、アクリル酸エチル、アクリル酸、メタクリル酸などのモノマーとの共重合体などからなるエチレン共重合体系接着剤、セルロース系接着剤、ポリエステル系接着剤、ポリアミド系接着剤、ポリイミド系接着剤、尿素樹脂またはメラミン樹脂などからなるアミノ樹脂系接着剤、フェノール樹脂系接着剤、エポキシ系接着剤、ポリウレタン系接着剤、反応型(メタ)アクリル酸系接着剤、クロロプレンゴム、ニトリルゴム、スチレン−ブタジエンゴムなどからなる無機系接着剤、シリコーン系接着剤、アルカリ金属シリケート、低融点ガラスなどからなる無機系接着剤、その他の接着剤を使用することができる。
【0085】
より好ましくは、例えば、トリレンジイソシアナート、ジフェニルメタンジイソシアナート、ポリメチレンポリフェニレンポリイソシアナートなどの芳香族ポリイソシアナート、またはヘキサメチレンジイソシアナート、キシリレンジイソシアナートなどの脂肪族ポリイソシアナート等の多官能イソシアナートと、ポリエーテル系ポリオール、ポリエステル系ポリオール、ポリアクリレートポリオール、その他のヒドロキシル基含有化合物との反応によって得られるポリエーテルポリウレタン系樹脂、ポリエステル系ポリウレタン系樹脂、ポリアクリレートポリウレタン系樹脂を主成分とするものである。これらによれば、柔軟性と屈曲性に富む薄膜を形成することができ、その引っ張り伸長度を向上させ、無機酸化物からなるバリア性薄膜層に対し、柔軟性、屈曲性などを有する被膜として作用し、ラミネート加工、印刷加工などの加工適性を向上させ、無機酸化物からなるバリア性薄膜層へのクラックなどの発生を回避することができる。上記ラミネート用接着剤からなるラミネート接着剤層は、JIS規格K7113に基づいて、100〜300%の引っ張り伸長度を有することが好ましい。
【0086】
これらの接着剤の組成系は、水性型、溶液型、エマルジョン型、分散型などのいずれの組成物形態でもよく、その性状はフィルム、シート状、粉末状、固形状などのいずれでもよい。更に、反応機構として、化学反応型、溶剤揮発型、熱溶着型、熱圧型などのいずれでもよい。また、ラミネート用接着剤の使用量には特に限定はないが、一般には、0.1〜10g/m2(乾燥状態)である。上記ラミネート用接着剤は、ロールコート、グラビアコート、キスコートその他のコート法や印刷法によって行うことができる。
【0087】
そして、上記ガスバリア性フィルムを形成するいずれかの層の間に所望の印刷模様層を形成することができる。上記の印刷模様層としては、例えば、上記のプライマー層の上に、通常のグラビアインキ組成物、オフセットインキ組成物、凸版インキ組成物、スクリーンインキ組成物、その他のインキ組成物を使用し、例えば、グラビア印刷方式、オフセット印刷方式、凸版印刷方式、シルクスクリーン印刷方式、その他の印刷方式を使用し、例えば、文字、図形、絵柄、記号、その他からなる所望の印刷絵柄を形成することにより構成することができる。
【0088】
