
ガス発生器の取付構造及びエアバッグモジュール
イニシエータシェル(9)とクロージャシェル(8)とで形成されるハウジング(10)と、前記ハウジング(10)に形成され、燃焼室(12)で発生したガスを放出する複数のガス放出孔(7)と、イニシエータシェル(9)とクロージャシェル(8)のいずれか一方又は両方が、半球形状又は半楕円球形状の鏡板部(18,16)と前記鏡板部(18,16)から連続して形成される筒部(17,15)と、ガス発生器とからなる、自動車の助手席用エアバッグモジュールのガス発生器(1)の取付構造。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車の助手席用エアバッグモジュールへのガス発生器の取付構造及びその取付構造を有してなるエアバッグモジュールに関する。
【背景技術】
【0002】
自動車の衝突時に生じる衝撃から乗員を保護するため、急速にエアバッグを膨張展開させるガス発生器は、ステアリングホイール内やインストルメントパネル内に装着されたエアバッグモジュールに組み込まれている。
【0003】
従来、自動車の助手席用エアバッグモジュールに取り付けられるガス発生器としては、主に、例えば、特許文献1等に記載されているようなシリンダ状のガス発生器が使用されている。
【特許文献1】特開平10−329638号公報
【0004】
しかしながら、これら従来のシリンダ状のガス発生器の場合、モジュールへの取付構造が複雑になるとともに、エアバッグへのガスの供給量を十分なものとするために、ガス発生器自体を大きくし、ガス発生剤からのガスの発生時における内圧に耐え得るようにしている。このため、これらこのようなガス発生器が取り付けられるため、自動車内装品の意匠の自由度が制限されるとともに、製造コストの上昇にもなっていた。
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、前記問題点に鑑みなされたものであり、エアバッグモジュールへの取付を容易に行うことができるガス発生器の取付構造及びその構造を有したエアバッグモジュールを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、上記目的を達成するために以下のような幾つかの特徴を主に有している。本発明において、以下の主な特徴は単独で、若しくは、適宜組合わされて備えられている。
【0007】
本発明の自動車の助手席用エアバッグモジュールは、ガス発生器と、前記ガス発生器を固定するとともに、自動車のインストルメントパネルへ取り付けられるリテーナと、前記ガス発生器からのガスによって膨張、展開するエアバッグとを備える。
前記ガス発生器は、イニシエータシェルとクロージャシェルとで形成される金属製のハウジングと、前記ハウジング内に形成され、燃焼により高温ガスを発生するガス発生剤が装填された燃焼室と、前記燃焼室の周囲に配置されたフィルタ部材と、前記ハウジングに装着され前記燃焼室内の前記ガス発生剤を着火燃焼させる点火手段と、前記ハウジングに形成され、前記燃焼室で発生したガスを放出する複数のガス放出孔を有する。
【0008】
前記ハウジングを形成するイニシエータシェルとクロージャシェルのいずれか一方又は両方が、半球形状又は半楕円球形状の鏡板部と前記鏡板部から連続して形成される直径Dの筒部を有する。前記筒部の直径Dと前記イニシエータシェルとクロージャシェルの各鏡板部の底部間距離Hとの比H/Dの範囲が、0.4以上1.3以下である。好ましくは0.6以上1.3以下、さらに好ましくは1.0以上1.3以下である。
【0009】
本発明の自動車の助手席用エアバッグモジュールへのガス発生器の取付構造は、上記本発明のエアバッグモジュールに適用されるガス発生器の取付構造である。
【0010】
前記複数のガス放出孔は2方向に放出できるように前記ハウジングに対称に形成されている。
前記ハウジングは、前記ガス放出孔が前記リテーナの長手方向に開口するように取り付けられている。
更に、前記リテーナの長手方向に放出されるガスが、前記ハウジングの筒部の中心線を中心にして放射状に放出される場合、前記ハウジングからの放射角度は、120度以内、好ましくは110度以内、さらに好ましくは100度以内である。
【0011】
上記構成によれば、ガス発生器のリテーナへの取付が非常に容易に行え、前記ガス放出孔から放出された直後のガスは前記リテーナの長手方向に交差する幅方向の先端に位置する側壁部分に当たり難い。そのため、ガス放出孔から放出されるガスによってリテーナが変形や損傷を受けることが少なくなる。
前記放出されるガスが、高温の場合、高温でない場合に係らず、本発明では同様の効果が得られるが、高温の場合に、より適している。
更に、前記筒部の直径Dと前記イニシエータシェルとクロージャシェルの各鏡板部の底部間距離Hとの比H/Dの範囲が上記のような範囲であれば、ハウジング内の圧力が高まった場合であっても、ハウジングの変形を抑制することができる。
【0012】
これによって、小型化も可能となり、助手席用のガス発生器として使用した場合、ガス発生器の占有面積が小さくなり、インストルメントパネル等の自動車内装品の意匠の自由度が広がる。
エアバッグモジュールとしても、部品点数を大幅に減少させることができるとともに、小型化することも可能となる。
【0013】
また、ハウジングから放出されるガスの放射角度が上記のようであれば、ハウジングから放出された直後のガスがリテーナの長手方向に交差する幅方向の先端に位置する側壁に当たり難く、ハウジングから放出されたガスはリテーナ等に変形や損傷を確実に与えることなくエアバッグに効率良く供給される。
【発明の効果】
【0014】
本発明に係るガス発生器の取付構造及びエアバッグモジュールは、ガス発生器を非常に簡易に、そして確実にエアバッグモジュールに取り付けることが可能となり、従来のシリンダ状のガス発生器に比較すると、部品点数を大幅に減少させるとともに、その取付工程を省略することが可能となり、大幅な製造コストの低減が可能となる。また、エアバッグモジュール全体を小さくすることも可能となり、インストルメントパネル等の自動車内装品の意匠の自由度を大幅に高めることができる効果を奏する。
【発明を実施するための最良の形態】
【0015】
以下、図面を参照しつつ、本発明に係るガス発生器の取付構造及びエアバッグモジュールの実施形態について説明する。
【0016】
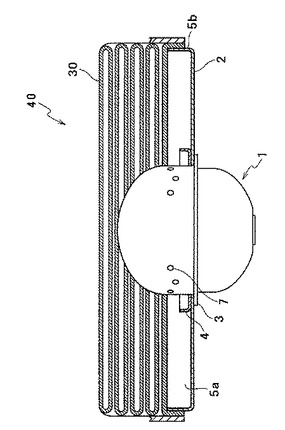
図5に示すように、本実施形態に係る自動車の助手席用エアバッグモジュール40は、ガス発生器1と、前記ガス発生器を固定するとともに、自動車のインストルメントパネルへ取り付けられるリテーナ2と、前記ガス発生器1からのガスによって膨張、展開するエアバッグ30とを備える。
本実施形態の自動車の助手席用エアバッグモジュールへのガス発生器1の取付構造は、上記本実施形態のエアバッグモジュールに適用されるガス発生器1の取付構造である。
【0017】
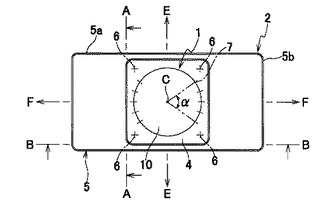
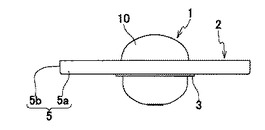
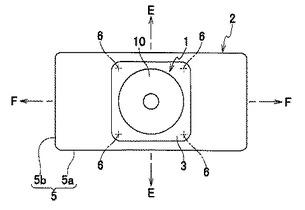
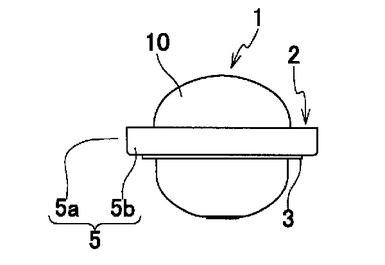
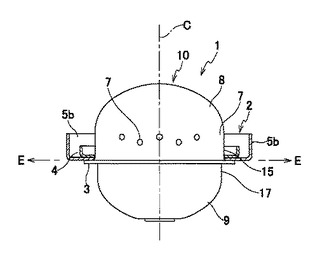
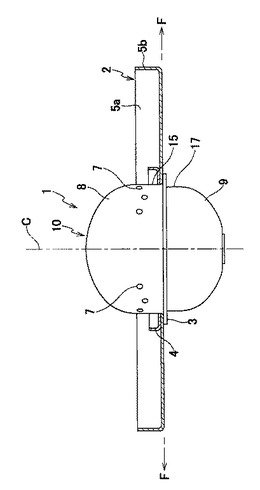
図1A、図1B、図1C、図1Dは、本実施形態に係るガス発生器1の取付構造の一実施形態を説明するための図である。図1Aは平面図、図1Bは正面図、図1Cは底面図、図1Dは左右の側面図を示している。
【0018】
本実施形態に係るガス発生器1の取付構造において、ガス発生器1が、リテーナ2の略中央に載置され、ガス発生器1に設けられているフランジ3と取付部材4とが締結部材6によって、リテーナ2に固定されて取り付けられている。
【0019】
リテーナ2の形状は、長手方向F−Fとそれに交差する幅方向E−Eを有する長方形である。前記長手方向F−Fと幅方向E−Eとは略直交していることが好ましい。リテーナ2は、例えばステンレス、アルミニウム、鉄等の金属で形成されている。そして、肉薄の板の4辺をリテーナ2のガス発生器1が載置される面に対して直角方向に折り曲げられて側壁5が形成されている。側壁5には、リテ−ナの幅方向E−Eの先端に位置する側壁5aとリテ−ナの長手方向F−Fの先端に位置する側壁5bがある。
【0020】
なお、このリテーナ2は、後述するように、ガス発生器1から放出されるガスがガス発生器1から放出された直後にリテ−ナの幅方向E−Eの先端に位置する側壁5aに直接当たることがないように取り付けられているため、ガス放出時にこれら側壁5aが変形や損傷を受けることがない。このため、リテーナ2としては、前述の金属等以外に樹脂等で形成することも可能である。本実施形態は、前記放出ガスが高温の場合、高温でない場合に係らず、同様の効果が得られるが、高温のガスの場合に、より適している。
【0021】
図2は、図1AにおけるA−A線断面図を示す図である。図2に示すように、ガス発生器1において、イニシエータシェル9とクロージャシェル8とで構成されるハウジング10に複数のガス放出孔7が形成されている。
【0022】
図3は、図1AにおけるB−B線断面図を示す図である。図3に示すように、ガス放出孔7は、ガス発生器1内からのガスを実質的に2方向、即ちリテーナの長手方向F−Fに放出できるように、前記ハウジング10の筒部15,17の中心線Cを中心にして対称な位置に形成されている。ここで、2方向とは、ガス発生器1をリテーナ2に設置するとき、ハウジング10を対称としてリテーナ2の長手方向の先端に位置する側壁5bにガスが放出される方向のことを言う。そして、放出された直後のガスが、リテーナ2の幅方向E−Eの先端に位置する側壁5aに直接当たらないように、前記ハウジング10は、前記ガス放出孔7が実質的に前記リテーナ2の長手方向に開口するように取り付けられている。言い換えると、前記ハウジング10は、前記ガスが放出される前記2方向が実質的にリテーナの長手方向に沿うように取り付けられている。
