
ガセットパウチ及びガセットパウチのエッジ部折り曲げ方法並びに折り曲げ装置
【課題】立体形状に膨らませた状態で剛性を有し、しかも角部が滑らで持ちやすい形態のガセットパウチ及びガセットパウチのエッジ部折り曲げ方法並びに折り曲げ装置を提供する。
【解決手段】前面部側の角部のヒートシールされたエッジ部21を前面部側に、後面部側の角部のヒートシールされたエッジ部22を後面部側に折り曲げたことを特徴とし、その製造は、重なったエッジ部を前面部側か後面部側の一方側に折り曲げ、内側に位置するエッジ部21と外側に位置するエッジ部22の折り曲げ部の周長差によって、重なったエッジ部の先端をずらし、内側に位置するエッジ部の先端を押えたままで外側のエッジ部を解放することにより、内側のエッジ部21と外側のエッジ部22を分離し、外側のエッジ部22を反対側に折り曲げることを特徴とする。
【解決手段】前面部側の角部のヒートシールされたエッジ部21を前面部側に、後面部側の角部のヒートシールされたエッジ部22を後面部側に折り曲げたことを特徴とし、その製造は、重なったエッジ部を前面部側か後面部側の一方側に折り曲げ、内側に位置するエッジ部21と外側に位置するエッジ部22の折り曲げ部の周長差によって、重なったエッジ部の先端をずらし、内側に位置するエッジ部の先端を押えたままで外側のエッジ部を解放することにより、内側のエッジ部21と外側のエッジ部22を分離し、外側のエッジ部22を反対側に折り曲げることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、側縁にマチ部を有するガセットパウチに関し、特にマチ部を内側に折り込んだ折り込み部を有するガセットパウチ及びガセットパウチのエッジ部折り曲げ方法並びに折り曲げ装置に関する。
【背景技術】
【0002】
ガセットパウチは、一般的に、前面フィルムと後面フィルムの側縁に、マチフィルムを2つ折り状態で挟みこみ、マチフィルムの側縁を前面フィルムと後面フィルムの側縁にヒートシールした構成となっている。
【0003】
しかし、ヒートシールされた四辺のエッジ部が切りっぱなしでむき出しの状態となるので、手で持つときにエッジ部が手の平に当たり感触が悪くつかみにくい。
これに対して、ヒートシール部を一カ所にし、一か所のヒートシール部をマチ部側に折り曲げ、エッジ部を山折りの角部となるようにしたものが提案されている(特許文献1、2等参照)。
【0004】
しかし、特許文献1(実公平2−11312号公報)に記載のものは、ヒートシールされていない三辺の角部の剛性が低く、形状保持性が悪い。
一方、特許文献2(特開2007−99364号公報)に記載のパウチ容器は、三辺の角部をヒートシールして剛性を高め、エッジ部先端の折り曲げ部を中空にして感触を柔らかくしているが、パウチ本体に対して硬いエッジ部が突出しており、突出したヒートシール部が邪魔になり、依然としてつかみづらいという問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実公平2−11312号公報
【特許文献2】特開2007−99364号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は上記した従来の問題を解決するためになされたもので、その目的とするところは、立体形状に膨らませた状態で剛性を有し、しかも角部が滑らで持ちやすい形態のガセットパウチ及びガセットパウチのエッジ部折り曲げ方法並びに折り曲げ装置を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明のガセットパウチは、
前面部と後面部の両側縁間に設けられるマチ部を有し、マチ部と前面部及び後面部の角部にエッジ部が形成されているガセットパウチにおいて、
前記前面部側の角部のエッジ部を前面部側に、前記後面部側の角部のエッジ部を後面部側に折り曲げたことを特徴とする。
【0008】
また、本発明のガセットパウチのエッジ部折り曲げ方法は、
前面部と後面部の両側縁間に設けられるマチ部を有し、マチ部と前面部及び後面部の角部にエッジ部が形成されているガセットパウチのエッジ部折り曲げ方法であって、
マチ部が折り畳まれて前面部と後面部のエッジ部が重なった平面形態のガセットパウチ
中間製品を準備し、
重なったエッジ部を前面部側か後面部側の一方側に折り曲げ、内側に位置するエッジ部と外側に位置するエッジ部の折り曲げ部の厚みの差によって、重なったエッジ部の先端をずらし、
外側のエッジ部の拘束を解放することにより、内側のエッジ部と外側のエッジ部を分離し、
外側のエッジ部を反対側に折り曲げることを特徴とする。
内側に位置するエッジ部の先端を押えたままで外側のエッジ部を分離するようにしてもよい。
【0009】
また、本発明のガセットパウチのエッジ部折り曲げ装置は、
マチ部が折り畳まれて前面部と後面部のエッジ部が重なった平面形態のガセットパウチ中間製品を搬送する搬送機構と、
該搬送機構によって搬送されるガセットパウチ中間製品に対して、該ガセットパウチ中間製品の搬送方向と平行な折り曲げ線にて、該ガセットパウチのエッジ部を折り曲げる金型と、
を備えるガセットパウチの折り曲げ装置であって、
前記金型は、搬送するガセットパウチ中間製品の少なくともエッジ部が通過する隙間を有しており、
該隙間の位置が前記搬送方向の上流側から下流側に向かって変化するように構成されることによって、搬送されるガセットパウチ中間製品のエッジ部に折り曲げ加工を施すように構成されるもので、
搬送方向に沿って、エッジ部を重ねた状態で折り曲げる重ね折り部と、外側のエッジ部の拘束を解放して外側のエッジ部を分離する分離部と、
分離した外側のエッジ部を反対側に折り曲げる分離折り曲げ部と、を備えていることを特徴とする。
前記分離部において、折り曲げた内側に位置するエッジ部の先端を押さえたままで外側のエッジ部を分離するようにしてもよい。
前記金型よりも搬送方向下流側には、前記エッジ部の折り曲げ部分を挟持しながら加熱又は冷却する熱交換機構が設けられていることが好ましい。
また、ガセットパウチは熱融着性を有する面が向かい合うように構成され、前記エッジ部の折り曲げ線近傍において前記向かい合った熱融着性を有する面の少なくとも一部をヒートシールするようにしてもよい。
【発明の効果】
【0010】
