
ガスバリア性積層フィルム及びそれを使用した積層体
【課題】 優れたガスバリア性を有しつつ、耐衝撃性やレトルト適性に優れ、かつ環境配慮もされたガスバリア性積層フィルム及びそれを使用した積層体を提供する。
【解決手段】 基材上に無機酸化物の蒸着膜とガスバリア性塗布膜が設けられてなるガスバリア性積層フィルムにおいて、前記基材が、第1のポリエステル系樹脂層、ポリアミド系樹脂層、第2のポリエステル系樹脂層を順次積層した構成からなり、第1のポリエステル系樹脂層の厚さ(a1)と第2のポリエステル系樹脂層の厚さ(a2)とポリアミド系樹脂層の厚さ(b)の関係が、b/(a1+a2)=1〜10となるようにする。
【解決手段】 基材上に無機酸化物の蒸着膜とガスバリア性塗布膜が設けられてなるガスバリア性積層フィルムにおいて、前記基材が、第1のポリエステル系樹脂層、ポリアミド系樹脂層、第2のポリエステル系樹脂層を順次積層した構成からなり、第1のポリエステル系樹脂層の厚さ(a1)と第2のポリエステル系樹脂層の厚さ(a2)とポリアミド系樹脂層の厚さ(b)の関係が、b/(a1+a2)=1〜10となるようにする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、酸素ガスあるいは水蒸気等に対する優れたバリア性を有するガスバリア性積層フィルム及びそのフィルムを使用した積層体に関し、より詳細には、酸素ガスあるいは水蒸気等に対する優れたバリア性を有しつつ耐衝撃性やレトルト適性に優れ、かつ環境配慮された、ガスバリア性積層フィルム及びそれを使用したレトルト用積層体に関する。
【背景技術】
【0002】
ガスバリア性を備えた包装材料として、従来、基材にアルミニウム箔層を設けた包装材料が使用されている。しかし、このような包装材料は、安定したガスバリア性が得られるものの、バリア層としてのアルミニウム箔層を備えているため焼却適性が劣り、使用後の廃棄処分が容易ではないという問題があった。また、アルミニウム箔層を備えているため、透明性を有する包材は得られないという問題もあった。
【0003】
このような問題を解決するため、ポリ塩化ビニリデン(PVDC)やエチレン−ビニルアルコール共重合体(EVOH)からなるバリア層を備えた包装材料が開発されている。
【0004】
しかしながら、PVDCは塩素を含有するため、使用後に焼却することにより塩素ガスが発生し、環境衛生上好ましくないという問題がある。一方、EVOHは、酸素ガスバリア性が高く、かつ、香味成分の吸着性が低いという長所があるものの、高湿度雰囲気下では酸素ガスバリア性が低下してしまうという問題がある。また、EVOHは、水蒸気バリア性を有していないという問題がある。このため、バリア層であるEVOHを水蒸気から遮断するために包装材料を複雑な積層構造とする必要があり、製造コストが増大するといった問題も生じ得る。
【0005】
このような問題を解決するため、高いガスバリア性と保香性を安定して発揮し、かつ、透明性を有する包装材料として、ポリエステル系樹脂フィルムやポリアミド系樹脂フィルム上に珪素酸化物や酸化アルミニウム等の無機酸化薄膜からなるバリア層を備えたフィルムが開発されている。
【0006】
また、この無機蒸着膜上に、ガスバリア性を有する塗布膜を設けることによりガスバリア性能を向上させる方法も提案されている(特許文献1)。この塗布膜の材料としては、結晶化度が高く、ポリマーの凝集エネルギー密度が高い、水酸基などの極性基を有するポリマーが用いられている。具体的には、ポリビニルアルコール、エチレン・ビニルアルコールコポリマーが使用されている。蒸着層とガスバリア性塗布膜との積層構成とすることにより、ガスバリア性能が向上し上記問題は解決される。
【0007】
しかしながら、水酸基やアミド基などの極性基は水分子と結合しやすく、そのガスバリア性は環境湿度が高くなるにつれて低下するという問題があった。即ち、内容物が水分を含む液体、あるいは水分を含む食品などを入れた場合は、内容物の水分蒸気などの影響によりガスバリア性が低下し、保存中に内容物の品質の劣化をもたらすという問題があった。
【0008】
このような問題に対しては、前記無機酸化物膜上にガスバリア性塗工液を塗布した後、150〜250℃で加熱することにより、湿度依存性がないガスバリア性積層フィルムを製造する方法が提案されている(特許文献2)。
【0009】
しかしながら、このようにして形成されたガスバリア性積層フィルムを使って積層体を作成する場合、ハイバリア性、耐衝撃性、レトルト適性、及び環境配慮といった全ての要求適性を満たすことは困難である。
【0010】
すなわち、基材としてポリエステル系樹脂フィルムを用いた場合は、ハイバリア性、レトルト適性は優れるものの、耐衝撃性に劣るため輸送適性を満足するものは出来ない。通常、耐衝撃性を付与させるために、ガスバリア性積層フィルムにポリアミド系樹脂フィルムを積層することにより解決しているが、使用材料が増えるため環境配慮には適さない構成となってしまう。
【0011】
また、基材としてポリアミド系樹脂フィルムを用いた場合については、ハイバリア性及び耐衝撃性は満たすものの、耐熱水性に劣るためレトルト適性が得られず、通常、ポリアミド系樹脂フィルムの外側にポリエステル系樹脂フィルムを積層することにより解決しており、やはり環境配慮に適さない構成となってしまう。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開平7−80986号公報
【特許文献2】特開2007−210208号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
本発明は、このような事情に鑑みてなされたものであり、優れたガスバリア性を有しつつ耐衝撃性やレトルト適性に優れ、かつ環境配慮された、ガスバリア性積層フィルムおよびそれを用いたレトルト用積層体を提供することを目的とする。
【課題を解決するための手段】
【0014】
上記課題を解決するため、本発明のガスバリア性積層フィルムは、基材上に無機酸化物の蒸着膜が設けられ、その蒸着膜上にガスバリア性塗布膜が設けられてなるガスバリア性積層フィルムであって、基材の蒸着膜が形成される面側には、前処理またはプライマーコート処理が施されてなり、前記基材が、第1のポリエステル系樹脂層、ポリアミド系樹脂層、第2のポリエステル系樹脂層を順次積層した構成からなることを特徴とするものである。
【0015】
また、本発明のガスバリア性積層フィルムの厚みは、前記基材の第1のポリエステル系樹脂層の厚さ(a1)と第2のポリエステル系樹脂層の厚さ(a2)とポリアミド系樹脂層の厚さ(b)の関係が、b/(a1+a2)=1〜10であることを特徴とするものである。
【0016】
また、本発明のレトルト用積層体は、前記ガスバリア性積層フィルムのガスバリア性塗布膜の面に、少なくとも1層のヒートシール性樹脂層を積層することを特徴とするものである。
【発明の効果】
【0017】
本発明によれば、優れたガスバリア性を有しつつ耐衝撃性やレトルト適性に優れ、かつ環境配慮された、ガスバリア性積層フィルム、およびそれを用いたレトルト用積層体を得ることができる。
【図面の簡単な説明】
【0018】
【図1】本発明のガスバリア性積層フィルムの層構成の一例を示した模式断面図である。
【図2】本発明のガスバリア性積層フィルムの層構成の他の例を示した模式断面図である。
【図3】本発明の方法に使用する化学気相蒸着装置の概略図である。
【図4】本発明の他の態様の方法に使用する化学気相蒸着装置の概略図である。
【図5】本発明の方法に使用する物理気相蒸着装置の概略図である。
【発明を実施するための形態】
【0019】
本発明の実施の形態について、図面を参照しながら詳細に説明する。
【0020】
(ガスバリア性積層フィルム)
図1および図2は、本発明のガスバリア性積層フィルムの層構成の一例を示す概略的断面図である。
【0021】
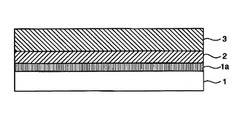
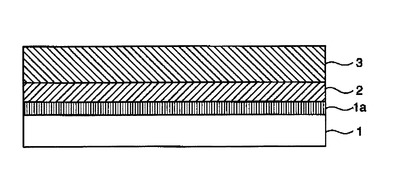
まず、本発明のガスバリア性積層フィルムは、図1に示すように、基材1の一方の面に、表面処理を行い、表面処理1a上に無機酸化物の蒸着膜2を設け、さらに、その無機酸化物の蒸着膜2の上に、ガスバリア性塗布膜3を設けた構成を基本構造とするものである。
【0022】
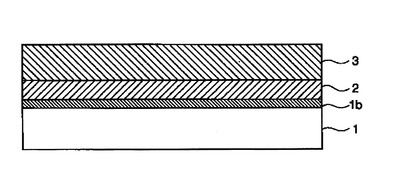
本発明のガスバリア性積層フィルムの他の態様としては、図2に示すように、基材1の一方の面に、プライマーコート層1bを設け、プライマーコート層上に無機酸化物の蒸着膜2を設け、さらに、該無機酸化物の蒸着膜2上にガスバリア性塗布膜3を設けた構成を基本構造とするものである。
【0023】
上記の例示は、本発明のガスバリア性積層フィルムの一例であり、本発明はこれに限定されるものではない。
【0024】
例えば、図示しないが、上記の本発明の積層フィルムにおいて、無機酸化物の蒸着膜としては、同種ないし異種からなる2層以上の無機酸化物の蒸着膜を重層して構成してもよい。
【0025】
次に、本発明のガスバリア性積層フィルムを構成する材料、その製造方法等について説明する。
【0026】
(基材)
本発明のガスバリア性積層フィルムを構成する基材は、第1のポリエステル系樹脂層、ポリアミド系樹脂層、第2のポリエステル系樹脂層を順次積層した構成からなり、各層の厚みは、第1のポリエステル系樹脂層の厚さ(a1)と第2のポリエステル系樹脂層の厚さ(a2)とポリアミド系樹脂層の厚さ(b)の関係が、b/(a1+a2)=1〜10、より好ましくは、b/(a1+a2)=2〜5を満たすものである。
【0027】
この構成において、第1のポリエステル系樹脂層は、本発明に係るガスバリア性積層フィルムを用いて製造される包装袋の最外層として、表面の耐熱性を付与し、安定した熱シール適性を与える役割を果たす。また、前記包装袋に耐熱水性を付与し、レトルト処理における外観変化を抑制する役割も果たしている。
【0028】
また、ポリアミド系樹脂層は、前記包装袋の強度特性を向上させ、輸送時の耐衝撃性などを与える役割を果たしている。
【0029】
更に、第2のポリエステル系樹脂層は、該第2のポリエステル系樹脂層の上に設けられる蒸着膜の基材に対する良好な密着性を得る役割を果たしている。
【0030】
本発明において、基材となるフィルムないしシートの膜厚としては、6〜100μm程度、より好ましくは9〜50μm程度が好ましい。厚みの関係、b/(a1+a2)については、この数値が1より小さいと、ポリアミド系樹脂層が薄くなり、必要な強度適性が得られなくなる。逆に、この数値が10より大きい場合は、第1及び/又は第2のポリエステル系樹脂層が薄くなることによる製膜適性の低下や、ポリアミド系樹脂層が必要以上に厚くなることによる経済的不利益が生じることとなる。
【0031】
上述のような基材の製膜法としては、例えば、前記の各樹脂を使用して、多層共押し出し製膜化する方法がある。
なお、製膜化に際して、例えば、フィルムの加工性、耐熱性、耐候性、機械的性質、寸法安定性、抗酸化性、滑り性、離形性、難燃性、抗カビ性、電気的特性、強度、その他等を改良、改質する目的で、種々のプラスチック配合剤や添加剤等を添加することができ、その添加量としては、ごく微量から数十%まで、その目的に応じて、任意に添加することができる。
【0032】
上記において、一般的な添加剤としては、例えば、滑剤、架橋剤、酸化防止剤、紫外線吸収剤、光安定剤、充填剤、補強剤、帯電防止剤、顔料、その他等を使用することができ、さらには、改質用樹脂等も使用することができる。
【0033】
また、本発明において、各種の樹脂フィルムないしシートの表面は、無機酸化物の蒸着膜との密接着性等を向上させるために、必要に応じて、予め、所望の表面処理層を設けることができるものである。
【0034】
本発明において、上記の表面処理層としては、例えば、コロナ放電処理、オゾン処理、酸素ガス若しくは窒素ガス等を用いた低温プラズマ処理、グロー放電処理、化学薬品等を用いて処理する酸化処理、その他等の前処理を任意に施し、例えば、コロナ処理層、オゾン処理層、プラズマ処理層、酸化処理層、その他等を形成して設けることができる。
【0035】
上記の表面前処理は、各種の樹脂のフィルムないしシートと無機酸化物の蒸着膜との密接着性等を改善するための方法として実施するものであるが、上記の密接着性を改善する方法として、その他、例えば、各種の樹脂のフィルムないしシートの表面に、予め、プライマーコート剤層、アンダーコート剤層、アンカーコート剤層、接着剤層、あるいは、蒸着アンカーコート剤層等を任意に形成して、表面処理層とすることもできる。
【0036】
上記の前処理のコート剤層としては、例えば、ポリエステル系樹脂、ポリアミド系樹脂、ポリウレタン系樹脂、エポキシ系樹脂、フェノール系樹脂、(メタ)アクリル系樹脂、ポリ酢酸ビニル系樹脂、ポリエチレンあるいはポリプロピレン等のポリオレフイン系樹脂あるいはその共重合体ないし変性樹脂、セルロース系樹脂、その他等をビヒクルの主成分とする樹脂組成物を使用することができる。
【0037】
(蒸着膜)
次に、本発明のガスバリア性積層フィルムを構成する蒸着膜について説明する。本発明においては、蒸着膜は、化学気相成長法または物理気相成長法により形成することができる。
【0038】
(化学気相成長法による蒸着膜の形成)
化学気相成長法として、具体的には、例えば、プラズマ化学気相成長法、熱化学気相成長法、光化学気相成長法等の化学気相成長法(Chemical Vapor Deposition法、CVD法)を用いて形成することができる。
【0039】
さらに具体的には上記の樹脂のフィルムないしシートの一方の面に、有機珪素化合物等の蒸着用モノマーガスを原料とし、キヤリヤーガスとして、アルゴンガス、ヘリウムガス等の不活性ガスを使用し、さらに酸素を供給ガスとして使用し、かつ低温プラズマ発生装置等を利用する低温プラズマ化学気相成長法を用いて酸化珪素等の無機酸化物の蒸着膜を形成することができる。
【0040】
上記において、低温プラズマ発生装置としては、例えば、高周波プラズマ、パルス波プラズマ、マイクロ波プラズマ等の発生装置を使用することができるが、本発明においては、高活性の安定したプラズマを得るために、高周波プラズマ方式による発生装置を使用することが望ましい。
【0041】
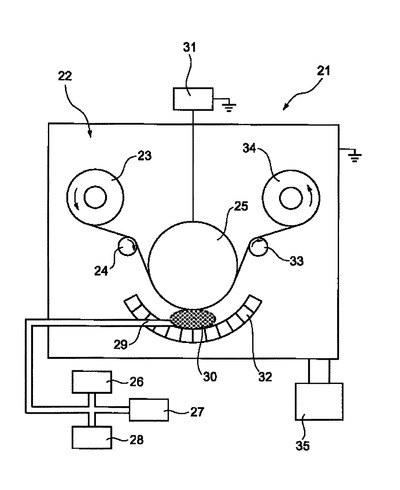
具体的に、上記のプラズマ化学気相成長法による無機酸化物の蒸着膜の形成法についてその一例を例示して説明する。図3は、上記のプラズマ化学気相成長法による無機酸化物の蒸着膜の形成法についてその槻要を示す低温プラズマ化学気相成長装置の概略的構成図である。
【0042】
図3に示すように、本発明においては、プラズマ化学気相成長装置21の真空チャンバー22内に配置された巻き出しロール23から樹脂のフィルムないしシートを繰り出し、さらに、その樹脂フィルムないしシートを、補助ロール24を介して所定の速度で冷却・電極ドラム25周面上に搬送する。
【0043】
本発明においては、ガス供給装置26、27および原料揮発供給装置28から酸素ガス、不活性ガス、有機珪素化合物等の蒸着用モノマーガス、その他等を供給し、それらからなる蒸着用混合ガス組成物を調整しなから原料供給ノズル29を通して真空チャンバー22内に該蒸着用混合ガス組成物を導入し、そして、上記の冷却・電極ドラム25周面上に搬送された樹脂のフィルムないしシートの上に、グロー放電プラズマによってプラズマを発生させ、これを照射して、酸化珪素等の無機酸化物の蒸着膜を形成し、製膜化する。
【0044】
本発明においては、その際に、冷却・電極ドラム25は、チャンバー外に配置されている電源31から所定の電力が印加されており、また、冷却・電極ドラム25の近傍には、マグネット32を配置してプラズマの発生が促進されており、次いで、上記で酸化珪素等の無機酸化物の蒸着膜を形成した樹脂のフィルムないしシートをガイドロール33を介して巻き取りロール34に巻き取って、無機酸化物の蒸着膜を有する樹脂フィルムないしシートを製造することができる。
【0045】
上記の例示は、その一例を例示するものであり、これによって本発明は限定されるものではない。
【0046】
図示しないが、本発明においては、無機酸化物の蒸着膜としては、無機酸化物の蒸着膜の1層だけではなく、2層あるいはそれ以上を積層した多層膜の状態でもよく、また、使用する材料も1種または2種以上の混合物で使用し、また、異種の材質で混合した無機酸化物の蒸着膜を構成することもできる。
【0047】
上記において、真空チャンバー内を真空ポンプにより減圧し、真空度1×10-1〜1×10-8Torr程度、好ましくは、真空度1×10-3〜1×10-7Torr程度に調製することが好ましい。
【0048】
また、原料揮発供給装置においては、原料である有機珪素化合物を揮発させ、ガス供給装置から供給される酸素ガス、不活性ガス等と混合させ、この混合ガスを、原料供給ノズルを介して真空チャンバー内に導入する。
【0049】
この場合、混合ガス中の有機珪素化合物の含有量は1〜40%程度、酸素ガスの含有量は10〜70%程度、不活性ガスの含有量は10〜60%程度の範囲とすることができ、例えば、有機珪素化合物と酸素ガスと不活性ガスとの混合比を1:6:5〜1:17:14程度とすることができる。
【0050】
一方、冷却・電極ドラムには、電極から所定の電圧が印加されているため、真空チャンバー内の原料供給ノズルの開口部と冷却・電極ドラムとの近傍でグロー放電プラズマが生成され、このグロー放電プラズマは、混合ガス中の1つ以上のガス成分から導出されるものであり、この状態において、樹脂のフィルムないしシートを一定速度で搬送させ、グロー放電プラブマによって、冷却・電極ドラム周面上の樹脂のフィルムないしシートの上に、酸化珪素等の無機酸化物の蒸着膜を形成することができる。
【0051】
なお、このときの真空チャンバー内の真空度は、1×10-1〜1×10-4Torr程度、好ましくは、真空度1×10-1〜1×10-2Torr程度に調製することが好ましく、また、樹脂フィルムの搬送速度は、10〜300m/分程度、好ましくは、50〜150m/分程度に調製することが好ましい。
【0052】
また、上記のプラズマ化学気相成長装置において、酸化珪素等の無機酸化物の蒸着膜の形成は、樹脂のフィルムないしシートの上に、プラズマ化した原料ガスを酸素ガスで酸化しながらSiOxの形で薄膜状に形成されるので、形成される酸化珪素等の無機酸化物の蒸着膜は、緻密で、隙間の少ない、可撓性に富む連続層となる。従って、酸化珪素等の無機酸化物の蒸着膜のガスバリア性は、従来の真空蒸着法等によって形成される酸化珪素等の無機酸化物の蒸着膜と比較してはるかに高いものとなり、薄い膜厚で十分なガスバリア性を得ることができる。
【0053】
また、本発明においては、SiOxプラズマにより樹脂のフィルムないしシートの表面が、清浄化され、樹脂のフィルムないしシートの表面に、極性基やフリーラジカル等が発生するので、形成される酸化珪素等の無機酸化物の蒸着膜と樹脂のフィルムないしシートとの密接着性が高いものとなるという利点を有するものである。
【0054】
さらに、上記のように酸化珪素等の無機酸化物の連続膜の形成時の真空度は、1×10-1〜1×10-4Torr程度、好ましくは、1×10-1〜1×10-2Torr程度に調製することから、従来の真空蒸着による蒸着膜形成時の真空度(1×10-4〜1×10-5Torr程度)に比べて低真空度であることから、樹脂のフィルムないしシートを原反交換時の真空状態設定時間を短くすることができ、真空度が安定し、製膜プロセスが安定するものである。
【0055】
