
ガス発生剤及びこれを有するガス発生器
【課題】 ガス発生器の大型化を防止しつつ所望の出力特性を有するガス発生器を容易に得ることが可能なガス発生剤、及びこのガス発生剤が用いられたガス発生器を提供する。
【解決手段】 カップ体3の内部に点火器5が配置されたガス発生器1に使用され、ニトロセルロースを主成分とするガス発生剤2であって、前記カップ体3の内側面と前記点火器5との間に配置されるガス発生剤2は、ガス発生剤2の成型体が環状又は角状に連ねて結合された結合体22を形成している。
【解決手段】 カップ体3の内部に点火器5が配置されたガス発生器1に使用され、ニトロセルロースを主成分とするガス発生剤2であって、前記カップ体3の内側面と前記点火器5との間に配置されるガス発生剤2は、ガス発生剤2の成型体が環状又は角状に連ねて結合された結合体22を形成している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガス発生剤及びこれを有するガス発生器に関するものである。
【背景技術】
【0002】
シ−トベルトテンショナ−は、衝突を検知してシ−トベルトを一定量巻上げる車両搭乗者拘束装置である。このシ−トベルトを一定量巻上げる機構として、通常ガス発生器からのガス圧で作動するものが採用されている。
かかるガス発生器は、カップ体と、このカップ体の内部に充填されるガス発生剤と、点火器と、ホルダとを有している。そして、ガス発生剤は、粉末状または顆粒状(特許文献1、2)の形態として、または押し出し成型体(特許文献3)等の形状にして使用されている。
【0003】
シートベルトプリテンショナー用ガス発生器においては、最近、サイズの大型化を防止しつつ出力を増加する要請が高まっている。この要請に対し、カップ体の内部に充填された粉末状または顆粒状のガス発生剤を圧縮してガス発生剤に凹部を設け、この凹部に点火器を挿入することによってガス発生剤をカップ体の内部に隙間無く充填することが提案されている(特許文献1、2)。
【0004】
【特許文献1】特開平11―240412号公報
【特許文献2】WO 01/14173号公開パンフレット
【特許文献3】WO 03/022645号公開パンフレット
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1、2に記載のように、カップ体に充填されたガス発生剤に凹部を設けるためにガス発生剤を圧縮すると、ガス発生剤の破壊等により所望の出力特性を得ることができないという問題がある。一方、押し出し成型されたガス発生剤の成型体の形状を維持しつつ、このガス発生剤をカップ体と点火器との間を含むカップ体の内部全体に配置できれば所望の出力特性を有するガス発生器を得ることができる。しかし、カップ体と点火器との間にガス発生剤の成型体を配置することには大きな困難を伴う。点火器を配置すべき空間を占めているガス発生剤の成型体が、点火器をカップ体に取付ける際に障害となるからである。いいかえれば、このカップ体の内部に点火器が閉めるべき空間を設けることなく点火器を挿入すれば、ガス発生剤の成型体が破壊または変形を生じ、ガス発生器の出力特性が変化してしまうこととなる。これを避けるためには、点火器を徐々に挿入しながらガス発生剤の成型体をこぼれ落とすことなくカップ体を逆さにする操作を繰り返したり、カップ体に振動を加えながら徐々に点火器を挿入する等の対策が必要となる。このように、点火器とカップ体との間にガス発生剤の成型体を充填することは容易ではない。
【0006】
本発明は、ガス発生器の大型化を防止しつつ所望の出力特性を有するガス発生器を容易に得ることが可能なガス発生剤、及びこのガス発生剤が用いられたガス発生器を提供することを目的とする。
【課題を解決するための手段及び効果】
【0007】
本発明において、以下の特徴は単独で、若しくは、適宜組合わされて備えられている。前記課題を解決するための本発明に係るガス発生剤は、カップ体(3)の内部に点火器(5)が配置されたガス発生器(1)に使用され、ニトロセルロースを主成分とするガス発生剤(2)であって、前記カップ体(3)の内側面と前記点火器(5)との間に配置されるガス発生剤(2)は、ガス発生剤(2)の成型体が環状又は角状に連ねて結合された結合体(22)であることを特徴とする。
【0008】
ここで、「成型体」とは、ペレット状、円柱状、筒状、ディスク状、その他の形状のうちいずれかの形状に成型されたものを意味する。また、「角状」とは、内側に点火器を配置可能な中空部を有する角状を意味する。
【0009】
このガス発生剤によると、ガス発生器のカップ体の内側面と点火器との間に配置されるガス発生剤の成型体を容易に充填することが可能となる。従って、カップ体と点火器との間にはガス発生剤の結合体を、カップ体内部のうち他の部位にはガス発生剤の成型体を充填することによって、ガス発生器の大型化を防止しつつ所望の出力特性を有するガス発生器を容易に得ることができる。
【0010】
本発明に係るガス発生剤において、前記ガス発生剤(2)の成型体が、押し出し成型によって成型されたものであることが好ましい。また、この場合において、前記ガス発生剤の成型体が、円柱状または円筒状に成型されていることがさらに好ましい。
【0011】
このガス発生剤によると、複数個のガス発生剤が結合することによって結合体を形成した後も、各ガス発生剤の形状および表面積が殆ど変化しない。従って、ガス発生剤の結合体がカップ体と点火器との間に、ガス発生剤の成型体がカップ体内部の他の部位にそれぞれ配置されたガス発生器におけるガスの発生速度は、カップ体と点火器との間を含むカップ体内部全体にガス発生剤の成型体が充填されたガス発生器におけるガスの発生速度とほぼ同様のものとなる。また、押し出し成型による成型体のサイズ又は形状等を変更することにより、所望のガス発生速度を有するガス発生剤の結合体が得られる。従って、これを使用することにより、所望の出力特性を持つガス発生器が得られる。
【0012】
本発明に係ガス発生剤において、前記ガス発生剤(2)の成型体が、結合剤により結合されて前記結合体(22)を形成していることが好ましい。
【0013】
このガス発生剤によると、結合剤を用いることにより、ガス発生速度に大きな影響を与えることのない押し出し成型体等のガス発生剤の成型体を結合することができる。
【0014】
本発明に係るガス発生剤において、前記結合剤がニトロセルロースを主成分とする結合剤であることが好ましい。
【0015】
このガス発生剤によると、結合剤としてニトロセルロースからなるものを使用することにより、ガス発生剤の成型体を十分な強度をもって結合し、ガス発生速度に殆ど影響を与えることのないガス発生剤を得ることができる。
【0016】
本発明に係るガス発生器は、一方の端部(3e)が開放され、他方の端部(3f)が底を有するカップ体(3)と、前記カップ体(3)の内部に配置され、着火燃焼によってガスを発生させると共に成型体に成型されたガス発生剤(2)と、筒状のケース(7)に囲まれ、前記ガス発生剤(2)の成型体に着火させることが可能な点火器(5)と、前記点火器(5)を保持し、保持された前記点火器(5)が前記カップ体(3)の内部に配置されると共に、前記カップ体(3)の一方の端部(3e)に固定されるホルダ(6)とを備え、前記カップ体(3)の円筒部(3a)の内側面と前記筒状のケース(7)の外側面との間に配置されるガス発生剤が、請求項1〜5のいずれか1項に記載のガス発生剤であることを特徴とする。
【0017】
この構成のガス発生器は、カップ体と点火器との間を含むカップ体の内部全体にガス発生剤の成型体が充填されたガス発生器と同様の出力特性を有する。従って、ガス発生器の大型化を防止しつつ所望の出力特性を容易に得ることができる。
【0018】
本発明に係るガス発生剤は、車両の乗員保護装置用ガス発生器に収納されるガス発生剤であって、ニトロセルロースを主成分とする複数のガス発生剤(2)の成型体を環状又は角状に結合したことを特徴とする。
【0019】
ここで、「成型体」とは、ペレット状、円柱状、筒状、ディスク状、その他の形状のうちいずれかの形状に成型されたものを意味する。また、「角状」とは、内側に点火器を配置可能な中空部を有する角状を意味する。
【0020】
このガス発生剤によると、ガス発生剤がガス発生器に収納されたのち環状又は角状に結合されたガス発生剤の成型体の内側に点火器を配置できるので、従来、ガス発生剤を配置することが困難であった部位にガス発生剤を容易に配置することが可能となる。従って、ガス発生器の大型化を防止しつつ所望の出力特性を有するガス発生器を容易に得ることができる。
【発明を実施するための最良の形態】
【0021】
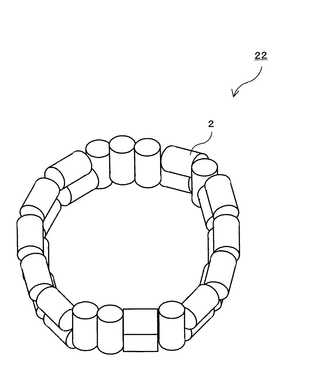
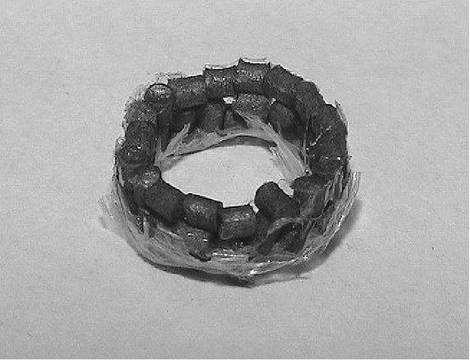