本発明のガセットパウチによれば、ガセットパウチの角部4箇所にヒートシールによるエッジ部を形成し、このエッジ部を折り曲げることにより、手に持った際に、手指はエッジ部に当接せず、滑らかなエッジ部の折り曲げた角部に接触することになり、従来のパウチに比べて手触りが格段に良くなる。また、エッジ部を折り曲げることによって、ガセットパウチの角部の剛性が確保されるので、しっかりと手に持つことができる。さらに、内容物が減少しても、角部の形状が維持されやすく変形しにくい。
本発明のガセットパウチのエッジ部折り曲げ方法によれば、重なったエッジ部を一緒に同一方向に折り曲げるという簡単な工程で、重なったエッジ部を確実に分離することができ、折り曲げが容易にできる。
さらに、本発明のガセットパウチのエッジ部折り曲げ装置によれば、金型の隙間を通すだけで折り曲げ可能となり、生産性が向上する。
【図面の簡単な説明】
【0011】
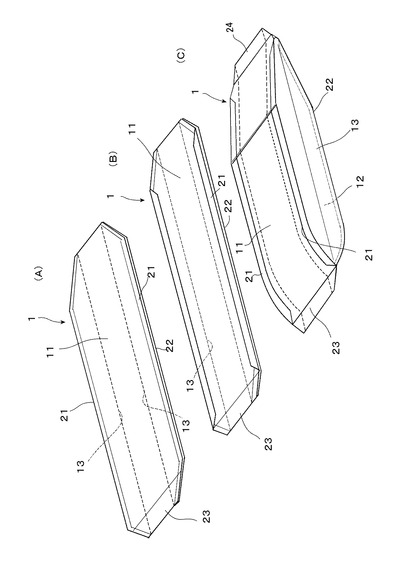
【図1】(A)は本発明のガセットパウチのエッジ部を折り曲げる前の平面形態斜視図、(B)は(A)のエッジ部を折り曲げた本発明の実施の形態に係るガセットパウチの平面形態斜視図、(C)は(B)のガセットパウチを膨らませて立体形状とした形態の斜視図である。
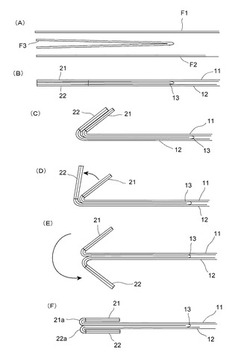
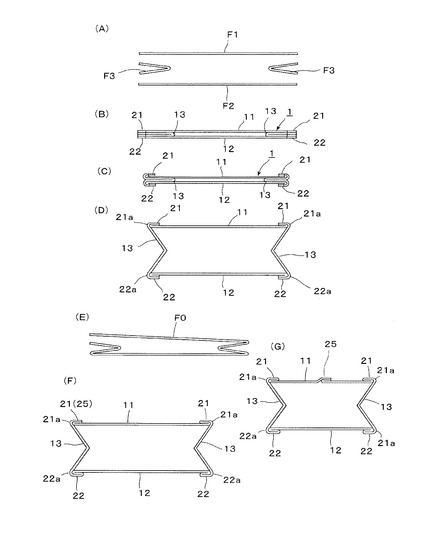
【図2】(A)は本発明のガセットパウチを構成するフィルムの分解断面図、(B)は図1(A)に対応するエッジ部を折り曲げる前の平面形態横断面図、(C)は図1(B)に対応するエッジ部を折り曲げた本発明の実施の形態の平面形態横断面図、(D)は図1(C)に対応する横断面図、(E)は本発明のガセットパウチの他のフィルム構成を示す断面図、(F)は(E)のフィルム構成の場合の横断面図、(G)はさらに他のフィルム構成の場合の横断面図である。
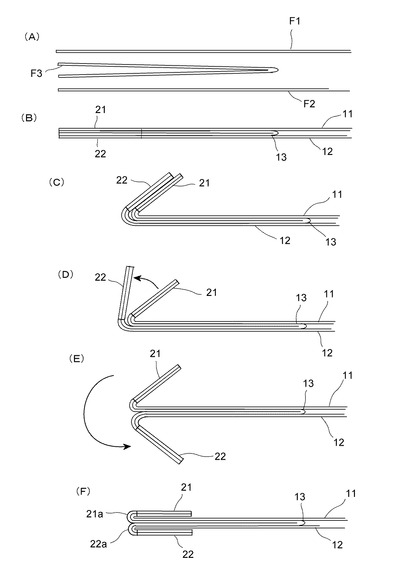
【図3】本発明のガセットパウチの折り曲げ方法の工程を示す概略図である。
【図4】本発明の実施例に係るガセットパウチの折り曲げ装置全体を側面側から見た概略構成図である。
【図5】本発明の実施例に係るガセットパウチの折り曲げ装置全体を上面側から見た概略構成図である。
【図6】図4の装置の折り曲げ加工金型の全体構成を上面側から見た斜視図である。
【図7】図4の装置の折り曲げ加工金型を上面側から見た斜視図である。
【図8】図4の装置の折り曲げ加工金型を下面側から見た斜視図である。
【図9】本発明の実施例に係る折り曲げ加工金型をガセットパウチが通過していく際に、ガセットパウチのエッジ部が折り曲げられていく様子を示す図である。
【図10】図7の折り曲げ加工金型の分離部の部分拡大図である。
【図11】(A)は本発明の実施例に係る加熱機構の一部を、ガセットパウチの搬送方向に見た概略構成図、(B)は(A)のA−A線断面図である。
【図12】本発明の実施例に係る加熱機構により、ガセットパウチの折り曲げ部が挟持されている様子を示す図である。
【発明を実施するための形態】
【0012】
以下に本発明を図示の実施の形態に基づいて詳細に説明する。
図1及び図2は、本発明の実施の形態に係るガセットパウチを示している。
すなわち、このガセットパウチ1は、前面部11と後面部12の両側縁間に設けられるマチ部13とを有し、マチ部13と前面部11及び後面部12の四辺の角部に所定幅でヒートシールされた前面エッジ部21と後面エッジ部22が形成されている(図1(A)、図2(B)参照)。
図示例では、前面部11と後面部12の長手方向の両端部は、その両側縁部が徐々に間隔が狭まる方向に傾斜する傾斜辺となっており、マチ部13についても、対応して傾斜辺となっているが、傾斜辺である必要はなく、直線的に延びる構成であってもよい。
この前面部11側の角部の前面エッジ部21が前面部11側に、後面部12側の角部の後面エッジ部22が後面部12側に折り曲げられている(図1(B)、(C)、図2(C)、(D)参照)。なお、底辺には所定幅の底部シール23が施され、開口部は内容物が充填された後に開口部シール24にてシールされる。
【0013】
この例では、図2(A)に示すように、前面部11を構成する前面フィルムF1と、後面部を形成する後面フィルムF2と、マチ部を構成する2枚のマチフィルムF3とから構成され、前面フィルムF1と後面フィルムF2の間にマチフィルムF3が二つ折り状態で挟みこまれ、マチフィルムF3の前縁部と前面フィルムF1の側縁部が所定幅でヒートシールされて前面エッジ部21が形成され、マチフィルムF3の後縁部と後面フィルムF2の側縁部が所定幅でヒートシールされて後面エッジ部22が形成され、前面フィルムF1の両側縁の前面エッジ部21、21の間の部分が前面部11を構成し、後面フィルムF2の両側縁の後面エッジ部22、22の間の部分が後面部12となる。また、マチフィルムF3の前面エッジ部21と後面エッジ部22の間の部分がマチ部13を構成する。
【0014】
また、前面フィルムF1、後面フィルムF2及びマチフィルムF3が独立したフィルム
構成となっている場合に限らず、図2(E)、(F)、(G)に示すように、一枚のフィルムF0を折り曲げて一か所で筒状に連結し、角部にエッジ部を形成するような構成としてもよい。図2(E)、(F)は角部の1箇所にヒートシールされた連結部25を設けた
例(図示例では前面エッジ部21と共通)、図2(G)は前面部11(あるいは後面部12)のほぼ中央位置に連結部25を設けた例を示している(背張りタイプ)。また、フィルムの枚数を2枚にして2箇所で接合してもよく、要するに、マチ部13と前面部11及び後面部12との角部に前面エッジ部21と後面エッジ部22を有する構成で、各エッジ部が折り曲げられた構成であればよい。
【0015】
このように、ガセットパウチ1の角部4箇所に形成される前面エッジ部21、後面エッジ部22が折り曲げることにより、手にもった際に、手指は前面エッジ部21,後面エッジ部22の先端に当接せず、滑らかな折り曲げ部に接触することになり、従来のパウチに比べて手触りが格段に良くなる。また、前面エッジ部21、後面エッジ部22の折り曲げによって、ガセットパウチ1の角部の剛性が確保されるので、しっかりと手にもつことができる。さらに、内容物が減少しても、角部の形状が維持されやすく変形しにくい。
【0016】
次に、本発明のガセットパウチのエッジ部の折り曲げ方法について説明する。
まず、図3(A)、(B)には、エッジ部のヒートシール状態を示している。図に示すように、マチフィルムF3を前面フィルムF1と後面フィルムF2の間に折り込み、所定幅でヒートシールされるが、この状態では、前面エッジ部21と後面エッジ部22が同時に溶着され、前面エッジ部21と後面エッジ部22が強く重なって離れにくい状態となっている。
