
ガス噴射装置

【課題】生産コストの低減及び生産期間の短縮を図ることができるガス噴射装置を提供する。
【解決手段】ガス噴射用プレート151は、ガス噴射側の面に形成された多数の第1孔部112、及び該第1孔部と連通して貫通孔を形成するように他側の面に形成された第2孔部116、を有するプレート本体110と、前記第1孔部112よりも開口面積が小さい第3孔部162を有して前記第2孔部116に装着されるノズルモジュール160と、からなり、前記第1孔部112と前記第3孔部162とが連通されて前記ガス噴射孔を形成する。
【解決手段】ガス噴射用プレート151は、ガス噴射側の面に形成された多数の第1孔部112、及び該第1孔部と連通して貫通孔を形成するように他側の面に形成された第2孔部116、を有するプレート本体110と、前記第1孔部112よりも開口面積が小さい第3孔部162を有して前記第2孔部116に装着されるノズルモジュール160と、からなり、前記第1孔部112と前記第3孔部162とが連通されて前記ガス噴射孔を形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、液晶表示素子等を製造するために用いるガス噴射装置に係り、より具体的には、ガスを噴射させるためのガス噴射用プレートに関する。
【背景技術】
【0002】
一般的な液晶表示素子は、相対向するように配置された薄膜トランジスタ基板及びカラーフィルター基板と、薄膜トランジスタ基板側に支持されて各画素に配置される薄膜トランジスタ及び画素電極と、カラーフィルター基板側に支持されて各画素に配置されるカラーフィルター層及び共通電極と、各画素に配置されるゲート線及びデータ線と、それらの基板の間に介装された液晶層と、によって構成されている。
【0003】
このような基板を製造するためには、ガラス基板に原料物質を蒸着させて薄膜を形成する薄膜蒸着工程や、感光性物質を使用して露光等を行うフォトリソグラフィー工程や、所定領域の薄膜を除去してパターニングを行うエッチング工程や、残留物を除去するための清浄工程等を(数回ないし数十回繰り返して)実施する必要がある。そして、それらの各工程は、最適な環境を作り出すためのチャンバーを使用して実施される。
【0004】
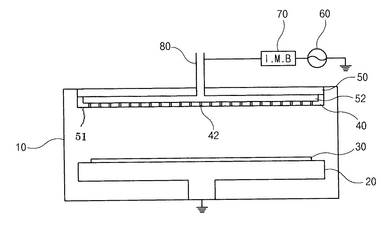
図1は、液晶表示素子を製造するためのPE−CVD装置の一般的な構成を示す概略図である。該装置は、チャンバー10と、被加工物としての基板30を載置すべくチャンバー10内に配置されたサセプター20と、該基板30に対向するように配置されて該基板30に対して工程ガスを噴射するガス噴射装置40と、を備えている。
【0005】
このうちガス噴射装置40は、空隙(以下、“バッファ空間”と称する)52を形成するように貼り合わされた一対のプレート50,51(以下、適宜“上部プレート50”及び“下部プレート51”と称する)と、該バッファ空間52に連通されるガス供給管80と、該ガス供給管80に接続されて該バッファ空間52にガスを供給するガス貯蔵部(図示せず)と、からなる。ガス供給管80から流入されてきた工程ガスは、バッファ空間52にて一次拡散されてからチャンバーの内部に均一に噴射される。なお、上部プレート50にはRF電源60が接続されており、サセプター20は接地されていて、それらのプレート50及びサセプター20によって工程ガスにRF電力が印加されるようになっている。図中の符号70は、上部プレート50とRF電源60間に最大電力が印加されるようにインピーダンスのマッチングを行うインピーダンス整合箱を示す。
【発明の開示】
【発明が解決しようとする課題】
【0006】
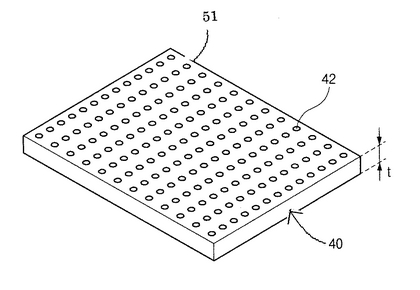
ところで、下部プレート51は、図2に示したように、ガス噴射孔42を多数有するが、この下部プレート51は、シャワーヘッドとも称されるものであって、アルミニウム材質の四角板であって、基板より大きいサイズである。
【0007】
また、この下部プレート51は、かなりの厚みを有している。すなわち、この下部プレート51は、その周縁部だけがチャンバーや上部プレート50に支持されているだけであるが、中央部が周縁部よりも下に撓んでしまうと、基板の周縁部と中央部とで工程ガスの分布が不均一になって好ましく無い。このようなプレートの中央部の撓み量は、プレートの面積が大きくなるに従って増える傾向にある。そこで、そのような撓みが低減されるように、下部プレート51の厚みtはかなり厚くされている。例えば、1500mm×1850mmの6世代の基板の場合、下部プレート51は、30mm〜35mm程度の厚さであり、1950mm×2250mmの7世代の基板用の場合には約50mm程度の厚さである。
【0008】
一方、上述のガス噴射孔42は、下部プレート51に多数穿設しておく必要がある。その配置密度は、最低でも11000個/mm2程度であり、6世代の基板用下部プレート51の場合は35000個/mm2程度となり、7世代の基板用の場合は55000個程度/mm2程度となり、2200mm×2550mm程度で予想される8世代の基板用の場合は60000個/mm2以上の高密度となる。
【0009】
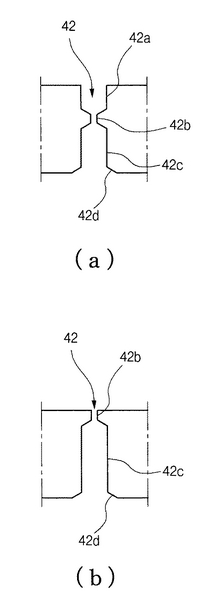
ところで、ガス噴射孔42はかなり小さい径である。該ガス噴射孔42は、図3(a)(b)に示すような形状であって、大径部42a,42c(以下、“ガス流入部42a”、“1次拡散部42c”と称する)や小径部42b(以下、“ノズル部42b”と称する)やテーパ部42d(以下、“2次拡散部42d”と称する)からなる。このうち、ガス流入部42aや1次拡散部42cは3mm以上の直径であって比較的大径であるが、ノズル部42bは0.4mm〜0.8mm程度の小径ある。ガス噴射孔42にこのような微小径のノズル部42bを形成する理由は、噴射孔42の上部の圧力を高めることによって、バッファ空間52の内部で工程ガスをより均一に拡散させ、チャンバーの内部に均一に噴射させるようにすることにある。ノズル部42bの径が小さいほど、工程ガスを均一に噴射する上で有利となる。
【0010】
