
ガス拡散層と燃料電池、及びガス拡散層の製造方法
【課題】 電気伝導性を持つ多孔質のガス拡散基材と中間層の定着を良好とすることができ、安定性に優れた中間層を持つガス拡散層を提供する。
【解決手段】 実施形態によれば、電気伝導性を持つ多孔質基材1の表面上に、電気伝導性を持つ炭素粉末と結着材との混合粉末からなる中間層2を形成したガス拡散層であって、多孔質基材1の表面粗さRaよりも混合粉末2の平均粒子径Lが小さい。
【解決手段】 実施形態によれば、電気伝導性を持つ多孔質基材1の表面上に、電気伝導性を持つ炭素粉末と結着材との混合粉末からなる中間層2を形成したガス拡散層であって、多孔質基材1の表面粗さRaよりも混合粉末2の平均粒子径Lが小さい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明の実施形態は、ガス拡散層と燃料電池、及びガス拡散層の製造方法に関する。
【背景技術】
【0002】
燃料電池は、水素等の燃料ガスと空気等の酸化剤ガスを電気化学的に反応させることにより、燃料ガスの持つ化学的エネルギーを電気エネルギーに変換する装置である。この燃料電池は、イオン導電性を有する電解質層を挟んで配置した燃料極及び酸化剤極からなる単位セルと、個の単位セルを上下から挟むセパレータとで構成されている。セパレータには、それぞれの電極に反応ガス(燃料ガス、酸化剤ガス)を供給するためのガス供給溝が設けられている。
【0003】
燃料電池は、使用されている電解質層により、アルカリ形燃料電池、リン酸形燃料電池、固体高分子形燃料電池、溶融炭酸塩形燃料電池、固体酸化物形燃料電池に分類されている。これら燃料電池のうち、電解質層として固体高分子膜を使用した固体高分子形燃料電池は、比較的低温で運転ができ、起動時間が短く、大きな出力密度が得られることから、定置電源用、車載電源用、携帯電源用として大きな注目を浴びている。
【0004】
固体高分子形燃料電池の電解質層に使用される固体高分子電解質膜には、10〜100μm程度の厚さのパーフルオロカーボンスルホン酸膜、例えば全フッ化イオノマー等が用いられている。この固体高分子電解質膜は、燃料ガスと酸化剤ガスとを分離する反応ガス分離機能と、燃料極で生成された水素イオンを酸化剤極に運ぶ水素イオン伝導性とに優れている。
【0005】
固体高分子電解質膜は、水分を含んでいる場合、良好な水素イオン導電性を示すものの、乾燥していると水素イオン導電性を著しく低下させる属性を持っている。また、固体高分子電解質膜が乾燥していると固体高分子電解質膜が劣化することが知られている。そのため、固体高分子電解質膜の乾燥を防ぐために、燃料ガス、酸化剤ガスに湿分を持たせることが必要である。また、燃料電池の反応においては酸化剤極にて水が生成するために、この水の除去を行わないと反応ガスの拡散性が低下し特性が著しく低下する。従って、固体高分子電解質膜の乾燥を防止し、生成される水の除去を行うことが、固体高分子電解質膜の劣化防止、電池特性低下防止のために必要である。
【0006】
電極反応により生成された水の除去のために、一般に燃料極と酸化剤極は、水の排出性を良好にするためのガス拡散層と電極反応を起こす触媒層から構成されている。ガス拡散層には電気導電性のある多孔質基材が用いられており、水の排出性を良好とするために、多孔質基材に撥水材を付与したり、さらに撥水機能を有する微細孔を持つ中間層が設けられている。多孔質基材に中間層を設ける方法としては、中間層を構成する材料、例えばカーボンブラックと撥水材でインクを作製し、ダイコーター、バーコーターなどでインクを多孔質基材に塗布する方法がある。また、カーボンブラックと撥水材との混合粉末を乾式塗布により多孔質基材上に形成する方法もある。これらのうちで、混合粉末を乾式塗布により多孔質基材上に形成することにより中間層を製造するのが、製造コスト的に優れている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2005−317240号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
前述したように、ガス拡散層を製造する方法としては、多孔質基材の表面に炭素粉末と結着材との混合粉末を塗布するのが有望である。しかし、多孔質基材上に中間層を構成する混合粉末を塗布した場合、混合粉末の多孔質基材が多孔質基材に食い込みづらく、多孔質基材に対する混合粉末の定着性が悪くなる。このため、これを燃料電池に用いた場合に電池特性の劣化を招く問題があった。
【0009】
また、多孔質基材の表面粗さRaを15μm以下にした方法も提案されているが、乾式塗布による中間層を形成する場合は、中間層を形成するための粉末が定着し、かつ多孔質基材を透過しない構造が必要である。多孔質基材の表面粗さが極端に小さくなると中間層の定着しなくなる恐れがある。
【0010】
本発明が解決しようとする課題は、電気伝導性を持つ多孔質のガス拡散基材と中間層の定着を良好とすることができ、安定性に優れた中間層を持つガス拡散層を提供することにある。
【課題を解決するための手段】
【0011】
実施形態のガス拡散層は、電気伝導性を持つ多孔質基材の表面上に、電気伝導性を持つ炭素粉末と結着材との混合粉末からなる中間層を形成したガス拡散層であって、前記多孔質基材の表面粗さRaよりも前記混合粉末の平均粒子径Lが小さいことを特徴とする。
【発明の効果】
【0012】
本発明によれば、電気伝導性を持つ多孔質なガス拡散基材と中間層の定着を向上させることができ、安定性に優れたガス拡散層を実現することができる。さらに、このガス拡散層を燃料電池に用いた場合に、燃料電池の特性向上に寄与することができる。
【図面の簡単な説明】
【0013】
【図1】第1の実施形態に係わるガス拡散層の概略構成を示す断面図。
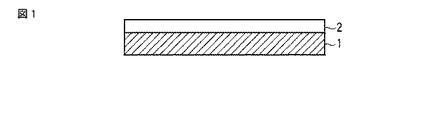
【図2】中間層を形成するための製造装置の構成を示す概念図。
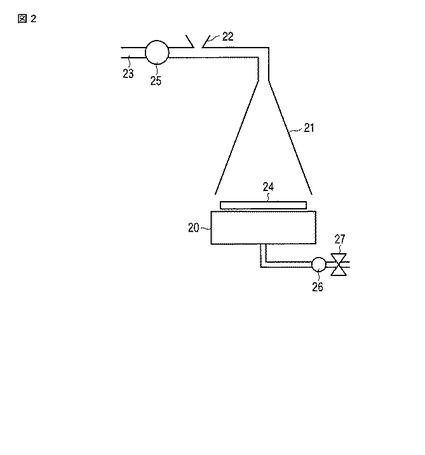
【図3】表面粗さRaと平均粒子径Lに対する定着性の関係を示す模式図。
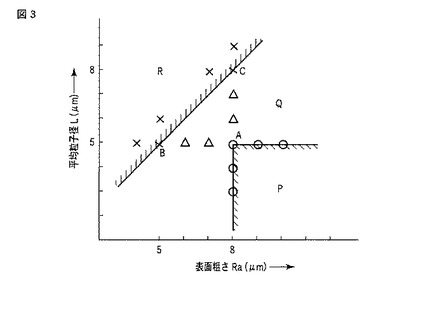