【0017】
そこで、図3(C)に示すように、重なった前面エッジ部21と後面エッジ部22を、重なった状態で前面部11側か後面部12側の一方側に、図示例では前面部11側に折り曲げる。折り曲げ位置は、前面エッジ部21と後面エッジ部22の内側縁近傍のヒートシールされていない部分が好適である。
この重ね折り段階で、前面エッジ部21と後面エッジ部22の厚みの差により重なり面がすべり、折り曲げた際に外側に位置する後面エッジ部22の先端が内側に位置する前面エッジ部21の先端より、所定量だけ外側にずれる。
次いで、図3(D)に示すように、外側の後面エッジ部22を解放すると、重ね折り状態から若干浮き上がろうとするが、外側に位置する後面エッジ部22の方が折り曲げの癖付けが弱いため、スプリングバックによって前面エッジ部21から離れて開いて自然に分離される。この際、内側に位置する前面エッジ部21の先端を押えておくと、分離がより確実になる。
その後、図3(E)、(F)に示すように、分離した後面エッジ部22を反対側の後面側に折り返し、前面エッジ部21は前面部11側に、後面エッジ部22は後面部12側に折り曲げる。
【0018】
(実施例)
次に、図4〜図11を参照して、上記ガセットパウチのエッジ折り曲げ装置について説明する。ガセットパウチの左右2カ所ずつ、計4か所のヒートシールされたエッジ部の内側の部分を折り曲げ線として、折り畳む構成となっている。
この折り曲げ装置は、上記した折り曲げ方法を実施するもので、折り曲げ前のガセットパウチ中間製品P(以下、単に中間製品という)を搬送させつつ、中間製品の重なった前面エッジ部21と後面エッジ部22を分離して搬送方向と平行な折り曲げ線にて前面部11側及び後面部12側に折り曲げる折り曲げ加工を施すものである。すなわち、搬送方向の上流側から下流側に向かって、その位置が変化する隙間を有する金型210を、中間製品Pの搬送経路内に設置しておき、中間製品Pの重なった前面エッジ部と後面エッジ部が折り曲げ金型の隙間を通過するように、中間製品Pを搬送させ、隙間の位置の変化に伴っ
て、前面エッジ部21と後面エッジ部22を分離して折り曲げる。
【0019】
<折り曲げ装置>
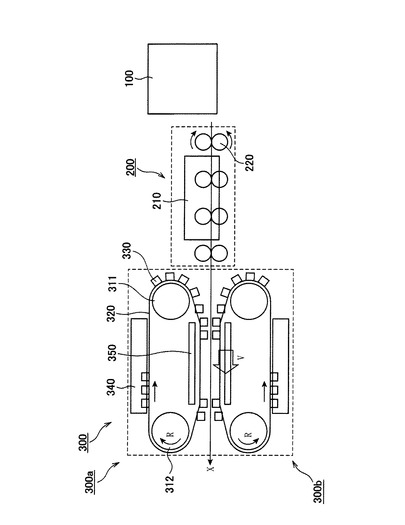
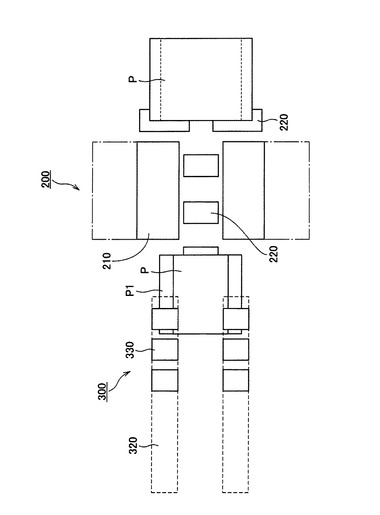
先ず、図4及び図5を参照して、本発明の実施例に係るガセットパウチのエッジ部折り曲げ装置全体の構成について説明する。図4及び図5は、本発明の実施例に係るガセットパウチの折り曲げ装置全体の概略構成図であり、図4は側面側から見た図、図5は上面側から見た図である。ただし、図5においては、後述するパウチフィーダー100については省略している。
なお、ガセットパウチについては、図1では両端部が傾斜するような形態であるが、ここでは四角形状に単純化して記載する。
【0020】
折り曲げ装置は、ヒートシール後のガセットパウチの中間製品Pが複数積載され、かつ、一つずつ中間製品Pを送り出して搬送機構の開始端となるパウチフィーダー100と、中間製品Pの両サイドの重なったエッジ部を互いに逆向きに折り畳むように折り曲げ加工を施す金型210を備えた折り曲げ加工機構200と、中間製品Pに施された折り曲げ部分P1を挟持しながら加熱する加熱機構300(熱交換機構)とを備えている。
図5においてパウチフィーダー100が設けられる位置には、このパウチフィーダー100によって送り出されようとしているパウチの中間製品Pを示している。この中間製品P中の点線は、折り曲げ線となる位置を示している。
【0021】
折り曲げ加工機構200は、中間製品Pを搬送する搬送機構を構成する複数の搬送ローラ220と、中間製品Pに折り曲げ加工を施すための金型210とを備えている。
また、加熱機構300は、折り曲げ加工機構200によって、両サイドが折り畳まれた中間製品Pに対して、折り曲げ部分P1を挟持しながら搬送する一対の回転機構300a,300bを備えている。
【0022】
<金型>
次に、図6〜図10を参照して、本発明の実施例に係る金型210について、より詳細に説明する。
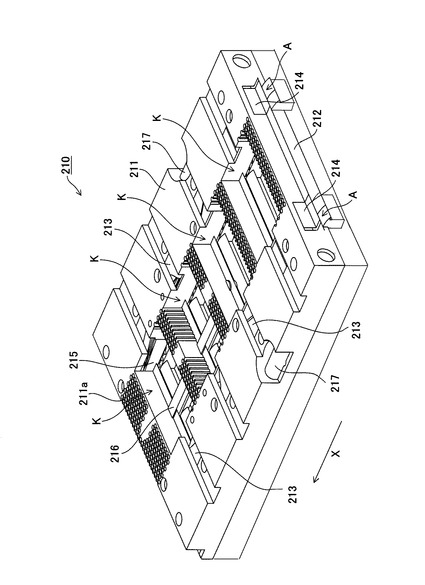
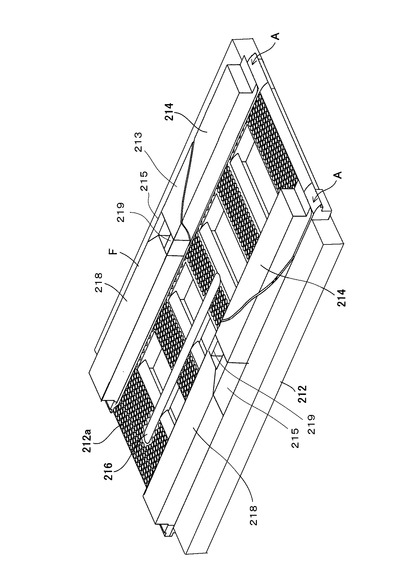
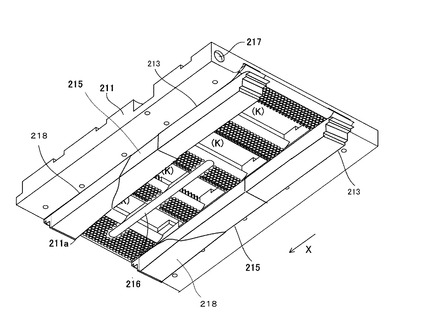
図6は金型の全体を斜め上方から見た斜視図である。図7は、金型本体が組み付けられる上フレームと下フレームの内の上フレーム211を取り外した状態を上方から見た斜視図である。図8は金型本体が組み付けられる上フレームと下フレームの内の下フレーム212を取り外したものを斜め下方から見た斜視図である。図10は、分離部の部分拡大図である。
【0023】
本実施例に係る金型210は、上フレーム211と下フレーム212とを備えている。上フレーム211と下フレーム212とを組み付けた状態においては、これら上フレーム211と下フレーム212との間に、搬送する中間製品Pが通ることのできる隙間が形成される。また、中間製品Pの搬送方向(図6、7中、矢印X方向)に沿って、幅方向の中央に4箇所の空間部Kが形成される。これら4箇所の空間部Kは、それぞれ一対の搬送ローラ220が入り込む部位である。このように、4箇所の空間部Kにそれぞれ一対の搬送ローラ220が入り込むことで、上フレーム211と下フレーム212との間の隙間を通過するように、中間製品Pを搬送させることができる。
【0024】
そして、これら上フレーム211と下フレーム212により構成されるフレームの両側付近に、折り曲げ加工を施すための型本体を構成する第1外型213,第1内型214、分離型219、第2外型218及び第2内型215がそれぞれ取り付けられている。
これらの金型の間には、中間製品Pの折り曲げ加工を受ける幅方向(搬送方向Xに直交する方向)の端部が通過する隙間が形成され、図6,8中のAは、中間製品Pの両端部が、第1外型213と第1内型214との間の隙間に入り込む入口を示している。この隙間は
、その位置(形状)が中間製品Pの搬送方向Xの上流側から下流側に向かって変化するように構成されている。これにより、中間製品Pの端部の当該隙間を通る部分が、上流側から下流側に移動するにつれて、隙間の位置(形状)の変化にしたがって、折り曲げられる。
【0025】
