
ガス含侵ポリマーから熱成形された製品を製造する方法
固体状態法は、ガス含浸を利用して、熱可塑性材料の熱成形を向上させる。ガスが可塑化性である場合、物品は熱成形のためにそのガスにより可塑化される。いくつかの態様において、本発明は、ガス曝露の間に溶解されるガスを高レベルにすることにより、熱成形の前又は熱成形の間にポリマーを発泡させることを提供する。発泡は、ガス圧力から減圧すると自発的に進行し得る。あるいは、ポリマーシート(112)をポリマーのガラス転移温度付近か又はそれを超える温度まで加熱することにより、発泡が向上され、それにより、熱成形の間に可塑化された発泡ポリマーが製造される。ポリマーが発泡していない対象物が望まれるときは、ガス飽和した物品をガス圧力の下で熱成形することにより、発泡を抑制してもよい。この方法は、従来法により発泡させた物品を含む、予め発泡させてある物品の熱成形性能を向上するために使用してもよい。いくつかの態様においては、加熱することなく成形できるように、ポリマーを十分に可塑化する。ポリマーの可塑化は可逆的である。

【発明の詳細な説明】
【発明の開示】
【0001】
関連出願に対する相互参照
本出願は、「熱成形された発泡熱可塑性パッケージング」と題する、2003年5月17日付けで出願された米国仮出願番号60/471,477の優先権を主張する。
発明の背景
発明の分野
この発明は、熱成形された熱可塑性ポリマー物品を製造する方法に関する。更に具体的には、この発明は、熱成形する前にポリマーにガスを含浸させることにより可能となる熱成形改良法に関する。
関連技術の説明
現代生活においては、熱成形法を使用して多様な形状の物品が製造されている。熱可塑性である熱成形シートから製造される製品としては、トレイ、ボウル、ビーカー、標識、書類カバンの骨組み、冷蔵庫のドアライナー、及びパッケージが挙げられる。
【0002】
熱成形に使用される熱可塑性材料としては、アクリル樹脂、低密度ポリエチレン(LDPE)、高密度ポリエチレン(HDPE)、ポリプロピレン(PP)、及びポリエチレンテレフタレート(PET)が挙げられる。ポリエチレンテレフタレートは、結晶質ポリエステル(CPET)ならびにグリコール化ポリエステル(PETG)としていずれも結晶質の形態である。また、発泡された材料(特に、ポリスチレンフォーム)も熱成形される。
【0003】
熱成形法は、熱可塑性のシート材料又はフィルムに対して、多くの場合は赤外線の形態で熱を施用して、その材料を熱可塑性物質が柔軟で曲げやすくなる温度、一般には、従来技術において摂氏120度〜180度の温度まで上げることを必然的に伴う。その後、特定の熱成形法に依存して、軟化された熱可塑性材料を造形し、所望の形状を保持する温度まで冷却する。次いで、成型されたシートを切断し、トリムして、成型された熱成形物品を得る。
【0004】
当業者により理解されているように、熱成形とは一般に、熱可塑性材料の造形物品を製造するための関連する一組の方法をいう。熱成形に含まれるのは、真空成形、圧力補助熱成形、高精度熱成形、ドレープ成形、プレス成形、及び直線曲げ(line bending)の方法である。
【0005】
真空成形においては、加熱されたシートが、真空を施用することにより雄型又は雌型の成形型上で形をつくるように吸い込まれる。この熱成形法の主要な制限は、必然的に対象物の端及び角が常にある程度丸められ、重要なアンダーカット又は再入が可能でないことである。真空成形は、経済的で高生産量を可能とする簡単な技術である。
【0006】
慣用的な真空成形とは異なり、圧力補助熱成形において使用される成形型は一般に雌型である。プラスチックシートは、空気圧力を用いて鋳型に押し入れられる。一般に非常に速い速度での生産には適さないが、この手法により製造される対象物では、はっきりとした細部、90度角、複雑な造作を与えることができる。
【0007】
高精度熱成形は、特別に適合された成形機械を使用する。この方法は、微孔性で通気性のアルミニウム複合材のような先進の成形材料に関して圧力箱と雌型の成形型を利用して、慣用的な真空成形に付随する高い生産速度と低いコストを保持しながら、圧力補助熱成形において達成されるものに近い構成の精度を与える。
【0008】
ドレープ成形は、単に、加熱されたシートを圧力を使用しないで雄型の鋳型の上か又は雌型のフォーマー中にかける。ただ一つの湾曲対象物のみを形成することができる。圧力を施用しないで、単純な曲線を使用するので、シートは成形の間に薄くならない。この方法は、衝撃強度が必須である場所にポリカーボネートのシートを造形するのに特に有用である。
【0009】
プレス成形は、最も初期の成形手法のうちの1つである。加熱されたシートは、鋳造された成形型からの直接的な圧力を用いて、文字通り形状へとプレスされる。もともとは流延アクリル樹脂シートを造形するために開発され、現在は、PVC、ポリカーボネート、及びPETを加工するために使用されている。構成の形状は、真空成形よりも複雑でないものでなければならないが、この方法による製造はゆがみが少ない。光学的な明度が透明又は半透明の仕上がりであることは必要な場合は、好ましい手法である。
【0010】
直線曲げは、シート状の熱可塑性物質を曲げたりたたんだりすることにより造形するために使用される。ストリップヒーターを使用して、予め切断しプラスチックシートの一部に局所的に熱を施用する。これにより「熱い中心点」がつくられ、シートを必要とする形状に成形することが可能となる。冷却する間は、治具を使用してプラスチックを支える。
【0011】
使用される方法にかかわらず、すべての熱成形は、熱可塑性材料が、熱可塑性ポリマー分子を固体の構造的形態に保持しているファン・デル・ワールス力のために、低温にて比較的固いという原理に基づいている。所与の熱可塑性物質について、温度が上がるにつれて、その分子のガラス転移温度(Tg)と称される温度にて分子の運動エネルギーが比較的弱いファン・デル・ワールス力に一般に打ち勝ち、その高分子材料が可塑化されるまでは、ポリマー分子の運動エネルギーは増加する。可塑化された状態において、ポリマー分子は完全な液体形態ではないが、互いに滑動することができ、材料は一定の形状を保持することなく曲げることが可能となる。したがって、熱成形とは、可塑化されるまでは単にポリマーを加熱し、ポリマーを成形し、次いで、ポリマーがガラス転移温度より低い温度になり、独立してその形状を保持するまで、物理的にその形状を保持しながら冷却させることである。
【0012】
可塑化は、集合した分子挙動の結果であり、ある意味では程度の現象である。ガラス転移温度では、有意な数のポリマー分子が弱いファン・デル・ワールス力による固体状態の保持から緩和され、ポリマー材料の粘度は劇的に低下するが、材料はまだ液体ではない。しかし、有意なことには、材料の温度がそのガラス転移温度より高い温度に上昇するにつれて、より多くの割合のポリマー分子が弱いファン・デル・ワールス力に打ち勝ち、温度の上昇により粘度は更に低下する。温度がポリマーの融解温度(Tm)に到達すると、実質的にすべてのポリマー分子の運動エネルギーが、材料が自由に流れる程度まで劇的に分子間力に打ち勝つ。
【0013】
熱成形においては、可塑化された熱可塑性物質の流動学的挙動は、高品質商品を成形する際に非常に重要である。当業者によって十分認識されているように、多くの場合、可塑化された材料は非常に低い粘度を有し、それにより、軟化されたポリマーにおいて最大限の細部、鋭い角を呈することが可能であり、対象物に対して必要とされ使用される方法により可能であるときは、隆起した造作、くぼみ、及び凹角を呈することが可能であることが望ましい。したがって、熱成形をする際の一般的な慣習は、熱可塑物質をそのガラス転移温度より十分高い温度であるがその融点より低い温度に加熱することにより、成形前に低い塑性粘度を得ることである。
【0014】
熱成形の従来技術には、多くの欠点がある。低い塑性粘度のために必要とされる高い温度は、より大きなエネルギー入力を必要とするので、熱成形のコストは追加される。費用のかからない及び/又は高生産量の方法により塑性粘度が細部を表現するのに不十分である場合は、結果を達成するために、より費用のかかる及び/又は低生産量の熱成形方法を使用することが必要となる。ポリマー材料をより高い温度に供すると、熱酸化的分解を受け、ポリマー鎖が壊れポリマーは再利用が困難となりその価値を減ずる。それに加えて、従来技術においては、ある種の熱成形用途のためにたとえどんなに高い温度に加熱しても、一部のポリマー材料は簡単には粘度を十分に低下させることができない。
【0015】
発泡ポリマー材料の従来技術の熱成形は、更なる問題を提示している。従来技術において、発泡ポリマーは発泡押出しによりつくられる。発泡押出しは、溶融されたポリマー混合物中に非反応性の起泡性ガスを生成させるか又は押し込み、あるいは別の方法では、溶融されたポリマーの内部で化学反応によりガスをつくり、それにより、溶融物中に泡を形成することを伴う。混合物は冷却されて、泡の周囲で硬化し、泡は固体のフォーム材料においてガスが充填された小さい気泡となる。
【0016】
従来技術の発泡ポリマーは、押出し後の数日間発泡ポリマーを大気に曝す「硬化」の期間が必要であり、発泡押出しの直後に熱成形するには適していない。硬化処理は、一般的には以下の理由のために必要である。発泡押出しの後で冷却すると起泡性ガスが熱収縮するため、新しく冷却された発泡ポリマー中の堅い気泡は、大気圧よりかなり低い圧力(およそ0.5気圧)の起泡性ガスを含有する。この低い絶対圧で成形すると、おそらく、気泡壁の座屈と気泡の崩壊が引き起こされることになる。気泡壁は、起泡性ガス中に使用される種々のガスよりも、大気ガスに対して透過性が高いので、硬化の間に大気ガスが浸透圧により発泡ポリマー中の気泡に入り込んで、初期には実際に気泡中の圧力は大気圧より高い圧力(およそ1.5気圧)まで増加する。従来技術の発泡ポリマーは、気泡が大気圧よりも高くなるところまで硬化すると、発泡ポリマー中の付加的圧力により加熱するとポリマーが二次的に膨張するので、熱成形は主として促進される。加圧された気泡は、熱成形の間、崩壊と変形に抵抗し、それにより、すぐれた熱成形発泡製品が得られる。
【0017】
しかし、従来技術の発泡ポリマーを熱成形前に長期間大気に曝すと、捕捉されている起泡性ガスが徐々にポリマーフォーム中の気泡から消散し、気泡の圧力は大気圧に近づく。したがって、硬化のための最適期間を越えて貯蔵されたポリマーフォームを熱成形すると、フォーム中の実質的な割合の微小気泡が熱成形の間に崩壊又は変形し、成形の間に裂けるか又は変形する可能性のある、あるいは、粗悪な熱成形発泡製品をもたらす可能性のある材料が得られてしまう。従来技術の発泡ポリマーは再使用することがただ困難であることから、そのような消耗された発泡ポリマーを発泡押出しして硬化させる処理を繰り返すことは、一般的には、経済的に実行可能な選択ではない。
【0018】
