
ガス発生器
イニシエータシェル(1)とクロージャシェル(2)とで形成される金属製のハウジング(3)と、ハウジング(3)内に形成され、燃焼により高温ガスを発生するガス発生剤(4)が装填された燃焼室(5)と、燃焼室(5)の周囲に配置されたフィルタ部材(6)と、ハウジング(3)に装着され燃焼室(5)内のガス発生剤(4)を着火燃焼させる点火手段(7)と、ハウジング(3)に形成され、燃焼室(5)で発生したガスを放出する複数のガス放出孔(8a,8b)を有してなるガス発生器(30)であって、ハウジング(3)を形成するイニシエータシェル(1)とクロージャシェル(2)のいずれか一方又は両方が、半球形状又は半楕円球形状の鏡板部(14,10)と鏡板部(14,10)から連続して形成される直径Dの筒部(13,9)を有し、筒部(13,9)の直径Dとイニシエータシェル(1)とクロージャシェル(2)の各鏡板部(14,10)の底部間距離Hとの比H/Dの範囲が、0.4以上1.3以下であり、ガス放出孔(8a,8b)の開口面積の総和(At)に対するガス発生剤(4)の表面積の総和(A)の比率(A/At)が1300を超え、2000以下であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、エアバッグ等を膨張させるのに好適なガス発生器に関する。
【背景技術】
【0002】
自動車の衝突時に生じる衝撃から乗員を保護するため、急速にエアバッグを膨張展開させるガス発生器は、ステアリングホイール内やインストルメントパネル内に装着されたエアバッグモジュールに組み込まれている。そして、ガス発生器は、コントロールユニット(作動器)からの通電によって点火器(スクイブ)を発火させ、この火炎によりガス発生剤を燃焼させて、多量のガスを急激に発生させるものである。
【0003】
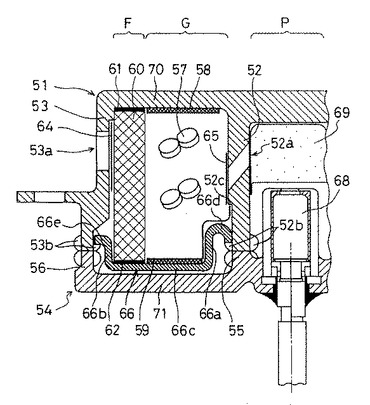
従来のガス発生器としては、ガス発生剤の点火室に相当する中央空間部と、その外部に同心状に形成され、ガスの燃焼・冷却・スラグ捕集を行う燃焼・フィルタ室に相当する環状空間部とを有するいわゆる2筒式のガス発生器がある。この種のガス発生器としては、例えば、図4に示すような特許文献1に開示されているものがある。図4は、短円筒状ガス発生器を径方向に沿って切った断面の略半分を示している。このガス発生器は、ガス発生器のハウジングとして、2筒構造の上容器51と、2重短管構造の下容器54とを突き合わせて摩擦溶接することにより得られるハウジング構造の中央空間部を点火室Pとし、その周囲の環状空間部を燃焼室G、フィルタ室Pとする。
【0004】
点火室Pには、下方からスクイブ68、伝火薬69が内装される。一方、燃焼室G、フィルタ室Fには、断面が両フランジのある凹形のリング状蓋部材66を、各フランジ66d、66eがそれぞれ、上容器51のバリ52b、53bに当接して固定し、この蓋部材66と上容器51とで挟まれた環状空間にガス発生剤57、冷却・スラグ捕集部材60を径方向に順に収納することにより、燃焼室G、フィルタ室Fを形成している。
【0005】
また、ガス発生剤57の層の上面70及び下面71には、それぞれ、リング状のクッション部材58,59を介装している。また、冷却・スラグ捕集部材60の上面及び下面にはそれぞれ、シール部材61及び62を介装している。さらに、ガス放出用オリフィス53aを塞ぐようなアルミ箔64及び伝火用オリフィス52aを塞ぐようなアルミ箔65を貼り付けたものである。このような構成にすることで、ガス発生室G内で発生したガスによる内圧の上昇に十分に耐え得るガス発生器が得られている。
【特許文献1】特開平9−207705号公報
【0006】
しかしながら、この種の2筒式ガス発生器の場合、図4に示すように、ガス発生器を構成する部品点数が多く、また、構造も複雑化していた。このため、ガス発生器の安全性を維持しつつ、製造コストを低減するにもある程度の限度があった。
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、ガス発生器の構造を簡易化できると共に、構成部品点数を少なくした場合であっても、ガス発生器の高い安全性を維持でき得るガス発生器を提供することを目的とする。
[課題を解決するための手段及び効果]
【0008】
本発明は、上記目的を達成するために以下のような幾つかの特徴を主に有している。本発明において、以下の主な特徴は単独で、若しくは、適宜組合わされて備えられている。
【0009】
本発明のガス発生器は、ハウジングと、ガス発生剤と、フィルタ部材と、点火手段とを有する。
前記ハウジングは、イニシエータシェルとクロージャシェルとで形成される金属製のハウジングである。前記ハウジング内に燃焼室が形成されている。前記ガス発生剤は前記燃焼室に装填されており、燃焼により高温ガスを発生する。複数のガス放出孔が前記ハウジングに形成され、前記燃焼室で発生したガスを放出する。
前記フィルタ部材は、前記燃焼室の周囲に配置されている。前記点火手段は、前記ハウジングに装着され前記燃焼室内の前記ガス発生剤を着火燃焼させる。
【0010】
前記ハウジングを形成するイニシエータシェルとクロージャシェルのいずれか一方又は両方が、半球形状又は半楕円球形状の鏡板部と前記鏡板部から連続して形成される直径Dの筒部を有する。前記筒部の直径Dと前記イニシエータシェルとクロージャシェルの各鏡板部の底部間距離Hとの比H/Dの範囲が、0.4以上1.3以下である。
上記構成によれば、部品点数を少なくでき、簡易な構造とできるため、ガス発生器の小型化、製造コストの大幅な低減が可能となる。更に、部品点数が少なく、簡易な構造であっても、燃焼室内でガス発生剤の燃焼により発生したガスによってハウジング内の圧力が高まった場合、ハウジングの変形を抑制することができる。また、複数のガス放出孔を設けることによって、燃焼室から放出される高温ガスを安定して供給することができる。
【0011】
前記ガス放出孔の開口面積の総和Atに対するガス発生剤の表面積の総和Aの比率A/Atが1300を超え、2000以下である。
比率A/Atが、上記範囲外の場合、用いるガス発生剤が燃焼しにくいことがあり、また、2000を越える場合は、ガス発生器の強度、コスト、重量が増えるので、ガス発生器の製造面等において不利である。
【0012】
前記ガス放出孔の孔径が2種類以上であることが好ましい。
前記ガス放出孔が、1列又は複数列に配列されていることが好ましい。
前記ガス放出孔が、大小2種類の孔径で、2列にジグザグ状に配列されてなり、前記ガス放出孔の小孔径D1と大孔径D2との比D1/D2が、0.1以上1.0以下の範囲が好ましい。
前記ガス放出孔が2列にジグザグ状に配列している場合において、各ガス放出孔の前記ハウジングの軸方向の孔間距離dと、小孔径D1・大孔径D2との関係が次のようであることが好ましい。
d≧(D1+D2)/2
【0013】
前記ガス放出孔はラプチャー部材によって塞がれており、前記ラプチャー部材が、金属製の板であることが好ましい。前記金属としては、アルミニウム、鋼、ステンレスが挙げられる。
前記ラプチャー部材の厚みが、0.01mm以上0.3mm以下の範囲が好ましい。
前記ラプチャー部材は、前記ガス放出孔の孔径に応じて、その強度が異なるように設けられ、前記ガス放出孔の孔径の小さいものほど前記ラプチャー部材の強度が高くなるように設けられていることが好ましい。
【0014】
前記ガス放出孔の孔径の小さいものほど前記ラプチャー部材の強度を高くするとき、前記孔径の比率で前記ラプチャー部材の強度を示した場合、T1/T2=D2/D1とみなすことができる。
ここで、
T1:小さい孔径D1を有するガス放出孔に貼付されているラプチャー部材の強度
T2:大きい孔径D2を有するガス放出孔に貼付されているラプチャー部材の強度。
そこで、それぞれに孔径が異なる複数のガス放出孔にそれぞれ設けられている前記ラプチャー部材の強度に関して、T1/T2=D2/D1が2以上8以下となるように前記ラプチャー部材の強度が調整されていることが好ましい。
【発明を実施するための最良の形態】
【0015】
以下、図面を参照しつつ、本発明に係るガス発生器の実施形態について説明する。
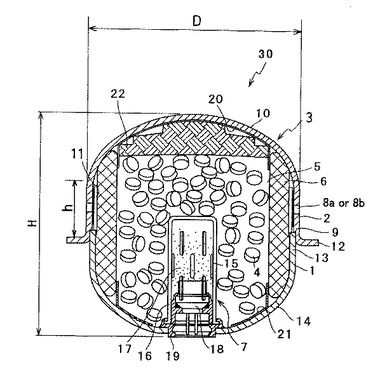
図1に本発明に係るガス発生器の実施形態の一例であるガス発生器30の断面図を示す。図1において、ガス発生器30は、エアバッグを膨張展開させるもので、ハウジング3と、ガス発生剤4と、フィルタ部材6と、点火手段7とを有する。
【0016】
前記ハウジング3は、イニシエータシェル1とクロージャシェル2とで形成される金属製のハウジングである。前記金属として、鉄、ステンレス、アルミニウム、鋼材等の金属が挙げられる。前記ハウジング3内には燃焼室5が形成されている。前記ガス発生剤4は前記燃焼室5に装填されており、燃焼により高温ガスを発生する。複数のガス放出孔8a,8bが前記ハウジング3に形成され、前記燃焼室5で発生したガスを放出する。
前記フィルタ部材6は、前記燃焼室5の周囲に配置されている。前記点火手段7は、前記ハウジング3に装着され前記燃焼室5内の前記ガス発生剤4を着火燃焼させる。
【0017】
クロージャシェル2は、直径Dの筒部9と、筒部9から連続して形成される半球形状の鏡板部10と、筒部9から径外方に延びるフランジ部12とで構成されている。イニシエ−タシェル1及びクロージャシェル2の肉厚は、1.5mm以上3mm以下の範囲が好ましい。