本発明において、有機珪素化合物等の蒸着モノマーガスを使用して形成される酸化珪素の蒸着膜は、有機珪素化合物等の蒸着モノマーガスと酸素ガス等とが化学反応し、その反応生成物が、樹脂のフィルムないしシートの一方の面に密接着し、緻密な、柔軟性等に富む薄膜を形成するものであり、通常、一般式:SiOx(式中、Xは0〜2の数を表す)で表される酸化珪素を主体とする連続状の薄膜である。
【0056】
上記の酸化珪素の蒸着膜としては、透明性、バリア性等の点から、一般式:SiOx(式中、Xは1.3〜1.9の数を表す。)で表される酸化珪素の蒸着膜を主体とする薄膜であることが好ましい。
【0057】
上記において、Xの値は、蒸着モノマーガスと酸素ガスのモル比、プラズマのエネルギー等により変化するが、一般的に、Xの値が小さくなればガス透過度は小さくなるが、膜自身が黄色性を帯び、透明性が悪くなる。
【0058】
また、上記の酸化珪素の蒸着膜は、酸化珪素を主体とし、これに、さらに、炭素、水素、珪素または酸素の1種類、または、その2種類以上の元素からなる化合物を少なくとも1種類を化学結合等により含有することが好ましい。例えば、C−H結合を有する化合物、Si−H結合を有する化合物、または、炭素単位がグラファイト状、ダイヤモンド状、フラーレン状等になっている場合、さらに、原料の有機珪素化合物やそれらの誘導体を化学結合等によって含有する場合があるものである。
【0059】
具体例を挙げると、CH3部位を持つハイドロカーボン、SiH3シリル、SiH2シリレン等のハイドロシリカ、SiH2OHシラノール等の水酸基誘導体等を挙げることができる。
【0060】
上記以外でも、蒸着過程の条件等を変化させることにより、酸化珪素の蒸着膜中に含有される化合物の種類、量等を変化させることができる。
【0061】
上記の化合物が、酸化珪素の蒸着膜中に含有する含有量としては、0.1〜50%位、好ましくは、5〜20%位が好ましい。
【0062】
上記において、含有率が、0.1%未満であると、酸化珪素の蒸着膜の耐衝撃性、延展性、柔軟性等が不十分となり、曲げなどにより、擦り傷、クラック等が発生し易く、高いバリア性を安定して維持することが困難になり、また、50%を越えると、ガスバリア性が低下して好ましくないものである。
【0063】
さらに、本発明においては、酸化珪素の蒸着膜において、上記の化合物の含有量が、酸化珪素の蒸着膜の表面から深さ方向に向かって減少させることが好ましく、これにより、酸化珪素の蒸着膜の表面においては、上記の化合物等により耐衝撃性等を高められ、他方、基材との界面では上記化合物の含有量が少ないため、基材と酸化珪素の蒸着膜との密接着性が強固なものとなる。
【0064】
本発明において、上記の酸化珪素の蒸着膜について、例えば、X線光電子分光装置(Xray Photoelectron Spectroscopy、XPS)、二次イオン質量分析装置(Secondary Ion Mass Spectroscopy、SIMS)等の表面分析装置を用い、深さ方向にイオンエッチングする等して分析する方法を利用して、酸化珪素の蒸着膜の元素分析を行うことより、上記のような物性を確認することができる。
【0065】
また、本発明において、上記の酸化珪素の蒸着膜の膜厚としては、膜厚50Å〜4000Å程度であることが望ましく、具体的には、その膜厚としては、100〜1000Å程度が望ましい。1000Å、さらには、4000Åより厚くなると、その膜にクラック等が発生し易くなるので好ましくなく、また、100Å、さらには、50Å未満であると、ガスバリア性の効果を期待できない。
【0066】
蒸着膜の膜厚は、例えば、株式会社理学製の蛍光X線分析装置(機種名、RIX2000型)を用いて、ファンダメンタルパラメーター法で測定することができる。
【0067】
また、上記の酸化珪素の蒸着膜の膜厚を変更する手段としては、蒸着膜の体積速度を大きくすること、すなわち、モノマーガスと酸素ガス量を多くする方法や蒸著する速度を遅くする方法等によって行うことができる。
【0068】
次に、本発明において、酸化珪素等の無機酸化物の蒸着膜を形成する有機珪素化合物等の蒸着用モノマーガスとしては、例えば、1,1,3,3−テトラメチルジシロキサン、ヘキサメチルジシロキサン、ビニルトリメチルシラン、メチルトリメチルシラン、ヘキサメチルジシラン、メチルシラン、ジメチルシラン、トリメチルシラン、ジェチルシラン、プロピルシラン、フェニルシラン、ビニルトリェトキシシラン、ビニルトリメトキシシラン、テトラメトキシシラン、テトラエトキシシラン、フェニルトリメトキシシラン、メチルトリエトキシシラン、オクタメチルシクロテトラシロキサン、その他等を使用することができる。
【0069】
本発明において、上記のような有機珪素化合物の中でも、1,1,3,3−テトラメチルジシロキサン、または、ヘキサメチルジシロキサンを原料として使用することが、その取り扱い性、形成された連続膜の特性等から、特に、好ましい原料である。
【0070】
また、上記において、不活性ガスとしては、例えば、アルゴンガス、ヘリウムガス等を使用することができる。
【0071】
本発明においては、化学気相成長法により蒸着膜を形成する場合において、2層以上の珪素酸化物層を形成することが好ましい。このように、2層以上の蒸着層を設けることにより、より一層ガスバリア性を向上させることができる。
【0072】
次に、2層以上の蒸着膜を、プラズマ化学気相成長法により製造する方法について説明する。図4に示すように、プラズマ化学気相成長装置40は、基本的に、基材フィルム供給室41、第1の製膜室42、第2の製膜室43、第3の製膜室44、および、基材フィルムの上に珪素酸化物層を製膜化し重層したフィルムを巻き取る巻取り室45から構成される。
【0073】
まず、巻き出しロール46に巻き取られている基材フィルム1を、第1の製膜室42に繰り出し、さらにこの基材フィルム1を、補助ロール47を介して所定の速度で冷却・電極ドラム48周面上に搬送する。
【0074】
次に、原料揮発供給装置49およびガス供給装置50から有機珪素化合物の1種以上からなる製膜用モノマーガス、酸素ガス、不活性ガス、その他等を供給し、それらからなる製膜用混合ガス組成物を調整しながら、原料供給ノズル51を通して第1の製膜室42内に製膜用混合ガス組成物を導入し、そして、冷却・電極ドラム48周面上に搬送された基材フィルム1の上に、グロー放電プラズマ52によってプラズマを発生させ、これを照射して、珪素酸化物等からなる第1層の珪素酸化物層を製膜化する。
【0075】
次に、上記の第1の製膜室42で第1層の珪素酸化物層を製膜化した基材フィルムを、補助ロール53、54を介して第2の製膜室43に繰り出し、次いで、上記と同様に、第1層の珪素酸化物層を製膜化した基材フィルムを所定の速度で冷却・電極ドラム55周面上に搬送する。
【0076】
その後、上記と同様に、原料揮発供給装置56およびガス供給装置57から有機珪素化合物の1種以上からなる製膜用モノマーガス、酸素ガス、不活性ガス、その他等を供給し、それらからなる製膜用混合ガス組成物を調整しながら、原料供給ノズル58を通して第2の製膜室43内に上記の製膜用混合ガス組成物を導入し、そして、上記の冷却・電極ドラム55周面上に搬送された第1層の珪素酸化物層を製膜化した基材フィルムの第1層の珪素酸化物層の上に、グロー放電プラズマ59によってプラズマを発生させ、これを照射して、珪素酸化物等からなる第2層の珪素酸化物層を製膜化する。
【0077】
さらに、上記と同様にして、第2の製膜室で第1層と第2層の珪素酸化物層を製膜化した基材フィルムを、補助ロール60、61を介して第3の製膜室44に繰り出し、次いで、上記と同様に、第1層と第2層の珪素酸化物層を製膜化した基材フィルムを所定の速度で冷却・電極ドラム62周面上に搬送する。
【0078】
その後、上記と同様にして、原料揮発供給装置63およびガス供給装置64から有機珪素化合物の1種以上からなる製膜用モノマーガス、酸素ガス、不活性ガス、その他等を供給し、それらからなる製膜用混合ガス組成物を調整しながら、原料供給ノズル65を通して、第3の製膜室44内に上記の製膜用混合ガス組成物を導入し、そして、冷却・電極ドラム周面上に搬送された第1層と第2層の珪素酸化物層を製膜化した基材フィルムの第2層の珪素酸化物層の上に、グロー放電プラズマ66によってプラズマを発生させ、これを照射して、珪素酸化物等からなる第3層の珪素酸化物層を製膜化する。
【0079】
次いで、上記で第1層、第2層、および第3層の珪素酸化物層を製膜化し、それらを重層した基材フィルムを、補助ロール67を介して、巻取り室45に繰り出し、次いで、巻取りロール68に巻き取って、第1層、第2層、および第3層の珪素酸化物層が重層した蒸着層を有するガスバリア性積層フィルムを製造することができる。
【0080】
なお、本発明においては、各第1、第2、および第3の製膜室(42,43,44)に配設されている各冷却・電極ドラム(18,55,62)は、第1、第2、および第3の各製膜室の外に配置されている電源69から所定の電力が印加されており、また、各冷却・電極ドラム(48,55,62)の近傍には、マグネット(70,71,72)を配置してプラズマの発生が促進されるものである。
【0081】
なお、図示しないが、上記のプラズマ化学気相成長装置には、真空ポンプ等が設けられ、各製膜室等は真空に保持されるように調製されている。
【0082】
上記の例示は、本発明の一例であり、これによって本発明が限定されるものではない。上記の例においては、第1層、第2層、および、第3層の珪素酸化物層を重層したガスバリア性積層フィルムが製造されるが、珪素酸化物層は、製膜室を任意に調製して、例えば2層または4層以上のように珪素酸化物層の層を任意に製膜化し、それらを重層した構造に製膜化することもできる。本発明は、上記の第1層、第2層、および、第3層の珪素酸化物層が重層したガスバリア性積層フィルムを製造する例だけに限定されるものではない。
【0083】
上記において、各製膜室は、真空ポンプ等により減圧し、真空度1×10-1〜1×10-8Torr程度、好ましくは、真空度1×10-3〜1×10-7Torr程度に調製することが好ましい。
【0084】
一方、各冷却・電極ドラムには、電源から所定の電圧が印加されているため、各製膜室内の原料供給ノズルの開口部と冷却・電極ドラムとの近傍でグロー放電プラズマが生成され、このグロー放電プラズマは、製膜用混合ガス組成物なかの1つ以上のガス成分から導出されるものであり、この状態において、基材フィルムを一定速度で搬送させ、グロー放電プラブマによって、冷却・電極ドラム周面上の基材フィルムの上に、珪素酸化物等からなる珪素酸化物層を製膜化することができる。
【0085】
なお、このときの各製膜室内の真空度は、1×10-1〜1×10-4Torr程度、好ましくは、真空度1×10-1〜1×10-2Torr程度に調製する。また、基材フィルムの搬送速度は、10〜300m/分程度、好ましくは、50〜150m/分程度に調製する。
【0086】
なお、本発明において、各製膜室内の真空度は、各室において同じであっても異なっていてもよい。
【0087】
また、原料揮発供給装置においては、原料である有機珪素化合物の1種以上からなる製膜用モノマーガスを揮発させ、ガス供給装置から供給される酸素ガス、不活性ガス等と混合させ、それらからなる製膜用混合ガス組成物を調整しながら、その製膜用混合ガス組成物を、原料供給ノズルを介して各製膜室内に導入されることが好ましい。
【0088】
この場合、製膜用混合ガス組成物の各ガス成分のガス混合比としては、有機珪素化合物の1種からなる製膜用モノマーガスの含有量は、1〜40%程度、酸素ガスの含有量は、0〜70%程度、不活性ガスの含有量は、1〜60%程度の範囲として調製することが好ましい。
【0089】
本発明においては、各製膜室毎に、各製膜室に導入される製膜用混合ガス組成物の各ガス成分のガス混合比を変えて調製した製膜用混合ガス組成物を使用し、各製膜室毎に製膜化して、珪素酸化物等からなる珪素酸化物層を重層することが好ましい。
【0090】
すなわち、本発明においては、少なくとも、有機珪素化合物の1種以上からなる製膜用モノマーガス、酸素ガス、および、不活性ガスを含有する製膜用混合ガス組成物の各ガスを含有する製膜用混合ガス組成物を調製し、その製膜用混合ガス組成物を各製膜室毎に変えて使用し、それらの各製膜用混合ガス組成物を使用した2層以上のプラズマ化学気相成長法による珪素酸化物層を製膜化することができるものである。
【0091】
本発明においては、製膜用混合ガス組成物の各ガス成分の混合比としては、例えば、第1の製膜用混合ガス組成物として、製膜用モノマーガス:酸素ガス:不活性ガス=1:0〜5:1(単位:slm、スタンダードリッターミニットの略である)のガス組成比からなる製膜用混合ガス組成物、また、別の第2の製膜用混合ガス組成物としては、製膜用モノマーガス:酸素ガス:不活性ガス=1:6〜15:1(単位:slm)のガス組成比からなる製膜用混合ガス組成物等を使用することができる。
【0092】
本発明においては、上記のような製膜用混合ガス組成物を任意に組み合わせて、第1、第2、あるいは、第3の製膜室に、製膜用混合ガス組成物の各ガス成分の混合比を変えた製膜用混合ガス組成物を使用して製膜化することができる。
【0093】
(物理気相成長法による蒸着膜の形成)
本発明において、無機酸化物の蒸着膜としては、例えば、真空蒸着法、スバッタリング法、イオンプレーティング法、イオンクラスタービーム法等の物理気相成長法(Physical Vapor Deposition法、PVD法)を用いて形成することができる。
【0094】
具体的には、金属の酸化物を原料とし、これを加熱して樹脂のフィルムないしシートの上に蒸着する真空蒸着法、または、原料として金属または金属の酸化物を使用し、酸素を導入して酸化させて樹脂のフィルムないしシートの上に蒸着する酸化反応蒸着法、さらに、酸化反応をプラズマで助成するプラズマ助成式の酸化反応蒸着法等を用いて無機酸化物の非結晶の薄膜を形成することができる。
【0095】
上記において、蒸着材料の加熱方式としては、例えば、抵抗加熱方式、高周波誘導加熱方式、エレクトロンビーム加熱方式(EB)等にて行うことができる。
【0096】
上記の無機酸化物の蒸着膜としては、金属の酸化物の蒸着膜が挙げられ、具体的には、ケイ素(Si)、アルミニウム(Al)、マグネシウム(Mg)、カルシウム(Ca)、カリウム(K)、スズ(sn)、ナトリウム(Na)、ホウ素(B)、チタン(Ti)、鉛(Pb)、ジルコニウム(Zr)、イットリウム(Y)等の金属の酸化物の蒸着膜を使用することができる。好ましいものとしては、ケイ素(Si)、アルミニウム(Al)等の金属が挙げられる。
【0097】
上記の金属の酸化物の蒸着膜は、ケイ素酸化物、アルミニウム酸化物、マグネシウム酸化物等のように金属酸化物として呼ぶことができ、その表記は、例えば、SiOx、AlOx、MgOx等のようにMOx(式中、Mは、金属元素を表し、Xの値は、金属元素によってそれぞれ範囲が異なる。)で表される。
【0098】
また、上記のXの値の範囲としては、ケイ素(Si)は、0〜2、アルミニウム(Al)は、0〜1.5、マグネシウム(Mg)は、0〜1、カルシウム(Ca)は、0〜1、カリウム(K)は、0〜0.5、スズ(Sn)は、0〜2、ナトリウム(Na)は、0〜0.5、ホウ素(B)は、0〜1、5、チタン(Ti)は、0〜2、鉛(Pb)は、0〜1、ジルコニウム(Zr)は0〜2、イットリウム(Y)は、0〜1.5の範囲の値をとることができる。
【0099】
上記において、X=0の場合、完全な金属であり、透明ではなく全く使用することができない、また、Xの範囲の上限は、完全に酸化した値である。
【0100】
本発明において、一般的に、ケイ素(Si)、アルミニウム(Al)以外は、使用される例に乏しく、ケイ素(Si)は、1.0〜2.0、アルミニウム(Al)は、0.5〜1.5の範囲の値のものを使用することができる。
【0101】
本発明において、上記のような無機酸化物の蒸着膜の膜厚としては、使用する金属、または、金属の酸化物の種類等によって異なるが、例えば、50〜4000Å位、好ましくは、100〜1000Å位の絶囲内で任意に選択して形成することが望ましい。
【0102】
また、本発明においては、無機酸化物の蒸着膜としては、使用する金属、または、金属の酸化物としては、1種または2種以上の混合物で使用し、異種の材質で混合した無機酸化物の蒸着膜を梼成することもできる。
【0103】
次に、本発明において、上記の無機酸化物の蒸着膜を形成する方法について説明する。図5は、巻き取り式真空蒸着装置の一例を示す概略構成図である。
【0104】
図5に示すように、巻き取り式真空蒸着装置80の真空チヤンバー81の中で、巻き出しロール82から繰り出す樹脂のフィルムないしシート1は、ガイドロール83,84を介して、冷却したコーティングドラム85に案内される。
【0105】
上記の冷却したコーティングドラム上に案内された樹脂のフィルムないしシートの上に、るつぼ92で熱せられた蒸着源86、例えば、金属アルミニウム、あるいは酸化アルミニウム等を蒸発させ、さらに、必要ならば、酸素ガス吹出口87より酸素ガス等を噴出し、これを供給しながら、マスク88を介して、例えば、酸化アルミニウム等の無機酸化物の蒸着膜を樹脂のフィルムないしシート上に形成する。 次いで、例えば、酸化アルミニウム等の無機酸化物の蒸着膜を形成した樹脂のフィルムないしシートを、ガイドロール89,90を介して巻き取りロール91に巻き取って、無機酸化物の蒸着膜を有する樹脂のフィルムないしシートを製造することができる。
【0106】
上記の例示は、その一例を例示するものであり、これによって本発明は限定されるものではない。
【0107】
なお、本発明においては、上記のような巻き取り式真空蒸着装置を用いて、まず、第1層の無機酸化物の蒸着膜を形成し、次いで、同様にして、該無機酸化物の蒸着膜の上に、さらに、無機酸化物の蒸着膜を形成するか、あるいは、上記のような巻き取り式真空蒸着装置を用いて、これを2連に連接し、連続的に、無機酸化物の蒸着膜を形成することにより、2層以上の多層膜からなる無機酸化物の蒸着膜を形成することができる。
【0108】
(ガスバリア性塗布膜)
次に、本発明のガスバリア性積層フィルムを構成するガスバリア性塗布膜について説明する。
【0109】
ガスバリア性塗布膜としては、一般式:R1nM(OR2)mで表される少なくとも1種以上のアルコキシド、ポリビニルアルコールおよび/またはエチレン・ビニルアルコールを含有する組成物をゾルゲル法によって重縮合して得られるガスバリア性組成物によるガスバリア性塗布膜を使用することができる。
【0110】
本発明に好適に使用できるアルコキシドは、一般式:R1nM(OR2)m(式中、Mは金属原子、R1、R2が炭素数1〜8の有機基、nは0以上、mは1以上の整数、n+mはMの原子価を表す)で表されるものであり、このアルコキシドの部分加水分解物またはアルコキシドの加水分解縮合物の少なくとも1種以上を使用することができる。なお上記のアルコキシドの部分加水分解物としては、アルコキシ基のすべてが加水分解されている必要はなく、1個以上が加水分解されているもの、およびその混合物であってもよい。また、加水分解の縮合物は、部分加水分解アルコキシドの2量体以上のものを表しており、2〜6量体が通常使用される。
【0111】
上記一般式:R1nM(OR2)mにおける、Mで表される金属原子としては、ケイ素、ジルコニウム、チタン、アルミニウム等が使用でき、好ましくはケイ素である。これらのアルコキシドの用い方としては、単独または2種以上の異なる金属原子のアルコキシドを同一溶液中に混合して使うこともできる。
【0112】
有機基R1の具体例としては、例えば、メチル基、エチル基、n−プロピル基n−プロピル基、i−プロピル基、n−ブチル基、i−ブチル基、sec−ブチル基、t−ブチル基、n−ヘキシル基、n−オクチル基、などのアルキル基などが挙げられる。また、有機基R2の具体例としては、例えば、メチル基、エチル基、n−プロピル基、i−プロピル基、n−ブチル基、sec−ブチル基、などが挙げられる。同一分子中にこれらアルキル基は同一でであっても、異なってもよい。