従来技術の熱成形の更に別の制限は、加熱された従来技術の発泡材料の流動学的挙動に関連し、その挙動により、かかる材料により成形することができる製品の形状寸法は制限される。従来技術においては、熱成形温度にて可塑性、強度及び延性が不充分である場合、対象物の壁の急勾配が制限され、それにより垂直から35度未満の壁角度が不可能であり、更に対象物の相対的な高さも制限され、それにより1:1を超える奥行き対幅の比を達成することができない。
【0019】
従来技術によるフォーム熱成形の更に別の制限は、未処理の従来技術の発泡材料においては連続的で滑らかな表皮が欠如していることであり、熱成形された対象物は、外観が不良であり、耐久性が低く、耐錆性が欠如し、他の不所望な品質を有する。表皮の欠如により、従来技術の発泡材料は加熱及び熱成形の間に膨れが生じるか又は裂ける可能性があり、そのような材料の熱成形に関する適合性は制限される。従来技術においては、これらの欠点を扱う試みにおいて、未発泡材料の異なる表皮を発泡材料に積層するか、又は付着させてもよいが、表皮を付着すると材料とそれから成形される対象物が再利用に適さなくなるため、後者は経済的及び環境的な犠牲を伴う。従来技術の熱成形発泡材料のこれらの欠点を扱う試みとしては、更に、密閉鋳型又は二つの側面を有する鋳型の使用が挙げられるが、当業者により良く理解されているように、かなり高い工作機械コストを必要とし、生産ライン効率は低い。
【0020】
したがって、当業者には明らかであるように、従来技術において発泡ポリマーを熱成形するための方法には、いくつかの有意な障害がある。第一に、硬化期間が必要であるので、ポリマーを発泡させる処理とポリマーを熱成形する処理は必然的に不連続であり、産業効率はよくない。第二に、過度に長引いた期間硬化された発泡ポリマーは、熱成形のための価値を失い、その損失に対して従来技術では満足できる救済策を提供できない。第三に、従来技術の材料により熱成形された発泡対象物の形状寸法はかなり制限される。第四に、一体型の表皮の欠如により、未発泡材料の層の接着、及び/又は、生産ライン効率の減少を伴う費用のかかる工作機械の使用を必要とする可能性がある。
【0021】
必要とされるのは、熱可塑性物質の可塑性が低温で可逆的に向上され得る、熱可塑性材料を熱成形のために処理する方法である。更に必要とされるのは、熱可塑性材料を処理する方法であって、それにより、その物質のガラス転移温度と溶融温度の間の所与の温度でのその物質の粘度が、従来技術における物質の粘度よりも低くなる方法である。更に必要とされるのは、熱可塑性物質を処理する方法であって、その結果、熱可塑性物質を低温で熱成形でき、より経済的な生産を可能とし、熱成形されたポリマーの再利用性が向上される方法である。なお更に、必要とされるのは、硬化期間を必要としない発泡ポリマーを熱成形するための方法である。また更に必要とされるのは、熱成形の間に、フォーム表面上での膨れの形成を抑制する方法である。また更に必要とされるのは、発泡から熱成形を通じて連続的である、発泡ポリマーを熱成形するための方法である。加えて、必要とされるのは、長い期間硬化された慣用的な発泡ポリマーを、再び最適な熱成形に適するように処理するための経済的で工業規模の方法である。また必要とされるのは、(1)急勾配又はほぼ垂直な壁をもつ発泡対象物、及び(2)奥行き対幅の比が1:1を超える、背の高い発泡対象物を含む、広い範囲の形状寸法をもつ成形対象物を可能とする方法である。また更に必要とされるのは、連続的又は半連続的な工業生産必要条件に適合された方法である。また、そのような方法は環境への悪影響が最小限であることが望ましい。
【0022】
二酸化炭素などの非反応性ガスをポリマー中に溶解することにより、「可塑化効果」が得られ、ポリマーの流動学的特性及び熱的特性に影響を及ぼすことが発見された(例えば、2002年に台北で開かれたポリマー加工に関する地域会議で提示されたSurat Areeratらによる「ポリマー特性へのCO2の影響(Effects of CO2 on Polymer Properties)」を参照されたい(http://www.cheme.kyoto-u.ac.jp/6koza/pdf/H14/ID059.pdfで入手可能である))。驚くべきことに、ガスが溶解されたポリマーは、ガスが溶解されていないポリマーより劇的に低い温度でガラス転移を経験する。例えば、21℃、5MPaにて、CO2の濃度が約8〜9重量%となるような時間の間、PETを可塑化性ガスとしてのCO2に曝露すると、曝露された材料のガラス転移温度は少なくとも20℃押し下げられる。そのうえ、通常のガラス転移より高い所与の温度にて、ガスが溶解されたポリマー材料は、ガスが溶解されていないポリマーより低い粘度を有する。更に、溶解されたガスは、大気圧で時間をかけてポリマーから脱溶媒和する(desolvate)ので、可塑化効果は一時的で可逆的である。
【0023】
これらの発見に基づくと、可塑化効果をもたらすために十分な非反応性ガスが溶解された熱可塑性ポリマーを利用することにより、改良された熱成形が実践され得ることは当業者に明らかとなる。しかし、そのような熱成形を実際的な価値のあるものとするためには、可塑化効果を示すガス含浸ポリマーを連続的又は半連続的な方法により工業規模で製造するための手段が必要である。
【0024】
Kumarらへの米国特許第5,684,055号(参照により全体を本明細書中に援用する)は、固体状態のガス含浸ポリマーから発泡材料を製造するための方法を開示している。その方法においては、ポリマーシートのロールが提供され、ポリマーの複数の層間にガス流路形成手段が挟み込まれている。ロールは、ポリマー内部で所望のガス濃度を達成するために十分な時間、高圧で非反応性ガスに曝露される。次いで、飽和されたポリマーシートはガス流路形成手段から切り離される。‘055号においては次に、ポリマーシートは次に、ポリマーシートを加熱して泡の形成と生長を開始させることにより、ポリマーシートを発泡させる。しかし、好都合にも、ガス流路形成手段を用いてガス圧のもとでポリマーシートのガス含浸を促進させる手法は、ポリマーがその後に発泡されるかどうかにかかわらず、可塑化のためにポリマーにおける一般的なガス含浸のための工業的方法として利用することができる。
【0025】
しかしながら、ポリマーのガス含浸は、熱成形すべきポリマーを発泡させるために使用するときは、更に有利である。含浸ガスが可塑化性であるかどうかにかかわらず、発泡させた直後、室温で固体状態の発泡ポリマーは大気圧を超えるガスを含有する微小気泡を有する。したがって、そのようなポリマーは、硬化期間の必要がなく、硬化されている従来技術の発泡ポリマーのすぐれた熱成形品質をもつことが分かった。
【0026】
過度に長引いた期間硬化された従来技術の発泡ポリマーを、次いで、その気泡が高圧のガスにより飽和するように非反応性ガスに曝露すると、そのような材料の熱成形能が大いに改良されることが更に発見された。
【0027】
本発明の目的は、熱成形のために熱可塑性物質を処理するための方法であって、熱可塑性物質の可塑性が低温で可逆的に向上される方法を提供することである。本発明の更なる目的は、熱成形のために熱可塑性物質の粘度を所与の温度で低くするための方法を提供することである。本発明の更なる目的は、実際に従来技術においてその物質を少しでも熱成形することが可能である場合には、従来技術において可能であった温度よりも低い温度で熱可塑性物質を熱成形することを可能にすることであり、熱成形法の使用により、熱可塑性物質を加熱する必要なく、対象物を造形することを可能にすることを含む。本発明の更なる目的としては以下が挙げられる:硬化期間を必要としない発泡ポリマーを熱成形するための方法を提供すること;発泡から熱成形を通じて連続した、発泡ポリマーを熱成形するための方法を提供すること;長い期間硬化された慣用的な発泡ポリマーを、最適な熱成形のために再び適するように処理するための経済的で工業規模の方法を提供すること;そして、工業規模の連続的又は半連続的方法に適合でき、環境的に許容され得る、熱成形のための材料を改良するための方法を提供すること。
本発明の簡単な要旨
本発明は、熱成形において使用される熱可塑性物質の性能を向上するために固体状態のガス含浸法を利用する。ポリマーシートのロールを提供し、ガス流路形成手段を複数のポリマーの層間に挟み込む。このロールを、ポリマー内部で高圧ガスが高い濃度に達するのに十分な時間、高圧で非反応性ガスに曝露する。ガスが可塑化性ガスである場合は、曝露はポリマーの可塑化効果をもたらすために必要な時間行う。次いで、飽和されたポリマーシートをガス流路形成手段から切り離して、減圧し、続いて熱成形する。可塑化性ガスを利用する態様においては、曝露されたポリマーのガラス転移温度は低下するので、熱成形は、曝露されていないポリマーを熱成形するために使用される温度より低い温度で行うことができる。
【0028】
一部の応用において、本発明は、ガスへの曝露の間に高レベルの溶解ガスをつくることにより、熱成形前にポリマーを発泡させることを提供する。発泡を行う一部の態様において、泡の形成と生長は、減圧により自発的に進行するが、他の発泡させる態様においては、泡の形成と生長は、ポリマーシートをポリマーのガラス転移温度付近か又はそれより高い温度に加熱することにより開始、進行され、それにより、直ちに熱成形されるために準備された発泡ポリマーが製造される。発泡を行う態様において、発泡と熱成形の方法は連続的であってもよい。連続的な発泡と熱成形を行う好ましい態様において、発泡は成形の直前に加熱することにより行なわれる。加えて、慣用的に発泡されたポリマーの熱成形は、固体状態ガス含浸により向上され得ることに留意すべきである。
【0029】
発泡が望まれていない他の一部の態様において、本発明は、飽和ポリマーを圧力下で熱成形し、ポリマーを飽和ポリマーについてのガラス転移温度より低い温度に冷却し、次いでポリマーを減圧して、未発泡ポリマーの熱成形物品を製造することを提供する。
図面の簡単な説明
本発明の他の目的、利点、特色及び特徴、ならびに、方法、構造のうち関連した諸要素の方法、操作及び機能や、部品と組織の配置の組合せは、添付する図面(図面はすべて本明細書の一部を形成する)を参照しながら以下の説明と特許請求の範囲を考慮することにより明らかとなる。
本発明の具体的な説明