【図4】第2の実施形態に係わる燃料電池の概略構成を示す断面図。
【発明を実施するための形態】
【0014】
以下、実施形態の詳細について、図面を参照して説明する。
【0015】
(第1の実施形態)
図1は、第1の実施形態に係わるガス拡散層の概略構成を示す断面図である。
【0016】
本実施形態のガス拡散層は、多孔質基材1の表面上に中間層2を設けた構成となっている。多孔質基材1の表面粗さRaは8μm以上であり、中間層2を構成する電気伝導性を持つ粒子と結着材の混合粉末の平均粒子径は5μm以下となっている。平均粒子径は、レーザー回折・散乱法によって求めた粒度分布の算術平均値を意味する。
【0017】
以下に、本実施形態におけるガス拡散層の形成方法について述べる。多孔質基材1としては、厚さが180μmで、表面粗さRaが8μmのカーボンペーパーを用いた。中間層2のカーボン粉末には、電化工業社製のデンカブラック(登録商標)を用い、結着剤には平均粒子径300μmのポリテトラフルオロエチレン粉末を用いた。カーボン粉末とポリテトラフルオロエチレン粉末の重量比は60:40とした。上記粉末をカッターミキサーで1分間混合し、中間層形成用粉末とした。
【0018】
上記製作した多孔質基材、中間層形成用混合粉末を用いて、図2に示す装置を用いてガス拡散層を形成した。
【0019】
図2は、中間層を形成するための製造装置であり、20は基材吸引吸引ステージ、21は中間層形成チャンバー、22は混合物供給部、23はガス供給部、24は基材1としてのカーボンペーパー、25はガス流量調整部、26は排気ブロワー、27は圧力調整弁を示している。
【0020】
カーボンペーパー24をガス拡散基材吸引ステージ20上に設置した後、排気ブロワー26を作動させ、圧力調整弁27により吸引ステージ圧力を−30ミリ水柱に調整し、カーボンペーパー24をステージ20側に吸引した。そして、カーボンペーパー24を吸引しながら、カーボンペーパー24を覆うように中間層形成チャンバー21を被せた。次いで、ガス供給部23から窒素を流通しつつ、混合物供給部22より中間層形成用混合粉末を投入した。投入された中間層形成用混合粉末は、ガス供給部23より供給されている窒素ガスにより粉砕され、平均粒子径Lが5μmとなり、カーボンペーパー24(基材1)上に積層されて中間層(2)が得られた。
【0021】
中間層が積層された後に、窒素ガスを止めて、チャンバー21を取り外し、中間層が積層されたガス拡散基材をローラーに通して中間層を固定し、これをガス拡散層Aとした。中間層の目付け量は1mg/cm2 、厚さ40μmとした。
【0022】
比較例1として、多孔質基材に表面粗さRaが5μmの不織布を用いて、ガス拡散層Aと同様の方法で中間層を設けてガス拡散層Bを製作した。
【0023】
比較例2として、中間層のカーボン粉末にはデンカブラックを用い、結着剤には平均粒子径300μmのポリテトラフルオロエチレン粉末を用いた。カーボン粉末とポリテトラフルオロエチレン粉末の重量比は60:40とした。多孔質基材としては、拡散層Aと同様に、表面粗さRaが8μmのカーボンペーパー(厚さ180μm)を用いた。上記粉末をカッターミキサーで1分間混合し、ガス拡散層Aと同様の方法でガス拡散層Cを形成した。ガス拡散層Cでは中間層を形成する際の窒素圧力と流量を調整して、投入された中間層形成用混合粉末が平均粒子径Lが8μmとなるようにした。
【0024】
ガス拡散層B、ガス拡散層Cはローラーにて中間層を固定した後、エアーブラシにて空気を吹き付けると簡単に中間層が剥離し定着性が悪く、触媒層塗布の後工程に使えないものであった。これは、中間層を構成するカーボン粉末とポリテトラフルオロエチレン粉末の混合粉末の平均粒子径Lが多孔質基材の表面粗さRaと同等であるために、中間層を構成する混合粉末が多孔質基材に食い込みづらく定着性が悪くなったためと思われる。
【0025】
これに対し、ガス拡散層Aは多孔質基材に対する中間層の定着性が極めて良好であり、上記と同様にローラーにて中間層を固定した後、エアーブラシにて空気を吹き付けても中間層が剥離することは全くなかった。また、ガス拡散層Aにおいて、基材の表面粗さRaを9μm,10μmと大きくしても同様の効果が得られた。さらに、ガス拡散層Aにおいて、中間層の混合粉末の平均粒子径Lを4μm,3μmと小さくしても、同様の効果が得られた。一方、ガス拡散層Aの基材の表面粗さRaを7μm,6μmと小さくすると、ガス拡散層Bよりは良いものの中間層の剥離が生じやすくなった。さらに、ガス拡散層Aにおいて、中間層の混合粉末の平均粒子径Lを6μm,7μmと大きくすると、ガス拡散層Cよりは良いものの剥離が生じやすくなった。
【0026】
また、ガス拡散層Bにおいて、基材の表面粗さRaを4μmと小さくしてもガス拡散層Bと同様の結果が得られ、中間層の混合粉末の平均粒子径Lを6μmと大きくしても、同様の結果が得られた。さらに、ガス拡散層Cにおいて、基材の表面粗さRaを7μmと小さくしてもガス拡散層Cと同様の結果が得られ、中間層の混合粉末の平均粒子径Lを9μmと大きくしても同様の結果が得られた。
【0027】
これらの結果を纏めると、図3に示すように、表面粗さRa≧8μm,平均粒子径L≦5μmの領域Pでは十分に良好な結果が得られ、Ra>Lの領域Qでは比較的良好な結果が得られ、Ra≦Lの領域Rでは全く使い物にならないことが判明した。即ち、表面粗さRaと平均粒子径Lとの関係は、Ra>Lが必須であり、Ra≧8μm,L≦5μmがより望ましいことが判明した。
【0028】
このように本実施形態では、多孔質基材の表面粗さRaよりも電気伝導性を持つ炭素粉末と結着材からなる混合粉末の平均粒子径Lを小さくすることにより、定着性の比較的良好なガス拡散層が得られる。さらに、多孔質基材の表面粗さを8μm以上とし、電気伝導性を持つ炭素粉末と結着材からなる混合粉末の平均粒子径を5μm以下とすることにより定着性の極めて良好なガス拡散層が得られる。
【0029】
(第2の実施形態)
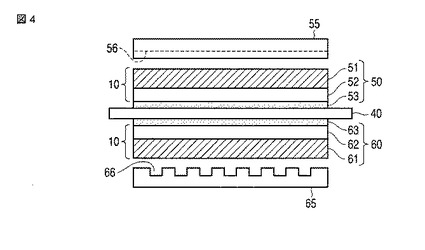
図4は、第2の実施形態に係わる燃料電池の概略構成を示す断面図である。
【0030】
本実施形態は、第1の実施形態のガス拡散層10を、固体高分子電解質膜を有する燃料電池の電極として用いたものである。