ところで、図3(a)に示す形状のガス噴射孔42を形成する場合には、まず最初に、ノズル部42bと同径の貫通孔をアルミニウム板に多数穿設し、その後、該アルミニウム板の表裏にそれぞれ大径穴を穿設してガス流入部42aや1次拡散部42cを形成し、最後に2次拡散部42dを形成することが一般的に行われている。また、図3(b)に示す形状のガス噴射孔を形成する場合には、上記と同様にノズル部42bと同径の貫通孔をまずアルミニウム板に多数穿設し、該アルミニウム板の一側(ガスが噴射される側)に大径穴を穿設して1次拡散部42cを形成し、最後に2次拡散部42dを形成することが一般的に行われている。いずれの場合も、50mm程度の肉厚のアルミニウム板に、直径0.4mm程度の貫通孔を50000個以上穿設しなければならないが、その穿設には、大変精密な技術が要求され、しかも、たった1つの穿設が不良になっただけで(高精度の液晶表示素子の製造装置として使用に耐えないので)、そのアルミニウム板を廃棄する必要があった。そのため、ガス噴射装置の生産コストが高くなり、完成するためには長い期間が必要になるという問題があった。
【0011】
本発明は、このような問題を解決するためのものであって、生産コストの低減及び生産期間の短縮を図ることができるガス噴射装置を提供することを目的とするものである。
【課題を解決するための手段】
【0012】
請求項1に係る発明は、前述したような目的を達成するために創出されたものであって、ガス噴射用プレートに形成された多数のガス噴射孔からガスを噴射してなるガス噴射装置において、
該ガス噴射用プレートは、
ガス噴射側の面に形成された多数の第1孔部、及び該第1孔部に比して開口面積が大きく該第1孔部と連通して貫通孔を形成するように他側の面に形成された第2孔部、を有するプレート本体と、
前記第1孔部よりも開口面積が小さい第3孔部を少なくとも1つ有すると共に、前記第2孔部に装着可能に構成されたノズルモジュールと、
からなり、
前記ノズルモジュールが前記第2孔部に装着された状態で、前記第1孔部と前記第3孔部とが連通されて前記ガス噴射孔を形成する、ことを特徴とする。
【0013】
また、請求項2に係る発明は、請求項1に係る発明において、前記ノズルモジュールは、前記第2孔部から取り外すことができるように構成された、ことを特徴とする。
【0014】
請求項3に係る発明は、請求項1に係る発明において、前記ノズルモジュールは、外周面にネジが形成された円柱状部材であって、前記第2孔部に螺合されて装着される、ことを特徴とする。
【0015】
請求項4に係る発明は、請求項1に係る発明において、各第2孔部に連通される第1孔部の数は1つであり、
各ノズルモジュールに形成される第3孔部の数は1つである、ことを特徴とする。
【0016】
請求項5に係る発明は、請求項1に係る発明において、各第2孔部に連通される第1孔部の数は複数であり、
各ノズルモジュールに形成される第3孔部の数は、各第2孔部に連通される第1孔部の数と同数である、ことを特徴とする。
【0017】
請求項6に係る発明は、請求項5に係る発明において、各第2孔部に複数のノズルモジュールが配置されてなることを特徴とする。
【0018】
請求項7に係る発明は、請求項1に係る発明において、前記第1孔部及び前記第2孔部は円柱状であり、該第2孔部の直径は該第1孔部の直径よりも大きいことを特徴とする。
【0019】
請求項8に係る発明は、請求項1に係る発明において、前記ノズルモジュールは、円柱状または多角柱状であることを特徴とする。
【0020】
請求項9に係る発明は、請求項1に係る発明において、前記ノズルモジュールは、四角柱状であって、複数の第3孔部を有する、ことを特徴とする。
【0021】
請求項10に係る発明は、請求項1に係る発明において、前記第3孔部は、大径でガスが流入されるガス流入部、該ガス流入部よりも小径のノズル部、及び該ノズル部よりも大径でガスが拡散される拡散部からなる、ことを特徴とする。
【0022】
請求項11に係る発明は、請求項1に係る発明において、前記第3孔部の最小直径は、0.1mm以上1mm以下であることを特徴とする。
【0023】
請求項12に係る発明は、ガス噴射用プレートに形成された多数のガス噴射孔からガスを噴射してなるガス噴射装置において、
該ガス噴射用プレートは、
多数の貫通孔を有するプレート本体と、
該プレート本体の貫通孔に装着されると共に前記ガス噴射孔が形成されたノズルモジュールと、
からなる、ことを特徴とする。
【0024】
請求項13に係る発明は、請求項12に係る発明において、前記ノズルモジュールは、外周面にネジが形成された円柱状部材であって、前記貫通孔に螺合されて装着される、ことを特徴とする。
【0025】
請求項14に係る発明は、請求項12に係る発明において、前記ノズルモジュールは、前記貫通孔から取り外すことができるように構成されたことを特徴とする。
【0026】
請求項15に係る発明は、請求項12に係る発明において、前記ガス噴射孔は、大径でガスが流入されるガス流入部、該ガス流入部よりも小径のノズル部、及び該ノズル部よりも大径でガスが拡散される拡散部からなる、ことを特徴とする。
【発明の効果】
【0027】
本発明によるガス噴射装置の製作の際、工程の難易度の高いノズル部を別途に製作するので、不良率が下がって、製作期間も大変短縮される。従って、加工原価が節減され、生産単価が大変減少する。つまり、小径の孔はノズルモジュールの方に形成すれば足り、プレート本体に穿設する孔は大径のものである。したがって、プレート本体の孔穿設作業を失敗するおそれが低減され、歩留まりが向上される。
【0028】
また、ノズル部をノズルモジュール形態で製作すると、ノズルモジュールの第3孔部の直径や噴射角度を異にして工程ガスの密度を局部的に制御することもできる。
【発明を実施するための最良の形態】
【0029】
以下、図面を参照して、本発明の望ましい実施例を詳しく説明する。
【実施例1】
【0030】
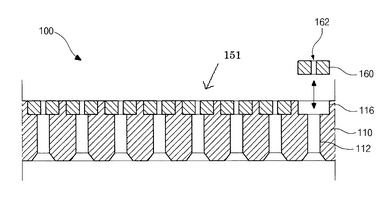
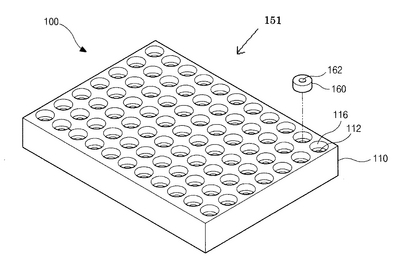
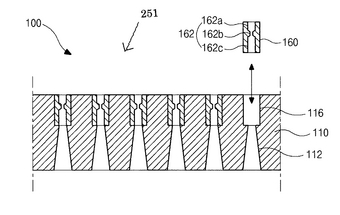
図4及び図5は、本発明の実施例1に係るガス噴射装置100の一部(つまり、下部プレート)の構造を示す断面図及び斜視図である。図示の下部プレート(ガス噴射用プレート)151には、ガスを噴射するためのガス噴射孔が多数形成されている。該下部プレート151は、多数の貫通孔が形成されてなるプレート本体110を備えており、該貫通孔は、ガス噴射側(下面側)に形成された第1噴射孔(第1孔部、第1噴射口))112と、該第1噴射孔112よりも大径で上面側に形成された大径部(第2孔部、凹なる開口)116と、により構成されている。そして、それぞれの大径部116には、貫通孔である第2噴射孔(第3孔部、第2噴射口)162が形成された厚肉円筒状のノズルモジュール160を装着できるようになっている。本実施例においては、第1噴射孔112の内径(直径)は2mmないし10mmとし、ノズルモジュール160の外径(直径)は該第1噴射孔112の内径(直径)よりも大きくし、第2噴射孔162の内径(直径)は0.1mm以上1mm以下とした。本実施例においては、ノズルモジュール160が大径部116に装着された状態で、第1噴射孔112と第2噴射孔162とが連通されてガス噴射孔を形成することとなる。