また、イニシエータシェル1とクロージャシェル2とが接合されて形成されるハウジング3は、イニシエータシェル1とクロージャシェル2の各鏡板部14,10の底部間距離Hと、筒部9,13の直径Dとの比H/Dが、通常0.4以上1.3以下、好ましくは0.6以上1.3以下である。
【0018】
上記比H/Dが0.4未満の場合、構造上、ガス発生器の組立ができなくなる虞があり、1.3を越える場合、シリンダ−型のガス発生器の構造に近づいてしまう。よって、このような範囲とすることで、ガス発生器を小型化できるとともに、燃焼室5内で発生するガスによる圧力にも十分に耐え得る強度を持たせることができる。
【0019】
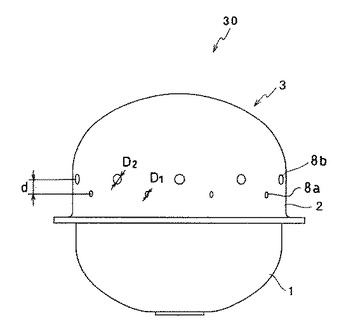
筒部9には、図2に示すように、複数のガス放出孔8a,8bが、その周囲にジグザグに形成されていることが好ましく、2列にジグザグに形成されていることが好ましい。ガス放出孔8a,8bが、ジグザグに形成されることで、ハウジング3内で発生したガスが、集中することなく放出されるため、フィルタ部材6の損傷を抑制する。また、フィルタ部材6を広い範囲で使用することができ、フィルタ部材6を効率良く利用することができる。これら、ガス放出孔8a,8bは、ジグザグに形成される以外にも、例えば、1列に形成されていても良く、2列、3列等の複数列形成することで、同様の効果を得ることもできる。
【0020】
また、これらガス放出孔8a,8bは、その開口面積の総和(At)に対するガス発生剤4の表面積の総和(A)の比率(A/At)が、通常1300を超え、2000以下である。比率(A/At)が、上記範囲外の場合、用いるガス発生剤が燃焼しにくいことがあり、また、2000を越える場合は、ガス発生器の強度、コスト、重量が増えるので、ガス発生器の製造面等において不利である。そして、常温、高温、低温時の各温度域において、ガス発生の安定化を図る為に、これらガス放出孔8a,8bとしては、異なる孔径を複数設ける必要がある。その孔径は2種類以上であることが好ましい。
【0021】
本実施形態におけるガス放出孔8a,8bは、大小2種類の孔径で、2列にジグザグ状に配列されている。これらガス放出孔8a,8bの小孔8aの小孔径D1と、大孔8bの大孔径D2の比D1/D2が0.1以上1.0以下、好ましくは0.2以上0.8以下、さらに好ましくは0.3以上0.6以下であることが好ましい。大小2種類のガス放出孔8a,8bの関係をこのような関係とすることによって、各温度域において、安定したガス発生を行うことができる。
【0022】
また、前記大小2種類のガス放出孔8a,8bの間の距離に関して、ハウジング3の筒部の軸方向の距離dと、小孔径D1・大孔径D2との関係が次のようであることが好ましい。
d≧(D1+D2)/2
これによって、前述したように、ハウジング3内で発生したガスが、集中することなく放出されるため、フィルタ部材6の損傷を確実に抑制する。また、フィルタ部材6を広い範囲で使用することができ、フィルタ部材6をより一層、効率良く利用することができる。
【0023】
また、図1に示すように、これら大小2種類のガス放出孔8a,8bは、筒部9の内周部に貼り付けられた帯状のアルミニウム、鋼、ステンレス等の帯状テープのラプチャー部材11によって閉じられている。それによって、燃焼室5内の空間は密封されている。この筒部9の長さhは5mm以上が好ましく、5mm以上30mm以下がより好ましく、10mm以上30mm以下が特に好ましい。これによって、ラプチャー部材11として帯状テープを用いることができると共に、ラプチャー部材11を容易に且つ確実に貼り付けることができるからである。
【0024】
そして、このラプチャー部材11は、厚みが0.01mm以上0.3mm以下であることが好ましい。また、前記大小2種類のガス放出孔8a,8bの孔径に応じて、その強度が異なるように設けられている。具体的には、ガス放出孔の孔径の小さいものほどラプチャー部材11の強度が高くなるように設けることが好ましい。
【0025】
前記ガス放出孔の孔径の小さいものほど前記ラプチャー部材の強度を高くするとき、前記孔径の比率で前記ラプチャー部材の強度を示した場合、T1/T2=D2/D1とみなすことができる。
ここで、
T1:小さい孔径D1を有するガス放出孔に貼付されているラプチャー部材の強度
T2:大きい孔径D2を有するガス放出孔に貼付されているラプチャー部材の強度
【0026】
そこで、それぞれに孔径が異なる複数のガス放出孔8a、8bにそれぞれ設けられている前記ラプチャー部材11の強度に関して、T1/T2=D2/D1が2以上8以下、好ましくは2.5以上7以下、さらに好ましくは3以上5以下となるように前記ラプチャー部材11の強度が調整されていることが好ましい。
このように、ラプチャー部材11の強度を各ガス放出孔8a,8bの孔径に応じて調整されて貼付することによって、各温度域において、ガス発生の性能差を小さくすることが可能となる。
【0027】
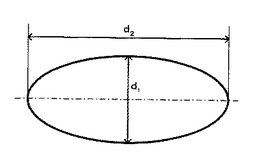
図3に示すように、鏡板部10の短軸d1と長軸d2との比d1/d2の範囲は1以上0.02以下であり、より好ましくは1以上0.1以下である。このような範囲内とすることによって、ガス発生器内で発生したガスによる内圧にも十分耐え得ることができる。また、鏡板部10は、曲率半径Rの半球形状をし、筒部9の直径Dとの比D/Rの範囲が0.3以上2以下であることが好ましい。より好ましい範囲は、0.9以上2以下である。
これによって、ガス発生器を小型化することが可能となる。このように、鏡板部を半球形状または半楕円球形状とすることによって、燃焼室5で発生するガスのガス圧力が集中する部分をなくすことができる。このため、ガス発生器の構成部品点数を少なくし、構造を簡易なものとした場合であっても、ガス発生時にハウジングの変形を極めて小さくすることができる。
【0028】
このクロージャシェル2に圧接、溶接等によって接合されるイニシエータシェル1は、前述のクロージャシェル2と同様、筒部13と、筒部13から連続して形成される半球形状の鏡板部14とで構成されている。そして、鏡板部14の中心部には、点火手段7が設けられている。
【0029】
このイニシエータシェル1の鏡板部14も、前述のクロージャシェル2の鏡板部10と同様に、短軸d1と長軸d2との比d1/d2の範囲が1以上0.02以下である。より好ましい範囲は1以上0.1以下である。これによって、イニシエータシェル1とクロージャシェル2とが、接合されて一体となったときに、略球形状あるいは略楕円球形状のハウジング3を形成することができる。
【0030】
図1に示すように、鏡板部14の中心部に設けられている点火手段7は、周囲に複数の伝火孔15を有する有底の内筒体16と、この内筒体16内に装填された伝火剤17と、この伝火剤17に接するように設けられた点火器18とで構成されている。
【0031】
内筒体16は、点火手段保持部19にカシメ固定等の任意の方法で固定されている。そして、内筒体16は、点火手段保持部19が鏡板部14に溶接等の任意の方法で固定されることで、イニシエータシェル1に固定されている。また、この内筒体16は、ハウジング3内に形成されている燃焼室5の一端側から、燃焼室5の略中心に至る長筒状となっている。そして、その周囲には、複数の伝火孔15が、内筒体16の軸方向に沿って長孔状に形成されている。これら伝火孔15は、内筒体16の軸方向に沿って相隣り合うもの同士が、図1に示すように並設されないようにジグザグに形成されている。このため、この点火手段7から噴出する熱流は、燃焼室5内全体に効率良く噴出される。なお、これら伝火孔15は、長孔状でなくてもよく、丸孔であっても良い。また、ジグザグに形成されていなくてもよい。
【0032】
これら、クロージャシェル2とイニシエータシェル1とで構成されるハウジング3内には、筒部9、13の内壁に沿って、燃焼室5の周囲に配置されたフィルタ部材6が設けられている。フィルタ部材6は、例えば、メリヤス編み金網、平織金網、クリンプ織り金属線材或いは巻き金属線材の集合体を円環状に成形することによって安価に製作される。このフィルタ部材6は、クロージャシェル2及びイニシエータシェル1の鏡板部10,14の内面にそれぞれ設けられている押え部材20,21によって、ハウジング3の内壁側に押えられている。
【0033】
フィルタ部材6の内周部には、ガス発生剤4が装填されている。そして、これらガス発生剤4が、点火手段7からの熱流によって燃焼する燃焼室5となっている。
【0034】
燃焼室5内に装填されているガス発生剤4は、非アジド系組成物であって、例えば、燃料と、酸化剤と、添加剤(バインダ、スラグ形成剤、燃焼調整剤)とで構成されるものを使用することができる。
【0035】
燃料としては、例えば含窒素化合物が挙げられる。含窒素化合物としては、例えば、トリアゾール誘導体、テトラゾール誘導体、グアニジン誘導体、アゾジカルボンアミド誘導体、ヒドラジン誘導体、ウレア誘導体、アンミン錯体から選ばれる1種又は2種以上の混合物を挙げることができる。
【0036】
トリアゾール誘導体の具体例としては、例えば、5−オキソ−1,2,4−トリアゾール、アミノトリアゾール等を挙げることができる。テトラゾール誘導体の具体例としては、例えば、テトラゾール、5−アミノテトラゾール、硝酸アミノテトラゾール、ニトロアミノテトラゾール、5,5’−ビ−1H−テトラゾール、5,5’−ビ−1H−テトラゾールジアンモニウム塩、5,5’−アゾテトラゾールジグアニジウム塩等が挙げられる。
