
ガス滅菌用袋
【課題】ガス滅菌を必要とするガス滅菌用袋において、端部の広い範囲から開封が可能で、引き裂き開始時の抵抗が少ないガス滅菌用袋の提供
【解決手段】表フィルムと裏フィルムとガス透過、菌不透過性の帯状部材からなり、表フィルムの一辺に帯状部材の一辺を揃えて重ね合わせ、両一辺に沿ってシール部を設け、帯状部材に裏フィルムを重ね合わせ表フィルムと帯状部材のシール部より離れた位置に帯状部材と裏フィルムとのシール部を設け、他の周縁部にシール部を設けたことを特徴とするガス滅菌用袋。
【解決手段】表フィルムと裏フィルムとガス透過、菌不透過性の帯状部材からなり、表フィルムの一辺に帯状部材の一辺を揃えて重ね合わせ、両一辺に沿ってシール部を設け、帯状部材に裏フィルムを重ね合わせ表フィルムと帯状部材のシール部より離れた位置に帯状部材と裏フィルムとのシール部を設け、他の周縁部にシール部を設けたことを特徴とするガス滅菌用袋。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガス滅菌を必要とする滅菌包材に関する。更に詳細には、エチレンオキサイドガス(EOG)、あるいは過酸化水素ガスなどでガス滅菌を必要とする医療器具の包装材料として好適に使用されるガス滅菌用袋に関する。
【背景技術】
【0002】
近年、注射器に代表される医療器具は院内感染の懸念から、使い捨ての形式が主流となっている。そのため、通常のプラスチックフィルムだけの包装袋では、通気性がないためプラスチックフィルムに円形などのパンチ穴や一定長さのスリットを設け、穴のあいた部分の内側にテープ状の通気性シートを溶着して、滅菌用ガスの通路を設けた包装袋が提案されている(特許文献1、特許文献2)。上記包装袋においては、熱溶着部上にノッチなどの切り欠け部を設ける事によって内容物を取り出す。その際に、通気性シートとして滅菌紙に代表される紙を使用した場合は、紙ごと引き裂いて内容物を取り出している為に、紙粉発生などの問題があった。さらに、上記包装袋にあっては、引き裂き開始の位置は付設したノッチからに限られ、いずれの場所からも引き裂ける工夫はなされていなかった。様々な形状の医療器具が充填されて流通する中で、どこからでも引き裂く事が可能な包材が要求されていた。
【0003】
上記問題点を解決するものとして、たとえば、特許文献3に記載されている公知の技術として、熱溶着線上領域のフィルムに多数の微細孔を施す事で溶着線上のどの部分からも引き裂いて包装袋を開封できる包装袋が提案されているが、ここでは、微細孔が施されている部分が表裏2枚のフィルムが重ね合わされて溶着している部分のみであるために、切り裂き開始時の負荷が大きいなどの問題点が残されていた。
【特許文献1】実開昭51−4287号公報
【特許文献2】実公昭62−36775号公報
【特許文献3】特公昭61−39228号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は以上の問題に鑑み、ガス滅菌を必要とするガス滅菌用袋において、端部の広い範囲から開封が可能で、引き裂き開始時の抵抗が少ないガス滅菌用袋の提供を課題としている。
【課題を解決するための手段】
【0005】
本発明は上記の課題を解決するためになされたものであり、請求項1の発明は、表フィルムと裏フィルムとガス透過、菌不透過性の帯状部材からなり、表フィルムの一辺に帯状部材の一辺を揃えて重ね合わせ、両一辺に沿ってシール部を設け、帯状部材に裏フィルムを重ね合わせ表フィルムと帯状部材のシール部より離れた位置に帯状部材と裏フィルムとのシール部を設け、他の周縁部にシール部を設けたことを特徴とするガス滅菌用袋である。