上記インキ組成物について、インキ組成物を構成するビヒクルとしては、例えば、ポリエチレン系樹脂、塩素化ポリプロピレン系樹脂などのポリオレフィン系樹脂、ポリ(メタ)アクリル系樹脂、ポリ塩化ビニル系樹脂、ポリ酢酸ビニル系樹脂、塩化ビニル−酢酸ビニル共重合体、ポリスチレン系樹脂、スチレン−ブタジエン共重合体、フッ化ビニリデン系樹脂、ポリビニルアルコール系樹脂、ポリビニルアセタール系樹脂、ポリビニルブチラール系樹脂、ポリブタジエン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、アルキッド系樹脂、エポキシ系樹脂、不飽和ポリエステル系樹脂、熱硬化型ポリ(メタ)アクリル系樹脂、メラミン系樹脂、尿素系樹脂、ポリウレタン系樹脂、フェノール系樹脂、キシレン系樹脂、マレイン酸樹脂、ニトロセルロース、エチルセルロース、アセチルブチルセルロース、エチルオキシエチルセルロースなどの繊維素系樹脂、塩化ゴム、環化ゴムなどのゴム系樹脂、石油系樹脂、ロジン、カゼインなどの天然樹脂、アマニ油、大豆油などの油脂類、その他の樹脂の1種ないし2種以上の混合物を使用することができる。
【0089】
本発明において、上記のようなビヒクルの1種ないし2種以上を主成分とし、これに、染料・顔料などの着色剤の1種ないし2種以上を加え、さらに必要ならば、充填剤、安定剤、可塑剤、酸化防止剤、紫外線吸収剤などの光安定剤、分散剤、増粘剤、乾燥剤、滑剤、帯電防止剤、架橋剤、その他の添加剤を任意に添加し、溶剤、希釈剤などで充分に混練してなる各種の形態からなるインキ組成物を使用することができる。印刷層は、文字、図形、記号、絵柄、模様等の所望の印刷絵柄を表刷り印刷しても、あるいは裏刷り印刷してもよく、全面印刷でも、部分印刷でもよい。
【0090】
本発明では、前記蒸着層上にヒートシールを押出し形成によって積層することができる。ヒートシール層を押出し形成する際に、前記蒸着層上にアンカーコート剤を介してヒートシール層を形成することが好ましい。使用するアンカーコート剤としては、イソシアネート系(ウレタン系)、ポリエチレンイミン系、ポリブタジエン系、有機チタン系、その他のアンカーコーティング剤が例示できる。より好ましくは、例えば、トリレンジイソシアナート、ジフェニルメタンジイソシアナート、ポリメチレンポリフェニレンポリイソシアナートなどの芳香族ポリイソシアナート、またはヘキサメチレンジイソシアナート、キシリレンジイソシアナートなどの脂肪族ポリイソシアナート等の多官能イソシアナートと、ポリエーテル系ポリオール、ポリエステル系ポリオール、ポリアクリレートポリオール、その他のヒドロキシル基含有化合物との反応によって得られるポリエーテルポリウレタン系樹脂、ポリエステル系ポリウレタン系樹脂、ポリアクリレートポリウレタン系樹脂を主成分とするものである。
【0091】
これらによれば、柔軟性と屈曲性に富む薄膜を形成することができ、その引っ張り伸長度を向上させ、無機酸化物からなるバリア性薄膜層に対し、柔軟性、屈曲性などを有する被膜として作用し、ラミネート加工、印刷加工などの加工適性を向上させ、無機酸化物からなるバリア性薄膜層へのクラックなどの発生を回避することができ、バリア性フィルムとヒートシール層との密接着性を向上させ、無機酸化物からなるバリア性薄膜層へのクラックの発生を防止し、ラミネート強度を向上させることができる。本発明においては、アンカーコート剤を、例えば、ロールコート、グラビアコート、ナイフコート、デップコート、スプレイコート、その他のコーティング法でコーティングし、溶剤、希釈剤等を乾燥して、本発明にかかるアンカーコート剤によるアンカーコート剤層を形成することができる。アンカーコート剤の塗布量としては、0.1〜5g/m2(乾燥状態)位が望ましい。また、上記アンカーコート剤からなるアンカーコート剤層は、JIS規格K7113に基づいて、100〜300%の引っ張り伸長度を有することが好ましい。