【0113】
アルコキシドの中でも、MがSiであるアルコキシシランが好ましく、アルコキシシランとしてはSi(ORa)4で表され、Rは低級アルキル基である。Raとしてはメチル基、エチル基、N−プロピル基、N・ブチル基などが用いられ、アルコキシシランの具体例としては、テトラメトキシシランSi(OCH3)4、テトラエトキシシランSi(OC2H5)4、テトラプロポキシシランSi(OC3H7)4、テトラブトキシシランSi(OC4H9)4などが挙げられる。
【0114】
また、アルキルアルコキシシランRbmSi(ORc)4-mを用いることができる(mは1,2,3の整数)。Rb、Rcとしては、メチル基、エチル基などが用いられ、アルキルアルコキシシランの具体例としては、メチルトリメトキシシランCH3Si(OCH3)3、メチルトリエトキシシランCH3Si(OC2H5)3、ジメチルジメトキシシラン(CH3)2Si(OCH3)2ジメチルジエトキシシラン(CH3)2Si(OC2H5)2などがあげられる。これらのアルコキシシラン、アルキルアルコキシシランは、単独または2種以上を混合しても用いることができる。
【0115】
さらに、アルコキシシランの縮重合物も使用することができ、具体的にはポリテトラメトキシシラン、ポリテトラエメトキシシランなどが挙げられる。
【0116】
上記アルコキシドの中で、MがZrであるジルコニウムアルコキシドの具体例としては、テトラメトキシジルコニウムZr(OCH3)4、テトラエトキシジルコニウムZr(OC2H5)4、テトラiプロポキシジルコニウムZr(iso−OC3H7)4、テトラnブトキシジルコニウムZr(OC4H9)4などを好適に使用できる。
【0117】
上記アルコキシドの中で、MがTiであるチタニウムアルコキシドの具体例としては、テトラメトキシチタニウムTi(OCH3)4、テトラエトキシチタニウムTi(OC2H5)4、テトライソプロポキシチタニウムTi(iso−OC3H7)4、テトラnブトキシチタニウムTi(OC4H9)4などを好適に使用できる。
【0118】
上記アルコキシドの中で、MがAlであるアルミニウムアルコキシドの具体例としては、テトラメトキシアルミニウムAl(OCH3)4、テトラエトキシアルミニウムAl(OC2H5)4、テトライソプロポキシアルミニウムAl(iso−OC3H7)4、テトラnブトキシアルミニウムAl(OC4H9)4などを好適に使用できる。
【0119】
2種以上のこれらのアルコキシドを混合して用いてもよい。特にアルキキシシランとジルコニウムアルコキシドを混合して用いることによって、得られる積層フィルムの靭性、耐熱性などが向上し、廷伸時のフィルムの耐レトルト性などの低下が回避できる。ジルコニウムアルコキシドの使用量は、アルコキシシラン100重量部に対して10重量部以下の範囲であり、好ましくは約5重量部である。10重量部を上回ると、形成される複合ポリマーがゲル化しやすくなり、複合ポリマーの脆性が大きくなり、基材フィルムを被覆した際に複合ポリマー層が剥離しやすくなる。
【0120】
また特にアルコキシシランとチタニウムアルコキシドを混合して用いることによって、得られる皮膜の熱伝導率が低くなり、基材の耐熱性が著しく向上する。チタニウムアルコキシドの使用量は、アルコキシシラン100重量部に対して5重量部以下の範囲であり、好ましくは約3重量部である。5重量部を超えると形成される複合ポリマーの脆性が大きくなり、基材フィルムを被覆した際に複合ポリマーが剥離しやすくなる。
【0121】
本発明においては、上記アルコキシドと共にシランカップリング剤が併用されることが好ましい。シランカップリング剤としては、既知の有機反応性基含有オルガノアルコキシシランが用いられ得る。特に、エポキシ基を有するオルガノアルコキシシランが好適である。それには、例えばγ−グリシドキシプロピルトリメトキシシラン、γ−グリシドキシプロピルメチルジエトキシシラン、およびβ−(3,4−エポキシシクロヘキシル)エチルトリメトキシシランがある。このようなシランカップリング剤は2種以上を混合して用いてもよい。このようなシランカップリング剤の使用量は、上記アルコキシシラン100重量部に対して0.1〜20重量部の範囲内である。20重量部以上を使用すると形成される複合ポリマーの剛性と脆性とが大きくなり、複合ポリマー層の絶縁性および加工性が低下する。
【0122】
本発明では、ガスバリア性塗布膜形成用の組成物(塗工液)に、ポリビニルアルコールおよび/またはエチレン・ビニルアルコールコポリマーが含まれる。ポリビニルアルコールおよびエチレン・ビニルアルコールコポリマーを組み合わせることによって、得られる塗布膜のガスバリア性、耐水性、耐候性などが著しく向上する。さらに、ポリビニルアルコールとエチレン・ビニルアルコールコポリマーとを組み合わせた積層フィルムは、ガスバリア性、耐水性、および耐候性に加えて耐熱水性および熱水処理後のガスバリア性に優れる。
【0123】
ポリビニルアルコールおよびエチレン・ビニルアルコールコポリマーの組み合わせを採用する場合のそれぞれの含有重量比は、10:0.05〜10:6であることが好ましく、約10:1がさらに好ましい。
【0124】
上記ポリビニルアルコールおよび/またはエチレン・ビニルアルコールコポリマーの合計の含有量は、上記アルコキシドの合計量100重量部に対して5〜600重量部の範囲であり、好ましくは約50〜400重量部である。600重量部を上回ると複合ポリマーの脆性が大きくなり、得られる積層フィルムの耐水性および耐候性も低下する。5重量部を下回るとガスバリア性が低下する。
【0125】
本発明においては、上記の組成物(塗工液)を蒸着膜上に塗布し、その組成物をゾル−ゲル法により重縮合して塗布膜を得る。ゾル−ゲル法触媒、主として重縮合触媒としては、水に実質的に不溶であり、かつ有機溶媒に可溶な第三アミンが用いられる。例えば、N,N−ジメチルベンジルアミン、トリプロピルアミン、トリブチルアミン、トリペンチルアミンなどがあり、特にN−N−ジメチルベンジルアミンが好適である。その使用量は、アルコキシド、およびシランカップリング剤の合計量100重量部当り、0.01〜1重量部、好ましくは約0.03重量部である。
【0126】
本発明においては、上記の組成物はさらに酸を含んでいてもよい。酸は、ゾル−ゲル法の触媒、主としてアルコキシドやシランカップリング剤などの加水分解のための触媒として用いられる。酸としては、硫酸、塩酸、硝酸などの鉱酸、ならびに酢酸、酒石酸などの有機酸が用いられる。酸の使用量は、アルコキシドおよびシランカップリング剤のアルコキシド分(例えばシリケート部分)の総モル量に対して、0.001〜0.05モルであり、好ましくは約0.01モルである。
【0127】
本発明においては、上記ガスバリア性塗布膜形成用組成物中に、アルコキシドの合計モル量1モルに対して0.1〜100モル好ましくは0.8から2モルの割合の水を含んでなることが好ましい。水の量が2モルを上回ると、上記アルコキシシランと金属アルコキシドとから得られるポリマーが球状粒子となり、さらに、この球状粒子同士が3次元的に架橋し、密度の低い、多孔性のポリマーとなる。多孔性のポリマーは、基材フィルムのガスバリア性を改善することができない。水の量が0.8モルを下回ると、加水分解反応が進行しにくくなる。
【0128】
また、ガスバリア性塗布膜形成用組成物は、有機溶剤を含有することが好ましい。有機溶媒としては、メチルアルコール、エチルアルコール、n−プロピルアルコール、イソプロピルアルコール、n−ブタノールなどが用いられる。
【0129】
ポリビニルアルコールおよび/またはエチレン・ビニルアルコールコポリマーは、上記のアルコキシドやシランカップリング剤などを含む組成物(塗工液)中で溶解した状態であることが好ましく、そのため上記有機溶媒の種類が適宜選択される。ポリビニルアルコールおよびエチレン・ビニルアルコールコポリマーの組み合わせを採用する場合には、n−ブタノールを使用することが好ましい。溶媒中に可溶化されたエチレン・ビニルアルコールコポリマーは、例えば、ソアノール(商品名)として市販されている。上記有機溶媒の使用量は、通常上記アルコキシド、シランカップリング剤、ポリビニルアルコールおよび/またはエチレン・ビニルアルコールコポリマー、酸、およびゾル−ゲル法触媒の合計量100重量部当り30〜500重量部である。
【0130】
本発明のガスバリア性積層フィルムにおいて、ガスバリア性塗布膜の形成方法について以下に説明する。
【0131】
まず、上記アルコキシシラン、シランカップリング剤、ビニルアルコールポリマー、ゾル−ゲル法触媒、酸、水、有機溶媒、および必要に応じて金属アルコキシドを混合して塗工液を調製する。この塗工液中では次第に重縮合反応が進行する。次いで、上記基材フィルムに、常法によりこの塗工液を塗布し、乾燥する。乾燥により、上記アルコキシシラン、金属アルコキシド、シランカップリング剤およびビニルアルコールポリマーの重縮合がさらに進行し、複合ポリマーの層が形成される。好ましくは上記の操作を繰り返して、複数の複合ポリマー層を積属する。最後に、上記塗工液を塗布したフィルムを150℃〜250℃の温度で、30秒〜10分間加熱する。
【0132】
このように、アルコキシシラン、シランカップリング剤、およびビニルアルコールポリマーを主成分とする塗工液を、基材の蒸着膜を設けた面側に塗布して、150℃〜250℃の温度で加熱することにより、優れた酸素バリア性、水蒸気バリア性が得られる。従来のビニルアルコールポリマーを主成分とするガスバリア性塗布膜においては、温湿度が高い雰囲気下(40℃、90Rh%)において、酸素バリア性が著しく低下していた。これに対し、本発明のガスバリア性積層フィルムは、温湿度が高い雰囲気下においても優れた酸素バリア性を有する。また、ビニルアルコールポリマーを主成分としたガスバリア性塗布膜自体は、水蒸気バリア性を有していないものの、本発明のように、上記の組成からなる塗工液を基材の蒸着膜の面側に塗布して所定温度で加熱処理を行うことにより、水蒸気バリア性が著しく向上する。この理由は以下のように考えられるが、これに限定されるものではない。すなわち、塗布膜の内部において、ビニルアルコールポリマーとアルコキシシランの加水分解物とが水素結合や化学結合する架橋反応が起こること、そして、ビニルアルコールポリマーが結晶化すること、さらに、蒸着膜とガスバリア性塗布膜との界面において、蒸着膜とガスバリア性塗布膜とが水素結合や化学結合により強固に密着していること、により優れた酸素バリア性および水蒸気バリア性が得られると考えられる。このように、ガスバリア性塗布膜が、水素結合や化学結合等による架橋構造を有するため、温湿度が高い雰囲気下に置かれた場合であってもポリマーの分子運動が拘束される。そのため、高いガスバリア性が発現されるものと考えられる。
【0133】
加熱温度が150℃未満では、酸素バリア性および水蒸気バリア性が向上しない。また、250℃を超える温度では、基材にダメージを与え、シワやカール等が発生して、ガスバリア性が低下する。加熱温度は、180〜200℃が好ましい。
【0134】
本発明においては、ビニルアルコールポリマーの代わりに、エチレン・ビニルアルコールコポリマーまたはエチレン・ビニルアルコールコポリマーとポリビニルアルコールとの両者を用いた組成物を使用してもよい。エチレン・ビニルアルコールコポリマーとポリビニルアルコールとの両者を用いた積層フィルムは、ボイル処理、レトルト処理などの熱水処理後のガスバリア性がさらに向上する。
【0135】
ガスバリア性塗布膜を形成する他の態様として、熱水処理後のガスバリア性を向上させるため、以下のような積層フィルムを形成することが好ましい。
【0136】
すなわち、予め基材フィルムの少なくとも片面に、ポリビニルアルコールを含有する組成物を塗工して第1の複合ポリマー層を形成し、次いで、その塗工面上に上記エチレン・ビニルアルコールコポリマーを含有する組成物を塗工して第2の複合ポリマー層をさらに形成する。そのことにより、得られる積層フィルムのガスバリア性が向上する。
【0137】
さらに、本発明においては、ガスバリア性塗布膜を、基材フィルム上に複数層形成してもよい。ガスバリア性塗布膜を複数層設けることにより、一層ガスバリア性の向上を図ることができる。
【0138】
ガスバリア性塗布膜の機能について、アルコキシシランを使用した場合を一例として説明する。アルコキシシランおよび金属アルコキシドは、添加された水によって、加水分解される。この際、酸が加水分解の触媒となる。次いでゾル−ゲル法触媒の働きによって、生じた水酸基からプロトンが奪取され、加水分解生成物同士が脱水重縮合する。このとき、酸触媒により同時にシランカップリング剤も加水分解されて、アルコキシ基が水酸基となる。塩基触媒の働きによりエポキシ基の開環も起こり、水酸基が生じる。加水分解されたシランカップリング剤と加水分解されたアルコキシドとの重縮合反応も進行する。さらに反応系にはポリビニルアルコール、またはエチレン・ビニルアルコールコポリマー、またはポリビニルアルコールおよびエチレン・ビニルアルコールが存在するため、ポリビニルアルコールおよびエチレン・ビニルアルコールコポリマーが有する水酸基との反応も生じる。生成する重縮合物は、Si−O−Si、Si−O−Zr、Si−O−Tiなどの結合からなる無機質部分と、シランカップリング剤に起因する有機部分とを含有する複合ポリマーである。上記反応においては、例えば、下記式:
【化1】

(式中、Rはアルキル基を表す)
で表される部分構造式を有し、さらにシランカップリング剤に起因する部分を有する直鎖状のポリマーが、まず生成する。
【0139】
このポリマーはOR基(エトキシ基などのアルコキシ基)が直鎖状のポリマーから分岐した形で有する。このOR基は、存在する酸が触媒となって加水分解されてOH基となり、ゾル−ゲル法触媒(塩基触媒)の働きによりまずOH基が脱プロトン化し次いで重縮合が進行する。すなわち、このOH基が、下記式:
【化2】
で表されるポリビニルアルコール、または、下記式:
【化3】
(式中、mおよびnは、1以上の整数を表す)で表されるエチレン・ビニルアルコールコポリマーと重縮合反応し、Si−O−Si結合を有する、例えば下記式:
【化4】
(式中、Rは、水素またはアルキル基を表す)で表される複合ポリマー、もしくは、下記式:
【化5】
(式中、m1、m2、およびm3は、1以上の整数を表し、Rはアルキル基を表す)、および下記式:
【化6】
(式中、m1、m2、およびm3は、1以上の整数を表し、Rはアルキル基を表す)
で表される共重合した複合ポリマーが生じると考えられる。
【0140】
上記の反応は常温で進行し、塗工液は調製中に粘度が増加する。この塗工液を基材フィルムに塗布し、加熱して溶媒および重縮合反応により生成したアルコールを除去すると、重縮合反応が完結し、基材フィルム上に透明な複合ポリマーの層が形成される。複合ポリマー層を複数層積層した場合には、層間の複合ポリマー同士も縮合し、層と層との間が強固に結合する。さらに、シランカップリング剤の有機反応性基や、加水分解によって生じた水酸基が基材フィルム表面の水酸基と結合するため、基材フィルム表面と、複合ポリマー層との接着性も良好である。
【0141】
本発明の方法においては、添加される水の量がアルコキシド類1モルに対して0.8〜2モル、好ましくは1.5モルに調製されているため、上記直鎖状のポリマーが形成される。このような直鎖状ポリマーは結晶性を有し、非晶質部分の中に多数の微小の結晶が埋包された構造をとる。このような結晶構造は、結晶性有機ポリマー(例えば、塩化ビニリデンやポリビニルアルコール)と同様であり、さらに極性基(OH基)が部分的に分子内に存在し、分子の凝集エネルギーが高く分子鎖剛性も高いため良好なガスバリア性を示す。
【0142】
本発明においては、無機酸化物の蒸着膜とガスバリア性塗布膜とが、例えば、加水分解・共縮合反応による化学結合、水素結合、あるいは、配位結合などを形成し、無機酸化物の蒸着膜とガスバリア性塗布膜との密着性が向上し、その2層の相乗効果により、より良好なガスバリア性の効果を発揮し得る。
【0143】
ガスバリア性塗布膜形成用組成物を塗布する方法としては、例えば、グラビアコーターなどのロールコート、スプレーコート、スピンコート、デイッピング、刷毛、バーコード、アプリケータなどの塗装手段により、1回あるいは複数回の塗装で、乾焼膜厚が0.01〜30μm、好ましくは、0.1〜10μmの本発明のガスバリア性塗布膜を形成することができる。
【0144】
また、通常の環境下、150〜250℃、好ましくは180〜200℃の温度で、0.005〜60分間、好ましくは、0.01〜10分間、加熱・乾操することにより、縮合が行われ、ガスバリア性塗布膜を形成することができる。
【0145】
また、必要ならば、本発明のガスバリア性組成物を塗布する際に、予め、無機酸化物の蒸着膜の上に、プライマー剤等を塗布することもできる。
【0146】
また、本発明の態様においては、基材上に蒸着層とガスバリア性塗布膜を設けた後、さらに蒸着層を設け、その蒸着層上にガスバリア性塗布膜を上記と同様にして形成してもよい。このように積層数を増やすことにより、より一層ガスバリア性に優れる積層フィルムを実現できる。
【0147】
本発明のガスバリア性積層フィルムは、上記のような優れた特性を有するので、包装材料として有用であり、特にガスバリア性(O2、N2、H2O、CO2など)に優れるため、食品包装用フィルムとして好適に使用される。特に、N2あるいはCO2ガスなどを充填したいわゆるガス充填包装に用いた場合には、その優れたガスバリア性が充填ガスの保持に極めて有効となる。
【0148】
さらに、本発明のガスバリア性積層フィルムは、熱水処理、特に高圧熱水処理(レトルト処理)後のガスバリア性にも優れている。
【0149】
(レトルト用積層体)
次に、本ガスバリア性積層フィルムを用いた積層体の一例として、ガスバリア性積層フィルム、印刷層、ラミネート接着剤層、ヒートシール層を順次設けたレトルト用積層体について説明する。
【0150】
(印刷層)
印刷層としては、通常のインキビヒクルの1種ないし2種以上を主成分とし、これに、必要ならば、可塑剤、安定剤、酸化防止剤、光安定剤、紫外線吸収剤、硬化剤、架橋剤、滑剤、帯電防止剤、充填剤、その他等の添加剤の1種ないし2種以上を任意に添加し、さらに、染料・顔料等の着色剤を添加し、溶媒、希釈剤等で充分に混練してインキ組成物を調製し、次いで、該インキ組成物を使用し、例えば、グラビア印刷、オフセット印刷、凸版印刷、スクリーン印刷、転写印刷、フレキソ印刷、その他等の印刷方式を使用し、前述のプライマー剤層の上に、文字、図形、記号、模様、その他等からなる所望の印刷模様を印刷して、印刷模様層を形成することができる。
【0151】
上記において、インキビヒクルとしては、公知のもの、例えば、あまに油、きり油、大豆油、炭化水素油、ロジン、ロジンエステル、ロジン変性樹脂、シエラツク、アルキッド樹脂、フェノール系樹脂、マレイン酸樹脂、天然樹脂、炭化水素樹脂、ポリ塩化ビニル系樹脂、ポリ酢酸ビニル系樹脂、ポリスチレン系樹脂、ポリビニルプチラール樹脂、アクリルまたはメタクリル系樹脂、ポリアミド系樹脂、ポリエステル系樹脂、ポリウレタン系樹脂、エポキシ系樹脂、尿素樹脂、メラミン樹脂、アミノアルキッド系樹脂、ニトロセルロース、エチルセルロース、塩化ゴム、環化ゴム、その他等の1種ないし2種以上を使用することができる。
【0152】
(ラミネート接着剤層)