本発明に係るガス発生剤の結合体に関する好適な実施形態の例について図1及び図2を、このガス発生剤の結合体を有するガス発生器に関する好適な実施形態の例について図3及び図4を参照しつつ説明する。ここで、図1はガス発生剤の成型体を結合させたリング状結合体の一例を示す図、図2は図1に図示されるリング状結合体の写真、図3はガス発生器の一例を示す図、図4は点火器の一例を示す図である。ただし、図1において、各ガス発生剤2を結合するための結合剤については図示を省略している。
【0022】
先ず、ガス発生剤2の結合体22について説明する。図1及び図2において、ガス発生剤2の成型体の結合体22は、ニトロセルロースを主成分とするガス発生剤2の成型体をリング状(環状)に結合させたものである。ガス発生剤2としては、例えば、無煙火薬が挙げられる。無煙火薬は、ニトロセルロ−スを主成分とする火薬であり、燃焼することにより、車両搭乗者拘束装置を作動させるためのガスを発生するものである。
【0023】
なお、結合体22はガス発生剤の成型体が環状に結合されたものに限られず、カップ体3と点火器5との間に配置可能であれば、角状に形成されたものであってもよい。また、各ガス発生剤2の成型体の配列及び配向は限定されるものではなく、これらのガス発生剤2によってカップ体3と点火器5との間に配置可能な結合体を形成することができればよい。
【0024】
本発明に使用されるガス発生剤2は、それぞれ、押し出し成型によって成型されていることが好ましい。成型体としては、例えば、ペレット状のもの(一般に、医薬品の1つの形状である錠剤の形にあたるもの)、円柱状のもの、筒状又はディスク状のもの等が挙げられるがこれに限られない。なお、筒状のものには、円筒状のものが挙げられ、円筒状のものには単孔円筒状のもの、多孔円筒状のものが挙げられる。また、結合体22を形成するガス発生剤2の全部が同様の形状であることが好ましいが、これに限られず、異なった形状を有するガス発生剤2の成型体が結合されていてもよい。
【0025】
ガス発生剤2の成型体は、たとえば、無煙火薬の捏和物を、ろ過、圧伸、切断、乾燥した後、必要であれば篩分、黒鉛処理等をして得ることができる。これらの方法には、周知技術、例えば、米国特許第3346675号、第2027114号、第2885736号等の公報に記載の技術を用いることができる。ガス発生剤2の成型体の直径(外径)は、好ましくは、0.8〜2.5mm、より好ましくは、1.2〜1.6mmである。ガス発生剤2の成型体が筒状の形状の場合、その薬厚は、好ましくは0.2〜1.2mmである。ガス発生剤2の成型体の長さは、好ましくは、1.0〜5.0mm、より好ましくは、1.2〜3.0mmである。
【0026】
結合体22は、例えば、上記のガス発生剤2の成型体を環状の溝を有する金型(図示せず)に充填し、次いで溶媒中に溶解した結合剤をディスペンサー等によりガス発生剤2の成型体に塗布し、これを乾燥することにより製造される。
【0027】
この結合剤としては、適切な溶媒に可溶であって、ガス発生剤2の成型体の表面への接着性に優れる天然または合成樹脂の接着剤を用いることができるが、ニトロセルロースを主成分として使用することが好ましい。非火薬の樹脂でガス発生剤2の成型体の表面が覆われた場合は、ガス発生剤2の成型体の着火に影響を生じ、ガス発生器の出力特性の制御が難しくなる。結合剤は、通常、これを溶解させた溶液として用いられる。例えば、コロジオン(関東化学社製:エタノール約47.5%、ジエチルエーテル約47.5%、およびニトロセルロース約5%の溶液)等が挙げられる。
【0028】
溶媒としては、ニトロセルロース等を溶解させることができるものであって、適度の乾燥性を有するものであれば用いることができる。乾燥が速過ぎるものは一定量の塗布をする上で好ましくなく、乾燥が遅すぎるものは結合体22の乾燥温度を高くする等の必要が生じるからである。このような溶媒として、アルコ−ル、エ−テル、ケトン、エステル等からなる群から適切な溶解性、乾燥性を有するものの1種またはその組み合わせを選べばよい。溶媒に溶解しているニトロセルロースからなる結合剤の濃度及び溶液の粘度は、塗布および乾燥の方法および条件、ガス発生剤2の成型体に付着すべき結合剤の量等に応じて適宜調節すればよい。ガス発生剤2の成型体に対する結合剤の付着量が多すぎると、結合体22の燃焼速度に及ぼす影響が大きくなる恐れがあり、少なすぎると、各ガス発生剤2の成型体を十分に接着することができない恐れがある。ガス発生剤2の成型体に対する結合剤の付着量は、ガス発生剤2の成型体の重量を1gとすると、30〜100mgであることが好ましい。乾燥の温度は、ガス発生剤2の発火、変質を招かない範囲で、溶媒ができるだけ速く乾燥するような高い温度が好ましく、常圧で乾燥する場合は、常温〜100℃が好ましい。減圧であれば、乾燥時間の短縮や、より高沸点の溶媒の使用が可能となる。
【0029】
結合剤の成分としては、ニトロセルロース以外に、無煙火薬に使用されているような、硝酸エステル類、安定剤、減熱消炎剤等の添加剤を含んでいてもよい。
【0030】
結合体22の外径、内径及び高さ等の大きさは、使用されるガス発生器の仕様、具体的には後述するカップ体3の内径と点火器の点火部5cの外径及び高さとにより適宜決定されるが、例えば、現在多く使用されているシートベルトプリテンショナー用ガス発生器については、これに用いられるカップ体3の外径は、10〜12.6mmの範囲が好ましく、内径は、7.4〜10mmの範囲が好ましい。また、高さは、2〜10mmの範囲が好ましい。
【0031】
結合体22の形状は、図1及び図2に図示されるように、ガス発生剤2の成型体が複数個結合されることによって形成されたリング状であるが、これに限られない。即ち、後述するガス発生器1のカップ体3と点火器5との間に配置可能であればよい。
【0032】
なお、ガス発生器は上記のリング状結合体22を有することが好ましい。リング状結合体22は、通常、ガス発生器が有する点火器における点火部の外側面とカップ体の円筒部の内側面との間に配置される。点火部とカップ体の底部との間に配置されるガス発生剤は特に限定されず、粉末状、顆粒状のものでも、成型体でもよいが、本発明の効果をより十分に達成するためには、成型体が好ましい。
【0033】
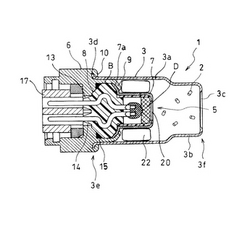
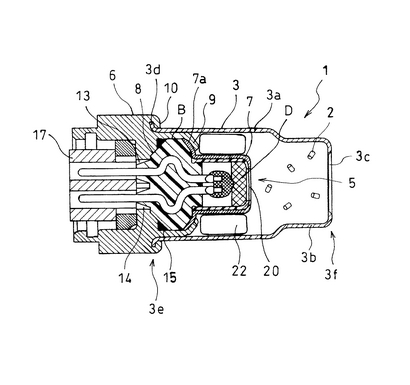
次に、この結合体22を使用したガス発生器1について説明する。図3において、本実施形態のガス発生器1は、カップ体3と、このカップ体3中に充填するガス発生剤2と、点火器5と、ホルダ6とを有し、車両搭乗者拘束装置を作動させるためのガス発生器である。ここで、ガス発生剤2の成型体は、ペレット状、円柱状、筒状、ディスク状、その他の形状のうちいずれかの形状に成型された成型体である。また、点火器5における点火部5cの外側面とカップ体3の円筒部3aの内側面との間に配置されるガス発生剤が上記のリング状結合体22であることを特徴とする。
【0034】
カップ体3は、円筒部3aを有し、内部には、通常、ガス発生剤が充填される。また、一方の端部3eが開放され、他方の端部3fが底部を有している。カップ体3は、例えば、ステンレス、鉄、アルミニウム等の金属材料で形成されている。
【0035】
ガス発生剤2は、上記のガス発生剤2の成型体をリング状に結合したリング状結合体22が使用される。リング状結合体22は、後述する点火器5における点火部5cの外側面とカップ体3の円筒部3aの内側面との間に配置される。また、ガス発生剤2の成型体は、後述する点火部5cの頂面とカップ体3の底部との間に配置される。リング状結合体22に使用されるガス発生剤2の成型体及び点火部5cの頂面とカップ体3の底部との間に配置されるガス発生剤2の成型体は、成型体の形状、大きさ等異なっていてもよいが、成型体の形状、大きさ等も同一である方が本発明の効果を達成する上で好ましい。
【0036】
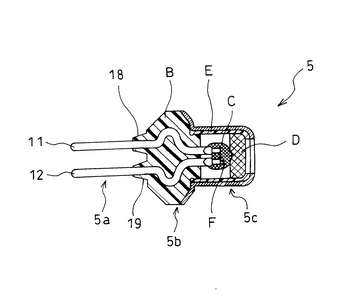
点火器5は、車両の衝突を検出するセンサー(図示せず)からの信号を受け取り、ガス発生剤2を着火、燃焼させる点火装置である。通常、電極部5a、塞栓部5b及び点火部5cからなる(図4参照)。
【0037】
ホルダ6は、点火器5とカップ体3を保持するものである。より具体的に言えば、ホルダ6は、点火器5を保持し、保持されたこの点火器5がカップ体3の内部に配置されるように、カップ体3の一方の端部3eに固定される。なお、ホルダ6は、例えば、アルミニウム、鉄、ステンレス等の金属材料で形成することができる。
【0038】
本発明のガス発生剤2の成型体が結合されたリング状結合体22を有するガス発生器を図3により詳しく説明する。
【0039】