【0031】
図中の40は水素イオン伝導性を有する固体高分子を電解質とした固体高分子電解質膜であり、この電解質膜40の一方の主面には燃料極50が設置され、他方の主面には酸化剤極60が設置されている。
【0032】
燃料極50は、多孔質基材51上に中間層52を形成した拡散層(10)上に燃料極触媒層53を形成したものである。酸化剤極60は、多孔質基材61上に中間層62を形成した拡散層(10)上に酸化剤極触媒層63を形成したものである。ここで、燃料極50及び酸化剤極60の拡散層(10)が第1の実施形態で形成したものであり、多孔質基材51,61の表面粗さRa≧8μm以上、中間層52,62の平均粒子径L≦5μmとなっている。
【0033】
燃料極50の上には燃料ガス供給溝56を有するセパレータ55が設置され、酸化剤極60の上には酸化剤ガス供給溝66を有するセパレータ65が設置されている。ここで、各々の流路56,66は互いに直交する関係となっている。また、図には示さないが、図4の燃料電池は複数個積層されて燃料電池スタックを構成するようになっている。
【0034】
このような構成を備えた燃料電池本体において、燃料ガス供給溝56、酸化剤ガス供給溝66に、燃料電池積層体の側面に設けた反応ガス供給マニホールドを介してそれぞれの反応ガス(燃料ガス、酸化剤ガス)を供給すると、単位セルの一対の電極で下記に示す電気化学反応が進行し、電極間で起電力が生じる。
【0035】
燃料極 :2H2 → 4H+ + 4e− ……(1)
酸化剤極:O2 +4H+ +4e− → 2H2 O……(2)
上式において、燃料極50では、式(1)に示すように、供給した水素を水素イオンと電子に解離する。その際、水素イオンは電解質層を通り、また、電子は外部回路を通り、酸化剤極60にそれぞれ移動する。
【0036】
一方、酸化剤極60では、式(2)に示すように、供給した酸化剤ガス中の酸素と、上述水素イオン及び電子が反応して水を生成する。このとき、外部回路を通った電子は、電流となり、電力を供給することができる。
【0037】
なお、式(1),(2)の反応により生成した水は、燃料電池本体で消費されなかった反応ガス(既反応ガス)と共に燃料電池積層体の側面に設けた反応ガス排出マニホールドを介して燃料電池本体の外部に排出される。
【0038】
次に、本実施形態の燃料電池を比較例と共により詳しく説明する。
【0039】
第1の実施形態で製作したガス拡散層(10)に触媒層を形成し、形成した電極50,60と固体高分子電解質膜40とで燃料電池を製作した。燃料極触媒層53はドクターブレード方により形成した。即ち、Pt−Ru合金触媒と固体高分子電解質液の混合溶液からなるインクを作製し、このインクを用いて上記作製したガス拡散層上にドクターブレード法により形成した。Pt−Ru合金触媒の金属量は0.5mg/cm2 とした。また、Pt−Ru合金触媒と固体高分子電解質の重量比は2対1とした。酸化剤極触媒層63も同様には、Pt触媒と固体高分子電解質液の混合溶液からなるインクを作製し、上記作製したガス拡散層上にドクターブレード法により形成した。Pt触媒の金属量は0.4mg/cm2 とした。また、Pt触媒と固体高分子電解質との重量比は2対1とした。
【0040】
燃料極50、酸化剤極60とで固体高分子電解質膜40を挟持し、熱圧着にて電極−固体高分子電解質膜接合体aを得た。固体高分子電解質膜40には、厚さ25μmの全フッ素化イオノマー(例えばナフィオンNR111(登録商標))膜を用いた。また、熱圧着はホットプレスを用いて温度135℃、圧力20kgf/cm2 、時間2分で行った。
【0041】
次に、電極−固体高分子電解質膜接合体aと同じガス拡散層Aを用い、このガス拡散層Aに触媒粉末と電解質膜を用いた混合粉末を用いて触媒層を形成することにより、燃料極50と酸化剤極60を製作した。そして、電極50,60で固体高分子電解質膜40を挟み込むことにより燃料電池を製作した。
【0042】
触媒層の形成は、中間層を製作する前記図2と同じ装置を用いて行った。電極−固体高分子電解質膜接合体aで製作した燃料極、酸化剤極用触媒層形成インクを70℃で乾燥し、触媒層形成用粉末とした。この粉末をガス拡散層Aに塗布して燃料極、酸化剤極を製作した。製作した燃料極、酸化剤極とで固体高分子電解質膜を挟持し、熱圧着にて電極−固体高分子電解質膜接合体bを得た。固体高分子電解質膜、接合条件は電極−固体高分子電解質膜接合体aと同じとした。
【0043】
以下に比較例1の燃料極、酸化剤極の形成方法について述べる。ガス拡散層の多孔質基材として表面粗さRa=5μm不織布を用いた。中間層の電気導電性材料にはデンカブラックを用い、結着剤には平均粒子径0.3μmのポリテトラフルオロエチレンを用いた。デンカブラックとポリテトラフルオロエチレンの分散液で固形分重量比で60:40となるようにインクを作製し、ドクターブレードにて塗布して中間層を形成しガス拡散層を得た。なお、インクにおける分散媒の平均粒子径はL=2μmであった。中間層の目付け量はガス拡散層Aと同じく1.0mg/cm2 とした。厚みは20μmであった。
【0044】
このガス拡散層の中間層上に電極−固体高分子電解質膜接合体aと同じ方法で触媒層を形成することにより、燃料極50及び酸化剤極60を作製した。そして、燃料極50、酸化剤極60、及び固体高分子電解質膜40にて電極−固体高分子電解質膜接合体cを製作した。
【0045】
次に、比較例2の燃料極、酸化剤極の形成方法について述べる。第1の実施形態で製作したガス拡散層Bを用い、このガス拡散層Bに電極−固体高分子電解質膜接合体aと同じ方法で触媒層を形成することにより、このガス拡散層Aに触媒粉末と電解質膜を用いた混合粉末を用いて触媒層を形成することにより、燃料極50と酸化剤極60を製作した。そして、電極50,60で固体高分子電解質膜40にて電極−固体高分子電解質膜接合体dを製作した。なお、ガス拡散層Bは中間層が剥がれやすいために中間層が剥がれていないものを選定して使用した。
【0046】
電極−固体高分子電解質膜接合体a〜dを酸化剤ガス供給用セパレータ、燃料ガス供給用セパレータに組み込み、発電試験を行った。燃料に水素濃度70%、一酸化炭素濃度10ppmの改質模擬ガスを供給し、酸化剤極には空気を供給し、電池温度は80℃、アノード加湿80℃、カソード加湿70℃とし、利用率はそれぞれ80%、40%で発電試験を行った。