【0023】
更に、図1Aに示すように、前記実質的にリテーナ2の長手方向に放出されるガスは、前記ハウジング10の筒部の中心線Cを中心にして放射状に放出される場合、前記ハウジング10からの放射角度αは、120度以内、好ましくは110度以内、さらに好ましくは100度以内である。
尚、前記放射角度αは、前記ハウジングの筒部17,15の中心線Cを通るリテーナ2の長手方向(F−F)を中心にして幅方向(E−E)に拡がる角度を指す。
これによって、これらガス放出孔7からガス放出直後に、リテーナ2の幅方向の先端に位置する側壁5aにガスが直接当たることがなくなり、側壁5aの変形や損傷を抑制することができる。本実施形態は、前記放出ガスが高温の場合、高温でない場合に係らず、同様の効果が得られるが、高温のガスの場合に、より適している。
【0024】
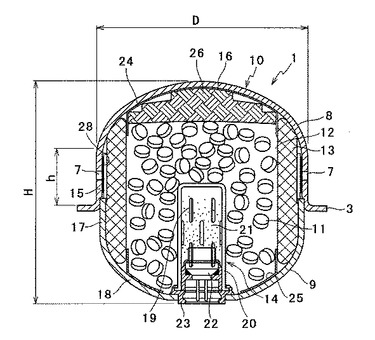
図4に本実施形態で用いるガス発生器1の一例の断面図を示す。図4において、ガス発生器1は、ハウジング10と、フィルタ部材13と、点火手段14とを有する。
前記ハウジング10は、イニシエータシェル9とクロージャシェル8とで形成される金略球形状のハウジング10である。前記ハウジング10の材料として、例えば、鉄、ステンレス、アルミニウム、鋼材等の金属が挙げられる。
【0025】
このハウジング10内に燃焼室12が形成されている。前記燃焼室12には、燃焼により高温ガスを発生するガス発生剤11が装填されている。複数のガス放出孔7が前記ハウジング10に形成されている。前記燃焼室12で発生したガスは前記複数のガス放出孔7から放出される。
前記フィルタ部材13は燃焼室12の周囲に配置されている。前記点火手段14は、ハウジング10に装着され、燃焼室12内のガス発生剤11を着火燃焼させる。
【0026】
クロージャシェル8は、直径Dの筒部15と、筒部15から連続して形成される半球形状の鏡板部16と、筒部15から径外方に延びるフランジ3とで構成されている。また、イニシエータシェル9とクロージャシェル8とが接合されて形成されるハウジング10は、イニシエータシェル9とクロージャシェル8の各鏡板部18,16の底部間距離Hと、筒部17,15の直径Dとの比H/Dが0.4以上1.3以下、好ましくは0.6以上1.3以下、さらに好ましくは1.0以上1.3以下である。
【0027】
上記比H/Dが0.4未満の場合、構造上、ガス発生器の組立ができなくなる虞があり、1.3を越える場合、シリンダ−型のガス発生器の構造に近づいてしまう。よってこのような範囲とすることで、ガス発生器1内の圧力が高まった場合であっても、ハウジング10の変形を抑制することができ、ガス発生器1を小型化することが可能となる。
【0028】
筒部15には、前記複数のガス放出孔7が形成されている。前記ガス放出孔7が、ジグザグに形成されることで、ハウジング10内で発生したガスが、集中することなく放出されるため、フィルタ部材13の損傷を抑制する。また、フィルタ部材13を広い範囲で使用することができ、フィルタ部材13を効率良く利用することができる。これら、ガス放出孔7は、ジグザグに形成される以外にも、例えば、2列、3列等の複数列形成することで、同様の効果を得ることもできる。また、上列側のガス放出孔7の孔径を下列側のガス放出孔7よりも大きくする等、異なる孔径とすることもできる。また、ガス放出孔7は、直線状に一列形成されていても良い。
【0029】
また、これらガス放出孔7は、筒部15の内周部に貼り付けられた帯状のアルミニウムテープ等のラプチャー部材28によって、燃焼室12内を密封している。この筒部15の長さhは、通常5mm以上、好ましくは5mm以上30mm以下、より好ましくは10mm以上30mm以下である。これによって、ラプチャー部材28として帯状テープを用いることができると共に、ラプチャー部材28を容易に且つ確実に貼り付けることができるからである。
【0030】
鏡板部16は、曲率半径Rの半球形状をし、筒部15の直径Dとの比D/Rの範囲が0.3以上2以下であることが好ましい。より好ましい範囲は0.9以上2以下、さらに好ましい範囲は1.2以上2以下である。このように、鏡板部を半球形状または半楕円球形状とすることによって、燃焼室12で発生するガスのガス圧力が集中する部分をなくすことができる。このため、ガス発生器1の構成部品点数を少なくし、構造を簡易なものとした場合であっても、ガス発生時にハウジング10の変形を極めて小さくすることができる。また、ハウジング10の変形を小さく抑えることができるため、ガス発生器1を小型化した場合であっても、ハウジング10内の圧力を高めることができるため、助手席用エアバッグを十分に膨張させ得るガスを放出することが可能となる。
【0031】
このクロージャシェル8に圧接、溶接等によって接合されるイニシエータシェル9は、前述のクロージャシェル8と同様、筒部17と、筒部17から連続して形成される半球形状の鏡板部18とで構成されている。そして、鏡板部18の中心部には、点火手段14が設けられている。
【0032】
このイニシエータシェル9の鏡板部18も、前述のクロージャシェル8の鏡板部16と同様に略半球形状又は半楕円球状に形成されており、クロージャシェル8と接合されて一体となったときに、略球形状あるいは略楕円球形状のハウジング10を形成することができる。イニシエ−タシェル9及びクロージャシェル8の肉厚は、1.5mm以上3mmの以下の範囲が好ましい。
【0033】
鏡板部18の中心部に設けられている点火手段14は、周囲に複数の伝火孔19を有する有底の内筒体20と、この内筒体20内に装填された伝火剤21と、この伝火剤21に接するように設けられた点火器22とで構成されている。
【0034】
内筒体20は、点火手段保持部23にカシメ固定等の任意の方法で固定されている。そして、内筒体20は、点火手段保持部23が鏡板部18に溶接等の任意の方法で固定されることで、イニシエータシェル9に固定されている。また、この内筒体20は、ハウジング10内に形成されている燃焼室12の一端側から、燃焼室12の略中心に至る長筒状となっている。そして、その周囲には、複数の伝火孔19が、内筒体20の軸方向に沿って長孔状に形成されている。これら伝火孔19は、内筒体20の軸方向に沿って相隣り合うもの同士が、並設されないようにジグザグに形成されている。このため、この点火手段14から噴出する熱流は、燃焼室12内全体に効率良く噴出される。なお、これら伝火孔19は、長孔状でなくてもよく、丸孔であっても良い。また、ジグザグに形成されていなくてもよい。
【0035】
これら、クロージャシェル8とイニシエータシェル9とで構成されるハウジング10内には、筒部15、17の内壁に沿って、燃焼室の周囲に配置されたフィルタ部材13が設けられている。フィルタ部材13は、例えば、メリヤス編み金網、平織金網、クリンプ織り金属線材或いは巻き金属線材の集合体を円環状に成形することによって安価に製作される。このフィルタ部材13は、クロージャシェル8及びイニシエータシェル9の鏡板部16,18の内面にそれぞれ設けられている押え部材24,25によって、ハウジング10の内壁側に押えられている。
【0036】
フィルタ部材13の内周部には、ガス発生剤11が装填されている。そして、燃焼室12では、これらガス発生剤11が、点火手段14からの熱流によって燃焼する。
【0037】
ガス発生剤11は、非アジド系組成物であって、例えば燃料と、酸化剤と、添加剤(バインダ、スラグ形成剤、燃焼調整剤)とで構成されるものを使用することができる。
【0038】
燃料としては、例えば含窒素化合物が挙げられる。含窒素化合物としては、例えばトリアゾール誘導体、テトラゾール誘導体、グアニジン誘導体、アゾジカルボンアミド誘導体、ヒドラジン誘導体、ウレア誘導体、アンミン錯体から選ばれる1種又は2種以上の混合物を挙げることができる。
【0039】
トリアゾール誘導体の具体例としては、例えば5−オキソ−1,2,4−トリアゾール、アミノトリアゾ−ル等を挙げることができる。テトラゾール誘導体の具体例としては、例えばテトラゾール、5−アミノテトラゾール、硝酸アミノテトラゾール、ニトロアミノテトラゾール、5,5’−ビ−1H−テトラゾール、5,5’−ビ−1H−テトラゾールジアンモニウム塩、5,5’−アゾテトラゾールジグアニジウム塩等が挙げられる。グアニジン誘導体の具体例としては、例えばグアニジン、ニトログアニジン、シアノグアニジン、トリアミノグアニジン硝酸塩、硝酸グアニジン、硝酸アミノグアニジン、炭酸グアニジン等が挙げられる。アゾジカルボンアミド誘導体の具体例としては、例えばアゾジカルボンアミド等が挙げられる。ヒドラジン誘導体の具体例としては、例えばカルボヒドラジド、カルボヒドラジド硝酸塩錯体、蓚酸ジヒドラジド、ヒドラジン硝酸塩錯体等が挙げられる。
【0040】
ウレア誘導体としては、例えばビウレットが挙げられる。アンミン錯体としては、例えばヘキサアンミン銅錯体、ヘキサアンミンコバルト錯体、テトラアンミン銅錯体、テトラアンミン亜鉛錯体等が挙げられる。
【0041】
これらの含窒素化合物の中でもテトラゾール誘導体及びグアニジン誘導体から選ばれる1種又は2種以上が好ましく、特にニトログアニジン、硝酸グアニジン、シアノグアニジン、5−アミノテトラゾール、硝酸アミノグアニジン、炭酸グアニジンが好ましい。
【0042】
ガス発生剤11中におけるこれら含窒素化合物の配合割合は、分子式中の炭素原子、水素原子及びその他の酸化される原子の数によって異なるが、通常20重量%以上70重量%以下の範囲が好ましく、30重量%以上60重量%以下の範囲がより好ましい。また、ガス発生剤に添加される酸化剤の種類により、含窒素化合物の配合割合の絶対数値は異なる。しかしながら、含窒素化合物の配合割合の絶対数値が、完全酸化理論量より多いと発生ガス中の微量CO濃度が増大する、一方、含窒素化合物の配合割合の絶対数値が、完全酸化理論量及びそれ以下になると発生ガス中の微量NOx濃度が増大する。従って両者の最適バランスが保たれる範囲が最も好ましい。
【0043】