本発明のガス発生器1は、カップ体3を有し、このカップ体3の内部に、燃焼によりガスを発生するガス発生剤2の成型体が充填される。さらにカップ体3の内部にガス発生剤2の成型体を着火させることができる点火器5が配設され、O−リング15とともにカップ体3と点火器5とがホルダ6によってかしめ固定されている。また、点火器5には点火器ケース7が設置されている。O−リング15は点火器5とホルダ6との間に配置されている。そして、ホルダ6はカップ体3、点火器5及び点火器ケース7をかしめにより保持している。なお、カップ体3と点火器5との間に配置されるガス発生剤2の成型体は、複数個連ねて結合されることによってリング状の結合体を形成している。
【0040】
本発明のガス発生器に使用されるカップ体3は、大径の円筒部3aと、2面幅部3bとを有し、底部を有する一方の端部3eから他方の端部3fに向けて1段階に拡径する実質的に有底円筒形状をしている。このカップ体3の底部には複数の線状の切り欠き3cが設けられている。カップ体3内に収納されるガス発生剤2の成型体のリング状結合体22の燃焼時に、この切り欠き3cが破断され、図示しないシートベルトプリテンショナーにガスが直接的に放出される。カップ体3の他方の端部3fには、径方向の外方に延びるフランジ部位3dが形成されており、このフランジ部位3dは、ホルダ6に設けられた突起10のかしめによってホルダ6に取り付けられている。カップ体3の材料は、例えばステンレス、鉄、アルミニウムなどの金属材料で形成されている。
燃焼によりガスを発生させるガス発生剤2の成型体のリング状結合体22は、上記したものがあげられる。
【0041】
点火器5は、点火器5を作動させるための電気を通電する目的で立設された電極部5a、塞栓部5b及び点火部5cからなる。点火器5の詳細を述べると、点火器5は着火薬Dと、着火薬Dが充填されるカップケースEと、着火薬Dを発火させるための2本の電極ピン11,12と、塞栓Bとを含む。カップケースEは、通常、熱可塑性樹脂でできている。各電極ピン11,12はカップケースE内に突出し、その先端は電橋線Fによって電気的に接続されている。電橋線Fは着火薬Dに接する点火玉Cで覆われている。塞栓Bは、各電極ピン11,12間での電橋線部以外での絶縁を保つために樹脂で形成されている。そして、点火器5は、塞栓Bから突出する電極ピン11,12のそれぞれの根元部分を覆うように突出部19,18が一体に成形されている。突出部19,18は、ホルダ6の孔13,14より小さい径で、かつ、塞栓Bと同じ材料で、塞栓Bと一体に成形されている。これによって、電極ピン11,12とホルダ6との間の絶縁が確実となる。
【0042】
また、点火器5には、2本の電極ピン11,12をショートさせておくためのショーティングクリップ17が取り付けられている。このショーティングクリップ17は、静電気などによる誤作動を防止するためのものである。
【0043】
点火器ケース7は、点火器5の点火部5c及び塞栓Bの先端部を覆うようにカップ状に形成されている。そして、ホルダ6の突起9によりかしめられるように、その開口端は塞栓Bの先端部に沿って径方向斜め外方に向かって拡がるフランジ部位7aが形成されている。そして、このフランジ部位7aを覆うように折り曲げてかしめられたホルダ6のかしめ突起9によって、点火器5の塞栓Bとともにホルダ6に取り付けられる。また、点火器5の点火部5cは、この点火器ケース7によって表面を覆われるため、燃焼時の点火部5c内の圧力拘束が増加し、点火薬を高圧力下で燃焼させることができる。その結果、燃焼速度が速くなり、ガス発生器1の着火遅れが少なくなる。
【0044】
点火器ケース7は、例えば、鉄、アルミニウム、ステンレス等の金属材や、PBT(ポリブチレンテレフタレート)、PET(ポリエチレンテレフタレート)、PA6(ナイロン6)、PA66(ナイロン66)、PPS(ポリフェニレンスルフィド)、PPO(ポリフェニレンオキシド)、フッ素樹脂等の樹脂等で形成されている。そして、ガス発生剤2の成型体と接する面には、点火器ケース7を貫通する導火孔20が形成されている。この導火孔20は、点火器5の高温の火炎の噴出をガス発生剤2の方向へ集中させる場合は、点火器ケース7のカップケースEを覆う有底円筒部の底部に設けられることが好ましい。ガス発生剤2の成型体の結合体22の方向にも火炎を噴出させるために、この導火孔20は、円筒部に設けられていてもよい。なお、点火器ケース7は、単一の部材で形成されている必要はなく、いくつかの部材を組合わせて点火器ケース7としてもよいが、部品点数削減の観点から単一の部材で構成されるのが好ましい。また、メッシュ状であっても良い。
【0045】
ホルダ6は、点火器5、カップ体3およびシール部材の保持とガス発生剤防湿のための長期間の封止とを図る。確実に機能するものであればどのようなものでも用いることができるが、ガス発生器を構成する部品に通常使用されている材料で形成されているものが好ましい。そのような材料としては、例えば、鉄、アルミニウム、ステンレス等の金属材料が挙げられる。
【0046】
シ−ル部材15は、点火器5とホルダ6との間を封止してガス発生剤2の防湿を図る。通常、ガス発生器のシ−ル部材として使用されているものであればどのようなものでも用いることができる。例えばO−リング15等が挙げられる。シール部材の材質としては、特に限定されるものではないが、ニトリル、シリコン、エチレンプロピレンゴム等の水分を透過しにくいものが好ましい。
【0047】
このように構成されるガス発生器1は、次のような手順にて製造することができる。まず、ホルダ6の孔13,14に点火器5の電極ピン11,12を挿通し、点火器5をシール部材15を介してホルダ6のテーパ部8にはめ込むようにして装着する。次いで、点火器5の表面を覆うようにして、導火孔20が形成された点火器ケース7を装着し、かしめ突起9をかしめることによって、点火器5と点火器ケース7とをホルダ6に一体に装着する。次に、カップ体3にガス発生剤2の成型体を充填し、次いで、このガス発生剤2の成型体に隣接させて、ガス発生剤2の成型体を複数個連結することによって形成されたリング状結合体22を充填する。そして、点火器5、シ−ル部材15及び点火器ケース7が装着されたホルダ6を、カップ体3の他方の端部3fの開放部に嵌合させ、かしめ突起10によってかしめ固定する。
【0048】
次に、本発明のガス発生器1の作動について説明する。図示しない衝突センサーが自動車の衝突を検出すると、点火器5の電極ピン11,12が通電され、点火器5が作動する。このようにして高温、且つ高圧の火炎が点火器5から一気にカップケース3内に噴出し、複数個のガス発生剤2の成型体が結合したリング状結合体22が点火され、ガスが発生する。
【実験例】
【0049】
以下、リング状結合体22を使用したガス発生器1についての性能を実験により検証した。実験は、カップ体3と点火器5との間にガス発生剤2のリング状結合体22が配置されたガス発生器1の性能と、カップ体と点火器との間を含むカップ体の内部全体にガス発生剤の成型体が充填されたガス発生器1Aの性能と、ガス発生剤の成型体を圧縮して結合したリング状圧縮体を有するガス発生器1Bの性能とを比較することによって行なった。ここで、ガス発生器が有する好ましい出力特性(性能)は、カップ体と点火器との間を含むカップ体の内部全体にガス発生剤の成型体が充填されたガス発生器1Aと同様の出力特性である。
【0050】
上記の実験結果について、図5を参照しつつ説明する。ここで、図5は各ガス発生器1,1A,1Bの性能を比較した実験結果を示す図である。なお、ガス発生器1を実施例として、ガス発生器1Aを第1比較例として、ガス発生器1Bを第2比較例として以下に説明する。また、以下に説明するガス発生器1の実施例は一例であって、本発明を限定するものではない。
【0051】
(実施例)
本発明のガス発生剤2のリング状結合体の製造
直径約1.4mm、長さ約1.8mmの円柱状に押し出し成型されたガス発生剤2の成型体を190mg計量し、これを外径φ12mm、内径φ8mm、深さ8mmの環状溝を有する金型(図示せず)へ充填する。そして、充填されたガス発生剤2の成型体の上に、ディスペンサーを用いてコロジオンを塗布する。この時のコロジオンの塗布量は、約0.25mlであった。次に、コロジオンが塗布されたガス発生剤2の成型体を充填した金型を約60℃の乾燥炉に10分間放置する。その後、乾燥炉から金型を取り出し、金型から各成型体が固着して結合された約200mgのリング状の結合体22を取り出した。なお、リング状の結合体22を構成するガス発生剤2は、それぞれ、成型体の形状がほとんど維持されたままであった。
【0052】
本発明のガス発生剤2のリング状結合体を有するガス発生器1の製造
