
ガスバリヤー性紙製材料
【課題】ガスバリヤー性樹脂層の密着性に優れ、優れたガスバリヤー性を有するガスバリヤー性紙製材料を提供することにある。
【解決手段】原紙または加工紙の少なくとも片面に、乾燥後の樹脂固形分が0.1〜30g/m2となるように合成ラテックス、合成エマルジョン、水溶性エラストマー、ポリビニルアルコール系樹脂から選択される少なくとも1種からなる目止め剤層が塗布法で形成され、該目止め剤層表面の濡れ張力が36mN/m以上、かつコッブ吸水度が10g/m2以下であり、前記目止め剤層上に、乾燥後の樹脂固形分が0.5〜30g/m2となるようにポリビニルアルコール系樹脂からなるガスバリヤー層が塗布法で形成されることを特徴とするガスバリヤー性紙製材料である。
【解決手段】原紙または加工紙の少なくとも片面に、乾燥後の樹脂固形分が0.1〜30g/m2となるように合成ラテックス、合成エマルジョン、水溶性エラストマー、ポリビニルアルコール系樹脂から選択される少なくとも1種からなる目止め剤層が塗布法で形成され、該目止め剤層表面の濡れ張力が36mN/m以上、かつコッブ吸水度が10g/m2以下であり、前記目止め剤層上に、乾燥後の樹脂固形分が0.5〜30g/m2となるようにポリビニルアルコール系樹脂からなるガスバリヤー層が塗布法で形成されることを特徴とするガスバリヤー性紙製材料である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、飲食料品、医薬品などの包装体に好適なガスバリヤー性紙製材料に関するものである。
【背景技術】
【0002】
紙製材料は、外観特性及び手触り感に優れ、高級感及び和風調を有すると共に、折曲性(デッドホールド性)、高い剛性度による立体特性、嵩高性、帯電防止性、筆記性などに優れている。
【0003】
しかし、紙製材料は、ガスバリヤー性を有していないため、他のガスバリヤー素材を積層することが一般的に行われている。例えば、アルミニウム箔をラミネートしたフィルムの積層、金属または金属酸化物を蒸着したフィルムの積層、またはガスバリヤー性樹脂フィルムの積層などが行われる。
【0004】
ところが、前記積層体は、廃棄段階で焼却する必要があり、積層体の構成材料を再利用するという点からは、満足できるものではなかった。さらに、アルミニウム箔をラミネートしたフィルムや金属蒸着フィルムを積層した場合、金属検知器で包装体の内容物の安全性を検査しようとすると、内容物に金属が混入していなくても、金属検知器が誤検知してしまうという問題もあった。
【0005】
上記問題点を解消するため、例えば、特許文献1には、紙にポリビニルアルコール系樹脂水溶液を塗布したガスバリヤー紙が記載されている。しかし、特許文献1に記載された紙は、ポリビニルアルコール系樹脂水溶液が紙内に吸収されやすく、均一なガスバリヤー性樹脂層が形成されないため、高ガスバリヤー性が得られにくいという問題があった。
【0006】
また、特許文献2には、特定のコッブ吸水度を有する紙基材の少なくとも一面に、下層形成用塗料と上層形成用塗料とを塗布した紙類製品が記載されている。しかし、特許文献2に記載された紙基材は、サイズ剤の量を調整することによって、コッブ吸水度を調整しているため、コッブ吸水度を約20g/m2までしか低減できないものであった。
【0007】
その結果、下層形成用塗料が紙基材にすぐに浸透するため、下層の平滑性が悪くなりやすく、上層形成用塗料を均一な厚みで塗布することが困難となり、透湿度のバラツキが発生しやすいという問題があった。つまり、コッブ吸水度のみをサイズ剤で調整するだけでは本発明の目的とするガスバリヤー性は達成できないものである。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2001−254292号公報
【特許文献2】特開2001−303483号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
上記従来技術に鑑み、本発明が解決しようとする課題は、ガスバリヤー性樹脂層の密着性に優れ、優れたガスバリヤー性を有するガスバリヤー性紙製材料を提供することにある。
【課題を解決するための手段】
【0010】
すなわち、前記の課題は、以下の解決手段により達成することができる。
【0011】
本発明は、原紙または加工紙の少なくとも片面に、乾燥後の樹脂固形分が0.1〜30g/m2となるように合成ラテックス、合成エマルジョン、水溶性エラストマー、ポリビニルアルコール系樹脂から選択される少なくとも1種からなる目止め剤層が塗布法で形成され、該目止め剤層表面の濡れ張力が36mN/m以上、かつコッブ吸水度が10g/m2以下であり、前記目止め剤層上に、乾燥後の樹脂固形分が0.5〜30g/m2となるようにポリビニルアルコール系樹脂からなるガスバリヤー層が塗布法で形成されることを特徴とするガスバリヤー性紙製材料である。
【0012】
前記原紙または加工紙は、米坪が10〜500g/m2であり、縦方向の引張強度が1kN/m以上であることが好ましい。
【0013】
また、前記ガスバリヤー層を形成するポリビニルアルコール系樹脂は、重合度が300〜4000、けん化度が95モル%以上であることが好ましい。
【0014】
さらに、前記ガスバリヤー層を形成するポリビニルアルコール系樹脂溶液中に、消泡剤として、炭素数が6以下のアルコール及び/又は界面活性剤を0.1〜15重量%配合させることが好ましい。
【0015】
そして、前記ガスバリヤー層を形成するポリビニルアルコール系樹脂表面に、JIS−Z−1522に準拠した粘着力1.18N/cm以上のテープで剥離試験を施した場合、ポリビニルアルコール系樹脂層が剥離しないことが好ましい。