酸化剤としては、アルカリ金属、アルカリ土類金属、遷移金属、アンモニウムから選ばれたカチオンを含む硝酸塩、亜硝酸塩、過塩素酸塩の少なくとも1種から選ばれた酸化剤が好ましい。硝酸塩以外の酸化剤、即ち亜硝酸塩、過塩素酸塩等のエアバッグインフレータ分野で多用されている酸化剤も用いることができるが、硝酸塩に比べて亜硝酸塩分子中の酸素数が減少すること又はバッグ外へ放出されやすい微粉状ミストの生成を減少させる等の観点から硝酸塩が好ましい。硝酸塩としては、例えば硝酸ナトリウム、硝酸カリウム、硝酸マグネシウム、硝酸ストロンチウム、相安定化硝酸アンモニウム、塩基性硝酸銅等を挙げることができ、硝酸ストロンチウム、相安定化硝酸アンモニウム、塩基性硝酸銅がより好ましい。
【0044】
ガス発生剤11中の酸化剤の配合割合は、用いられる含窒素化合物の種類と量により絶対数値は異なるが、30重量%以上80重量%以下の範囲が好ましく、特に上記のCO及びNOX濃度に関連して40重量%以上75重量%以下の範囲が好ましい。
【0045】
添加剤であるバインダは、ガス発生剤の燃焼挙動に大幅な悪影響を与えないものであれば何れでも使用可能である。バインダとしては、例えば、カルボキシメチルセルロースの金属塩、メチルセルロース、ヒドロキシエチルセルロース、酢酸セルロース、プロピオン酸セルロース、酢酸酪酸セルロース、ニトロセルロース、微結晶性セルロース、グアガム、ポリビニルアルコール、ポリアクリルアミド、澱粉等の多糖誘導体、ステアリン酸塩等の有機バインダ、二硫化モリブデン、合成ヒドロキシタルサイト、酸性白土、タルク、ベントナイト、ケイソウ土、カオリン、シリカ、アルミナ等の無機バインダを挙げることができる。
【0046】
バインダの配合割合はプレス成型の場合0重量%以上10重量%以下の範囲が好ましく、押出成型においては2重量%以上15重量%以下の範囲であることが好ましい。添加量が多くなるに従い成型体の破壊強度が強くなる。ところが、組成物中の炭素原子及び水素原子の数が増大し、炭素原子の不完全燃焼生成物である微量COガスの濃度が高くなり、発生ガスの品質が低下する。また、ガス発生剤の燃焼を阻害することから、最低量での使用が好ましい。特に15重量%を超える量では酸化剤の相対的存在割合の増大を必要とし、燃料の相対的割合が低下し、実用できるガス発生器システムの成立が困難となる。
【0047】
また、添加剤として、バインダ以外の成分としては、スラグ形成剤を配合することができる。スラグ形成剤は、ガス発生剤中の特に酸化剤成分から発生する金属酸化物との相互作用により、ガス発生器1内のフィルタ部材13でのろ過を容易にするために添加される。
【0048】
スラグ形成剤としては、例えば、窒化珪素、炭化珪素、酸性白土、シリカ、ベントナイト系、カオリン系等のアルミノケイ酸塩を主成分とする天然に産する粘土、合成マイカ、合成カオリナイト、合成スメクタイト等の人工的粘土、含水マグネシウムケイ酸塩鉱物の一種であるタルク等から選ばれるものを挙げることができ、これらの中でも酸性白土又はシリカが好ましく、特に酸性白土が好ましい。スラグ形成剤の配合割合は0重量%以上20重量%以下の範囲が好ましく、2重量%以上10重量%以下の範囲が特に好ましい。多すぎると線燃焼速度の低下及びガス発生効率の低下をもたらし、少なすぎるとスラグ形成能を十分発揮することができない。
【0049】
ガス発生剤11の好ましい組合せとしては、5−アミノテトラゾール、硝酸ストロンチウム、合成ヒドロタルサイト、及び窒化珪素を含むガス発生剤、または、硝酸グアニジン、硝酸ストロンチウム、塩基性硝酸銅、酸性白土を含むガス発生剤が挙げられる。
【0050】
また、必要に応じて燃焼調節剤を添加してもよい。燃焼調整剤としては金属酸化物、フェロシリコン、活性炭、グラファイト、或いはヘキソ−ゲン、オクト−ゲン、5−オキソ−3−ニトロ−1,2,4−トリアゾールといった化合火薬が使用可能である。燃焼調整剤の配合割合は0重量%以上20重量%以下の範囲が好ましく、2重量%以上10重量%以下の範囲が特に好ましい。多すぎるとガス発生効率の低下をもたらし、また、少なすぎると十分な燃焼速度を得ることができない。
【0051】
以上のような構成によるガス発生剤11は、プレス成型或いは押出成型による成型体が好ましく、より好ましくは押出成型体で、その形状としては、例えば、ペレット状(一般に、医薬品の1つの形状である錠剤の形にあたるもの)、円柱状、筒状、ディスク状又は両端が閉鎖された中空体形状等が挙げられる。筒状には、円筒状が挙げられ、円筒状には単孔円筒状、多孔円筒状が挙げられる。両端が閉鎖された中空体形状には、両端が閉鎖された円筒状が含まれる。なお、ガス発生剤5の成型体の両端が閉鎖された状態とは、両端に開いた孔が外から内への力2つによって閉鎖された状態のことをいう。孔は、完全に塞がった状態でも、塞ぎきれていない状態でもいずれでも良い。
【0052】
この、両端が閉鎖された中空体形状のガス発生剤11の製造方法の一例を説明する。前述した含窒素化合物、酸化剤、スラグ形成剤及びバインダで構成される非アジド系組成物は、まず、V型混合機、またはボールミル等によって混合される。更に水、又は溶媒(例えば、エタノール)を添加しながら混合し、湿った状態の薬塊を得ることができる。ここで、湿った状態とは、ある程度の可塑性を有する状態であり、水又は溶媒を好ましくは10重量%以上25重量%以下、より好ましくは13重量%以上18重量%以下含有している状態にあるものをいう。この後、この湿った状態の薬塊をそのまま押出成型機(例えば、ダイス及び内孔用ピンを出口に備えたもの)により、外径が、好ましくは1.4mm以上4mm以下で、より好ましくは1.5mm以上3.5mm以下であり、内径が、好ましくは0.3mm以上1.2mm以下であり、より好ましくは0.5mm以上1.2mm以下の中空筒状成型体に押出成型する。
【0053】
その後、押出成型機で押出された中空筒状成型体を一定間隔で押圧して両端が閉鎖された筒状成型体が得られる。通常は、該中空筒状成型体を一定間隔で押圧した後、それぞれ閉鎖された窪み部分で折るようにして切断した後、通常、50℃以上60℃以下の範囲で4時間以上10時間以下乾燥し、次いで、通常、105℃以上120℃以下の範囲で6時間以上10時間以下乾燥という2段階による乾燥を行うことにより、端部が閉鎖された状態で、内部に空間を有した筒状のガス発生剤を得ることができる。このように得られたガス発生剤の長さは、通常、1.5mm以上8mm以下の範囲にあり、好ましくは1.5mm以上7mm以下の範囲にあり、より好ましくは2mm以上6.5mm以下の範囲にある。
【0054】
また、ガス発生剤11の線燃焼速度は定圧条件下で測定され、経験的に以下のVielleの式に従う。
r=aPn
ここで、rは線燃焼速度、aは定数、Pは圧力、nは圧力指数を示す。この圧力指数nは、Y軸の燃焼速度の対数に対するX軸の圧力の対数プロットによる勾配を示すものである。
【0055】
本実施形態で使用されるガス発生器に用いられるガス発生剤の好ましい線燃焼速度の範囲は、70kgf/cm2下で3mm/秒以上60mm/秒以下であり、より好ましくは5mm/秒以上35mm/秒以下であり、また、好ましい圧力指数の範囲はn=0.90以下、より好ましくはn=0.75以下、更に好ましくはn=0.60以下、特に好ましくはn=0.60以上0.30以下である。
【0056】
また、線燃焼速度を測定する方法としては、ストランドバーナ法、小型モータ法、密閉圧力容器法が一般に挙げられる。具体的には所定の大きさにプレス成型した後、表面にリストリクターを塗布することにより得られた試験片を用いて、ヒューズ切断法等により、高圧容器中で燃焼速度を測定する。この時、高圧容器内の圧力を変数に線燃焼速度測定し、上記Vielleの式から圧力指数を求めることができる。
【0057】
ガス発生剤が、好ましくは非アジド系ガス発生剤であるため、使用される原料は人体有害性の小さいものである。また、燃料成分、酸化剤成分を選択することにより、発生ガスモル当たりの発熱量を抑えることができ、ガス発生器の小型、軽量化が可能となる。
【0058】
また、内筒体20に装填される伝火剤21としては、一般に用いられている次のような組成物を含むものが用いられる。B/KNO3に代表される金属粉、酸化剤を含む組成物、含窒素化合物/酸化剤/金属粉を含む組成物、或いは、前述のガス発生剤11と同様の組成物等が挙げられる。含窒素化合物としては、ガス発生剤の燃料成分(アミノテトラゾール、硝酸グアニジン等)として使用可能なものが挙げられる。酸化剤としては、例えば硝酸カリウム、硝酸ナトリウム、硝酸ストロンチウム等の硝酸塩が挙げられる。金属粉としては、例えばホウ素、マグネシウム、アルミニウム、マグナリウム(マグネシウム−アルミニウム合金)、チタン、ジルコニウム、タングステン等が挙げられる。好ましい組合せとしては、5−アミノテトラゾ−ル、硝酸カリウム、ホウ素を含むもの、硝酸グアニジン、硝酸カリウム、ホウ素等を挙げることができる。そして、必要に応じて、ガス発生剤で使用可能な成型用バインダを0%重量以上10%重量以下含んでもよい。
【0059】
また、伝火剤21の形状は、粒状、顆粒状、ペレット状(一般に、医薬品の錠剤の形にあたるもの)、円柱状、筒状又はディスク状等が挙げられる。筒状には、例えば円筒状が挙げられ、円筒状には、例えば単孔円筒状、多孔円筒状等が挙げられる。製造方法としては、例えば粉末混合、造粒法(攪拌造粒、噴霧乾燥造粒、押出造粒、転動造粒、圧縮造粒等)、打錠成型法等が挙げられる。
【0060】
燃焼室12のクロージャシェル8の鏡板部16側には、クッション部材26が設けられている。これらクッション部材26は、例えば、セラミックスファイバー、発泡シリコン等で形成されており、振動等によって、燃焼室12内に装填されているガス発生剤11の割れ等の破壊を防止している。
【0061】
本実施形態で使用されるガス発生器1は、1筒式のガス発生器として、例えば、図5に示すように、主に、助手席側のインストルメントパネル内に装着されることになるエアバッグモジュール用のリテーナ2に組み込まれる。また、2筒式のガス発生器もリテ−ナ2に組み込まれることが可能である。
【0062】