O−リング15を組み付けた金属製のホルダ6に点火器5および点火器ケース7を組み付け、かしめにより接合する(以下、点火器構成体23という)。また、別に用意したカップ体3に、直径約1.4mm、長さ約1.8mmの円柱状に押し出し成型されたガス発生剤2の成型体を1,100mg充填する。ガス発生剤2を結合させて形成された前記で得たリング状の結合体22を200mg、カップ体3に充填された成型体のガス発生剤2(無煙火薬)に隣接させて配置する。このリング状結合体22に、先に準備した点火器構成体23の点火部5を嵌合し、かしめにより点火器構成体23とカップ体3とを接合して、本発明のガス発生剤2のリング状結合体22を有するガス発生器1を得た。
【0053】
(第1比較例)
カップ体と点火器との間を含むカップ体の内部全体にガス発生剤の成型体が充填されたガス発生器1Aの製造
直径約1.4mm、長さ約1.8mmの円柱状に押し出し成型されたガス発生剤の成型体を1300mg計量し、カップ体へ充填する。次に、充填されたガス発生剤の成型体を破壊又は変形させないように、点火器構成体とカップ体とを振動させながら、点火器構成体の点火部を徐々にカップ体の内部に挿入していく。カップ体の開放された他方の端部を下方にしてもガス発生剤の成型体が落下しない深さまで挿入されたら、カップ体の開放された他方の端部を下方にしてより強い振動を与えながら、更に点火部をカップ体の内部に挿入していく。点火部が所定の位置まで挿入されたら、かしめにより点火器構成体とカップ体とを接合して、ガス発生剤の成型体のみが充填されたガス発生器1Aを得た。実施例および下記の比較例2の場合に比べて、点火部の周囲にガス発生剤の成型体を充填する作業が複雑で、ガス発生剤を充填するために要する時間も長かった。
【0054】
(第2比較例)
ガス発生剤の成型体を圧縮して結合したリング状圧縮体を有するガス発生器1Bの製造
直径約1.4mm、長さ約1.8mmの円柱状に押し出し成型されたガス発生剤の成型体を200mg計量し、これを実施例で用いられた金型と同一の金型へ充填し、環状突起形状を有する杵を用いて、各ガス発生剤の成型体が固着するまでガス発生剤の成型体を圧縮した後、金型から取り出して、ガス発生剤を結合させて形成されたリング状の圧縮体を得た。得られたリング状圧縮体を構成する各ガス発生剤は圧縮により変形し、一部は破壊されていた。次に、リング状の圧縮体を得るのに用いたガス発生剤と同一のガス発生剤を1,100mg計量し、カップ体へ充填する。そして、先に準備したリング状の圧縮体を、充填されたガス発生剤の成型体に隣接させて置く。このリング状の圧縮体に、点火器構成体の点火部を嵌合し、かしめにより点火器構成体とカップ体とを接合して、ガス発生剤の成型体を結合することによって形成されたリング状の圧縮体を有するガス発生器1Bを得た。
【0055】
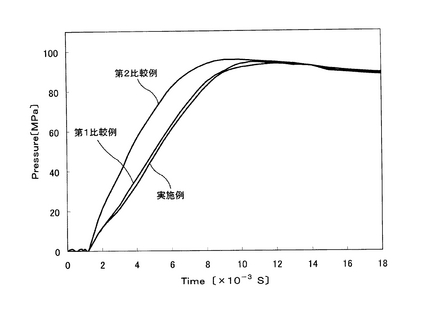
実施例、第1比較例、第2比較例で得られたガス発生器1,1A,1Bを用い、10ccタンクテストを行った。その結果を図5に示す。なお、10ccタンクテストとは、内容積が10ccのステンレス製タンクにガス発生器を取り付けて、電極部5aを通電させることによりガス発生器1,1A,1Bを作動させ、発生する燃焼ガスの圧力をタンク内に設置した圧電素子によって測定するものである。即ち、図5は、ガス発生器1,1A,1Bを作動させてからの時間と10ccタンク内の圧力との関係を示している。
【0056】
図5によれば、電極部5aへの通電開始から1ms乃至9msの範囲において、第2比較例のガス発生器1Bの圧力が、実施例のガス発生器1及び第1比較例のガス発生器1Aの圧力と比べて相当に高い値となっており、好ましい性能とはいえない。一方、実施例のガス発生器1の圧力−時間曲線は、第1比較例のガス発生器1Aの圧力ー曲線とほぼ同一の曲線となっており、第1比較例のガス発生器とほぼ同様の性能を有すると考えられる。
【0057】
また、第1比較例のガス発生器1Aにおいては、手作業にてガス発生剤をカップ体の内部に充填したが、充填操作が複雑で長い充填時間を要した。大量生産による製造の場合においても、複雑な設備を必要とし費用効果の低いガス発生器1Aであることがわかった。
【0058】
実施例のガス発生器1においては、ガス発生剤2の成型体を結合させて形成されたリング状結合体22をカップ体3の内部の点火器5の周囲(具体的には点火器ケース7の周囲)に隙間無く容易に充填することができる。しかも、このガス発生器1が押し出しガス発生剤2の成型体のみを使用し、リング状結合体22を使用しなかった場合と同様の出力特性を持つことは明らかである。従って、本発明のガス発生剤2の成型体が結合して形成されたリング状結合体22は、ガス発生器のサイズの大型化を防止しつつ、出力の増加、及び作業性の向上によって大量生産に適したガス発生器の製造を可能にするものである。
【0059】
以上のように、本実施形態では、ニトロセルロースを主成分とし、押し出し成型によって成型されたガス発生剤2を複数個結合させることによって、カップ体3と点火器5との間に配置可能なリング状の結合体22を得ている。そして、このガス発生剤2の結合体22を、ガス発生器1のカップ体3と点火器5との間に配置している。従って、リング状の結合体22に形成されたガス発生剤を、ガス発生器1のカップ体3と点火器5との間に容易に配置できる。しかも、このガス発生器1は、カップ体3と点火器5との間を含むカップ体3の内部全体にガス発生剤2の成型体が充填されたガス発生器と同様の出力特性を有する。
【0060】
また、リング状の結合体22は、好ましくは押し出し成型によって成型された円柱状のガス発生剤2の成型体を結合させたものであり、結合された後も、その表面積が殆ど変化しない。従って、結合体22の燃焼によるガスの発生速度は、カップ体3と点火器5との間を含むカップ体3の内部全体にガス発生剤2の成型体が充填されたガス発生器と同様の発生速度を有する。
【0061】
また、リング状の結合体22は、ニトロセルロースを主成分とする結合剤によってガス発生剤2の成型体同士が結合されているので、十分な強度で結合し、また、ガスの発生速度にも殆ど影響を与えない。
【0062】
尚、本発明は、上記の好ましい実施形態に記載されているが、本発明はそれだけに制限されない。本発明の精神と範囲から逸脱することのない様々な実施形態が可能である。
【図面の簡単な説明】
【0063】
【図1】ガス発生剤の成型体を結合させたリング状結合体の一例を示す図である。
【図2】図1に図示されるリング状結合体の写真である。
【図3】ガス発生器の一例を示す断面図である。
【図4】点火器の一例を示す断面図である。
【図5】実施例、第1比較例及び第2比較例のガス発生器の各性能を比較した実験結果を示す図である。
【符号の説明】
【0064】
1 ガス発生器
2 ガス発生剤
3 カップ体
3a 円筒部
3b 2面幅部
3c 切り欠き
3d フランジ
3e 一方の端部
3f 他方の端部
5 点火器
5a 電極部5a
5b 塞栓部5b
5c 点火部5c
6 ホルダ
7 点火器ケ−ス
7a フランジ部位
8 テーパ部
9 突起
10 突起
11 電極ピン
12 電極ピン
13 孔
14 孔
15 O−リング
17 ショ−ティングクリップ
18 突出部
19 突出部
20 導火孔
22 ガス発生剤の成型体のリング状結合体
23 点火器構成体
B 塞栓
C 点火玉
D 点火薬
E カップケ−ス
F 電橋線
【技術分野】
【0001】
本発明は、ガス発生剤及びこれを有するガス発生器に関するものである。
【背景技術】
【0002】
シ−トベルトテンショナ−は、衝突を検知してシ−トベルトを一定量巻上げる車両搭乗者拘束装置である。このシ−トベルトを一定量巻上げる機構として、通常ガス発生器からのガス圧で作動するものが採用されている。
かかるガス発生器は、カップ体と、このカップ体の内部に充填されるガス発生剤と、点火器と、ホルダとを有している。そして、ガス発生剤は、粉末状または顆粒状(特許文献1、2)の形態として、または押し出し成型体(特許文献3)等の形状にして使用されている。
【0003】
シートベルトプリテンショナー用ガス発生器においては、最近、サイズの大型化を防止しつつ出力を増加する要請が高まっている。この要請に対し、カップ体の内部に充填された粉末状または顆粒状のガス発生剤を圧縮してガス発生剤に凹部を設け、この凹部に点火器を挿入することによってガス発生剤をカップ体の内部に隙間無く充填することが提案されている(特許文献1、2)。
【0004】
【特許文献1】特開平11―240412号公報
【特許文献2】WO 01/14173号公開パンフレット
【特許文献3】WO 03/022645号公開パンフレット