次に、積層体を構成するラミネート用接着剤層について説明する。ラミネート用接着剤層を構成する接着剤としては、例えば、ポリ酢酸ビニル系接着剤、アクリル酸エチル、アクリル酸ブチル、2−エチルヘキシルエステル等のホモポリマー、あるいは、これらとメタクリル酸メチル、アクリロニトリル、スチレン等との共重合体等からなるポリアクリル酸エステル系接着剤、シアノアクリレート系接着剤、エチレンと酢酸ビニル、アクリル酸エチル、アクリル酸、メタクリル酸等のモノマーとの共重合体等からなるエチレン共重合体系接着剤、セルロース系接着剤、ポリエステル系接着剤、ポリアミド系接着剤、ポリイミド系接着剤、尿素樹脂またはメラミン樹脂等からなるアミノ樹脂系接着剤、フェノール樹脂系接着剤、エポキシ系接着剤、ポリウレタン系接着剤、反応型(メタ)アクリル系接着剤、クロロプレンゴム、ニトリルゴム、スチレンーブタジェンゴム等からなるゴム系接着剤、シリコーン系接着剤、アルカリ金属シリケート、低融点ガラス等からなる無機系接着剤、その他等の接着剤を使用することができる。
【0153】
上記の接着剤は、水性型、溶液型、エマルジョン型、分散型等のいずれの組成物形態でもよく、また、その性状は、フィルム・シート状、粉末状、固形状等のいずれの形態でもよく、さらに接着機構については、化学反応型、溶剤揮発型、熱溶融型、熱圧型等のいずれの形態でもよいものである。
【0154】
本発明においては、印刷層を含む全面に、上記の接着剤を、例えば、ロールコート法、グラビアロールコート法、キスコート法、その他等のコート法、あるいは、印刷法等によって施し、次いで、溶剤等を乾燥させてラミネート用接着剤層を形成すことができ、そのコーティングないし塗工量としては、0.1〜10g/m2(乾燥状態)程度が好ましい。
【0155】
(ヒートシール性樹脂層)
次に、本発明に係る積層体を構成するヒートシール性樹脂層について説明すると、かかるヒートシール性樹脂層としては、熱によって溶融し相互に融着し得るものであればよく、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)低密度ポリエチレン、ポリプロピレン、エチレン−酢酸ビニル共重合体、アイオノマー樹脂、エチレン−アクリル酸エチル共重合体、エチレン−アクリル酸共重合体、エチレン−メタクリル酸共重合体、エチレン−プロピレン共重合体、メチルペンテンポリマー、ポリエチレンまたはポリプロピレン等のポリオレフィン系樹脂をアクリル酸、メタクリル酸、無水マレイン酸、フマール酸、その他等の不飽和カルボン酸で変性した酸変性ポリオレフィン系樹脂、その他等の樹脂の1種ないしそれ以上からなる樹脂のフィルムないしシートあるいはその塗布膜等を使用することができる。
【0156】
本発明においては、ラミネート用接着剤層の面に、上記の樹脂のフィルムないしシートをドライラミネートして、ヒートシール性樹脂層を形成することができる。
【0157】
上記の樹脂のフィルムないしシートは、単層ないし多層で使用することができ、また、上記の樹脂のフィルムないしシートの厚さとしては、5μm〜300μm程度、好ましくは、10μm〜110μm程度である。
【0158】
上記の樹脂のフィルムないしシートの厚さは、袋状容器本体の製袋時等において、無機酸化物の蒸着膜を有する樹脂のフィルムないしシートを構成する無機酸化物の蒸着膜に、擦り傷やクラック等を発生することを防止するために、比較的その膜厚を厚くすることが好ましく、具体的には、70μm〜110μm程度、望ましくは、80μm〜100μm程度である。
【0159】
而して、本発明においては、上記のような樹脂のフィルムないしシートの中でも、特に、厚さ30μm〜100μm位の無延伸ポリプロピレンフィルムないしシートを使用することが好ましいものである。
【0160】
本発明においては、ラミネート用接着剤層とヒートシール性樹脂層との間に、必要に応じて他の樹脂フィルムを狭持してもよい。このような中間層を設けることにより、強度や耐突き刺し性等が向上する。樹脂のフィルムとしては、機械的、物理的、化学的、その他等において優れた強度を有し、耐突き刺し性等に優れ、その他、耐熱性、防湿性、耐ピンホール性、透明性、その他等に優れた樹脂のフィルムないしシートを使用することができる。
【0161】
具体的には、例えば、ポリエステル系樹脂、ポリアミド系樹脂、ポリアラミド系樹脂、ポリプロピレン系樹脂、ポリカーボネート系樹脂、ポリアセタール系樹脂、フッ素系樹脂、その他の強靱な樹脂フィルムないしシートを使用することができる。
【0162】
本発明においては、上記の樹脂のフィルムないしシートを使用し、これを、例えば、前述のラミネート用接着剤等を使用してドライラミネート法等を用いて、ラミネート用接着剤層とヒートシール性樹脂層との間に狭持することができる。
【0163】
上記の樹脂のフィルムないしシートとしては、未延伸フィルム、あるいは一軸方向または二軸方向に延伸した延伸フィルム等のいずれのものでも使用することができる。また、本発明において、その樹脂のフィルムないしシートの厚さとしては、強度、耐突き刺し性、その他等について、必要最低限に保持され得る厚さであればよく、厚すぎると、コストを上昇するという欠点もあり、逆に、薄すぎると、強度、耐突き刺し性、その他等が抵下して好ましくないものである。また、ガスバリア性積層フィルムにポリアミド系樹脂層を有しているため、元々衝撃強度や耐突刺し性には優れていることから、環境配慮を考慮して必要最小限度の使用にとどめるべきである。
【0164】
本発明においては、上記のような理由から、約10μm〜100μm程度、好ましくは、12〜50μm程度が好ましい。
【0165】
通常、包装用袋は、物理的にも化学的にも過酷な条件におかれることから、包装用袋を構成する積層体には、厳しい包装適性が要求され、変形防止強度、落下衝撃強度、耐ピンホール性、耐熱性、密封性、品質保全性、作業性、衛生性、その他等の種々の条件が要求される。このために、本発明においては、上記のような材料の他に、上記のような諸条件を充足するその他の材料を任意に使用することができ、具体的には、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、線状低密度ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、アイオノマー樹脂、エチレン−アクリル酸エチル共重合体、エチレン−アクリル酸またはメタクリル酸共重合体、メチルペンテンポリマー、ポリブテン系樹脂、ポリ塩化ビニル系樹脂、ポリ酢酸ビニル系樹脂、ポリ塩化ビニリデン系樹脂、塩化ビニル−塩化ビニリデン共重合体、ポリ(メタ)アクリル系樹脂、ポリアクリルニトリル系樹脂、ポリスチレン系樹脂、アクリロニトリル−スチレン共重合体(AS系樹脂)、アクリロニトリル−プタジェンースチレン共重合体(ABS系樹脂)、ポリエステル系樹脂、ポリアミド系樹脂、ポリカーボネート系樹脂、ポリビニルアルコール系樹脂、エチレン−酢酸ビニル共重合体のケン化物、フッ素系樹脂、ジェン系樹脂、ポリアセタール系樹脂、ポリウレタン系樹脂、ニトロセルロース、その他等の公知の樹脂のフィルムないしシートを任意に選択して使用することができる。その他、例えば、合成紙等も使用することができる。
【0166】
本発明において、上記のフィルムないしシートは、未延伸、一軸ないし二軸方向に延伸されたもの等のいずれのものでも使用することができる。また、その厚さは、任意であるが、数μmから300μm程度の範囲から選択して使用することができる。
【0167】
さらに、本発明においては、フィルムないしシートとしては、押出成膜、インフレーション成膜、コーティング膜等のいずれの形態の膜でもよい。
【0168】
本発明は、以上において説明したように、基材フィルムの一方の面に、無機酸化物の蒸着膜を設け、次いで、該無機酸化物の蒸着膜の上にガスバリア性塗布膜を設けたガスバリア性積層フィルムを用いて、種々のコーティング法もしくは印刷法、あるいは、ドライラミネート法、その他等の方法を用いて、必要に応じて、プライマー剤層、印刷模様層、および、ラミネート用接着剤層を順次に設け、さらに、該ラミネート用接着剤層の上に、ヒートシール性樹脂層を設け、さらには上記のラミネート用接着剤層とヒートシール性樹脂層との間に、強度を有し、耐突き刺し性に優れた樹脂のフィルムを積層することにより、包装袋用の積層体を製造することができる。
【0169】
(包装袋)
上記の積層体を用いた包装袋について説明する。装用袋からなる袋状容器本体は、上記したガスバリア性積層フィルムからなる積層体を使用して、この積層体を二つ折にし、そのヒートシール性樹脂層の面を対向させて重ね合わせ、その端部をヒートシールして筒状の包装体を形成し、次いで底部をシールして内容物を充填し、さらに天部をシールすることにより、包装体を製造することができる。
【0170】
その製袋方法としては、上記のような積層体を、折り曲げるかあるいは重ね合わせて、その内層の面を対向させ、さらにその周辺端部を、例えば、側面シール型、二方シール型、三方シール型、四方シール型、封筒貼りシール型、合掌貼りシール型(ピローシール型)、ひだ付シール型、平底シール型、角底シール型、ガゼット型、その他等のヒートシール形態によりヒートシールして、種々の形態の装用袋を製造することができる。その他、例えば、自立性包装用袋(スタンデイングパウチ)等も可能である。
【0171】
上記において、ヒートシールの方法としては、例えば、バーシール、回転ロールシール、ベルトシール、インパルスシール、高周波シール、超音波シール等の公知の方法で行うことができる。
【実施例】
【0172】
上記の本発明について実施例を挙げてさらに具体的に説明するが、本発明がこれら実施例によって限定されるものではない。
【0173】
(実施例1)
(1)基材として、第1のポリエステル系樹脂層/ポリアミド系樹脂層/第2のポリエステル系樹脂層、の3層構成で、各層の厚みが第1のポリエステル系樹脂層の厚み(a1)が2μm、ポリアミド系樹脂層の厚み(b)が11μm、第2のポリエステル系樹脂層の厚み(a2)が2μmであり、かつ、第2のポリエステル系樹脂層の外表面にコロナ処理を施したものを使用し、これをプラズマ化学気相成長装置の送り出しロールに装着し、次いで、下記に示す条件で、上記基材のコロナ処理面に、厚さ200Åの酸化珪素の蒸着膜を形成した。
(蒸着条件)
蒸着面;コロナ処理面
導入ガス;ヘキサメチルジシロキサン:酸素ガス:ヘリウム1.0:3.0:3.0
(単位:slm)
真空チャンバー内の真空度;2〜6×10-6mBar
蒸着チャンバー内の真空度;2〜5×10-3mBar
冷却・電極ドラム供給電力;10kW
ライン速度;100m/min
【0174】
次に、上記で膜厚200Åの酸化珪素の蒸着膜を形成した直後に、その酸化珪素の蒸着膜面に、グロー放電プラズマ発生装置を使用し、パワー9kw、酸素ガス:アルゴンガス=7.0:2.5(単位:slm)からなる混合ガスを使用し、混合ガス圧6×10-5Torrで酸素/アルゴン混合ガスプラズマ処理を行って、酸化珪素の蒸着膜面の表面張力を54dyne/cm以上向上させたプラズマ処理面を形成した。
【0175】
(2)一方、下記の表1に示す組成に従って、組成(a)のEVOH、イソプロピルアルコール、およびイオン交換水の混合溶媒にて溶解したEVOH溶液に、予め調製した組成(b)のエチルシリケート40、イソプロピルアルコール、アルミニウムアセチルアセトン、イオン交換水からなる加水分解液を加えて攪拌し、さらに予め調製した組成(c)のポリビニルアルコール、酢酸、イソプロピルアルコールおよびイオン交換水からなる混合液を加えて攪拌し、無色透明のガスバリア性塗布膜形成用組成物を得た。
【表1】
【0176】
次に、上記の(1)で形成したプラズマ処理面に、上記で調製したガスバリア性塗布膜形成用組成物をグラビアロールコート法によりコーティングして、コーティング後、200℃の乾燥炉中を300m/分の速度で通過することにより、加熱処理を行い、厚さ0.4g/m2(乾操状態)のガスバリア性塗布膜を形成して、本発明に係るガスバリア性積層フィルムを製造した。
【0177】
次に、上記の(1)で形成したガスバリア性積層フィルムのガスバリア性塗布膜の面に、所望の印刷模様を形成した後、その印刷模様を含む全面に、2液硬化型のポリウレタン系ラミネート用接着剤を、グラビアロールコート法を用いて厚さ4.0g/m2(乾燥状態)にコーティングしてラミネート用接着剤層を形成し、次いで、該ラミネート用接着剤層の面に、厚さ60μmの無延伸ポリプロピレンフィルムをドライラミネートして積層して、本発明に係る積層体を製造した。
【0178】
次に、上記で製造した積層体の2枚を用意し、その無延伸ポリプロピレンフィルムの面を対向して重ね合わせ、しかる後、その外周周辺の端部を三方ヒートシールしてシール部を形成すると共に上方に開口部を有する、幅130mm×高さ170mmの三方シール型の包装袋である、軟包装用袋を製造した。上記で製造した三方シール型の軟包装用袋内に、その開口部から水を200g充填包装し、しかる後、その開口部をヒートシールして上方シール部を形成して包装半製品を製造し、次いで、その包装半製品をレトルト釜に入れて、温度120℃、圧力2.1Kgf/cm2 ・G、時間30分間からなるレトルト処理条件でレトルト処理を行い、本発明にかかるレトルト包装食品を製造した。
【0179】
(比較例1)
基材として、厚さ12μmの2軸延伸ポリエチレンテレフタレートフィルムを使用し、実施例1と同様の方法で蒸着膜を形成し、実施例1と同様の方法でガスバリア性塗布膜を形成して、比較例1のガスバリア性積層フィルムを製造した。
【0180】
次に、実施例1と同様の方法で、比較例1のガスバリア性積層フィルムのガスバリア性塗布膜の面に、所望の印刷模様を形成した後、その印刷模様を含む全面に、2液硬化型のポリウレタン系ラミネート用接着剤を、グラビアロールコート法を用いて厚さ4.0g/m2 (乾燥状態)にコーティングしてラミネート用接着剤層を形成し、次いで、該ラミネート用接着剤層の面に、厚さ60μmの無延伸ポリプロピレンフィルムをドライラミネートして積層して、比較例1の積層体を製造した。更に、比較例1の積層体を用いて、実施例1と同様の方法で比較例1の軟包装用袋を製造し、レトルト処理を行った。
【0181】
(比較例2)
基材として、厚さ15μmの2軸延伸ナイロン6フィルムを使用し、実施例1と同様の方法で蒸着膜を形成し、実施例1と同様の方法でガスバリア性塗布膜を形成して、比較例2のガスバリア性積層フィルムを製造した。
【0182】
次に、上記で形成したガスバリア性積層フィルムのガスバリア性塗布膜の面に、所望の印刷模様を形成した後、その印刷模様を含む全面に、2液硬化型のポリウレタン系ラミネート用接着剤を、グラビアロールコート法を用いて厚さ4.0g/m2 (乾燥状態)にコーティングしてラミネート用接着剤層を形成し、次いで、該ラミネート用接着剤層の面に、厚さ60μmの無延伸ポリプロピレンフィルムをドライラミネートして積層して、比較例2の積層体を製造した。更に、比較例2の積層体を用いて、実施例1と同様の方法で軟包装用袋を製造し、レトルト処理を行った。
【0183】
(比較例3)
基材として、厚さ12μmの2軸延伸ポリエチレンテレフタレートフィルムを使用し、実施例1と同様の方法で蒸着膜を形成し、実施例1と同様の方法でガスバリア性塗布膜を形成して、比較例3のガスバリア性積層フィルムを製造した。
【0184】
次に、上記で製造したガスバリア性積層フィルムのプライマー剤層の面に、所望の印刷模様を形成した後、その印刷模様を含む全面に、2液硬化型のポリウレタン系ラミネート用接着剤を、グラビアロールコート法を用いて厚さ4.0g/m2 (乾燥状態)にコーティングしてラミネート用接着剤層を形成し、次いで、該ラミネート用接着剤層の面に、厚さ15μmの2軸延伸ナイロン6フィルムを、そのコロナ処理面を対向させて重ね合わせ、しかる後、その両者をドライラミネートして積層した。
【0185】
次に、上記で積層した2軸延伸ナイロン6フィルムの面に、コロナ放電処理を施した後、そのコロナ処理面に、上記と同様にして、ラミネート用接着剤層を形成し、しかる後、上記のラミネート用接着剤層面に、厚さ60μmの無延伸ポリプロピレンフィルムをドライラミネートして積層して、比較例3の積層体を製造した。更に、比較例3の積層体を用いて、実施例1と同様の方法で軟包装用袋を製造し、レトルト処理を行った。
【0186】
(評価)
上記の実施例1、および比較例1〜3で製造したガスバリア性積層フィルム、積層体、および軟包装用袋について、下記のデ−タを測定した。
【0187】
(1)酸素透過度の測定
酸素透過度の測定は、温度23℃、湿度90%RHの条件で、米国、モコン(MOCON)社製の測定機〔機種名、オクストラン(OXTRAN)〕にて測定した。
【0188】
(2)水蒸気透過度の測定
水蒸気透過度の測定は、温度40℃、湿度90%RHの条件で、米国、モコン(MOCON)社製の測定機〔機種名、パ−マトラン(PERMATRAN)〕にて測定した。
【0189】
(3)外観変化
レトルト処理後の軟包装用袋の外観変化を目視により観察した。
【0190】
(4)落下強度
上記方法にて作成したレトルト処理後の軟包装用袋を、高さ120cmからコンクリート面に、水平および鉛直方向に1回ずつ(計2回)落下させ、軟包装用袋の破損および内容物の漏れの有無を確認した。
【0191】
(5)突刺強度
上記方法にて作成したレトルト処理後の軟包装用袋から内容物を取出し、軟包装用袋の外側表面から、直径1mmφの針を200mm/minの突刺速度で突刺して、針が軟包装用袋を構成する積層体を貫通するのに要した強度(N)を測定した。
【0192】
(6)環境配慮
1m2あたりの各積層体の重量を計算し比較した。
【0193】
評価結果を表2に示す。ここに示された結果から明らかなように、実施例1のものは、比較例1〜3のものと比較して、酸素透過度、水蒸気透過度、レトルト後外観変化、落下強度、突刺強度、及び環境配慮の全ての項目においてバランスよく優れた特性を示した。
【0194】
【表2】
【符号の説明】
【0195】
1 基材
2 蒸着膜
3 ガスバリア性塗布膜
21 プラズマ化学気相成長装置
22 真空チャンバー
40 プラズマ化学気相成長装置
42、43、44 製膜室
49、56、63 原料揮発供給装置
50、57、64 ガス供給装置
52、59、66 グロー放電プラズマ
80 巻き取り式真空蒸着装置
81 真空チャンバー
85 コーティングドラム
86 蒸着源
87 酸素ガス吹出口
88 マスク
【技術分野】
【0001】
本発明は、酸素ガスあるいは水蒸気等に対する優れたバリア性を有するガスバリア性積層フィルム及びそのフィルムを使用した積層体に関し、より詳細には、酸素ガスあるいは水蒸気等に対する優れたバリア性を有しつつ耐衝撃性やレトルト適性に優れ、かつ環境配慮された、ガスバリア性積層フィルム及びそれを使用したレトルト用積層体に関する。
【背景技術】
【0002】
ガスバリア性を備えた包装材料として、従来、基材にアルミニウム箔層を設けた包装材料が使用されている。しかし、このような包装材料は、安定したガスバリア性が得られるものの、バリア層としてのアルミニウム箔層を備えているため焼却適性が劣り、使用後の廃棄処分が容易ではないという問題があった。また、アルミニウム箔層を備えているため、透明性を有する包材は得られないという問題もあった。
【0003】
このような問題を解決するため、ポリ塩化ビニリデン(PVDC)やエチレン−ビニルアルコール共重合体(EVOH)からなるバリア層を備えた包装材料が開発されている。
【0004】
しかしながら、PVDCは塩素を含有するため、使用後に焼却することにより塩素ガスが発生し、環境衛生上好ましくないという問題がある。一方、EVOHは、酸素ガスバリア性が高く、かつ、香味成分の吸着性が低いという長所があるものの、高湿度雰囲気下では酸素ガスバリア性が低下してしまうという問題がある。また、EVOHは、水蒸気バリア性を有していないという問題がある。このため、バリア層であるEVOHを水蒸気から遮断するために包装材料を複雑な積層構造とする必要があり、製造コストが増大するといった問題も生じ得る。
【0005】