本発明は、熱成形のために熱可塑性物質の可塑性を可逆的に向上するための方法を対象とする。本方法は、一般的には、ガラス状非晶質、非ガラス状エラストマー、又は半結晶質熱可塑性のポリマー若しくはコポリマーに適用できる。本明細書中において多くの記載はPETに関して例証されているが、他のポリマー又はポリマー混合物をPETの代わりに、又はPETに加えて使用してもよいことは認識されるべきである。Mitsuko Takadaらによる「高い融解温度及び結晶化度のためのポリプロピレンのCO2アシスト結晶化(CO2-Assisted Crystallization of Polypropylene for Increased Melting Temperature and Crystallinity)」, Proceedings of Polymer Processing Society meeting, Hertogenbosh, Netherland, 1999年3月31日に開示されているように、適するガス−ポリマー系としてはCO2及びポリプロピレンが挙げられる。他のガス及び圧力を使用してもよい(例えば、CO2をポリエチレン、ポリ塩化ビニル、アクリロニトリルブタジエンスチレン、ポリカーボネート、ポリエチレンテレフタレート、及びポリプロピレンに関して使用してもよい;また、N2ガスをポリスチレンに関して使用してもよい)。これらの教示は、任意又はすべてのそのようなポリマーの熱成形のための可塑性を可逆的に向上することを包含するものと意図されている。
【0030】
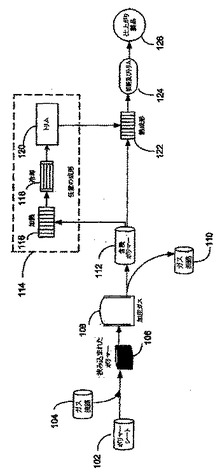
ここで図1を参照すると、次いで熱成形されるポリマー材料の可塑性を可逆的に向上するための一般的な方法が示されている。この方法では、ポリマーシート102にガス流路形成手段104を挟み込んで、ポリマー及びガス流路の挟み込みロール、積み重ねられたシート、またはフェスツーン108を形成する。ガス流路形成手段104は、好ましくは、可撓性のあるガス透過性材料の層からなる。多孔性紙シートが好ましい材料であるが、他のガス透過性材料、例えば、粒子状材料、ガーゼ、メッシュ、及び、織布又は不織布なども本発明において首尾よく使用することができる。
【0031】
別の態様では、ガス流路形成手段は、ガス透過性材料の形態ではなく機械的に提供してもよい。そのような機械的ガス流路形成手段は、ポリマー材料において取り付けられたか又は一体化された、出っ張り若しくは隆起のような一段高い部分であってもよい。材料は、このようにそれ自体で挟み込んでもよく、この一段高い部分はガス透過の際に材料の複数の層を引き離すのに役立つ。
【0032】
いずれの場合においても、挟み込まれた材料106は、次に高圧下で、ポリマー内部で所望のガス濃度、典型的にはPET−CO2系について少なくとも0.5重量%、を達成するのに十分な時間、ポリマー中に溶解することができる非反応性ガスに曝露する(108)。溶媒和されたガス濃度は、最低で、ポリマーにおいて可塑化効果をもたらすために必要な量でなければならないが、ガス含浸ポリマーが発生期フォームとなるほど高い必要はない。
【0033】
圧力への曝露108は、通常、室温(およそ摂氏21度)で行う。ポリマー内部のガス拡散速度を速めるためにより高い温度を使用してもよいが、低温では時間をかけて高いレベルのガス飽和がもたらされる。圧力は、ブースターポンプによりタンク供給圧力より高い圧力に変化させることができる。例えば、CO2を使用する場合の好ましいタンク圧力範囲は、約0.345〜5.2MPaである。これは、適するブースターポンプにより8.27MPaより高い圧力に増加させることができる。17.2MPa又はそれより高い圧力(超臨界CO2)の圧力が使用できる。
【0034】
好ましいガスは、処理されるポリマーに依存し得る。例えば、PET、PVC及びポリカーボネートを発泡させる際には二酸化炭素が好ましく、ポリスチレンを発泡させる際には窒素が好ましい。一部の態様においては、酸素百分率を圧力下で逆浸透法により1%〜20%まで低減させた大気である「改質空気」を、純粋な大気と同様に別法として使用してもよい。
【0035】
ポリマーロールをガスに曝露する時間の長さは、固体ポリマーシートの厚さ、特定のポリマー・ガス系、飽和圧力、及びポリマーへの拡散速度により変動し、通常、実験的に決定される。しかし、0.25mm〜2mmのシート厚さについては3〜100時間の期間が典型的に費やされる。例えば、厚さ0.5mmのPETシートをCO2で飽和させるときは、約15〜30時間の飽和時間が好ましい。
【0036】
ポリマー・ガス透過性材料シートの飽和に続いて、シートを常圧に戻し、ガス流路形成手段を取り外し(110)、可塑化効果を示すガス含浸ポリマー112のシートを得る。可塑化効果は、ガス含浸ポリマー112からガスが消散するにつれて徐々に元にもどる。
【0037】
一部の態様においては、含浸された可塑化ポリマー112を熱成形(122)する前に発泡させてもよく(114)、他の態様においては、未発泡の可塑化ポリマー112を直接熱成形する(122)。他の実施例においては、ガス飽和圧力、吸収ガス濃度レベル及び熱成形温度に依存して、熱成形の加熱工程の間に可塑化ポリマーを発泡させてもよいし、発泡させなくてもよい。
【0038】
一部の実施例における任意の発泡(114)について、ガス流路110からまき戻して、加熱ステーション116を通して張力の下で引き抜くことにより、ポリマーシート112をそのガラス転移温度より高い温度に加熱する。ポリマーシートは、それにより連続的な様式で発泡する。加熱ステーション116を通過した後、ポリマーを冷やして泡生成及び生長を停止させるために、ポリマーシートを冷却ステーション118(例えば、冷たい水浴、一組の冷却ローラー又は単に空気)に通過させて引き抜いてもよい。そのような態様において、加熱ステーション116の温度、ならびに、ポリマーシートを加熱ステーション116及び冷却ステーション118を通過させて引き抜く速度は、種々の泡サイズと密度をもつシートを提供するために変化させることができる。発泡後、ポリマーシートをトリム(120)し、次いで熱成形(122)させてもよい仕上がり発泡ポリマー材料が得られる。
【0039】
成形と同時に発泡を行ってもよい態様である場合、そのような態様は、材料を発泡させる追加の成形時間が必要であり、それゆえ、高処理量の生産要求に適合させることは難しい。高処理量生産要求に好ましい態様は、加熱ステーション116を使用して、飽和したポリマーを発泡と熱成形の両方に適する温度に加熱し、次いで、材料122を冷却ステーション118を用いることなくすぐに熱成形する。
【0040】
驚くべきことに、使用されるガスは非反応性であり、ポリマーを化学的に変化させないが、ガス飽和によりポリマーは可逆的に可塑化されるため、そのガラス転移温度は効果的に低下され、ポリマーのみかけ上のガラス転移温度より低い温度で若干の発泡が可能となる。実際、ガス圧力への曝露が十分に低い温度又は十分に高い圧力で起こる場合は、ポリマー中の溶媒和されたガス圧力は十分であり、その結果、大気圧への減圧により、ガスの脱溶媒和が、室温でのポリマーの降伏強度にまさり、泡の生成及び形成が引き起こされ、それによりポリマーが発泡する。そのような場合、所望の発泡の程度に依存して、材料の加熱116とそれに伴う冷却118をまったく必要とすることなく、発泡ポリマー材料をつくることが可能である。
【0041】
上述の方法にしたがってガス含浸ポリマーを発泡させることの驚くべき有意な結果は、得られるポリマーフォーム中の微小気泡が、大気圧より高く加圧されたガスを含有するということである。熱成形の温度にて、微小気泡に捕捉された加圧ガスの効果は、微小気泡の二次膨張をつくることであり、それにより、気泡は座屈又は崩壊しないように維持される。更に、ガスが可塑化性である場合、気泡の壁でのポリマーは高度に可塑化され、更にポリマーの効果的な可塑化が向上され、それにより、所与の温度で予期されるより低い粘度の発泡ポリマーが得られる。
【0042】
従来技術の方法によりすでに発泡されたポリマーに次いでガスを含浸させると、同様の結果が得られる。発泡ポリマー中の微小気泡は圧力下でガスを蓄え、曝露の後で加圧ガスを保持する。そのようなガス含浸された従来技術の発泡ポリマーを次いで熱成形する場合、気泡壁は、同様に座屈と崩壊に耐え、ガスが可塑化性である場合は、ポリマーの粘度は、熱成形温度にて、非処理の従来技術による発泡ポリマーの粘度より低い。
【0043】
いずれの場合においても、未発泡の含浸ポリマー112、又はガス含浸発泡ポリマー114のいずれかを熱成形させてもよい(122)。先に説明したとおり、可塑化されたガス含浸材料から製品を熱成形するために必要な温度は、可塑化効果なしの同じ材料についての温度より一般的に低く、多くの場合有意に低い。驚くべきことに、ポリマーが可塑化性ガスにより高度に飽和されたガス/ポリマー系について、材料が室温で「熱成形される」ように、ポリマーを十分に可塑化してもよい。そのうえ、ポリマーの粘度は可塑化効果により低下するので、所与の熱成形方法について、可塑化された材料を熱成形するときは、可塑化されていない材料では可能であるよりもきわだった細部と深い「溝(draw)」が可能である。PETフォームによる真空成形のような一部の場合において、可塑化されていないポリマーでは熱成形することができない物品を熱成形することができる。
【0044】
未発泡物品が望ましいときは、使用すべき飽和ポリマーが大気圧で熱成形するときに発泡するかもしれないので、熱成形は圧力下で行ってもよい。図1に戻って参照すると、そのような未発泡物品について、圧力下でガスにより飽和させた後(108)、ガス流路形成手段を取り外して(110)、飽和ポリマー112を圧力下に維持しながら熱成形する(122)。当業者により理解されるように、熱成形された物品を、次いでそのガラス転移温度より低い温度、又はその物品が大気圧で発泡する温度より低い温度まで冷やし、次いで減圧して、熱成形された未発泡物品が得られる。
【0045】
いずれの場合においても、熱成形(122)後に、次いで物品を、当業者がよく熟知している方法にしたがって、必要によりカットしトリムして、仕上がり物品126を形成する。有意なことには、関係する方法はポリマーの化学的性質に殆ど又はまったく不可逆的な影響を及ぼさないので、また、熱酸化的分解は熱的要求が低いために最小限であるので、この方法からの廃品は、物品を熱成形するために、従来技術の方法からの廃品よりリサイクル可能でありそれゆえ価値が高い。そのうえ、本方法には非反応性ガスのみが使用されることから、環境的に健全である。
実施例:
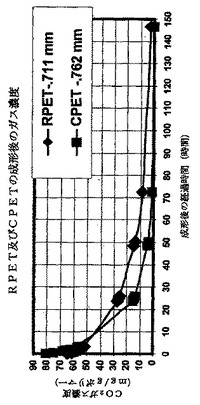
実施例1の試験。以下の各実施例において、厚さ0.762mmの未使用PETを、摂氏21度にて67.25時間、4MPaの圧力でCO2により飽和した。減圧後10分以内に、この飽和させた材料を摂氏100度にて発泡させ、殆ど又はまったく目立たないスキン層と荒い表面テクスチャをもつ発泡ポリマーを得た。熱成形オーブンを一定温度(摂氏約550度)に保持した。熱成形した可塑性物質の温度は、加熱する時間とともに上昇した。面積延伸比2.4、高さ11.11cm、頂部開口8.636cm、高さ対幅の比1.29、底部直径5.842cm、垂直からの平均壁角度6.5度である片面成形用雄型を使用した。発泡後の脱気時間を変化させて、有意なスキン層を持たない発泡対象物の異なる温度での熱成形に関して、脱気の影響を観察した。図2に示すように、発泡後の脱気経過時間が熱成形前に増加すると、ポリマー中のガス濃度は減少する。
1.発泡後脱ガス時間10〜19分での試験:
成形圧力:0.31MPa。すべての試験において熱成形中の二次膨張が観察された。