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1、2に記載のように、カップ体に充填されたガス発生剤に凹部を設けるためにガス発生剤を圧縮すると、ガス発生剤の破壊等により所望の出力特性を得ることができないという問題がある。一方、押し出し成型されたガス発生剤の成型体の形状を維持しつつ、このガス発生剤をカップ体と点火器との間を含むカップ体の内部全体に配置できれば所望の出力特性を有するガス発生器を得ることができる。しかし、カップ体と点火器との間にガス発生剤の成型体を配置することには大きな困難を伴う。点火器を配置すべき空間を占めているガス発生剤の成型体が、点火器をカップ体に取付ける際に障害となるからである。いいかえれば、このカップ体の内部に点火器が閉めるべき空間を設けることなく点火器を挿入すれば、ガス発生剤の成型体が破壊または変形を生じ、ガス発生器の出力特性が変化してしまうこととなる。これを避けるためには、点火器を徐々に挿入しながらガス発生剤の成型体をこぼれ落とすことなくカップ体を逆さにする操作を繰り返したり、カップ体に振動を加えながら徐々に点火器を挿入する等の対策が必要となる。このように、点火器とカップ体との間にガス発生剤の成型体を充填することは容易ではない。
【0006】
本発明は、ガス発生器の大型化を防止しつつ所望の出力特性を有するガス発生器を容易に得ることが可能なガス発生剤、及びこのガス発生剤が用いられたガス発生器を提供することを目的とする。
【課題を解決するための手段及び効果】
【0007】
本発明において、以下の特徴は単独で、若しくは、適宜組合わされて備えられている。前記課題を解決するための本発明に係るガス発生剤は、カップ体(3)の内部に点火器(5)が配置されたガス発生器(1)に使用され、ニトロセルロースを主成分とするガス発生剤(2)であって、前記カップ体(3)の内側面と前記点火器(5)との間に配置されるガス発生剤(2)は、ガス発生剤(2)の成型体が環状又は角状に連ねて結合された結合体(22)であることを特徴とする。
【0008】
ここで、「成型体」とは、ペレット状、円柱状、筒状、ディスク状、その他の形状のうちいずれかの形状に成型されたものを意味する。また、「角状」とは、内側に点火器を配置可能な中空部を有する角状を意味する。
【0009】
このガス発生剤によると、ガス発生器のカップ体の内側面と点火器との間に配置されるガス発生剤の成型体を容易に充填することが可能となる。従って、カップ体と点火器との間にはガス発生剤の結合体を、カップ体内部のうち他の部位にはガス発生剤の成型体を充填することによって、ガス発生器の大型化を防止しつつ所望の出力特性を有するガス発生器を容易に得ることができる。
【0010】
本発明に係るガス発生剤において、前記ガス発生剤(2)の成型体が、押し出し成型によって成型されたものであることが好ましい。また、この場合において、前記ガス発生剤の成型体が、円柱状または円筒状に成型されていることがさらに好ましい。
【0011】
このガス発生剤によると、複数個のガス発生剤が結合することによって結合体を形成した後も、各ガス発生剤の形状および表面積が殆ど変化しない。従って、ガス発生剤の結合体がカップ体と点火器との間に、ガス発生剤の成型体がカップ体内部の他の部位にそれぞれ配置されたガス発生器におけるガスの発生速度は、カップ体と点火器との間を含むカップ体内部全体にガス発生剤の成型体が充填されたガス発生器におけるガスの発生速度とほぼ同様のものとなる。また、押し出し成型による成型体のサイズ又は形状等を変更することにより、所望のガス発生速度を有するガス発生剤の結合体が得られる。従って、これを使用することにより、所望の出力特性を持つガス発生器が得られる。
【0012】
本発明に係ガス発生剤において、前記ガス発生剤(2)の成型体が、結合剤により結合されて前記結合体(22)を形成していることが好ましい。
【0013】
このガス発生剤によると、結合剤を用いることにより、ガス発生速度に大きな影響を与えることのない押し出し成型体等のガス発生剤の成型体を結合することができる。
【0014】
本発明に係るガス発生剤において、前記結合剤がニトロセルロースを主成分とする結合剤であることが好ましい。
【0015】
このガス発生剤によると、結合剤としてニトロセルロースからなるものを使用することにより、ガス発生剤の成型体を十分な強度をもって結合し、ガス発生速度に殆ど影響を与えることのないガス発生剤を得ることができる。
【0016】
本発明に係るガス発生器は、一方の端部(3e)が開放され、他方の端部(3f)が底を有するカップ体(3)と、前記カップ体(3)の内部に配置され、着火燃焼によってガスを発生させると共に成型体に成型されたガス発生剤(2)と、筒状のケース(7)に囲まれ、前記ガス発生剤(2)の成型体に着火させることが可能な点火器(5)と、前記点火器(5)を保持し、保持された前記点火器(5)が前記カップ体(3)の内部に配置されると共に、前記カップ体(3)の一方の端部(3e)に固定されるホルダ(6)とを備え、前記カップ体(3)の円筒部(3a)の内側面と前記筒状のケース(7)の外側面との間に配置されるガス発生剤が、請求項1〜5のいずれか1項に記載のガス発生剤であることを特徴とする。
【0017】
この構成のガス発生器は、カップ体と点火器との間を含むカップ体の内部全体にガス発生剤の成型体が充填されたガス発生器と同様の出力特性を有する。従って、ガス発生器の大型化を防止しつつ所望の出力特性を容易に得ることができる。
【0018】
本発明に係るガス発生剤は、車両の乗員保護装置用ガス発生器に収納されるガス発生剤であって、ニトロセルロースを主成分とする複数のガス発生剤(2)の成型体を環状又は角状に結合したことを特徴とする。
【0019】
ここで、「成型体」とは、ペレット状、円柱状、筒状、ディスク状、その他の形状のうちいずれかの形状に成型されたものを意味する。また、「角状」とは、内側に点火器を配置可能な中空部を有する角状を意味する。
【0020】
このガス発生剤によると、ガス発生剤がガス発生器に収納されたのち環状又は角状に結合されたガス発生剤の成型体の内側に点火器を配置できるので、従来、ガス発生剤を配置することが困難であった部位にガス発生剤を容易に配置することが可能となる。従って、ガス発生器の大型化を防止しつつ所望の出力特性を有するガス発生器を容易に得ることができる。
【発明を実施するための最良の形態】
【0021】
本発明に係るガス発生剤の結合体に関する好適な実施形態の例について図1及び図2を、このガス発生剤の結合体を有するガス発生器に関する好適な実施形態の例について図3及び図4を参照しつつ説明する。ここで、図1はガス発生剤の成型体を結合させたリング状結合体の一例を示す図、図2は図1に図示されるリング状結合体の写真、図3はガス発生器の一例を示す図、図4は点火器の一例を示す図である。ただし、図1において、各ガス発生剤2を結合するための結合剤については図示を省略している。
【0022】
先ず、ガス発生剤2の結合体22について説明する。図1及び図2において、ガス発生剤2の成型体の結合体22は、ニトロセルロースを主成分とするガス発生剤2の成型体をリング状(環状)に結合させたものである。ガス発生剤2としては、例えば、無煙火薬が挙げられる。無煙火薬は、ニトロセルロ−スを主成分とする火薬であり、燃焼することにより、車両搭乗者拘束装置を作動させるためのガスを発生するものである。
【0023】
なお、結合体22はガス発生剤の成型体が環状に結合されたものに限られず、カップ体3と点火器5との間に配置可能であれば、角状に形成されたものであってもよい。また、各ガス発生剤2の成型体の配列及び配向は限定されるものではなく、これらのガス発生剤2によってカップ体3と点火器5との間に配置可能な結合体を形成することができればよい。
【0024】
本発明に使用されるガス発生剤2は、それぞれ、押し出し成型によって成型されていることが好ましい。成型体としては、例えば、ペレット状のもの(一般に、医薬品の1つの形状である錠剤の形にあたるもの)、円柱状のもの、筒状又はディスク状のもの等が挙げられるがこれに限られない。なお、筒状のものには、円筒状のものが挙げられ、円筒状のものには単孔円筒状のもの、多孔円筒状のものが挙げられる。また、結合体22を形成するガス発生剤2の全部が同様の形状であることが好ましいが、これに限られず、異なった形状を有するガス発生剤2の成型体が結合されていてもよい。
【0025】
ガス発生剤2の成型体は、たとえば、無煙火薬の捏和物を、ろ過、圧伸、切断、乾燥した後、必要であれば篩分、黒鉛処理等をして得ることができる。これらの方法には、周知技術、例えば、米国特許第3346675号、第2027114号、第2885736号等の公報に記載の技術を用いることができる。ガス発生剤2の成型体の直径(外径)は、好ましくは、0.8〜2.5mm、より好ましくは、1.2〜1.6mmである。ガス発生剤2の成型体が筒状の形状の場合、その薬厚は、好ましくは0.2〜1.2mmである。ガス発生剤2の成型体の長さは、好ましくは、1.0〜5.0mm、より好ましくは、1.2〜3.0mmである。
【0026】
結合体22は、例えば、上記のガス発生剤2の成型体を環状の溝を有する金型(図示せず)に充填し、次いで溶媒中に溶解した結合剤をディスペンサー等によりガス発生剤2の成型体に塗布し、これを乾燥することにより製造される。