また、上フレーム211には、搬送方向Xの中央付近から下流側に向けて、搬送する中間製品Pが撓んでしまっても、上フレーム211に引っ掛かってしまわないように、中間製品Pの搬送姿勢を保持させるための搬送ガイド216が設けられている。また、上フレーム211における型本体(第1外型213,第1内型214、及び第2外型218,第2内型215)よりも更に外側には、中間製品Pの折り曲げ部分を加熱するために、型本体を加熱するヒータ217が設けられている。このヒータ217は、搬送方向Xに沿うように設けられている。
【0026】
なお、上フレーム211及び下フレーム212には、中間製品Pにおける折り曲げ部以外の部分の加熱を抑制するために、熱を逃すための放熱孔211a,212aがそれぞれ複数設けられている。このように、中間製品Pにおける折り曲げ部分以外の部分の加熱が抑制されることで、しわの発生や、搬送不良を抑制させることが可能となる。また、第1内型214及び第2内型215にも、図示しないが、中間製品Pの加熱を避けたい部分への伝熱を抑制するために、それぞれ複数の穴が適宜部分的に設けられる。
【0027】
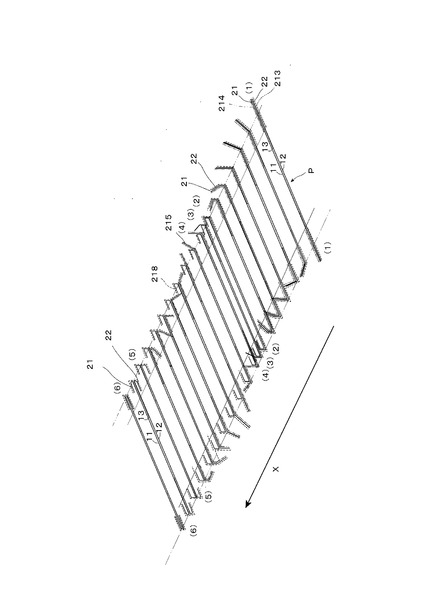
次に、図9を参照して、金型210によって、中間製品Pの端部がどのように折り曲げられていくかについて、詳細に説明する。図9は、中間製品Pの前面エッジ部21,後面エッジ部22の端部が型本体の隙間を通過していく際に、当該端部が折り曲げられていく様子を段階的に示したものである。
図9において、点線は第1外型213、第2外型218の内壁面の位置、一点鎖線は第1内型214、第2内型215の内壁面の位置を示している。
【0028】
図9において、中間製品Pの搬送方向Xの上流側から説明すると、(1)から(2)に至る領域には第1外型213と第1内型214が、前面エッジ部21と後面エッジ部22が重なって通過できるだけの間隔を有して配置され、重なった状態のエッジ部を搬送方向Xに平行な折り曲げ線で一方の側(前面部側)に折り曲げる。第1外型213は折り曲げ方向の外側、第1内型214は内側に設けられ、第1外型213の終端にあたる(2)に至るまでにほぼ180°に折り曲げる。この領域が重ね折り部に相当する。
搬送方向Xにおいて(3)から(4)に至る領域が分離部に相当し、第1外型213の終端を通り過ぎた後、重なって折り曲げられた外側のエッジ部(後面エッジ部22)を拘束する金型が存在しない所定の間隔が形成されている(図7参照)。
この金型間の間隔で後面エッジ部22の拘束が解放され、後面エッジ部22のスプリングバックにより、内側に折り曲げられていた部分が、少し外側に開いた状態となる。
この間、内側のエッジ部(前面エッジ部21)の先端は、第1外型213の終端に続く分離型219により押さえられ、拘束された状態が続いている。
また、後面エッジ部22の折り曲げ線の外縁に沿って第2内型215が設けられ、後面エッジ部22がスプリングバックする際の型くずれを防止している。
【0029】
搬送方向Xにおいて(4)から(5)に至る領域が、第2外型218と第2内型215との間の隙間によって、分離した後面エッジ部22が反対側(後面部側)に向かって折り返される領域で、分離折り曲げ部に相当する。
第2外型218の始端は、前面エッジ部21と後面エッジ部22との間に進入するように設けられ、上流の(4)寄りでは、第2外型218が後面エッジ部22の重なって折り曲げられた際の折り曲げ方向の内側(マチ部の内側)、第2内型215が外側に位置している。下流に向かうに従い、隙間の形状は幅方向外側へ折り曲げを開くように変化し、さ
らにそこから後面部側へ折り曲げるように変化する(図7,図8も参照)。すなわち下流(5)寄りでは、第2外型218が後面エッジ部22の後面部側折り曲げ方向の外側、第2内型215が内側に位置している。
【0030】
前面エッジ部21は、第1外型213の終端(図9の(2)の位置)を通過した時点で折り曲げの癖付けが十分されていれば、それ以降、必ずしも金型による拘束を受ける必要はないが、成形安定性の面から、後面側の折り曲げ加工が終わるまで形状を保持しておくのが望ましい。
この例では、分離型219の終端に続いて、第2外型218の一部が前面エッジ部21の折り曲げ方向外側に位置している。また折り曲げ方向の内側には、第1内型214が(5)に至るまで延設されている。
【0031】
(5)から(6)に至る領域は、折り曲げ部をさらに折り曲げる領域である。(5)で第1内型214と第2内型215の終端を通過し、第2外型218のみで中間製品Pの折り曲げ部を前面、後面から挟み込んだ形になる。(6)の位置では、第2外型218の加工面の間隔が狭まり、前面エッジ部21、後面エッジ部22の折り曲げを更に強く癖付けして、折り曲げ加工を終了する。
【0032】
次に、分離部について詳述する。
図10は、分離部について、第1外型213、第1内型214を省いて、前面エッジ部21と後面エッジ部22の重なり状態を模式的に示している。
図に示すように、分離型219が、重ねて折り曲げられた前面エッジ部21と後面エッジ部22のずれ部dに対応して、前面エッジ部21のみを押える前面エッジ部押え219aと、この前面エッジ部押え219aの脇に隣接し後面エッジ部22をすくい上げて分離を補助するショベル状の後面エッジ部ガイド219bとを有する構成で、搬送方向下流側の第2外型218につながっている。
前面エッジ部押え219aによって前面エッジ部21の先端が押えられ、後面エッジ部22の拘束が解放され、後面エッジ部22が持ち上がり、第2外型218と第2内型215の隙間に案内される。
以上のように、中間製品Pは、金型210を通過する過程において、第1外型213と第1内型214による重ね折り加工と、第2外型218と第2内型215による分離折り曲げ加工とが段階的に施される。
【0033】
<加熱機構(熱交換機構)>
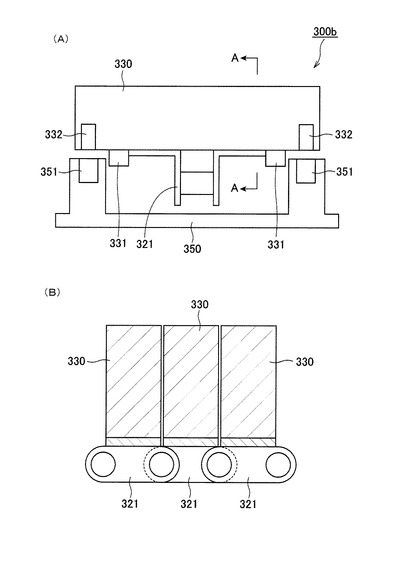
次に、図4、図5、図11を参照して、加熱機構300について、より詳細に説明する。図11(A)は本発明の実施例に係る加熱機構の一部を、ガセットパウチの搬送方向Xに見た概略構成図であり、図11(B)は図11(A)中のA−A線断面図である。なお、図11(A)は図4において、矢印V方向に、加熱機構の一部を見た概略構成図である。
【0034】
上記の通り、加熱機構300は、一対の回転機構300a,300bを備えている。これら回転機構300aと回転機構300bは、同様の構成であり、中間製品Pの搬送方向Xの上流側に設けられる従動スプロケット311と、下流側に設けられる駆動スプロケット312と、これら従動スプロケット311と駆動スプロケット312によって図4中矢印R方向に回転する無端状のチェーン320とを備えている。