【0092】
本発明のガスバリア性フィルムに積層できるヒートシール層としては、熱によって溶融し相互に融着し得る各種のヒートシール性を有するポリオレフィン系樹脂等を使用することができる。具体的には、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)低密度ポリエチレン、ポリプロピレン、エチレン−酢酸ビニル共重合体、アイオノマー樹脂、エチレン−アクリル酸共重合体、エチレン−アクリル酸エチル共重合体、エチレン−メタクリル酸共重合体、メタロセン触媒を使用して重合したエチレン−α・オレフィン共重合体、ポリプロピレン、エチレン−メタクリル酸メチル共重合体、エチレン−プロピレン共重合体、メチルペンテンポリマー、ポリブテンポリマー、ポリエチレンまたはポリプロピレン等のポリオレフィン系樹脂をアクリル酸、メタクリル酸、マレイン酸、無水マレイン酸、フマール酸、イタコン酸等の不飽和カルボン酸で変性した酸変性ポリオレフィン樹脂、ポリ酢酸ビニル系樹脂、ポリ(メタ)アクリル系樹脂、ポリ塩化ビニル系樹脂等の樹脂からなる1種以上のフィルムもしくはシートまたは塗布膜などを使用することができる。ヒートシール層は、上記樹脂の1種からなる単層でも多層でもよく、ヒートシール層の厚さとしては、15〜130μmである。15μmを下回ると炭素含有酸化珪素の蒸着膜に擦り傷やクラックを発生する場合がある。
【0093】
本発明のガスバリア性フィルムを使用して成型物を製造することができる。例えば、本発明のガスバリア性フィルムに、更にプライマー層、ラミネート用接着剤層、ヒートシール層を積層して積層材となし、包装用容器とすることができる。たとえば、該積層材の内層のヒートシール性フィルムの面を対向させて、それを折り重ねるか、或いはその二枚を重ね合わせ、更にその周辺端部をヒートシールしてシール部を設けて袋体を構成することができる。その製袋方法としては、上記の積層材を、その内層の面を対向させて折り曲げるか、あるいはその二枚を重ね合わせ、更にその外周の周辺端部を、例えば、側面シール型、二方シール型、三方シール型、四方シール型、封筒貼りシール型、合掌貼りシール型(ピロ−シール型)、ひだ付シール型、平底シール型、角底シール型、その他等のヒートシール形態によりヒートシールして、本発明にかかる種々の形態の包装用容器を製造することができる。また、例えば、自立性包装袋(スタンディングパウチ)等も製造することが可能であり、更に、本発明においては、積層材を使用してチューブ容器等も製造することができる。
【0094】
ヒートシールの方法としては、例えば、バ−シール、回転ロ−ルシール、ベルトシール、インパルスシール、高周波シール、超音波シール等の公知の方法で行うことができる。なお、本発明においては、上記のような包装用容器には、例えば、ワンピースタイプ、ツウーピースタイプ、その他等の注出口、あるいは開閉用ジッパー等を任意に取り付けることができる。また、その形状は、角形容器、丸形等の円筒状の紙缶等のいずれのものでも製造することができる。
【0095】
このような包装用容器は、種々の飲食品、接着剤、粘着剤等の化学品、化粧品、医薬品、その他物品の充填包装に使用されるものである。
【0096】
次に、実施例を挙げて本発明を具体的に説明するが、これらの実施例は何ら本発明を制限するものではない。
【0097】
実施例1