【0031】
なお、図4に示す第2噴射孔162は、板厚方向に均一な径としたが、もちろんこれに限られるものではなく、図6に示すような形状(つまり、大径でガスが流入されるガス流入部162aと、該ガス流入部162aよりも小径のノズル部162bと、該ノズル部162bよりも大径でガスが拡散される拡散部162cとからなる形状)としても良い。また、図4に示す第1噴射孔112はほぼ板厚方向に均一な径としたが、もちろんこれに限られるものではなく、図6に示すようなテーパー状としても良い。
【0032】
図5及び図7に示す大径部116及びノズルモジュール160は円柱状(厚肉円筒状)であるが、その他の形状にしても良い。例えば、大径部(拡幅部)116及びノズルモジュール160を多角柱状にしても良い。
【0033】
一方、ノズルモジュール160とプレート本体110との間の隙間を工程ガスが流れないように、両者(つまり、ノズルモジュール160及びプレート本体110)の密着性を高めるようにすると良い。具体的には、円柱状部材であるノズルモジュール160の外周面にネジを形成しておいて、プレート本体110の大径部116に螺合されて装着されるようにすると良い。或いは、大径部116の内周面に、突出端を形成して、ノズルモジュール160を据え置くこともできる。
【0034】
本実施例によれば、小径の孔はノズルモジュール160の方に形成すれば足り、プレート本体110に穿設する孔は2mm以上の大径のものである。したがって、プレート本体110の孔穿設作業を失敗するおそれが低減され、歩留まりが向上される。
【0035】
ノズルモジュール160には小径の孔を穿設しなければならないため、プレート本体110と比べて穿設作業を失敗するおそれは高くなるが、穿設作業を失敗した場合にはそのノズルモジュール160のみを廃棄すれば足り、プレート本体110を廃棄しなければならない場合に比べてコスト及び作業の損失は少なくて済む。
【0036】
また、ノズルモジュール160の穿設作業とプレート本体110の穿設作業とを並行して行うことができるので、作業期間を飛躍的に短縮することができ、それに伴い、ガス噴射装置の製造コストを低減することができる。
【0037】
さらに、ノズルモジュール160が個別的には、下部プレート110に結合されるので、場合によっては、ノズルモジュール160の噴射孔の直径と噴射角度を異にして、ガスの噴射方向や速度を局部的にも制御できる。
【0038】
図6及び図7に示す第2噴射孔162は、ガス流入部162a、ノズル部162b、拡散部162cにて形成されている。従って、単一直径で加工する場合よりノズルモジュール160の高さが高くて、工程条件及びその他必要によって選択することができる。
【実施例2】
【0039】
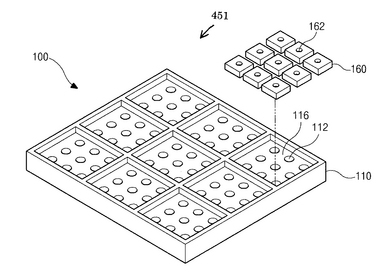
上記実施例1では、各大径部116に連通される第1噴射孔112の数、及び各ノズルモジュール160に形成される第2噴射孔162の数は1つとしているが、本実施例2では、図8に示すように、各拡幅部116に連通される第1噴射孔112の数、及び各ノズルモジュール160に形成される第2噴射孔162の数を複数かつ同数(具体的には9つ)としている。以下、詳細に説明する。
【0040】
図8及び図9に示す下部プレート(ガス噴射用プレート)351には、ガスを噴射するためのガス噴射孔が多数形成されている。該下部プレート351は、多数の貫通孔が形成されてなるプレート本体110を備えており、該貫通孔は、ガス噴射側(下面側)に形成された第1噴射孔(第1孔部)112と、9つの第1噴射孔112を含むように上面側に形成された拡幅部(第2孔部)116と、により構成されている。そして、それぞれの拡幅部116には板状のノズルモジュール160を装着できるようになっており、該モジュール160には、前記9つの第1噴射孔112に対応して該噴射孔112と連通するように9つの第2噴射孔(第3孔部)162が形成されている。なお、第1噴射孔112や第2噴射孔162の数は、9つ以外であっても良い。本実施例においては、ノズルモジュール160が拡幅部116に装着された状態で、第1噴射孔112と第2噴射孔162とが連通されてガス噴射孔を形成することとなる。
【0041】
このように多数の第2噴射孔162を備える場合のノズルモジュール160の形状としては、四角柱状(例えば、正方形断面の四角柱や、長方形断面の四角柱)が最も望ましい。
【0042】
本実施例においても、ノズルモジュール160とプレート本体110との間の隙間を工程ガスが流れないように、両者(つまり、ノズルモジュール160及びプレート本体110)の密着性を高めるようにすると良い。具体的には、両者の隙間にオーリング等を配置したり、拡幅部116の内周面に突出端を形成してノズルモジュール160が拡幅部116の底面と所定間隔離隔されるように結合したりするようにすると良い。
【0043】
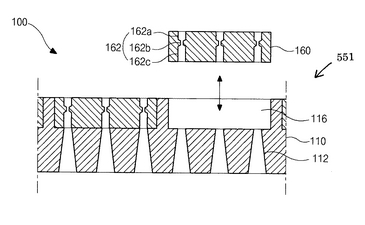
一方、図10に示すように、拡幅部116は図9と同じ形状(つまり、9つの第1噴射孔112を含む扁平な四角柱状)とするものの、ノズルモジュール160は、第2噴射孔162を1つのみ有する形状とし、1つの拡幅部116に複数のノズルモジュール160を配置するようにしても良い。但し、この場合は、工程ガスが第1噴射孔112を通じて真っ直ぐ噴射されないように、加工の精密度を高める。
【0044】
なお、図8に示す第2噴射孔162は、板厚方向に均一な径としたが、もちろんこれに限られるものではなく、図11に示すような形状(つまり、大径でガスが流入されるガス流入部162aと、該ガス流入部162aよりも小径のノズル部162bと、該ノズル部162bよりも大径でガスが拡散される拡散部162cとからなる形状)としても良い。また、図8に示す第1噴射孔112はほぼ板厚方向に均一な径としたが、もちろんこれに限られるものではなく、図11に示すようにテーパー状としても良い。
【実施例3】