このような問題を解決するため、高いガスバリア性と保香性を安定して発揮し、かつ、透明性を有する包装材料として、ポリエステル系樹脂フィルムやポリアミド系樹脂フィルム上に珪素酸化物や酸化アルミニウム等の無機酸化薄膜からなるバリア層を備えたフィルムが開発されている。
【0006】
また、この無機蒸着膜上に、ガスバリア性を有する塗布膜を設けることによりガスバリア性能を向上させる方法も提案されている(特許文献1)。この塗布膜の材料としては、結晶化度が高く、ポリマーの凝集エネルギー密度が高い、水酸基などの極性基を有するポリマーが用いられている。具体的には、ポリビニルアルコール、エチレン・ビニルアルコールコポリマーが使用されている。蒸着層とガスバリア性塗布膜との積層構成とすることにより、ガスバリア性能が向上し上記問題は解決される。
【0007】
しかしながら、水酸基やアミド基などの極性基は水分子と結合しやすく、そのガスバリア性は環境湿度が高くなるにつれて低下するという問題があった。即ち、内容物が水分を含む液体、あるいは水分を含む食品などを入れた場合は、内容物の水分蒸気などの影響によりガスバリア性が低下し、保存中に内容物の品質の劣化をもたらすという問題があった。
【0008】
このような問題に対しては、前記無機酸化物膜上にガスバリア性塗工液を塗布した後、150〜250℃で加熱することにより、湿度依存性がないガスバリア性積層フィルムを製造する方法が提案されている(特許文献2)。
【0009】
しかしながら、このようにして形成されたガスバリア性積層フィルムを使って積層体を作成する場合、ハイバリア性、耐衝撃性、レトルト適性、及び環境配慮といった全ての要求適性を満たすことは困難である。
【0010】
すなわち、基材としてポリエステル系樹脂フィルムを用いた場合は、ハイバリア性、レトルト適性は優れるものの、耐衝撃性に劣るため輸送適性を満足するものは出来ない。通常、耐衝撃性を付与させるために、ガスバリア性積層フィルムにポリアミド系樹脂フィルムを積層することにより解決しているが、使用材料が増えるため環境配慮には適さない構成となってしまう。
【0011】
また、基材としてポリアミド系樹脂フィルムを用いた場合については、ハイバリア性及び耐衝撃性は満たすものの、耐熱水性に劣るためレトルト適性が得られず、通常、ポリアミド系樹脂フィルムの外側にポリエステル系樹脂フィルムを積層することにより解決しており、やはり環境配慮に適さない構成となってしまう。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開平7−80986号公報
【特許文献2】特開2007−210208号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
本発明は、このような事情に鑑みてなされたものであり、優れたガスバリア性を有しつつ耐衝撃性やレトルト適性に優れ、かつ環境配慮された、ガスバリア性積層フィルムおよびそれを用いたレトルト用積層体を提供することを目的とする。
【課題を解決するための手段】
【0014】
上記課題を解決するため、本発明のガスバリア性積層フィルムは、基材上に無機酸化物の蒸着膜が設けられ、その蒸着膜上にガスバリア性塗布膜が設けられてなるガスバリア性積層フィルムであって、基材の蒸着膜が形成される面側には、前処理またはプライマーコート処理が施されてなり、前記基材が、第1のポリエステル系樹脂層、ポリアミド系樹脂層、第2のポリエステル系樹脂層を順次積層した構成からなることを特徴とするものである。
【0015】
また、本発明のガスバリア性積層フィルムの厚みは、前記基材の第1のポリエステル系樹脂層の厚さ(a1)と第2のポリエステル系樹脂層の厚さ(a2)とポリアミド系樹脂層の厚さ(b)の関係が、b/(a1+a2)=1〜10であることを特徴とするものである。
【0016】
また、本発明のレトルト用積層体は、前記ガスバリア性積層フィルムのガスバリア性塗布膜の面に、少なくとも1層のヒートシール性樹脂層を積層することを特徴とするものである。
【発明の効果】
【0017】
本発明によれば、優れたガスバリア性を有しつつ耐衝撃性やレトルト適性に優れ、かつ環境配慮された、ガスバリア性積層フィルム、およびそれを用いたレトルト用積層体を得ることができる。
【図面の簡単な説明】
【0018】
【図1】本発明のガスバリア性積層フィルムの層構成の一例を示した模式断面図である。
【図2】本発明のガスバリア性積層フィルムの層構成の他の例を示した模式断面図である。
【図3】本発明の方法に使用する化学気相蒸着装置の概略図である。
【図4】本発明の他の態様の方法に使用する化学気相蒸着装置の概略図である。
【図5】本発明の方法に使用する物理気相蒸着装置の概略図である。
【発明を実施するための形態】
【0019】
本発明の実施の形態について、図面を参照しながら詳細に説明する。
【0020】
(ガスバリア性積層フィルム)
図1および図2は、本発明のガスバリア性積層フィルムの層構成の一例を示す概略的断面図である。
【0021】
まず、本発明のガスバリア性積層フィルムは、図1に示すように、基材1の一方の面に、表面処理を行い、表面処理1a上に無機酸化物の蒸着膜2を設け、さらに、その無機酸化物の蒸着膜2の上に、ガスバリア性塗布膜3を設けた構成を基本構造とするものである。
【0022】
本発明のガスバリア性積層フィルムの他の態様としては、図2に示すように、基材1の一方の面に、プライマーコート層1bを設け、プライマーコート層上に無機酸化物の蒸着膜2を設け、さらに、該無機酸化物の蒸着膜2上にガスバリア性塗布膜3を設けた構成を基本構造とするものである。
【0023】
上記の例示は、本発明のガスバリア性積層フィルムの一例であり、本発明はこれに限定されるものではない。
【0024】
例えば、図示しないが、上記の本発明の積層フィルムにおいて、無機酸化物の蒸着膜としては、同種ないし異種からなる2層以上の無機酸化物の蒸着膜を重層して構成してもよい。
【0025】
次に、本発明のガスバリア性積層フィルムを構成する材料、その製造方法等について説明する。
【0026】
(基材)
本発明のガスバリア性積層フィルムを構成する基材は、第1のポリエステル系樹脂層、ポリアミド系樹脂層、第2のポリエステル系樹脂層を順次積層した構成からなり、各層の厚みは、第1のポリエステル系樹脂層の厚さ(a1)と第2のポリエステル系樹脂層の厚さ(a2)とポリアミド系樹脂層の厚さ(b)の関係が、b/(a1+a2)=1〜10、より好ましくは、b/(a1+a2)=2〜5を満たすものである。
【0027】
この構成において、第1のポリエステル系樹脂層は、本発明に係るガスバリア性積層フィルムを用いて製造される包装袋の最外層として、表面の耐熱性を付与し、安定した熱シール適性を与える役割を果たす。また、前記包装袋に耐熱水性を付与し、レトルト処理における外観変化を抑制する役割も果たしている。
【0028】
また、ポリアミド系樹脂層は、前記包装袋の強度特性を向上させ、輸送時の耐衝撃性などを与える役割を果たしている。
【0029】
更に、第2のポリエステル系樹脂層は、該第2のポリエステル系樹脂層の上に設けられる蒸着膜の基材に対する良好な密着性を得る役割を果たしている。
【0030】
本発明において、基材となるフィルムないしシートの膜厚としては、6〜100μm程度、より好ましくは9〜50μm程度が好ましい。厚みの関係、b/(a1+a2)については、この数値が1より小さいと、ポリアミド系樹脂層が薄くなり、必要な強度適性が得られなくなる。逆に、この数値が10より大きい場合は、第1及び/又は第2のポリエステル系樹脂層が薄くなることによる製膜適性の低下や、ポリアミド系樹脂層が必要以上に厚くなることによる経済的不利益が生じることとなる。
【0031】
上述のような基材の製膜法としては、例えば、前記の各樹脂を使用して、多層共押し出し製膜化する方法がある。
なお、製膜化に際して、例えば、フィルムの加工性、耐熱性、耐候性、機械的性質、寸法安定性、抗酸化性、滑り性、離形性、難燃性、抗カビ性、電気的特性、強度、その他等を改良、改質する目的で、種々のプラスチック配合剤や添加剤等を添加することができ、その添加量としては、ごく微量から数十%まで、その目的に応じて、任意に添加することができる。
【0032】
上記において、一般的な添加剤としては、例えば、滑剤、架橋剤、酸化防止剤、紫外線吸収剤、光安定剤、充填剤、補強剤、帯電防止剤、顔料、その他等を使用することができ、さらには、改質用樹脂等も使用することができる。
【0033】
また、本発明において、各種の樹脂フィルムないしシートの表面は、無機酸化物の蒸着膜との密接着性等を向上させるために、必要に応じて、予め、所望の表面処理層を設けることができるものである。
【0034】
本発明において、上記の表面処理層としては、例えば、コロナ放電処理、オゾン処理、酸素ガス若しくは窒素ガス等を用いた低温プラズマ処理、グロー放電処理、化学薬品等を用いて処理する酸化処理、その他等の前処理を任意に施し、例えば、コロナ処理層、オゾン処理層、プラズマ処理層、酸化処理層、その他等を形成して設けることができる。
【0035】
上記の表面前処理は、各種の樹脂のフィルムないしシートと無機酸化物の蒸着膜との密接着性等を改善するための方法として実施するものであるが、上記の密接着性を改善する方法として、その他、例えば、各種の樹脂のフィルムないしシートの表面に、予め、プライマーコート剤層、アンダーコート剤層、アンカーコート剤層、接着剤層、あるいは、蒸着アンカーコート剤層等を任意に形成して、表面処理層とすることもできる。
【0036】
上記の前処理のコート剤層としては、例えば、ポリエステル系樹脂、ポリアミド系樹脂、ポリウレタン系樹脂、エポキシ系樹脂、フェノール系樹脂、(メタ)アクリル系樹脂、ポリ酢酸ビニル系樹脂、ポリエチレンあるいはポリプロピレン等のポリオレフイン系樹脂あるいはその共重合体ないし変性樹脂、セルロース系樹脂、その他等をビヒクルの主成分とする樹脂組成物を使用することができる。
【0037】
(蒸着膜)
次に、本発明のガスバリア性積層フィルムを構成する蒸着膜について説明する。本発明においては、蒸着膜は、化学気相成長法または物理気相成長法により形成することができる。
【0038】
(化学気相成長法による蒸着膜の形成)
化学気相成長法として、具体的には、例えば、プラズマ化学気相成長法、熱化学気相成長法、光化学気相成長法等の化学気相成長法(Chemical Vapor Deposition法、CVD法)を用いて形成することができる。
【0039】
さらに具体的には上記の樹脂のフィルムないしシートの一方の面に、有機珪素化合物等の蒸着用モノマーガスを原料とし、キヤリヤーガスとして、アルゴンガス、ヘリウムガス等の不活性ガスを使用し、さらに酸素を供給ガスとして使用し、かつ低温プラズマ発生装置等を利用する低温プラズマ化学気相成長法を用いて酸化珪素等の無機酸化物の蒸着膜を形成することができる。
【0040】
上記において、低温プラズマ発生装置としては、例えば、高周波プラズマ、パルス波プラズマ、マイクロ波プラズマ等の発生装置を使用することができるが、本発明においては、高活性の安定したプラズマを得るために、高周波プラズマ方式による発生装置を使用することが望ましい。
【0041】
具体的に、上記のプラズマ化学気相成長法による無機酸化物の蒸着膜の形成法についてその一例を例示して説明する。図3は、上記のプラズマ化学気相成長法による無機酸化物の蒸着膜の形成法についてその槻要を示す低温プラズマ化学気相成長装置の概略的構成図である。
【0042】
図3に示すように、本発明においては、プラズマ化学気相成長装置21の真空チャンバー22内に配置された巻き出しロール23から樹脂のフィルムないしシートを繰り出し、さらに、その樹脂フィルムないしシートを、補助ロール24を介して所定の速度で冷却・電極ドラム25周面上に搬送する。
【0043】
本発明においては、ガス供給装置26、27および原料揮発供給装置28から酸素ガス、不活性ガス、有機珪素化合物等の蒸着用モノマーガス、その他等を供給し、それらからなる蒸着用混合ガス組成物を調整しなから原料供給ノズル29を通して真空チャンバー22内に該蒸着用混合ガス組成物を導入し、そして、上記の冷却・電極ドラム25周面上に搬送された樹脂のフィルムないしシートの上に、グロー放電プラズマによってプラズマを発生させ、これを照射して、酸化珪素等の無機酸化物の蒸着膜を形成し、製膜化する。
【0044】
本発明においては、その際に、冷却・電極ドラム25は、チャンバー外に配置されている電源31から所定の電力が印加されており、また、冷却・電極ドラム25の近傍には、マグネット32を配置してプラズマの発生が促進されており、次いで、上記で酸化珪素等の無機酸化物の蒸着膜を形成した樹脂のフィルムないしシートをガイドロール33を介して巻き取りロール34に巻き取って、無機酸化物の蒸着膜を有する樹脂フィルムないしシートを製造することができる。
【0045】
上記の例示は、その一例を例示するものであり、これによって本発明は限定されるものではない。
【0046】
図示しないが、本発明においては、無機酸化物の蒸着膜としては、無機酸化物の蒸着膜の1層だけではなく、2層あるいはそれ以上を積層した多層膜の状態でもよく、また、使用する材料も1種または2種以上の混合物で使用し、また、異種の材質で混合した無機酸化物の蒸着膜を構成することもできる。
【0047】
上記において、真空チャンバー内を真空ポンプにより減圧し、真空度1×10-1〜1×10-8Torr程度、好ましくは、真空度1×10-3〜1×10-7Torr程度に調製することが好ましい。
【0048】
また、原料揮発供給装置においては、原料である有機珪素化合物を揮発させ、ガス供給装置から供給される酸素ガス、不活性ガス等と混合させ、この混合ガスを、原料供給ノズルを介して真空チャンバー内に導入する。
【0049】
この場合、混合ガス中の有機珪素化合物の含有量は1〜40%程度、酸素ガスの含有量は10〜70%程度、不活性ガスの含有量は10〜60%程度の範囲とすることができ、例えば、有機珪素化合物と酸素ガスと不活性ガスとの混合比を1:6:5〜1:17:14程度とすることができる。
【0050】
一方、冷却・電極ドラムには、電極から所定の電圧が印加されているため、真空チャンバー内の原料供給ノズルの開口部と冷却・電極ドラムとの近傍でグロー放電プラズマが生成され、このグロー放電プラズマは、混合ガス中の1つ以上のガス成分から導出されるものであり、この状態において、樹脂のフィルムないしシートを一定速度で搬送させ、グロー放電プラブマによって、冷却・電極ドラム周面上の樹脂のフィルムないしシートの上に、酸化珪素等の無機酸化物の蒸着膜を形成することができる。
【0051】
なお、このときの真空チャンバー内の真空度は、1×10-1〜1×10-4Torr程度、好ましくは、真空度1×10-1〜1×10-2Torr程度に調製することが好ましく、また、樹脂フィルムの搬送速度は、10〜300m/分程度、好ましくは、50〜150m/分程度に調製することが好ましい。
【0052】
また、上記のプラズマ化学気相成長装置において、酸化珪素等の無機酸化物の蒸着膜の形成は、樹脂のフィルムないしシートの上に、プラズマ化した原料ガスを酸素ガスで酸化しながらSiOxの形で薄膜状に形成されるので、形成される酸化珪素等の無機酸化物の蒸着膜は、緻密で、隙間の少ない、可撓性に富む連続層となる。従って、酸化珪素等の無機酸化物の蒸着膜のガスバリア性は、従来の真空蒸着法等によって形成される酸化珪素等の無機酸化物の蒸着膜と比較してはるかに高いものとなり、薄い膜厚で十分なガスバリア性を得ることができる。
【0053】
また、本発明においては、SiOxプラズマにより樹脂のフィルムないしシートの表面が、清浄化され、樹脂のフィルムないしシートの表面に、極性基やフリーラジカル等が発生するので、形成される酸化珪素等の無機酸化物の蒸着膜と樹脂のフィルムないしシートとの密接着性が高いものとなるという利点を有するものである。
【0054】
さらに、上記のように酸化珪素等の無機酸化物の連続膜の形成時の真空度は、1×10-1〜1×10-4Torr程度、好ましくは、1×10-1〜1×10-2Torr程度に調製することから、従来の真空蒸着による蒸着膜形成時の真空度(1×10-4〜1×10-5Torr程度)に比べて低真空度であることから、樹脂のフィルムないしシートを原反交換時の真空状態設定時間を短くすることができ、真空度が安定し、製膜プロセスが安定するものである。
【0055】
本発明において、有機珪素化合物等の蒸着モノマーガスを使用して形成される酸化珪素の蒸着膜は、有機珪素化合物等の蒸着モノマーガスと酸素ガス等とが化学反応し、その反応生成物が、樹脂のフィルムないしシートの一方の面に密接着し、緻密な、柔軟性等に富む薄膜を形成するものであり、通常、一般式:SiOx(式中、Xは0〜2の数を表す)で表される酸化珪素を主体とする連続状の薄膜である。
【0056】
上記の酸化珪素の蒸着膜としては、透明性、バリア性等の点から、一般式:SiOx(式中、Xは1.3〜1.9の数を表す。)で表される酸化珪素の蒸着膜を主体とする薄膜であることが好ましい。
【0057】
上記において、Xの値は、蒸着モノマーガスと酸素ガスのモル比、プラズマのエネルギー等により変化するが、一般的に、Xの値が小さくなればガス透過度は小さくなるが、膜自身が黄色性を帯び、透明性が悪くなる。
【0058】
また、上記の酸化珪素の蒸着膜は、酸化珪素を主体とし、これに、さらに、炭素、水素、珪素または酸素の1種類、または、その2種類以上の元素からなる化合物を少なくとも1種類を化学結合等により含有することが好ましい。例えば、C−H結合を有する化合物、Si−H結合を有する化合物、または、炭素単位がグラファイト状、ダイヤモンド状、フラーレン状等になっている場合、さらに、原料の有機珪素化合物やそれらの誘導体を化学結合等によって含有する場合があるものである。
【0059】
具体例を挙げると、CH3部位を持つハイドロカーボン、SiH3シリル、SiH2シリレン等のハイドロシリカ、SiH2OHシラノール等の水酸基誘導体等を挙げることができる。
【0060】
上記以外でも、蒸着過程の条件等を変化させることにより、酸化珪素の蒸着膜中に含有される化合物の種類、量等を変化させることができる。
【0061】
上記の化合物が、酸化珪素の蒸着膜中に含有する含有量としては、0.1〜50%位、好ましくは、5〜20%位が好ましい。
【0062】
上記において、含有率が、0.1%未満であると、酸化珪素の蒸着膜の耐衝撃性、延展性、柔軟性等が不十分となり、曲げなどにより、擦り傷、クラック等が発生し易く、高いバリア性を安定して維持することが困難になり、また、50%を越えると、ガスバリア性が低下して好ましくないものである。
【0063】
さらに、本発明においては、酸化珪素の蒸着膜において、上記の化合物の含有量が、酸化珪素の蒸着膜の表面から深さ方向に向かって減少させることが好ましく、これにより、酸化珪素の蒸着膜の表面においては、上記の化合物等により耐衝撃性等を高められ、他方、基材との界面では上記化合物の含有量が少ないため、基材と酸化珪素の蒸着膜との密接着性が強固なものとなる。
【0064】
本発明において、上記の酸化珪素の蒸着膜について、例えば、X線光電子分光装置(Xray Photoelectron Spectroscopy、XPS)、二次イオン質量分析装置(Secondary Ion Mass Spectroscopy、SIMS)等の表面分析装置を用い、深さ方向にイオンエッチングする等して分析する方法を利用して、酸化珪素の蒸着膜の元素分析を行うことより、上記のような物性を確認することができる。
【0065】
また、本発明において、上記の酸化珪素の蒸着膜の膜厚としては、膜厚50Å〜4000Å程度であることが望ましく、具体的には、その膜厚としては、100〜1000Å程度が望ましい。1000Å、さらには、4000Åより厚くなると、その膜にクラック等が発生し易くなるので好ましくなく、また、100Å、さらには、50Å未満であると、ガスバリア性の効果を期待できない。