蒸着チャンバー内の真空度を2.0×10-4mbar、巻き取りチャンバー内の真空度を2.0×10-2mbar程度に減圧し、図2に示すように、送り出しロールに装着された、一方にコロナ処理面を有する厚さ12μmの2軸延伸ポリエチレンテレフタレートフィルムを、搬送速度240m/minで繰り出し、この2軸延伸ポリエチレンテレフタレートフィルムのコロナ処理面に、エレクトロンビーム物理蒸着装置に装着したるつぼに入れたアルミニウムに、酸素ガスを供給しながら電力を25kwとしてエレクトロンビームを照射することにより前記アルミニウムを蒸発させ、コーティングドラム上に案内された2軸延伸ポリエチレンテレフタレートフィルムの前記コロナ処理面上に、前記蒸発したアルミニウムによる膜厚200Åの酸化アルミニウムの蒸着膜を形成させた。次に、表1に示す組成に従って調製した組成aの混合液に、予め調製した組成bの加水分解液を加えて攪拌し、無色透明のバリア塗工液を得た。
【0098】
【表1】
【0099】
そして、前記ポリエチレンテレフタレートフィルムにおける酸化アルミニウムの蒸着面に上記で製造したガスバリア性組成物から成るバリア塗工液を前述した版深にグラデーションを設けたグラビアロールを用いてコーティングし、次いで、乾燥温度180℃、搬送速度100m/minにて加熱処理して、乾燥状態で厚さ0.3μmのガスバリアコート層を有するガスバリア性基材を形成した。
【0100】
実施例2
真空チャンバー内の真空度を2〜6×10-6mbar、蒸着チャンバー内の真空度を2〜5×10-3mbar程度に減圧し、図2に示すように、プラズマ化学気相成長装置の送り出しロールに装着された、一方にコロナ処理面を有する厚さ12μmの2軸延伸ポリエチレンテレフタレートフィルムを、搬送速度100m/minで繰り出し、この2軸延伸ポリエチレンテレフタレートフィルムのコロナ処理面に、ヘキサメチルジシロキサン/酸素ガス/ヘリウムを供給しながら冷却・電極ドラムの供給電力を10kwとしてグロー放電プラズマにより前記2軸延伸ポリエチレンテレフタレートフィルムのコロナ処理面上に厚さ120Åの酸化珪素の蒸着膜を形成させた。次に、酸素ガス/アルゴンガスからなる混合ガスを用いて前記酸化珪素の蒸着膜面にグロー放電プラズマによりパワー9kw、混合ガス圧6×10-5torr、搬送速度420m/minでプラズマ処理を行い、酸化珪素の蒸着膜面の表面張力を54dyn/cm以上に向上させたプラズマ処理面を形成した。次いで、表1に示す組成のバリア塗工液を前記プラズマ処理面に、版深にグラデーションを設けたグラビアロールを用いてコーティングした後、乾燥温度180℃、搬送速度100m/minにて加熱処理して、乾燥状態で厚さ0.3μmのガスバリアコート層を有するガスバリア性基材を形成した。
【0101】
実施例3
ガスバリアコート層を乾燥状態で厚さ0.5μmに設けた以外は、実施例1と同様にしてガスバリア性基材を形成した。
【0102】
実施例4
実施例1で得られたガスバリアコート層を有するバリア性基材に、さらに実施例1と同様に酸化アルミニウムの蒸着およびバリア塗工液のコーティングを実施して、ガスバリア性基材を形成した。
【0103】
実施例5
実施例2で得られたガスバリアコート層を有するバリア性基材に、さらに実施例2と同様に酸化珪素の蒸着およびバリア塗工液のコーティングを実施して、ガスバリア性基材を形成した。
【0104】
実施例6