【0045】
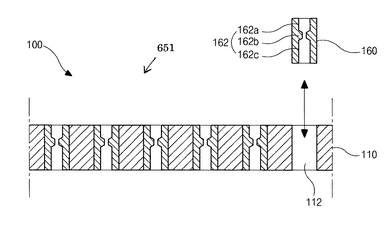
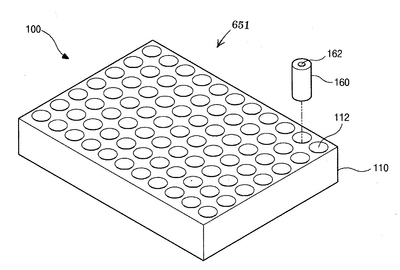
図12及び図13は、本発明の実施例3に係るガス噴射装置100の断面図及び斜視図である。上記実施例1及び2では、ガス噴射孔が本体プレート110からノズルモジュール160に亘って形成されるようにしたが、本実施例では、(本体プレート110を貫通するようにノズルモジュール160を配置して)ガス噴射孔をノズルモジュール160にのみ形成することとしている。以下、詳細に説明する。
【0046】
本実施例においては、下部プレート(ガス噴射用プレート)651を、多数の貫通孔112を有するプレート本体110と、各貫通孔112に装着されると共にガス噴射孔162が形成されてなるノズルモジュール160と、により構成した。図示のガス噴射孔162は、大径でガスが流入されるガス流入部162aと、該ガス流入部162aよりも小径のノズル部162bと、該ノズル部162bよりも大径でガスが拡散される拡散部162cとからなる形状であるが、もちろんこれに限られるものではなく、均一径としても良い。
【0047】
本実施例においても、ノズルモジュール160とプレート本体110との間の隙間を工程ガスが流れないように、両者(つまり、ノズルモジュール160及びプレート本体110)の密着性を高めるようにすると良い。具体的には、円柱状部材であるノズルモジュール160の外周面にネジを形成しておいて、プレート本体110の貫通孔112に螺合されて装着されるようにしたり、両者の間にオーリング等を配置したりすると良い。
【0048】
図示のノズルモジュール160には、ガス噴射孔162が1つのみ形成されているが、もちろんこれに限られるものではなく、ガス噴射孔162を複数形成しても良い。
【0049】
図12においては、プレート本体110の厚みとノズルモジュール160の高さとは同じであるが、もちろんこれに限られるものではなく、異ならせても良い。
【0050】
以上のように、本発明の望ましい実施例に限って説明したが、この他にも、当業者によって多様に修正ないし変形されて実施できる。また、そのような実施内容も後述する特許請求の範囲に記述された本発明の技術的思想を含むものであれば、本発明の権利範囲に属されるのは、言うまでもない。
【図面の簡単な説明】
【0051】
【図1】液晶表示素子の製造装置の一般的な構成を示す概略図である。
【図2】下方プレートの一般的形状を示す斜視図である。
【図3】(a)は噴射孔の形状の一例を示す断面図であり、(b)は噴射孔の形状の他の例を示す断面図である。
【図4】本発明の実施例1に係るガス噴射装置の構造を示す断面図である。
【図5】本発明の実施例1に係るガス噴射装置の構造を示す分解斜視図である。
【図6】本発明に係るガス噴射装置の他の形態を示した断面図である。
【図7】本発明に係るガス噴射装置の他の形態を示した分解斜視図である。
【図8】本発明の実施例2に係るガス噴射装置の構造を示す断面図である。
【図9】本発明の実施例2に係るガス噴射装置の構造を示す分解斜視図である。
【図10】本発明に係るガス噴射装置の他の形態を示した分解斜視図である。
【図11】本発明に係るガス噴射装置の他の形態を示した断面図である。
【図12】本発明の実施例3に係るガス噴射装置の構造を示す断面図である。
【図13】本発明の実施例3に係るガス噴射装置の構造を示す分解斜視図である。
【符号の説明】
【0052】
100 ガス噴射装置
110 下部プレート(ガス噴射用プレート)
112 第1噴射孔
116 大径部、拡幅部
160 ノズルモジュール
162 第2噴射孔
【技術分野】
【0001】
本発明は、液晶表示素子等を製造するために用いるガス噴射装置に係り、より具体的には、ガスを噴射させるためのガス噴射用プレートに関する。
【背景技術】
【0002】
一般的な液晶表示素子は、相対向するように配置された薄膜トランジスタ基板及びカラーフィルター基板と、薄膜トランジスタ基板側に支持されて各画素に配置される薄膜トランジスタ及び画素電極と、カラーフィルター基板側に支持されて各画素に配置されるカラーフィルター層及び共通電極と、各画素に配置されるゲート線及びデータ線と、それらの基板の間に介装された液晶層と、によって構成されている。
【0003】
このような基板を製造するためには、ガラス基板に原料物質を蒸着させて薄膜を形成する薄膜蒸着工程や、感光性物質を使用して露光等を行うフォトリソグラフィー工程や、所定領域の薄膜を除去してパターニングを行うエッチング工程や、残留物を除去するための清浄工程等を(数回ないし数十回繰り返して)実施する必要がある。そして、それらの各工程は、最適な環境を作り出すためのチャンバーを使用して実施される。
【0004】
図1は、液晶表示素子を製造するためのPE−CVD装置の一般的な構成を示す概略図である。該装置は、チャンバー10と、被加工物としての基板30を載置すべくチャンバー10内に配置されたサセプター20と、該基板30に対向するように配置されて該基板30に対して工程ガスを噴射するガス噴射装置40と、を備えている。
【0005】
このうちガス噴射装置40は、空隙(以下、“バッファ空間”と称する)52を形成するように貼り合わされた一対のプレート50,51(以下、適宜“上部プレート50”及び“下部プレート51”と称する)と、該バッファ空間52に連通されるガス供給管80と、該ガス供給管80に接続されて該バッファ空間52にガスを供給するガス貯蔵部(図示せず)と、からなる。ガス供給管80から流入されてきた工程ガスは、バッファ空間52にて一次拡散されてからチャンバーの内部に均一に噴射される。なお、上部プレート50にはRF電源60が接続されており、サセプター20は接地されていて、それらのプレート50及びサセプター20によって工程ガスにRF電力が印加されるようになっている。図中の符号70は、上部プレート50とRF電源60間に最大電力が印加されるようにインピーダンスのマッチングを行うインピーダンス整合箱を示す。
【発明の開示】
【発明が解決しようとする課題】
【0006】
ところで、下部プレート51は、図2に示したように、ガス噴射孔42を多数有するが、この下部プレート51は、シャワーヘッドとも称されるものであって、アルミニウム材質の四角板であって、基板より大きいサイズである。
【0007】