【0037】
グアニジン誘導体の具体例としては、例えば、グアニジン、ニトログアニジン、シアノグアニジン、トリアミノグアニジン硝酸塩、硝酸グアニジン、硝酸アミノグアニジン、炭酸グアニジン等が挙げられる。アゾジカルボンアミド誘導体の具体例としては、例えば、アゾジカルボンアミド等が挙げられる。ヒドラジン誘導体の具体例としては、例えば、カルボヒドラジド、カルボヒドラジド硝酸塩錯体、蓚酸ジヒドラジド、ヒドラジン硝酸塩錯体等が挙げられる。ウレア誘導体としては、例えば、ビウレットが挙げられる。アンミン錯体としては、例えば、ヘキサアンミン銅錯体、ヘキサアンミンコバルト錯体、テトラアンミン銅錯体、テトラアンミン亜鉛錯体等が挙げられる。
【0038】
これらの含窒素化合物の中でもテトラゾール誘導体及びグアニジン誘導体から選ばれる1種又は2種以上が好ましく、特にニトログアニジン、硝酸グアニジン、シアノグアニジン、5−アミノテトラゾール、硝酸アミノグアニジン、炭酸グアニジンが好ましい。
【0039】
ガス発生剤4中におけるこれら含窒素化合物の配合割合は、分子式中の炭素原子、水素原子及びその他の酸化される原子の数によって異なるが、通常20重量%以上70重量%以下の範囲が好ましく、30重量%以上60重量%以下の範囲が特に好ましい。また、ガス発生剤に添加される酸化剤の種類により、含窒素化合物の配合割合の絶対数値は異なる。しかしながら、含窒素化合物の配合割合の絶対数値が、完全酸化理論量より多いと発生ガス中の微量CO濃度が増大する。一方、含窒素化合物の配合割合の絶対数値が、完全酸化理論量及びそれ以下になると発生ガス中の微量NOx濃度が増大する。従って両者の最適バランスが保たれる範囲が最も好ましい。
【0040】
酸化剤としては、アルカリ金属、アルカリ土類金属、遷移金属、アンモニウムから選ばれたカチオンを含む硝酸塩、亜硝酸塩、過塩素酸塩の少なくとも1種から選ばれた酸化剤が好ましい。硝酸塩以外の酸化剤、即ち亜硝酸塩、過塩素酸塩等のエアバッグインフレータ分野で多用されている酸化剤も用いることができるが、硝酸塩に比べて亜硝酸塩分子中の酸素数が減少すること又はバッグ外へ放出されやすい微粉状ミストの生成を減少させる等の観点から硝酸塩が好ましい。硝酸塩としては、例えば硝酸ナトリウム、硝酸カリウム、硝酸マグネシウム、硝酸ストロンチウム、相安定化硝酸アンモニウム、塩基性硝酸銅等を挙げることができ、硝酸ストロンチウム、相安定化硝酸アンモニウム、塩基性硝酸銅がより好ましい。
【0041】
ガス発生剤4中の酸化剤の配合割合は、用いられる含窒素化合物の種類と量により絶対数値は異なるが、30重量%以上80重量%以下の範囲が好ましく、特に上記のCO及びNOX濃度に関連して40重量%以上75重量%の範囲が好ましい。
【0042】
添加剤であるバインダは、ガス発生剤の燃焼挙動に大幅な悪影響を与えないものであれば何れでも使用可能である。バインダとしては、例えば、カルボキシメチルセルロースの金属塩、メチルセルロース、ヒドロキシエチルセルロース、酢酸セルロース、プロピオン酸セルロース、酢酸酪酸セルロース、ニトロセルロース、微結晶性セルロース、グアガム、ポリビニルアルコール、ポリアクリルアミド、澱粉等の多糖誘導体、ステアリン酸塩等の有機バインダ、二硫化モリブデン、合成ヒドロキシタルサイト、酸性白土、タルク、ベントナイト、ケイソウ土、カオリン、シリカ、アルミナ等の無機バインダを挙げることができる。
【0043】
バインダの配合割合はプレス成型の場合0重量%以上10重量%以下の範囲が好ましく、押出成型においては2重量%以上15重量%以下の範囲であることが好ましい。添加量が多くなるに従い成型体の破壊強度が強くなる。ところが、組成物中の炭素原子及び水素原子の数が増大し、炭素原子の不完全燃焼生成物である微量COガスの濃度が高くなり、発生ガスの品質が低下する。また、ガス発生剤の燃焼を阻害することから、最低量での使用が好ましい。特に15重量%を超える量では酸化剤の相対的存在割合の増大を必要とし、燃料の相対的割合が低下し、実用できるガス発生器システムの成立が困難となる。
【0044】
また、添加剤として、バインダ以外の成分としては、スラグ形成剤を配合することができる。スラグ形成剤は、ガス発生剤中の特に酸化剤成分から発生する金属酸化物との相互作用により、ガス発生器30内のフィルタ部材6でのろ過を容易にするために添加される。
【0045】
スラグ形成剤としては、例えば、窒化珪素、炭化珪素、酸性白土、シリカ、ベントナイト系、カオリン系等のアルミノケイ酸塩を主成分とする天然に産する粘土、合成マイカ、合成カオリナイト、合成スメクタイト等の人工的粘土、含水マグネシウムケイ酸塩鉱物の一種であるタルク等から選ばれるものを挙げることができ、これらの中でも酸性白土又はシリカが好ましく、特に酸性白土が好ましい。スラグ形成剤の配合割合は0重量%以上20重量%以下の範囲が好ましく、2重量%以上10重量%以下の範囲が特に好ましい。多すぎると線燃焼速度の低下及びガス発生効率の低下をもたらし、少なすぎるとスラグ形成能を十分発揮することができない。
【0046】
ガス発生剤4の好ましい組合せとしては、5−アミノテトラゾール、硝酸ストロンチウム、合成ヒドロタルサイト、及び窒化珪素を含むガス発生剤、または、硝酸グアニジン、硝酸ストロンチウム、塩基性硝酸銅、酸性白土を含むガス発生剤が挙げられる。
【0047】
また、必要に応じて燃焼調整剤を添加してもよい。燃焼調整剤としては金属酸化物、フェロシリコン、活性炭、グラファイト、或いはヘキソ−ゲン、オクト−ゲン、5−オキソ−3−ニトロ−1,2,4−トリアゾールといった化合火薬が使用可能である。燃焼調整剤の配合割合は0重量%以上20重量%以下の範囲が好ましく、2重量%以上10重量%以下の範囲が特に好ましい。多すぎるとガス発生効率の低下をもたらし、また、少なすぎると十分な燃焼速度を得ることができない。
【0048】
以上のような構成によるガス発生剤4は、プレス成型或いは押出成型による成型体が好ましく、より好ましくは押出成型体で、その形状としては、例えば、ペレット状(一般に、医薬品の1つの形状である錠剤の形にあたるもの)、円柱状、筒状、ディスク状又は両端が閉鎖された中空体形状等が挙げられる。筒状には、円筒状が挙げられ、円筒状には単孔円筒状、多孔円筒状が挙げられる。両端が閉鎖された中空体形状には、両端が閉鎖された円筒状が含まれる。なお、ガス発生剤4の成型体の両端が閉鎖された状態とは、両端に開いた孔が外から内への力2つによって閉鎖された状態のことをいう。孔は、完全に塞がった状態でも、塞ぎきれていない状態でもいずれでも良い。
【0049】
この両端が閉鎖された中空体形状のガス発生剤4の製造方法の一例を説明する。前述した含窒素化合物、酸化剤、スラグ形成剤及びバインダで構成される非アジド系組成物は、まず、V型混合機、またはボールミル等によって混合される。更に水、又は溶媒(例えば、エタノール)を添加しながら混合し、湿った状態の薬塊を得ることができる。ここで、湿った状態とは、ある程度の可塑性を有する状態であり、水又は溶媒を好ましくは10重量%以上25重量%以下、より好ましくは13重量%以上18重量%以下含有している状態にあるものをいう。この後、この湿った状態の薬塊をそのまま押出成型機(例えば、ダイス及び内孔用ピンを出口に備えたもの)により、外径が、好ましくは1.4mm以上4mm以下で、より好ましくは1.5mm以上3.5mm以下であり、内径が、好ましくは0.3mm以上1.2mm以下であり、より好ましくは0.5mm以上1.2mm以下の中空筒状成型体に押出成型する。
【0050】
その後、押出成型機で押出された中空筒状成型体を一定間隔で押圧して両端が閉鎖された筒状成型体が得られる。通常は、この中空筒状成型体を一定間隔で押圧した後、それぞれ閉鎖された窪み部分で折るようにして切断した後、通常、50℃以上60℃以下の範囲で4時間以上10時間以下乾燥し、次いで、通常、105℃以上120℃以下の範囲で6時間以上10時間以下の範囲で乾燥という2段階による乾燥を行うことにより、端部が閉鎖された状態で、内部に空間を有した筒状のガス発生剤を得ることができる。このように得られたガス発生剤の長さは、通常、1.5mm以上8mm以下の範囲にあり、好ましくは1.5mm以上7mm以下の範囲にあり、より好ましくは2mm以上6.5mm以下の範囲にある。
【0051】
また、ガス発生剤4の線燃焼速度は定圧条件下で測定され、経験的に以下のVielleの式に従う。
r=aPn
ここで、rは線燃焼速度、aは定数、Pは圧力、nは圧力指数を示す。この圧力指数nは、Y軸の燃焼速度の対数に対するX軸の圧力の対数プロットによる勾配を示すものである。
【0052】
本実施形態に係るガス発生器に用いられるガス発生剤の好ましい線燃焼速度の範囲は、70kgf/cm2下で3mm/秒以上60mm/秒以下であり、より好ましくは5mm/秒以上35mm/秒以下であり、また、好ましい圧力指数の範囲はn=0.90以下、より好ましくはn=0.75以下、更に好ましくはn=0.60以下、特に好ましくはn=0.60以上0.30以下である。
【0053】