【0035】
チェーン320は、複数のチェーン構成部品321が連結されて無端状に構成されたものである。各チェーン構成部品321には、それぞれ加熱ブロック330が取り付けられている。図11(A)に示すように、加熱ブロック330には、一対の横ブレ防止ガイド331が設けられており、後述する磁力反発レール350の両側壁の内壁面に、これらの
横ブレ防止ガイド331が案内されることで、チェーン320の横ブレを防止している。また、加熱ブロック330は略直方体の部材により構成されており、中間製品Pに接する面が平面で構成されている。
【0036】
このように、複数のチェーン構成部品321にそれぞれ加熱ブロック330が取り付けられることによって、チェーン320の外周面側に複数の加熱ブロック330が設けられている。なお、図4及び図5においては、便宜上、複数の加熱ブロック330のうちの一部のみを図示している。
【0037】
また、回転機構300a,300bには、チェーン320の外側から加熱ブロック330を加熱するヒータ340が備えられている。これにより、チェーン320が図4中矢印R方向に回転する過程で、各加熱ブロック330は、ヒータ340によって加熱された後に、中間製品Pに接し、中間製品Pの折り曲げ部分P1を加熱した後に、再び、ヒータ340により加熱される。
【0038】
さらに、回転機構300a,300bには、チェーン320の内側に、加熱ブロック330を中間製品P側に押し付ける押圧力を生じさせるための磁力反発レール350も設けられている。この磁力反発レール350には、その両側にそれぞれ磁石351が設けられている(図11(A)参照)。そして、加熱ブロック330には、中間製品Pに接する位置まで来たときに、磁力反発レール350に備えられた一対の磁石351にそれぞれ対向する位置に、磁石332が設けられている、これら一対の磁石351と一対の磁石332は、同極が向かい合わせとなるように配置されている。したがって、加熱ブロック330は、磁力反発レール350から離れる方向に向けて力が与えられる。
【0039】
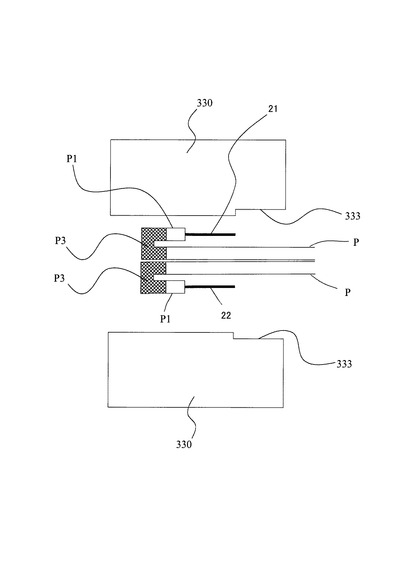
以上の構成により、折り曲げ加工機構200によって、両サイドが折り畳まれた中間製品Pは、回転機構300a側の複数の加熱ブロック330と、回転機構300b側の複数の加熱ブロック330によって、中間製品Pの折り曲げ部分P1が挟持されながら搬送され、かつ加熱される。なお、図12は、回転機構300a側の加熱ブロック330と回転機構300b側の加熱ブロック330によって、中間製品Pの折り曲げ部分P1が挟持されている様子を模式図で示している。この図に示すように、加熱ブロック330には、中間製品Pにおける折り曲げ部分P1(折り畳んだ領域)を除く部分に荷重がかかって加熱されないように、切り欠き部333を設けておくのが好ましい。
なお、加熱機構300を通過した後、中間製品Pは、搬送機構の終端となる不図示のパウチスタッカーに集積される。
【0040】
<本実施例に係る折り曲げ装置及び折り曲げ方法の優れた点>
本実施例によれば、既存の製袋装置で製造できるガセットパウチの中間製品Pを加工対象とし、パウチの中間製品Pを搬送しながら、当該中間製品Pに対して折り曲げ加工を施すことができるため、生産性が高い。また、金型210に設けられた隙間(型本体(第1外型213、第2外型218,第1内型214及び第2内型215)に設けられた隙間)に中間製品Pの端部を通過させるだけで、折り曲げ加工を施すことができ、装置の構成も簡易なもので済む。
【0041】
また、本実施例においては、中間製品Pの両サイドを、第1外型213と第1内型214による重ね折り加工と、第2外型218と第2内型215による分離折り曲げ加工とで段階的に施すようにしている。特に、分離部において分離型219によって、中間製品Pの重ね折りされた前面エッジ部21と後面エッジ部22のうち、後面エッジ部22を、一旦、型に拘束されないようにした後に、第2外型218と第2内型215での折り曲げ加工を施すようにしているため、前面エッジ部21と後面エッジ部22を確実に分離することができる。
【0042】
また、本実施例においては、金型210に、中間製品Pの折り曲げられた前面エッジ部21と後面エッジ部22を加熱するヒータ217が備えられた構成を採用している。
これにより、中間製品Pの前面エッジ部21と後面エッジ部22の折り曲げ部を加熱することで軟化させて、より確実に折り曲げ加工を施すことができる。また、金型210にヒータ217が設けられているので、例えば、折り曲げ加工の前工程で加熱を施す場合に比して、装置全体の小型化を図る(中間製品Pの搬送方向の全長を短くする)ことができ、かつ加工工程数を減らすことができる。
【0043】
また、本実施例においては、金型210(折り曲げ加工機構200)よりも搬送方向Xの下流側には、中間製品Pに施された折り曲げ部分を挟持しながら加熱する加熱機構300が設けられた構成を採用している。
【0044】
パウチを搬送しながら加熱する方法としては、間欠的に搬送して加熱金型で挟持する、一対の加熱ローラ間を通す、加熱ローラの周面に沿わせて搬送する、等の方法が知られており、本願においてもこれらの方法を取り入れることもできる。しかし、加熱時間を長く、処理速度を速くしたい場合には、加熱金型や加熱ローラを多段階に配置するなど、設備の大型化、複雑化を招く恐れがある。
【0045】
本実施例の加熱機構300によれば、ガセットパウチである中間製品Pを挟持して連続的に搬送する距離をそのまま熱処理工程に当てられるため、簡易な設備で確実に加熱でき、高速化を図ることができる。
これにより、中間製品Pの端部(両サイド)を折り畳んだ状態で、搬送しながら熱処理することができ、折り畳んだ部分の残留応力を十分に緩和することができる。従って、中間製品Pの端部をより確実に折り畳むことができる。また、本実施例に係る装置及び方法により折り曲げ加工を施した後に加熱される場合(例えば、レトルトパウチの場合)、当該加熱温度よりも高い温度で、加熱機構300により加熱しておけば、加工後に加熱されても、折り畳んだ部分が元の状態に戻ってしまうことを抑制できる。
【0046】