実施例2で得られたガスバリアコート層を有するバリア性基材に、さらに実施例1と同様に酸化アルミニウムの蒸着およびバリア塗工液のコーティングを実施して、ガスバリア性基材を形成した。
【0105】
比較例1
従来のグラビアロールを用いて酸化アルミニウムの蒸着面にバリア塗工液をコーティングし、乾燥温度140℃で加熱処理させた以外は、実施例1と同様にしてガスバリア性基材を形成した。
【0106】
比較例2
従来のグラビアロールを用いて酸化アルミニウムの蒸着面にバリア塗工液をコーティングし、乾燥温度140℃で加熱処理させた以外は、実施例3と同様にしてガスバリア性基材を形成した。
【0107】
比較例3
従来のグラビアロールを用いて酸化アルミニウムの蒸着面にバリア塗工液をコーティングした以外は、実施例1と同様にしてガスバリア性基材を形成した。
【0108】
比較例4
従来のグラビアロールを用いて酸化アルミニウムの蒸着面にバリア塗工液をコーティングし、乾燥温度140℃で加熱処理させた以外は、実施例4と同様にしてガスバリア性基材を形成した。
【0109】
評価方法
実施例1〜6、比較例1〜4で製造したガスバリア性基材を用い、ガスバリア性の評価を行った。このガスバリア性は、酸素透過度および水蒸気透過度により評価した。その結果を表1に示す。なお、酸素透過度の測定は、温度23℃、湿度90%RHの条件で、米国、モコン(MOCON)社製の測定機〔機種名、オクストラン(OX−TRAN2/20)〕にて測定した。また、水蒸気透過度の測定は、温度40℃、湿度100%RHの条件で、米国、モコン(MOCON)社製の測定機〔機種名、パ−マトラン(PERMATRAN3/31)〕にて測定した。なお、表1において、酸素透過度の単位は、〔cc/m2/day・23℃・90%RH〕であり、水蒸気透過度の単位は、〔g/m2/day・40℃・90%RH〕である。
【0110】
【表2】
【0111】
結果
(1)上記の実施例および比較例から、蒸着膜が、物理気相成長法による酸化アルミニウムなどの無機酸化物、あるいは化学気相成長法による酸化珪素などの有機珪素化合物を問わず、さらには、無機酸化物、有機珪素化合物それぞれの蒸着膜の1層からなる単層膜あるいは2層からなる多層膜またはそれら無機酸化物と有機珪素化合物との複合膜や、無機酸化物の蒸着膜における単層膜上のバリア塗工液によるコート層の厚みを0.5μmに増やしても、版深にグラデーションを設けたグラビアロールを用いて基材フィルムの蒸着面にバリア塗工液をコーティングする(実施例1〜6)ことにより、バリア塗工液を塗工していないフィルム端部の耳折れが生じないと判明した。また、従来のグラビアロールを用いても、基材フィルムの蒸着面にバリア塗工液をコーティングした後、乾燥温度を低めの140℃に設定する(比較例1)ことにより、上記耳折れが生じないことも判明した。
【0112】
(2)比較例1において、バリア塗工液を塗工していないフィルム端部の耳折れは生じないものの、乾燥温度が低いためにその酸素透過度および水蒸気透過度が大きく、ガスバリア性が低いことが判明した。
【0113】
従って、実施例1〜6での製膜条件において、版深にグラデーションを設けたグラビアロールを用いて基材フィルムの蒸着面にバリア塗工液をコーティングすることにより、ガスバリア性を確保しつつ、基材フィルムの蒸着膜上に塗工されるガスバリア性組成物端部の塗布量を端部に向けて段階的に徐々に少なくしてガスバリア性組成物端部の収縮応力を減少させ、塗工されていない蒸着膜を有する基材フィルム端部の耳折れを防止させることが判明した。