【0027】
この結合剤としては、適切な溶媒に可溶であって、ガス発生剤2の成型体の表面への接着性に優れる天然または合成樹脂の接着剤を用いることができるが、ニトロセルロースを主成分として使用することが好ましい。非火薬の樹脂でガス発生剤2の成型体の表面が覆われた場合は、ガス発生剤2の成型体の着火に影響を生じ、ガス発生器の出力特性の制御が難しくなる。結合剤は、通常、これを溶解させた溶液として用いられる。例えば、コロジオン(関東化学社製:エタノール約47.5%、ジエチルエーテル約47.5%、およびニトロセルロース約5%の溶液)等が挙げられる。
【0028】
溶媒としては、ニトロセルロース等を溶解させることができるものであって、適度の乾燥性を有するものであれば用いることができる。乾燥が速過ぎるものは一定量の塗布をする上で好ましくなく、乾燥が遅すぎるものは結合体22の乾燥温度を高くする等の必要が生じるからである。このような溶媒として、アルコ−ル、エ−テル、ケトン、エステル等からなる群から適切な溶解性、乾燥性を有するものの1種またはその組み合わせを選べばよい。溶媒に溶解しているニトロセルロースからなる結合剤の濃度及び溶液の粘度は、塗布および乾燥の方法および条件、ガス発生剤2の成型体に付着すべき結合剤の量等に応じて適宜調節すればよい。ガス発生剤2の成型体に対する結合剤の付着量が多すぎると、結合体22の燃焼速度に及ぼす影響が大きくなる恐れがあり、少なすぎると、各ガス発生剤2の成型体を十分に接着することができない恐れがある。ガス発生剤2の成型体に対する結合剤の付着量は、ガス発生剤2の成型体の重量を1gとすると、30〜100mgであることが好ましい。乾燥の温度は、ガス発生剤2の発火、変質を招かない範囲で、溶媒ができるだけ速く乾燥するような高い温度が好ましく、常圧で乾燥する場合は、常温〜100℃が好ましい。減圧であれば、乾燥時間の短縮や、より高沸点の溶媒の使用が可能となる。
【0029】
結合剤の成分としては、ニトロセルロース以外に、無煙火薬に使用されているような、硝酸エステル類、安定剤、減熱消炎剤等の添加剤を含んでいてもよい。
【0030】
結合体22の外径、内径及び高さ等の大きさは、使用されるガス発生器の仕様、具体的には後述するカップ体3の内径と点火器の点火部5cの外径及び高さとにより適宜決定されるが、例えば、現在多く使用されているシートベルトプリテンショナー用ガス発生器については、これに用いられるカップ体3の外径は、10〜12.6mmの範囲が好ましく、内径は、7.4〜10mmの範囲が好ましい。また、高さは、2〜10mmの範囲が好ましい。
【0031】
結合体22の形状は、図1及び図2に図示されるように、ガス発生剤2の成型体が複数個結合されることによって形成されたリング状であるが、これに限られない。即ち、後述するガス発生器1のカップ体3と点火器5との間に配置可能であればよい。
【0032】
なお、ガス発生器は上記のリング状結合体22を有することが好ましい。リング状結合体22は、通常、ガス発生器が有する点火器における点火部の外側面とカップ体の円筒部の内側面との間に配置される。点火部とカップ体の底部との間に配置されるガス発生剤は特に限定されず、粉末状、顆粒状のものでも、成型体でもよいが、本発明の効果をより十分に達成するためには、成型体が好ましい。
【0033】
次に、この結合体22を使用したガス発生器1について説明する。図3において、本実施形態のガス発生器1は、カップ体3と、このカップ体3中に充填するガス発生剤2と、点火器5と、ホルダ6とを有し、車両搭乗者拘束装置を作動させるためのガス発生器である。ここで、ガス発生剤2の成型体は、ペレット状、円柱状、筒状、ディスク状、その他の形状のうちいずれかの形状に成型された成型体である。また、点火器5における点火部5cの外側面とカップ体3の円筒部3aの内側面との間に配置されるガス発生剤が上記のリング状結合体22であることを特徴とする。
【0034】
カップ体3は、円筒部3aを有し、内部には、通常、ガス発生剤が充填される。また、一方の端部3eが開放され、他方の端部3fが底部を有している。カップ体3は、例えば、ステンレス、鉄、アルミニウム等の金属材料で形成されている。
【0035】
ガス発生剤2は、上記のガス発生剤2の成型体をリング状に結合したリング状結合体22が使用される。リング状結合体22は、後述する点火器5における点火部5cの外側面とカップ体3の円筒部3aの内側面との間に配置される。また、ガス発生剤2の成型体は、後述する点火部5cの頂面とカップ体3の底部との間に配置される。リング状結合体22に使用されるガス発生剤2の成型体及び点火部5cの頂面とカップ体3の底部との間に配置されるガス発生剤2の成型体は、成型体の形状、大きさ等異なっていてもよいが、成型体の形状、大きさ等も同一である方が本発明の効果を達成する上で好ましい。
【0036】
点火器5は、車両の衝突を検出するセンサー(図示せず)からの信号を受け取り、ガス発生剤2を着火、燃焼させる点火装置である。通常、電極部5a、塞栓部5b及び点火部5cからなる(図4参照)。
【0037】
ホルダ6は、点火器5とカップ体3を保持するものである。より具体的に言えば、ホルダ6は、点火器5を保持し、保持されたこの点火器5がカップ体3の内部に配置されるように、カップ体3の一方の端部3eに固定される。なお、ホルダ6は、例えば、アルミニウム、鉄、ステンレス等の金属材料で形成することができる。
【0038】
本発明のガス発生剤2の成型体が結合されたリング状結合体22を有するガス発生器を図3により詳しく説明する。
【0039】
本発明のガス発生器1は、カップ体3を有し、このカップ体3の内部に、燃焼によりガスを発生するガス発生剤2の成型体が充填される。さらにカップ体3の内部にガス発生剤2の成型体を着火させることができる点火器5が配設され、O−リング15とともにカップ体3と点火器5とがホルダ6によってかしめ固定されている。また、点火器5には点火器ケース7が設置されている。O−リング15は点火器5とホルダ6との間に配置されている。そして、ホルダ6はカップ体3、点火器5及び点火器ケース7をかしめにより保持している。なお、カップ体3と点火器5との間に配置されるガス発生剤2の成型体は、複数個連ねて結合されることによってリング状の結合体を形成している。
【0040】
本発明のガス発生器に使用されるカップ体3は、大径の円筒部3aと、2面幅部3bとを有し、底部を有する一方の端部3eから他方の端部3fに向けて1段階に拡径する実質的に有底円筒形状をしている。このカップ体3の底部には複数の線状の切り欠き3cが設けられている。カップ体3内に収納されるガス発生剤2の成型体のリング状結合体22の燃焼時に、この切り欠き3cが破断され、図示しないシートベルトプリテンショナーにガスが直接的に放出される。カップ体3の他方の端部3fには、径方向の外方に延びるフランジ部位3dが形成されており、このフランジ部位3dは、ホルダ6に設けられた突起10のかしめによってホルダ6に取り付けられている。カップ体3の材料は、例えばステンレス、鉄、アルミニウムなどの金属材料で形成されている。
燃焼によりガスを発生させるガス発生剤2の成型体のリング状結合体22は、上記したものがあげられる。
【0041】
点火器5は、点火器5を作動させるための電気を通電する目的で立設された電極部5a、塞栓部5b及び点火部5cからなる。点火器5の詳細を述べると、点火器5は着火薬Dと、着火薬Dが充填されるカップケースEと、着火薬Dを発火させるための2本の電極ピン11,12と、塞栓Bとを含む。カップケースEは、通常、熱可塑性樹脂でできている。各電極ピン11,12はカップケースE内に突出し、その先端は電橋線Fによって電気的に接続されている。電橋線Fは着火薬Dに接する点火玉Cで覆われている。塞栓Bは、各電極ピン11,12間での電橋線部以外での絶縁を保つために樹脂で形成されている。そして、点火器5は、塞栓Bから突出する電極ピン11,12のそれぞれの根元部分を覆うように突出部19,18が一体に成形されている。突出部19,18は、ホルダ6の孔13,14より小さい径で、かつ、塞栓Bと同じ材料で、塞栓Bと一体に成形されている。これによって、電極ピン11,12とホルダ6との間の絶縁が確実となる。
【0042】
また、点火器5には、2本の電極ピン11,12をショートさせておくためのショーティングクリップ17が取り付けられている。このショーティングクリップ17は、静電気などによる誤作動を防止するためのものである。
【0043】
点火器ケース7は、点火器5の点火部5c及び塞栓Bの先端部を覆うようにカップ状に形成されている。そして、ホルダ6の突起9によりかしめられるように、その開口端は塞栓Bの先端部に沿って径方向斜め外方に向かって拡がるフランジ部位7aが形成されている。そして、このフランジ部位7aを覆うように折り曲げてかしめられたホルダ6のかしめ突起9によって、点火器5の塞栓Bとともにホルダ6に取り付けられる。また、点火器5の点火部5cは、この点火器ケース7によって表面を覆われるため、燃焼時の点火部5c内の圧力拘束が増加し、点火薬を高圧力下で燃焼させることができる。その結果、燃焼速度が速くなり、ガス発生器1の着火遅れが少なくなる。