また、この下部プレート51は、かなりの厚みを有している。すなわち、この下部プレート51は、その周縁部だけがチャンバーや上部プレート50に支持されているだけであるが、中央部が周縁部よりも下に撓んでしまうと、基板の周縁部と中央部とで工程ガスの分布が不均一になって好ましく無い。このようなプレートの中央部の撓み量は、プレートの面積が大きくなるに従って増える傾向にある。そこで、そのような撓みが低減されるように、下部プレート51の厚みtはかなり厚くされている。例えば、1500mm×1850mmの6世代の基板の場合、下部プレート51は、30mm〜35mm程度の厚さであり、1950mm×2250mmの7世代の基板用の場合には約50mm程度の厚さである。
【0008】
一方、上述のガス噴射孔42は、下部プレート51に多数穿設しておく必要がある。その配置密度は、最低でも11000個/mm2程度であり、6世代の基板用下部プレート51の場合は35000個/mm2程度となり、7世代の基板用の場合は55000個程度/mm2程度となり、2200mm×2550mm程度で予想される8世代の基板用の場合は60000個/mm2以上の高密度となる。
【0009】
ところで、ガス噴射孔42はかなり小さい径である。該ガス噴射孔42は、図3(a)(b)に示すような形状であって、大径部42a,42c(以下、“ガス流入部42a”、“1次拡散部42c”と称する)や小径部42b(以下、“ノズル部42b”と称する)やテーパ部42d(以下、“2次拡散部42d”と称する)からなる。このうち、ガス流入部42aや1次拡散部42cは3mm以上の直径であって比較的大径であるが、ノズル部42bは0.4mm〜0.8mm程度の小径ある。ガス噴射孔42にこのような微小径のノズル部42bを形成する理由は、噴射孔42の上部の圧力を高めることによって、バッファ空間52の内部で工程ガスをより均一に拡散させ、チャンバーの内部に均一に噴射させるようにすることにある。ノズル部42bの径が小さいほど、工程ガスを均一に噴射する上で有利となる。
【0010】
ところで、図3(a)に示す形状のガス噴射孔42を形成する場合には、まず最初に、ノズル部42bと同径の貫通孔をアルミニウム板に多数穿設し、その後、該アルミニウム板の表裏にそれぞれ大径穴を穿設してガス流入部42aや1次拡散部42cを形成し、最後に2次拡散部42dを形成することが一般的に行われている。また、図3(b)に示す形状のガス噴射孔を形成する場合には、上記と同様にノズル部42bと同径の貫通孔をまずアルミニウム板に多数穿設し、該アルミニウム板の一側(ガスが噴射される側)に大径穴を穿設して1次拡散部42cを形成し、最後に2次拡散部42dを形成することが一般的に行われている。いずれの場合も、50mm程度の肉厚のアルミニウム板に、直径0.4mm程度の貫通孔を50000個以上穿設しなければならないが、その穿設には、大変精密な技術が要求され、しかも、たった1つの穿設が不良になっただけで(高精度の液晶表示素子の製造装置として使用に耐えないので)、そのアルミニウム板を廃棄する必要があった。そのため、ガス噴射装置の生産コストが高くなり、完成するためには長い期間が必要になるという問題があった。
【0011】
本発明は、このような問題を解決するためのものであって、生産コストの低減及び生産期間の短縮を図ることができるガス噴射装置を提供することを目的とするものである。
【課題を解決するための手段】
【0012】
請求項1に係る発明は、前述したような目的を達成するために創出されたものであって、ガス噴射用プレートに形成された多数のガス噴射孔からガスを噴射してなるガス噴射装置において、
該ガス噴射用プレートは、
ガス噴射側の面に形成された多数の第1孔部、及び該第1孔部に比して開口面積が大きく該第1孔部と連通して貫通孔を形成するように他側の面に形成された第2孔部、を有するプレート本体と、
前記第1孔部よりも開口面積が小さい第3孔部を少なくとも1つ有すると共に、前記第2孔部に装着可能に構成されたノズルモジュールと、
からなり、
前記ノズルモジュールが前記第2孔部に装着された状態で、前記第1孔部と前記第3孔部とが連通されて前記ガス噴射孔を形成する、ことを特徴とする。
【0013】
また、請求項2に係る発明は、請求項1に係る発明において、前記ノズルモジュールは、前記第2孔部から取り外すことができるように構成された、ことを特徴とする。
【0014】
請求項3に係る発明は、請求項1に係る発明において、前記ノズルモジュールは、外周面にネジが形成された円柱状部材であって、前記第2孔部に螺合されて装着される、ことを特徴とする。
【0015】
請求項4に係る発明は、請求項1に係る発明において、各第2孔部に連通される第1孔部の数は1つであり、
各ノズルモジュールに形成される第3孔部の数は1つである、ことを特徴とする。
【0016】
請求項5に係る発明は、請求項1に係る発明において、各第2孔部に連通される第1孔部の数は複数であり、
各ノズルモジュールに形成される第3孔部の数は、各第2孔部に連通される第1孔部の数と同数である、ことを特徴とする。
【0017】
請求項6に係る発明は、請求項5に係る発明において、各第2孔部に複数のノズルモジュールが配置されてなることを特徴とする。
【0018】
請求項7に係る発明は、請求項1に係る発明において、前記第1孔部及び前記第2孔部は円柱状であり、該第2孔部の直径は該第1孔部の直径よりも大きいことを特徴とする。
【0019】
請求項8に係る発明は、請求項1に係る発明において、前記ノズルモジュールは、円柱状または多角柱状であることを特徴とする。
【0020】
請求項9に係る発明は、請求項1に係る発明において、前記ノズルモジュールは、四角柱状であって、複数の第3孔部を有する、ことを特徴とする。
【0021】
請求項10に係る発明は、請求項1に係る発明において、前記第3孔部は、大径でガスが流入されるガス流入部、該ガス流入部よりも小径のノズル部、及び該ノズル部よりも大径でガスが拡散される拡散部からなる、ことを特徴とする。
【0022】
請求項11に係る発明は、請求項1に係る発明において、前記第3孔部の最小直径は、0.1mm以上1mm以下であることを特徴とする。
【0023】
請求項12に係る発明は、ガス噴射用プレートに形成された多数のガス噴射孔からガスを噴射してなるガス噴射装置において、
該ガス噴射用プレートは、
多数の貫通孔を有するプレート本体と、
該プレート本体の貫通孔に装着されると共に前記ガス噴射孔が形成されたノズルモジュールと、
からなる、ことを特徴とする。
【0024】
請求項13に係る発明は、請求項12に係る発明において、前記ノズルモジュールは、外周面にネジが形成された円柱状部材であって、前記貫通孔に螺合されて装着される、ことを特徴とする。