本発明の請求項2の発明は、帯状部材を設けた辺と反対側の辺において、表フィルムと裏フィルムが外側に未シール部を残してシール部を設け、未シール部に傷加工が施されていることを特徴とする請求項1に記載のガス滅菌用袋である。
【0006】
本発明の請求項3の発明は、帯状部材を設けた辺と反対側の辺で、未シール部の表フィルムの端部と裏フィルムの端部が1mm以上離れていることを特徴とする請求項2に記載のガス滅菌用袋である。
【発明の効果】
【0007】
本発明は、表フィルムと裏フィルムとガス透過、菌不透過性の帯状部材からなり、表フィルムの一辺に帯状部材の一辺を揃えて重ね合わせ、両一辺に沿ってシール部を設け、帯状部材に裏フィルムを重ね合わせ表フィルムと帯状部材のシール部より離れた位置に帯状部材と裏フィルムとのシール部を設け、他の周縁部にシール部を設けたことを特徴とするガス滅菌用袋であることから、ガス滅菌を必要とするガス滅菌用袋において滅菌用ガスの透過性を確保しながら滅菌後の菌の侵入を阻止する効果があるガス滅菌用袋とすることが出来る。
【0008】
また、ガス透過、菌不透過性の帯状部材を設ける位置を袋の側端に配置する事で印刷により表示できる範囲を広くとることが可能になる。
【0009】
請求項2に係る発明によれば、帯状部材を設けた辺と反対側の辺において、表フィルムと裏フィルムが外側に未シール部を残してシール部を設け、未シール部に傷加工が施されていることによって、ノッチ等で開封開始部が設けられている場合に比べて袋端部の広い範囲から開封が可能であり、さらにシール部のみに傷加工が施されている場合に比べて開封時の引き裂き抵抗が少ないガス滅菌用袋とすることが出来る。
【0010】
請求項3に係る発明によれば、帯状部材を設けた辺と反対側の辺で、未シール部の表フィルムの端部と裏フィルムの端部が1mm以上離れていることから、端部が重なって開封時に表裏フィルム2枚分の引き裂き抵抗がかかる場合に比べてさらに少ない抵抗で開封開始が可能となる。
【0011】
また、表裏フィルムの構成フィルムとして、1軸延伸フィルムに代表されるように、幅方向に直線カット性を持つフィルムをラミネートすることによって、引き裂いている途中の方向性を制御可能なため、斜め方向に引き裂いたりする事がなく、安定的に内容物を取り出すことが可能である。
【発明を実施するための最良の形態】
【0012】
以下に本発明のガス滅菌用袋の一実施形態について図を援用して具体的に説明する。
【0013】
図1は本発明のガス滅菌用袋の一例の正面図である。図2は本発明のガス滅菌用袋の一例のガス透過部近辺の(a)平面模式図(b)断面模式図である。図3は本発明のガス滅菌用袋の一例の傷加工部近辺の(a)平面模式図(b)断面模式図である。図4は本発明のガス滅菌用袋に使用するフィルムの一例の断面模式図である。
【0014】
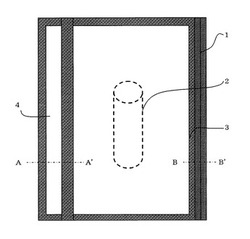
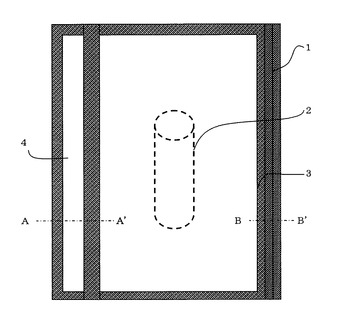
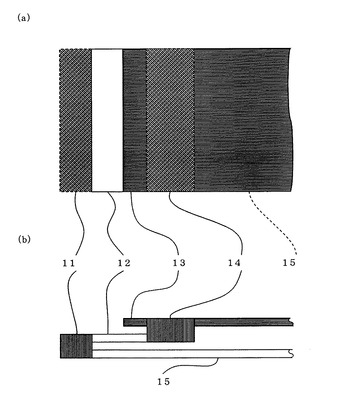
本発明のガス滅菌用袋は図1、図2、図3に示すように、表フィルム(15)と裏フィルム(13)とガス透過、菌不透過性の帯状部材(12)からなり、表フィルムの一辺に帯状部材の一辺を揃えて重ね合わせ、両一辺に沿ってシール部(11)を設け、帯状部材に裏フィルムを重ね合わせ表フィルムと帯状部材のシール部(11)より離れた位置に帯状部材と裏フィルムとのシール部(14)を設け、他の周縁部にシール部(3)を設けた袋である。