【発明の効果】
【0016】
本発明のガスバリヤー性紙製材料は、以下の効果を実現できる。
【0017】
本発明のガスバリヤー性紙製材料は、ガスバリヤー性に優れるだけでなく、ガスバリヤー性プラスチックフィルムの問題点、即ち化石資源の消費及び環境負荷の増大を解消できる。
【0018】
また、本発明のガスバリヤー性紙製材料は、電子レンジ調理対応可能な包装体へ適用でき、自立性パウチへも適用できる。
【0019】
さらに、本発明のガスバリヤー性紙製材料を用いた包装体では、金属検知器で内容物の安全性を検査できる。
【図面の簡単な説明】
【0020】
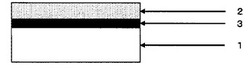
【図1】本発明のガスバリヤー性紙製材料の構成を示す概略図である。
【図2】本発明のガスバリヤー性紙製材料の構成を示す概略図である。
【発明を実施するための形態】
【0021】
以下、本発明の実施の形態を説明する。
本発明は、原紙または加工紙の少なくとも片面に、乾燥後の樹脂固形分が0.1〜30g/m2となるように合成ラテックス、合成エマルジョン、水溶性エラストマー、ポリビニリアルコール系樹脂から選択される少なくとも1種からなる目止め剤層が塗布法で形成され、該目止め剤層表面の濡れ張力が36mN/m以上、かつコッブ吸水度が10g/m2以下であり、前記目止め剤層上に、乾燥後の樹脂固形分が0.5〜30g/m2となるようにポリビニルアルコール系樹脂からなるガスバリヤー層が塗布法で形成されることを特徴とするガスバリヤー性紙製材料である。
【0022】
原紙または加工紙の特性
原紙または加工紙の米坪が10〜500g/m2が好ましく、15〜500g/m2がさらに好ましい。米坪が10g/m2未満の場合、塗工した目止め剤の乾燥段階で凹凸が発生しやすい。一方、500g/m2を超える場合、塗工した目止め剤の乾燥段階でカールや皺などが発生しやすい。よって、いずれの場合も、目止め剤層の平面性が悪くなり、均一なガスバリヤー層が形成されなくなる。
【0023】
原紙または加工紙が水に溶解、あるいは水で組織変化しないことが好ましい。さらに、吸湿による原紙または加工紙が膨潤しないことが皺を抑制する点で好ましい。
【0024】
そして、原紙または加工紙の縦方向の引張強度は、1kN/m以上であることが好ましく、2kN/m以上であることがさらに好ましい。引張強度が1kN/m未満の場合、原紙または加工紙をガスバリヤー性紙製材料に加工する際、加工時のテンションで破断しやすくなる。
【0025】
目止め剤層の形成
目止め剤として、デンプン類、ヒドロキシエチルセルロース、メチルセルロース、カルボキシメチルセルロース、ゼラチン、カゼイン、ポリビニルアルコール、変性ポリビニルアルコール、スチレン・無水マレイン酸重合体、スチレン・ブタジエン共重合体、アクリロニトリル・ブタジエン共重合体、アクリル樹脂、ウレタン樹脂などから選択された少なくとも1種を用いることができる。
【0026】
目止め剤を溶解またはエマルジョン分散させた溶液を原紙または加工紙に塗布する際、乾燥後の樹脂固形分が0.1〜30g/m2となるように塗布することが必要であり、1〜15g/m2となるように塗布することが好ましく、2〜9g/m2となるように塗布することがさらに好ましい。樹脂固形分が0.1g/m2未満の場合、目止め剤層上に、ガスバリヤー性樹脂溶液を塗布しても、均一な連続ガスバリヤー性樹脂層が得られにくく、ガスバリヤー性が悪くなる。一方、30g/m2を超える場合、乾燥時間が長くなりすぎるため、ガスバリヤー性紙製材料の生産性が低下する。
【0027】
目止め剤溶液を塗布する方法として、ブレードコーター、ロッドコーター、バーコーター、ダイコーター、カーテンコーター、リバースグラビヤコーター、グラビヤコーター、エアナイフコーター、リバースロールコーターなどが用いられる。また、目止め剤溶液は、原紙または加工紙製造工程内で塗布しても、原紙又は加工紙製造工程外で塗布してもよい。
【0028】
目止め剤溶液を塗布後、熱風、赤外線、マイクロ波などを用いて、目止め剤層を形成させる。
【0029】
ガスバリヤー層の形成
ガスバリヤー性樹脂として、ポリビニルアルコール系樹脂を用いるが、重合度が300〜4000、けん化度が95mol%以上のポリビニルアルコール系樹脂が好ましく、重合度500〜2000のポリビニルアルコール系樹脂がさらに好ましい。
【0030】
ポリビニルアルコール系樹脂溶液の固形分濃度は、1〜25重量%が好ましく、4〜20重量%がさらに好ましい。固形分濃度が1重量%未満の場合、目止め剤層表面の僅かな凹凸や吸収性の違いによって、均一な連続ガスバリヤー層が得られにくくなるため、ガスバリヤー性が悪くなる。一方、25重量%を超える場合、ポリビニルアルコール系樹脂溶液の流動性が低下して加工性が悪くなる。
【0031】
ポリビニルアルコール系樹脂溶液には、消泡剤などの添加剤を配合することが好ましい。消泡剤として、メチルアルコール、エチルアルコール、プロピルアルコール、ブチルアルコール、イソプロピルアルコール、グリセリンなどの炭素数が6以下のアルコール、水溶性に優れた界面活性剤などから選択される少なくとも1種を0.1〜15重量%含有させることが好ましく、1〜10重量%含有させることがさらに好ましく、2〜5重量%含有させることが最も好ましい。含有率が0.1重量%未満の場合、消泡効果が小さい。一方、15重量%を超える場合、乾燥時に溶媒が蒸発する際に発泡しやすくなり、ガスバリヤー層と目止め剤層との界面での密着性低下またはガスバリヤー層内での凝集破壊が起こりやすくなる。
【0032】
また、ポリビニルアルコール系樹脂と水溶性の接着剤、例えばポリエチレンイミン、ポリ酢酸ビニル系樹脂、ポリエステル共重合体樹脂などを併用して、密着性、濡れ特性の改良することができる。