本実施形態で使用されるガス発生器では、ガス発生器を小型軽量化した場合であっても、従来と同様の量のガス発生剤を充填することができ、ガス発生量が少なくなることがない。また、従来と同等のガス発生量を得ることができるにもかかわらず、小型軽量化が可能となるのは、ハウジングに鏡板部18,16が形成されているため、ハウジング内部に圧力の集中する部分がなく、高い圧力にも十分に耐え得ることができ、ガス発生時のハウジングの変形が極めて小さいからである。
【0063】
図5において、本実施形態の自動車の助手席用エアバッグモジュール40は、ガス発生器1と、前記ガス発生器1を固定するとともに、自動車のインストルメントパネルへ取り付けられるリテーナ2と、前記ガス発生器1からのガスによって膨張、展開するエアバッグ30とを備える。
エアバッグ30は、折り畳まれた状態を図示しない紙テープ等で保持され、この状態で、その周縁部がリテーナ2の側壁5a,5bに取り付けられている。このため、ガス発生器1から放出されるガスは、リテーナ2の側壁5bに当たって拡散され、エアバッグ30内に放出され、エアバッグ30を膨張させることができる。
【0064】
以上のようして、自動車に接続されたエアバッグモジュール40は、例えば、衝突センサが自動車の衝突を検出することで、図4に示した点火手段14に接続されているスクイブ点火回路によって点火手段14が作動(通電発火)して、燃焼室12内のガス発生剤11を燃焼させることで、高温ガスを発生させる。このとき、燃焼室12内は圧力が上昇するが、ハウジング10は略球形状であるため、燃焼室12内での圧力上昇に十分に耐え得る強度を有し、変形は極めて小さい。そして、燃焼室12内で発生した高温ガスは、フィルタ部材13を通過して、ラプチャー部材28を破ってガス放出孔7から放出される。高温ガスがフィルタ部材13を通過する際に、ガスの冷却及び残渣の捕集がなされる。また、フィルタ部材13が、燃焼室12の略全域にわたり設けられているため、フィルタ部材13を有効に利用することができる。このため、十分に冷却されるとともに、残渣が十分に捕集されたガスを放出することが可能となる。
【0065】
そして、ガス放出孔7から放出された直後のガスが、リテーナ2の幅方向の先端に位置する側壁5aに直接当たらないようにガス放出孔7が設けられているため、ガス放出直後のガスが高温の場合、高温でない場合に係らず、ガス放出直後のガスによってリテーナ2の幅方向の先端に位置する側壁5aをその衝撃によって変形させたりすることもなく、エアバッグ30を確実に膨張、展開する。
【0066】
このように、本実施形態に係るガス発生器の取付構造によると、ガス発生器を非常に簡易に、そして確実にエアバッグモジュールに取り付けることが可能となり、従来のシリンダ状のガス発生器に比較すると、部品点数を大幅に減少させるとともに、取付工程を省略することが可能となり、大幅な製造コストの低減が可能となる。また、エアバッグモジュール全体を小さくすることも可能となり、インストルメントパネル等の自動車内装品の意匠の自由度を大幅に高めることができる。
【0067】
なお、本実施形態で使用されるガス発生器は、前述の実施形態に限定されるものではない。例えば、ガス発生器も、そのガス放出孔がリテーナの幅方向の先端に位置する側壁に直接当たらないように開口位置を制御して取り付けることによって、従来、運転席側に用いられていたガス発生器を使用することもできる。また、ガス発生器は、1つだけに限らず、2つのガス発生器をリテーナに取り付けることも可能である。
【0068】
[参考例1]
本実施形態で使用されるガス発生器の製造法
第4図に示すガス発生器において、鏡板部16と鏡板部18の底部間距離Hが、75mm、筒部15の直径Dが70mm、筒部15の長さhが16mm、クロージャシェル8の鏡板部16の肉厚が2mmのステンレス材を成形加工した。また、イニシエータシェル9についても、鏡板の肉厚が2mmのステンレス材を成形加工した。そして、イニシエータシェル9に点火手段14を設けるとともに、フィルタ部材13を設置する。そして、このフィルタ部材13の内部にガス発生剤11を装填した後、クッション材26を設け、クロージャシェル8を勘合する。次いで、レーザ溶接によって、イニシエータシェル9とクロージャシェル8とを接合し、ガス発生器とした。
【0069】
[参考例2]
本実施形態で使用されるガス発生器に使用される両端が閉鎖された中空体形状のガス発生剤の製造例
硝酸グアニジン43.5重量%、硝酸ストロンチウム25重量%、塩基性硝酸銅25重量%、酸性白土2.5重量%、ポリアクリルアミド4重量%の組成で混合した組成物に、エタノール3重量%と、水13重量%を加えて混合、混練し、混練塊にして、出口に内径2mmのダイスと外径0.5mmの内孔用ピンを備えた押出機にて、押出圧8MPaで押出して、押出棒状の成型体を引取りベルトで引取りながら、成型用歯車間に送り出し、成型用歯車の凸歯によって4.4mmの間隔で窪み部分を形成するようにし、その窪み部分で折るようにして切断した後、55℃で8時間乾燥し、次いで110℃で8時間乾燥し、ガス発生剤とした。
【0070】
尚、本発明は、上記の好ましい実施形態に記載されているが、本発明はそれだけに制限されない。本発明の精神と範囲から逸脱することのない様々な実施形態が他になされることができることは理解されよう。
【産業上の利用可能性】
【0071】
本発明に係るガス発生器の取付構造及びエアバッグモジュールは、ガス発生器を非常に簡易に、そして確実にエアバッグモジュールに取り付けることが可能となり、部品点数を大幅に減少させるとともに、その取付工程を省略することが可能となり、大幅な製造コストの低減が可能となる等、産業上の利用可能性を有するものである。
【図面の簡単な説明】
【0072】
【図1A】本実施形態の一例のガス発生器の取付構造を説明するための平面図
【図1B】本実施形態の一例のガス発生器の取付構造を説明するための正面図
【図1C】本実施形態の一例のガス発生器の取付構造を説明するための底面図
【図1D】本実施形態の一例のガス発生器の取付構造を説明するための左右の側面図
【図2】図1AにおけるA−A線断面図である。
【図3】図1AにおけるB−B線断面図である。
【図4】本実施形態に用いられるガス発生器の一例の断面図である。
【図5】本実施形態のエアバッグモジュールの一例を示す断面図である。
【符号の説明】
【0073】
1 ガス発生器
2 リテーナ
3 フランジ
4 取付部材
5、5a、5b 側壁
6 締結部材
7 ガス放出孔
8 クロージャシェル
9 イニシエータシェル
10 ハウジング
11 ガス発生剤
12 燃焼室
13 フィルタ部材
14 点火手段
15 筒部
16 鏡板部
17 筒部
18 鏡板部
19 伝火孔
20 内筒体
21 伝火剤
22 点火器
23 点火手段保持部
24,25 押え部材
26 クッション材
28 ラプチャー部材
30 エアバッグ
40 エアバッグモジュール
E−E線 幅方向
F−F線 長手方向
C 筒部の中心線
D 直径
H 底部間距離
h 筒部の長さ
α 放射角度
【技術分野】
【0001】
本発明は、自動車の助手席用エアバッグモジュールへのガス発生器の取付構造及びその取付構造を有してなるエアバッグモジュールに関する。
【背景技術】
【0002】
自動車の衝突時に生じる衝撃から乗員を保護するため、急速にエアバッグを膨張展開させるガス発生器は、ステアリングホイール内やインストルメントパネル内に装着されたエアバッグモジュールに組み込まれている。
【0003】
従来、自動車の助手席用エアバッグモジュールに取り付けられるガス発生器としては、主に、例えば、特許文献1等に記載されているようなシリンダ状のガス発生器が使用されている。
【特許文献1】特開平10−329638号公報
【0004】
しかしながら、これら従来のシリンダ状のガス発生器の場合、モジュールへの取付構造が複雑になるとともに、エアバッグへのガスの供給量を十分なものとするために、ガス発生器自体を大きくし、ガス発生剤からのガスの発生時における内圧に耐え得るようにしている。このため、これらこのようなガス発生器が取り付けられるため、自動車内装品の意匠の自由度が制限されるとともに、製造コストの上昇にもなっていた。
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、前記問題点に鑑みなされたものであり、エアバッグモジュールへの取付を容易に行うことができるガス発生器の取付構造及びその構造を有したエアバッグモジュールを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、上記目的を達成するために以下のような幾つかの特徴を主に有している。本発明において、以下の主な特徴は単独で、若しくは、適宜組合わされて備えられている。
【0007】
本発明の自動車の助手席用エアバッグモジュールは、ガス発生器と、前記ガス発生器を固定するとともに、自動車のインストルメントパネルへ取り付けられるリテーナと、前記ガス発生器からのガスによって膨張、展開するエアバッグとを備える。
前記ガス発生器は、イニシエータシェルとクロージャシェルとで形成される金属製のハウジングと、前記ハウジング内に形成され、燃焼により高温ガスを発生するガス発生剤が装填された燃焼室と、前記燃焼室の周囲に配置されたフィルタ部材と、前記ハウジングに装着され前記燃焼室内の前記ガス発生剤を着火燃焼させる点火手段と、前記ハウジングに形成され、前記燃焼室で発生したガスを放出する複数のガス放出孔を有する。
【0008】
前記ハウジングを形成するイニシエータシェルとクロージャシェルのいずれか一方又は両方が、半球形状又は半楕円球形状の鏡板部と前記鏡板部から連続して形成される直径Dの筒部を有する。前記筒部の直径Dと前記イニシエータシェルとクロージャシェルの各鏡板部の底部間距離Hとの比H/Dの範囲が、0.4以上1.3以下である。好ましくは0.6以上1.3以下、さらに好ましくは1.0以上1.3以下である。
【0009】
本発明の自動車の助手席用エアバッグモジュールへのガス発生器の取付構造は、上記本発明のエアバッグモジュールに適用されるガス発生器の取付構造である。
【0010】
前記複数のガス放出孔は2方向に放出できるように前記ハウジングに対称に形成されている。