【0015】
ガス透過部(4)の材料は、滅菌性が担保される材料であれば特に制限はなく、タイベック(1073B)などポリエチレン系不織布が好適である。
【0016】
さらに本発明のガス滅菌袋は、図1に示した前記帯状部材を設けた辺と反対側の辺において、前記表フィルムと前記裏フィルムの外側に未シール部(1)を残してシール部(3)を設け、未シール部の表裏フィルムの両方の表面に傷加工が施されている。
【0017】
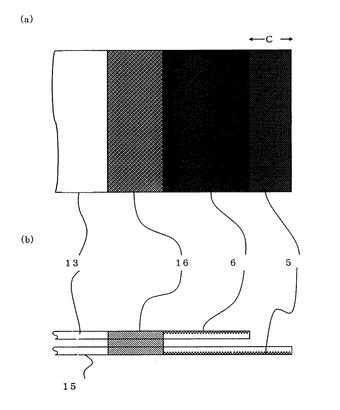
未シールの傷加工部(1)は図3に示すように表フィルム側の傷加工部(5)と裏フィルム側の傷加工部(6)が端部で寸法C分だけずれている状態になっている。この表裏フィルムのずれCが1mm以下であると開封時の引裂き抵抗が大きくなる。寸法Cはこれ以上であれば特に制限はない。
【0018】
本発明のガス滅菌袋はたとえば、図4に示す層構成のフィルムを熱融着(ヒートシール)することによって公知の方法で作成できる。
【0019】
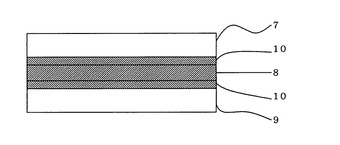
図4は本発明のガス滅菌用袋に使用するフィルムの一例の側面断面図である。印刷基材層(7)は、ポリエチレンテレフタレート(PET)フィルム、延伸ポリプロピレン(OPP)フィルム、延伸ナイロン(ONy)フィルムなど延伸フィルムであれば各社から上市されているものが使用可能であり、各種フィルムの厚みに関しては特に制限はないが、PETフィルムであれば30μm以下、OPPフィルムであれば20μm〜40μm程度、ONyフィルムであれば10μm〜30μm程度が適当である。
【0020】
直線カット層(8)は、1軸延伸ポリプロピレンフィルム、延伸ポリエチレンフィルムなどが適当である。シーラント層(9)は、未延伸ポリオレフィンフィルムであれば使用でき、低密度ポリエチレン(LDPE)フィルム、直鎖状低密度ポリエチレン(LLDPE)フィルム、中密度ポリエチレン(MDPE)フィルム、ポリプロピレン(PP)フィルムなどが使用可能である。
【0021】
これらの材料の積層は通常のドライラミネーションによって行うことが出来る。接着剤層(10)は、ドライラミネーションに用いられる1液、あるいは2液硬化型ウレタン系接着剤ならどれも使用可能であり、乾燥時の塗布量は2g/m2〜3g/m2程度でが接着強度の観点から望ましい。
【実施例】
【0022】
以下に本発明の実施形態について実施例を挙げて具体的に説明する。
【0023】
<実施例1>
以下の材料をドライラミネート法によって図4に示したように積層してガス滅菌用袋に使用するフィルムを作成した。
[袋外層]PET12μm(傷加工)/接着剤/直線カット層18μm/接着剤/シーラント層30μm[袋内層]
PET:12μm厚の東洋紡績(株)製E5100(片面コロナ処理)
直線カット層:18μm厚の横1軸延伸HDPE:電気化学工業(株)製カラリヤンYA2(両面コロナ処理)
シーラント層:30μm厚のLLDPE:アイセロ化学(株)製L143(片面コロナ処理)
接着剤:三井化学ポリウレタン(株)製A−525/A−52(ドライ塗布量3g/m2)
上記フィルムの両端部のPET12μmにロール形状の回転歯にて連続貫通孔を施し、ガス透過部として坪量75g/m2のポリエチレン系不織布のタイベック(1073B)を用いて図1に示すようなガス滅菌用袋を作成した。