【0066】
蒸着膜の膜厚は、例えば、株式会社理学製の蛍光X線分析装置(機種名、RIX2000型)を用いて、ファンダメンタルパラメーター法で測定することができる。
【0067】
また、上記の酸化珪素の蒸着膜の膜厚を変更する手段としては、蒸着膜の体積速度を大きくすること、すなわち、モノマーガスと酸素ガス量を多くする方法や蒸著する速度を遅くする方法等によって行うことができる。
【0068】
次に、本発明において、酸化珪素等の無機酸化物の蒸着膜を形成する有機珪素化合物等の蒸着用モノマーガスとしては、例えば、1,1,3,3−テトラメチルジシロキサン、ヘキサメチルジシロキサン、ビニルトリメチルシラン、メチルトリメチルシラン、ヘキサメチルジシラン、メチルシラン、ジメチルシラン、トリメチルシラン、ジェチルシラン、プロピルシラン、フェニルシラン、ビニルトリェトキシシラン、ビニルトリメトキシシラン、テトラメトキシシラン、テトラエトキシシラン、フェニルトリメトキシシラン、メチルトリエトキシシラン、オクタメチルシクロテトラシロキサン、その他等を使用することができる。
【0069】
本発明において、上記のような有機珪素化合物の中でも、1,1,3,3−テトラメチルジシロキサン、または、ヘキサメチルジシロキサンを原料として使用することが、その取り扱い性、形成された連続膜の特性等から、特に、好ましい原料である。
【0070】
また、上記において、不活性ガスとしては、例えば、アルゴンガス、ヘリウムガス等を使用することができる。
【0071】
本発明においては、化学気相成長法により蒸着膜を形成する場合において、2層以上の珪素酸化物層を形成することが好ましい。このように、2層以上の蒸着層を設けることにより、より一層ガスバリア性を向上させることができる。
【0072】
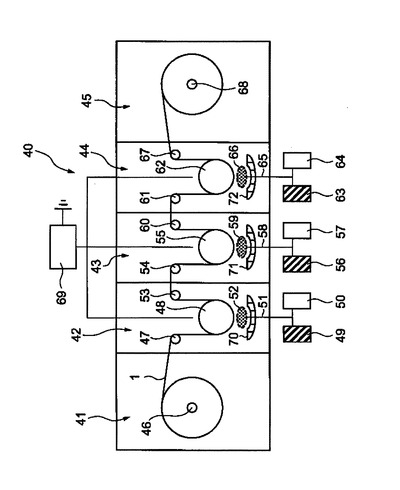
次に、2層以上の蒸着膜を、プラズマ化学気相成長法により製造する方法について説明する。図4に示すように、プラズマ化学気相成長装置40は、基本的に、基材フィルム供給室41、第1の製膜室42、第2の製膜室43、第3の製膜室44、および、基材フィルムの上に珪素酸化物層を製膜化し重層したフィルムを巻き取る巻取り室45から構成される。
【0073】
まず、巻き出しロール46に巻き取られている基材フィルム1を、第1の製膜室42に繰り出し、さらにこの基材フィルム1を、補助ロール47を介して所定の速度で冷却・電極ドラム48周面上に搬送する。
【0074】
次に、原料揮発供給装置49およびガス供給装置50から有機珪素化合物の1種以上からなる製膜用モノマーガス、酸素ガス、不活性ガス、その他等を供給し、それらからなる製膜用混合ガス組成物を調整しながら、原料供給ノズル51を通して第1の製膜室42内に製膜用混合ガス組成物を導入し、そして、冷却・電極ドラム48周面上に搬送された基材フィルム1の上に、グロー放電プラズマ52によってプラズマを発生させ、これを照射して、珪素酸化物等からなる第1層の珪素酸化物層を製膜化する。
【0075】
次に、上記の第1の製膜室42で第1層の珪素酸化物層を製膜化した基材フィルムを、補助ロール53、54を介して第2の製膜室43に繰り出し、次いで、上記と同様に、第1層の珪素酸化物層を製膜化した基材フィルムを所定の速度で冷却・電極ドラム55周面上に搬送する。
【0076】
その後、上記と同様に、原料揮発供給装置56およびガス供給装置57から有機珪素化合物の1種以上からなる製膜用モノマーガス、酸素ガス、不活性ガス、その他等を供給し、それらからなる製膜用混合ガス組成物を調整しながら、原料供給ノズル58を通して第2の製膜室43内に上記の製膜用混合ガス組成物を導入し、そして、上記の冷却・電極ドラム55周面上に搬送された第1層の珪素酸化物層を製膜化した基材フィルムの第1層の珪素酸化物層の上に、グロー放電プラズマ59によってプラズマを発生させ、これを照射して、珪素酸化物等からなる第2層の珪素酸化物層を製膜化する。
【0077】
さらに、上記と同様にして、第2の製膜室で第1層と第2層の珪素酸化物層を製膜化した基材フィルムを、補助ロール60、61を介して第3の製膜室44に繰り出し、次いで、上記と同様に、第1層と第2層の珪素酸化物層を製膜化した基材フィルムを所定の速度で冷却・電極ドラム62周面上に搬送する。
【0078】
その後、上記と同様にして、原料揮発供給装置63およびガス供給装置64から有機珪素化合物の1種以上からなる製膜用モノマーガス、酸素ガス、不活性ガス、その他等を供給し、それらからなる製膜用混合ガス組成物を調整しながら、原料供給ノズル65を通して、第3の製膜室44内に上記の製膜用混合ガス組成物を導入し、そして、冷却・電極ドラム周面上に搬送された第1層と第2層の珪素酸化物層を製膜化した基材フィルムの第2層の珪素酸化物層の上に、グロー放電プラズマ66によってプラズマを発生させ、これを照射して、珪素酸化物等からなる第3層の珪素酸化物層を製膜化する。
【0079】
次いで、上記で第1層、第2層、および第3層の珪素酸化物層を製膜化し、それらを重層した基材フィルムを、補助ロール67を介して、巻取り室45に繰り出し、次いで、巻取りロール68に巻き取って、第1層、第2層、および第3層の珪素酸化物層が重層した蒸着層を有するガスバリア性積層フィルムを製造することができる。
【0080】
なお、本発明においては、各第1、第2、および第3の製膜室(42,43,44)に配設されている各冷却・電極ドラム(18,55,62)は、第1、第2、および第3の各製膜室の外に配置されている電源69から所定の電力が印加されており、また、各冷却・電極ドラム(48,55,62)の近傍には、マグネット(70,71,72)を配置してプラズマの発生が促進されるものである。
【0081】
なお、図示しないが、上記のプラズマ化学気相成長装置には、真空ポンプ等が設けられ、各製膜室等は真空に保持されるように調製されている。
【0082】
上記の例示は、本発明の一例であり、これによって本発明が限定されるものではない。上記の例においては、第1層、第2層、および、第3層の珪素酸化物層を重層したガスバリア性積層フィルムが製造されるが、珪素酸化物層は、製膜室を任意に調製して、例えば2層または4層以上のように珪素酸化物層の層を任意に製膜化し、それらを重層した構造に製膜化することもできる。本発明は、上記の第1層、第2層、および、第3層の珪素酸化物層が重層したガスバリア性積層フィルムを製造する例だけに限定されるものではない。
【0083】
上記において、各製膜室は、真空ポンプ等により減圧し、真空度1×10-1〜1×10-8Torr程度、好ましくは、真空度1×10-3〜1×10-7Torr程度に調製することが好ましい。
【0084】
一方、各冷却・電極ドラムには、電源から所定の電圧が印加されているため、各製膜室内の原料供給ノズルの開口部と冷却・電極ドラムとの近傍でグロー放電プラズマが生成され、このグロー放電プラズマは、製膜用混合ガス組成物なかの1つ以上のガス成分から導出されるものであり、この状態において、基材フィルムを一定速度で搬送させ、グロー放電プラブマによって、冷却・電極ドラム周面上の基材フィルムの上に、珪素酸化物等からなる珪素酸化物層を製膜化することができる。
【0085】
なお、このときの各製膜室内の真空度は、1×10-1〜1×10-4Torr程度、好ましくは、真空度1×10-1〜1×10-2Torr程度に調製する。また、基材フィルムの搬送速度は、10〜300m/分程度、好ましくは、50〜150m/分程度に調製する。
【0086】
なお、本発明において、各製膜室内の真空度は、各室において同じであっても異なっていてもよい。
【0087】
また、原料揮発供給装置においては、原料である有機珪素化合物の1種以上からなる製膜用モノマーガスを揮発させ、ガス供給装置から供給される酸素ガス、不活性ガス等と混合させ、それらからなる製膜用混合ガス組成物を調整しながら、その製膜用混合ガス組成物を、原料供給ノズルを介して各製膜室内に導入されることが好ましい。
【0088】
この場合、製膜用混合ガス組成物の各ガス成分のガス混合比としては、有機珪素化合物の1種からなる製膜用モノマーガスの含有量は、1〜40%程度、酸素ガスの含有量は、0〜70%程度、不活性ガスの含有量は、1〜60%程度の範囲として調製することが好ましい。
【0089】
本発明においては、各製膜室毎に、各製膜室に導入される製膜用混合ガス組成物の各ガス成分のガス混合比を変えて調製した製膜用混合ガス組成物を使用し、各製膜室毎に製膜化して、珪素酸化物等からなる珪素酸化物層を重層することが好ましい。
【0090】
すなわち、本発明においては、少なくとも、有機珪素化合物の1種以上からなる製膜用モノマーガス、酸素ガス、および、不活性ガスを含有する製膜用混合ガス組成物の各ガスを含有する製膜用混合ガス組成物を調製し、その製膜用混合ガス組成物を各製膜室毎に変えて使用し、それらの各製膜用混合ガス組成物を使用した2層以上のプラズマ化学気相成長法による珪素酸化物層を製膜化することができるものである。
【0091】
本発明においては、製膜用混合ガス組成物の各ガス成分の混合比としては、例えば、第1の製膜用混合ガス組成物として、製膜用モノマーガス:酸素ガス:不活性ガス=1:0〜5:1(単位:slm、スタンダードリッターミニットの略である)のガス組成比からなる製膜用混合ガス組成物、また、別の第2の製膜用混合ガス組成物としては、製膜用モノマーガス:酸素ガス:不活性ガス=1:6〜15:1(単位:slm)のガス組成比からなる製膜用混合ガス組成物等を使用することができる。
【0092】
本発明においては、上記のような製膜用混合ガス組成物を任意に組み合わせて、第1、第2、あるいは、第3の製膜室に、製膜用混合ガス組成物の各ガス成分の混合比を変えた製膜用混合ガス組成物を使用して製膜化することができる。
【0093】
(物理気相成長法による蒸着膜の形成)
本発明において、無機酸化物の蒸着膜としては、例えば、真空蒸着法、スバッタリング法、イオンプレーティング法、イオンクラスタービーム法等の物理気相成長法(Physical Vapor Deposition法、PVD法)を用いて形成することができる。
【0094】
具体的には、金属の酸化物を原料とし、これを加熱して樹脂のフィルムないしシートの上に蒸着する真空蒸着法、または、原料として金属または金属の酸化物を使用し、酸素を導入して酸化させて樹脂のフィルムないしシートの上に蒸着する酸化反応蒸着法、さらに、酸化反応をプラズマで助成するプラズマ助成式の酸化反応蒸着法等を用いて無機酸化物の非結晶の薄膜を形成することができる。
【0095】
上記において、蒸着材料の加熱方式としては、例えば、抵抗加熱方式、高周波誘導加熱方式、エレクトロンビーム加熱方式(EB)等にて行うことができる。
【0096】
上記の無機酸化物の蒸着膜としては、金属の酸化物の蒸着膜が挙げられ、具体的には、ケイ素(Si)、アルミニウム(Al)、マグネシウム(Mg)、カルシウム(Ca)、カリウム(K)、スズ(sn)、ナトリウム(Na)、ホウ素(B)、チタン(Ti)、鉛(Pb)、ジルコニウム(Zr)、イットリウム(Y)等の金属の酸化物の蒸着膜を使用することができる。好ましいものとしては、ケイ素(Si)、アルミニウム(Al)等の金属が挙げられる。
【0097】
上記の金属の酸化物の蒸着膜は、ケイ素酸化物、アルミニウム酸化物、マグネシウム酸化物等のように金属酸化物として呼ぶことができ、その表記は、例えば、SiOx、AlOx、MgOx等のようにMOx(式中、Mは、金属元素を表し、Xの値は、金属元素によってそれぞれ範囲が異なる。)で表される。
【0098】
また、上記のXの値の範囲としては、ケイ素(Si)は、0〜2、アルミニウム(Al)は、0〜1.5、マグネシウム(Mg)は、0〜1、カルシウム(Ca)は、0〜1、カリウム(K)は、0〜0.5、スズ(Sn)は、0〜2、ナトリウム(Na)は、0〜0.5、ホウ素(B)は、0〜1、5、チタン(Ti)は、0〜2、鉛(Pb)は、0〜1、ジルコニウム(Zr)は0〜2、イットリウム(Y)は、0〜1.5の範囲の値をとることができる。
【0099】
上記において、X=0の場合、完全な金属であり、透明ではなく全く使用することができない、また、Xの範囲の上限は、完全に酸化した値である。
【0100】
本発明において、一般的に、ケイ素(Si)、アルミニウム(Al)以外は、使用される例に乏しく、ケイ素(Si)は、1.0〜2.0、アルミニウム(Al)は、0.5〜1.5の範囲の値のものを使用することができる。
【0101】
本発明において、上記のような無機酸化物の蒸着膜の膜厚としては、使用する金属、または、金属の酸化物の種類等によって異なるが、例えば、50〜4000Å位、好ましくは、100〜1000Å位の絶囲内で任意に選択して形成することが望ましい。
【0102】
また、本発明においては、無機酸化物の蒸着膜としては、使用する金属、または、金属の酸化物としては、1種または2種以上の混合物で使用し、異種の材質で混合した無機酸化物の蒸着膜を梼成することもできる。
【0103】
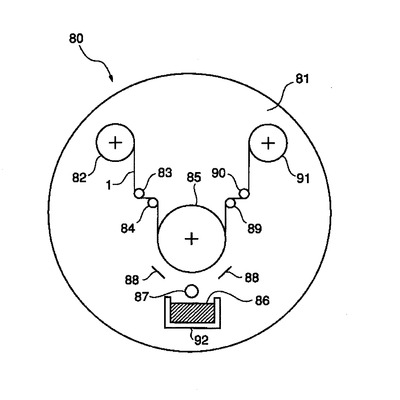
次に、本発明において、上記の無機酸化物の蒸着膜を形成する方法について説明する。図5は、巻き取り式真空蒸着装置の一例を示す概略構成図である。
【0104】
図5に示すように、巻き取り式真空蒸着装置80の真空チヤンバー81の中で、巻き出しロール82から繰り出す樹脂のフィルムないしシート1は、ガイドロール83,84を介して、冷却したコーティングドラム85に案内される。
【0105】
上記の冷却したコーティングドラム上に案内された樹脂のフィルムないしシートの上に、るつぼ92で熱せられた蒸着源86、例えば、金属アルミニウム、あるいは酸化アルミニウム等を蒸発させ、さらに、必要ならば、酸素ガス吹出口87より酸素ガス等を噴出し、これを供給しながら、マスク88を介して、例えば、酸化アルミニウム等の無機酸化物の蒸着膜を樹脂のフィルムないしシート上に形成する。 次いで、例えば、酸化アルミニウム等の無機酸化物の蒸着膜を形成した樹脂のフィルムないしシートを、ガイドロール89,90を介して巻き取りロール91に巻き取って、無機酸化物の蒸着膜を有する樹脂のフィルムないしシートを製造することができる。
【0106】
上記の例示は、その一例を例示するものであり、これによって本発明は限定されるものではない。
【0107】
なお、本発明においては、上記のような巻き取り式真空蒸着装置を用いて、まず、第1層の無機酸化物の蒸着膜を形成し、次いで、同様にして、該無機酸化物の蒸着膜の上に、さらに、無機酸化物の蒸着膜を形成するか、あるいは、上記のような巻き取り式真空蒸着装置を用いて、これを2連に連接し、連続的に、無機酸化物の蒸着膜を形成することにより、2層以上の多層膜からなる無機酸化物の蒸着膜を形成することができる。
【0108】
(ガスバリア性塗布膜)
次に、本発明のガスバリア性積層フィルムを構成するガスバリア性塗布膜について説明する。
【0109】
ガスバリア性塗布膜としては、一般式:R1nM(OR2)mで表される少なくとも1種以上のアルコキシド、ポリビニルアルコールおよび/またはエチレン・ビニルアルコールを含有する組成物をゾルゲル法によって重縮合して得られるガスバリア性組成物によるガスバリア性塗布膜を使用することができる。
【0110】
本発明に好適に使用できるアルコキシドは、一般式:R1nM(OR2)m(式中、Mは金属原子、R1、R2が炭素数1〜8の有機基、nは0以上、mは1以上の整数、n+mはMの原子価を表す)で表されるものであり、このアルコキシドの部分加水分解物またはアルコキシドの加水分解縮合物の少なくとも1種以上を使用することができる。なお上記のアルコキシドの部分加水分解物としては、アルコキシ基のすべてが加水分解されている必要はなく、1個以上が加水分解されているもの、およびその混合物であってもよい。また、加水分解の縮合物は、部分加水分解アルコキシドの2量体以上のものを表しており、2〜6量体が通常使用される。
【0111】
上記一般式:R1nM(OR2)mにおける、Mで表される金属原子としては、ケイ素、ジルコニウム、チタン、アルミニウム等が使用でき、好ましくはケイ素である。これらのアルコキシドの用い方としては、単独または2種以上の異なる金属原子のアルコキシドを同一溶液中に混合して使うこともできる。
【0112】
有機基R1の具体例としては、例えば、メチル基、エチル基、n−プロピル基n−プロピル基、i−プロピル基、n−ブチル基、i−ブチル基、sec−ブチル基、t−ブチル基、n−ヘキシル基、n−オクチル基、などのアルキル基などが挙げられる。また、有機基R2の具体例としては、例えば、メチル基、エチル基、n−プロピル基、i−プロピル基、n−ブチル基、sec−ブチル基、などが挙げられる。同一分子中にこれらアルキル基は同一でであっても、異なってもよい。
【0113】
アルコキシドの中でも、MがSiであるアルコキシシランが好ましく、アルコキシシランとしてはSi(ORa)4で表され、Rは低級アルキル基である。Raとしてはメチル基、エチル基、N−プロピル基、N・ブチル基などが用いられ、アルコキシシランの具体例としては、テトラメトキシシランSi(OCH3)4、テトラエトキシシランSi(OC2H5)4、テトラプロポキシシランSi(OC3H7)4、テトラブトキシシランSi(OC4H9)4などが挙げられる。
【0114】
また、アルキルアルコキシシランRbmSi(ORc)4-mを用いることができる(mは1,2,3の整数)。Rb、Rcとしては、メチル基、エチル基などが用いられ、アルキルアルコキシシランの具体例としては、メチルトリメトキシシランCH3Si(OCH3)3、メチルトリエトキシシランCH3Si(OC2H5)3、ジメチルジメトキシシラン(CH3)2Si(OCH3)2ジメチルジエトキシシラン(CH3)2Si(OC2H5)2などがあげられる。これらのアルコキシシラン、アルキルアルコキシシランは、単独または2種以上を混合しても用いることができる。
【0115】
さらに、アルコキシシランの縮重合物も使用することができ、具体的にはポリテトラメトキシシラン、ポリテトラエメトキシシランなどが挙げられる。
【0116】
上記アルコキシドの中で、MがZrであるジルコニウムアルコキシドの具体例としては、テトラメトキシジルコニウムZr(OCH3)4、テトラエトキシジルコニウムZr(OC2H5)4、テトラiプロポキシジルコニウムZr(iso−OC3H7)4、テトラnブトキシジルコニウムZr(OC4H9)4などを好適に使用できる。
【0117】
上記アルコキシドの中で、MがTiであるチタニウムアルコキシドの具体例としては、テトラメトキシチタニウムTi(OCH3)4、テトラエトキシチタニウムTi(OC2H5)4、テトライソプロポキシチタニウムTi(iso−OC3H7)4、テトラnブトキシチタニウムTi(OC4H9)4などを好適に使用できる。
【0118】
上記アルコキシドの中で、MがAlであるアルミニウムアルコキシドの具体例としては、テトラメトキシアルミニウムAl(OCH3)4、テトラエトキシアルミニウムAl(OC2H5)4、テトライソプロポキシアルミニウムAl(iso−OC3H7)4、テトラnブトキシアルミニウムAl(OC4H9)4などを好適に使用できる。
【0119】
2種以上のこれらのアルコキシドを混合して用いてもよい。特にアルキキシシランとジルコニウムアルコキシドを混合して用いることによって、得られる積層フィルムの靭性、耐熱性などが向上し、廷伸時のフィルムの耐レトルト性などの低下が回避できる。ジルコニウムアルコキシドの使用量は、アルコキシシラン100重量部に対して10重量部以下の範囲であり、好ましくは約5重量部である。10重量部を上回ると、形成される複合ポリマーがゲル化しやすくなり、複合ポリマーの脆性が大きくなり、基材フィルムを被覆した際に複合ポリマー層が剥離しやすくなる。
【0120】