前記ハウジングは、前記ガス放出孔が前記リテーナの長手方向に開口するように取り付けられている。
更に、前記リテーナの長手方向に放出されるガスが、前記ハウジングの筒部の中心線を中心にして放射状に放出される場合、前記ハウジングからの放射角度は、120度以内、好ましくは110度以内、さらに好ましくは100度以内である。
【0011】
上記構成によれば、ガス発生器のリテーナへの取付が非常に容易に行え、前記ガス放出孔から放出された直後のガスは前記リテーナの長手方向に交差する幅方向の先端に位置する側壁部分に当たり難い。そのため、ガス放出孔から放出されるガスによってリテーナが変形や損傷を受けることが少なくなる。
前記放出されるガスが、高温の場合、高温でない場合に係らず、本発明では同様の効果が得られるが、高温の場合に、より適している。
更に、前記筒部の直径Dと前記イニシエータシェルとクロージャシェルの各鏡板部の底部間距離Hとの比H/Dの範囲が上記のような範囲であれば、ハウジング内の圧力が高まった場合であっても、ハウジングの変形を抑制することができる。
【0012】
これによって、小型化も可能となり、助手席用のガス発生器として使用した場合、ガス発生器の占有面積が小さくなり、インストルメントパネル等の自動車内装品の意匠の自由度が広がる。
エアバッグモジュールとしても、部品点数を大幅に減少させることができるとともに、小型化することも可能となる。
【0013】
また、ハウジングから放出されるガスの放射角度が上記のようであれば、ハウジングから放出された直後のガスがリテーナの長手方向に交差する幅方向の先端に位置する側壁に当たり難く、ハウジングから放出されたガスはリテーナ等に変形や損傷を確実に与えることなくエアバッグに効率良く供給される。
【発明の効果】
【0014】
本発明に係るガス発生器の取付構造及びエアバッグモジュールは、ガス発生器を非常に簡易に、そして確実にエアバッグモジュールに取り付けることが可能となり、従来のシリンダ状のガス発生器に比較すると、部品点数を大幅に減少させるとともに、その取付工程を省略することが可能となり、大幅な製造コストの低減が可能となる。また、エアバッグモジュール全体を小さくすることも可能となり、インストルメントパネル等の自動車内装品の意匠の自由度を大幅に高めることができる効果を奏する。
【発明を実施するための最良の形態】
【0015】
以下、図面を参照しつつ、本発明に係るガス発生器の取付構造及びエアバッグモジュールの実施形態について説明する。
【0016】
図5に示すように、本実施形態に係る自動車の助手席用エアバッグモジュール40は、ガス発生器1と、前記ガス発生器を固定するとともに、自動車のインストルメントパネルへ取り付けられるリテーナ2と、前記ガス発生器1からのガスによって膨張、展開するエアバッグ30とを備える。
本実施形態の自動車の助手席用エアバッグモジュールへのガス発生器1の取付構造は、上記本実施形態のエアバッグモジュールに適用されるガス発生器1の取付構造である。
【0017】
図1A、図1B、図1C、図1Dは、本実施形態に係るガス発生器1の取付構造の一実施形態を説明するための図である。図1Aは平面図、図1Bは正面図、図1Cは底面図、図1Dは左右の側面図を示している。
【0018】
本実施形態に係るガス発生器1の取付構造において、ガス発生器1が、リテーナ2の略中央に載置され、ガス発生器1に設けられているフランジ3と取付部材4とが締結部材6によって、リテーナ2に固定されて取り付けられている。
【0019】
リテーナ2の形状は、長手方向F−Fとそれに交差する幅方向E−Eを有する長方形である。前記長手方向F−Fと幅方向E−Eとは略直交していることが好ましい。リテーナ2は、例えばステンレス、アルミニウム、鉄等の金属で形成されている。そして、肉薄の板の4辺をリテーナ2のガス発生器1が載置される面に対して直角方向に折り曲げられて側壁5が形成されている。側壁5には、リテ−ナの幅方向E−Eの先端に位置する側壁5aとリテ−ナの長手方向F−Fの先端に位置する側壁5bがある。
【0020】
なお、このリテーナ2は、後述するように、ガス発生器1から放出されるガスがガス発生器1から放出された直後にリテ−ナの幅方向E−Eの先端に位置する側壁5aに直接当たることがないように取り付けられているため、ガス放出時にこれら側壁5aが変形や損傷を受けることがない。このため、リテーナ2としては、前述の金属等以外に樹脂等で形成することも可能である。本実施形態は、前記放出ガスが高温の場合、高温でない場合に係らず、同様の効果が得られるが、高温のガスの場合に、より適している。
【0021】
図2は、図1AにおけるA−A線断面図を示す図である。図2に示すように、ガス発生器1において、イニシエータシェル9とクロージャシェル8とで構成されるハウジング10に複数のガス放出孔7が形成されている。
【0022】
図3は、図1AにおけるB−B線断面図を示す図である。図3に示すように、ガス放出孔7は、ガス発生器1内からのガスを実質的に2方向、即ちリテーナの長手方向F−Fに放出できるように、前記ハウジング10の筒部15,17の中心線Cを中心にして対称な位置に形成されている。ここで、2方向とは、ガス発生器1をリテーナ2に設置するとき、ハウジング10を対称としてリテーナ2の長手方向の先端に位置する側壁5bにガスが放出される方向のことを言う。そして、放出された直後のガスが、リテーナ2の幅方向E−Eの先端に位置する側壁5aに直接当たらないように、前記ハウジング10は、前記ガス放出孔7が実質的に前記リテーナ2の長手方向に開口するように取り付けられている。言い換えると、前記ハウジング10は、前記ガスが放出される前記2方向が実質的にリテーナの長手方向に沿うように取り付けられている。
【0023】
更に、図1Aに示すように、前記実質的にリテーナ2の長手方向に放出されるガスは、前記ハウジング10の筒部の中心線Cを中心にして放射状に放出される場合、前記ハウジング10からの放射角度αは、120度以内、好ましくは110度以内、さらに好ましくは100度以内である。
尚、前記放射角度αは、前記ハウジングの筒部17,15の中心線Cを通るリテーナ2の長手方向(F−F)を中心にして幅方向(E−E)に拡がる角度を指す。
これによって、これらガス放出孔7からガス放出直後に、リテーナ2の幅方向の先端に位置する側壁5aにガスが直接当たることがなくなり、側壁5aの変形や損傷を抑制することができる。本実施形態は、前記放出ガスが高温の場合、高温でない場合に係らず、同様の効果が得られるが、高温のガスの場合に、より適している。
【0024】
図4に本実施形態で用いるガス発生器1の一例の断面図を示す。図4において、ガス発生器1は、ハウジング10と、フィルタ部材13と、点火手段14とを有する。
前記ハウジング10は、イニシエータシェル9とクロージャシェル8とで形成される金略球形状のハウジング10である。前記ハウジング10の材料として、例えば、鉄、ステンレス、アルミニウム、鋼材等の金属が挙げられる。
【0025】
このハウジング10内に燃焼室12が形成されている。前記燃焼室12には、燃焼により高温ガスを発生するガス発生剤11が装填されている。複数のガス放出孔7が前記ハウジング10に形成されている。前記燃焼室12で発生したガスは前記複数のガス放出孔7から放出される。
前記フィルタ部材13は燃焼室12の周囲に配置されている。前記点火手段14は、ハウジング10に装着され、燃焼室12内のガス発生剤11を着火燃焼させる。
【0026】
クロージャシェル8は、直径Dの筒部15と、筒部15から連続して形成される半球形状の鏡板部16と、筒部15から径外方に延びるフランジ3とで構成されている。また、イニシエータシェル9とクロージャシェル8とが接合されて形成されるハウジング10は、イニシエータシェル9とクロージャシェル8の各鏡板部18,16の底部間距離Hと、筒部17,15の直径Dとの比H/Dが0.4以上1.3以下、好ましくは0.6以上1.3以下、さらに好ましくは1.0以上1.3以下である。
【0027】
上記比H/Dが0.4未満の場合、構造上、ガス発生器の組立ができなくなる虞があり、1.3を越える場合、シリンダ−型のガス発生器の構造に近づいてしまう。よってこのような範囲とすることで、ガス発生器1内の圧力が高まった場合であっても、ハウジング10の変形を抑制することができ、ガス発生器1を小型化することが可能となる。
【0028】
筒部15には、前記複数のガス放出孔7が形成されている。前記ガス放出孔7が、ジグザグに形成されることで、ハウジング10内で発生したガスが、集中することなく放出されるため、フィルタ部材13の損傷を抑制する。また、フィルタ部材13を広い範囲で使用することができ、フィルタ部材13を効率良く利用することができる。これら、ガス放出孔7は、ジグザグに形成される以外にも、例えば、2列、3列等の複数列形成することで、同様の効果を得ることもできる。また、上列側のガス放出孔7の孔径を下列側のガス放出孔7よりも大きくする等、異なる孔径とすることもできる。また、ガス放出孔7は、直線状に一列形成されていても良い。
【0029】
また、これらガス放出孔7は、筒部15の内周部に貼り付けられた帯状のアルミニウムテープ等のラプチャー部材28によって、燃焼室12内を密封している。この筒部15の長さhは、通常5mm以上、好ましくは5mm以上30mm以下、より好ましくは10mm以上30mm以下である。これによって、ラプチャー部材28として帯状テープを用いることができると共に、ラプチャー部材28を容易に且つ確実に貼り付けることができるからである。
【0030】
鏡板部16は、曲率半径Rの半球形状をし、筒部15の直径Dとの比D/Rの範囲が0.3以上2以下であることが好ましい。より好ましい範囲は0.9以上2以下、さらに好ましい範囲は1.2以上2以下である。このように、鏡板部を半球形状または半楕円球形状とすることによって、燃焼室12で発生するガスのガス圧力が集中する部分をなくすことができる。このため、ガス発生器1の構成部品点数を少なくし、構造を簡易なものとした場合であっても、ガス発生時にハウジング10の変形を極めて小さくすることができる。また、ハウジング10の変形を小さく抑えることができるため、ガス発生器1を小型化した場合であっても、ハウジング10内の圧力を高めることができるため、助手席用エアバッグを十分に膨張させ得るガスを放出することが可能となる。