【0033】
ポリビニルアルコール系樹脂溶液を目止め剤層上に塗布する場合には、乾燥後の樹脂固形分が0.5〜30g/m2となるように塗布することが必要であり、1〜10g/m2となるように塗布することが好ましく、2〜7g/m2となるように塗布することが好ましい。塗布量が0.5g/m2未満の場合、目止め剤層上に、ガスバリヤー性樹脂溶液を塗布しても、均一な連続ガスバリヤー性樹脂層を形成することが困難であるため、ガスバリヤー性が悪くなる。一方、30g/m2を超える場合、乾燥時間が長くなりすぎるため、ガスバリヤー性紙製材料の生産性が低下する。
【0034】
ポリビニルアルコール系樹脂溶液を塗布する方法として、ブレードコーター、ロッドコーター、バーコーター、ダイコーター、カーテンコーター、リバースグラビヤコーター、グラビヤコーター、エアナイフコーター、リバースロールコーターなどが用いられる。また、ポリビニルアルコール系樹脂溶液の塗布は、原紙または加工紙の製造工程内で塗布しても、原紙または加工紙の製造工程外で塗布してもよい。
【0035】
ポリビニルアルコール系樹脂溶液を塗布後、熱風、赤外線、マイクロ波などを用いて、120℃〜250℃の範囲で2秒〜15秒間加熱してガスバリヤー性樹脂層を形成させることが好ましい。
【実施例】
【0036】
次に、本発明のガスバリヤー紙製材料の実施例について説明するが、当然これらに限定されるものではない。また、諸特性の評価は下記の方法によった。
【0037】
(1)濡れ張力
JIS−K−6768に準じて、目止め剤塗布後の濡れ張力を測定した。試験液として、和光純薬工業(株)社製の濡れ張力試験用試薬を使用した。
【0038】
(2)コッブ吸水度(60秒)
JIS−P−8140に準じて、目止め剤塗布後の浸み込む単位面積当たりの水の量を測定した。
【0039】
(3)密着性
JIS−Z−1522に準じて、ガスバリヤー性紙製材料のガスバリヤー性樹脂層表面にテープ(ニチバン(株)社製CT405AP−18:粘着力1.18N/cm)を貼りつけ、90度の角度で剥離試験を行った。
【0040】
(4)酸素ガス透過度
JIS−K−7126に準じて、酸素ガス透過度測定器(MOCON社製OXTRAN)を使用して測定した。なお、温湿度条件は、23℃×65%RHとした。
【0041】
(5)引張り強度
JIS−P−8113に準じてサンプルを引張り試験機で引張り、破断時の強度を測定した。
【0042】
(6)着色試験
ガーゼに浸み込ませた着色液(トルエンとオイルレッドとの混合液)で、ガスバリヤー性紙製材料のガスバリヤー性樹脂層表面を拭いたときの液の浸透具合を目視判定した。
【0043】
(7)屈曲試験
ガスバリヤー性紙製材料のガスバリヤー層を内側にして抄紙方向である縦方向に沿って180度に折り曲げる。その後、一度元に戻して抄紙方向に対して横方向(前記方向と直角方向)に沿って同じく180度に折曲げる。縦横に折り目のついたサンプルの酸素ガス透過度を測定評価した。
【0044】
[実験例1]
水50重量%、イソプロピルアルコール10重量%及びスチレン・ブタジエン共重合体系エマルジョン(DIC(株)社製DS−407H)40重量%からなる目止め剤溶液を、原紙(北越紀州製紙(株)社製無蛍光上質紙、はまゆう(登録商標)、米坪40g/m2)の片面に、乾燥後の樹脂固形分が5g/m2となるようにグラビヤコーターで塗布し、150℃で7秒間乾燥して、目止め剤層を形成させた。水78重量%、イソプロピルアルコール4重量%及びポリビニルアルコール系樹脂((株)クラレ社製エクセバール(登録商標)AQ4104)18重量%からなるポリビニルアルコール系樹脂溶液を、目止め剤層上に、乾燥後の樹脂固形分が5g/m2となるようにグラビヤコーターで塗布し、155℃で7秒間乾燥して、ガスバリヤー性紙製材料を得た。
【0045】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0046】
[実験例2]
北越紀州製紙(株)社製無蛍光上質紙、はまゆう、米坪40g/m2を北越紀州製紙(株)社製無蛍光コート紙(コッブ吸水度39.0g/m2、米坪80g/m2)に変更した以外は、実験例1と同様にしてガスバリヤー性紙製材料を得た。
【0047】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0048】
[実験例3]
北越紀州製紙(株)社製無蛍光上質紙、はまゆう、米坪40g/m2を三島製紙(株)社製無蛍光アート紙(コッブ吸水度13.9g/m2、米坪80g/m2)に変更した以外は、実験例1と同様にしてガスバリヤー性紙製材料を得た。
【0049】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0050】
[実験例4]
目止め剤の樹脂固形分を8g/m2に変更した以外は、実験例1と同様にしてガスバリヤー性紙製材料を得た。
【0051】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0052】
[実験例5]
目止め剤樹脂をDIC(株)社製DS−407HからDIC(株)社製4710Fに変更した以外は、実験例1と同様にしてガスバリヤー性紙製材料を得た。
【0053】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0054】
[実験例6]
北越紀州製紙(株)社製無蛍光上質紙、はまゆう、米坪40g/m2を(株)ニッカン社製コート紙、米坪40g/m2に変更し、目止め剤樹脂をDIC(株)社製DS−407HからDIC(株)社製7310Kに変更した以外は、実験例1と同様にしてガスバリヤー性紙製材料を得た。