【0024】
この時に傷加工近辺のシール位置を次の3種類の位置で行った。
シールA:傷加工上にヒートシールを実施した。
シールB:傷加工より内側にヒートシールを実施した。
シールC:表裏のフィルムを1mm以上ずらした状態で。シールBと同様にヒートシールを実施した。
【0025】
<比較例1>
PETの厚さを16μmとしてシーラント層の厚さを50μmとし、直線カット層と接着剤の1層を除いたほかは実施例1と同様にしてガス滅菌用袋を作成した。
【0026】
<比較例2>
PETの厚さを12μmとしたほかは実施例2と同様にしてガス滅菌用袋を作成した。
【0027】
<評価結果>
作成したガス滅菌用袋について、耐ピンホール適性、直線カット性を評価した。判定基準は耐ピンホール適性は○:良好、△:若干劣る、×:劣る、直線カット性は○:良好、×:劣るとした。
【0028】
作成したガス滅菌用袋について、突き刺し強度と引き裂き強度の測定を行った。測定方法は突き刺し強度は0.5Rの針先を50mm/分で突き刺した際の負荷を測定し、引き裂き強度は傷加工部から速度200mm/分で引き裂いた際の、引き裂き開始時の負荷を測定した(JIS K7128準拠)。
【0029】
耐ピンホール適性、直線カット性の評価結果を表1に、突き刺し強度と引き裂き強度の測定結果を表2に示した。
【0030】
【表1】

【0031】
【表2】
表1からは、本発明のガス滅菌用袋の表裏フィルムの構成フィルムとして、1軸延伸フィルムに代表されるように、幅方向に直線カット性を持つフィルムをラミネートすることによって、引き裂いている途中で斜め方向に引き裂いたりする事がなく、安定的に内容物を取り出すことが可能であることが読み取れる。
【0032】
表2からは本発明のガス滅菌用袋の表裏フィルムの中間構成フィルムとして、1軸延伸フィルムを含むことによって突き刺し強度に優れかつ直線カット性にも優れた性能を実現できることが示された。表2の結果からはさらに未シール部の表フィルムの端部と裏フィルムの端部が1mm以上離れていることから、端部が重なって開封時に表裏フィルム2枚分の引き裂き抵抗がかかる場合に比べてさらに少ない抵抗で開封開始が可能となることが確認できた。
【0033】
本発明の滅菌袋は、たとえば、ガス滅菌が必要なプレフィルドシリンジ用の滅菌袋として有用である。
【図面の簡単な説明】
【0034】
【図1】本発明のガス滅菌用袋の一例の正面図。
【図2】本発明のガス滅菌用袋の一例のガス透過部近辺の(a)平面模式図(b)断面模式図。
【図3】本発明のガス滅菌用袋の一例の傷加工部近辺の(a)平面模式図(b)断面模式図。
【図4】本発明のガス滅菌用袋に使用するフィルムの一例の断面模式図。
【符号の説明】
【0035】
1…傷加工部
2…内容物(プレフィルドシリンジ)
3…シール部
4…ガス透過部
5…傷加工部(表フィルム側)
6…傷加工部(裏フィルム側)
7…印刷基材層
8…直線カット層
9…シーラント層
10…接着剤層
11…シール部
12…ガス透過部の帯状部材
13…裏フィルム
14…シール部
15…表フィルム
16…シール部
【技術分野】
【0001】
本発明は、ガス滅菌を必要とする滅菌包材に関する。更に詳細には、エチレンオキサイドガス(EOG)、あるいは過酸化水素ガスなどでガス滅菌を必要とする医療器具の包装材料として好適に使用されるガス滅菌用袋に関する。
【背景技術】
【0002】