【0031】
このクロージャシェル8に圧接、溶接等によって接合されるイニシエータシェル9は、前述のクロージャシェル8と同様、筒部17と、筒部17から連続して形成される半球形状の鏡板部18とで構成されている。そして、鏡板部18の中心部には、点火手段14が設けられている。
【0032】
このイニシエータシェル9の鏡板部18も、前述のクロージャシェル8の鏡板部16と同様に略半球形状又は半楕円球状に形成されており、クロージャシェル8と接合されて一体となったときに、略球形状あるいは略楕円球形状のハウジング10を形成することができる。イニシエ−タシェル9及びクロージャシェル8の肉厚は、1.5mm以上3mmの以下の範囲が好ましい。
【0033】
鏡板部18の中心部に設けられている点火手段14は、周囲に複数の伝火孔19を有する有底の内筒体20と、この内筒体20内に装填された伝火剤21と、この伝火剤21に接するように設けられた点火器22とで構成されている。
【0034】
内筒体20は、点火手段保持部23にカシメ固定等の任意の方法で固定されている。そして、内筒体20は、点火手段保持部23が鏡板部18に溶接等の任意の方法で固定されることで、イニシエータシェル9に固定されている。また、この内筒体20は、ハウジング10内に形成されている燃焼室12の一端側から、燃焼室12の略中心に至る長筒状となっている。そして、その周囲には、複数の伝火孔19が、内筒体20の軸方向に沿って長孔状に形成されている。これら伝火孔19は、内筒体20の軸方向に沿って相隣り合うもの同士が、並設されないようにジグザグに形成されている。このため、この点火手段14から噴出する熱流は、燃焼室12内全体に効率良く噴出される。なお、これら伝火孔19は、長孔状でなくてもよく、丸孔であっても良い。また、ジグザグに形成されていなくてもよい。
【0035】
これら、クロージャシェル8とイニシエータシェル9とで構成されるハウジング10内には、筒部15、17の内壁に沿って、燃焼室の周囲に配置されたフィルタ部材13が設けられている。フィルタ部材13は、例えば、メリヤス編み金網、平織金網、クリンプ織り金属線材或いは巻き金属線材の集合体を円環状に成形することによって安価に製作される。このフィルタ部材13は、クロージャシェル8及びイニシエータシェル9の鏡板部16,18の内面にそれぞれ設けられている押え部材24,25によって、ハウジング10の内壁側に押えられている。
【0036】
フィルタ部材13の内周部には、ガス発生剤11が装填されている。そして、燃焼室12では、これらガス発生剤11が、点火手段14からの熱流によって燃焼する。
【0037】
ガス発生剤11は、非アジド系組成物であって、例えば燃料と、酸化剤と、添加剤(バインダ、スラグ形成剤、燃焼調整剤)とで構成されるものを使用することができる。
【0038】
燃料としては、例えば含窒素化合物が挙げられる。含窒素化合物としては、例えばトリアゾール誘導体、テトラゾール誘導体、グアニジン誘導体、アゾジカルボンアミド誘導体、ヒドラジン誘導体、ウレア誘導体、アンミン錯体から選ばれる1種又は2種以上の混合物を挙げることができる。
【0039】
トリアゾール誘導体の具体例としては、例えば5−オキソ−1,2,4−トリアゾール、アミノトリアゾ−ル等を挙げることができる。テトラゾール誘導体の具体例としては、例えばテトラゾール、5−アミノテトラゾール、硝酸アミノテトラゾール、ニトロアミノテトラゾール、5,5’−ビ−1H−テトラゾール、5,5’−ビ−1H−テトラゾールジアンモニウム塩、5,5’−アゾテトラゾールジグアニジウム塩等が挙げられる。グアニジン誘導体の具体例としては、例えばグアニジン、ニトログアニジン、シアノグアニジン、トリアミノグアニジン硝酸塩、硝酸グアニジン、硝酸アミノグアニジン、炭酸グアニジン等が挙げられる。アゾジカルボンアミド誘導体の具体例としては、例えばアゾジカルボンアミド等が挙げられる。ヒドラジン誘導体の具体例としては、例えばカルボヒドラジド、カルボヒドラジド硝酸塩錯体、蓚酸ジヒドラジド、ヒドラジン硝酸塩錯体等が挙げられる。
【0040】
ウレア誘導体としては、例えばビウレットが挙げられる。アンミン錯体としては、例えばヘキサアンミン銅錯体、ヘキサアンミンコバルト錯体、テトラアンミン銅錯体、テトラアンミン亜鉛錯体等が挙げられる。
【0041】
これらの含窒素化合物の中でもテトラゾール誘導体及びグアニジン誘導体から選ばれる1種又は2種以上が好ましく、特にニトログアニジン、硝酸グアニジン、シアノグアニジン、5−アミノテトラゾール、硝酸アミノグアニジン、炭酸グアニジンが好ましい。
【0042】
ガス発生剤11中におけるこれら含窒素化合物の配合割合は、分子式中の炭素原子、水素原子及びその他の酸化される原子の数によって異なるが、通常20重量%以上70重量%以下の範囲が好ましく、30重量%以上60重量%以下の範囲がより好ましい。また、ガス発生剤に添加される酸化剤の種類により、含窒素化合物の配合割合の絶対数値は異なる。しかしながら、含窒素化合物の配合割合の絶対数値が、完全酸化理論量より多いと発生ガス中の微量CO濃度が増大する、一方、含窒素化合物の配合割合の絶対数値が、完全酸化理論量及びそれ以下になると発生ガス中の微量NOx濃度が増大する。従って両者の最適バランスが保たれる範囲が最も好ましい。
【0043】
酸化剤としては、アルカリ金属、アルカリ土類金属、遷移金属、アンモニウムから選ばれたカチオンを含む硝酸塩、亜硝酸塩、過塩素酸塩の少なくとも1種から選ばれた酸化剤が好ましい。硝酸塩以外の酸化剤、即ち亜硝酸塩、過塩素酸塩等のエアバッグインフレータ分野で多用されている酸化剤も用いることができるが、硝酸塩に比べて亜硝酸塩分子中の酸素数が減少すること又はバッグ外へ放出されやすい微粉状ミストの生成を減少させる等の観点から硝酸塩が好ましい。硝酸塩としては、例えば硝酸ナトリウム、硝酸カリウム、硝酸マグネシウム、硝酸ストロンチウム、相安定化硝酸アンモニウム、塩基性硝酸銅等を挙げることができ、硝酸ストロンチウム、相安定化硝酸アンモニウム、塩基性硝酸銅がより好ましい。
【0044】
ガス発生剤11中の酸化剤の配合割合は、用いられる含窒素化合物の種類と量により絶対数値は異なるが、30重量%以上80重量%以下の範囲が好ましく、特に上記のCO及びNOX濃度に関連して40重量%以上75重量%以下の範囲が好ましい。
【0045】
添加剤であるバインダは、ガス発生剤の燃焼挙動に大幅な悪影響を与えないものであれば何れでも使用可能である。バインダとしては、例えば、カルボキシメチルセルロースの金属塩、メチルセルロース、ヒドロキシエチルセルロース、酢酸セルロース、プロピオン酸セルロース、酢酸酪酸セルロース、ニトロセルロース、微結晶性セルロース、グアガム、ポリビニルアルコール、ポリアクリルアミド、澱粉等の多糖誘導体、ステアリン酸塩等の有機バインダ、二硫化モリブデン、合成ヒドロキシタルサイト、酸性白土、タルク、ベントナイト、ケイソウ土、カオリン、シリカ、アルミナ等の無機バインダを挙げることができる。
【0046】
バインダの配合割合はプレス成型の場合0重量%以上10重量%以下の範囲が好ましく、押出成型においては2重量%以上15重量%以下の範囲であることが好ましい。添加量が多くなるに従い成型体の破壊強度が強くなる。ところが、組成物中の炭素原子及び水素原子の数が増大し、炭素原子の不完全燃焼生成物である微量COガスの濃度が高くなり、発生ガスの品質が低下する。また、ガス発生剤の燃焼を阻害することから、最低量での使用が好ましい。特に15重量%を超える量では酸化剤の相対的存在割合の増大を必要とし、燃料の相対的割合が低下し、実用できるガス発生器システムの成立が困難となる。
【0047】
また、添加剤として、バインダ以外の成分としては、スラグ形成剤を配合することができる。スラグ形成剤は、ガス発生剤中の特に酸化剤成分から発生する金属酸化物との相互作用により、ガス発生器1内のフィルタ部材13でのろ過を容易にするために添加される。
【0048】
スラグ形成剤としては、例えば、窒化珪素、炭化珪素、酸性白土、シリカ、ベントナイト系、カオリン系等のアルミノケイ酸塩を主成分とする天然に産する粘土、合成マイカ、合成カオリナイト、合成スメクタイト等の人工的粘土、含水マグネシウムケイ酸塩鉱物の一種であるタルク等から選ばれるものを挙げることができ、これらの中でも酸性白土又はシリカが好ましく、特に酸性白土が好ましい。スラグ形成剤の配合割合は0重量%以上20重量%以下の範囲が好ましく、2重量%以上10重量%以下の範囲が特に好ましい。多すぎると線燃焼速度の低下及びガス発生効率の低下をもたらし、少なすぎるとスラグ形成能を十分発揮することができない。
【0049】
ガス発生剤11の好ましい組合せとしては、5−アミノテトラゾール、硝酸ストロンチウム、合成ヒドロタルサイト、及び窒化珪素を含むガス発生剤、または、硝酸グアニジン、硝酸ストロンチウム、塩基性硝酸銅、酸性白土を含むガス発生剤が挙げられる。
【0050】
また、必要に応じて燃焼調節剤を添加してもよい。燃焼調整剤としては金属酸化物、フェロシリコン、活性炭、グラファイト、或いはヘキソ−ゲン、オクト−ゲン、5−オキソ−3−ニトロ−1,2,4−トリアゾールといった化合火薬が使用可能である。燃焼調整剤の配合割合は0重量%以上20重量%以下の範囲が好ましく、2重量%以上10重量%以下の範囲が特に好ましい。多すぎるとガス発生効率の低下をもたらし、また、少なすぎると十分な燃焼速度を得ることができない。
【0051】
以上のような構成によるガス発生剤11は、プレス成型或いは押出成型による成型体が好ましく、より好ましくは押出成型体で、その形状としては、例えば、ペレット状(一般に、医薬品の1つの形状である錠剤の形にあたるもの)、円柱状、筒状、ディスク状又は両端が閉鎖された中空体形状等が挙げられる。筒状には、円筒状が挙げられ、円筒状には単孔円筒状、多孔円筒状が挙げられる。両端が閉鎖された中空体形状には、両端が閉鎖された円筒状が含まれる。なお、ガス発生剤5の成型体の両端が閉鎖された状態とは、両端に開いた孔が外から内への力2つによって閉鎖された状態のことをいう。孔は、完全に塞がった状態でも、塞ぎきれていない状態でもいずれでも良い。