【0055】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0056】
[実験例7]
目止め剤樹脂をDIC(株)社製DS−407Hから(株)クラレ社製エクセバールAQ4104に変更し、乾燥後の目止め剤樹脂の固形分を5g/m2から2.2g/m2に変更した以外は、実験例2と同様にしてガスバリヤー性紙製材料を得た。
【0057】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0058】
[実験例8]
原紙の両面に、樹脂固形分が5g/m2となるように目止め剤層を形成させ、該目止め剤層上に、樹脂固形分が5g/m2となるようにポリビニルアルコール系樹脂層を形成させた以外は、実験例1と同様にしてガスバリヤー性紙製材料を得た。
【0059】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0060】
[実験例9]
北越紀州製紙(株)社製無蛍光コート紙、米坪80g/m2を日本製紙(株)社製オークユニ(登録商標)、米坪40g/m2に変更し、目止め剤樹脂をDIC(株)社製DS−407Hから(株)クラレ社製エクセバールAQ4104に変更した以外は、実験例2と同様にしてガスバリヤー性紙製材料を得た。
【0061】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0062】
[実験例10]
目止め剤樹脂を(株)クラレ社製エクセバールAQ4104からDIC(株)社製4710Fに変更した以外は、実験例9と同様にしてガスバリヤー性紙製材料を得た。
【0063】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0064】
[実験例11]
目止め剤樹脂をDIC(株)社製DS−407Hからサイデン化学(株)社製EK−61に変更した以外は、実験例1と同様にしてガスバリヤー性紙製材料を得た。
【0065】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0066】
[実験例12]
目止め剤樹脂をDIC(株)社製DS−407Hからサイデン化学(株)社製EK−61に変更した以外は、実験例2と同様にしてガスバリヤー性紙製材料を得た。
【0067】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0068】
[実験例13]
北越紀州製紙(株)社製無蛍光上質紙、はまゆう、米坪40g/m2を日本製紙(株)社製オークユニ、米坪40g/m2に変更し、目止め剤樹脂をDIC(株)社製DS−407Hから日信化学工業(株)社製ビニブラン(登録商標)2682に変更し、乾燥後の目止め剤樹脂の固形分を5g/m2から0.05g/m2に変更した以外は、実験例1と同様にしてガスバリヤー性紙製材料を得た。
【0069】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0070】
[実験例14]
樹脂固形分が0.2g/m2となるようにポリビニルアルコール系樹脂層を形成させた以外は、実験例1と同様にしてガスバリヤー性紙製材料を得た。
【0071】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0072】
【表1】

【0073】
表1から、本発明の要件を満足する実験例1〜9のガスバリヤー性紙製材料は、ガスバリヤー性樹脂層の密着性に優れ、ガスバリヤー性樹脂が均一な連続層を形成するため、優れたガスバリヤー性を有することがわかる。
【0074】
一方、本発明の要件を満足しない実験例10〜12及び14のガスバリヤー性紙製材料は、ガスバリヤー性樹脂層の密着性が悪く、着色試験において、気泡状及び/又は筋状の未着色部が存在し、即ちガスバリヤー性樹脂が均一な連続層を形成していないため、ガスバリヤー性が劣ることがわかる。さらに、実験例13のガスバリヤー性紙製材料も、ガスバリヤー性が劣ることがわかる。
【産業上の利用可能性】
【0075】
本発明は、ガスバリヤー性包装体に用いられるガスバリヤー性紙製材料である。
【符号の説明】
【0076】
1 原紙又は加工紙
2 ガスバリヤー層
3 目止め層
【技術分野】
【0001】
本発明は、飲食料品、医薬品などの包装体に好適なガスバリヤー性紙製材料に関するものである。
【背景技術】
【0002】
紙製材料は、外観特性及び手触り感に優れ、高級感及び和風調を有すると共に、折曲性(デッドホールド性)、高い剛性度による立体特性、嵩高性、帯電防止性、筆記性などに優れている。
【0003】
しかし、紙製材料は、ガスバリヤー性を有していないため、他のガスバリヤー素材を積層することが一般的に行われている。例えば、アルミニウム箔をラミネートしたフィルムの積層、金属または金属酸化物を蒸着したフィルムの積層、またはガスバリヤー性樹脂フィルムの積層などが行われる。
【0004】
ところが、前記積層体は、廃棄段階で焼却する必要があり、積層体の構成材料を再利用するという点からは、満足できるものではなかった。さらに、アルミニウム箔をラミネートしたフィルムや金属蒸着フィルムを積層した場合、金属検知器で包装体の内容物の安全性を検査しようとすると、内容物に金属が混入していなくても、金属検知器が誤検知してしまうという問題もあった。
【0005】
上記問題点を解消するため、例えば、特許文献1には、紙にポリビニルアルコール系樹脂水溶液を塗布したガスバリヤー紙が記載されている。しかし、特許文献1に記載された紙は、ポリビニルアルコール系樹脂水溶液が紙内に吸収されやすく、均一なガスバリヤー性樹脂層が形成されないため、高ガスバリヤー性が得られにくいという問題があった。