近年、注射器に代表される医療器具は院内感染の懸念から、使い捨ての形式が主流となっている。そのため、通常のプラスチックフィルムだけの包装袋では、通気性がないためプラスチックフィルムに円形などのパンチ穴や一定長さのスリットを設け、穴のあいた部分の内側にテープ状の通気性シートを溶着して、滅菌用ガスの通路を設けた包装袋が提案されている(特許文献1、特許文献2)。上記包装袋においては、熱溶着部上にノッチなどの切り欠け部を設ける事によって内容物を取り出す。その際に、通気性シートとして滅菌紙に代表される紙を使用した場合は、紙ごと引き裂いて内容物を取り出している為に、紙粉発生などの問題があった。さらに、上記包装袋にあっては、引き裂き開始の位置は付設したノッチからに限られ、いずれの場所からも引き裂ける工夫はなされていなかった。様々な形状の医療器具が充填されて流通する中で、どこからでも引き裂く事が可能な包材が要求されていた。
【0003】
上記問題点を解決するものとして、たとえば、特許文献3に記載されている公知の技術として、熱溶着線上領域のフィルムに多数の微細孔を施す事で溶着線上のどの部分からも引き裂いて包装袋を開封できる包装袋が提案されているが、ここでは、微細孔が施されている部分が表裏2枚のフィルムが重ね合わされて溶着している部分のみであるために、切り裂き開始時の負荷が大きいなどの問題点が残されていた。
【特許文献1】実開昭51−4287号公報
【特許文献2】実公昭62−36775号公報
【特許文献3】特公昭61−39228号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は以上の問題に鑑み、ガス滅菌を必要とするガス滅菌用袋において、端部の広い範囲から開封が可能で、引き裂き開始時の抵抗が少ないガス滅菌用袋の提供を課題としている。
【課題を解決するための手段】
【0005】
本発明は上記の課題を解決するためになされたものであり、請求項1の発明は、表フィルムと裏フィルムとガス透過、菌不透過性の帯状部材からなり、表フィルムの一辺に帯状部材の一辺を揃えて重ね合わせ、両一辺に沿ってシール部を設け、帯状部材に裏フィルムを重ね合わせ表フィルムと帯状部材のシール部より離れた位置に帯状部材と裏フィルムとのシール部を設け、他の周縁部にシール部を設けたことを特徴とするガス滅菌用袋である。
本発明の請求項2の発明は、帯状部材を設けた辺と反対側の辺において、表フィルムと裏フィルムが外側に未シール部を残してシール部を設け、未シール部に傷加工が施されていることを特徴とする請求項1に記載のガス滅菌用袋である。
【0006】
本発明の請求項3の発明は、帯状部材を設けた辺と反対側の辺で、未シール部の表フィルムの端部と裏フィルムの端部が1mm以上離れていることを特徴とする請求項2に記載のガス滅菌用袋である。
【発明の効果】
【0007】
本発明は、表フィルムと裏フィルムとガス透過、菌不透過性の帯状部材からなり、表フィルムの一辺に帯状部材の一辺を揃えて重ね合わせ、両一辺に沿ってシール部を設け、帯状部材に裏フィルムを重ね合わせ表フィルムと帯状部材のシール部より離れた位置に帯状部材と裏フィルムとのシール部を設け、他の周縁部にシール部を設けたことを特徴とするガス滅菌用袋であることから、ガス滅菌を必要とするガス滅菌用袋において滅菌用ガスの透過性を確保しながら滅菌後の菌の侵入を阻止する効果があるガス滅菌用袋とすることが出来る。
【0008】
また、ガス透過、菌不透過性の帯状部材を設ける位置を袋の側端に配置する事で印刷により表示できる範囲を広くとることが可能になる。
【0009】