【0052】
この、両端が閉鎖された中空体形状のガス発生剤11の製造方法の一例を説明する。前述した含窒素化合物、酸化剤、スラグ形成剤及びバインダで構成される非アジド系組成物は、まず、V型混合機、またはボールミル等によって混合される。更に水、又は溶媒(例えば、エタノール)を添加しながら混合し、湿った状態の薬塊を得ることができる。ここで、湿った状態とは、ある程度の可塑性を有する状態であり、水又は溶媒を好ましくは10重量%以上25重量%以下、より好ましくは13重量%以上18重量%以下含有している状態にあるものをいう。この後、この湿った状態の薬塊をそのまま押出成型機(例えば、ダイス及び内孔用ピンを出口に備えたもの)により、外径が、好ましくは1.4mm以上4mm以下で、より好ましくは1.5mm以上3.5mm以下であり、内径が、好ましくは0.3mm以上1.2mm以下であり、より好ましくは0.5mm以上1.2mm以下の中空筒状成型体に押出成型する。
【0053】
その後、押出成型機で押出された中空筒状成型体を一定間隔で押圧して両端が閉鎖された筒状成型体が得られる。通常は、該中空筒状成型体を一定間隔で押圧した後、それぞれ閉鎖された窪み部分で折るようにして切断した後、通常、50℃以上60℃以下の範囲で4時間以上10時間以下乾燥し、次いで、通常、105℃以上120℃以下の範囲で6時間以上10時間以下乾燥という2段階による乾燥を行うことにより、端部が閉鎖された状態で、内部に空間を有した筒状のガス発生剤を得ることができる。このように得られたガス発生剤の長さは、通常、1.5mm以上8mm以下の範囲にあり、好ましくは1.5mm以上7mm以下の範囲にあり、より好ましくは2mm以上6.5mm以下の範囲にある。
【0054】
また、ガス発生剤11の線燃焼速度は定圧条件下で測定され、経験的に以下のVielleの式に従う。
r=aPn
ここで、rは線燃焼速度、aは定数、Pは圧力、nは圧力指数を示す。この圧力指数nは、Y軸の燃焼速度の対数に対するX軸の圧力の対数プロットによる勾配を示すものである。
【0055】
本実施形態で使用されるガス発生器に用いられるガス発生剤の好ましい線燃焼速度の範囲は、70kgf/cm2下で3mm/秒以上60mm/秒以下であり、より好ましくは5mm/秒以上35mm/秒以下であり、また、好ましい圧力指数の範囲はn=0.90以下、より好ましくはn=0.75以下、更に好ましくはn=0.60以下、特に好ましくはn=0.60以上0.30以下である。
【0056】
また、線燃焼速度を測定する方法としては、ストランドバーナ法、小型モータ法、密閉圧力容器法が一般に挙げられる。具体的には所定の大きさにプレス成型した後、表面にリストリクターを塗布することにより得られた試験片を用いて、ヒューズ切断法等により、高圧容器中で燃焼速度を測定する。この時、高圧容器内の圧力を変数に線燃焼速度測定し、上記Vielleの式から圧力指数を求めることができる。
【0057】
ガス発生剤が、好ましくは非アジド系ガス発生剤であるため、使用される原料は人体有害性の小さいものである。また、燃料成分、酸化剤成分を選択することにより、発生ガスモル当たりの発熱量を抑えることができ、ガス発生器の小型、軽量化が可能となる。
【0058】
また、内筒体20に装填される伝火剤21としては、一般に用いられている次のような組成物を含むものが用いられる。B/KNO3に代表される金属粉、酸化剤を含む組成物、含窒素化合物/酸化剤/金属粉を含む組成物、或いは、前述のガス発生剤11と同様の組成物等が挙げられる。含窒素化合物としては、ガス発生剤の燃料成分(アミノテトラゾール、硝酸グアニジン等)として使用可能なものが挙げられる。酸化剤としては、例えば硝酸カリウム、硝酸ナトリウム、硝酸ストロンチウム等の硝酸塩が挙げられる。金属粉としては、例えばホウ素、マグネシウム、アルミニウム、マグナリウム(マグネシウム−アルミニウム合金)、チタン、ジルコニウム、タングステン等が挙げられる。好ましい組合せとしては、5−アミノテトラゾ−ル、硝酸カリウム、ホウ素を含むもの、硝酸グアニジン、硝酸カリウム、ホウ素等を挙げることができる。そして、必要に応じて、ガス発生剤で使用可能な成型用バインダを0%重量以上10%重量以下含んでもよい。
【0059】
また、伝火剤21の形状は、粒状、顆粒状、ペレット状(一般に、医薬品の錠剤の形にあたるもの)、円柱状、筒状又はディスク状等が挙げられる。筒状には、例えば円筒状が挙げられ、円筒状には、例えば単孔円筒状、多孔円筒状等が挙げられる。製造方法としては、例えば粉末混合、造粒法(攪拌造粒、噴霧乾燥造粒、押出造粒、転動造粒、圧縮造粒等)、打錠成型法等が挙げられる。
【0060】
燃焼室12のクロージャシェル8の鏡板部16側には、クッション部材26が設けられている。これらクッション部材26は、例えば、セラミックスファイバー、発泡シリコン等で形成されており、振動等によって、燃焼室12内に装填されているガス発生剤11の割れ等の破壊を防止している。
【0061】
本実施形態で使用されるガス発生器1は、1筒式のガス発生器として、例えば、図5に示すように、主に、助手席側のインストルメントパネル内に装着されることになるエアバッグモジュール用のリテーナ2に組み込まれる。また、2筒式のガス発生器もリテ−ナ2に組み込まれることが可能である。
【0062】
本実施形態で使用されるガス発生器では、ガス発生器を小型軽量化した場合であっても、従来と同様の量のガス発生剤を充填することができ、ガス発生量が少なくなることがない。また、従来と同等のガス発生量を得ることができるにもかかわらず、小型軽量化が可能となるのは、ハウジングに鏡板部18,16が形成されているため、ハウジング内部に圧力の集中する部分がなく、高い圧力にも十分に耐え得ることができ、ガス発生時のハウジングの変形が極めて小さいからである。
【0063】
図5において、本実施形態の自動車の助手席用エアバッグモジュール40は、ガス発生器1と、前記ガス発生器1を固定するとともに、自動車のインストルメントパネルへ取り付けられるリテーナ2と、前記ガス発生器1からのガスによって膨張、展開するエアバッグ30とを備える。
エアバッグ30は、折り畳まれた状態を図示しない紙テープ等で保持され、この状態で、その周縁部がリテーナ2の側壁5a,5bに取り付けられている。このため、ガス発生器1から放出されるガスは、リテーナ2の側壁5bに当たって拡散され、エアバッグ30内に放出され、エアバッグ30を膨張させることができる。
【0064】
以上のようして、自動車に接続されたエアバッグモジュール40は、例えば、衝突センサが自動車の衝突を検出することで、図4に示した点火手段14に接続されているスクイブ点火回路によって点火手段14が作動(通電発火)して、燃焼室12内のガス発生剤11を燃焼させることで、高温ガスを発生させる。このとき、燃焼室12内は圧力が上昇するが、ハウジング10は略球形状であるため、燃焼室12内での圧力上昇に十分に耐え得る強度を有し、変形は極めて小さい。そして、燃焼室12内で発生した高温ガスは、フィルタ部材13を通過して、ラプチャー部材28を破ってガス放出孔7から放出される。高温ガスがフィルタ部材13を通過する際に、ガスの冷却及び残渣の捕集がなされる。また、フィルタ部材13が、燃焼室12の略全域にわたり設けられているため、フィルタ部材13を有効に利用することができる。このため、十分に冷却されるとともに、残渣が十分に捕集されたガスを放出することが可能となる。
【0065】
そして、ガス放出孔7から放出された直後のガスが、リテーナ2の幅方向の先端に位置する側壁5aに直接当たらないようにガス放出孔7が設けられているため、ガス放出直後のガスが高温の場合、高温でない場合に係らず、ガス放出直後のガスによってリテーナ2の幅方向の先端に位置する側壁5aをその衝撃によって変形させたりすることもなく、エアバッグ30を確実に膨張、展開する。
【0066】
このように、本実施形態に係るガス発生器の取付構造によると、ガス発生器を非常に簡易に、そして確実にエアバッグモジュールに取り付けることが可能となり、従来のシリンダ状のガス発生器に比較すると、部品点数を大幅に減少させるとともに、取付工程を省略することが可能となり、大幅な製造コストの低減が可能となる。また、エアバッグモジュール全体を小さくすることも可能となり、インストルメントパネル等の自動車内装品の意匠の自由度を大幅に高めることができる。
【0067】
なお、本実施形態で使用されるガス発生器は、前述の実施形態に限定されるものではない。例えば、ガス発生器も、そのガス放出孔がリテーナの幅方向の先端に位置する側壁に直接当たらないように開口位置を制御して取り付けることによって、従来、運転席側に用いられていたガス発生器を使用することもできる。また、ガス発生器は、1つだけに限らず、2つのガス発生器をリテーナに取り付けることも可能である。
【0068】
[参考例1]
本実施形態で使用されるガス発生器の製造法
第4図に示すガス発生器において、鏡板部16と鏡板部18の底部間距離Hが、75mm、筒部15の直径Dが70mm、筒部15の長さhが16mm、クロージャシェル8の鏡板部16の肉厚が2mmのステンレス材を成形加工した。また、イニシエータシェル9についても、鏡板の肉厚が2mmのステンレス材を成形加工した。そして、イニシエータシェル9に点火手段14を設けるとともに、フィルタ部材13を設置する。そして、このフィルタ部材13の内部にガス発生剤11を装填した後、クッション材26を設け、クロージャシェル8を勘合する。次いで、レーザ溶接によって、イニシエータシェル9とクロージャシェル8とを接合し、ガス発生器とした。
【0069】
[参考例2]
本実施形態で使用されるガス発生器に使用される両端が閉鎖された中空体形状のガス発生剤の製造例