【0006】
また、特許文献2には、特定のコッブ吸水度を有する紙基材の少なくとも一面に、下層形成用塗料と上層形成用塗料とを塗布した紙類製品が記載されている。しかし、特許文献2に記載された紙基材は、サイズ剤の量を調整することによって、コッブ吸水度を調整しているため、コッブ吸水度を約20g/m2までしか低減できないものであった。
【0007】
その結果、下層形成用塗料が紙基材にすぐに浸透するため、下層の平滑性が悪くなりやすく、上層形成用塗料を均一な厚みで塗布することが困難となり、透湿度のバラツキが発生しやすいという問題があった。つまり、コッブ吸水度のみをサイズ剤で調整するだけでは本発明の目的とするガスバリヤー性は達成できないものである。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2001−254292号公報
【特許文献2】特開2001−303483号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
上記従来技術に鑑み、本発明が解決しようとする課題は、ガスバリヤー性樹脂層の密着性に優れ、優れたガスバリヤー性を有するガスバリヤー性紙製材料を提供することにある。
【課題を解決するための手段】
【0010】
すなわち、前記の課題は、以下の解決手段により達成することができる。
【0011】
本発明は、原紙または加工紙の少なくとも片面に、乾燥後の樹脂固形分が0.1〜30g/m2となるように合成ラテックス、合成エマルジョン、水溶性エラストマー、ポリビニルアルコール系樹脂から選択される少なくとも1種からなる目止め剤層が塗布法で形成され、該目止め剤層表面の濡れ張力が36mN/m以上、かつコッブ吸水度が10g/m2以下であり、前記目止め剤層上に、乾燥後の樹脂固形分が0.5〜30g/m2となるようにポリビニルアルコール系樹脂からなるガスバリヤー層が塗布法で形成されることを特徴とするガスバリヤー性紙製材料である。
【0012】
前記原紙または加工紙は、米坪が10〜500g/m2であり、縦方向の引張強度が1kN/m以上であることが好ましい。
【0013】
また、前記ガスバリヤー層を形成するポリビニルアルコール系樹脂は、重合度が300〜4000、けん化度が95モル%以上であることが好ましい。
【0014】
さらに、前記ガスバリヤー層を形成するポリビニルアルコール系樹脂溶液中に、消泡剤として、炭素数が6以下のアルコール及び/又は界面活性剤を0.1〜15重量%配合させることが好ましい。
【0015】
そして、前記ガスバリヤー層を形成するポリビニルアルコール系樹脂表面に、JIS−Z−1522に準拠した粘着力1.18N/cm以上のテープで剥離試験を施した場合、ポリビニルアルコール系樹脂層が剥離しないことが好ましい。
【発明の効果】
【0016】
本発明のガスバリヤー性紙製材料は、以下の効果を実現できる。
【0017】
本発明のガスバリヤー性紙製材料は、ガスバリヤー性に優れるだけでなく、ガスバリヤー性プラスチックフィルムの問題点、即ち化石資源の消費及び環境負荷の増大を解消できる。
【0018】
また、本発明のガスバリヤー性紙製材料は、電子レンジ調理対応可能な包装体へ適用でき、自立性パウチへも適用できる。
【0019】
さらに、本発明のガスバリヤー性紙製材料を用いた包装体では、金属検知器で内容物の安全性を検査できる。
【図面の簡単な説明】
【0020】
【図1】本発明のガスバリヤー性紙製材料の構成を示す概略図である。
【図2】本発明のガスバリヤー性紙製材料の構成を示す概略図である。
【発明を実施するための形態】
【0021】
以下、本発明の実施の形態を説明する。
本発明は、原紙または加工紙の少なくとも片面に、乾燥後の樹脂固形分が0.1〜30g/m2となるように合成ラテックス、合成エマルジョン、水溶性エラストマー、ポリビニリアルコール系樹脂から選択される少なくとも1種からなる目止め剤層が塗布法で形成され、該目止め剤層表面の濡れ張力が36mN/m以上、かつコッブ吸水度が10g/m2以下であり、前記目止め剤層上に、乾燥後の樹脂固形分が0.5〜30g/m2となるようにポリビニルアルコール系樹脂からなるガスバリヤー層が塗布法で形成されることを特徴とするガスバリヤー性紙製材料である。
【0022】
原紙または加工紙の特性
原紙または加工紙の米坪が10〜500g/m2が好ましく、15〜500g/m2がさらに好ましい。米坪が10g/m2未満の場合、塗工した目止め剤の乾燥段階で凹凸が発生しやすい。一方、500g/m2を超える場合、塗工した目止め剤の乾燥段階でカールや皺などが発生しやすい。よって、いずれの場合も、目止め剤層の平面性が悪くなり、均一なガスバリヤー層が形成されなくなる。
【0023】
原紙または加工紙が水に溶解、あるいは水で組織変化しないことが好ましい。さらに、吸湿による原紙または加工紙が膨潤しないことが皺を抑制する点で好ましい。
【0024】
そして、原紙または加工紙の縦方向の引張強度は、1kN/m以上であることが好ましく、2kN/m以上であることがさらに好ましい。引張強度が1kN/m未満の場合、原紙または加工紙をガスバリヤー性紙製材料に加工する際、加工時のテンションで破断しやすくなる。
【0025】
目止め剤層の形成
目止め剤として、デンプン類、ヒドロキシエチルセルロース、メチルセルロース、カルボキシメチルセルロース、ゼラチン、カゼイン、ポリビニルアルコール、変性ポリビニルアルコール、スチレン・無水マレイン酸重合体、スチレン・ブタジエン共重合体、アクリロニトリル・ブタジエン共重合体、アクリル樹脂、ウレタン樹脂などから選択された少なくとも1種を用いることができる。