【0047】
下記の(表1)に、各電極−固体高分子電解質膜接合体の電流密度0.3A/cm2 と1A/cm2 の時の電圧、1kHzの周波数で測定した交流抵抗値を示す。
【表1】

【0048】
(表1)に示すように電流密度0.3A/cm2 では電極−固体高分子電解質膜接合体a〜dに電圧差はないが、電流密度1.0A/cm2 では比較例である電極−電解質膜接合体cが最も電圧が低い結果となった。同じ触媒層を用いた電極−電解質膜接合体aと比較するとガス拡散層の中間層を形成する電気伝導性を持つ炭素粉末と結着材からなる混合粒子の平均粒子径が細かくなおかつ中間層の厚みが薄くなったために、ガス拡散性能が低下したためと思われる。電極−電解質膜接合体aより電極−電解質膜接合体bがより電流密度1.0A/cm2 における電圧が高いのは、触媒層を乾式塗布したために、ガス拡散性が良好になったためと思われる。
【0049】
またガス拡散層Bを用いた接合体dにおいては、ガス拡散層における中間層と多孔質基材の接触が悪いために交流抵抗値が高く、電流密度1.0A/cm2 における電圧が低くなったものと思われる。
【0050】
以上述べたように電気伝導性を持つ炭素粉末と結着材からなる平均粒子径Lが5μm以下の混合粉末を塗布してなる中間層と電気伝導性を持つ表面粗さRaが8μm以上の多孔質基材からなるガス拡散層を用いることにより、ガス拡散性の優れた燃料電池を形成することができる。なお、電気伝導性を持つ炭素粉末と結着材からなる平均粒子径Lは2〜5μmが望ましい。また、多孔質基材の表面粗さRaは8μm以上が望ましいが、あまり大きすぎると混合粉末を定着させることができなくなる。従って、多孔質基材の表面粗さRaは20μm以下程度が望ましい。
【0051】
このように本実施形態によれば、燃料電池の燃料極及び酸化剤極として第1の実施形態のようなガス拡散層を用いることにより、製造コストの低減をはかると共に特性向上をはかることができる。特に、多孔質基材の表面粗さRaを8μm以上とし、電気伝導性を持つ炭素粉末と結着材からなる混合粉末の平均粒子径Lを5μmとすることにより、定着性の極めて優れたガス拡散層を実現し、このガス拡散層に触媒層を乾式塗布することにより、より拡散性に優れた燃料電池を得ることができる。
【0052】
(変形例)
ガス拡散層は必ずしも燃料電池の電極として用いるに限らず、ガスの拡散が可能で導電性であることを要求される部分に適用可能である。さらに、電解質は、必ずしも水素イオン伝導性を有する固体高分子を電解質とした固体高分子電解質膜に限るものではなく、アルカリ電解質であっても良い。
【0053】
また、多孔質基材の表面粗さRaの上限は特に規定されないが、あまり大きいと粒子がとどまらないので、20μm以下程度が望ましい。さらに、平均粒子径Lの下限も特に限定されないが、あまり小さい粒子は作りづらいことから、2μm程度以上が望ましい。また、実施形態では、燃料電池において燃料極及び酸化剤極の両方でRa>Lと規定したが、必ずしも両方の電極でRa>Lを満足する必要はなく、一方の電極のみでRa>Lを満足するようにしても良い。
【0054】
本発明の幾つかの実施形態を説明したが、これらの実施形態は、例として提示したものであり、発明の範囲を限定することは意図していない。これら新規な実施形態は、その他の様々な形態で実施されることが可能であり、発明の要旨を逸脱しない範囲で、種々の省略、置き換え、変更を行うことができる。これら実施形態やその変形は、発明の範囲や要旨に含まれると共に、特許請求の範囲に記載された発明とその均等の範囲に含まれる。
【符号の説明】
【0055】
1… 多孔質基材
2…中間層
10…ガス拡散層
20…ガス拡散基材吸引ステージ
21…中間層形成チャンバー
22…混合物供給部
23…ガス供給部
24…カーボンペーパー
25…ガス流量調整部
26…排気ブロワー
27…圧力調整弁
40…固体高分子電解質膜
50…燃料極
51…燃料極多孔質基材
52…燃料極中間層
53…燃料極触媒層
55…燃料極側セパレータ
56…燃料ガス供給溝
60…酸化剤極
61…酸化剤極多孔質基材
62…酸化剤極中間層
63…酸化剤極触媒層
65…酸化剤極側セパレータ
66…酸化剤ガス供給溝
【技術分野】
【0001】
本発明の実施形態は、ガス拡散層と燃料電池、及びガス拡散層の製造方法に関する。
【背景技術】
【0002】
燃料電池は、水素等の燃料ガスと空気等の酸化剤ガスを電気化学的に反応させることにより、燃料ガスの持つ化学的エネルギーを電気エネルギーに変換する装置である。この燃料電池は、イオン導電性を有する電解質層を挟んで配置した燃料極及び酸化剤極からなる単位セルと、個の単位セルを上下から挟むセパレータとで構成されている。セパレータには、それぞれの電極に反応ガス(燃料ガス、酸化剤ガス)を供給するためのガス供給溝が設けられている。
【0003】
燃料電池は、使用されている電解質層により、アルカリ形燃料電池、リン酸形燃料電池、固体高分子形燃料電池、溶融炭酸塩形燃料電池、固体酸化物形燃料電池に分類されている。これら燃料電池のうち、電解質層として固体高分子膜を使用した固体高分子形燃料電池は、比較的低温で運転ができ、起動時間が短く、大きな出力密度が得られることから、定置電源用、車載電源用、携帯電源用として大きな注目を浴びている。
【0004】
固体高分子形燃料電池の電解質層に使用される固体高分子電解質膜には、10〜100μm程度の厚さのパーフルオロカーボンスルホン酸膜、例えば全フッ化イオノマー等が用いられている。この固体高分子電解質膜は、燃料ガスと酸化剤ガスとを分離する反応ガス分離機能と、燃料極で生成された水素イオンを酸化剤極に運ぶ水素イオン伝導性とに優れている。
【0005】
固体高分子電解質膜は、水分を含んでいる場合、良好な水素イオン導電性を示すものの、乾燥していると水素イオン導電性を著しく低下させる属性を持っている。また、固体高分子電解質膜が乾燥していると固体高分子電解質膜が劣化することが知られている。そのため、固体高分子電解質膜の乾燥を防ぐために、燃料ガス、酸化剤ガスに湿分を持たせることが必要である。また、燃料電池の反応においては酸化剤極にて水が生成するために、この水の除去を行わないと反応ガスの拡散性が低下し特性が著しく低下する。従って、固体高分子電解質膜の乾燥を防止し、生成される水の除去を行うことが、固体高分子電解質膜の劣化防止、電池特性低下防止のために必要である。