また特にアルコキシシランとチタニウムアルコキシドを混合して用いることによって、得られる皮膜の熱伝導率が低くなり、基材の耐熱性が著しく向上する。チタニウムアルコキシドの使用量は、アルコキシシラン100重量部に対して5重量部以下の範囲であり、好ましくは約3重量部である。5重量部を超えると形成される複合ポリマーの脆性が大きくなり、基材フィルムを被覆した際に複合ポリマーが剥離しやすくなる。
【0121】
本発明においては、上記アルコキシドと共にシランカップリング剤が併用されることが好ましい。シランカップリング剤としては、既知の有機反応性基含有オルガノアルコキシシランが用いられ得る。特に、エポキシ基を有するオルガノアルコキシシランが好適である。それには、例えばγ−グリシドキシプロピルトリメトキシシラン、γ−グリシドキシプロピルメチルジエトキシシラン、およびβ−(3,4−エポキシシクロヘキシル)エチルトリメトキシシランがある。このようなシランカップリング剤は2種以上を混合して用いてもよい。このようなシランカップリング剤の使用量は、上記アルコキシシラン100重量部に対して0.1〜20重量部の範囲内である。20重量部以上を使用すると形成される複合ポリマーの剛性と脆性とが大きくなり、複合ポリマー層の絶縁性および加工性が低下する。
【0122】
本発明では、ガスバリア性塗布膜形成用の組成物(塗工液)に、ポリビニルアルコールおよび/またはエチレン・ビニルアルコールコポリマーが含まれる。ポリビニルアルコールおよびエチレン・ビニルアルコールコポリマーを組み合わせることによって、得られる塗布膜のガスバリア性、耐水性、耐候性などが著しく向上する。さらに、ポリビニルアルコールとエチレン・ビニルアルコールコポリマーとを組み合わせた積層フィルムは、ガスバリア性、耐水性、および耐候性に加えて耐熱水性および熱水処理後のガスバリア性に優れる。
【0123】
ポリビニルアルコールおよびエチレン・ビニルアルコールコポリマーの組み合わせを採用する場合のそれぞれの含有重量比は、10:0.05〜10:6であることが好ましく、約10:1がさらに好ましい。
【0124】
上記ポリビニルアルコールおよび/またはエチレン・ビニルアルコールコポリマーの合計の含有量は、上記アルコキシドの合計量100重量部に対して5〜600重量部の範囲であり、好ましくは約50〜400重量部である。600重量部を上回ると複合ポリマーの脆性が大きくなり、得られる積層フィルムの耐水性および耐候性も低下する。5重量部を下回るとガスバリア性が低下する。
【0125】
本発明においては、上記の組成物(塗工液)を蒸着膜上に塗布し、その組成物をゾル−ゲル法により重縮合して塗布膜を得る。ゾル−ゲル法触媒、主として重縮合触媒としては、水に実質的に不溶であり、かつ有機溶媒に可溶な第三アミンが用いられる。例えば、N,N−ジメチルベンジルアミン、トリプロピルアミン、トリブチルアミン、トリペンチルアミンなどがあり、特にN−N−ジメチルベンジルアミンが好適である。その使用量は、アルコキシド、およびシランカップリング剤の合計量100重量部当り、0.01〜1重量部、好ましくは約0.03重量部である。
【0126】
本発明においては、上記の組成物はさらに酸を含んでいてもよい。酸は、ゾル−ゲル法の触媒、主としてアルコキシドやシランカップリング剤などの加水分解のための触媒として用いられる。酸としては、硫酸、塩酸、硝酸などの鉱酸、ならびに酢酸、酒石酸などの有機酸が用いられる。酸の使用量は、アルコキシドおよびシランカップリング剤のアルコキシド分(例えばシリケート部分)の総モル量に対して、0.001〜0.05モルであり、好ましくは約0.01モルである。
【0127】
本発明においては、上記ガスバリア性塗布膜形成用組成物中に、アルコキシドの合計モル量1モルに対して0.1〜100モル好ましくは0.8から2モルの割合の水を含んでなることが好ましい。水の量が2モルを上回ると、上記アルコキシシランと金属アルコキシドとから得られるポリマーが球状粒子となり、さらに、この球状粒子同士が3次元的に架橋し、密度の低い、多孔性のポリマーとなる。多孔性のポリマーは、基材フィルムのガスバリア性を改善することができない。水の量が0.8モルを下回ると、加水分解反応が進行しにくくなる。
【0128】
また、ガスバリア性塗布膜形成用組成物は、有機溶剤を含有することが好ましい。有機溶媒としては、メチルアルコール、エチルアルコール、n−プロピルアルコール、イソプロピルアルコール、n−ブタノールなどが用いられる。
【0129】
ポリビニルアルコールおよび/またはエチレン・ビニルアルコールコポリマーは、上記のアルコキシドやシランカップリング剤などを含む組成物(塗工液)中で溶解した状態であることが好ましく、そのため上記有機溶媒の種類が適宜選択される。ポリビニルアルコールおよびエチレン・ビニルアルコールコポリマーの組み合わせを採用する場合には、n−ブタノールを使用することが好ましい。溶媒中に可溶化されたエチレン・ビニルアルコールコポリマーは、例えば、ソアノール(商品名)として市販されている。上記有機溶媒の使用量は、通常上記アルコキシド、シランカップリング剤、ポリビニルアルコールおよび/またはエチレン・ビニルアルコールコポリマー、酸、およびゾル−ゲル法触媒の合計量100重量部当り30〜500重量部である。
【0130】
本発明のガスバリア性積層フィルムにおいて、ガスバリア性塗布膜の形成方法について以下に説明する。
【0131】
まず、上記アルコキシシラン、シランカップリング剤、ビニルアルコールポリマー、ゾル−ゲル法触媒、酸、水、有機溶媒、および必要に応じて金属アルコキシドを混合して塗工液を調製する。この塗工液中では次第に重縮合反応が進行する。次いで、上記基材フィルムに、常法によりこの塗工液を塗布し、乾燥する。乾燥により、上記アルコキシシラン、金属アルコキシド、シランカップリング剤およびビニルアルコールポリマーの重縮合がさらに進行し、複合ポリマーの層が形成される。好ましくは上記の操作を繰り返して、複数の複合ポリマー層を積属する。最後に、上記塗工液を塗布したフィルムを150℃〜250℃の温度で、30秒〜10分間加熱する。
【0132】
このように、アルコキシシラン、シランカップリング剤、およびビニルアルコールポリマーを主成分とする塗工液を、基材の蒸着膜を設けた面側に塗布して、150℃〜250℃の温度で加熱することにより、優れた酸素バリア性、水蒸気バリア性が得られる。従来のビニルアルコールポリマーを主成分とするガスバリア性塗布膜においては、温湿度が高い雰囲気下(40℃、90Rh%)において、酸素バリア性が著しく低下していた。これに対し、本発明のガスバリア性積層フィルムは、温湿度が高い雰囲気下においても優れた酸素バリア性を有する。また、ビニルアルコールポリマーを主成分としたガスバリア性塗布膜自体は、水蒸気バリア性を有していないものの、本発明のように、上記の組成からなる塗工液を基材の蒸着膜の面側に塗布して所定温度で加熱処理を行うことにより、水蒸気バリア性が著しく向上する。この理由は以下のように考えられるが、これに限定されるものではない。すなわち、塗布膜の内部において、ビニルアルコールポリマーとアルコキシシランの加水分解物とが水素結合や化学結合する架橋反応が起こること、そして、ビニルアルコールポリマーが結晶化すること、さらに、蒸着膜とガスバリア性塗布膜との界面において、蒸着膜とガスバリア性塗布膜とが水素結合や化学結合により強固に密着していること、により優れた酸素バリア性および水蒸気バリア性が得られると考えられる。このように、ガスバリア性塗布膜が、水素結合や化学結合等による架橋構造を有するため、温湿度が高い雰囲気下に置かれた場合であってもポリマーの分子運動が拘束される。そのため、高いガスバリア性が発現されるものと考えられる。
【0133】
加熱温度が150℃未満では、酸素バリア性および水蒸気バリア性が向上しない。また、250℃を超える温度では、基材にダメージを与え、シワやカール等が発生して、ガスバリア性が低下する。加熱温度は、180〜200℃が好ましい。
【0134】
本発明においては、ビニルアルコールポリマーの代わりに、エチレン・ビニルアルコールコポリマーまたはエチレン・ビニルアルコールコポリマーとポリビニルアルコールとの両者を用いた組成物を使用してもよい。エチレン・ビニルアルコールコポリマーとポリビニルアルコールとの両者を用いた積層フィルムは、ボイル処理、レトルト処理などの熱水処理後のガスバリア性がさらに向上する。
【0135】
ガスバリア性塗布膜を形成する他の態様として、熱水処理後のガスバリア性を向上させるため、以下のような積層フィルムを形成することが好ましい。
【0136】
すなわち、予め基材フィルムの少なくとも片面に、ポリビニルアルコールを含有する組成物を塗工して第1の複合ポリマー層を形成し、次いで、その塗工面上に上記エチレン・ビニルアルコールコポリマーを含有する組成物を塗工して第2の複合ポリマー層をさらに形成する。そのことにより、得られる積層フィルムのガスバリア性が向上する。
【0137】
さらに、本発明においては、ガスバリア性塗布膜を、基材フィルム上に複数層形成してもよい。ガスバリア性塗布膜を複数層設けることにより、一層ガスバリア性の向上を図ることができる。
【0138】
ガスバリア性塗布膜の機能について、アルコキシシランを使用した場合を一例として説明する。アルコキシシランおよび金属アルコキシドは、添加された水によって、加水分解される。この際、酸が加水分解の触媒となる。次いでゾル−ゲル法触媒の働きによって、生じた水酸基からプロトンが奪取され、加水分解生成物同士が脱水重縮合する。このとき、酸触媒により同時にシランカップリング剤も加水分解されて、アルコキシ基が水酸基となる。塩基触媒の働きによりエポキシ基の開環も起こり、水酸基が生じる。加水分解されたシランカップリング剤と加水分解されたアルコキシドとの重縮合反応も進行する。さらに反応系にはポリビニルアルコール、またはエチレン・ビニルアルコールコポリマー、またはポリビニルアルコールおよびエチレン・ビニルアルコールが存在するため、ポリビニルアルコールおよびエチレン・ビニルアルコールコポリマーが有する水酸基との反応も生じる。生成する重縮合物は、Si−O−Si、Si−O−Zr、Si−O−Tiなどの結合からなる無機質部分と、シランカップリング剤に起因する有機部分とを含有する複合ポリマーである。上記反応においては、例えば、下記式:
【化1】
(式中、Rはアルキル基を表す)
で表される部分構造式を有し、さらにシランカップリング剤に起因する部分を有する直鎖状のポリマーが、まず生成する。
【0139】
このポリマーはOR基(エトキシ基などのアルコキシ基)が直鎖状のポリマーから分岐した形で有する。このOR基は、存在する酸が触媒となって加水分解されてOH基となり、ゾル−ゲル法触媒(塩基触媒)の働きによりまずOH基が脱プロトン化し次いで重縮合が進行する。すなわち、このOH基が、下記式:
【化2】
で表されるポリビニルアルコール、または、下記式:
【化3】
(式中、mおよびnは、1以上の整数を表す)で表されるエチレン・ビニルアルコールコポリマーと重縮合反応し、Si−O−Si結合を有する、例えば下記式:
【化4】
(式中、Rは、水素またはアルキル基を表す)で表される複合ポリマー、もしくは、下記式:
【化5】
(式中、m1、m2、およびm3は、1以上の整数を表し、Rはアルキル基を表す)、および下記式:
【化6】
(式中、m1、m2、およびm3は、1以上の整数を表し、Rはアルキル基を表す)
で表される共重合した複合ポリマーが生じると考えられる。
【0140】
上記の反応は常温で進行し、塗工液は調製中に粘度が増加する。この塗工液を基材フィルムに塗布し、加熱して溶媒および重縮合反応により生成したアルコールを除去すると、重縮合反応が完結し、基材フィルム上に透明な複合ポリマーの層が形成される。複合ポリマー層を複数層積層した場合には、層間の複合ポリマー同士も縮合し、層と層との間が強固に結合する。さらに、シランカップリング剤の有機反応性基や、加水分解によって生じた水酸基が基材フィルム表面の水酸基と結合するため、基材フィルム表面と、複合ポリマー層との接着性も良好である。
【0141】
本発明の方法においては、添加される水の量がアルコキシド類1モルに対して0.8〜2モル、好ましくは1.5モルに調製されているため、上記直鎖状のポリマーが形成される。このような直鎖状ポリマーは結晶性を有し、非晶質部分の中に多数の微小の結晶が埋包された構造をとる。このような結晶構造は、結晶性有機ポリマー(例えば、塩化ビニリデンやポリビニルアルコール)と同様であり、さらに極性基(OH基)が部分的に分子内に存在し、分子の凝集エネルギーが高く分子鎖剛性も高いため良好なガスバリア性を示す。
【0142】
本発明においては、無機酸化物の蒸着膜とガスバリア性塗布膜とが、例えば、加水分解・共縮合反応による化学結合、水素結合、あるいは、配位結合などを形成し、無機酸化物の蒸着膜とガスバリア性塗布膜との密着性が向上し、その2層の相乗効果により、より良好なガスバリア性の効果を発揮し得る。
【0143】
ガスバリア性塗布膜形成用組成物を塗布する方法としては、例えば、グラビアコーターなどのロールコート、スプレーコート、スピンコート、デイッピング、刷毛、バーコード、アプリケータなどの塗装手段により、1回あるいは複数回の塗装で、乾焼膜厚が0.01〜30μm、好ましくは、0.1〜10μmの本発明のガスバリア性塗布膜を形成することができる。
【0144】
また、通常の環境下、150〜250℃、好ましくは180〜200℃の温度で、0.005〜60分間、好ましくは、0.01〜10分間、加熱・乾操することにより、縮合が行われ、ガスバリア性塗布膜を形成することができる。
【0145】
また、必要ならば、本発明のガスバリア性組成物を塗布する際に、予め、無機酸化物の蒸着膜の上に、プライマー剤等を塗布することもできる。
【0146】
また、本発明の態様においては、基材上に蒸着層とガスバリア性塗布膜を設けた後、さらに蒸着層を設け、その蒸着層上にガスバリア性塗布膜を上記と同様にして形成してもよい。このように積層数を増やすことにより、より一層ガスバリア性に優れる積層フィルムを実現できる。
【0147】
本発明のガスバリア性積層フィルムは、上記のような優れた特性を有するので、包装材料として有用であり、特にガスバリア性(O2、N2、H2O、CO2など)に優れるため、食品包装用フィルムとして好適に使用される。特に、N2あるいはCO2ガスなどを充填したいわゆるガス充填包装に用いた場合には、その優れたガスバリア性が充填ガスの保持に極めて有効となる。
【0148】
さらに、本発明のガスバリア性積層フィルムは、熱水処理、特に高圧熱水処理(レトルト処理)後のガスバリア性にも優れている。
【0149】
(レトルト用積層体)
次に、本ガスバリア性積層フィルムを用いた積層体の一例として、ガスバリア性積層フィルム、印刷層、ラミネート接着剤層、ヒートシール層を順次設けたレトルト用積層体について説明する。
【0150】
(印刷層)
印刷層としては、通常のインキビヒクルの1種ないし2種以上を主成分とし、これに、必要ならば、可塑剤、安定剤、酸化防止剤、光安定剤、紫外線吸収剤、硬化剤、架橋剤、滑剤、帯電防止剤、充填剤、その他等の添加剤の1種ないし2種以上を任意に添加し、さらに、染料・顔料等の着色剤を添加し、溶媒、希釈剤等で充分に混練してインキ組成物を調製し、次いで、該インキ組成物を使用し、例えば、グラビア印刷、オフセット印刷、凸版印刷、スクリーン印刷、転写印刷、フレキソ印刷、その他等の印刷方式を使用し、前述のプライマー剤層の上に、文字、図形、記号、模様、その他等からなる所望の印刷模様を印刷して、印刷模様層を形成することができる。
【0151】
上記において、インキビヒクルとしては、公知のもの、例えば、あまに油、きり油、大豆油、炭化水素油、ロジン、ロジンエステル、ロジン変性樹脂、シエラツク、アルキッド樹脂、フェノール系樹脂、マレイン酸樹脂、天然樹脂、炭化水素樹脂、ポリ塩化ビニル系樹脂、ポリ酢酸ビニル系樹脂、ポリスチレン系樹脂、ポリビニルプチラール樹脂、アクリルまたはメタクリル系樹脂、ポリアミド系樹脂、ポリエステル系樹脂、ポリウレタン系樹脂、エポキシ系樹脂、尿素樹脂、メラミン樹脂、アミノアルキッド系樹脂、ニトロセルロース、エチルセルロース、塩化ゴム、環化ゴム、その他等の1種ないし2種以上を使用することができる。
【0152】
(ラミネート接着剤層)
次に、積層体を構成するラミネート用接着剤層について説明する。ラミネート用接着剤層を構成する接着剤としては、例えば、ポリ酢酸ビニル系接着剤、アクリル酸エチル、アクリル酸ブチル、2−エチルヘキシルエステル等のホモポリマー、あるいは、これらとメタクリル酸メチル、アクリロニトリル、スチレン等との共重合体等からなるポリアクリル酸エステル系接着剤、シアノアクリレート系接着剤、エチレンと酢酸ビニル、アクリル酸エチル、アクリル酸、メタクリル酸等のモノマーとの共重合体等からなるエチレン共重合体系接着剤、セルロース系接着剤、ポリエステル系接着剤、ポリアミド系接着剤、ポリイミド系接着剤、尿素樹脂またはメラミン樹脂等からなるアミノ樹脂系接着剤、フェノール樹脂系接着剤、エポキシ系接着剤、ポリウレタン系接着剤、反応型(メタ)アクリル系接着剤、クロロプレンゴム、ニトリルゴム、スチレンーブタジェンゴム等からなるゴム系接着剤、シリコーン系接着剤、アルカリ金属シリケート、低融点ガラス等からなる無機系接着剤、その他等の接着剤を使用することができる。
【0153】
上記の接着剤は、水性型、溶液型、エマルジョン型、分散型等のいずれの組成物形態でもよく、また、その性状は、フィルム・シート状、粉末状、固形状等のいずれの形態でもよく、さらに接着機構については、化学反応型、溶剤揮発型、熱溶融型、熱圧型等のいずれの形態でもよいものである。
【0154】
本発明においては、印刷層を含む全面に、上記の接着剤を、例えば、ロールコート法、グラビアロールコート法、キスコート法、その他等のコート法、あるいは、印刷法等によって施し、次いで、溶剤等を乾燥させてラミネート用接着剤層を形成すことができ、そのコーティングないし塗工量としては、0.1〜10g/m2(乾燥状態)程度が好ましい。
【0155】
(ヒートシール性樹脂層)
次に、本発明に係る積層体を構成するヒートシール性樹脂層について説明すると、かかるヒートシール性樹脂層としては、熱によって溶融し相互に融着し得るものであればよく、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)低密度ポリエチレン、ポリプロピレン、エチレン−酢酸ビニル共重合体、アイオノマー樹脂、エチレン−アクリル酸エチル共重合体、エチレン−アクリル酸共重合体、エチレン−メタクリル酸共重合体、エチレン−プロピレン共重合体、メチルペンテンポリマー、ポリエチレンまたはポリプロピレン等のポリオレフィン系樹脂をアクリル酸、メタクリル酸、無水マレイン酸、フマール酸、その他等の不飽和カルボン酸で変性した酸変性ポリオレフィン系樹脂、その他等の樹脂の1種ないしそれ以上からなる樹脂のフィルムないしシートあるいはその塗布膜等を使用することができる。
【0156】
本発明においては、ラミネート用接着剤層の面に、上記の樹脂のフィルムないしシートをドライラミネートして、ヒートシール性樹脂層を形成することができる。
【0157】
上記の樹脂のフィルムないしシートは、単層ないし多層で使用することができ、また、上記の樹脂のフィルムないしシートの厚さとしては、5μm〜300μm程度、好ましくは、10μm〜110μm程度である。
【0158】
上記の樹脂のフィルムないしシートの厚さは、袋状容器本体の製袋時等において、無機酸化物の蒸着膜を有する樹脂のフィルムないしシートを構成する無機酸化物の蒸着膜に、擦り傷やクラック等を発生することを防止するために、比較的その膜厚を厚くすることが好ましく、具体的には、70μm〜110μm程度、望ましくは、80μm〜100μm程度である。
【0159】