請求項2に係る発明によれば、帯状部材を設けた辺と反対側の辺において、表フィルムと裏フィルムが外側に未シール部を残してシール部を設け、未シール部に傷加工が施されていることによって、ノッチ等で開封開始部が設けられている場合に比べて袋端部の広い範囲から開封が可能であり、さらにシール部のみに傷加工が施されている場合に比べて開封時の引き裂き抵抗が少ないガス滅菌用袋とすることが出来る。
【0010】
請求項3に係る発明によれば、帯状部材を設けた辺と反対側の辺で、未シール部の表フィルムの端部と裏フィルムの端部が1mm以上離れていることから、端部が重なって開封時に表裏フィルム2枚分の引き裂き抵抗がかかる場合に比べてさらに少ない抵抗で開封開始が可能となる。
【0011】
また、表裏フィルムの構成フィルムとして、1軸延伸フィルムに代表されるように、幅方向に直線カット性を持つフィルムをラミネートすることによって、引き裂いている途中の方向性を制御可能なため、斜め方向に引き裂いたりする事がなく、安定的に内容物を取り出すことが可能である。
【発明を実施するための最良の形態】
【0012】
以下に本発明のガス滅菌用袋の一実施形態について図を援用して具体的に説明する。
【0013】
図1は本発明のガス滅菌用袋の一例の正面図である。図2は本発明のガス滅菌用袋の一例のガス透過部近辺の(a)平面模式図(b)断面模式図である。図3は本発明のガス滅菌用袋の一例の傷加工部近辺の(a)平面模式図(b)断面模式図である。図4は本発明のガス滅菌用袋に使用するフィルムの一例の断面模式図である。
【0014】
本発明のガス滅菌用袋は図1、図2、図3に示すように、表フィルム(15)と裏フィルム(13)とガス透過、菌不透過性の帯状部材(12)からなり、表フィルムの一辺に帯状部材の一辺を揃えて重ね合わせ、両一辺に沿ってシール部(11)を設け、帯状部材に裏フィルムを重ね合わせ表フィルムと帯状部材のシール部(11)より離れた位置に帯状部材と裏フィルムとのシール部(14)を設け、他の周縁部にシール部(3)を設けた袋である。
【0015】
ガス透過部(4)の材料は、滅菌性が担保される材料であれば特に制限はなく、タイベック(1073B)などポリエチレン系不織布が好適である。
【0016】
さらに本発明のガス滅菌袋は、図1に示した前記帯状部材を設けた辺と反対側の辺において、前記表フィルムと前記裏フィルムの外側に未シール部(1)を残してシール部(3)を設け、未シール部の表裏フィルムの両方の表面に傷加工が施されている。
【0017】
未シールの傷加工部(1)は図3に示すように表フィルム側の傷加工部(5)と裏フィルム側の傷加工部(6)が端部で寸法C分だけずれている状態になっている。この表裏フィルムのずれCが1mm以下であると開封時の引裂き抵抗が大きくなる。寸法Cはこれ以上であれば特に制限はない。
【0018】
本発明のガス滅菌袋はたとえば、図4に示す層構成のフィルムを熱融着(ヒートシール)することによって公知の方法で作成できる。
【0019】
図4は本発明のガス滅菌用袋に使用するフィルムの一例の側面断面図である。印刷基材層(7)は、ポリエチレンテレフタレート(PET)フィルム、延伸ポリプロピレン(OPP)フィルム、延伸ナイロン(ONy)フィルムなど延伸フィルムであれば各社から上市されているものが使用可能であり、各種フィルムの厚みに関しては特に制限はないが、PETフィルムであれば30μm以下、OPPフィルムであれば20μm〜40μm程度、ONyフィルムであれば10μm〜30μm程度が適当である。
【0020】