また、線燃焼速度を測定する方法としては、ストランドバーナ法、小型モータ法、密閉圧力容器法が一般に挙げられる。具体的には所定の大きさにプレス成型した後、表面にリストリクターを塗布することにより得られた試験片を用いて、ヒューズ切断法等により、高圧容器中で燃焼速度を測定する。この時、高圧容器内の圧力を変数に線燃焼速度測定し、上記Vielleの式から圧力指数を求めることができる。
【0054】
ガス発生剤が、好ましくは非アジド系ガス発生剤であるため、使用される原料は人体有害性の小さいものである。また、燃料成分、酸化剤成分を選択することにより、発生ガスモル当たりの発熱量を抑えることができ、ガス発生器の小型、軽量化が可能となる。
【0055】
また、内筒体16に装填される伝火剤17としては、一般に用いられている次のような組成物を含むものが用いられる。B/KNO3に代表される金属粉、酸化剤を含む組成物、含窒素化合物/酸化剤/金属粉を含む組成物、或いは、前述のガス発生剤11と同様の組成物等が挙げられる。含窒素化合物としては、ガス発生剤の燃料成分(アミノテトラゾール、硝酸グアニジン等)として使用可能なものが挙げられる。酸化剤としては、例えば硝酸カリウム、硝酸ナトリウム、硝酸ストロンチウム等の硝酸塩が挙げられる。
【0056】
金属粉としては、例えばホウ素、マグネシウム、アルミニウム、マグナリウム(マグネシウム−アルミニウム合金)、チタン、ジルコニウム、タングステン等が挙げられる。好ましい組合せとしては、5−アミノテトラゾ−ル、硝酸カリウム、ホウ素を含むもの、硝酸グアニジン、硝酸カリウム、ホウ素等を挙げることができる。そして、必要に応じて、ガス発生剤で使用可能な成型用バインダを0%重量以上10%重量以下含んでもよい。
【0057】
また、伝火剤17の形状は、粒状、顆粒状、ペレット状(一般に、医薬品の錠剤の形にあたるもの)、円柱状、筒状又はディスク状等が挙げられる。筒状には、例えば円筒状が挙げられ、円筒状には、例えば単孔円筒状、多孔円筒状等が挙げられる。製造方法としては、例えば粉末混合、造粒法(攪拌造粒、噴霧乾燥造粒、押出造粒、転動造粒、圧縮造粒等)、打錠成型法等が挙げられる。
【0058】
また、この燃焼室5のクロージャシェル2の鏡板部10側には、クッション部材22が設けられている。これらクッション部材22は、例えば、セラミックスファイバー、発泡シリコン等で形成されており、振動等によって、燃焼室5内に装填されているガス発生剤4の割れ等の破壊を防止している。
【0059】
本実施形態のガス発生器30は、1筒式のガス発生器として、主に、自動車の助手席用のエアバッグを膨らませるガス発生器に利用され、各鏡板部14,10の底部間距離Hは、45mm以上、90mm以下の範囲とすることが好ましい。該ガス発生器は、助手席側のインストルメントパネル内に装着されることになるエアバッグモジュールに組み込まれる。そして、ガス発生器30の点火手段7は、図示省略する車両側コネクタに接続される。なお、運転席側に用いることも可能である。2筒式のガス発生器としてもエアバッグモジュールに組み込むことも可能である。
【0060】
本実施形態のガス発生器では、ガス発生器を小型軽量化した場合であっても、従来と同様の量のガス発生剤を充填することができ、ガス発生量が少なくなることがない。また、従来と同等のガス発生量を得ることができるにもかかわらず、小型軽量化が可能となるのは、ハウジングに鏡板部14,10が形成されているため、ハウジング内部に圧力の集中する部分がなく、高い圧力にも十分に耐え得ることができ、ガス発生時のハウジングの変形が極めて小さいからである。
【0061】
以上のようして、自動車に接続されたガス発生器30は、例えば、衝突センサが自動車の衝突を検出することで、点火手段7に接続されているスクイブ点火回路によって点火手段7が作動(通電発火)して、燃焼室5内のガス発生剤4を燃焼させることで、高温ガスを発生させる。このとき、燃焼室5内は圧力が上昇するが、ハウジング3は略球形状であるため、燃焼室5内での圧力上昇に十分に耐え得る強度を有し、変形は極めて小さい。
【0062】
そして、燃焼室5内で発生した高温ガスは、フィルタ部材6を通過して、ラプチャー部材11を破ってガス放出孔8a,8bから放出される。高温ガスがフィルタ部材6を通過する際に、ガスの冷却及び残渣の捕集がなされる。また、フィルタ部材6が、燃焼室5の略全域にわたり設けられているため、フィルタ部材6を有効に利用することができる。このため、十分に冷却されるとともに、残渣が十分に捕集されたガスを放出することが可能となる。
【0063】
さらに、ガス放出孔8a,8bが、複数の孔径で形成されるとともに、強度の異なるラプチャー部材で塞がれているため、常温、低温、高温の各温度域で、安定したガス発生特性を示すことができる。
【0064】
[参考例1]
(実施形態のガス発生器に使用する両端が閉鎖された中空体形状のガス発生剤の製造例)
硝酸グアニジン43.5重量%、硝酸ストロンチウム25重量%、塩基性硝酸銅25重量%、酸性白土2.5重量%、ポリアクリルアミド4重量%の組成で混合した組成物に、エタノール3重量%と、水13重量%を加えて混合、混練し、混練塊にして、出口に内径2mmのダイスと外径0.5mmの内孔用ピンを備えた押出機にて、押出圧8MPaで押出して、押出棒状の成型体を引取りベルトで引取りながら、成型用歯車間に送り出し、成型用歯車の凸歯によって4.4mmの間隔で窪み部分を形成するようにし、その窪み部分で折るようにして切断した後、55℃で8時間乾燥し、次いで110℃で8時間乾燥し、ガス発生剤とした。
【0065】
尚、本発明は、上記の好ましい実施形態に記載されているが、本発明はそれだけに制限されない。本発明の精神と範囲から逸脱することのない様々な実施形態が他になされることができることは理解されよう。
【図面の簡単な説明】
【0066】
【図1】本実施形態の一例のガス発生器の断面図
【図2】本実施形態におけるガス発生器の外観図
【図3】本実施形態に係るガス発生器の鏡板部の短軸d1と長軸d2とを説明する図
【図4】従来の2筒式のガス発生器の一例を示す断面図
【符号の説明】
【0067】
D 直径
H 底部間距離
h 筒部の長さ
d 孔間距離
D1 小孔径
D2 大孔径
1 イニシエータシェル
2 クロージャシェル
3 ハウジング
4 ガス発生剤
5 燃焼室
6 フィルタ部材
7 点火手段
8a 小径のガス放出孔
8b 大径のガス放出孔
9 筒部
10 鏡板部
11 ラプチャー部材
12 フランジ部
13 筒部
14 鏡板部
15 伝火孔
16 内筒体
17 伝火剤
18 点火器
19 点火手段保持部
20,21 押え部材
22 クッション部材
30 ガス発生器
【技術分野】
【0001】
本発明は、エアバッグ等を膨張させるのに好適なガス発生器に関する。
【背景技術】
【0002】
自動車の衝突時に生じる衝撃から乗員を保護するため、急速にエアバッグを膨張展開させるガス発生器は、ステアリングホイール内やインストルメントパネル内に装着されたエアバッグモジュールに組み込まれている。そして、ガス発生器は、コントロールユニット(作動器)からの通電によって点火器(スクイブ)を発火させ、この火炎によりガス発生剤を燃焼させて、多量のガスを急激に発生させるものである。
【0003】
従来のガス発生器としては、ガス発生剤の点火室に相当する中央空間部と、その外部に同心状に形成され、ガスの燃焼・冷却・スラグ捕集を行う燃焼・フィルタ室に相当する環状空間部とを有するいわゆる2筒式のガス発生器がある。この種のガス発生器としては、例えば、図4に示すような特許文献1に開示されているものがある。図4は、短円筒状ガス発生器を径方向に沿って切った断面の略半分を示している。このガス発生器は、ガス発生器のハウジングとして、2筒構造の上容器51と、2重短管構造の下容器54とを突き合わせて摩擦溶接することにより得られるハウジング構造の中央空間部を点火室Pとし、その周囲の環状空間部を燃焼室G、フィルタ室Pとする。
【0004】
点火室Pには、下方からスクイブ68、伝火薬69が内装される。一方、燃焼室G、フィルタ室Fには、断面が両フランジのある凹形のリング状蓋部材66を、各フランジ66d、66eがそれぞれ、上容器51のバリ52b、53bに当接して固定し、この蓋部材66と上容器51とで挟まれた環状空間にガス発生剤57、冷却・スラグ捕集部材60を径方向に順に収納することにより、燃焼室G、フィルタ室Fを形成している。
【0005】
また、ガス発生剤57の層の上面70及び下面71には、それぞれ、リング状のクッション部材58,59を介装している。また、冷却・スラグ捕集部材60の上面及び下面にはそれぞれ、シール部材61及び62を介装している。さらに、ガス放出用オリフィス53aを塞ぐようなアルミ箔64及び伝火用オリフィス52aを塞ぐようなアルミ箔65を貼り付けたものである。このような構成にすることで、ガス発生室G内で発生したガスによる内圧の上昇に十分に耐え得るガス発生器が得られている。
【特許文献1】特開平9−207705号公報
【0006】
しかしながら、この種の2筒式ガス発生器の場合、図4に示すように、ガス発生器を構成する部品点数が多く、また、構造も複雑化していた。このため、ガス発生器の安全性を維持しつつ、製造コストを低減するにもある程度の限度があった。
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、ガス発生器の構造を簡易化できると共に、構成部品点数を少なくした場合であっても、ガス発生器の高い安全性を維持でき得るガス発生器を提供することを目的とする。
[課題を解決するための手段及び効果]