【産業上の利用可能性】
【0114】
本発明によるガスバリア性フィルムの製造方法および製造装置は、特に、版深にグラデーションを設けたグラビアロールを用いて基材フィルムの蒸着面にバリア塗工液をコーティングすることにより、ガスバリア性を確保しつつ、塗工されていない蒸着膜を有する基材フィルム端部の耳折れを防止させ、ガスバリア性フィルムの生産性を向上させることに有用である。
【図面の簡単な説明】
【0115】
【図1】(a)〜(e)は、本発明のガスバリア性積層フィルムの一例を説明する横断面図である。
【図2】巻き取り式真空蒸着装置の一例を示す概略的構成図である。
【図3】低温プラズマ化学蒸着装置の一例を示す概略的構成図である。
【図4】複数の製膜室を有する低温プラズマ化学蒸着装置の一例を示す概略的構成図である。
【図5】ガスバリア性組成物の塗工工程を有する巻き取り式真空蒸着装置の一例を示す概略的構成図である。
【図6】グラビアロールの正面模式図である。
【図7】グラビアロールの表面を拡大した正面模式図である。
【符号の説明】
【0116】
10 基材フィルム
10’ プラズマ表面処理面
20 無機酸化物もしくは炭素含有酸化珪素の蒸着膜
20’ コロナ表面処理面
30 ガスバリア性塗布膜
40 コーティング薄膜
50 印刷層
60 ラミネート用接着剤層
70 ヒートシール層
100 プラズマ化学気相成長装置
241 巻き取り式真空蒸着装置
300 ガスバリア性組成物の塗工工程
301 チャンバー
303 グラビアロール
304 中央部近傍
305 両端部近傍
306 巻き取りロール
A,B,C 幅
【特許請求の範囲】
【請求項1】
基材フィルム上に形成させた無機酸化物の蒸着膜上に、ガスバリア性組成物をグラビアロールでコーティングして成るガスバリア性フィルムの製造方法において、
前記グラビアロールの両端部近傍の彫刻の版深を、前記グラビアロールの中央部近傍の彫刻の版深に対して、浅く設けることを特徴とするガスバリア性フィルムの製造方法。
【請求項2】
前記彫刻の版深は、前記グラビアロールの前記中央部近傍から前記両端部近傍に向けて左右対称、かつ段階的に浅くなるように設けることを特徴とする、請求項1に記載のガスバリア性フィルムの製造方法。
【請求項3】
前記彫刻の版深は、前記グラビアロールの前記中央部近傍から前記両端部近傍に向けて左右対称、かつ三段階に順次浅く設けることを特徴とする、請求項1に記載のガスバリア性フィルムの製造方法。
【請求項4】
基材フィルム上に形成させた無機酸化物の蒸着膜上に、ガスバリア性組成物をコーティングするグラビアロールにおいて、
前記グラビアロールの彫刻の版深を、中央部近傍から両端部近傍に向けて左右対称、かつ段階的に浅くなるように設け、前記無機酸化物の蒸着膜上に塗布する前記ガスバリア性組成物の端部の塗布量を減少させることを特徴とする、グラビアロール。
【請求項5】
基材フィルム上に形成させた無機酸化物の蒸着膜上に、ガスバリア性組成物をグラビアロールでコーティングさせてガスバリア性フィルムを製造する前記グラビアロールを含むガスバリア性フィルムの製造装置において、
前記グラビアロールの彫刻の版深を、中央部近傍から両端部近傍に向けて左右対称、かつ段階的に浅くなるように設け、前記無機酸化物の蒸着膜上に塗布する前記ガスバリア性組成物の端部の塗布量を減少させることを特徴とする、グラビアロールを含むガスバリア性フィルムの製造装置。