【0025】
請求項14に係る発明は、請求項12に係る発明において、前記ノズルモジュールは、前記貫通孔から取り外すことができるように構成されたことを特徴とする。
【0026】
請求項15に係る発明は、請求項12に係る発明において、前記ガス噴射孔は、大径でガスが流入されるガス流入部、該ガス流入部よりも小径のノズル部、及び該ノズル部よりも大径でガスが拡散される拡散部からなる、ことを特徴とする。
【発明の効果】
【0027】
本発明によるガス噴射装置の製作の際、工程の難易度の高いノズル部を別途に製作するので、不良率が下がって、製作期間も大変短縮される。従って、加工原価が節減され、生産単価が大変減少する。つまり、小径の孔はノズルモジュールの方に形成すれば足り、プレート本体に穿設する孔は大径のものである。したがって、プレート本体の孔穿設作業を失敗するおそれが低減され、歩留まりが向上される。
【0028】
また、ノズル部をノズルモジュール形態で製作すると、ノズルモジュールの第3孔部の直径や噴射角度を異にして工程ガスの密度を局部的に制御することもできる。
【発明を実施するための最良の形態】
【0029】
以下、図面を参照して、本発明の望ましい実施例を詳しく説明する。
【実施例1】
【0030】
図4及び図5は、本発明の実施例1に係るガス噴射装置100の一部(つまり、下部プレート)の構造を示す断面図及び斜視図である。図示の下部プレート(ガス噴射用プレート)151には、ガスを噴射するためのガス噴射孔が多数形成されている。該下部プレート151は、多数の貫通孔が形成されてなるプレート本体110を備えており、該貫通孔は、ガス噴射側(下面側)に形成された第1噴射孔(第1孔部、第1噴射口))112と、該第1噴射孔112よりも大径で上面側に形成された大径部(第2孔部、凹なる開口)116と、により構成されている。そして、それぞれの大径部116には、貫通孔である第2噴射孔(第3孔部、第2噴射口)162が形成された厚肉円筒状のノズルモジュール160を装着できるようになっている。本実施例においては、第1噴射孔112の内径(直径)は2mmないし10mmとし、ノズルモジュール160の外径(直径)は該第1噴射孔112の内径(直径)よりも大きくし、第2噴射孔162の内径(直径)は0.1mm以上1mm以下とした。本実施例においては、ノズルモジュール160が大径部116に装着された状態で、第1噴射孔112と第2噴射孔162とが連通されてガス噴射孔を形成することとなる。
【0031】
なお、図4に示す第2噴射孔162は、板厚方向に均一な径としたが、もちろんこれに限られるものではなく、図6に示すような形状(つまり、大径でガスが流入されるガス流入部162aと、該ガス流入部162aよりも小径のノズル部162bと、該ノズル部162bよりも大径でガスが拡散される拡散部162cとからなる形状)としても良い。また、図4に示す第1噴射孔112はほぼ板厚方向に均一な径としたが、もちろんこれに限られるものではなく、図6に示すようなテーパー状としても良い。
【0032】
図5及び図7に示す大径部116及びノズルモジュール160は円柱状(厚肉円筒状)であるが、その他の形状にしても良い。例えば、大径部(拡幅部)116及びノズルモジュール160を多角柱状にしても良い。
【0033】
一方、ノズルモジュール160とプレート本体110との間の隙間を工程ガスが流れないように、両者(つまり、ノズルモジュール160及びプレート本体110)の密着性を高めるようにすると良い。具体的には、円柱状部材であるノズルモジュール160の外周面にネジを形成しておいて、プレート本体110の大径部116に螺合されて装着されるようにすると良い。或いは、大径部116の内周面に、突出端を形成して、ノズルモジュール160を据え置くこともできる。
【0034】
本実施例によれば、小径の孔はノズルモジュール160の方に形成すれば足り、プレート本体110に穿設する孔は2mm以上の大径のものである。したがって、プレート本体110の孔穿設作業を失敗するおそれが低減され、歩留まりが向上される。
【0035】
ノズルモジュール160には小径の孔を穿設しなければならないため、プレート本体110と比べて穿設作業を失敗するおそれは高くなるが、穿設作業を失敗した場合にはそのノズルモジュール160のみを廃棄すれば足り、プレート本体110を廃棄しなければならない場合に比べてコスト及び作業の損失は少なくて済む。
【0036】
また、ノズルモジュール160の穿設作業とプレート本体110の穿設作業とを並行して行うことができるので、作業期間を飛躍的に短縮することができ、それに伴い、ガス噴射装置の製造コストを低減することができる。
【0037】
さらに、ノズルモジュール160が個別的には、下部プレート110に結合されるので、場合によっては、ノズルモジュール160の噴射孔の直径と噴射角度を異にして、ガスの噴射方向や速度を局部的にも制御できる。
【0038】
図6及び図7に示す第2噴射孔162は、ガス流入部162a、ノズル部162b、拡散部162cにて形成されている。従って、単一直径で加工する場合よりノズルモジュール160の高さが高くて、工程条件及びその他必要によって選択することができる。
【実施例2】
【0039】
上記実施例1では、各大径部116に連通される第1噴射孔112の数、及び各ノズルモジュール160に形成される第2噴射孔162の数は1つとしているが、本実施例2では、図8に示すように、各拡幅部116に連通される第1噴射孔112の数、及び各ノズルモジュール160に形成される第2噴射孔162の数を複数かつ同数(具体的には9つ)としている。以下、詳細に説明する。
【0040】
図8及び図9に示す下部プレート(ガス噴射用プレート)351には、ガスを噴射するためのガス噴射孔が多数形成されている。該下部プレート351は、多数の貫通孔が形成されてなるプレート本体110を備えており、該貫通孔は、ガス噴射側(下面側)に形成された第1噴射孔(第1孔部)112と、9つの第1噴射孔112を含むように上面側に形成された拡幅部(第2孔部)116と、により構成されている。そして、それぞれの拡幅部116には板状のノズルモジュール160を装着できるようになっており、該モジュール160には、前記9つの第1噴射孔112に対応して該噴射孔112と連通するように9つの第2噴射孔(第3孔部)162が形成されている。なお、第1噴射孔112や第2噴射孔162の数は、9つ以外であっても良い。本実施例においては、ノズルモジュール160が拡幅部116に装着された状態で、第1噴射孔112と第2噴射孔162とが連通されてガス噴射孔を形成することとなる。