【0008】
本発明は、上記目的を達成するために以下のような幾つかの特徴を主に有している。本発明において、以下の主な特徴は単独で、若しくは、適宜組合わされて備えられている。
【0009】
本発明のガス発生器は、ハウジングと、ガス発生剤と、フィルタ部材と、点火手段とを有する。
前記ハウジングは、イニシエータシェルとクロージャシェルとで形成される金属製のハウジングである。前記ハウジング内に燃焼室が形成されている。前記ガス発生剤は前記燃焼室に装填されており、燃焼により高温ガスを発生する。複数のガス放出孔が前記ハウジングに形成され、前記燃焼室で発生したガスを放出する。
前記フィルタ部材は、前記燃焼室の周囲に配置されている。前記点火手段は、前記ハウジングに装着され前記燃焼室内の前記ガス発生剤を着火燃焼させる。
【0010】
前記ハウジングを形成するイニシエータシェルとクロージャシェルのいずれか一方又は両方が、半球形状又は半楕円球形状の鏡板部と前記鏡板部から連続して形成される直径Dの筒部を有する。前記筒部の直径Dと前記イニシエータシェルとクロージャシェルの各鏡板部の底部間距離Hとの比H/Dの範囲が、0.4以上1.3以下である。
上記構成によれば、部品点数を少なくでき、簡易な構造とできるため、ガス発生器の小型化、製造コストの大幅な低減が可能となる。更に、部品点数が少なく、簡易な構造であっても、燃焼室内でガス発生剤の燃焼により発生したガスによってハウジング内の圧力が高まった場合、ハウジングの変形を抑制することができる。また、複数のガス放出孔を設けることによって、燃焼室から放出される高温ガスを安定して供給することができる。
【0011】
前記ガス放出孔の開口面積の総和Atに対するガス発生剤の表面積の総和Aの比率A/Atが1300を超え、2000以下である。
比率A/Atが、上記範囲外の場合、用いるガス発生剤が燃焼しにくいことがあり、また、2000を越える場合は、ガス発生器の強度、コスト、重量が増えるので、ガス発生器の製造面等において不利である。
【0012】
前記ガス放出孔の孔径が2種類以上であることが好ましい。
前記ガス放出孔が、1列又は複数列に配列されていることが好ましい。
前記ガス放出孔が、大小2種類の孔径で、2列にジグザグ状に配列されてなり、前記ガス放出孔の小孔径D1と大孔径D2との比D1/D2が、0.1以上1.0以下の範囲が好ましい。
前記ガス放出孔が2列にジグザグ状に配列している場合において、各ガス放出孔の前記ハウジングの軸方向の孔間距離dと、小孔径D1・大孔径D2との関係が次のようであることが好ましい。
d≧(D1+D2)/2
【0013】
前記ガス放出孔はラプチャー部材によって塞がれており、前記ラプチャー部材が、金属製の板であることが好ましい。前記金属としては、アルミニウム、鋼、ステンレスが挙げられる。
前記ラプチャー部材の厚みが、0.01mm以上0.3mm以下の範囲が好ましい。
前記ラプチャー部材は、前記ガス放出孔の孔径に応じて、その強度が異なるように設けられ、前記ガス放出孔の孔径の小さいものほど前記ラプチャー部材の強度が高くなるように設けられていることが好ましい。
【0014】
前記ガス放出孔の孔径の小さいものほど前記ラプチャー部材の強度を高くするとき、前記孔径の比率で前記ラプチャー部材の強度を示した場合、T1/T2=D2/D1とみなすことができる。
ここで、
T1:小さい孔径D1を有するガス放出孔に貼付されているラプチャー部材の強度
T2:大きい孔径D2を有するガス放出孔に貼付されているラプチャー部材の強度。
そこで、それぞれに孔径が異なる複数のガス放出孔にそれぞれ設けられている前記ラプチャー部材の強度に関して、T1/T2=D2/D1が2以上8以下となるように前記ラプチャー部材の強度が調整されていることが好ましい。
【発明を実施するための最良の形態】
【0015】
以下、図面を参照しつつ、本発明に係るガス発生器の実施形態について説明する。
図1に本発明に係るガス発生器の実施形態の一例であるガス発生器30の断面図を示す。図1において、ガス発生器30は、エアバッグを膨張展開させるもので、ハウジング3と、ガス発生剤4と、フィルタ部材6と、点火手段7とを有する。
【0016】
前記ハウジング3は、イニシエータシェル1とクロージャシェル2とで形成される金属製のハウジングである。前記金属として、鉄、ステンレス、アルミニウム、鋼材等の金属が挙げられる。前記ハウジング3内には燃焼室5が形成されている。前記ガス発生剤4は前記燃焼室5に装填されており、燃焼により高温ガスを発生する。複数のガス放出孔8a,8bが前記ハウジング3に形成され、前記燃焼室5で発生したガスを放出する。
前記フィルタ部材6は、前記燃焼室5の周囲に配置されている。前記点火手段7は、前記ハウジング3に装着され前記燃焼室5内の前記ガス発生剤4を着火燃焼させる。
【0017】
クロージャシェル2は、直径Dの筒部9と、筒部9から連続して形成される半球形状の鏡板部10と、筒部9から径外方に延びるフランジ部12とで構成されている。イニシエ−タシェル1及びクロージャシェル2の肉厚は、1.5mm以上3mm以下の範囲が好ましい。
また、イニシエータシェル1とクロージャシェル2とが接合されて形成されるハウジング3は、イニシエータシェル1とクロージャシェル2の各鏡板部14,10の底部間距離Hと、筒部9,13の直径Dとの比H/Dが、通常0.4以上1.3以下、好ましくは0.6以上1.3以下である。
【0018】
上記比H/Dが0.4未満の場合、構造上、ガス発生器の組立ができなくなる虞があり、1.3を越える場合、シリンダ−型のガス発生器の構造に近づいてしまう。よって、このような範囲とすることで、ガス発生器を小型化できるとともに、燃焼室5内で発生するガスによる圧力にも十分に耐え得る強度を持たせることができる。
【0019】
筒部9には、図2に示すように、複数のガス放出孔8a,8bが、その周囲にジグザグに形成されていることが好ましく、2列にジグザグに形成されていることが好ましい。ガス放出孔8a,8bが、ジグザグに形成されることで、ハウジング3内で発生したガスが、集中することなく放出されるため、フィルタ部材6の損傷を抑制する。また、フィルタ部材6を広い範囲で使用することができ、フィルタ部材6を効率良く利用することができる。これら、ガス放出孔8a,8bは、ジグザグに形成される以外にも、例えば、1列に形成されていても良く、2列、3列等の複数列形成することで、同様の効果を得ることもできる。
【0020】
また、これらガス放出孔8a,8bは、その開口面積の総和(At)に対するガス発生剤4の表面積の総和(A)の比率(A/At)が、通常1300を超え、2000以下である。比率(A/At)が、上記範囲外の場合、用いるガス発生剤が燃焼しにくいことがあり、また、2000を越える場合は、ガス発生器の強度、コスト、重量が増えるので、ガス発生器の製造面等において不利である。そして、常温、高温、低温時の各温度域において、ガス発生の安定化を図る為に、これらガス放出孔8a,8bとしては、異なる孔径を複数設ける必要がある。その孔径は2種類以上であることが好ましい。
【0021】
本実施形態におけるガス放出孔8a,8bは、大小2種類の孔径で、2列にジグザグ状に配列されている。これらガス放出孔8a,8bの小孔8aの小孔径D1と、大孔8bの大孔径D2の比D1/D2が0.1以上1.0以下、好ましくは0.2以上0.8以下、さらに好ましくは0.3以上0.6以下であることが好ましい。大小2種類のガス放出孔8a,8bの関係をこのような関係とすることによって、各温度域において、安定したガス発生を行うことができる。
【0022】
また、前記大小2種類のガス放出孔8a,8bの間の距離に関して、ハウジング3の筒部の軸方向の距離dと、小孔径D1・大孔径D2との関係が次のようであることが好ましい。
d≧(D1+D2)/2
これによって、前述したように、ハウジング3内で発生したガスが、集中することなく放出されるため、フィルタ部材6の損傷を確実に抑制する。また、フィルタ部材6を広い範囲で使用することができ、フィルタ部材6をより一層、効率良く利用することができる。
【0023】
また、図1に示すように、これら大小2種類のガス放出孔8a,8bは、筒部9の内周部に貼り付けられた帯状のアルミニウム、鋼、ステンレス等の帯状テープのラプチャー部材11によって閉じられている。それによって、燃焼室5内の空間は密封されている。この筒部9の長さhは5mm以上が好ましく、5mm以上30mm以下がより好ましく、10mm以上30mm以下が特に好ましい。これによって、ラプチャー部材11として帯状テープを用いることができると共に、ラプチャー部材11を容易に且つ確実に貼り付けることができるからである。
【0024】
そして、このラプチャー部材11は、厚みが0.01mm以上0.3mm以下であることが好ましい。また、前記大小2種類のガス放出孔8a,8bの孔径に応じて、その強度が異なるように設けられている。具体的には、ガス放出孔の孔径の小さいものほどラプチャー部材11の強度が高くなるように設けることが好ましい。
【0025】
前記ガス放出孔の孔径の小さいものほど前記ラプチャー部材の強度を高くするとき、前記孔径の比率で前記ラプチャー部材の強度を示した場合、T1/T2=D2/D1とみなすことができる。
ここで、
T1:小さい孔径D1を有するガス放出孔に貼付されているラプチャー部材の強度
T2:大きい孔径D2を有するガス放出孔に貼付されているラプチャー部材の強度