【0006】
電極反応により生成された水の除去のために、一般に燃料極と酸化剤極は、水の排出性を良好にするためのガス拡散層と電極反応を起こす触媒層から構成されている。ガス拡散層には電気導電性のある多孔質基材が用いられており、水の排出性を良好とするために、多孔質基材に撥水材を付与したり、さらに撥水機能を有する微細孔を持つ中間層が設けられている。多孔質基材に中間層を設ける方法としては、中間層を構成する材料、例えばカーボンブラックと撥水材でインクを作製し、ダイコーター、バーコーターなどでインクを多孔質基材に塗布する方法がある。また、カーボンブラックと撥水材との混合粉末を乾式塗布により多孔質基材上に形成する方法もある。これらのうちで、混合粉末を乾式塗布により多孔質基材上に形成することにより中間層を製造するのが、製造コスト的に優れている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2005−317240号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
前述したように、ガス拡散層を製造する方法としては、多孔質基材の表面に炭素粉末と結着材との混合粉末を塗布するのが有望である。しかし、多孔質基材上に中間層を構成する混合粉末を塗布した場合、混合粉末の多孔質基材が多孔質基材に食い込みづらく、多孔質基材に対する混合粉末の定着性が悪くなる。このため、これを燃料電池に用いた場合に電池特性の劣化を招く問題があった。
【0009】
また、多孔質基材の表面粗さRaを15μm以下にした方法も提案されているが、乾式塗布による中間層を形成する場合は、中間層を形成するための粉末が定着し、かつ多孔質基材を透過しない構造が必要である。多孔質基材の表面粗さが極端に小さくなると中間層の定着しなくなる恐れがある。
【0010】
本発明が解決しようとする課題は、電気伝導性を持つ多孔質のガス拡散基材と中間層の定着を良好とすることができ、安定性に優れた中間層を持つガス拡散層を提供することにある。
【課題を解決するための手段】
【0011】
実施形態のガス拡散層は、電気伝導性を持つ多孔質基材の表面上に、電気伝導性を持つ炭素粉末と結着材との混合粉末からなる中間層を形成したガス拡散層であって、前記多孔質基材の表面粗さRaよりも前記混合粉末の平均粒子径Lが小さいことを特徴とする。
【発明の効果】
【0012】
本発明によれば、電気伝導性を持つ多孔質なガス拡散基材と中間層の定着を向上させることができ、安定性に優れたガス拡散層を実現することができる。さらに、このガス拡散層を燃料電池に用いた場合に、燃料電池の特性向上に寄与することができる。
【図面の簡単な説明】
【0013】
【図1】第1の実施形態に係わるガス拡散層の概略構成を示す断面図。
【図2】中間層を形成するための製造装置の構成を示す概念図。
【図3】表面粗さRaと平均粒子径Lに対する定着性の関係を示す模式図。
【図4】第2の実施形態に係わる燃料電池の概略構成を示す断面図。
【発明を実施するための形態】
【0014】
以下、実施形態の詳細について、図面を参照して説明する。
【0015】
(第1の実施形態)
図1は、第1の実施形態に係わるガス拡散層の概略構成を示す断面図である。
【0016】
本実施形態のガス拡散層は、多孔質基材1の表面上に中間層2を設けた構成となっている。多孔質基材1の表面粗さRaは8μm以上であり、中間層2を構成する電気伝導性を持つ粒子と結着材の混合粉末の平均粒子径は5μm以下となっている。平均粒子径は、レーザー回折・散乱法によって求めた粒度分布の算術平均値を意味する。
【0017】
以下に、本実施形態におけるガス拡散層の形成方法について述べる。多孔質基材1としては、厚さが180μmで、表面粗さRaが8μmのカーボンペーパーを用いた。中間層2のカーボン粉末には、電化工業社製のデンカブラック(登録商標)を用い、結着剤には平均粒子径300μmのポリテトラフルオロエチレン粉末を用いた。カーボン粉末とポリテトラフルオロエチレン粉末の重量比は60:40とした。上記粉末をカッターミキサーで1分間混合し、中間層形成用粉末とした。
【0018】
上記製作した多孔質基材、中間層形成用混合粉末を用いて、図2に示す装置を用いてガス拡散層を形成した。
【0019】
図2は、中間層を形成するための製造装置であり、20は基材吸引吸引ステージ、21は中間層形成チャンバー、22は混合物供給部、23はガス供給部、24は基材1としてのカーボンペーパー、25はガス流量調整部、26は排気ブロワー、27は圧力調整弁を示している。
【0020】
カーボンペーパー24をガス拡散基材吸引ステージ20上に設置した後、排気ブロワー26を作動させ、圧力調整弁27により吸引ステージ圧力を−30ミリ水柱に調整し、カーボンペーパー24をステージ20側に吸引した。そして、カーボンペーパー24を吸引しながら、カーボンペーパー24を覆うように中間層形成チャンバー21を被せた。次いで、ガス供給部23から窒素を流通しつつ、混合物供給部22より中間層形成用混合粉末を投入した。投入された中間層形成用混合粉末は、ガス供給部23より供給されている窒素ガスにより粉砕され、平均粒子径Lが5μmとなり、カーボンペーパー24(基材1)上に積層されて中間層(2)が得られた。
【0021】
中間層が積層された後に、窒素ガスを止めて、チャンバー21を取り外し、中間層が積層されたガス拡散基材をローラーに通して中間層を固定し、これをガス拡散層Aとした。中間層の目付け量は1mg/cm2 、厚さ40μmとした。
【0022】
比較例1として、多孔質基材に表面粗さRaが5μmの不織布を用いて、ガス拡散層Aと同様の方法で中間層を設けてガス拡散層Bを製作した。
【0023】