【0044】
点火器ケース7は、例えば、鉄、アルミニウム、ステンレス等の金属材や、PBT(ポリブチレンテレフタレート)、PET(ポリエチレンテレフタレート)、PA6(ナイロン6)、PA66(ナイロン66)、PPS(ポリフェニレンスルフィド)、PPO(ポリフェニレンオキシド)、フッ素樹脂等の樹脂等で形成されている。そして、ガス発生剤2の成型体と接する面には、点火器ケース7を貫通する導火孔20が形成されている。この導火孔20は、点火器5の高温の火炎の噴出をガス発生剤2の方向へ集中させる場合は、点火器ケース7のカップケースEを覆う有底円筒部の底部に設けられることが好ましい。ガス発生剤2の成型体の結合体22の方向にも火炎を噴出させるために、この導火孔20は、円筒部に設けられていてもよい。なお、点火器ケース7は、単一の部材で形成されている必要はなく、いくつかの部材を組合わせて点火器ケース7としてもよいが、部品点数削減の観点から単一の部材で構成されるのが好ましい。また、メッシュ状であっても良い。
【0045】
ホルダ6は、点火器5、カップ体3およびシール部材の保持とガス発生剤防湿のための長期間の封止とを図る。確実に機能するものであればどのようなものでも用いることができるが、ガス発生器を構成する部品に通常使用されている材料で形成されているものが好ましい。そのような材料としては、例えば、鉄、アルミニウム、ステンレス等の金属材料が挙げられる。
【0046】
シ−ル部材15は、点火器5とホルダ6との間を封止してガス発生剤2の防湿を図る。通常、ガス発生器のシ−ル部材として使用されているものであればどのようなものでも用いることができる。例えばO−リング15等が挙げられる。シール部材の材質としては、特に限定されるものではないが、ニトリル、シリコン、エチレンプロピレンゴム等の水分を透過しにくいものが好ましい。
【0047】
このように構成されるガス発生器1は、次のような手順にて製造することができる。まず、ホルダ6の孔13,14に点火器5の電極ピン11,12を挿通し、点火器5をシール部材15を介してホルダ6のテーパ部8にはめ込むようにして装着する。次いで、点火器5の表面を覆うようにして、導火孔20が形成された点火器ケース7を装着し、かしめ突起9をかしめることによって、点火器5と点火器ケース7とをホルダ6に一体に装着する。次に、カップ体3にガス発生剤2の成型体を充填し、次いで、このガス発生剤2の成型体に隣接させて、ガス発生剤2の成型体を複数個連結することによって形成されたリング状結合体22を充填する。そして、点火器5、シ−ル部材15及び点火器ケース7が装着されたホルダ6を、カップ体3の他方の端部3fの開放部に嵌合させ、かしめ突起10によってかしめ固定する。
【0048】
次に、本発明のガス発生器1の作動について説明する。図示しない衝突センサーが自動車の衝突を検出すると、点火器5の電極ピン11,12が通電され、点火器5が作動する。このようにして高温、且つ高圧の火炎が点火器5から一気にカップケース3内に噴出し、複数個のガス発生剤2の成型体が結合したリング状結合体22が点火され、ガスが発生する。
【実験例】
【0049】
以下、リング状結合体22を使用したガス発生器1についての性能を実験により検証した。実験は、カップ体3と点火器5との間にガス発生剤2のリング状結合体22が配置されたガス発生器1の性能と、カップ体と点火器との間を含むカップ体の内部全体にガス発生剤の成型体が充填されたガス発生器1Aの性能と、ガス発生剤の成型体を圧縮して結合したリング状圧縮体を有するガス発生器1Bの性能とを比較することによって行なった。ここで、ガス発生器が有する好ましい出力特性(性能)は、カップ体と点火器との間を含むカップ体の内部全体にガス発生剤の成型体が充填されたガス発生器1Aと同様の出力特性である。
【0050】
上記の実験結果について、図5を参照しつつ説明する。ここで、図5は各ガス発生器1,1A,1Bの性能を比較した実験結果を示す図である。なお、ガス発生器1を実施例として、ガス発生器1Aを第1比較例として、ガス発生器1Bを第2比較例として以下に説明する。また、以下に説明するガス発生器1の実施例は一例であって、本発明を限定するものではない。
【0051】
(実施例)
本発明のガス発生剤2のリング状結合体の製造
直径約1.4mm、長さ約1.8mmの円柱状に押し出し成型されたガス発生剤2の成型体を190mg計量し、これを外径φ12mm、内径φ8mm、深さ8mmの環状溝を有する金型(図示せず)へ充填する。そして、充填されたガス発生剤2の成型体の上に、ディスペンサーを用いてコロジオンを塗布する。この時のコロジオンの塗布量は、約0.25mlであった。次に、コロジオンが塗布されたガス発生剤2の成型体を充填した金型を約60℃の乾燥炉に10分間放置する。その後、乾燥炉から金型を取り出し、金型から各成型体が固着して結合された約200mgのリング状の結合体22を取り出した。なお、リング状の結合体22を構成するガス発生剤2は、それぞれ、成型体の形状がほとんど維持されたままであった。
【0052】
本発明のガス発生剤2のリング状結合体を有するガス発生器1の製造
O−リング15を組み付けた金属製のホルダ6に点火器5および点火器ケース7を組み付け、かしめにより接合する(以下、点火器構成体23という)。また、別に用意したカップ体3に、直径約1.4mm、長さ約1.8mmの円柱状に押し出し成型されたガス発生剤2の成型体を1,100mg充填する。ガス発生剤2を結合させて形成された前記で得たリング状の結合体22を200mg、カップ体3に充填された成型体のガス発生剤2(無煙火薬)に隣接させて配置する。このリング状結合体22に、先に準備した点火器構成体23の点火部5を嵌合し、かしめにより点火器構成体23とカップ体3とを接合して、本発明のガス発生剤2のリング状結合体22を有するガス発生器1を得た。
【0053】
(第1比較例)
カップ体と点火器との間を含むカップ体の内部全体にガス発生剤の成型体が充填されたガス発生器1Aの製造
直径約1.4mm、長さ約1.8mmの円柱状に押し出し成型されたガス発生剤の成型体を1300mg計量し、カップ体へ充填する。次に、充填されたガス発生剤の成型体を破壊又は変形させないように、点火器構成体とカップ体とを振動させながら、点火器構成体の点火部を徐々にカップ体の内部に挿入していく。カップ体の開放された他方の端部を下方にしてもガス発生剤の成型体が落下しない深さまで挿入されたら、カップ体の開放された他方の端部を下方にしてより強い振動を与えながら、更に点火部をカップ体の内部に挿入していく。点火部が所定の位置まで挿入されたら、かしめにより点火器構成体とカップ体とを接合して、ガス発生剤の成型体のみが充填されたガス発生器1Aを得た。実施例および下記の比較例2の場合に比べて、点火部の周囲にガス発生剤の成型体を充填する作業が複雑で、ガス発生剤を充填するために要する時間も長かった。
【0054】
(第2比較例)
ガス発生剤の成型体を圧縮して結合したリング状圧縮体を有するガス発生器1Bの製造
直径約1.4mm、長さ約1.8mmの円柱状に押し出し成型されたガス発生剤の成型体を200mg計量し、これを実施例で用いられた金型と同一の金型へ充填し、環状突起形状を有する杵を用いて、各ガス発生剤の成型体が固着するまでガス発生剤の成型体を圧縮した後、金型から取り出して、ガス発生剤を結合させて形成されたリング状の圧縮体を得た。得られたリング状圧縮体を構成する各ガス発生剤は圧縮により変形し、一部は破壊されていた。次に、リング状の圧縮体を得るのに用いたガス発生剤と同一のガス発生剤を1,100mg計量し、カップ体へ充填する。そして、先に準備したリング状の圧縮体を、充填されたガス発生剤の成型体に隣接させて置く。このリング状の圧縮体に、点火器構成体の点火部を嵌合し、かしめにより点火器構成体とカップ体とを接合して、ガス発生剤の成型体を結合することによって形成されたリング状の圧縮体を有するガス発生器1Bを得た。
【0055】
実施例、第1比較例、第2比較例で得られたガス発生器1,1A,1Bを用い、10ccタンクテストを行った。その結果を図5に示す。なお、10ccタンクテストとは、内容積が10ccのステンレス製タンクにガス発生器を取り付けて、電極部5aを通電させることによりガス発生器1,1A,1Bを作動させ、発生する燃焼ガスの圧力をタンク内に設置した圧電素子によって測定するものである。即ち、図5は、ガス発生器1,1A,1Bを作動させてからの時間と10ccタンク内の圧力との関係を示している。
【0056】