特に、折り曲げ部分近傍の内面がヒートシールされる程度まで加熱すれば、より確実に折り畳み状態が維持される。この点について、図12を参照して、より詳しく説明する。本実施例に係るガセットパウチの中間製品Pにおいては、両側辺の前面エッジ部21と後面エッジ部22が予めヒートシールされている。そして、上記の通り、本実施例に係る折り曲げ加工装置によって、前面エッジ部21及び後面エッジ部22よりも内側の部分を折り曲げ線として、折り曲げるようになっている。このように折り曲げ加工を施した後に、フィルムの内面(熱融着性を有する面)における融点よりも高い温度で加熱することにより、折り曲げ部分P1近傍に対してヒートシールを施すことが可能となる。図12中、網目状に示した領域P3の辺りにヒートシールを施すことによって、折り目が戻りにくくなり、より一層、確実に折り曲げる(折り畳む)ことが可能となる。
【0047】
なお、この折り曲げ加工後にヒートシールを施す目的は、折り曲げた部分が元に戻りにくくすることを目的としており、折り曲げ線の付近のみ施せば十分である。ただし、折り曲げ線と前面エッジ部21及び後面エッジ部22との間の全域、あるいは折り曲げた前面エッジ部21及び後面エッジ部22で挟まれる領域においてヒートシールが施されても構わない。また、折り曲げ線の付近ではヒートシールが施されずに、それよりも内側の領域でヒートシールが施された場合であっても、ある程度、折り曲げ部分が元に戻ってしまうことを抑制する効果はある。更に、前面エッジ部21及び後面エッジ部22の部分で折り曲げるような場合であっても、再度、フィルム内面における融点よりも高い温度で加熱することで、折り曲げ部分が元に戻ってしまうことを抑制する効果はある。
【0048】
また、中間製品Pの搬送方向において、ヒートシールを施す領域は、全域である必要はなく、部分的にヒートシールを施した場合でも、折り曲げ部分が元に戻ってしまうことを抑制することができる。
また、本実施例における加熱機構300においては、中間製品Pの折り曲げ部分P1、P1を、当該折り曲げ部分P1に接する面が平面にて構成された加熱ブロック330によって、挟持しながら加熱する構成を採用している。これにより、中間製品Pの前面エッジ部21及び後面エッジ部22の折り畳まれた部分は平面的に挟持かつ加熱されるので、より安定した形状となる。また、加熱ブロック330と中間製品Pとの間で摺動することなく、中間製品Pは搬送される。
【0049】
本実施例の加熱ブロック300は、磁力反発レール350からの反発力を受けて中間製品Pの折り曲げ部21b、22bを挟持する押圧力を得るので、中間製品Pを挟持して搬送する区間においてチェーン320と機械的に接触、摺動する部材がなく、チェーン320の摩耗、変形を抑制することができる。
【0050】
加熱ブロック300は、チェーン320の無端軌道上の中間製品Pを搬送する区間から離れた区間でヒータ340により加熱されるので、各々の加熱ブロックにヒータを組み込むような複雑な構造としなくてよい。
<その他>
【0051】
また、上記実施例においては、1段階での折り曲げ加工を行う場合を例にして説明したが、2段階の折り曲げ(2本の折り曲げ線での2段階の折り曲げ加工)でもよく、3段階以上の多段階での折り曲げ加工(3つ以上の折り曲げ線での折り曲げ加工)を行うようにしてもよい。
【0052】
実施例の金型構造は、分離折り曲げ加工を1組の第2外型と第2内型内で行ったが、折り曲げの適宜の段階で分割された金型構造とすることもできる。
【0053】
また、上記実施例においては、金型210にヒータ217が設けられた(内蔵された)場合を説明したが、金型210を加熱する代わりに、金型210による折り曲げ加工の前の段階でパウチの中間製品P(又は、その他のガセットパウチ)を加熱するようにしてもよい。この場合、加熱機構300と同様の構成を金型210の上流側に配置して実施することもできる。また、予備加熱した後に、更に、金型210においても加熱する構成を採用することもできる。
【0054】
また、加熱機構300によって、折り曲げ部分P1を挟持しながら加熱した場合に、この折り曲げ部分P1の状態を、より安定させるためには、加熱後に、折り曲げ部分P1を挟持したまま冷却すると、より効果的である。
【0055】
そこで、加熱機構300よりも搬送方向Xの下流側に、冷却機構(熱交換機構)を設けるとよい。なお、冷却機構としては、例えば、上記の加熱機構300において、ヒータ340の代わりに、冷却水や冷却ガスなどの冷却媒体を流すクーラーや、冷却ファンなどの冷却装置で加熱ブロック330に相当する部品(熱交換ブロック)を冷却するように構成されたものを採用できる。ただし、冷却機構は、中間製品Pにおける折り曲げ部分P1を挟持した状態で冷却できるものであれば、かかる構成には限られない。
【0056】
また、洗剤などを収容するパウチのように、レトルト殺菌処理など加熱されることのないガセットパウチに折り曲げ加工を施す場合には、加熱機構300はなくてもよい。この場合でも、予備加熱ないし金型で加熱して折り曲げ加工した場合には、下流側に冷却機構を配置するのが好ましい。
【0057】
搬送機構の開始端側はパウチフィーダー100に限らず、作業員が手差しで中間製品Pを投入してもよいし、(長尺フィルムからパウチを製造する)製袋装置から中間製品Pを直接受け入れてもよい。
また、搬送機構の終端側は、梱包用段ボール箱などへ排出するだけでもよいし、折り曲げ加工されたパウチを印刷、ラベル貼着、充填など適宜の後工程へ受け渡すようにしてもよい。
【符号の説明】
【0058】
1 ガセットパウチ
11 前面部
12 後面部
13 マチ部
21 前面エッジ部
22 後面エッジ部
F1 前面フィルム
F2 後面フィルム
F3 マチフィルム
100 パウチフィーダー
200 折り曲げ加工機構
210 金型
211 上フレーム
212 下フレーム
211a,212a 放熱孔
213 第1外型
214 第1内型
215 第2内型
216 搬送ガイド
217 ヒータ
218 第2外型
219 分離型
220 搬送ローラ
300 加熱機構(熱交換機構)
300a,300b 回転機構
311 従動スプロケット
312 駆動スプロケット
320 チェーン
321 チェーン構成部品
330 加熱ブロック(熱交換ブロック)
331 横ブレ防止ガイド
332 磁石
333 切り欠き部
340 ヒータ
350 磁力反発レール
351 磁石
K 空間部
P 中間製品
【技術分野】
【0001】
本発明は、側縁にマチ部を有するガセットパウチに関し、特にマチ部を内側に折り込んだ折り込み部を有するガセットパウチ及びガセットパウチのエッジ部折り曲げ方法並びに折り曲げ装置に関する。
【背景技術】
【0002】