比較例2として、中間層のカーボン粉末にはデンカブラックを用い、結着剤には平均粒子径300μmのポリテトラフルオロエチレン粉末を用いた。カーボン粉末とポリテトラフルオロエチレン粉末の重量比は60:40とした。多孔質基材としては、拡散層Aと同様に、表面粗さRaが8μmのカーボンペーパー(厚さ180μm)を用いた。上記粉末をカッターミキサーで1分間混合し、ガス拡散層Aと同様の方法でガス拡散層Cを形成した。ガス拡散層Cでは中間層を形成する際の窒素圧力と流量を調整して、投入された中間層形成用混合粉末が平均粒子径Lが8μmとなるようにした。
【0024】
ガス拡散層B、ガス拡散層Cはローラーにて中間層を固定した後、エアーブラシにて空気を吹き付けると簡単に中間層が剥離し定着性が悪く、触媒層塗布の後工程に使えないものであった。これは、中間層を構成するカーボン粉末とポリテトラフルオロエチレン粉末の混合粉末の平均粒子径Lが多孔質基材の表面粗さRaと同等であるために、中間層を構成する混合粉末が多孔質基材に食い込みづらく定着性が悪くなったためと思われる。
【0025】
これに対し、ガス拡散層Aは多孔質基材に対する中間層の定着性が極めて良好であり、上記と同様にローラーにて中間層を固定した後、エアーブラシにて空気を吹き付けても中間層が剥離することは全くなかった。また、ガス拡散層Aにおいて、基材の表面粗さRaを9μm,10μmと大きくしても同様の効果が得られた。さらに、ガス拡散層Aにおいて、中間層の混合粉末の平均粒子径Lを4μm,3μmと小さくしても、同様の効果が得られた。一方、ガス拡散層Aの基材の表面粗さRaを7μm,6μmと小さくすると、ガス拡散層Bよりは良いものの中間層の剥離が生じやすくなった。さらに、ガス拡散層Aにおいて、中間層の混合粉末の平均粒子径Lを6μm,7μmと大きくすると、ガス拡散層Cよりは良いものの剥離が生じやすくなった。
【0026】
また、ガス拡散層Bにおいて、基材の表面粗さRaを4μmと小さくしてもガス拡散層Bと同様の結果が得られ、中間層の混合粉末の平均粒子径Lを6μmと大きくしても、同様の結果が得られた。さらに、ガス拡散層Cにおいて、基材の表面粗さRaを7μmと小さくしてもガス拡散層Cと同様の結果が得られ、中間層の混合粉末の平均粒子径Lを9μmと大きくしても同様の結果が得られた。
【0027】
これらの結果を纏めると、図3に示すように、表面粗さRa≧8μm,平均粒子径L≦5μmの領域Pでは十分に良好な結果が得られ、Ra>Lの領域Qでは比較的良好な結果が得られ、Ra≦Lの領域Rでは全く使い物にならないことが判明した。即ち、表面粗さRaと平均粒子径Lとの関係は、Ra>Lが必須であり、Ra≧8μm,L≦5μmがより望ましいことが判明した。
【0028】
このように本実施形態では、多孔質基材の表面粗さRaよりも電気伝導性を持つ炭素粉末と結着材からなる混合粉末の平均粒子径Lを小さくすることにより、定着性の比較的良好なガス拡散層が得られる。さらに、多孔質基材の表面粗さを8μm以上とし、電気伝導性を持つ炭素粉末と結着材からなる混合粉末の平均粒子径を5μm以下とすることにより定着性の極めて良好なガス拡散層が得られる。
【0029】
(第2の実施形態)
図4は、第2の実施形態に係わる燃料電池の概略構成を示す断面図である。
【0030】
本実施形態は、第1の実施形態のガス拡散層10を、固体高分子電解質膜を有する燃料電池の電極として用いたものである。
【0031】
図中の40は水素イオン伝導性を有する固体高分子を電解質とした固体高分子電解質膜であり、この電解質膜40の一方の主面には燃料極50が設置され、他方の主面には酸化剤極60が設置されている。
【0032】
燃料極50は、多孔質基材51上に中間層52を形成した拡散層(10)上に燃料極触媒層53を形成したものである。酸化剤極60は、多孔質基材61上に中間層62を形成した拡散層(10)上に酸化剤極触媒層63を形成したものである。ここで、燃料極50及び酸化剤極60の拡散層(10)が第1の実施形態で形成したものであり、多孔質基材51,61の表面粗さRa≧8μm以上、中間層52,62の平均粒子径L≦5μmとなっている。
【0033】
燃料極50の上には燃料ガス供給溝56を有するセパレータ55が設置され、酸化剤極60の上には酸化剤ガス供給溝66を有するセパレータ65が設置されている。ここで、各々の流路56,66は互いに直交する関係となっている。また、図には示さないが、図4の燃料電池は複数個積層されて燃料電池スタックを構成するようになっている。
【0034】
このような構成を備えた燃料電池本体において、燃料ガス供給溝56、酸化剤ガス供給溝66に、燃料電池積層体の側面に設けた反応ガス供給マニホールドを介してそれぞれの反応ガス(燃料ガス、酸化剤ガス)を供給すると、単位セルの一対の電極で下記に示す電気化学反応が進行し、電極間で起電力が生じる。
【0035】
燃料極 :2H2 → 4H+ + 4e− ……(1)
酸化剤極:O2 +4H+ +4e− → 2H2 O……(2)
上式において、燃料極50では、式(1)に示すように、供給した水素を水素イオンと電子に解離する。その際、水素イオンは電解質層を通り、また、電子は外部回路を通り、酸化剤極60にそれぞれ移動する。
【0036】
一方、酸化剤極60では、式(2)に示すように、供給した酸化剤ガス中の酸素と、上述水素イオン及び電子が反応して水を生成する。このとき、外部回路を通った電子は、電流となり、電力を供給することができる。
【0037】
なお、式(1),(2)の反応により生成した水は、燃料電池本体で消費されなかった反応ガス(既反応ガス)と共に燃料電池積層体の側面に設けた反応ガス排出マニホールドを介して燃料電池本体の外部に排出される。
【0038】
次に、本実施形態の燃料電池を比較例と共により詳しく説明する。
【0039】
第1の実施形態で製作したガス拡散層(10)に触媒層を形成し、形成した電極50,60と固体高分子電解質膜40とで燃料電池を製作した。燃料極触媒層53はドクターブレード方により形成した。即ち、Pt−Ru合金触媒と固体高分子電解質液の混合溶液からなるインクを作製し、このインクを用いて上記作製したガス拡散層上にドクターブレード法により形成した。Pt−Ru合金触媒の金属量は0.5mg/cm2 とした。また、Pt−Ru合金触媒と固体高分子電解質の重量比は2対1とした。酸化剤極触媒層63も同様には、Pt触媒と固体高分子電解質液の混合溶液からなるインクを作製し、上記作製したガス拡散層上にドクターブレード法により形成した。Pt触媒の金属量は0.4mg/cm2 とした。また、Pt触媒と固体高分子電解質との重量比は2対1とした。