【0026】
目止め剤を溶解またはエマルジョン分散させた溶液を原紙または加工紙に塗布する際、乾燥後の樹脂固形分が0.1〜30g/m2となるように塗布することが必要であり、1〜15g/m2となるように塗布することが好ましく、2〜9g/m2となるように塗布することがさらに好ましい。樹脂固形分が0.1g/m2未満の場合、目止め剤層上に、ガスバリヤー性樹脂溶液を塗布しても、均一な連続ガスバリヤー性樹脂層が得られにくく、ガスバリヤー性が悪くなる。一方、30g/m2を超える場合、乾燥時間が長くなりすぎるため、ガスバリヤー性紙製材料の生産性が低下する。
【0027】
目止め剤溶液を塗布する方法として、ブレードコーター、ロッドコーター、バーコーター、ダイコーター、カーテンコーター、リバースグラビヤコーター、グラビヤコーター、エアナイフコーター、リバースロールコーターなどが用いられる。また、目止め剤溶液は、原紙または加工紙製造工程内で塗布しても、原紙又は加工紙製造工程外で塗布してもよい。
【0028】
目止め剤溶液を塗布後、熱風、赤外線、マイクロ波などを用いて、目止め剤層を形成させる。
【0029】
ガスバリヤー層の形成
ガスバリヤー性樹脂として、ポリビニルアルコール系樹脂を用いるが、重合度が300〜4000、けん化度が95mol%以上のポリビニルアルコール系樹脂が好ましく、重合度500〜2000のポリビニルアルコール系樹脂がさらに好ましい。
【0030】
ポリビニルアルコール系樹脂溶液の固形分濃度は、1〜25重量%が好ましく、4〜20重量%がさらに好ましい。固形分濃度が1重量%未満の場合、目止め剤層表面の僅かな凹凸や吸収性の違いによって、均一な連続ガスバリヤー層が得られにくくなるため、ガスバリヤー性が悪くなる。一方、25重量%を超える場合、ポリビニルアルコール系樹脂溶液の流動性が低下して加工性が悪くなる。
【0031】
ポリビニルアルコール系樹脂溶液には、消泡剤などの添加剤を配合することが好ましい。消泡剤として、メチルアルコール、エチルアルコール、プロピルアルコール、ブチルアルコール、イソプロピルアルコール、グリセリンなどの炭素数が6以下のアルコール、水溶性に優れた界面活性剤などから選択される少なくとも1種を0.1〜15重量%含有させることが好ましく、1〜10重量%含有させることがさらに好ましく、2〜5重量%含有させることが最も好ましい。含有率が0.1重量%未満の場合、消泡効果が小さい。一方、15重量%を超える場合、乾燥時に溶媒が蒸発する際に発泡しやすくなり、ガスバリヤー層と目止め剤層との界面での密着性低下またはガスバリヤー層内での凝集破壊が起こりやすくなる。
【0032】
また、ポリビニルアルコール系樹脂と水溶性の接着剤、例えばポリエチレンイミン、ポリ酢酸ビニル系樹脂、ポリエステル共重合体樹脂などを併用して、密着性、濡れ特性の改良することができる。
【0033】
ポリビニルアルコール系樹脂溶液を目止め剤層上に塗布する場合には、乾燥後の樹脂固形分が0.5〜30g/m2となるように塗布することが必要であり、1〜10g/m2となるように塗布することが好ましく、2〜7g/m2となるように塗布することが好ましい。塗布量が0.5g/m2未満の場合、目止め剤層上に、ガスバリヤー性樹脂溶液を塗布しても、均一な連続ガスバリヤー性樹脂層を形成することが困難であるため、ガスバリヤー性が悪くなる。一方、30g/m2を超える場合、乾燥時間が長くなりすぎるため、ガスバリヤー性紙製材料の生産性が低下する。
【0034】
ポリビニルアルコール系樹脂溶液を塗布する方法として、ブレードコーター、ロッドコーター、バーコーター、ダイコーター、カーテンコーター、リバースグラビヤコーター、グラビヤコーター、エアナイフコーター、リバースロールコーターなどが用いられる。また、ポリビニルアルコール系樹脂溶液の塗布は、原紙または加工紙の製造工程内で塗布しても、原紙または加工紙の製造工程外で塗布してもよい。
【0035】
ポリビニルアルコール系樹脂溶液を塗布後、熱風、赤外線、マイクロ波などを用いて、120℃〜250℃の範囲で2秒〜15秒間加熱してガスバリヤー性樹脂層を形成させることが好ましい。
【実施例】
【0036】
次に、本発明のガスバリヤー紙製材料の実施例について説明するが、当然これらに限定されるものではない。また、諸特性の評価は下記の方法によった。
【0037】
(1)濡れ張力
JIS−K−6768に準じて、目止め剤塗布後の濡れ張力を測定した。試験液として、和光純薬工業(株)社製の濡れ張力試験用試薬を使用した。
【0038】
(2)コッブ吸水度(60秒)
JIS−P−8140に準じて、目止め剤塗布後の浸み込む単位面積当たりの水の量を測定した。
【0039】
(3)密着性
JIS−Z−1522に準じて、ガスバリヤー性紙製材料のガスバリヤー性樹脂層表面にテープ(ニチバン(株)社製CT405AP−18:粘着力1.18N/cm)を貼りつけ、90度の角度で剥離試験を行った。
【0040】
(4)酸素ガス透過度
JIS−K−7126に準じて、酸素ガス透過度測定器(MOCON社製OXTRAN)を使用して測定した。なお、温湿度条件は、23℃×65%RHとした。
【0041】
(5)引張り強度
JIS−P−8113に準じてサンプルを引張り試験機で引張り、破断時の強度を測定した。
【0042】
(6)着色試験
ガーゼに浸み込ませた着色液(トルエンとオイルレッドとの混合液)で、ガスバリヤー性紙製材料のガスバリヤー性樹脂層表面を拭いたときの液の浸透具合を目視判定した。
【0043】
(7)屈曲試験