【0046】
試験1:加熱時間0.7秒:フォームが壊れた、カップ無し、
試験2:加熱時間10秒:カップが形成された、若干のしわ、良好な鋳型細部精度
試験3:加熱時間15秒:膨れと発泡−気泡の二次膨張を保つのに十分なスキンではなかった。
2.発泡後脱ガス時間2.5時間での試験:
成形圧力:0.31MPa。すべての試験において熱成形中の二次膨張が観察された。
【0047】
試験1:加熱時間8秒:フォームが壊れた、圧延無し(十分な延性がないことを示す)
試験2:加熱時間12秒:カップが形成された、良好な鋳型細部精度、若干のしわ
3.発泡後脱ガス時間23時間での試験:
成形圧力:0.31MPa。いずれの試験においても熱成形機中の二次膨張は認められなかった。
【0048】
試験1:加熱時間4秒:カップが形成された、精度が悪い、しわがない、
試験2:加熱時間8秒:カップが形成された、精度が悪い、しわがない、
試験3:加熱時間10秒:カップが形成された、鋳型細部精度が悪い、しわがない、
4.発泡後脱ガス時間51時間での試験:
成形には0.758MPaの成形圧力が必要であった。いずれの試験においても熱成形機中の二次膨張は認められなかった。
【0049】
試験1:加熱時間4秒:対象物が約5cmの奥行きに達したとき、可塑性物質をクランプフレームから引き出した。
試験2:加熱時間8秒:可塑性物質を完全な奥行きでクランプフレームから引き出した、部分的カップ
試験3:加熱時間14秒:部分的にカップが形成された、可塑性物質クランプフレームでは延伸に対して可塑性シートが保持されなかった
実施例1 結論:厚い又は顕著なスキンなしでフォームを熱成形する場合:
a.発泡後の脱ガス時間が短いと、加熱時間(発泡温度)が制限されて、熱成形するのに低すぎる温度となった−より長い時間により膨れが引き起こされた;
b. ガス濃度対成形性(延性)の最良の妥協は、数時間の脱着時間であった;
c.脱ガス時間が長いと成形性が低下した。51時間では、110psiの成形圧力であっても、延性が低いために加熱時間14秒でカップを形成することができず、23時間の脱ガス時間では、45psiの圧力にて加熱時間4秒でカップがつくられた;
d. 熱成形機における二次膨張は、細部−を増やす
実施例2の試験。以下の各実施例において、厚さ0.762mmの未使用PETを、摂氏21度にて26時間、5MPaの圧力でCO2により飽和した。減圧後成形前の脱着時間を変化させることにより、種々の厚さをもつスキンをつくった。飽和させ部分的に脱着された材料を、摂氏105度で2分間発泡させ、未発泡ポリマーに対して21%の密度をもつ発泡ポリマーを得た。熱成形オーブンを一定温度(摂氏約550℃)に保持した。熱成形した可塑性物質の温度は、加熱する時間に比例した。面積延伸比1.7、高さ8.73cm、頂部開口7.62cm、高さ対幅の比1.31、底部直径5.08cm、垂直からの平均壁角度6.5度である片面成形用雄型を使用した。
試験セット1:減圧10〜20分以内の発泡:発泡10以内で熱成形を試みた。10〜15秒の加熱時間ではカップは適切に形成されなかった。加熱時間を増加させると、カップに歪みと膨れを引き起こした。これらのカップは、形成を試みる間に可塑性物質が裂けた。肉眼に明らかなスキンは形成されなかった。
試験セット2:発泡前の脱着1.5時間。発泡材料上になめらかな光沢あるスキンが観察された。すべてのカップは、面積延伸比2.1であった。
【0050】
a.発泡後脱ガス38分。熱成形加熱時間9秒:表面細部が良好なカップ。クランプフレームは、可塑性物質を保持した。
b.19時間脱ガス、発泡後50分、熱成形加熱時間10秒:精度の悪いカップ;可塑性物質はクランプフレームから滑り出た。
【0051】
c.99時間脱ガス、発泡後30分、熱成形加熱時間30秒以上:精度の悪いカップ。クランプフレームは、可塑性物質の高い剛性に対して可塑性物質を保持することができなかった。
【0052】
d.発泡後135時間脱ガス、熱成形加熱時間30秒以上:非常に精度の悪いカップ。クランプフレームは、可塑性物質の高い剛性に対して可塑性物質を保持することができなかった。
【0053】
e.発泡後135時間脱ガス、熱成形加熱時間40秒:カップフォーム壁は、スパイダーウェブ効果(spider web effect)をつくることにより融解した。有用な結果はない。
実施例2 結論:
a.脱ガス時間が長いと対象物形成のためにより高い温度を必要とした。
【0054】
b.6.0〜7.0%より高いガス濃度により、成形性において有意な向上がみられ、より深い溝が可能となった。
c.ガス濃度およそ0.5重量%では、延性は殆どPETに付与されない。
実施例3の試験。摂氏21度にてCO2により圧力5MPaで40時間飽和させた、厚さ0.889mmの再利用PETに関して多数の試験を行った。顕著なスキンを形成するため、ポリマーを減圧して、およそ390分間、CO2を脱着させた。次いで、ポリマーを、摂氏550度にて赤外線ヒーターにおいて10〜30秒の様々な時間発泡させ、その後すぐに熱成形した。面積延伸比1.97、高さ11.11cm、頂部開口8.26cm、高さ対幅の比1.31、底部直径5.72cm、垂直からの平均壁角度7.0度である片面成形用雄型を使用した。得られる発泡対象物の相対密度は、未発泡ポリマーに対して平均20%であった。
実施例3 結論:ガス含浸ポリマーを用いて発泡から熱成形までの連続的な処理が可能であり、急な壁を有し高さ対幅の比が1:1を超える、相対的に密度が低い対象物が得られる。
実施例1を実施例2及び3と比較すると、堅牢で完全なスキンにより強度が増し、それにより、溝を深くすることが可能となり、また、そのスキンは二次膨張を含み、それにより、高いガス濃度であっても膨れの形成が妨げられることは明らかである。完全なスキンにより、従来技術によるフォーム熱成形において広く使用された閉鎖型工作機械ではなく、開放型片面工作機械の使用が可能となる。
【0055】
これまでの具体的な説明は特定のものを多くを含むが、これらは本発明の範囲を限定するものと解釈すべきではなく、単にこの発明の現在の好ましい態様の一部の例示を提供するものと解釈すべきである。本発明の範囲内において種々の他の態様及び派生した態様が可能であり、それらのうち多くは上述の一般的な項において説明してある。
【0056】
本発明は一定の程度の特定性をもって説明されているが、本発明の精神及び範囲から逸脱することなく本発明の諸要素は当業者により変更されうることは理解すべきである。したがって、本発明は、本明細書中に示される特定の形態に限定されるとは意図されていないが、反対に、本発明の範囲内に合理的に含むことができる、そのような変更、修飾及び均等物を包含することは意図されている。本発明は、本明細書に添付される特許請求の範囲、及びその均等物のみにより限定される。
【図面の簡単な説明】
【0057】
【図1】図1は、本発明にしたがってポリマーを可塑化し、可塑化したポリマーから物品を熱成形するための工程図である。
【図2】図2は、固体状態法により発泡したポリマーにおける、CO2ガス濃度対発泡からの経過時間を示す図である。
【発明の開示】
【0001】
関連出願に対する相互参照
本出願は、「熱成形された発泡熱可塑性パッケージング」と題する、2003年5月17日付けで出願された米国仮出願番号60/471,477の優先権を主張する。
発明の背景
発明の分野
この発明は、熱成形された熱可塑性ポリマー物品を製造する方法に関する。更に具体的には、この発明は、熱成形する前にポリマーにガスを含浸させることにより可能となる熱成形改良法に関する。
関連技術の説明
現代生活においては、熱成形法を使用して多様な形状の物品が製造されている。熱可塑性である熱成形シートから製造される製品としては、トレイ、ボウル、ビーカー、標識、書類カバンの骨組み、冷蔵庫のドアライナー、及びパッケージが挙げられる。
【0002】
熱成形に使用される熱可塑性材料としては、アクリル樹脂、低密度ポリエチレン(LDPE)、高密度ポリエチレン(HDPE)、ポリプロピレン(PP)、及びポリエチレンテレフタレート(PET)が挙げられる。ポリエチレンテレフタレートは、結晶質ポリエステル(CPET)ならびにグリコール化ポリエステル(PETG)としていずれも結晶質の形態である。また、発泡された材料(特に、ポリスチレンフォーム)も熱成形される。
【0003】
熱成形法は、熱可塑性のシート材料又はフィルムに対して、多くの場合は赤外線の形態で熱を施用して、その材料を熱可塑性物質が柔軟で曲げやすくなる温度、一般には、従来技術において摂氏120度〜180度の温度まで上げることを必然的に伴う。その後、特定の熱成形法に依存して、軟化された熱可塑性材料を造形し、所望の形状を保持する温度まで冷却する。次いで、成型されたシートを切断し、トリムして、成型された熱成形物品を得る。
【0004】
当業者により理解されているように、熱成形とは一般に、熱可塑性材料の造形物品を製造するための関連する一組の方法をいう。熱成形に含まれるのは、真空成形、圧力補助熱成形、高精度熱成形、ドレープ成形、プレス成形、及び直線曲げ(line bending)の方法である。
【0005】
真空成形においては、加熱されたシートが、真空を施用することにより雄型又は雌型の成形型上で形をつくるように吸い込まれる。この熱成形法の主要な制限は、必然的に対象物の端及び角が常にある程度丸められ、重要なアンダーカット又は再入が可能でないことである。真空成形は、経済的で高生産量を可能とする簡単な技術である。
【0006】
慣用的な真空成形とは異なり、圧力補助熱成形において使用される成形型は一般に雌型である。プラスチックシートは、空気圧力を用いて鋳型に押し入れられる。一般に非常に速い速度での生産には適さないが、この手法により製造される対象物では、はっきりとした細部、90度角、複雑な造作を与えることができる。
【0007】
高精度熱成形は、特別に適合された成形機械を使用する。この方法は、微孔性で通気性のアルミニウム複合材のような先進の成形材料に関して圧力箱と雌型の成形型を利用して、慣用的な真空成形に付随する高い生産速度と低いコストを保持しながら、圧力補助熱成形において達成されるものに近い構成の精度を与える。
【0008】
ドレープ成形は、単に、加熱されたシートを圧力を使用しないで雄型の鋳型の上か又は雌型のフォーマー中にかける。ただ一つの湾曲対象物のみを形成することができる。圧力を施用しないで、単純な曲線を使用するので、シートは成形の間に薄くならない。この方法は、衝撃強度が必須である場所にポリカーボネートのシートを造形するのに特に有用である。
【0009】
プレス成形は、最も初期の成形手法のうちの1つである。加熱されたシートは、鋳造された成形型からの直接的な圧力を用いて、文字通り形状へとプレスされる。もともとは流延アクリル樹脂シートを造形するために開発され、現在は、PVC、ポリカーボネート、及びPETを加工するために使用されている。構成の形状は、真空成形よりも複雑でないものでなければならないが、この方法による製造はゆがみが少ない。光学的な明度が透明又は半透明の仕上がりであることは必要な場合は、好ましい手法である。