【0026】
そこで、それぞれに孔径が異なる複数のガス放出孔8a、8bにそれぞれ設けられている前記ラプチャー部材11の強度に関して、T1/T2=D2/D1が2以上8以下、好ましくは2.5以上7以下、さらに好ましくは3以上5以下となるように前記ラプチャー部材11の強度が調整されていることが好ましい。
このように、ラプチャー部材11の強度を各ガス放出孔8a,8bの孔径に応じて調整されて貼付することによって、各温度域において、ガス発生の性能差を小さくすることが可能となる。
【0027】
図3に示すように、鏡板部10の短軸d1と長軸d2との比d1/d2の範囲は1以上0.02以下であり、より好ましくは1以上0.1以下である。このような範囲内とすることによって、ガス発生器内で発生したガスによる内圧にも十分耐え得ることができる。また、鏡板部10は、曲率半径Rの半球形状をし、筒部9の直径Dとの比D/Rの範囲が0.3以上2以下であることが好ましい。より好ましい範囲は、0.9以上2以下である。
これによって、ガス発生器を小型化することが可能となる。このように、鏡板部を半球形状または半楕円球形状とすることによって、燃焼室5で発生するガスのガス圧力が集中する部分をなくすことができる。このため、ガス発生器の構成部品点数を少なくし、構造を簡易なものとした場合であっても、ガス発生時にハウジングの変形を極めて小さくすることができる。
【0028】
このクロージャシェル2に圧接、溶接等によって接合されるイニシエータシェル1は、前述のクロージャシェル2と同様、筒部13と、筒部13から連続して形成される半球形状の鏡板部14とで構成されている。そして、鏡板部14の中心部には、点火手段7が設けられている。
【0029】
このイニシエータシェル1の鏡板部14も、前述のクロージャシェル2の鏡板部10と同様に、短軸d1と長軸d2との比d1/d2の範囲が1以上0.02以下である。より好ましい範囲は1以上0.1以下である。これによって、イニシエータシェル1とクロージャシェル2とが、接合されて一体となったときに、略球形状あるいは略楕円球形状のハウジング3を形成することができる。
【0030】
図1に示すように、鏡板部14の中心部に設けられている点火手段7は、周囲に複数の伝火孔15を有する有底の内筒体16と、この内筒体16内に装填された伝火剤17と、この伝火剤17に接するように設けられた点火器18とで構成されている。
【0031】
内筒体16は、点火手段保持部19にカシメ固定等の任意の方法で固定されている。そして、内筒体16は、点火手段保持部19が鏡板部14に溶接等の任意の方法で固定されることで、イニシエータシェル1に固定されている。また、この内筒体16は、ハウジング3内に形成されている燃焼室5の一端側から、燃焼室5の略中心に至る長筒状となっている。そして、その周囲には、複数の伝火孔15が、内筒体16の軸方向に沿って長孔状に形成されている。これら伝火孔15は、内筒体16の軸方向に沿って相隣り合うもの同士が、図1に示すように並設されないようにジグザグに形成されている。このため、この点火手段7から噴出する熱流は、燃焼室5内全体に効率良く噴出される。なお、これら伝火孔15は、長孔状でなくてもよく、丸孔であっても良い。また、ジグザグに形成されていなくてもよい。
【0032】
これら、クロージャシェル2とイニシエータシェル1とで構成されるハウジング3内には、筒部9、13の内壁に沿って、燃焼室5の周囲に配置されたフィルタ部材6が設けられている。フィルタ部材6は、例えば、メリヤス編み金網、平織金網、クリンプ織り金属線材或いは巻き金属線材の集合体を円環状に成形することによって安価に製作される。このフィルタ部材6は、クロージャシェル2及びイニシエータシェル1の鏡板部10,14の内面にそれぞれ設けられている押え部材20,21によって、ハウジング3の内壁側に押えられている。
【0033】
フィルタ部材6の内周部には、ガス発生剤4が装填されている。そして、これらガス発生剤4が、点火手段7からの熱流によって燃焼する燃焼室5となっている。
【0034】
燃焼室5内に装填されているガス発生剤4は、非アジド系組成物であって、例えば、燃料と、酸化剤と、添加剤(バインダ、スラグ形成剤、燃焼調整剤)とで構成されるものを使用することができる。
【0035】
燃料としては、例えば含窒素化合物が挙げられる。含窒素化合物としては、例えば、トリアゾール誘導体、テトラゾール誘導体、グアニジン誘導体、アゾジカルボンアミド誘導体、ヒドラジン誘導体、ウレア誘導体、アンミン錯体から選ばれる1種又は2種以上の混合物を挙げることができる。
【0036】
トリアゾール誘導体の具体例としては、例えば、5−オキソ−1,2,4−トリアゾール、アミノトリアゾール等を挙げることができる。テトラゾール誘導体の具体例としては、例えば、テトラゾール、5−アミノテトラゾール、硝酸アミノテトラゾール、ニトロアミノテトラゾール、5,5’−ビ−1H−テトラゾール、5,5’−ビ−1H−テトラゾールジアンモニウム塩、5,5’−アゾテトラゾールジグアニジウム塩等が挙げられる。
【0037】
グアニジン誘導体の具体例としては、例えば、グアニジン、ニトログアニジン、シアノグアニジン、トリアミノグアニジン硝酸塩、硝酸グアニジン、硝酸アミノグアニジン、炭酸グアニジン等が挙げられる。アゾジカルボンアミド誘導体の具体例としては、例えば、アゾジカルボンアミド等が挙げられる。ヒドラジン誘導体の具体例としては、例えば、カルボヒドラジド、カルボヒドラジド硝酸塩錯体、蓚酸ジヒドラジド、ヒドラジン硝酸塩錯体等が挙げられる。ウレア誘導体としては、例えば、ビウレットが挙げられる。アンミン錯体としては、例えば、ヘキサアンミン銅錯体、ヘキサアンミンコバルト錯体、テトラアンミン銅錯体、テトラアンミン亜鉛錯体等が挙げられる。
【0038】
これらの含窒素化合物の中でもテトラゾール誘導体及びグアニジン誘導体から選ばれる1種又は2種以上が好ましく、特にニトログアニジン、硝酸グアニジン、シアノグアニジン、5−アミノテトラゾール、硝酸アミノグアニジン、炭酸グアニジンが好ましい。
【0039】
ガス発生剤4中におけるこれら含窒素化合物の配合割合は、分子式中の炭素原子、水素原子及びその他の酸化される原子の数によって異なるが、通常20重量%以上70重量%以下の範囲が好ましく、30重量%以上60重量%以下の範囲が特に好ましい。また、ガス発生剤に添加される酸化剤の種類により、含窒素化合物の配合割合の絶対数値は異なる。しかしながら、含窒素化合物の配合割合の絶対数値が、完全酸化理論量より多いと発生ガス中の微量CO濃度が増大する。一方、含窒素化合物の配合割合の絶対数値が、完全酸化理論量及びそれ以下になると発生ガス中の微量NOx濃度が増大する。従って両者の最適バランスが保たれる範囲が最も好ましい。
【0040】
酸化剤としては、アルカリ金属、アルカリ土類金属、遷移金属、アンモニウムから選ばれたカチオンを含む硝酸塩、亜硝酸塩、過塩素酸塩の少なくとも1種から選ばれた酸化剤が好ましい。硝酸塩以外の酸化剤、即ち亜硝酸塩、過塩素酸塩等のエアバッグインフレータ分野で多用されている酸化剤も用いることができるが、硝酸塩に比べて亜硝酸塩分子中の酸素数が減少すること又はバッグ外へ放出されやすい微粉状ミストの生成を減少させる等の観点から硝酸塩が好ましい。硝酸塩としては、例えば硝酸ナトリウム、硝酸カリウム、硝酸マグネシウム、硝酸ストロンチウム、相安定化硝酸アンモニウム、塩基性硝酸銅等を挙げることができ、硝酸ストロンチウム、相安定化硝酸アンモニウム、塩基性硝酸銅がより好ましい。
【0041】
ガス発生剤4中の酸化剤の配合割合は、用いられる含窒素化合物の種類と量により絶対数値は異なるが、30重量%以上80重量%以下の範囲が好ましく、特に上記のCO及びNOX濃度に関連して40重量%以上75重量%の範囲が好ましい。
【0042】
添加剤であるバインダは、ガス発生剤の燃焼挙動に大幅な悪影響を与えないものであれば何れでも使用可能である。バインダとしては、例えば、カルボキシメチルセルロースの金属塩、メチルセルロース、ヒドロキシエチルセルロース、酢酸セルロース、プロピオン酸セルロース、酢酸酪酸セルロース、ニトロセルロース、微結晶性セルロース、グアガム、ポリビニルアルコール、ポリアクリルアミド、澱粉等の多糖誘導体、ステアリン酸塩等の有機バインダ、二硫化モリブデン、合成ヒドロキシタルサイト、酸性白土、タルク、ベントナイト、ケイソウ土、カオリン、シリカ、アルミナ等の無機バインダを挙げることができる。
【0043】
バインダの配合割合はプレス成型の場合0重量%以上10重量%以下の範囲が好ましく、押出成型においては2重量%以上15重量%以下の範囲であることが好ましい。添加量が多くなるに従い成型体の破壊強度が強くなる。ところが、組成物中の炭素原子及び水素原子の数が増大し、炭素原子の不完全燃焼生成物である微量COガスの濃度が高くなり、発生ガスの品質が低下する。また、ガス発生剤の燃焼を阻害することから、最低量での使用が好ましい。特に15重量%を超える量では酸化剤の相対的存在割合の増大を必要とし、燃料の相対的割合が低下し、実用できるガス発生器システムの成立が困難となる。
【0044】
また、添加剤として、バインダ以外の成分としては、スラグ形成剤を配合することができる。スラグ形成剤は、ガス発生剤中の特に酸化剤成分から発生する金属酸化物との相互作用により、ガス発生器30内のフィルタ部材6でのろ過を容易にするために添加される。
【0045】