而して、本発明においては、上記のような樹脂のフィルムないしシートの中でも、特に、厚さ30μm〜100μm位の無延伸ポリプロピレンフィルムないしシートを使用することが好ましいものである。
【0160】
本発明においては、ラミネート用接着剤層とヒートシール性樹脂層との間に、必要に応じて他の樹脂フィルムを狭持してもよい。このような中間層を設けることにより、強度や耐突き刺し性等が向上する。樹脂のフィルムとしては、機械的、物理的、化学的、その他等において優れた強度を有し、耐突き刺し性等に優れ、その他、耐熱性、防湿性、耐ピンホール性、透明性、その他等に優れた樹脂のフィルムないしシートを使用することができる。
【0161】
具体的には、例えば、ポリエステル系樹脂、ポリアミド系樹脂、ポリアラミド系樹脂、ポリプロピレン系樹脂、ポリカーボネート系樹脂、ポリアセタール系樹脂、フッ素系樹脂、その他の強靱な樹脂フィルムないしシートを使用することができる。
【0162】
本発明においては、上記の樹脂のフィルムないしシートを使用し、これを、例えば、前述のラミネート用接着剤等を使用してドライラミネート法等を用いて、ラミネート用接着剤層とヒートシール性樹脂層との間に狭持することができる。
【0163】
上記の樹脂のフィルムないしシートとしては、未延伸フィルム、あるいは一軸方向または二軸方向に延伸した延伸フィルム等のいずれのものでも使用することができる。また、本発明において、その樹脂のフィルムないしシートの厚さとしては、強度、耐突き刺し性、その他等について、必要最低限に保持され得る厚さであればよく、厚すぎると、コストを上昇するという欠点もあり、逆に、薄すぎると、強度、耐突き刺し性、その他等が抵下して好ましくないものである。また、ガスバリア性積層フィルムにポリアミド系樹脂層を有しているため、元々衝撃強度や耐突刺し性には優れていることから、環境配慮を考慮して必要最小限度の使用にとどめるべきである。
【0164】
本発明においては、上記のような理由から、約10μm〜100μm程度、好ましくは、12〜50μm程度が好ましい。
【0165】
通常、包装用袋は、物理的にも化学的にも過酷な条件におかれることから、包装用袋を構成する積層体には、厳しい包装適性が要求され、変形防止強度、落下衝撃強度、耐ピンホール性、耐熱性、密封性、品質保全性、作業性、衛生性、その他等の種々の条件が要求される。このために、本発明においては、上記のような材料の他に、上記のような諸条件を充足するその他の材料を任意に使用することができ、具体的には、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、線状低密度ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、アイオノマー樹脂、エチレン−アクリル酸エチル共重合体、エチレン−アクリル酸またはメタクリル酸共重合体、メチルペンテンポリマー、ポリブテン系樹脂、ポリ塩化ビニル系樹脂、ポリ酢酸ビニル系樹脂、ポリ塩化ビニリデン系樹脂、塩化ビニル−塩化ビニリデン共重合体、ポリ(メタ)アクリル系樹脂、ポリアクリルニトリル系樹脂、ポリスチレン系樹脂、アクリロニトリル−スチレン共重合体(AS系樹脂)、アクリロニトリル−プタジェンースチレン共重合体(ABS系樹脂)、ポリエステル系樹脂、ポリアミド系樹脂、ポリカーボネート系樹脂、ポリビニルアルコール系樹脂、エチレン−酢酸ビニル共重合体のケン化物、フッ素系樹脂、ジェン系樹脂、ポリアセタール系樹脂、ポリウレタン系樹脂、ニトロセルロース、その他等の公知の樹脂のフィルムないしシートを任意に選択して使用することができる。その他、例えば、合成紙等も使用することができる。
【0166】
本発明において、上記のフィルムないしシートは、未延伸、一軸ないし二軸方向に延伸されたもの等のいずれのものでも使用することができる。また、その厚さは、任意であるが、数μmから300μm程度の範囲から選択して使用することができる。
【0167】
さらに、本発明においては、フィルムないしシートとしては、押出成膜、インフレーション成膜、コーティング膜等のいずれの形態の膜でもよい。
【0168】
本発明は、以上において説明したように、基材フィルムの一方の面に、無機酸化物の蒸着膜を設け、次いで、該無機酸化物の蒸着膜の上にガスバリア性塗布膜を設けたガスバリア性積層フィルムを用いて、種々のコーティング法もしくは印刷法、あるいは、ドライラミネート法、その他等の方法を用いて、必要に応じて、プライマー剤層、印刷模様層、および、ラミネート用接着剤層を順次に設け、さらに、該ラミネート用接着剤層の上に、ヒートシール性樹脂層を設け、さらには上記のラミネート用接着剤層とヒートシール性樹脂層との間に、強度を有し、耐突き刺し性に優れた樹脂のフィルムを積層することにより、包装袋用の積層体を製造することができる。
【0169】
(包装袋)
上記の積層体を用いた包装袋について説明する。装用袋からなる袋状容器本体は、上記したガスバリア性積層フィルムからなる積層体を使用して、この積層体を二つ折にし、そのヒートシール性樹脂層の面を対向させて重ね合わせ、その端部をヒートシールして筒状の包装体を形成し、次いで底部をシールして内容物を充填し、さらに天部をシールすることにより、包装体を製造することができる。
【0170】
その製袋方法としては、上記のような積層体を、折り曲げるかあるいは重ね合わせて、その内層の面を対向させ、さらにその周辺端部を、例えば、側面シール型、二方シール型、三方シール型、四方シール型、封筒貼りシール型、合掌貼りシール型(ピローシール型)、ひだ付シール型、平底シール型、角底シール型、ガゼット型、その他等のヒートシール形態によりヒートシールして、種々の形態の装用袋を製造することができる。その他、例えば、自立性包装用袋(スタンデイングパウチ)等も可能である。
【0171】
上記において、ヒートシールの方法としては、例えば、バーシール、回転ロールシール、ベルトシール、インパルスシール、高周波シール、超音波シール等の公知の方法で行うことができる。
【実施例】
【0172】
上記の本発明について実施例を挙げてさらに具体的に説明するが、本発明がこれら実施例によって限定されるものではない。
【0173】
(実施例1)
(1)基材として、第1のポリエステル系樹脂層/ポリアミド系樹脂層/第2のポリエステル系樹脂層、の3層構成で、各層の厚みが第1のポリエステル系樹脂層の厚み(a1)が2μm、ポリアミド系樹脂層の厚み(b)が11μm、第2のポリエステル系樹脂層の厚み(a2)が2μmであり、かつ、第2のポリエステル系樹脂層の外表面にコロナ処理を施したものを使用し、これをプラズマ化学気相成長装置の送り出しロールに装着し、次いで、下記に示す条件で、上記基材のコロナ処理面に、厚さ200Åの酸化珪素の蒸着膜を形成した。
(蒸着条件)
蒸着面;コロナ処理面
導入ガス;ヘキサメチルジシロキサン:酸素ガス:ヘリウム1.0:3.0:3.0
(単位:slm)
真空チャンバー内の真空度;2〜6×10-6mBar
蒸着チャンバー内の真空度;2〜5×10-3mBar
冷却・電極ドラム供給電力;10kW
ライン速度;100m/min
【0174】
次に、上記で膜厚200Åの酸化珪素の蒸着膜を形成した直後に、その酸化珪素の蒸着膜面に、グロー放電プラズマ発生装置を使用し、パワー9kw、酸素ガス:アルゴンガス=7.0:2.5(単位:slm)からなる混合ガスを使用し、混合ガス圧6×10-5Torrで酸素/アルゴン混合ガスプラズマ処理を行って、酸化珪素の蒸着膜面の表面張力を54dyne/cm以上向上させたプラズマ処理面を形成した。
【0175】
(2)一方、下記の表1に示す組成に従って、組成(a)のEVOH、イソプロピルアルコール、およびイオン交換水の混合溶媒にて溶解したEVOH溶液に、予め調製した組成(b)のエチルシリケート40、イソプロピルアルコール、アルミニウムアセチルアセトン、イオン交換水からなる加水分解液を加えて攪拌し、さらに予め調製した組成(c)のポリビニルアルコール、酢酸、イソプロピルアルコールおよびイオン交換水からなる混合液を加えて攪拌し、無色透明のガスバリア性塗布膜形成用組成物を得た。
【表1】
【0176】
次に、上記の(1)で形成したプラズマ処理面に、上記で調製したガスバリア性塗布膜形成用組成物をグラビアロールコート法によりコーティングして、コーティング後、200℃の乾燥炉中を300m/分の速度で通過することにより、加熱処理を行い、厚さ0.4g/m2(乾操状態)のガスバリア性塗布膜を形成して、本発明に係るガスバリア性積層フィルムを製造した。
【0177】
次に、上記の(1)で形成したガスバリア性積層フィルムのガスバリア性塗布膜の面に、所望の印刷模様を形成した後、その印刷模様を含む全面に、2液硬化型のポリウレタン系ラミネート用接着剤を、グラビアロールコート法を用いて厚さ4.0g/m2(乾燥状態)にコーティングしてラミネート用接着剤層を形成し、次いで、該ラミネート用接着剤層の面に、厚さ60μmの無延伸ポリプロピレンフィルムをドライラミネートして積層して、本発明に係る積層体を製造した。
【0178】
次に、上記で製造した積層体の2枚を用意し、その無延伸ポリプロピレンフィルムの面を対向して重ね合わせ、しかる後、その外周周辺の端部を三方ヒートシールしてシール部を形成すると共に上方に開口部を有する、幅130mm×高さ170mmの三方シール型の包装袋である、軟包装用袋を製造した。上記で製造した三方シール型の軟包装用袋内に、その開口部から水を200g充填包装し、しかる後、その開口部をヒートシールして上方シール部を形成して包装半製品を製造し、次いで、その包装半製品をレトルト釜に入れて、温度120℃、圧力2.1Kgf/cm2 ・G、時間30分間からなるレトルト処理条件でレトルト処理を行い、本発明にかかるレトルト包装食品を製造した。
【0179】
(比較例1)
基材として、厚さ12μmの2軸延伸ポリエチレンテレフタレートフィルムを使用し、実施例1と同様の方法で蒸着膜を形成し、実施例1と同様の方法でガスバリア性塗布膜を形成して、比較例1のガスバリア性積層フィルムを製造した。
【0180】
次に、実施例1と同様の方法で、比較例1のガスバリア性積層フィルムのガスバリア性塗布膜の面に、所望の印刷模様を形成した後、その印刷模様を含む全面に、2液硬化型のポリウレタン系ラミネート用接着剤を、グラビアロールコート法を用いて厚さ4.0g/m2 (乾燥状態)にコーティングしてラミネート用接着剤層を形成し、次いで、該ラミネート用接着剤層の面に、厚さ60μmの無延伸ポリプロピレンフィルムをドライラミネートして積層して、比較例1の積層体を製造した。更に、比較例1の積層体を用いて、実施例1と同様の方法で比較例1の軟包装用袋を製造し、レトルト処理を行った。
【0181】
(比較例2)
基材として、厚さ15μmの2軸延伸ナイロン6フィルムを使用し、実施例1と同様の方法で蒸着膜を形成し、実施例1と同様の方法でガスバリア性塗布膜を形成して、比較例2のガスバリア性積層フィルムを製造した。
【0182】
次に、上記で形成したガスバリア性積層フィルムのガスバリア性塗布膜の面に、所望の印刷模様を形成した後、その印刷模様を含む全面に、2液硬化型のポリウレタン系ラミネート用接着剤を、グラビアロールコート法を用いて厚さ4.0g/m2 (乾燥状態)にコーティングしてラミネート用接着剤層を形成し、次いで、該ラミネート用接着剤層の面に、厚さ60μmの無延伸ポリプロピレンフィルムをドライラミネートして積層して、比較例2の積層体を製造した。更に、比較例2の積層体を用いて、実施例1と同様の方法で軟包装用袋を製造し、レトルト処理を行った。
【0183】
(比較例3)
基材として、厚さ12μmの2軸延伸ポリエチレンテレフタレートフィルムを使用し、実施例1と同様の方法で蒸着膜を形成し、実施例1と同様の方法でガスバリア性塗布膜を形成して、比較例3のガスバリア性積層フィルムを製造した。
【0184】
次に、上記で製造したガスバリア性積層フィルムのプライマー剤層の面に、所望の印刷模様を形成した後、その印刷模様を含む全面に、2液硬化型のポリウレタン系ラミネート用接着剤を、グラビアロールコート法を用いて厚さ4.0g/m2 (乾燥状態)にコーティングしてラミネート用接着剤層を形成し、次いで、該ラミネート用接着剤層の面に、厚さ15μmの2軸延伸ナイロン6フィルムを、そのコロナ処理面を対向させて重ね合わせ、しかる後、その両者をドライラミネートして積層した。
【0185】
次に、上記で積層した2軸延伸ナイロン6フィルムの面に、コロナ放電処理を施した後、そのコロナ処理面に、上記と同様にして、ラミネート用接着剤層を形成し、しかる後、上記のラミネート用接着剤層面に、厚さ60μmの無延伸ポリプロピレンフィルムをドライラミネートして積層して、比較例3の積層体を製造した。更に、比較例3の積層体を用いて、実施例1と同様の方法で軟包装用袋を製造し、レトルト処理を行った。
【0186】
(評価)
上記の実施例1、および比較例1〜3で製造したガスバリア性積層フィルム、積層体、および軟包装用袋について、下記のデ−タを測定した。
【0187】
(1)酸素透過度の測定
酸素透過度の測定は、温度23℃、湿度90%RHの条件で、米国、モコン(MOCON)社製の測定機〔機種名、オクストラン(OXTRAN)〕にて測定した。
【0188】
(2)水蒸気透過度の測定
水蒸気透過度の測定は、温度40℃、湿度90%RHの条件で、米国、モコン(MOCON)社製の測定機〔機種名、パ−マトラン(PERMATRAN)〕にて測定した。
【0189】
(3)外観変化
レトルト処理後の軟包装用袋の外観変化を目視により観察した。
【0190】
(4)落下強度
上記方法にて作成したレトルト処理後の軟包装用袋を、高さ120cmからコンクリート面に、水平および鉛直方向に1回ずつ(計2回)落下させ、軟包装用袋の破損および内容物の漏れの有無を確認した。
【0191】
(5)突刺強度
上記方法にて作成したレトルト処理後の軟包装用袋から内容物を取出し、軟包装用袋の外側表面から、直径1mmφの針を200mm/minの突刺速度で突刺して、針が軟包装用袋を構成する積層体を貫通するのに要した強度(N)を測定した。
【0192】
(6)環境配慮
1m2あたりの各積層体の重量を計算し比較した。
【0193】
評価結果を表2に示す。ここに示された結果から明らかなように、実施例1のものは、比較例1〜3のものと比較して、酸素透過度、水蒸気透過度、レトルト後外観変化、落下強度、突刺強度、及び環境配慮の全ての項目においてバランスよく優れた特性を示した。
【0194】
【表2】
【符号の説明】
【0195】
1 基材
2 蒸着膜
3 ガスバリア性塗布膜
21 プラズマ化学気相成長装置
22 真空チャンバー
40 プラズマ化学気相成長装置
42、43、44 製膜室
49、56、63 原料揮発供給装置
50、57、64 ガス供給装置
52、59、66 グロー放電プラズマ
80 巻き取り式真空蒸着装置
81 真空チャンバー
85 コーティングドラム
86 蒸着源
87 酸素ガス吹出口
88 マスク
【特許請求の範囲】
【請求項1】
基材上に無機酸化物の蒸着膜が設けられ、その蒸着膜上にガスバリア性塗布膜が設けられてなるガスバリア性積層フィルムであって、
基材の蒸着膜が形成される面側には、前処理またはプライマーコート処理が施されてなり、
前記基材が、第1のポリエステル系樹脂層、ポリアミド系樹脂層、第2のポリエステル系樹脂層を順次積層した構成からなることを特徴とする、ガスバリア性積層フィルム。
【請求項2】
前記基材の第1のポリエステル系樹脂層の厚さ(a1)と第2のポリエステル系樹脂層の厚さ(a2)とポリアミド系樹脂層の厚さ(b)の関係が、b/(a1+a2)=1〜10であることを特徴とする、請求項1に記載のガスバリア性積層フィルム。
【請求項3】
前記蒸着膜が、化学気相成長法または物理気相成長法により形成されたものであることを特徴とする、請求項1〜2のいずれか一項に記載のガスバリア性積層フィルム。
【請求項4】
前記基材の前処理が、グロー放電処理、プラズマ処理、コロナ処理、またはマイクロウェーブ処理であることを特徴とする、請求項1〜3のいずれか一項に記載のガスバリア性積層フィルム。
【請求項5】
前記基材の前処理に、酸素、アルゴン、窒素、ヘリウムガス、又はこれらの混合ガスを用いることを特徴とする、請求項4に記載のガスバリア性積層フィルム。
【請求項6】
前記ガスバリア性塗布膜が、一般式R1nM(OR2)m(式中、Mは金属原子を表し、R1、R2は炭素数1〜8の有機基を表し、nは0以上の整数であり、mは1以上の整数であり、n+mはMの原子価を表す)で表される少なくとも1種以上のアルコキシド、ポリビニルアルコール、および/またはエチレン・ビニルアルコールを含んでなる組成物を、ゾルゲル法によって重縮合して得られるアルコキシドの加水分解物またはアルコキシドの加水分解縮合物からなることを特徴とする、請求項1〜5のいずれか一項に記載のガスバリア性積層フィルム。
【請求項7】
請求項1〜6に記載したガスバリア性積層フィルムのガスバリア性塗布膜の面に、少なくとも1層のヒートシール性樹脂層を積層することを特徴とする、レトルト用積層体。
【請求項1】
基材上に無機酸化物の蒸着膜が設けられ、その蒸着膜上にガスバリア性塗布膜が設けられてなるガスバリア性積層フィルムであって、
基材の蒸着膜が形成される面側には、前処理またはプライマーコート処理が施されてなり、
前記基材が、第1のポリエステル系樹脂層、ポリアミド系樹脂層、第2のポリエステル系樹脂層を順次積層した構成からなることを特徴とする、ガスバリア性積層フィルム。
【請求項2】
前記基材の第1のポリエステル系樹脂層の厚さ(a1)と第2のポリエステル系樹脂層の厚さ(a2)とポリアミド系樹脂層の厚さ(b)の関係が、b/(a1+a2)=1〜10であることを特徴とする、請求項1に記載のガスバリア性積層フィルム。
【請求項3】
前記蒸着膜が、化学気相成長法または物理気相成長法により形成されたものであることを特徴とする、請求項1〜2のいずれか一項に記載のガスバリア性積層フィルム。
【請求項4】
前記基材の前処理が、グロー放電処理、プラズマ処理、コロナ処理、またはマイクロウェーブ処理であることを特徴とする、請求項1〜3のいずれか一項に記載のガスバリア性積層フィルム。
【請求項5】
前記基材の前処理に、酸素、アルゴン、窒素、ヘリウムガス、又はこれらの混合ガスを用いることを特徴とする、請求項4に記載のガスバリア性積層フィルム。
【請求項6】
前記ガスバリア性塗布膜が、一般式R1nM(OR2)m(式中、Mは金属原子を表し、R1、R2は炭素数1〜8の有機基を表し、nは0以上の整数であり、mは1以上の整数であり、n+mはMの原子価を表す)で表される少なくとも1種以上のアルコキシド、ポリビニルアルコール、および/またはエチレン・ビニルアルコールを含んでなる組成物を、ゾルゲル法によって重縮合して得られるアルコキシドの加水分解物またはアルコキシドの加水分解縮合物からなることを特徴とする、請求項1〜5のいずれか一項に記載のガスバリア性積層フィルム。
【請求項7】
請求項1〜6に記載したガスバリア性積層フィルムのガスバリア性塗布膜の面に、少なくとも1層のヒートシール性樹脂層を積層することを特徴とする、レトルト用積層体。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−228369(P2010−228369A)
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願番号】特願2009−80252(P2009−80252)
【出願日】平成21年3月27日(2009.3.27)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願日】平成21年3月27日(2009.3.27)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]