【0010】
直線曲げは、シート状の熱可塑性物質を曲げたりたたんだりすることにより造形するために使用される。ストリップヒーターを使用して、予め切断しプラスチックシートの一部に局所的に熱を施用する。これにより「熱い中心点」がつくられ、シートを必要とする形状に成形することが可能となる。冷却する間は、治具を使用してプラスチックを支える。
【0011】
使用される方法にかかわらず、すべての熱成形は、熱可塑性材料が、熱可塑性ポリマー分子を固体の構造的形態に保持しているファン・デル・ワールス力のために、低温にて比較的固いという原理に基づいている。所与の熱可塑性物質について、温度が上がるにつれて、その分子のガラス転移温度(Tg)と称される温度にて分子の運動エネルギーが比較的弱いファン・デル・ワールス力に一般に打ち勝ち、その高分子材料が可塑化されるまでは、ポリマー分子の運動エネルギーは増加する。可塑化された状態において、ポリマー分子は完全な液体形態ではないが、互いに滑動することができ、材料は一定の形状を保持することなく曲げることが可能となる。したがって、熱成形とは、可塑化されるまでは単にポリマーを加熱し、ポリマーを成形し、次いで、ポリマーがガラス転移温度より低い温度になり、独立してその形状を保持するまで、物理的にその形状を保持しながら冷却させることである。
【0012】
可塑化は、集合した分子挙動の結果であり、ある意味では程度の現象である。ガラス転移温度では、有意な数のポリマー分子が弱いファン・デル・ワールス力による固体状態の保持から緩和され、ポリマー材料の粘度は劇的に低下するが、材料はまだ液体ではない。しかし、有意なことには、材料の温度がそのガラス転移温度より高い温度に上昇するにつれて、より多くの割合のポリマー分子が弱いファン・デル・ワールス力に打ち勝ち、温度の上昇により粘度は更に低下する。温度がポリマーの融解温度(Tm)に到達すると、実質的にすべてのポリマー分子の運動エネルギーが、材料が自由に流れる程度まで劇的に分子間力に打ち勝つ。
【0013】
熱成形においては、可塑化された熱可塑性物質の流動学的挙動は、高品質商品を成形する際に非常に重要である。当業者によって十分認識されているように、多くの場合、可塑化された材料は非常に低い粘度を有し、それにより、軟化されたポリマーにおいて最大限の細部、鋭い角を呈することが可能であり、対象物に対して必要とされ使用される方法により可能であるときは、隆起した造作、くぼみ、及び凹角を呈することが可能であることが望ましい。したがって、熱成形をする際の一般的な慣習は、熱可塑物質をそのガラス転移温度より十分高い温度であるがその融点より低い温度に加熱することにより、成形前に低い塑性粘度を得ることである。
【0014】
熱成形の従来技術には、多くの欠点がある。低い塑性粘度のために必要とされる高い温度は、より大きなエネルギー入力を必要とするので、熱成形のコストは追加される。費用のかからない及び/又は高生産量の方法により塑性粘度が細部を表現するのに不十分である場合は、結果を達成するために、より費用のかかる及び/又は低生産量の熱成形方法を使用することが必要となる。ポリマー材料をより高い温度に供すると、熱酸化的分解を受け、ポリマー鎖が壊れポリマーは再利用が困難となりその価値を減ずる。それに加えて、従来技術においては、ある種の熱成形用途のためにたとえどんなに高い温度に加熱しても、一部のポリマー材料は簡単には粘度を十分に低下させることができない。
【0015】
発泡ポリマー材料の従来技術の熱成形は、更なる問題を提示している。従来技術において、発泡ポリマーは発泡押出しによりつくられる。発泡押出しは、溶融されたポリマー混合物中に非反応性の起泡性ガスを生成させるか又は押し込み、あるいは別の方法では、溶融されたポリマーの内部で化学反応によりガスをつくり、それにより、溶融物中に泡を形成することを伴う。混合物は冷却されて、泡の周囲で硬化し、泡は固体のフォーム材料においてガスが充填された小さい気泡となる。
【0016】
従来技術の発泡ポリマーは、押出し後の数日間発泡ポリマーを大気に曝す「硬化」の期間が必要であり、発泡押出しの直後に熱成形するには適していない。硬化処理は、一般的には以下の理由のために必要である。発泡押出しの後で冷却すると起泡性ガスが熱収縮するため、新しく冷却された発泡ポリマー中の堅い気泡は、大気圧よりかなり低い圧力(およそ0.5気圧)の起泡性ガスを含有する。この低い絶対圧で成形すると、おそらく、気泡壁の座屈と気泡の崩壊が引き起こされることになる。気泡壁は、起泡性ガス中に使用される種々のガスよりも、大気ガスに対して透過性が高いので、硬化の間に大気ガスが浸透圧により発泡ポリマー中の気泡に入り込んで、初期には実際に気泡中の圧力は大気圧より高い圧力(およそ1.5気圧)まで増加する。従来技術の発泡ポリマーは、気泡が大気圧よりも高くなるところまで硬化すると、発泡ポリマー中の付加的圧力により加熱するとポリマーが二次的に膨張するので、熱成形は主として促進される。加圧された気泡は、熱成形の間、崩壊と変形に抵抗し、それにより、すぐれた熱成形発泡製品が得られる。
【0017】
しかし、従来技術の発泡ポリマーを熱成形前に長期間大気に曝すと、捕捉されている起泡性ガスが徐々にポリマーフォーム中の気泡から消散し、気泡の圧力は大気圧に近づく。したがって、硬化のための最適期間を越えて貯蔵されたポリマーフォームを熱成形すると、フォーム中の実質的な割合の微小気泡が熱成形の間に崩壊又は変形し、成形の間に裂けるか又は変形する可能性のある、あるいは、粗悪な熱成形発泡製品をもたらす可能性のある材料が得られてしまう。従来技術の発泡ポリマーは再使用することがただ困難であることから、そのような消耗された発泡ポリマーを発泡押出しして硬化させる処理を繰り返すことは、一般的には、経済的に実行可能な選択ではない。
【0018】
従来技術の熱成形の更に別の制限は、加熱された従来技術の発泡材料の流動学的挙動に関連し、その挙動により、かかる材料により成形することができる製品の形状寸法は制限される。従来技術においては、熱成形温度にて可塑性、強度及び延性が不充分である場合、対象物の壁の急勾配が制限され、それにより垂直から35度未満の壁角度が不可能であり、更に対象物の相対的な高さも制限され、それにより1:1を超える奥行き対幅の比を達成することができない。
【0019】
従来技術によるフォーム熱成形の更に別の制限は、未処理の従来技術の発泡材料においては連続的で滑らかな表皮が欠如していることであり、熱成形された対象物は、外観が不良であり、耐久性が低く、耐錆性が欠如し、他の不所望な品質を有する。表皮の欠如により、従来技術の発泡材料は加熱及び熱成形の間に膨れが生じるか又は裂ける可能性があり、そのような材料の熱成形に関する適合性は制限される。従来技術においては、これらの欠点を扱う試みにおいて、未発泡材料の異なる表皮を発泡材料に積層するか、又は付着させてもよいが、表皮を付着すると材料とそれから成形される対象物が再利用に適さなくなるため、後者は経済的及び環境的な犠牲を伴う。従来技術の熱成形発泡材料のこれらの欠点を扱う試みとしては、更に、密閉鋳型又は二つの側面を有する鋳型の使用が挙げられるが、当業者により良く理解されているように、かなり高い工作機械コストを必要とし、生産ライン効率は低い。
【0020】
したがって、当業者には明らかであるように、従来技術において発泡ポリマーを熱成形するための方法には、いくつかの有意な障害がある。第一に、硬化期間が必要であるので、ポリマーを発泡させる処理とポリマーを熱成形する処理は必然的に不連続であり、産業効率はよくない。第二に、過度に長引いた期間硬化された発泡ポリマーは、熱成形のための価値を失い、その損失に対して従来技術では満足できる救済策を提供できない。第三に、従来技術の材料により熱成形された発泡対象物の形状寸法はかなり制限される。第四に、一体型の表皮の欠如により、未発泡材料の層の接着、及び/又は、生産ライン効率の減少を伴う費用のかかる工作機械の使用を必要とする可能性がある。
【0021】
必要とされるのは、熱可塑性物質の可塑性が低温で可逆的に向上され得る、熱可塑性材料を熱成形のために処理する方法である。更に必要とされるのは、熱可塑性材料を処理する方法であって、それにより、その物質のガラス転移温度と溶融温度の間の所与の温度でのその物質の粘度が、従来技術における物質の粘度よりも低くなる方法である。更に必要とされるのは、熱可塑性物質を処理する方法であって、その結果、熱可塑性物質を低温で熱成形でき、より経済的な生産を可能とし、熱成形されたポリマーの再利用性が向上される方法である。なお更に、必要とされるのは、硬化期間を必要としない発泡ポリマーを熱成形するための方法である。また更に必要とされるのは、熱成形の間に、フォーム表面上での膨れの形成を抑制する方法である。また更に必要とされるのは、発泡から熱成形を通じて連続的である、発泡ポリマーを熱成形するための方法である。加えて、必要とされるのは、長い期間硬化された慣用的な発泡ポリマーを、再び最適な熱成形に適するように処理するための経済的で工業規模の方法である。また必要とされるのは、(1)急勾配又はほぼ垂直な壁をもつ発泡対象物、及び(2)奥行き対幅の比が1:1を超える、背の高い発泡対象物を含む、広い範囲の形状寸法をもつ成形対象物を可能とする方法である。また更に必要とされるのは、連続的又は半連続的な工業生産必要条件に適合された方法である。また、そのような方法は環境への悪影響が最小限であることが望ましい。
【0022】
二酸化炭素などの非反応性ガスをポリマー中に溶解することにより、「可塑化効果」が得られ、ポリマーの流動学的特性及び熱的特性に影響を及ぼすことが発見された(例えば、2002年に台北で開かれたポリマー加工に関する地域会議で提示されたSurat Areeratらによる「ポリマー特性へのCO2の影響(Effects of CO2 on Polymer Properties)」を参照されたい(http://www.cheme.kyoto-u.ac.jp/6koza/pdf/H14/ID059.pdfで入手可能である))。驚くべきことに、ガスが溶解されたポリマーは、ガスが溶解されていないポリマーより劇的に低い温度でガラス転移を経験する。例えば、21℃、5MPaにて、CO2の濃度が約8〜9重量%となるような時間の間、PETを可塑化性ガスとしてのCO2に曝露すると、曝露された材料のガラス転移温度は少なくとも20℃押し下げられる。そのうえ、通常のガラス転移より高い所与の温度にて、ガスが溶解されたポリマー材料は、ガスが溶解されていないポリマーより低い粘度を有する。更に、溶解されたガスは、大気圧で時間をかけてポリマーから脱溶媒和する(desolvate)ので、可塑化効果は一時的で可逆的である。
【0023】