ガセットパウチは、一般的に、前面フィルムと後面フィルムの側縁に、マチフィルムを2つ折り状態で挟みこみ、マチフィルムの側縁を前面フィルムと後面フィルムの側縁にヒートシールした構成となっている。
【0003】
しかし、ヒートシールされた四辺のエッジ部が切りっぱなしでむき出しの状態となるので、手で持つときにエッジ部が手の平に当たり感触が悪くつかみにくい。
これに対して、ヒートシール部を一カ所にし、一か所のヒートシール部をマチ部側に折り曲げ、エッジ部を山折りの角部となるようにしたものが提案されている(特許文献1、2等参照)。
【0004】
しかし、特許文献1(実公平2−11312号公報)に記載のものは、ヒートシールされていない三辺の角部の剛性が低く、形状保持性が悪い。
一方、特許文献2(特開2007−99364号公報)に記載のパウチ容器は、三辺の角部をヒートシールして剛性を高め、エッジ部先端の折り曲げ部を中空にして感触を柔らかくしているが、パウチ本体に対して硬いエッジ部が突出しており、突出したヒートシール部が邪魔になり、依然としてつかみづらいという問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実公平2−11312号公報
【特許文献2】特開2007−99364号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は上記した従来の問題を解決するためになされたもので、その目的とするところは、立体形状に膨らませた状態で剛性を有し、しかも角部が滑らで持ちやすい形態のガセットパウチ及びガセットパウチのエッジ部折り曲げ方法並びに折り曲げ装置を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明のガセットパウチは、
前面部と後面部の両側縁間に設けられるマチ部を有し、マチ部と前面部及び後面部の角部にエッジ部が形成されているガセットパウチにおいて、
前記前面部側の角部のエッジ部を前面部側に、前記後面部側の角部のエッジ部を後面部側に折り曲げたことを特徴とする。
【0008】
また、本発明のガセットパウチのエッジ部折り曲げ方法は、
前面部と後面部の両側縁間に設けられるマチ部を有し、マチ部と前面部及び後面部の角部にエッジ部が形成されているガセットパウチのエッジ部折り曲げ方法であって、
マチ部が折り畳まれて前面部と後面部のエッジ部が重なった平面形態のガセットパウチ
中間製品を準備し、
重なったエッジ部を前面部側か後面部側の一方側に折り曲げ、内側に位置するエッジ部と外側に位置するエッジ部の折り曲げ部の厚みの差によって、重なったエッジ部の先端をずらし、
外側のエッジ部の拘束を解放することにより、内側のエッジ部と外側のエッジ部を分離し、
外側のエッジ部を反対側に折り曲げることを特徴とする。
内側に位置するエッジ部の先端を押えたままで外側のエッジ部を分離するようにしてもよい。
【0009】
また、本発明のガセットパウチのエッジ部折り曲げ装置は、
マチ部が折り畳まれて前面部と後面部のエッジ部が重なった平面形態のガセットパウチ中間製品を搬送する搬送機構と、
該搬送機構によって搬送されるガセットパウチ中間製品に対して、該ガセットパウチ中間製品の搬送方向と平行な折り曲げ線にて、該ガセットパウチのエッジ部を折り曲げる金型と、
を備えるガセットパウチの折り曲げ装置であって、
前記金型は、搬送するガセットパウチ中間製品の少なくともエッジ部が通過する隙間を有しており、
該隙間の位置が前記搬送方向の上流側から下流側に向かって変化するように構成されることによって、搬送されるガセットパウチ中間製品のエッジ部に折り曲げ加工を施すように構成されるもので、
搬送方向に沿って、エッジ部を重ねた状態で折り曲げる重ね折り部と、外側のエッジ部の拘束を解放して外側のエッジ部を分離する分離部と、
分離した外側のエッジ部を反対側に折り曲げる分離折り曲げ部と、を備えていることを特徴とする。
前記分離部において、折り曲げた内側に位置するエッジ部の先端を押さえたままで外側のエッジ部を分離するようにしてもよい。
前記金型よりも搬送方向下流側には、前記エッジ部の折り曲げ部分を挟持しながら加熱又は冷却する熱交換機構が設けられていることが好ましい。
また、ガセットパウチは熱融着性を有する面が向かい合うように構成され、前記エッジ部の折り曲げ線近傍において前記向かい合った熱融着性を有する面の少なくとも一部をヒートシールするようにしてもよい。
【発明の効果】
【0010】
本発明のガセットパウチによれば、ガセットパウチの角部4箇所にヒートシールによるエッジ部を形成し、このエッジ部を折り曲げることにより、手に持った際に、手指はエッジ部に当接せず、滑らかなエッジ部の折り曲げた角部に接触することになり、従来のパウチに比べて手触りが格段に良くなる。また、エッジ部を折り曲げることによって、ガセットパウチの角部の剛性が確保されるので、しっかりと手に持つことができる。さらに、内容物が減少しても、角部の形状が維持されやすく変形しにくい。
本発明のガセットパウチのエッジ部折り曲げ方法によれば、重なったエッジ部を一緒に同一方向に折り曲げるという簡単な工程で、重なったエッジ部を確実に分離することができ、折り曲げが容易にできる。
さらに、本発明のガセットパウチのエッジ部折り曲げ装置によれば、金型の隙間を通すだけで折り曲げ可能となり、生産性が向上する。
【図面の簡単な説明】
【0011】
【図1】(A)は本発明のガセットパウチのエッジ部を折り曲げる前の平面形態斜視図、(B)は(A)のエッジ部を折り曲げた本発明の実施の形態に係るガセットパウチの平面形態斜視図、(C)は(B)のガセットパウチを膨らませて立体形状とした形態の斜視図である。
【図2】(A)は本発明のガセットパウチを構成するフィルムの分解断面図、(B)は図1(A)に対応するエッジ部を折り曲げる前の平面形態横断面図、(C)は図1(B)に対応するエッジ部を折り曲げた本発明の実施の形態の平面形態横断面図、(D)は図1(C)に対応する横断面図、(E)は本発明のガセットパウチの他のフィルム構成を示す断面図、(F)は(E)のフィルム構成の場合の横断面図、(G)はさらに他のフィルム構成の場合の横断面図である。
【図3】本発明のガセットパウチの折り曲げ方法の工程を示す概略図である。
【図4】本発明の実施例に係るガセットパウチの折り曲げ装置全体を側面側から見た概略構成図である。
【図5】本発明の実施例に係るガセットパウチの折り曲げ装置全体を上面側から見た概略構成図である。
【図6】図4の装置の折り曲げ加工金型の全体構成を上面側から見た斜視図である。