図5によれば、電極部5aへの通電開始から1ms乃至9msの範囲において、第2比較例のガス発生器1Bの圧力が、実施例のガス発生器1及び第1比較例のガス発生器1Aの圧力と比べて相当に高い値となっており、好ましい性能とはいえない。一方、実施例のガス発生器1の圧力−時間曲線は、第1比較例のガス発生器1Aの圧力ー曲線とほぼ同一の曲線となっており、第1比較例のガス発生器とほぼ同様の性能を有すると考えられる。
【0057】
また、第1比較例のガス発生器1Aにおいては、手作業にてガス発生剤をカップ体の内部に充填したが、充填操作が複雑で長い充填時間を要した。大量生産による製造の場合においても、複雑な設備を必要とし費用効果の低いガス発生器1Aであることがわかった。
【0058】
実施例のガス発生器1においては、ガス発生剤2の成型体を結合させて形成されたリング状結合体22をカップ体3の内部の点火器5の周囲(具体的には点火器ケース7の周囲)に隙間無く容易に充填することができる。しかも、このガス発生器1が押し出しガス発生剤2の成型体のみを使用し、リング状結合体22を使用しなかった場合と同様の出力特性を持つことは明らかである。従って、本発明のガス発生剤2の成型体が結合して形成されたリング状結合体22は、ガス発生器のサイズの大型化を防止しつつ、出力の増加、及び作業性の向上によって大量生産に適したガス発生器の製造を可能にするものである。
【0059】
以上のように、本実施形態では、ニトロセルロースを主成分とし、押し出し成型によって成型されたガス発生剤2を複数個結合させることによって、カップ体3と点火器5との間に配置可能なリング状の結合体22を得ている。そして、このガス発生剤2の結合体22を、ガス発生器1のカップ体3と点火器5との間に配置している。従って、リング状の結合体22に形成されたガス発生剤を、ガス発生器1のカップ体3と点火器5との間に容易に配置できる。しかも、このガス発生器1は、カップ体3と点火器5との間を含むカップ体3の内部全体にガス発生剤2の成型体が充填されたガス発生器と同様の出力特性を有する。
【0060】
また、リング状の結合体22は、好ましくは押し出し成型によって成型された円柱状のガス発生剤2の成型体を結合させたものであり、結合された後も、その表面積が殆ど変化しない。従って、結合体22の燃焼によるガスの発生速度は、カップ体3と点火器5との間を含むカップ体3の内部全体にガス発生剤2の成型体が充填されたガス発生器と同様の発生速度を有する。
【0061】
また、リング状の結合体22は、ニトロセルロースを主成分とする結合剤によってガス発生剤2の成型体同士が結合されているので、十分な強度で結合し、また、ガスの発生速度にも殆ど影響を与えない。
【0062】
尚、本発明は、上記の好ましい実施形態に記載されているが、本発明はそれだけに制限されない。本発明の精神と範囲から逸脱することのない様々な実施形態が可能である。
【図面の簡単な説明】
【0063】
【図1】ガス発生剤の成型体を結合させたリング状結合体の一例を示す図である。
【図2】図1に図示されるリング状結合体の写真である。
【図3】ガス発生器の一例を示す断面図である。
【図4】点火器の一例を示す断面図である。
【図5】実施例、第1比較例及び第2比較例のガス発生器の各性能を比較した実験結果を示す図である。
【符号の説明】
【0064】
1 ガス発生器
2 ガス発生剤
3 カップ体
3a 円筒部
3b 2面幅部
3c 切り欠き
3d フランジ
3e 一方の端部
3f 他方の端部
5 点火器
5a 電極部5a
5b 塞栓部5b
5c 点火部5c
6 ホルダ
7 点火器ケ−ス
7a フランジ部位
8 テーパ部
9 突起
10 突起
11 電極ピン
12 電極ピン
13 孔
14 孔
15 O−リング
17 ショ−ティングクリップ
18 突出部
19 突出部
20 導火孔
22 ガス発生剤の成型体のリング状結合体
23 点火器構成体
B 塞栓
C 点火玉
D 点火薬
E カップケ−ス
F 電橋線
【特許請求の範囲】
【請求項1】
カップ体(3)の内部に点火器(5)が配置されたガス発生器(1)に使用され、ニトロセルロースを主成分とするガス発生剤(2)であって、
前記カップ体(3)の内側面と前記点火器(5)との間に配置されるガス発生剤(2)は、ガス発生剤(2)の成型体が環状又は角状に連ねて結合された結合体(22)であることを特徴とするガス発生剤。
【請求項2】
前記ガス発生剤(2)の成型体が、押し出し成型によって成型されたものであることを特徴とする請求項1に記載のガス発生剤。
【請求項3】
前記ガス発生剤(2)の成型体が、円柱状または円筒状に成型されていることを特徴とする請求項2に記載のガス発生剤。
【請求項4】
前記ガス発生剤(2)の成型体が、結合剤により結合されて前記結合体(22)を形成していることを特徴とする請求項1〜3のいずれか一項に記載のガス発生剤。
【請求項5】
前記結合剤がニトロセルロースを主成分とする結合剤であることを特徴とする請求項4に記載のガス発生剤。
【請求項6】
請求項1〜5のいずれか一項に記載のガス発生剤を有することを特徴とするガス発生器。
【請求項7】
一方の端部(3e)が開放され、他方の端部(3f)が底を有するカップ体(3)と、
前記カップ体(3)の内部に配置され、着火燃焼によってガスを発生させると共に成型体に成型されたガス発生剤(2)と、
筒状のケース(7)に囲まれ、前記ガス発生剤(2)の成型体に着火させることが可能な点火器(5)と、
前記点火器(5)を保持し、保持された前記点火器(5)が前記カップ体(3)の内部に配置されると共に、前記カップ体(3)の一方の端部(3e)に固定されるホルダ(6)とを備え、
前記カップ体(3)の円筒部(3a)の内側面と前記筒状のケース(7)の外側面との間に配置されるガス発生剤が、請求項1〜5のいずれか1項に記載のガス発生剤であることを特徴とするガス発生器。
【請求項8】
車両の乗員保護装置用ガス発生器に収納されるガス発生剤であって、
ニトロセルロースを主成分とする複数のガス発生剤(2)の成型体を環状又は角状に結合したことを特徴とするガス発生剤。
【請求項1】
カップ体(3)の内部に点火器(5)が配置されたガス発生器(1)に使用され、ニトロセルロースを主成分とするガス発生剤(2)であって、
前記カップ体(3)の内側面と前記点火器(5)との間に配置されるガス発生剤(2)は、ガス発生剤(2)の成型体が環状又は角状に連ねて結合された結合体(22)であることを特徴とするガス発生剤。
【請求項2】
前記ガス発生剤(2)の成型体が、押し出し成型によって成型されたものであることを特徴とする請求項1に記載のガス発生剤。
【請求項3】
前記ガス発生剤(2)の成型体が、円柱状または円筒状に成型されていることを特徴とする請求項2に記載のガス発生剤。
【請求項4】
前記ガス発生剤(2)の成型体が、結合剤により結合されて前記結合体(22)を形成していることを特徴とする請求項1〜3のいずれか一項に記載のガス発生剤。
【請求項5】
前記結合剤がニトロセルロースを主成分とする結合剤であることを特徴とする請求項4に記載のガス発生剤。
【請求項6】
請求項1〜5のいずれか一項に記載のガス発生剤を有することを特徴とするガス発生器。
【請求項7】
一方の端部(3e)が開放され、他方の端部(3f)が底を有するカップ体(3)と、
前記カップ体(3)の内部に配置され、着火燃焼によってガスを発生させると共に成型体に成型されたガス発生剤(2)と、
筒状のケース(7)に囲まれ、前記ガス発生剤(2)の成型体に着火させることが可能な点火器(5)と、
前記点火器(5)を保持し、保持された前記点火器(5)が前記カップ体(3)の内部に配置されると共に、前記カップ体(3)の一方の端部(3e)に固定されるホルダ(6)とを備え、
前記カップ体(3)の円筒部(3a)の内側面と前記筒状のケース(7)の外側面との間に配置されるガス発生剤が、請求項1〜5のいずれか1項に記載のガス発生剤であることを特徴とするガス発生器。
【請求項8】
車両の乗員保護装置用ガス発生器に収納されるガス発生剤であって、
ニトロセルロースを主成分とする複数のガス発生剤(2)の成型体を環状又は角状に結合したことを特徴とするガス発生剤。
【図1】


【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【図2】
【公開番号】特開2006−1778(P2006−1778A)
【公開日】平成18年1月5日(2006.1.5)
【国際特許分類】
【出願番号】特願2004−178866(P2004−178866)
【出願日】平成16年6月16日(2004.6.16)
【出願人】(000004086)日本化薬株式会社 (921)
【Fターム(参考)】
【公開日】平成18年1月5日(2006.1.5)
【国際特許分類】
【出願日】平成16年6月16日(2004.6.16)
【出願人】(000004086)日本化薬株式会社 (921)
【Fターム(参考)】
[ Back to top ]