これらの発見に基づくと、可塑化効果をもたらすために十分な非反応性ガスが溶解された熱可塑性ポリマーを利用することにより、改良された熱成形が実践され得ることは当業者に明らかとなる。しかし、そのような熱成形を実際的な価値のあるものとするためには、可塑化効果を示すガス含浸ポリマーを連続的又は半連続的な方法により工業規模で製造するための手段が必要である。
【0024】
Kumarらへの米国特許第5,684,055号(参照により全体を本明細書中に援用する)は、固体状態のガス含浸ポリマーから発泡材料を製造するための方法を開示している。その方法においては、ポリマーシートのロールが提供され、ポリマーの複数の層間にガス流路形成手段が挟み込まれている。ロールは、ポリマー内部で所望のガス濃度を達成するために十分な時間、高圧で非反応性ガスに曝露される。次いで、飽和されたポリマーシートはガス流路形成手段から切り離される。‘055号においては次に、ポリマーシートは次に、ポリマーシートを加熱して泡の形成と生長を開始させることにより、ポリマーシートを発泡させる。しかし、好都合にも、ガス流路形成手段を用いてガス圧のもとでポリマーシートのガス含浸を促進させる手法は、ポリマーがその後に発泡されるかどうかにかかわらず、可塑化のためにポリマーにおける一般的なガス含浸のための工業的方法として利用することができる。
【0025】
しかしながら、ポリマーのガス含浸は、熱成形すべきポリマーを発泡させるために使用するときは、更に有利である。含浸ガスが可塑化性であるかどうかにかかわらず、発泡させた直後、室温で固体状態の発泡ポリマーは大気圧を超えるガスを含有する微小気泡を有する。したがって、そのようなポリマーは、硬化期間の必要がなく、硬化されている従来技術の発泡ポリマーのすぐれた熱成形品質をもつことが分かった。
【0026】
過度に長引いた期間硬化された従来技術の発泡ポリマーを、次いで、その気泡が高圧のガスにより飽和するように非反応性ガスに曝露すると、そのような材料の熱成形能が大いに改良されることが更に発見された。
【0027】
本発明の目的は、熱成形のために熱可塑性物質を処理するための方法であって、熱可塑性物質の可塑性が低温で可逆的に向上される方法を提供することである。本発明の更なる目的は、熱成形のために熱可塑性物質の粘度を所与の温度で低くするための方法を提供することである。本発明の更なる目的は、実際に従来技術においてその物質を少しでも熱成形することが可能である場合には、従来技術において可能であった温度よりも低い温度で熱可塑性物質を熱成形することを可能にすることであり、熱成形法の使用により、熱可塑性物質を加熱する必要なく、対象物を造形することを可能にすることを含む。本発明の更なる目的としては以下が挙げられる:硬化期間を必要としない発泡ポリマーを熱成形するための方法を提供すること;発泡から熱成形を通じて連続した、発泡ポリマーを熱成形するための方法を提供すること;長い期間硬化された慣用的な発泡ポリマーを、最適な熱成形のために再び適するように処理するための経済的で工業規模の方法を提供すること;そして、工業規模の連続的又は半連続的方法に適合でき、環境的に許容され得る、熱成形のための材料を改良するための方法を提供すること。
本発明の簡単な要旨
本発明は、熱成形において使用される熱可塑性物質の性能を向上するために固体状態のガス含浸法を利用する。ポリマーシートのロールを提供し、ガス流路形成手段を複数のポリマーの層間に挟み込む。このロールを、ポリマー内部で高圧ガスが高い濃度に達するのに十分な時間、高圧で非反応性ガスに曝露する。ガスが可塑化性ガスである場合は、曝露はポリマーの可塑化効果をもたらすために必要な時間行う。次いで、飽和されたポリマーシートをガス流路形成手段から切り離して、減圧し、続いて熱成形する。可塑化性ガスを利用する態様においては、曝露されたポリマーのガラス転移温度は低下するので、熱成形は、曝露されていないポリマーを熱成形するために使用される温度より低い温度で行うことができる。
【0028】
一部の応用において、本発明は、ガスへの曝露の間に高レベルの溶解ガスをつくることにより、熱成形前にポリマーを発泡させることを提供する。発泡を行う一部の態様において、泡の形成と生長は、減圧により自発的に進行するが、他の発泡させる態様においては、泡の形成と生長は、ポリマーシートをポリマーのガラス転移温度付近か又はそれより高い温度に加熱することにより開始、進行され、それにより、直ちに熱成形されるために準備された発泡ポリマーが製造される。発泡を行う態様において、発泡と熱成形の方法は連続的であってもよい。連続的な発泡と熱成形を行う好ましい態様において、発泡は成形の直前に加熱することにより行なわれる。加えて、慣用的に発泡されたポリマーの熱成形は、固体状態ガス含浸により向上され得ることに留意すべきである。
【0029】
発泡が望まれていない他の一部の態様において、本発明は、飽和ポリマーを圧力下で熱成形し、ポリマーを飽和ポリマーについてのガラス転移温度より低い温度に冷却し、次いでポリマーを減圧して、未発泡ポリマーの熱成形物品を製造することを提供する。
図面の簡単な説明
本発明の他の目的、利点、特色及び特徴、ならびに、方法、構造のうち関連した諸要素の方法、操作及び機能や、部品と組織の配置の組合せは、添付する図面(図面はすべて本明細書の一部を形成する)を参照しながら以下の説明と特許請求の範囲を考慮することにより明らかとなる。
本発明の具体的な説明
本発明は、熱成形のために熱可塑性物質の可塑性を可逆的に向上するための方法を対象とする。本方法は、一般的には、ガラス状非晶質、非ガラス状エラストマー、又は半結晶質熱可塑性のポリマー若しくはコポリマーに適用できる。本明細書中において多くの記載はPETに関して例証されているが、他のポリマー又はポリマー混合物をPETの代わりに、又はPETに加えて使用してもよいことは認識されるべきである。Mitsuko Takadaらによる「高い融解温度及び結晶化度のためのポリプロピレンのCO2アシスト結晶化(CO2-Assisted Crystallization of Polypropylene for Increased Melting Temperature and Crystallinity)」, Proceedings of Polymer Processing Society meeting, Hertogenbosh, Netherland, 1999年3月31日に開示されているように、適するガス−ポリマー系としてはCO2及びポリプロピレンが挙げられる。他のガス及び圧力を使用してもよい(例えば、CO2をポリエチレン、ポリ塩化ビニル、アクリロニトリルブタジエンスチレン、ポリカーボネート、ポリエチレンテレフタレート、及びポリプロピレンに関して使用してもよい;また、N2ガスをポリスチレンに関して使用してもよい)。これらの教示は、任意又はすべてのそのようなポリマーの熱成形のための可塑性を可逆的に向上することを包含するものと意図されている。
【0030】
ここで図1を参照すると、次いで熱成形されるポリマー材料の可塑性を可逆的に向上するための一般的な方法が示されている。この方法では、ポリマーシート102にガス流路形成手段104を挟み込んで、ポリマー及びガス流路の挟み込みロール、積み重ねられたシート、またはフェスツーン108を形成する。ガス流路形成手段104は、好ましくは、可撓性のあるガス透過性材料の層からなる。多孔性紙シートが好ましい材料であるが、他のガス透過性材料、例えば、粒子状材料、ガーゼ、メッシュ、及び、織布又は不織布なども本発明において首尾よく使用することができる。
【0031】
別の態様では、ガス流路形成手段は、ガス透過性材料の形態ではなく機械的に提供してもよい。そのような機械的ガス流路形成手段は、ポリマー材料において取り付けられたか又は一体化された、出っ張り若しくは隆起のような一段高い部分であってもよい。材料は、このようにそれ自体で挟み込んでもよく、この一段高い部分はガス透過の際に材料の複数の層を引き離すのに役立つ。
【0032】
いずれの場合においても、挟み込まれた材料106は、次に高圧下で、ポリマー内部で所望のガス濃度、典型的にはPET−CO2系について少なくとも0.5重量%、を達成するのに十分な時間、ポリマー中に溶解することができる非反応性ガスに曝露する(108)。溶媒和されたガス濃度は、最低で、ポリマーにおいて可塑化効果をもたらすために必要な量でなければならないが、ガス含浸ポリマーが発生期フォームとなるほど高い必要はない。
【0033】
圧力への曝露108は、通常、室温(およそ摂氏21度)で行う。ポリマー内部のガス拡散速度を速めるためにより高い温度を使用してもよいが、低温では時間をかけて高いレベルのガス飽和がもたらされる。圧力は、ブースターポンプによりタンク供給圧力より高い圧力に変化させることができる。例えば、CO2を使用する場合の好ましいタンク圧力範囲は、約0.345〜5.2MPaである。これは、適するブースターポンプにより8.27MPaより高い圧力に増加させることができる。17.2MPa又はそれより高い圧力(超臨界CO2)の圧力が使用できる。
【0034】
好ましいガスは、処理されるポリマーに依存し得る。例えば、PET、PVC及びポリカーボネートを発泡させる際には二酸化炭素が好ましく、ポリスチレンを発泡させる際には窒素が好ましい。一部の態様においては、酸素百分率を圧力下で逆浸透法により1%〜20%まで低減させた大気である「改質空気」を、純粋な大気と同様に別法として使用してもよい。
【0035】
ポリマーロールをガスに曝露する時間の長さは、固体ポリマーシートの厚さ、特定のポリマー・ガス系、飽和圧力、及びポリマーへの拡散速度により変動し、通常、実験的に決定される。しかし、0.25mm〜2mmのシート厚さについては3〜100時間の期間が典型的に費やされる。例えば、厚さ0.5mmのPETシートをCO2で飽和させるときは、約15〜30時間の飽和時間が好ましい。
【0036】
ポリマー・ガス透過性材料シートの飽和に続いて、シートを常圧に戻し、ガス流路形成手段を取り外し(110)、可塑化効果を示すガス含浸ポリマー112のシートを得る。可塑化効果は、ガス含浸ポリマー112からガスが消散するにつれて徐々に元にもどる。
【0037】
一部の態様においては、含浸された可塑化ポリマー112を熱成形(122)する前に発泡させてもよく(114)、他の態様においては、未発泡の可塑化ポリマー112を直接熱成形する(122)。他の実施例においては、ガス飽和圧力、吸収ガス濃度レベル及び熱成形温度に依存して、熱成形の加熱工程の間に可塑化ポリマーを発泡させてもよいし、発泡させなくてもよい。
【0038】
一部の実施例における任意の発泡(114)について、ガス流路110からまき戻して、加熱ステーション116を通して張力の下で引き抜くことにより、ポリマーシート112をそのガラス転移温度より高い温度に加熱する。ポリマーシートは、それにより連続的な様式で発泡する。加熱ステーション116を通過した後、ポリマーを冷やして泡生成及び生長を停止させるために、ポリマーシートを冷却ステーション118(例えば、冷たい水浴、一組の冷却ローラー又は単に空気)に通過させて引き抜いてもよい。そのような態様において、加熱ステーション116の温度、ならびに、ポリマーシートを加熱ステーション116及び冷却ステーション118を通過させて引き抜く速度は、種々の泡サイズと密度をもつシートを提供するために変化させることができる。発泡後、ポリマーシートをトリム(120)し、次いで熱成形(122)させてもよい仕上がり発泡ポリマー材料が得られる。