【0040】
燃料極50、酸化剤極60とで固体高分子電解質膜40を挟持し、熱圧着にて電極−固体高分子電解質膜接合体aを得た。固体高分子電解質膜40には、厚さ25μmの全フッ素化イオノマー(例えばナフィオンNR111(登録商標))膜を用いた。また、熱圧着はホットプレスを用いて温度135℃、圧力20kgf/cm2 、時間2分で行った。
【0041】
次に、電極−固体高分子電解質膜接合体aと同じガス拡散層Aを用い、このガス拡散層Aに触媒粉末と電解質膜を用いた混合粉末を用いて触媒層を形成することにより、燃料極50と酸化剤極60を製作した。そして、電極50,60で固体高分子電解質膜40を挟み込むことにより燃料電池を製作した。
【0042】
触媒層の形成は、中間層を製作する前記図2と同じ装置を用いて行った。電極−固体高分子電解質膜接合体aで製作した燃料極、酸化剤極用触媒層形成インクを70℃で乾燥し、触媒層形成用粉末とした。この粉末をガス拡散層Aに塗布して燃料極、酸化剤極を製作した。製作した燃料極、酸化剤極とで固体高分子電解質膜を挟持し、熱圧着にて電極−固体高分子電解質膜接合体bを得た。固体高分子電解質膜、接合条件は電極−固体高分子電解質膜接合体aと同じとした。
【0043】
以下に比較例1の燃料極、酸化剤極の形成方法について述べる。ガス拡散層の多孔質基材として表面粗さRa=5μm不織布を用いた。中間層の電気導電性材料にはデンカブラックを用い、結着剤には平均粒子径0.3μmのポリテトラフルオロエチレンを用いた。デンカブラックとポリテトラフルオロエチレンの分散液で固形分重量比で60:40となるようにインクを作製し、ドクターブレードにて塗布して中間層を形成しガス拡散層を得た。なお、インクにおける分散媒の平均粒子径はL=2μmであった。中間層の目付け量はガス拡散層Aと同じく1.0mg/cm2 とした。厚みは20μmであった。
【0044】
このガス拡散層の中間層上に電極−固体高分子電解質膜接合体aと同じ方法で触媒層を形成することにより、燃料極50及び酸化剤極60を作製した。そして、燃料極50、酸化剤極60、及び固体高分子電解質膜40にて電極−固体高分子電解質膜接合体cを製作した。
【0045】
次に、比較例2の燃料極、酸化剤極の形成方法について述べる。第1の実施形態で製作したガス拡散層Bを用い、このガス拡散層Bに電極−固体高分子電解質膜接合体aと同じ方法で触媒層を形成することにより、このガス拡散層Aに触媒粉末と電解質膜を用いた混合粉末を用いて触媒層を形成することにより、燃料極50と酸化剤極60を製作した。そして、電極50,60で固体高分子電解質膜40にて電極−固体高分子電解質膜接合体dを製作した。なお、ガス拡散層Bは中間層が剥がれやすいために中間層が剥がれていないものを選定して使用した。
【0046】
電極−固体高分子電解質膜接合体a〜dを酸化剤ガス供給用セパレータ、燃料ガス供給用セパレータに組み込み、発電試験を行った。燃料に水素濃度70%、一酸化炭素濃度10ppmの改質模擬ガスを供給し、酸化剤極には空気を供給し、電池温度は80℃、アノード加湿80℃、カソード加湿70℃とし、利用率はそれぞれ80%、40%で発電試験を行った。
【0047】
下記の(表1)に、各電極−固体高分子電解質膜接合体の電流密度0.3A/cm2 と1A/cm2 の時の電圧、1kHzの周波数で測定した交流抵抗値を示す。
【表1】
【0048】
(表1)に示すように電流密度0.3A/cm2 では電極−固体高分子電解質膜接合体a〜dに電圧差はないが、電流密度1.0A/cm2 では比較例である電極−電解質膜接合体cが最も電圧が低い結果となった。同じ触媒層を用いた電極−電解質膜接合体aと比較するとガス拡散層の中間層を形成する電気伝導性を持つ炭素粉末と結着材からなる混合粒子の平均粒子径が細かくなおかつ中間層の厚みが薄くなったために、ガス拡散性能が低下したためと思われる。電極−電解質膜接合体aより電極−電解質膜接合体bがより電流密度1.0A/cm2 における電圧が高いのは、触媒層を乾式塗布したために、ガス拡散性が良好になったためと思われる。
【0049】
またガス拡散層Bを用いた接合体dにおいては、ガス拡散層における中間層と多孔質基材の接触が悪いために交流抵抗値が高く、電流密度1.0A/cm2 における電圧が低くなったものと思われる。
【0050】
以上述べたように電気伝導性を持つ炭素粉末と結着材からなる平均粒子径Lが5μm以下の混合粉末を塗布してなる中間層と電気伝導性を持つ表面粗さRaが8μm以上の多孔質基材からなるガス拡散層を用いることにより、ガス拡散性の優れた燃料電池を形成することができる。なお、電気伝導性を持つ炭素粉末と結着材からなる平均粒子径Lは2〜5μmが望ましい。また、多孔質基材の表面粗さRaは8μm以上が望ましいが、あまり大きすぎると混合粉末を定着させることができなくなる。従って、多孔質基材の表面粗さRaは20μm以下程度が望ましい。
【0051】
このように本実施形態によれば、燃料電池の燃料極及び酸化剤極として第1の実施形態のようなガス拡散層を用いることにより、製造コストの低減をはかると共に特性向上をはかることができる。特に、多孔質基材の表面粗さRaを8μm以上とし、電気伝導性を持つ炭素粉末と結着材からなる混合粉末の平均粒子径Lを5μmとすることにより、定着性の極めて優れたガス拡散層を実現し、このガス拡散層に触媒層を乾式塗布することにより、より拡散性に優れた燃料電池を得ることができる。
【0052】
(変形例)
ガス拡散層は必ずしも燃料電池の電極として用いるに限らず、ガスの拡散が可能で導電性であることを要求される部分に適用可能である。さらに、電解質は、必ずしも水素イオン伝導性を有する固体高分子を電解質とした固体高分子電解質膜に限るものではなく、アルカリ電解質であっても良い。
【0053】
また、多孔質基材の表面粗さRaの上限は特に規定されないが、あまり大きいと粒子がとどまらないので、20μm以下程度が望ましい。さらに、平均粒子径Lの下限も特に限定されないが、あまり小さい粒子は作りづらいことから、2μm程度以上が望ましい。また、実施形態では、燃料電池において燃料極及び酸化剤極の両方でRa>Lと規定したが、必ずしも両方の電極でRa>Lを満足する必要はなく、一方の電極のみでRa>Lを満足するようにしても良い。