ガスバリヤー性紙製材料のガスバリヤー層を内側にして抄紙方向である縦方向に沿って180度に折り曲げる。その後、一度元に戻して抄紙方向に対して横方向(前記方向と直角方向)に沿って同じく180度に折曲げる。縦横に折り目のついたサンプルの酸素ガス透過度を測定評価した。
【0044】
[実験例1]
水50重量%、イソプロピルアルコール10重量%及びスチレン・ブタジエン共重合体系エマルジョン(DIC(株)社製DS−407H)40重量%からなる目止め剤溶液を、原紙(北越紀州製紙(株)社製無蛍光上質紙、はまゆう(登録商標)、米坪40g/m2)の片面に、乾燥後の樹脂固形分が5g/m2となるようにグラビヤコーターで塗布し、150℃で7秒間乾燥して、目止め剤層を形成させた。水78重量%、イソプロピルアルコール4重量%及びポリビニルアルコール系樹脂((株)クラレ社製エクセバール(登録商標)AQ4104)18重量%からなるポリビニルアルコール系樹脂溶液を、目止め剤層上に、乾燥後の樹脂固形分が5g/m2となるようにグラビヤコーターで塗布し、155℃で7秒間乾燥して、ガスバリヤー性紙製材料を得た。
【0045】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0046】
[実験例2]
北越紀州製紙(株)社製無蛍光上質紙、はまゆう、米坪40g/m2を北越紀州製紙(株)社製無蛍光コート紙(コッブ吸水度39.0g/m2、米坪80g/m2)に変更した以外は、実験例1と同様にしてガスバリヤー性紙製材料を得た。
【0047】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0048】
[実験例3]
北越紀州製紙(株)社製無蛍光上質紙、はまゆう、米坪40g/m2を三島製紙(株)社製無蛍光アート紙(コッブ吸水度13.9g/m2、米坪80g/m2)に変更した以外は、実験例1と同様にしてガスバリヤー性紙製材料を得た。
【0049】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0050】
[実験例4]
目止め剤の樹脂固形分を8g/m2に変更した以外は、実験例1と同様にしてガスバリヤー性紙製材料を得た。
【0051】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0052】
[実験例5]
目止め剤樹脂をDIC(株)社製DS−407HからDIC(株)社製4710Fに変更した以外は、実験例1と同様にしてガスバリヤー性紙製材料を得た。
【0053】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0054】
[実験例6]
北越紀州製紙(株)社製無蛍光上質紙、はまゆう、米坪40g/m2を(株)ニッカン社製コート紙、米坪40g/m2に変更し、目止め剤樹脂をDIC(株)社製DS−407HからDIC(株)社製7310Kに変更した以外は、実験例1と同様にしてガスバリヤー性紙製材料を得た。
【0055】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0056】
[実験例7]
目止め剤樹脂をDIC(株)社製DS−407Hから(株)クラレ社製エクセバールAQ4104に変更し、乾燥後の目止め剤樹脂の固形分を5g/m2から2.2g/m2に変更した以外は、実験例2と同様にしてガスバリヤー性紙製材料を得た。
【0057】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0058】
[実験例8]
原紙の両面に、樹脂固形分が5g/m2となるように目止め剤層を形成させ、該目止め剤層上に、樹脂固形分が5g/m2となるようにポリビニルアルコール系樹脂層を形成させた以外は、実験例1と同様にしてガスバリヤー性紙製材料を得た。
【0059】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0060】
[実験例9]
北越紀州製紙(株)社製無蛍光コート紙、米坪80g/m2を日本製紙(株)社製オークユニ(登録商標)、米坪40g/m2に変更し、目止め剤樹脂をDIC(株)社製DS−407Hから(株)クラレ社製エクセバールAQ4104に変更した以外は、実験例2と同様にしてガスバリヤー性紙製材料を得た。
【0061】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0062】
[実験例10]
目止め剤樹脂を(株)クラレ社製エクセバールAQ4104からDIC(株)社製4710Fに変更した以外は、実験例9と同様にしてガスバリヤー性紙製材料を得た。
【0063】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0064】
[実験例11]
目止め剤樹脂をDIC(株)社製DS−407Hからサイデン化学(株)社製EK−61に変更した以外は、実験例1と同様にしてガスバリヤー性紙製材料を得た。
【0065】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0066】
[実験例12]
目止め剤樹脂をDIC(株)社製DS−407Hからサイデン化学(株)社製EK−61に変更した以外は、実験例2と同様にしてガスバリヤー性紙製材料を得た。
【0067】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0068】
[実験例13]
北越紀州製紙(株)社製無蛍光上質紙、はまゆう、米坪40g/m2を日本製紙(株)社製オークユニ、米坪40g/m2に変更し、目止め剤樹脂をDIC(株)社製DS−407Hから日信化学工業(株)社製ビニブラン(登録商標)2682に変更し、乾燥後の目止め剤樹脂の固形分を5g/m2から0.05g/m2に変更した以外は、実験例1と同様にしてガスバリヤー性紙製材料を得た。