【請求項1】
基材フィルム上に形成させた無機酸化物の蒸着膜上に、ガスバリア性組成物をグラビアロールでコーティングして成るガスバリア性フィルムの製造方法において、
前記グラビアロールの両端部近傍の彫刻の版深を、前記グラビアロールの中央部近傍の彫刻の版深に対して、浅く設けることを特徴とするガスバリア性フィルムの製造方法。
【請求項2】
前記彫刻の版深は、前記グラビアロールの前記中央部近傍から前記両端部近傍に向けて左右対称、かつ段階的に浅くなるように設けることを特徴とする、請求項1に記載のガスバリア性フィルムの製造方法。
【請求項3】
前記彫刻の版深は、前記グラビアロールの前記中央部近傍から前記両端部近傍に向けて左右対称、かつ三段階に順次浅く設けることを特徴とする、請求項1に記載のガスバリア性フィルムの製造方法。
【請求項4】
基材フィルム上に形成させた無機酸化物の蒸着膜上に、ガスバリア性組成物をコーティングするグラビアロールにおいて、
前記グラビアロールの彫刻の版深を、中央部近傍から両端部近傍に向けて左右対称、かつ段階的に浅くなるように設け、前記無機酸化物の蒸着膜上に塗布する前記ガスバリア性組成物の端部の塗布量を減少させることを特徴とする、グラビアロール。
【請求項5】
基材フィルム上に形成させた無機酸化物の蒸着膜上に、ガスバリア性組成物をグラビアロールでコーティングさせてガスバリア性フィルムを製造する前記グラビアロールを含むガスバリア性フィルムの製造装置において、
前記グラビアロールの彫刻の版深を、中央部近傍から両端部近傍に向けて左右対称、かつ段階的に浅くなるように設け、前記無機酸化物の蒸着膜上に塗布する前記ガスバリア性組成物の端部の塗布量を減少させることを特徴とする、グラビアロールを含むガスバリア性フィルムの製造装置。
【図1】

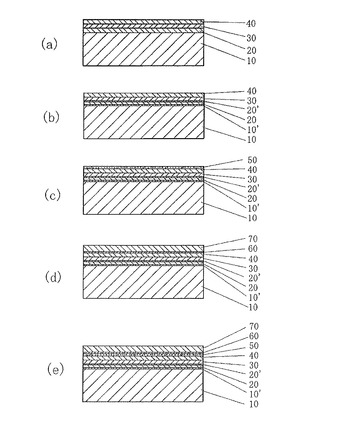
【図2】
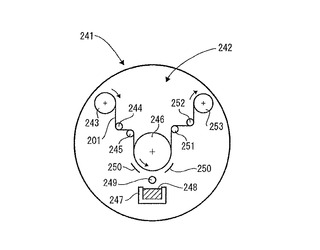
【図3】
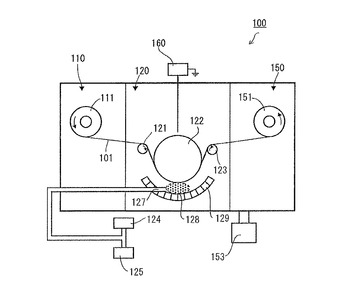
【図4】
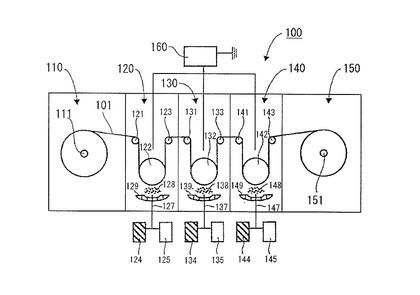
【図5】
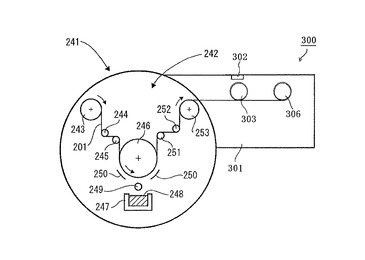
【図6】
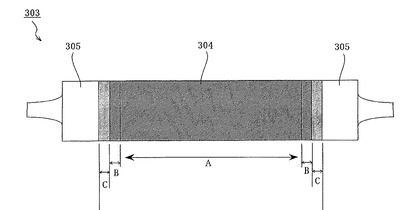
【図7】
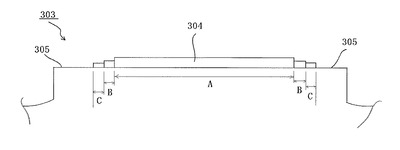
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2008−144079(P2008−144079A)
【公開日】平成20年6月26日(2008.6.26)
【国際特許分類】
【出願番号】特願2006−334848(P2006−334848)
【出願日】平成18年12月12日(2006.12.12)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成20年6月26日(2008.6.26)
【国際特許分類】
【出願日】平成18年12月12日(2006.12.12)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]