【0041】
このように多数の第2噴射孔162を備える場合のノズルモジュール160の形状としては、四角柱状(例えば、正方形断面の四角柱や、長方形断面の四角柱)が最も望ましい。
【0042】
本実施例においても、ノズルモジュール160とプレート本体110との間の隙間を工程ガスが流れないように、両者(つまり、ノズルモジュール160及びプレート本体110)の密着性を高めるようにすると良い。具体的には、両者の隙間にオーリング等を配置したり、拡幅部116の内周面に突出端を形成してノズルモジュール160が拡幅部116の底面と所定間隔離隔されるように結合したりするようにすると良い。
【0043】
一方、図10に示すように、拡幅部116は図9と同じ形状(つまり、9つの第1噴射孔112を含む扁平な四角柱状)とするものの、ノズルモジュール160は、第2噴射孔162を1つのみ有する形状とし、1つの拡幅部116に複数のノズルモジュール160を配置するようにしても良い。但し、この場合は、工程ガスが第1噴射孔112を通じて真っ直ぐ噴射されないように、加工の精密度を高める。
【0044】
なお、図8に示す第2噴射孔162は、板厚方向に均一な径としたが、もちろんこれに限られるものではなく、図11に示すような形状(つまり、大径でガスが流入されるガス流入部162aと、該ガス流入部162aよりも小径のノズル部162bと、該ノズル部162bよりも大径でガスが拡散される拡散部162cとからなる形状)としても良い。また、図8に示す第1噴射孔112はほぼ板厚方向に均一な径としたが、もちろんこれに限られるものではなく、図11に示すようにテーパー状としても良い。
【実施例3】
【0045】
図12及び図13は、本発明の実施例3に係るガス噴射装置100の断面図及び斜視図である。上記実施例1及び2では、ガス噴射孔が本体プレート110からノズルモジュール160に亘って形成されるようにしたが、本実施例では、(本体プレート110を貫通するようにノズルモジュール160を配置して)ガス噴射孔をノズルモジュール160にのみ形成することとしている。以下、詳細に説明する。
【0046】
本実施例においては、下部プレート(ガス噴射用プレート)651を、多数の貫通孔112を有するプレート本体110と、各貫通孔112に装着されると共にガス噴射孔162が形成されてなるノズルモジュール160と、により構成した。図示のガス噴射孔162は、大径でガスが流入されるガス流入部162aと、該ガス流入部162aよりも小径のノズル部162bと、該ノズル部162bよりも大径でガスが拡散される拡散部162cとからなる形状であるが、もちろんこれに限られるものではなく、均一径としても良い。
【0047】
本実施例においても、ノズルモジュール160とプレート本体110との間の隙間を工程ガスが流れないように、両者(つまり、ノズルモジュール160及びプレート本体110)の密着性を高めるようにすると良い。具体的には、円柱状部材であるノズルモジュール160の外周面にネジを形成しておいて、プレート本体110の貫通孔112に螺合されて装着されるようにしたり、両者の間にオーリング等を配置したりすると良い。
【0048】
図示のノズルモジュール160には、ガス噴射孔162が1つのみ形成されているが、もちろんこれに限られるものではなく、ガス噴射孔162を複数形成しても良い。
【0049】
図12においては、プレート本体110の厚みとノズルモジュール160の高さとは同じであるが、もちろんこれに限られるものではなく、異ならせても良い。
【0050】
以上のように、本発明の望ましい実施例に限って説明したが、この他にも、当業者によって多様に修正ないし変形されて実施できる。また、そのような実施内容も後述する特許請求の範囲に記述された本発明の技術的思想を含むものであれば、本発明の権利範囲に属されるのは、言うまでもない。
【図面の簡単な説明】
【0051】
【図1】液晶表示素子の製造装置の一般的な構成を示す概略図である。
【図2】下方プレートの一般的形状を示す斜視図である。
【図3】(a)は噴射孔の形状の一例を示す断面図であり、(b)は噴射孔の形状の他の例を示す断面図である。
【図4】本発明の実施例1に係るガス噴射装置の構造を示す断面図である。
【図5】本発明の実施例1に係るガス噴射装置の構造を示す分解斜視図である。
【図6】本発明に係るガス噴射装置の他の形態を示した断面図である。
【図7】本発明に係るガス噴射装置の他の形態を示した分解斜視図である。
【図8】本発明の実施例2に係るガス噴射装置の構造を示す断面図である。
【図9】本発明の実施例2に係るガス噴射装置の構造を示す分解斜視図である。
【図10】本発明に係るガス噴射装置の他の形態を示した分解斜視図である。
【図11】本発明に係るガス噴射装置の他の形態を示した断面図である。
【図12】本発明の実施例3に係るガス噴射装置の構造を示す断面図である。
【図13】本発明の実施例3に係るガス噴射装置の構造を示す分解斜視図である。
【符号の説明】
【0052】
100 ガス噴射装置
110 下部プレート(ガス噴射用プレート)
112 第1噴射孔
116 大径部、拡幅部
160 ノズルモジュール
162 第2噴射孔
【特許請求の範囲】
【請求項1】
ガス噴射用プレートに形成された多数のガス噴射孔からガスを噴射してなるガス噴射装置において、
該ガス噴射用プレートは、
ガス噴射側の面に形成された多数の第1孔部、及び該第1孔部に比して開口面積が大きく該第1孔部と連通して貫通孔を形成するように他側の面に形成された第2孔部、を有するプレート本体と、
前記第1孔部よりも開口面積が小さい第3孔部を少なくとも1つ有すると共に、前記第2孔部に装着可能に構成されたノズルモジュールと、
からなり、
前記ノズルモジュールが前記第2孔部に装着された状態で、前記第1孔部と前記第3孔部とが連通されて前記ガス噴射孔を形成する、
ことを特徴とするガス噴射装置。
【請求項2】
前記ノズルモジュールは、前記第2孔部から取り外すことができるように構成された、ことを特徴とする請求項1に記載のガス噴射装置。
【請求項3】
前記ノズルモジュールは、外周面にネジが形成された円柱状部材であって、前記第2孔部に螺合されて装着される、ことを特徴とする請求項1に記載のガス噴射装置。
【請求項4】
各第2孔部に連通される第1孔部の数は1つであり、
各ノズルモジュールに形成される第3孔部の数は1つである、ことを特徴とする請求項1に記載のガス噴射装置。