スラグ形成剤としては、例えば、窒化珪素、炭化珪素、酸性白土、シリカ、ベントナイト系、カオリン系等のアルミノケイ酸塩を主成分とする天然に産する粘土、合成マイカ、合成カオリナイト、合成スメクタイト等の人工的粘土、含水マグネシウムケイ酸塩鉱物の一種であるタルク等から選ばれるものを挙げることができ、これらの中でも酸性白土又はシリカが好ましく、特に酸性白土が好ましい。スラグ形成剤の配合割合は0重量%以上20重量%以下の範囲が好ましく、2重量%以上10重量%以下の範囲が特に好ましい。多すぎると線燃焼速度の低下及びガス発生効率の低下をもたらし、少なすぎるとスラグ形成能を十分発揮することができない。
【0046】
ガス発生剤4の好ましい組合せとしては、5−アミノテトラゾール、硝酸ストロンチウム、合成ヒドロタルサイト、及び窒化珪素を含むガス発生剤、または、硝酸グアニジン、硝酸ストロンチウム、塩基性硝酸銅、酸性白土を含むガス発生剤が挙げられる。
【0047】
また、必要に応じて燃焼調整剤を添加してもよい。燃焼調整剤としては金属酸化物、フェロシリコン、活性炭、グラファイト、或いはヘキソ−ゲン、オクト−ゲン、5−オキソ−3−ニトロ−1,2,4−トリアゾールといった化合火薬が使用可能である。燃焼調整剤の配合割合は0重量%以上20重量%以下の範囲が好ましく、2重量%以上10重量%以下の範囲が特に好ましい。多すぎるとガス発生効率の低下をもたらし、また、少なすぎると十分な燃焼速度を得ることができない。
【0048】
以上のような構成によるガス発生剤4は、プレス成型或いは押出成型による成型体が好ましく、より好ましくは押出成型体で、その形状としては、例えば、ペレット状(一般に、医薬品の1つの形状である錠剤の形にあたるもの)、円柱状、筒状、ディスク状又は両端が閉鎖された中空体形状等が挙げられる。筒状には、円筒状が挙げられ、円筒状には単孔円筒状、多孔円筒状が挙げられる。両端が閉鎖された中空体形状には、両端が閉鎖された円筒状が含まれる。なお、ガス発生剤4の成型体の両端が閉鎖された状態とは、両端に開いた孔が外から内への力2つによって閉鎖された状態のことをいう。孔は、完全に塞がった状態でも、塞ぎきれていない状態でもいずれでも良い。
【0049】
この両端が閉鎖された中空体形状のガス発生剤4の製造方法の一例を説明する。前述した含窒素化合物、酸化剤、スラグ形成剤及びバインダで構成される非アジド系組成物は、まず、V型混合機、またはボールミル等によって混合される。更に水、又は溶媒(例えば、エタノール)を添加しながら混合し、湿った状態の薬塊を得ることができる。ここで、湿った状態とは、ある程度の可塑性を有する状態であり、水又は溶媒を好ましくは10重量%以上25重量%以下、より好ましくは13重量%以上18重量%以下含有している状態にあるものをいう。この後、この湿った状態の薬塊をそのまま押出成型機(例えば、ダイス及び内孔用ピンを出口に備えたもの)により、外径が、好ましくは1.4mm以上4mm以下で、より好ましくは1.5mm以上3.5mm以下であり、内径が、好ましくは0.3mm以上1.2mm以下であり、より好ましくは0.5mm以上1.2mm以下の中空筒状成型体に押出成型する。
【0050】
その後、押出成型機で押出された中空筒状成型体を一定間隔で押圧して両端が閉鎖された筒状成型体が得られる。通常は、この中空筒状成型体を一定間隔で押圧した後、それぞれ閉鎖された窪み部分で折るようにして切断した後、通常、50℃以上60℃以下の範囲で4時間以上10時間以下乾燥し、次いで、通常、105℃以上120℃以下の範囲で6時間以上10時間以下の範囲で乾燥という2段階による乾燥を行うことにより、端部が閉鎖された状態で、内部に空間を有した筒状のガス発生剤を得ることができる。このように得られたガス発生剤の長さは、通常、1.5mm以上8mm以下の範囲にあり、好ましくは1.5mm以上7mm以下の範囲にあり、より好ましくは2mm以上6.5mm以下の範囲にある。
【0051】
また、ガス発生剤4の線燃焼速度は定圧条件下で測定され、経験的に以下のVielleの式に従う。
r=aPn
ここで、rは線燃焼速度、aは定数、Pは圧力、nは圧力指数を示す。この圧力指数nは、Y軸の燃焼速度の対数に対するX軸の圧力の対数プロットによる勾配を示すものである。
【0052】
本実施形態に係るガス発生器に用いられるガス発生剤の好ましい線燃焼速度の範囲は、70kgf/cm2下で3mm/秒以上60mm/秒以下であり、より好ましくは5mm/秒以上35mm/秒以下であり、また、好ましい圧力指数の範囲はn=0.90以下、より好ましくはn=0.75以下、更に好ましくはn=0.60以下、特に好ましくはn=0.60以上0.30以下である。
【0053】
また、線燃焼速度を測定する方法としては、ストランドバーナ法、小型モータ法、密閉圧力容器法が一般に挙げられる。具体的には所定の大きさにプレス成型した後、表面にリストリクターを塗布することにより得られた試験片を用いて、ヒューズ切断法等により、高圧容器中で燃焼速度を測定する。この時、高圧容器内の圧力を変数に線燃焼速度測定し、上記Vielleの式から圧力指数を求めることができる。
【0054】
ガス発生剤が、好ましくは非アジド系ガス発生剤であるため、使用される原料は人体有害性の小さいものである。また、燃料成分、酸化剤成分を選択することにより、発生ガスモル当たりの発熱量を抑えることができ、ガス発生器の小型、軽量化が可能となる。
【0055】
また、内筒体16に装填される伝火剤17としては、一般に用いられている次のような組成物を含むものが用いられる。B/KNO3に代表される金属粉、酸化剤を含む組成物、含窒素化合物/酸化剤/金属粉を含む組成物、或いは、前述のガス発生剤11と同様の組成物等が挙げられる。含窒素化合物としては、ガス発生剤の燃料成分(アミノテトラゾール、硝酸グアニジン等)として使用可能なものが挙げられる。酸化剤としては、例えば硝酸カリウム、硝酸ナトリウム、硝酸ストロンチウム等の硝酸塩が挙げられる。
【0056】
金属粉としては、例えばホウ素、マグネシウム、アルミニウム、マグナリウム(マグネシウム−アルミニウム合金)、チタン、ジルコニウム、タングステン等が挙げられる。好ましい組合せとしては、5−アミノテトラゾ−ル、硝酸カリウム、ホウ素を含むもの、硝酸グアニジン、硝酸カリウム、ホウ素等を挙げることができる。そして、必要に応じて、ガス発生剤で使用可能な成型用バインダを0%重量以上10%重量以下含んでもよい。
【0057】
また、伝火剤17の形状は、粒状、顆粒状、ペレット状(一般に、医薬品の錠剤の形にあたるもの)、円柱状、筒状又はディスク状等が挙げられる。筒状には、例えば円筒状が挙げられ、円筒状には、例えば単孔円筒状、多孔円筒状等が挙げられる。製造方法としては、例えば粉末混合、造粒法(攪拌造粒、噴霧乾燥造粒、押出造粒、転動造粒、圧縮造粒等)、打錠成型法等が挙げられる。
【0058】
また、この燃焼室5のクロージャシェル2の鏡板部10側には、クッション部材22が設けられている。これらクッション部材22は、例えば、セラミックスファイバー、発泡シリコン等で形成されており、振動等によって、燃焼室5内に装填されているガス発生剤4の割れ等の破壊を防止している。
【0059】
本実施形態のガス発生器30は、1筒式のガス発生器として、主に、自動車の助手席用のエアバッグを膨らませるガス発生器に利用され、各鏡板部14,10の底部間距離Hは、45mm以上、90mm以下の範囲とすることが好ましい。該ガス発生器は、助手席側のインストルメントパネル内に装着されることになるエアバッグモジュールに組み込まれる。そして、ガス発生器30の点火手段7は、図示省略する車両側コネクタに接続される。なお、運転席側に用いることも可能である。2筒式のガス発生器としてもエアバッグモジュールに組み込むことも可能である。
【0060】
本実施形態のガス発生器では、ガス発生器を小型軽量化した場合であっても、従来と同様の量のガス発生剤を充填することができ、ガス発生量が少なくなることがない。また、従来と同等のガス発生量を得ることができるにもかかわらず、小型軽量化が可能となるのは、ハウジングに鏡板部14,10が形成されているため、ハウジング内部に圧力の集中する部分がなく、高い圧力にも十分に耐え得ることができ、ガス発生時のハウジングの変形が極めて小さいからである。
【0061】
以上のようして、自動車に接続されたガス発生器30は、例えば、衝突センサが自動車の衝突を検出することで、点火手段7に接続されているスクイブ点火回路によって点火手段7が作動(通電発火)して、燃焼室5内のガス発生剤4を燃焼させることで、高温ガスを発生させる。このとき、燃焼室5内は圧力が上昇するが、ハウジング3は略球形状であるため、燃焼室5内での圧力上昇に十分に耐え得る強度を有し、変形は極めて小さい。
【0062】
そして、燃焼室5内で発生した高温ガスは、フィルタ部材6を通過して、ラプチャー部材11を破ってガス放出孔8a,8bから放出される。高温ガスがフィルタ部材6を通過する際に、ガスの冷却及び残渣の捕集がなされる。また、フィルタ部材6が、燃焼室5の略全域にわたり設けられているため、フィルタ部材6を有効に利用することができる。このため、十分に冷却されるとともに、残渣が十分に捕集されたガスを放出することが可能となる。
【0063】
さらに、ガス放出孔8a,8bが、複数の孔径で形成されるとともに、強度の異なるラプチャー部材で塞がれているため、常温、低温、高温の各温度域で、安定したガス発生特性を示すことができる。