【0039】
成形と同時に発泡を行ってもよい態様である場合、そのような態様は、材料を発泡させる追加の成形時間が必要であり、それゆえ、高処理量の生産要求に適合させることは難しい。高処理量生産要求に好ましい態様は、加熱ステーション116を使用して、飽和したポリマーを発泡と熱成形の両方に適する温度に加熱し、次いで、材料122を冷却ステーション118を用いることなくすぐに熱成形する。
【0040】
驚くべきことに、使用されるガスは非反応性であり、ポリマーを化学的に変化させないが、ガス飽和によりポリマーは可逆的に可塑化されるため、そのガラス転移温度は効果的に低下され、ポリマーのみかけ上のガラス転移温度より低い温度で若干の発泡が可能となる。実際、ガス圧力への曝露が十分に低い温度又は十分に高い圧力で起こる場合は、ポリマー中の溶媒和されたガス圧力は十分であり、その結果、大気圧への減圧により、ガスの脱溶媒和が、室温でのポリマーの降伏強度にまさり、泡の生成及び形成が引き起こされ、それによりポリマーが発泡する。そのような場合、所望の発泡の程度に依存して、材料の加熱116とそれに伴う冷却118をまったく必要とすることなく、発泡ポリマー材料をつくることが可能である。
【0041】
上述の方法にしたがってガス含浸ポリマーを発泡させることの驚くべき有意な結果は、得られるポリマーフォーム中の微小気泡が、大気圧より高く加圧されたガスを含有するということである。熱成形の温度にて、微小気泡に捕捉された加圧ガスの効果は、微小気泡の二次膨張をつくることであり、それにより、気泡は座屈又は崩壊しないように維持される。更に、ガスが可塑化性である場合、気泡の壁でのポリマーは高度に可塑化され、更にポリマーの効果的な可塑化が向上され、それにより、所与の温度で予期されるより低い粘度の発泡ポリマーが得られる。
【0042】
従来技術の方法によりすでに発泡されたポリマーに次いでガスを含浸させると、同様の結果が得られる。発泡ポリマー中の微小気泡は圧力下でガスを蓄え、曝露の後で加圧ガスを保持する。そのようなガス含浸された従来技術の発泡ポリマーを次いで熱成形する場合、気泡壁は、同様に座屈と崩壊に耐え、ガスが可塑化性である場合は、ポリマーの粘度は、熱成形温度にて、非処理の従来技術による発泡ポリマーの粘度より低い。
【0043】
いずれの場合においても、未発泡の含浸ポリマー112、又はガス含浸発泡ポリマー114のいずれかを熱成形させてもよい(122)。先に説明したとおり、可塑化されたガス含浸材料から製品を熱成形するために必要な温度は、可塑化効果なしの同じ材料についての温度より一般的に低く、多くの場合有意に低い。驚くべきことに、ポリマーが可塑化性ガスにより高度に飽和されたガス/ポリマー系について、材料が室温で「熱成形される」ように、ポリマーを十分に可塑化してもよい。そのうえ、ポリマーの粘度は可塑化効果により低下するので、所与の熱成形方法について、可塑化された材料を熱成形するときは、可塑化されていない材料では可能であるよりもきわだった細部と深い「溝(draw)」が可能である。PETフォームによる真空成形のような一部の場合において、可塑化されていないポリマーでは熱成形することができない物品を熱成形することができる。
【0044】
未発泡物品が望ましいときは、使用すべき飽和ポリマーが大気圧で熱成形するときに発泡するかもしれないので、熱成形は圧力下で行ってもよい。図1に戻って参照すると、そのような未発泡物品について、圧力下でガスにより飽和させた後(108)、ガス流路形成手段を取り外して(110)、飽和ポリマー112を圧力下に維持しながら熱成形する(122)。当業者により理解されるように、熱成形された物品を、次いでそのガラス転移温度より低い温度、又はその物品が大気圧で発泡する温度より低い温度まで冷やし、次いで減圧して、熱成形された未発泡物品が得られる。
【0045】
いずれの場合においても、熱成形(122)後に、次いで物品を、当業者がよく熟知している方法にしたがって、必要によりカットしトリムして、仕上がり物品126を形成する。有意なことには、関係する方法はポリマーの化学的性質に殆ど又はまったく不可逆的な影響を及ぼさないので、また、熱酸化的分解は熱的要求が低いために最小限であるので、この方法からの廃品は、物品を熱成形するために、従来技術の方法からの廃品よりリサイクル可能でありそれゆえ価値が高い。そのうえ、本方法には非反応性ガスのみが使用されることから、環境的に健全である。
実施例:
実施例1の試験。以下の各実施例において、厚さ0.762mmの未使用PETを、摂氏21度にて67.25時間、4MPaの圧力でCO2により飽和した。減圧後10分以内に、この飽和させた材料を摂氏100度にて発泡させ、殆ど又はまったく目立たないスキン層と荒い表面テクスチャをもつ発泡ポリマーを得た。熱成形オーブンを一定温度(摂氏約550度)に保持した。熱成形した可塑性物質の温度は、加熱する時間とともに上昇した。面積延伸比2.4、高さ11.11cm、頂部開口8.636cm、高さ対幅の比1.29、底部直径5.842cm、垂直からの平均壁角度6.5度である片面成形用雄型を使用した。発泡後の脱気時間を変化させて、有意なスキン層を持たない発泡対象物の異なる温度での熱成形に関して、脱気の影響を観察した。図2に示すように、発泡後の脱気経過時間が熱成形前に増加すると、ポリマー中のガス濃度は減少する。
1.発泡後脱ガス時間10〜19分での試験:
成形圧力:0.31MPa。すべての試験において熱成形中の二次膨張が観察された。
【0046】
試験1:加熱時間0.7秒:フォームが壊れた、カップ無し、
試験2:加熱時間10秒:カップが形成された、若干のしわ、良好な鋳型細部精度
試験3:加熱時間15秒:膨れと発泡−気泡の二次膨張を保つのに十分なスキンではなかった。
2.発泡後脱ガス時間2.5時間での試験:
成形圧力:0.31MPa。すべての試験において熱成形中の二次膨張が観察された。
【0047】
試験1:加熱時間8秒:フォームが壊れた、圧延無し(十分な延性がないことを示す)
試験2:加熱時間12秒:カップが形成された、良好な鋳型細部精度、若干のしわ
3.発泡後脱ガス時間23時間での試験:
成形圧力:0.31MPa。いずれの試験においても熱成形機中の二次膨張は認められなかった。
【0048】
試験1:加熱時間4秒:カップが形成された、精度が悪い、しわがない、
試験2:加熱時間8秒:カップが形成された、精度が悪い、しわがない、
試験3:加熱時間10秒:カップが形成された、鋳型細部精度が悪い、しわがない、
4.発泡後脱ガス時間51時間での試験:
成形には0.758MPaの成形圧力が必要であった。いずれの試験においても熱成形機中の二次膨張は認められなかった。
【0049】
試験1:加熱時間4秒:対象物が約5cmの奥行きに達したとき、可塑性物質をクランプフレームから引き出した。
試験2:加熱時間8秒:可塑性物質を完全な奥行きでクランプフレームから引き出した、部分的カップ
試験3:加熱時間14秒:部分的にカップが形成された、可塑性物質クランプフレームでは延伸に対して可塑性シートが保持されなかった
実施例1 結論:厚い又は顕著なスキンなしでフォームを熱成形する場合:
a.発泡後の脱ガス時間が短いと、加熱時間(発泡温度)が制限されて、熱成形するのに低すぎる温度となった−より長い時間により膨れが引き起こされた;
b. ガス濃度対成形性(延性)の最良の妥協は、数時間の脱着時間であった;
c.脱ガス時間が長いと成形性が低下した。51時間では、110psiの成形圧力であっても、延性が低いために加熱時間14秒でカップを形成することができず、23時間の脱ガス時間では、45psiの圧力にて加熱時間4秒でカップがつくられた;
d. 熱成形機における二次膨張は、細部−を増やす
実施例2の試験。以下の各実施例において、厚さ0.762mmの未使用PETを、摂氏21度にて26時間、5MPaの圧力でCO2により飽和した。減圧後成形前の脱着時間を変化させることにより、種々の厚さをもつスキンをつくった。飽和させ部分的に脱着された材料を、摂氏105度で2分間発泡させ、未発泡ポリマーに対して21%の密度をもつ発泡ポリマーを得た。熱成形オーブンを一定温度(摂氏約550℃)に保持した。熱成形した可塑性物質の温度は、加熱する時間に比例した。面積延伸比1.7、高さ8.73cm、頂部開口7.62cm、高さ対幅の比1.31、底部直径5.08cm、垂直からの平均壁角度6.5度である片面成形用雄型を使用した。
試験セット1:減圧10〜20分以内の発泡:発泡10以内で熱成形を試みた。10〜15秒の加熱時間ではカップは適切に形成されなかった。加熱時間を増加させると、カップに歪みと膨れを引き起こした。これらのカップは、形成を試みる間に可塑性物質が裂けた。肉眼に明らかなスキンは形成されなかった。
試験セット2:発泡前の脱着1.5時間。発泡材料上になめらかな光沢あるスキンが観察された。すべてのカップは、面積延伸比2.1であった。
【0050】
a.発泡後脱ガス38分。熱成形加熱時間9秒:表面細部が良好なカップ。クランプフレームは、可塑性物質を保持した。
b.19時間脱ガス、発泡後50分、熱成形加熱時間10秒:精度の悪いカップ;可塑性物質はクランプフレームから滑り出た。
【0051】
c.99時間脱ガス、発泡後30分、熱成形加熱時間30秒以上:精度の悪いカップ。クランプフレームは、可塑性物質の高い剛性に対して可塑性物質を保持することができなかった。
【0052】
d.発泡後135時間脱ガス、熱成形加熱時間30秒以上:非常に精度の悪いカップ。クランプフレームは、可塑性物質の高い剛性に対して可塑性物質を保持することができなかった。
【0053】
e.発泡後135時間脱ガス、熱成形加熱時間40秒:カップフォーム壁は、スパイダーウェブ効果(spider web effect)をつくることにより融解した。有用な結果はない。
実施例2 結論:
a.脱ガス時間が長いと対象物形成のためにより高い温度を必要とした。
【0054】
b.6.0〜7.0%より高いガス濃度により、成形性において有意な向上がみられ、より深い溝が可能となった。
c.ガス濃度およそ0.5重量%では、延性は殆どPETに付与されない。
実施例3の試験。摂氏21度にてCO2により圧力5MPaで40時間飽和させた、厚さ0.889mmの再利用PETに関して多数の試験を行った。顕著なスキンを形成するため、ポリマーを減圧して、およそ390分間、CO2を脱着させた。次いで、ポリマーを、摂氏550度にて赤外線ヒーターにおいて10〜30秒の様々な時間発泡させ、その後すぐに熱成形した。面積延伸比1.97、高さ11.11cm、頂部開口8.26cm、高さ対幅の比1.31、底部直径5.72cm、垂直からの平均壁角度7.0度である片面成形用雄型を使用した。得られる発泡対象物の相対密度は、未発泡ポリマーに対して平均20%であった。