硝酸グアニジン43.5重量%、硝酸ストロンチウム25重量%、塩基性硝酸銅25重量%、酸性白土2.5重量%、ポリアクリルアミド4重量%の組成で混合した組成物に、エタノール3重量%と、水13重量%を加えて混合、混練し、混練塊にして、出口に内径2mmのダイスと外径0.5mmの内孔用ピンを備えた押出機にて、押出圧8MPaで押出して、押出棒状の成型体を引取りベルトで引取りながら、成型用歯車間に送り出し、成型用歯車の凸歯によって4.4mmの間隔で窪み部分を形成するようにし、その窪み部分で折るようにして切断した後、55℃で8時間乾燥し、次いで110℃で8時間乾燥し、ガス発生剤とした。
【0070】
尚、本発明は、上記の好ましい実施形態に記載されているが、本発明はそれだけに制限されない。本発明の精神と範囲から逸脱することのない様々な実施形態が他になされることができることは理解されよう。
【産業上の利用可能性】
【0071】
本発明に係るガス発生器の取付構造及びエアバッグモジュールは、ガス発生器を非常に簡易に、そして確実にエアバッグモジュールに取り付けることが可能となり、部品点数を大幅に減少させるとともに、その取付工程を省略することが可能となり、大幅な製造コストの低減が可能となる等、産業上の利用可能性を有するものである。
【図面の簡単な説明】
【0072】
【図1A】本実施形態の一例のガス発生器の取付構造を説明するための平面図
【図1B】本実施形態の一例のガス発生器の取付構造を説明するための正面図
【図1C】本実施形態の一例のガス発生器の取付構造を説明するための底面図
【図1D】本実施形態の一例のガス発生器の取付構造を説明するための左右の側面図
【図2】図1AにおけるA−A線断面図である。
【図3】図1AにおけるB−B線断面図である。
【図4】本実施形態に用いられるガス発生器の一例の断面図である。
【図5】本実施形態のエアバッグモジュールの一例を示す断面図である。
【符号の説明】
【0073】
1 ガス発生器
2 リテーナ
3 フランジ
4 取付部材
5、5a、5b 側壁
6 締結部材
7 ガス放出孔
8 クロージャシェル
9 イニシエータシェル
10 ハウジング
11 ガス発生剤
12 燃焼室
13 フィルタ部材
14 点火手段
15 筒部
16 鏡板部
17 筒部
18 鏡板部
19 伝火孔
20 内筒体
21 伝火剤
22 点火器
23 点火手段保持部
24,25 押え部材
26 クッション材
28 ラプチャー部材
30 エアバッグ
40 エアバッグモジュール
E−E線 幅方向
F−F線 長手方向
C 筒部の中心線
D 直径
H 底部間距離
h 筒部の長さ
α 放射角度
【特許請求の範囲】
【請求項1】
イニシエータシェル(9)とクロージャシェル(8)とで形成される金属製のハウジング(10)と、前記ハウジング(10)内に形成され、燃焼により高温ガスを発生するガス発生剤(11)が装填された燃焼室(12)と、前記燃焼室(12)の周囲に配置されたフィルタ部材(13)と、前記ハウジング(10)に装着され前記燃焼室(12)内の前記ガス発生剤(11)を着火燃焼させる点火手段(14)と、前記ハウジング(10)に形成され、前記燃焼室(12)で発生したガスを放出する複数のガス放出孔(7)を有し、
前記ハウジング(10)を形成するイニシエータシェル(9)とクロージャシェル(8)のいずれか一方又は両方が、半球形状又は半楕円球形状の鏡板部(18、16)と前記鏡板部(18、16)から連続して形成される直径Dの筒部(17、15)を有し、前記筒部(17、15)の直径Dと前記イニシエータシェル(9)とクロージャシェル(8)の各鏡板部(18、16)の底部間距離Hとの比H/Dの範囲が、0.4以上1.3以下であるガス発生器を自動車の助手席用エアバッグモジュールのリテーナ(2)に取り付けるガス発生器(1)の取付構造であって、
前記複数のガス放出孔(7)が、前記ガスを2方向に放出できるように前記ハウジング(10)に対称に形成され、
前記ハウジング(10)は、前記ガス放出孔(7)が前記リテーナ(2)の長手方向(F−F)に開口するように取り付けられているガス発生器の取付構造。
【請求項2】
前記リテーナの長手方向(F−F)に放出されるガスが前記ハウジング(10)の筒部(17,15)の中心線(C)を中心にして放射状に放出される場合、前記ハウジング(10)からの放射角度(α)は、120度以内である請求項1に記載のガス発生器(1)の取付構造。
【請求項3】
イニシエータシェル(9)とクロージャシェル(8)とで形成される金属製のハウジング(10)と、前記ハウジング(10)内に形成され、燃焼により高温ガスを発生するガス発生剤(11)が装填された燃焼室(12)と、前記燃焼室(12)の周囲に配置されたフィルタ部材(13)と、前記ハウジング(10)に装着され前記燃焼室(12)内の前記ガス発生剤(11)を着火燃焼させる点火手段(14)と、前記ハウジング(10)に形成され、前記燃焼室(12)で発生したガスを放出する複数のガス放出孔(7)を有し、
前記ハウジング(10)を形成するイニシエータシェル(9)とクロージャシェル(8)のいずれか一方又は両方が、半球形状又は半楕円球形状の鏡板部(18、16)と前記鏡板部(18、16)から連続して形成される直径Dの筒部(17、15)を有し、前記筒部(17、15)の直径Dと前記イニシエータシェル(9)とクロージャシェル(8)の各鏡板部(18、16)の底部間距離Hとの比H/Dの範囲が、0.4以上1.3以下であるガス発生器(1)と、
前記ガス発生器(1)を固定するとともに、自動車のインストルメントパネルへ取り付けられるリテーナ(2)と、
前記ガス発生器(1)からのガスによって膨張、展開するエアバッグ(30)と、を備えてなるエアバッグモジュール(40)であって、
前記ガス放出孔(7)はガスが2方向に放出できるように前記ハウジング(10)に対称に形成され、
前記ハウジング(10)は、前記ガス放出孔(7)が前記リテーナ(2)の長手方向(F−F)に開口するように取り付けられているエアバッグモジュール。
【請求項1】
イニシエータシェル(9)とクロージャシェル(8)とで形成される金属製のハウジング(10)と、前記ハウジング(10)内に形成され、燃焼により高温ガスを発生するガス発生剤(11)が装填された燃焼室(12)と、前記燃焼室(12)の周囲に配置されたフィルタ部材(13)と、前記ハウジング(10)に装着され前記燃焼室(12)内の前記ガス発生剤(11)を着火燃焼させる点火手段(14)と、前記ハウジング(10)に形成され、前記燃焼室(12)で発生したガスを放出する複数のガス放出孔(7)を有し、
前記ハウジング(10)を形成するイニシエータシェル(9)とクロージャシェル(8)のいずれか一方又は両方が、半球形状又は半楕円球形状の鏡板部(18、16)と前記鏡板部(18、16)から連続して形成される直径Dの筒部(17、15)を有し、前記筒部(17、15)の直径Dと前記イニシエータシェル(9)とクロージャシェル(8)の各鏡板部(18、16)の底部間距離Hとの比H/Dの範囲が、0.4以上1.3以下であるガス発生器を自動車の助手席用エアバッグモジュールのリテーナ(2)に取り付けるガス発生器(1)の取付構造であって、
前記複数のガス放出孔(7)が、前記ガスを2方向に放出できるように前記ハウジング(10)に対称に形成され、
前記ハウジング(10)は、前記ガス放出孔(7)が前記リテーナ(2)の長手方向(F−F)に開口するように取り付けられているガス発生器の取付構造。
【請求項2】
前記リテーナの長手方向(F−F)に放出されるガスが前記ハウジング(10)の筒部(17,15)の中心線(C)を中心にして放射状に放出される場合、前記ハウジング(10)からの放射角度(α)は、120度以内である請求項1に記載のガス発生器(1)の取付構造。
【請求項3】
イニシエータシェル(9)とクロージャシェル(8)とで形成される金属製のハウジング(10)と、前記ハウジング(10)内に形成され、燃焼により高温ガスを発生するガス発生剤(11)が装填された燃焼室(12)と、前記燃焼室(12)の周囲に配置されたフィルタ部材(13)と、前記ハウジング(10)に装着され前記燃焼室(12)内の前記ガス発生剤(11)を着火燃焼させる点火手段(14)と、前記ハウジング(10)に形成され、前記燃焼室(12)で発生したガスを放出する複数のガス放出孔(7)を有し、
前記ハウジング(10)を形成するイニシエータシェル(9)とクロージャシェル(8)のいずれか一方又は両方が、半球形状又は半楕円球形状の鏡板部(18、16)と前記鏡板部(18、16)から連続して形成される直径Dの筒部(17、15)を有し、前記筒部(17、15)の直径Dと前記イニシエータシェル(9)とクロージャシェル(8)の各鏡板部(18、16)の底部間距離Hとの比H/Dの範囲が、0.4以上1.3以下であるガス発生器(1)と、
前記ガス発生器(1)を固定するとともに、自動車のインストルメントパネルへ取り付けられるリテーナ(2)と、
前記ガス発生器(1)からのガスによって膨張、展開するエアバッグ(30)と、を備えてなるエアバッグモジュール(40)であって、
前記ガス放出孔(7)はガスが2方向に放出できるように前記ハウジング(10)に対称に形成され、
前記ハウジング(10)は、前記ガス放出孔(7)が前記リテーナ(2)の長手方向(F−F)に開口するように取り付けられているエアバッグモジュール。
【図1A】


【図1B】
【図1C】
【図1D】
【図2】
【図3】
【図4】
【図5】
【図1B】
【図1C】
【図1D】
【図2】
【図3】
【図4】
【図5】
【国際公開番号】WO2005/019002
【国際公開日】平成17年3月3日(2005.3.3)
【発行日】平成19年10月4日(2007.10.4)
【国際特許分類】
【出願番号】特願2005−513267(P2005−513267)
【国際出願番号】PCT/JP2004/011346
【国際出願日】平成16年8月6日(2004.8.6)
【出願人】(000004086)日本化薬株式会社 (921)
【Fターム(参考)】
【国際公開日】平成17年3月3日(2005.3.3)
【発行日】平成19年10月4日(2007.10.4)
【国際特許分類】
【国際出願番号】PCT/JP2004/011346
【国際出願日】平成16年8月6日(2004.8.6)
【出願人】(000004086)日本化薬株式会社 (921)
【Fターム(参考)】
[ Back to top ]