【0054】
本発明の幾つかの実施形態を説明したが、これらの実施形態は、例として提示したものであり、発明の範囲を限定することは意図していない。これら新規な実施形態は、その他の様々な形態で実施されることが可能であり、発明の要旨を逸脱しない範囲で、種々の省略、置き換え、変更を行うことができる。これら実施形態やその変形は、発明の範囲や要旨に含まれると共に、特許請求の範囲に記載された発明とその均等の範囲に含まれる。
【符号の説明】
【0055】
1… 多孔質基材
2…中間層
10…ガス拡散層
20…ガス拡散基材吸引ステージ
21…中間層形成チャンバー
22…混合物供給部
23…ガス供給部
24…カーボンペーパー
25…ガス流量調整部
26…排気ブロワー
27…圧力調整弁
40…固体高分子電解質膜
50…燃料極
51…燃料極多孔質基材
52…燃料極中間層
53…燃料極触媒層
55…燃料極側セパレータ
56…燃料ガス供給溝
60…酸化剤極
61…酸化剤極多孔質基材
62…酸化剤極中間層
63…酸化剤極触媒層
65…酸化剤極側セパレータ
66…酸化剤ガス供給溝
【特許請求の範囲】
【請求項1】
電気伝導性を持つ多孔質基材の表面上に、電気伝導性を持つ炭素粉末と結着材との混合粉末からなる中間層を形成したガス拡散層であって、
前記多孔質基材の表面粗さRaよりも前記混合粉末の平均粒子径Lが小さいことを特徴とするガス拡散層。
【請求項2】
前記多孔質基材の表面粗さRaが8μm〜20μmであり、前記混合粉末の平均粒子径Lが2μm〜5μmであることを特徴とする請求項1記載のガス拡散層。
【請求項3】
電解質膜を挟んで対向配置された燃料極拡散層及び酸化剤極拡散層と、
前記燃料極拡散層及び酸化剤極拡散層の前記電解質膜に対向する面にそれぞれ配置された触媒層と、
を具備し、
前記燃料極拡散層及び酸化剤極拡散層の少なくとも一方は、電気伝導性を持つ多孔質基材と、電気伝導性を持つ炭素粉末と結着材との混合粉末からなり前記基材の表面上に被着された中間層とを有し、前記多孔質基材の表面粗さRaよりも前記混合粉末の平均粒子径Lが小さいことを特徴とする燃料電池。
【請求項4】
前記多孔質基材の表面粗さRaが8μm〜20μmであり、前記混合粉末の平均粒子径Lが2μm〜5μmであることを特徴とする請求項3記載の燃料電池。
【請求項5】
前記触媒層は、触媒粉末と結着材からなる混合粉末を前記中間層に塗布して形成されたものであることを特徴とする請求項3又は4に記載の燃料電池。
【請求項6】
電気伝導性を持つ多孔質基材を用意する工程と、
電気伝導性を持つ炭素粉末と結着材との混合粉末を用意する工程と、
前記混合粉末の平均粒径Lが前記多孔質基材の表面粗さRaよりも小さくなるように、前記混合粉末を不活性ガス中で粉砕する工程と、
前記粉砕された混合粉末を前記多孔質基材の表面上に積層することにより中間層を形成する工程と、
を含むことを特徴とするガス拡散層の製造方法。
【請求項7】
前記多孔質基材として表面粗さRaが8μm〜20μmのカーボン系材料を用い、前記不活性ガスに中での粉砕により前記混合粉末の平均粒子径Lを2μm〜5μmにすることを特徴とする請求項6記載のガス拡散層の製造方法。
【請求項1】
電気伝導性を持つ多孔質基材の表面上に、電気伝導性を持つ炭素粉末と結着材との混合粉末からなる中間層を形成したガス拡散層であって、
前記多孔質基材の表面粗さRaよりも前記混合粉末の平均粒子径Lが小さいことを特徴とするガス拡散層。
【請求項2】
前記多孔質基材の表面粗さRaが8μm〜20μmであり、前記混合粉末の平均粒子径Lが2μm〜5μmであることを特徴とする請求項1記載のガス拡散層。
【請求項3】
電解質膜を挟んで対向配置された燃料極拡散層及び酸化剤極拡散層と、
前記燃料極拡散層及び酸化剤極拡散層の前記電解質膜に対向する面にそれぞれ配置された触媒層と、
を具備し、
前記燃料極拡散層及び酸化剤極拡散層の少なくとも一方は、電気伝導性を持つ多孔質基材と、電気伝導性を持つ炭素粉末と結着材との混合粉末からなり前記基材の表面上に被着された中間層とを有し、前記多孔質基材の表面粗さRaよりも前記混合粉末の平均粒子径Lが小さいことを特徴とする燃料電池。
【請求項4】
前記多孔質基材の表面粗さRaが8μm〜20μmであり、前記混合粉末の平均粒子径Lが2μm〜5μmであることを特徴とする請求項3記載の燃料電池。
【請求項5】
前記触媒層は、触媒粉末と結着材からなる混合粉末を前記中間層に塗布して形成されたものであることを特徴とする請求項3又は4に記載の燃料電池。
【請求項6】
電気伝導性を持つ多孔質基材を用意する工程と、
電気伝導性を持つ炭素粉末と結着材との混合粉末を用意する工程と、
前記混合粉末の平均粒径Lが前記多孔質基材の表面粗さRaよりも小さくなるように、前記混合粉末を不活性ガス中で粉砕する工程と、
前記粉砕された混合粉末を前記多孔質基材の表面上に積層することにより中間層を形成する工程と、
を含むことを特徴とするガス拡散層の製造方法。
【請求項7】
前記多孔質基材として表面粗さRaが8μm〜20μmのカーボン系材料を用い、前記不活性ガスに中での粉砕により前記混合粉末の平均粒子径Lを2μm〜5μmにすることを特徴とする請求項6記載のガス拡散層の製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−204308(P2012−204308A)
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願番号】特願2011−70796(P2011−70796)
【出願日】平成23年3月28日(2011.3.28)
【出願人】(301060299)東芝燃料電池システム株式会社 (358)
【Fターム(参考)】
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願日】平成23年3月28日(2011.3.28)
【出願人】(301060299)東芝燃料電池システム株式会社 (358)
【Fターム(参考)】
[ Back to top ]