【0064】
[参考例1]
(実施形態のガス発生器に使用する両端が閉鎖された中空体形状のガス発生剤の製造例)
硝酸グアニジン43.5重量%、硝酸ストロンチウム25重量%、塩基性硝酸銅25重量%、酸性白土2.5重量%、ポリアクリルアミド4重量%の組成で混合した組成物に、エタノール3重量%と、水13重量%を加えて混合、混練し、混練塊にして、出口に内径2mmのダイスと外径0.5mmの内孔用ピンを備えた押出機にて、押出圧8MPaで押出して、押出棒状の成型体を引取りベルトで引取りながら、成型用歯車間に送り出し、成型用歯車の凸歯によって4.4mmの間隔で窪み部分を形成するようにし、その窪み部分で折るようにして切断した後、55℃で8時間乾燥し、次いで110℃で8時間乾燥し、ガス発生剤とした。
【0065】
尚、本発明は、上記の好ましい実施形態に記載されているが、本発明はそれだけに制限されない。本発明の精神と範囲から逸脱することのない様々な実施形態が他になされることができることは理解されよう。
【図面の簡単な説明】
【0066】
【図1】本実施形態の一例のガス発生器の断面図
【図2】本実施形態におけるガス発生器の外観図
【図3】本実施形態に係るガス発生器の鏡板部の短軸d1と長軸d2とを説明する図
【図4】従来の2筒式のガス発生器の一例を示す断面図
【符号の説明】
【0067】
D 直径
H 底部間距離
h 筒部の長さ
d 孔間距離
D1 小孔径
D2 大孔径
1 イニシエータシェル
2 クロージャシェル
3 ハウジング
4 ガス発生剤
5 燃焼室
6 フィルタ部材
7 点火手段
8a 小径のガス放出孔
8b 大径のガス放出孔
9 筒部
10 鏡板部
11 ラプチャー部材
12 フランジ部
13 筒部
14 鏡板部
15 伝火孔
16 内筒体
17 伝火剤
18 点火器
19 点火手段保持部
20,21 押え部材
22 クッション部材
30 ガス発生器
【特許請求の範囲】
【請求項1】
イニシエータシェル(1)とクロージャシェル(2)とで形成される金属製のハウジング(3)と、
前記ハウジング(3)内に形成され、燃焼により高温ガスを発生するガス発生剤(4)が装填された燃焼室(5)と、
前記燃焼室(5)の周囲に配置されたフィルタ部材(6)と、
前記ハウジング(3)に装着され前記燃焼室(5)内の前記ガス発生剤(4)を着火燃焼させる点火手段(7)と、
前記ハウジング(3)に形成され、前記燃焼室(5)で発生したガスを放出する複数のガス放出孔(8a,8b)を有してなるガス発生器(30)であって、
前記ハウジング(3)を形成するイニシエータシェル(1)とクロージャシェル(2)のいずれか一方又は両方が、半球形状又は半楕円球形状の鏡板部(14,10)と前記鏡板部(14,10)から連続して形成される直径Dの筒部(13,9)を有し、前記筒部(13,9)の直径Dと前記イニシエータシェル(1)とクロージャシェル(2)の各鏡板部(14,10)の底部間距離Hとの比H/Dの範囲が、0.4以上1.3以下であり、
前記ガス放出孔(8a,8b)の開口面積の総和(At)に対するガス発生剤(4)の表面積の総和(A)の比率(A/At)が1300を超え、2000以下であるガス発生器。
【請求項2】
前記ガス放出孔(8a,8b)の孔径が2種類以上である請求項1に記載のガス発生器。
【請求項3】
前記ガス放出孔(8a,8b)が、1列又は複数列に配列されている請求項1に記載のガス発生器。
【請求項4】
前記ガス放出孔(8a,8b)が、大小2種類の孔径で、2列にジグザグ状に配列されてなり、前記ガス放出孔(8a,8b)の小孔径(D1)/大孔径(D2)の比(D1/D2)が、0.1以上1.0以下である請求項1に記載のガス発生器。
【請求項5】
前記ガス放出孔(8a,8b)が2列にジグザグ状に配列している場合において、各ガス放出孔(8a,8b)の前記ハウジング(3)の軸方向の孔間距離dと、小孔径D1・大孔径D2との関係が
d≧(D1+D2)/2
である請求項4に記載のガス発生器。
【請求項6】
前記ガス放出孔(8a,8b)はラプチャー部材(11)によって塞がれており、前記ラプチャー部材(11)が、アルミニウム、鋼、ステンレスのいずれかからなる金属製の板材である請求項1に記載のガス発生器。
【請求項7】
前記ラプチャー部材(11)の厚みが、0.01mm以上0.3mm以下である請求項6に記載のガス発生器。
【請求項8】
前記ラプチャー部材(11)は、前記ガス放出孔(8a,8b)の孔径に応じて、その強度が異なるように設けられ、前記ガス放出孔(8a,8b)の孔径の小さいものほど前記ラプチャー部材(11)の強度が高くなるように設けられている請求項6に記載のガス発生器。
【請求項9】
それぞれに孔径が異なる複数のガス放出孔(8a,8b)にそれぞれ設けられている前記ラプチャー部材(11)の強度に関し、
T1/T2=D2/D1とみなして、
T1/T2=D2/D1が2以上8以下となるように前記ラプチャー部材の強度が調整されている請求項6に記載のガス発生器。
ここで、
T1:小さい孔径D1を有するガス放出孔に貼付されているラプチャー部材の強度
T2:大きい孔径D2を有するガス放出孔に貼付されているラプチャー部材の強度
【請求項1】
イニシエータシェル(1)とクロージャシェル(2)とで形成される金属製のハウジング(3)と、
前記ハウジング(3)内に形成され、燃焼により高温ガスを発生するガス発生剤(4)が装填された燃焼室(5)と、
前記燃焼室(5)の周囲に配置されたフィルタ部材(6)と、
前記ハウジング(3)に装着され前記燃焼室(5)内の前記ガス発生剤(4)を着火燃焼させる点火手段(7)と、
前記ハウジング(3)に形成され、前記燃焼室(5)で発生したガスを放出する複数のガス放出孔(8a,8b)を有してなるガス発生器(30)であって、
前記ハウジング(3)を形成するイニシエータシェル(1)とクロージャシェル(2)のいずれか一方又は両方が、半球形状又は半楕円球形状の鏡板部(14,10)と前記鏡板部(14,10)から連続して形成される直径Dの筒部(13,9)を有し、前記筒部(13,9)の直径Dと前記イニシエータシェル(1)とクロージャシェル(2)の各鏡板部(14,10)の底部間距離Hとの比H/Dの範囲が、0.4以上1.3以下であり、
前記ガス放出孔(8a,8b)の開口面積の総和(At)に対するガス発生剤(4)の表面積の総和(A)の比率(A/At)が1300を超え、2000以下であるガス発生器。
【請求項2】
前記ガス放出孔(8a,8b)の孔径が2種類以上である請求項1に記載のガス発生器。
【請求項3】
前記ガス放出孔(8a,8b)が、1列又は複数列に配列されている請求項1に記載のガス発生器。
【請求項4】
前記ガス放出孔(8a,8b)が、大小2種類の孔径で、2列にジグザグ状に配列されてなり、前記ガス放出孔(8a,8b)の小孔径(D1)/大孔径(D2)の比(D1/D2)が、0.1以上1.0以下である請求項1に記載のガス発生器。
【請求項5】
前記ガス放出孔(8a,8b)が2列にジグザグ状に配列している場合において、各ガス放出孔(8a,8b)の前記ハウジング(3)の軸方向の孔間距離dと、小孔径D1・大孔径D2との関係が
d≧(D1+D2)/2
である請求項4に記載のガス発生器。
【請求項6】
前記ガス放出孔(8a,8b)はラプチャー部材(11)によって塞がれており、前記ラプチャー部材(11)が、アルミニウム、鋼、ステンレスのいずれかからなる金属製の板材である請求項1に記載のガス発生器。
【請求項7】
前記ラプチャー部材(11)の厚みが、0.01mm以上0.3mm以下である請求項6に記載のガス発生器。
【請求項8】
前記ラプチャー部材(11)は、前記ガス放出孔(8a,8b)の孔径に応じて、その強度が異なるように設けられ、前記ガス放出孔(8a,8b)の孔径の小さいものほど前記ラプチャー部材(11)の強度が高くなるように設けられている請求項6に記載のガス発生器。
【請求項9】
それぞれに孔径が異なる複数のガス放出孔(8a,8b)にそれぞれ設けられている前記ラプチャー部材(11)の強度に関し、
T1/T2=D2/D1とみなして、
T1/T2=D2/D1が2以上8以下となるように前記ラプチャー部材の強度が調整されている請求項6に記載のガス発生器。
ここで、
T1:小さい孔径D1を有するガス放出孔に貼付されているラプチャー部材の強度
T2:大きい孔径D2を有するガス放出孔に貼付されているラプチャー部材の強度
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【国際公開番号】WO2005/014345
【国際公開日】平成17年2月17日(2005.2.17)
【発行日】平成19年9月27日(2007.9.27)
【国際特許分類】
【出願番号】特願2005−512966(P2005−512966)
【国際出願番号】PCT/JP2004/011339
【国際出願日】平成16年8月6日(2004.8.6)
【出願人】(000004086)日本化薬株式会社 (921)
【Fターム(参考)】
【国際公開日】平成17年2月17日(2005.2.17)
【発行日】平成19年9月27日(2007.9.27)
【国際特許分類】
【国際出願番号】PCT/JP2004/011339
【国際出願日】平成16年8月6日(2004.8.6)
【出願人】(000004086)日本化薬株式会社 (921)
【Fターム(参考)】
[ Back to top ]