実施例3 結論:ガス含浸ポリマーを用いて発泡から熱成形までの連続的な処理が可能であり、急な壁を有し高さ対幅の比が1:1を超える、相対的に密度が低い対象物が得られる。
実施例1を実施例2及び3と比較すると、堅牢で完全なスキンにより強度が増し、それにより、溝を深くすることが可能となり、また、そのスキンは二次膨張を含み、それにより、高いガス濃度であっても膨れの形成が妨げられることは明らかである。完全なスキンにより、従来技術によるフォーム熱成形において広く使用された閉鎖型工作機械ではなく、開放型片面工作機械の使用が可能となる。
【0055】
これまでの具体的な説明は特定のものを多くを含むが、これらは本発明の範囲を限定するものと解釈すべきではなく、単にこの発明の現在の好ましい態様の一部の例示を提供するものと解釈すべきである。本発明の範囲内において種々の他の態様及び派生した態様が可能であり、それらのうち多くは上述の一般的な項において説明してある。
【0056】
本発明は一定の程度の特定性をもって説明されているが、本発明の精神及び範囲から逸脱することなく本発明の諸要素は当業者により変更されうることは理解すべきである。したがって、本発明は、本明細書中に示される特定の形態に限定されるとは意図されていないが、反対に、本発明の範囲内に合理的に含むことができる、そのような変更、修飾及び均等物を包含することは意図されている。本発明は、本明細書に添付される特許請求の範囲、及びその均等物のみにより限定される。
【図面の簡単な説明】
【0057】
【図1】図1は、本発明にしたがってポリマーを可塑化し、可塑化したポリマーから物品を熱成形するための工程図である。
【図2】図2は、固体状態法により発泡したポリマーにおける、CO2ガス濃度対発泡からの経過時間を示す図である。
【特許請求の範囲】
【請求項1】
熱成形のためにポリマー材料の可塑性を可逆的に向上する方法であって:
(a) 未処理のポリマー材料の物品にガス流路形成手段を挟み込み;
(b) 該挟み込み物品を、該ポリマーの内部において所望のガス濃度を達成するのに十分な時間、該ポリマー中に可溶性である可塑化性ガスに高圧で曝露し、それにより、少なくとも部分的にガス飽和し、可塑化された曝露ポリマー物品を形成し;そして、
(c) 該曝露ポリマー物品を減圧し、該物品を該ガス流路形成手段から分離する、ことを含む前記方法。
【請求項2】
ポリマー対象物を高精度で熱成形する方法であって:
(a) 未処理のポリマー材料の物品にガス流路形成手段を挟み込み;
(b) 該挟み込み物品を、該ポリマーの内部において所望のガス濃度を達成するのに十分な時間、該ポリマー中に可溶性である非反応性ガスに高圧で曝露し、それにより、少なくとも部分的にガス飽和した、曝露ポリマー物品を形成し;
(c) 該曝露ポリマー物品を減圧し、該物品を該ガス流路形成手段から分離し;そして、
(d) 該少なくとも部分的にガス飽和したポリマー物品から対象物を熱成形する、ことを含む前記方法。
【請求項3】
熱成形する前に物品を発泡させることを更に含む、請求項2記載の方法。
【請求項4】
物品を曝露している間にポリマー内部において適するガス濃度を達成し、かつ、該曝露物品のガラス転移温度と等しいか又はそれを超える温度まで減圧後の該物品を加熱することにより、該物品を発泡させる、請求項3記載の方法。
【請求項5】
物品が減圧後に加熱される温度が、曝露されていないポリマーについてのガラス転移温度より低い、請求項4記載の方法。
【請求項6】
物品を、ガラス転移温度と等しい温度、又は、ガラス転移温度を超え、曝露された物品の融解温度よりも低い温度まで加熱する、請求項4記載の方法。
【請求項7】
材料又は対象物が予め発泡されたポリマーを含む、請求項1又は2に記載の方法。
【請求項8】
熱成形が、物品をそのガラス転移温度とその融解温度の間の温度まで加熱することを含む、請求項2記載の方法。
【請求項9】
熱成形温度が、未処理のポリマー材料の融解温度よりガラス転移温度に近い、請求項8記載の方法。
【請求項10】
物品を熱成形するときに発泡する、請求項2記載の方法。
【請求項11】
物品を加熱することなく成形することにより熱成形する、請求項2記載の方法。
【請求項12】
高精度で深い延伸を可能とする発泡されていないポリマー対象物を形成する方法であって:
(a) 未処理のポリマー材料の物品にガス流路形成手段を挟み込み;
(b) 該挟み込み物品を、該ポリマーの内部において所望のガス濃度を達成するのに十分な時間、該ポリマー中に可溶性である非反応性ガスに高圧で曝露し、それにより、少なくとも部分的にガス飽和した、曝露ポリマー物品を形成し;
(c) 該物品を該ガス該ガス流路形成手段から分離し;
(d) 該少なくとも部分的にガス飽和したポリマー物品から圧力下で対象物を熱成形し;そして、
(e) 該成形対象物を減圧し、該可塑化性ガスを脱着させる、ことを含む前記方法。
【請求項13】
対象物を形成する工程を、ガス飽和されたポリマー物品に追加の熱を施用することなく実施する、請求項12記載の方法。
【請求項14】
物品が二つの側面を有し、対象物を、該物品の二つの側面の間の圧力差を用いることにより形成する、請求項13記載の方法。
【請求項15】
機械的手段を用いて対象物を形成する、請求項13記載の方法。
【請求項16】
圧力を用いて対象物を形成する、請求項13記載の方法。
【請求項17】
機械的手段を用いて対象物を形成して、物品を所望の形状の対象物とする、請求項13記載の方法。
【請求項18】
物品が予め発泡されたポリマーを含む、請求項12記載の方法。
【請求項19】
壁の角度が垂直から35度未満である、熱成形された発泡対象物を製造する方法。
【請求項20】
深さ対幅の比が1:1を超える、熱成形された発泡対象物を製造する方法。
【請求項1】
熱成形のためにポリマー材料の可塑性を可逆的に向上する方法であって:
(a) 未処理のポリマー材料の物品にガス流路形成手段を挟み込み;
(b) 該挟み込み物品を、該ポリマーの内部において所望のガス濃度を達成するのに十分な時間、該ポリマー中に可溶性である可塑化性ガスに高圧で曝露し、それにより、少なくとも部分的にガス飽和し、可塑化された曝露ポリマー物品を形成し;そして、
(c) 該曝露ポリマー物品を減圧し、該物品を該ガス流路形成手段から分離する、ことを含む前記方法。
【請求項2】
ポリマー対象物を高精度で熱成形する方法であって:
(a) 未処理のポリマー材料の物品にガス流路形成手段を挟み込み;
(b) 該挟み込み物品を、該ポリマーの内部において所望のガス濃度を達成するのに十分な時間、該ポリマー中に可溶性である非反応性ガスに高圧で曝露し、それにより、少なくとも部分的にガス飽和した、曝露ポリマー物品を形成し;
(c) 該曝露ポリマー物品を減圧し、該物品を該ガス流路形成手段から分離し;そして、
(d) 該少なくとも部分的にガス飽和したポリマー物品から対象物を熱成形する、ことを含む前記方法。
【請求項3】
熱成形する前に物品を発泡させることを更に含む、請求項2記載の方法。
【請求項4】
物品を曝露している間にポリマー内部において適するガス濃度を達成し、かつ、該曝露物品のガラス転移温度と等しいか又はそれを超える温度まで減圧後の該物品を加熱することにより、該物品を発泡させる、請求項3記載の方法。
【請求項5】
物品が減圧後に加熱される温度が、曝露されていないポリマーについてのガラス転移温度より低い、請求項4記載の方法。
【請求項6】
物品を、ガラス転移温度と等しい温度、又は、ガラス転移温度を超え、曝露された物品の融解温度よりも低い温度まで加熱する、請求項4記載の方法。
【請求項7】
材料又は対象物が予め発泡されたポリマーを含む、請求項1又は2に記載の方法。
【請求項8】
熱成形が、物品をそのガラス転移温度とその融解温度の間の温度まで加熱することを含む、請求項2記載の方法。
【請求項9】
熱成形温度が、未処理のポリマー材料の融解温度よりガラス転移温度に近い、請求項8記載の方法。
【請求項10】
物品を熱成形するときに発泡する、請求項2記載の方法。
【請求項11】
物品を加熱することなく成形することにより熱成形する、請求項2記載の方法。
【請求項12】
高精度で深い延伸を可能とする発泡されていないポリマー対象物を形成する方法であって:
(a) 未処理のポリマー材料の物品にガス流路形成手段を挟み込み;
(b) 該挟み込み物品を、該ポリマーの内部において所望のガス濃度を達成するのに十分な時間、該ポリマー中に可溶性である非反応性ガスに高圧で曝露し、それにより、少なくとも部分的にガス飽和した、曝露ポリマー物品を形成し;
(c) 該物品を該ガス該ガス流路形成手段から分離し;
(d) 該少なくとも部分的にガス飽和したポリマー物品から圧力下で対象物を熱成形し;そして、
(e) 該成形対象物を減圧し、該可塑化性ガスを脱着させる、ことを含む前記方法。
【請求項13】
対象物を形成する工程を、ガス飽和されたポリマー物品に追加の熱を施用することなく実施する、請求項12記載の方法。
【請求項14】
物品が二つの側面を有し、対象物を、該物品の二つの側面の間の圧力差を用いることにより形成する、請求項13記載の方法。
【請求項15】
機械的手段を用いて対象物を形成する、請求項13記載の方法。
【請求項16】
圧力を用いて対象物を形成する、請求項13記載の方法。
【請求項17】
機械的手段を用いて対象物を形成して、物品を所望の形状の対象物とする、請求項13記載の方法。
【請求項18】
物品が予め発泡されたポリマーを含む、請求項12記載の方法。
【請求項19】
壁の角度が垂直から35度未満である、熱成形された発泡対象物を製造する方法。
【請求項20】
深さ対幅の比が1:1を超える、熱成形された発泡対象物を製造する方法。
【図1】

【図2】
【図2】
【公表番号】特表2007−516108(P2007−516108A)
【公表日】平成19年6月21日(2007.6.21)
【国際特許分類】
【出願番号】特願2006−533099(P2006−533099)
【出願日】平成16年5月14日(2004.5.14)
【国際出願番号】PCT/US2004/015246
【国際公開番号】WO2004/103675
【国際公開日】平成16年12月2日(2004.12.2)
【出願人】(505426912)マイクログリーン・ポリマーズ・インコーポレーテッド (3)
【Fターム(参考)】
【公表日】平成19年6月21日(2007.6.21)
【国際特許分類】
【出願日】平成16年5月14日(2004.5.14)
【国際出願番号】PCT/US2004/015246
【国際公開番号】WO2004/103675
【国際公開日】平成16年12月2日(2004.12.2)
【出願人】(505426912)マイクログリーン・ポリマーズ・インコーポレーテッド (3)
【Fターム(参考)】
[ Back to top ]