【請求項5】
各第2孔部に連通される第1孔部の数は複数であり、
各ノズルモジュールに形成される第3孔部の数は、各第2孔部に連通される第1孔部の数と同数である、ことを特徴とする請求項1に記載のガス噴射装置。
【請求項6】
各第2孔部に複数のノズルモジュールが配置されてなる、ことを特徴とする請求項5に記載のガス噴射装置。
【請求項7】
前記第1孔部及び前記第2孔部は円柱状であり、該第2孔部の直径は該第1孔部の直径よりも大きい、ことを特徴とする請求項1に記載のガス噴射装置。
【請求項8】
前記ノズルモジュールは、円柱状または多角柱状であることを特徴とする請求項1に記載のガス噴射装置。
【請求項9】
前記ノズルモジュールは、四角柱状であって、複数の第3孔部を有する、ことを特徴とする請求項1に記載のガス噴射装置。
【請求項10】
前記第3孔部は、大径でガスが流入されるガス流入部、該ガス流入部よりも小径のノズル部、及び該ノズル部よりも大径でガスが拡散される拡散部からなる、ことを特徴とする請求項1に記載のガス噴射装置。
【請求項11】
前記第3孔部の最小直径は、0.1mm以上1mm以下であることを特徴とする請求項1に記載のガス噴射装置。
【請求項12】
ガス噴射用プレートに形成された多数のガス噴射孔からガスを噴射してなるガス噴射装置において、
該ガス噴射用プレートは、
多数の貫通孔を有するプレート本体と、
該プレート本体の貫通孔に装着されると共に前記ガス噴射孔が形成されたノズルモジュールと、
からなる、ことを特徴とするガス噴射装置。
【請求項13】
前記ノズルモジュールは、外周面にネジが形成された円柱状部材であって、前記貫通孔に螺合されて装着される、ことを特徴とする請求項12に記載のガス噴射装置。
【請求項14】
前記ノズルモジュールは、前記貫通孔から取り外すことができるように構成された、ことを特徴とする請求項12に記載のガス噴射装置。
【請求項15】
前記ガス噴射孔は、大径でガスが流入されるガス流入部、該ガス流入部よりも小径のノズル部、及び該ノズル部よりも大径でガスが拡散される拡散部からなる、ことを特徴とする請求項12に記載のガス噴射装置。
【請求項1】
ガス噴射用プレートに形成された多数のガス噴射孔からガスを噴射してなるガス噴射装置において、
該ガス噴射用プレートは、
ガス噴射側の面に形成された多数の第1孔部、及び該第1孔部に比して開口面積が大きく該第1孔部と連通して貫通孔を形成するように他側の面に形成された第2孔部、を有するプレート本体と、
前記第1孔部よりも開口面積が小さい第3孔部を少なくとも1つ有すると共に、前記第2孔部に装着可能に構成されたノズルモジュールと、
からなり、
前記ノズルモジュールが前記第2孔部に装着された状態で、前記第1孔部と前記第3孔部とが連通されて前記ガス噴射孔を形成する、
ことを特徴とするガス噴射装置。
【請求項2】
前記ノズルモジュールは、前記第2孔部から取り外すことができるように構成された、ことを特徴とする請求項1に記載のガス噴射装置。
【請求項3】
前記ノズルモジュールは、外周面にネジが形成された円柱状部材であって、前記第2孔部に螺合されて装着される、ことを特徴とする請求項1に記載のガス噴射装置。
【請求項4】
各第2孔部に連通される第1孔部の数は1つであり、
各ノズルモジュールに形成される第3孔部の数は1つである、ことを特徴とする請求項1に記載のガス噴射装置。
【請求項5】
各第2孔部に連通される第1孔部の数は複数であり、
各ノズルモジュールに形成される第3孔部の数は、各第2孔部に連通される第1孔部の数と同数である、ことを特徴とする請求項1に記載のガス噴射装置。
【請求項6】
各第2孔部に複数のノズルモジュールが配置されてなる、ことを特徴とする請求項5に記載のガス噴射装置。
【請求項7】
前記第1孔部及び前記第2孔部は円柱状であり、該第2孔部の直径は該第1孔部の直径よりも大きい、ことを特徴とする請求項1に記載のガス噴射装置。
【請求項8】
前記ノズルモジュールは、円柱状または多角柱状であることを特徴とする請求項1に記載のガス噴射装置。
【請求項9】
前記ノズルモジュールは、四角柱状であって、複数の第3孔部を有する、ことを特徴とする請求項1に記載のガス噴射装置。
【請求項10】
前記第3孔部は、大径でガスが流入されるガス流入部、該ガス流入部よりも小径のノズル部、及び該ノズル部よりも大径でガスが拡散される拡散部からなる、ことを特徴とする請求項1に記載のガス噴射装置。
【請求項11】
前記第3孔部の最小直径は、0.1mm以上1mm以下であることを特徴とする請求項1に記載のガス噴射装置。
【請求項12】
ガス噴射用プレートに形成された多数のガス噴射孔からガスを噴射してなるガス噴射装置において、
該ガス噴射用プレートは、
多数の貫通孔を有するプレート本体と、
該プレート本体の貫通孔に装着されると共に前記ガス噴射孔が形成されたノズルモジュールと、
からなる、ことを特徴とするガス噴射装置。
【請求項13】
前記ノズルモジュールは、外周面にネジが形成された円柱状部材であって、前記貫通孔に螺合されて装着される、ことを特徴とする請求項12に記載のガス噴射装置。
【請求項14】
前記ノズルモジュールは、前記貫通孔から取り外すことができるように構成された、ことを特徴とする請求項12に記載のガス噴射装置。
【請求項15】
前記ガス噴射孔は、大径でガスが流入されるガス流入部、該ガス流入部よりも小径のノズル部、及び該ノズル部よりも大径でガスが拡散される拡散部からなる、ことを特徴とする請求項12に記載のガス噴射装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】

【図8】

【図9】

【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2006−289359(P2006−289359A)
【公開日】平成18年10月26日(2006.10.26)
【国際特許分類】
【出願番号】特願2006−101855(P2006−101855)
【出願日】平成18年4月3日(2006.4.3)
【出願人】(504210651)チュサン エンジニアリング コー リミテッド (7)
【Fターム(参考)】
【公開日】平成18年10月26日(2006.10.26)
【国際特許分類】
【出願日】平成18年4月3日(2006.4.3)
【出願人】(504210651)チュサン エンジニアリング コー リミテッド (7)
【Fターム(参考)】
[ Back to top ]