【0069】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0070】
[実験例14]
樹脂固形分が0.2g/m2となるようにポリビニルアルコール系樹脂層を形成させた以外は、実験例1と同様にしてガスバリヤー性紙製材料を得た。
【0071】
目止め剤層形成後の濡れ張力及びコッブ吸水度、並びにガスバリヤー性紙製材料の密着性、着色試験結果及び23℃×65%RHでの酸素ガス透過度を表1に示す。
【0072】
【表1】
【0073】
表1から、本発明の要件を満足する実験例1〜9のガスバリヤー性紙製材料は、ガスバリヤー性樹脂層の密着性に優れ、ガスバリヤー性樹脂が均一な連続層を形成するため、優れたガスバリヤー性を有することがわかる。
【0074】
一方、本発明の要件を満足しない実験例10〜12及び14のガスバリヤー性紙製材料は、ガスバリヤー性樹脂層の密着性が悪く、着色試験において、気泡状及び/又は筋状の未着色部が存在し、即ちガスバリヤー性樹脂が均一な連続層を形成していないため、ガスバリヤー性が劣ることがわかる。さらに、実験例13のガスバリヤー性紙製材料も、ガスバリヤー性が劣ることがわかる。
【産業上の利用可能性】
【0075】
本発明は、ガスバリヤー性包装体に用いられるガスバリヤー性紙製材料である。
【符号の説明】
【0076】
1 原紙又は加工紙
2 ガスバリヤー層
3 目止め層
【特許請求の範囲】
【請求項1】
原紙または加工紙の少なくとも片面に、乾燥後の樹脂固形分が0.1〜30g/m2となるように合成ラテックス、合成エマルジョン、水溶性エラストマー、ポリビニルアルコール系樹脂から選択される少なくとも1種からなる目止め剤層が塗布法で形成され、該目止め剤層表面の濡れ張力が36mN/m以上、かつコッブ吸水度が10g/m2以下であり、前記目止め剤層上に、乾燥後の樹脂固形分が0.5〜30g/m2となるようにポリビニルアルコール系樹脂からなるガスバリヤー層が塗布法で形成されることを特徴とするガスバリヤー性紙製材料。
【請求項2】
前記原紙または加工紙は、米坪が10〜500g/m2であり、縦方向の引張強度が1kN/m以上であることを特徴とする請求項1に記載のガスバリヤー性紙製材料。
【請求項3】
前記ガスバリヤー層を形成するポリビニルアルコール系樹脂は、重合度が300〜4000、けん化度が95モル%以上であることを特徴とする請求項1または2に記載のガスバリヤー性紙製材料。
【請求項4】
前記ガスバリヤー層を形成するポリビニルアルコール系樹脂溶液中に、消泡剤として、炭素数が6以下のアルコール及び/又は界面活性剤を0.1〜15重量%含有させることを特徴とする請求項1〜3のいずれかに記載のガスバリヤー性紙製材料。
【請求項5】
前記ガスバリヤー層を形成するポリビニルアルコール樹脂表面に、JIS−Z−1522に準拠した粘着力1.18N/cm以上のテープで剥離試験を施した場合、ポリビニルアルコール系樹脂層が剥離しないことを特徴とする請求項1〜4のいずれかに記載のガスバリヤー性紙製材料。
【請求項1】
原紙または加工紙の少なくとも片面に、乾燥後の樹脂固形分が0.1〜30g/m2となるように合成ラテックス、合成エマルジョン、水溶性エラストマー、ポリビニルアルコール系樹脂から選択される少なくとも1種からなる目止め剤層が塗布法で形成され、該目止め剤層表面の濡れ張力が36mN/m以上、かつコッブ吸水度が10g/m2以下であり、前記目止め剤層上に、乾燥後の樹脂固形分が0.5〜30g/m2となるようにポリビニルアルコール系樹脂からなるガスバリヤー層が塗布法で形成されることを特徴とするガスバリヤー性紙製材料。
【請求項2】
前記原紙または加工紙は、米坪が10〜500g/m2であり、縦方向の引張強度が1kN/m以上であることを特徴とする請求項1に記載のガスバリヤー性紙製材料。
【請求項3】
前記ガスバリヤー層を形成するポリビニルアルコール系樹脂は、重合度が300〜4000、けん化度が95モル%以上であることを特徴とする請求項1または2に記載のガスバリヤー性紙製材料。
【請求項4】
前記ガスバリヤー層を形成するポリビニルアルコール系樹脂溶液中に、消泡剤として、炭素数が6以下のアルコール及び/又は界面活性剤を0.1〜15重量%含有させることを特徴とする請求項1〜3のいずれかに記載のガスバリヤー性紙製材料。
【請求項5】
前記ガスバリヤー層を形成するポリビニルアルコール樹脂表面に、JIS−Z−1522に準拠した粘着力1.18N/cm以上のテープで剥離試験を施した場合、ポリビニルアルコール系樹脂層が剥離しないことを特徴とする請求項1〜4のいずれかに記載のガスバリヤー性紙製材料。
【図1】


【図2】

【図2】
【公開番号】特開2013−79470(P2013−79470A)
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願番号】特願2011−220546(P2011−220546)
【出願日】平成23年10月4日(2011.10.4)
【出願人】(507110073)有限会社テクノワールド (6)
【出願人】(593074857)北越パッケージ株式会社 (8)
【Fターム(参考)】
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願日】平成23年10月4日(2011.10.4)
【出願人】(507110073)有限会社テクノワールド (6)
【出願人】(593074857)北越パッケージ株式会社 (8)
【Fターム(参考)】
[ Back to top ]