直線カット層(8)は、1軸延伸ポリプロピレンフィルム、延伸ポリエチレンフィルムなどが適当である。シーラント層(9)は、未延伸ポリオレフィンフィルムであれば使用でき、低密度ポリエチレン(LDPE)フィルム、直鎖状低密度ポリエチレン(LLDPE)フィルム、中密度ポリエチレン(MDPE)フィルム、ポリプロピレン(PP)フィルムなどが使用可能である。
【0021】
これらの材料の積層は通常のドライラミネーションによって行うことが出来る。接着剤層(10)は、ドライラミネーションに用いられる1液、あるいは2液硬化型ウレタン系接着剤ならどれも使用可能であり、乾燥時の塗布量は2g/m2〜3g/m2程度でが接着強度の観点から望ましい。
【実施例】
【0022】
以下に本発明の実施形態について実施例を挙げて具体的に説明する。
【0023】
<実施例1>
以下の材料をドライラミネート法によって図4に示したように積層してガス滅菌用袋に使用するフィルムを作成した。
[袋外層]PET12μm(傷加工)/接着剤/直線カット層18μm/接着剤/シーラント層30μm[袋内層]
PET:12μm厚の東洋紡績(株)製E5100(片面コロナ処理)
直線カット層:18μm厚の横1軸延伸HDPE:電気化学工業(株)製カラリヤンYA2(両面コロナ処理)
シーラント層:30μm厚のLLDPE:アイセロ化学(株)製L143(片面コロナ処理)
接着剤:三井化学ポリウレタン(株)製A−525/A−52(ドライ塗布量3g/m2)
上記フィルムの両端部のPET12μmにロール形状の回転歯にて連続貫通孔を施し、ガス透過部として坪量75g/m2のポリエチレン系不織布のタイベック(1073B)を用いて図1に示すようなガス滅菌用袋を作成した。
【0024】
この時に傷加工近辺のシール位置を次の3種類の位置で行った。
シールA:傷加工上にヒートシールを実施した。
シールB:傷加工より内側にヒートシールを実施した。
シールC:表裏のフィルムを1mm以上ずらした状態で。シールBと同様にヒートシールを実施した。
【0025】
<比較例1>
PETの厚さを16μmとしてシーラント層の厚さを50μmとし、直線カット層と接着剤の1層を除いたほかは実施例1と同様にしてガス滅菌用袋を作成した。
【0026】
<比較例2>
PETの厚さを12μmとしたほかは実施例2と同様にしてガス滅菌用袋を作成した。
【0027】
<評価結果>
作成したガス滅菌用袋について、耐ピンホール適性、直線カット性を評価した。判定基準は耐ピンホール適性は○:良好、△:若干劣る、×:劣る、直線カット性は○:良好、×:劣るとした。
【0028】
作成したガス滅菌用袋について、突き刺し強度と引き裂き強度の測定を行った。測定方法は突き刺し強度は0.5Rの針先を50mm/分で突き刺した際の負荷を測定し、引き裂き強度は傷加工部から速度200mm/分で引き裂いた際の、引き裂き開始時の負荷を測定した(JIS K7128準拠)。
【0029】
耐ピンホール適性、直線カット性の評価結果を表1に、突き刺し強度と引き裂き強度の測定結果を表2に示した。
【0030】
【表1】
【0031】
【表2】
表1からは、本発明のガス滅菌用袋の表裏フィルムの構成フィルムとして、1軸延伸フィルムに代表されるように、幅方向に直線カット性を持つフィルムをラミネートすることによって、引き裂いている途中で斜め方向に引き裂いたりする事がなく、安定的に内容物を取り出すことが可能であることが読み取れる。
【0032】
表2からは本発明のガス滅菌用袋の表裏フィルムの中間構成フィルムとして、1軸延伸フィルムを含むことによって突き刺し強度に優れかつ直線カット性にも優れた性能を実現できることが示された。表2の結果からはさらに未シール部の表フィルムの端部と裏フィルムの端部が1mm以上離れていることから、端部が重なって開封時に表裏フィルム2枚分の引き裂き抵抗がかかる場合に比べてさらに少ない抵抗で開封開始が可能となることが確認できた。
【0033】
本発明の滅菌袋は、たとえば、ガス滅菌が必要なプレフィルドシリンジ用の滅菌袋として有用である。
【図面の簡単な説明】
【0034】
【図1】本発明のガス滅菌用袋の一例の正面図。
【図2】本発明のガス滅菌用袋の一例のガス透過部近辺の(a)平面模式図(b)断面模式図。
【図3】本発明のガス滅菌用袋の一例の傷加工部近辺の(a)平面模式図(b)断面模式図。
【図4】本発明のガス滅菌用袋に使用するフィルムの一例の断面模式図。
【符号の説明】
【0035】
1…傷加工部
2…内容物(プレフィルドシリンジ)
3…シール部
4…ガス透過部
5…傷加工部(表フィルム側)
6…傷加工部(裏フィルム側)
7…印刷基材層
8…直線カット層
9…シーラント層
10…接着剤層
11…シール部
12…ガス透過部の帯状部材
13…裏フィルム
14…シール部
15…表フィルム
16…シール部
【特許請求の範囲】
【請求項1】
表フィルムと裏フィルムとガス透過、菌不透過性の帯状部材からなり、表フィルムの一辺に帯状部材の一辺を揃えて重ね合わせ、両一辺に沿ってシール部を設け、帯状部材に裏フィルムを重ね合わせ表フィルムと帯状部材のシール部より離れた位置に帯状部材と裏フィルムとのシール部を設け、他の周縁部にシール部を設けたことを特徴とするガス滅菌用袋。
【請求項2】
帯状部材を設けた辺と反対側の辺において、表フィルムと裏フィルムが外側に未シール部を残してシール部を設け、未シール部に傷加工が施されていることを特徴とする請求項1に記載のガス滅菌用袋。
【請求項3】
帯状部材を設けた辺と反対側の辺で、未シール部の表フィルムの端部と裏フィルムの端部が1mm以上離れていることを特徴とする請求項2に記載のガス滅菌用袋。
【請求項1】
表フィルムと裏フィルムとガス透過、菌不透過性の帯状部材からなり、表フィルムの一辺に帯状部材の一辺を揃えて重ね合わせ、両一辺に沿ってシール部を設け、帯状部材に裏フィルムを重ね合わせ表フィルムと帯状部材のシール部より離れた位置に帯状部材と裏フィルムとのシール部を設け、他の周縁部にシール部を設けたことを特徴とするガス滅菌用袋。
【請求項2】
帯状部材を設けた辺と反対側の辺において、表フィルムと裏フィルムが外側に未シール部を残してシール部を設け、未シール部に傷加工が施されていることを特徴とする請求項1に記載のガス滅菌用袋。
【請求項3】
帯状部材を設けた辺と反対側の辺で、未シール部の表フィルムの端部と裏フィルムの端部が1mm以上離れていることを特徴とする請求項2に記載のガス滅菌用袋。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−89822(P2010−89822A)
【公開日】平成22年4月22日(2010.4.22)
【国際特許分類】
【出願番号】特願2008−261625(P2008−261625)
【出願日】平成20年10月8日(2008.10.8)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成22年4月22日(2010.4.22)
【国際特許分類】
【出願日】平成20年10月8日(2008.10.8)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]