【図7】図4の装置の折り曲げ加工金型を上面側から見た斜視図である。
【図8】図4の装置の折り曲げ加工金型を下面側から見た斜視図である。
【図9】本発明の実施例に係る折り曲げ加工金型をガセットパウチが通過していく際に、ガセットパウチのエッジ部が折り曲げられていく様子を示す図である。
【図10】図7の折り曲げ加工金型の分離部の部分拡大図である。
【図11】(A)は本発明の実施例に係る加熱機構の一部を、ガセットパウチの搬送方向に見た概略構成図、(B)は(A)のA−A線断面図である。
【図12】本発明の実施例に係る加熱機構により、ガセットパウチの折り曲げ部が挟持されている様子を示す図である。
【発明を実施するための形態】
【0012】
以下に本発明を図示の実施の形態に基づいて詳細に説明する。
図1及び図2は、本発明の実施の形態に係るガセットパウチを示している。
すなわち、このガセットパウチ1は、前面部11と後面部12の両側縁間に設けられるマチ部13とを有し、マチ部13と前面部11及び後面部12の四辺の角部に所定幅でヒートシールされた前面エッジ部21と後面エッジ部22が形成されている(図1(A)、図2(B)参照)。
図示例では、前面部11と後面部12の長手方向の両端部は、その両側縁部が徐々に間隔が狭まる方向に傾斜する傾斜辺となっており、マチ部13についても、対応して傾斜辺となっているが、傾斜辺である必要はなく、直線的に延びる構成であってもよい。
この前面部11側の角部の前面エッジ部21が前面部11側に、後面部12側の角部の後面エッジ部22が後面部12側に折り曲げられている(図1(B)、(C)、図2(C)、(D)参照)。なお、底辺には所定幅の底部シール23が施され、開口部は内容物が充填された後に開口部シール24にてシールされる。
【0013】
この例では、図2(A)に示すように、前面部11を構成する前面フィルムF1と、後面部を形成する後面フィルムF2と、マチ部を構成する2枚のマチフィルムF3とから構成され、前面フィルムF1と後面フィルムF2の間にマチフィルムF3が二つ折り状態で挟みこまれ、マチフィルムF3の前縁部と前面フィルムF1の側縁部が所定幅でヒートシールされて前面エッジ部21が形成され、マチフィルムF3の後縁部と後面フィルムF2の側縁部が所定幅でヒートシールされて後面エッジ部22が形成され、前面フィルムF1の両側縁の前面エッジ部21、21の間の部分が前面部11を構成し、後面フィルムF2の両側縁の後面エッジ部22、22の間の部分が後面部12となる。また、マチフィルムF3の前面エッジ部21と後面エッジ部22の間の部分がマチ部13を構成する。
【0014】
また、前面フィルムF1、後面フィルムF2及びマチフィルムF3が独立したフィルム
構成となっている場合に限らず、図2(E)、(F)、(G)に示すように、一枚のフィルムF0を折り曲げて一か所で筒状に連結し、角部にエッジ部を形成するような構成としてもよい。図2(E)、(F)は角部の1箇所にヒートシールされた連結部25を設けた
例(図示例では前面エッジ部21と共通)、図2(G)は前面部11(あるいは後面部12)のほぼ中央位置に連結部25を設けた例を示している(背張りタイプ)。また、フィルムの枚数を2枚にして2箇所で接合してもよく、要するに、マチ部13と前面部11及び後面部12との角部に前面エッジ部21と後面エッジ部22を有する構成で、各エッジ部が折り曲げられた構成であればよい。
【0015】
このように、ガセットパウチ1の角部4箇所に形成される前面エッジ部21、後面エッジ部22が折り曲げることにより、手にもった際に、手指は前面エッジ部21,後面エッジ部22の先端に当接せず、滑らかな折り曲げ部に接触することになり、従来のパウチに比べて手触りが格段に良くなる。また、前面エッジ部21、後面エッジ部22の折り曲げによって、ガセットパウチ1の角部の剛性が確保されるので、しっかりと手にもつことができる。さらに、内容物が減少しても、角部の形状が維持されやすく変形しにくい。
【0016】
次に、本発明のガセットパウチのエッジ部の折り曲げ方法について説明する。
まず、図3(A)、(B)には、エッジ部のヒートシール状態を示している。図に示すように、マチフィルムF3を前面フィルムF1と後面フィルムF2の間に折り込み、所定幅でヒートシールされるが、この状態では、前面エッジ部21と後面エッジ部22が同時に溶着され、前面エッジ部21と後面エッジ部22が強く重なって離れにくい状態となっている。
【0017】
そこで、図3(C)に示すように、重なった前面エッジ部21と後面エッジ部22を、重なった状態で前面部11側か後面部12側の一方側に、図示例では前面部11側に折り曲げる。折り曲げ位置は、前面エッジ部21と後面エッジ部22の内側縁近傍のヒートシールされていない部分が好適である。
この重ね折り段階で、前面エッジ部21と後面エッジ部22の厚みの差により重なり面がすべり、折り曲げた際に外側に位置する後面エッジ部22の先端が内側に位置する前面エッジ部21の先端より、所定量だけ外側にずれる。
次いで、図3(D)に示すように、外側の後面エッジ部22を解放すると、重ね折り状態から若干浮き上がろうとするが、外側に位置する後面エッジ部22の方が折り曲げの癖付けが弱いため、スプリングバックによって前面エッジ部21から離れて開いて自然に分離される。この際、内側に位置する前面エッジ部21の先端を押えておくと、分離がより確実になる。
その後、図3(E)、(F)に示すように、分離した後面エッジ部22を反対側の後面側に折り返し、前面エッジ部21は前面部11側に、後面エッジ部22は後面部12側に折り曲げる。
【0018】
(実施例)
次に、図4〜図11を参照して、上記ガセットパウチのエッジ折り曲げ装置について説明する。ガセットパウチの左右2カ所ずつ、計4か所のヒートシールされたエッジ部の内側の部分を折り曲げ線として、折り畳む構成となっている。
この折り曲げ装置は、上記した折り曲げ方法を実施するもので、折り曲げ前のガセットパウチ中間製品P(以下、単に中間製品という)を搬送させつつ、中間製品の重なった前面エッジ部21と後面エッジ部22を分離して搬送方向と平行な折り曲げ線にて前面部11側及び後面部12側に折り曲げる折り曲げ加工を施すものである。すなわち、搬送方向の上流側から下流側に向かって、その位置が変化する隙間を有する金型210を、中間製品Pの搬送経路内に設置しておき、中間製品Pの重なった前面エッジ部と後面エッジ部が折り曲げ金型の隙間を通過するように、中間製品Pを搬送させ、隙間の位置の変化に伴っ
て、前面エッジ部21と後面エッジ部22を分離して折り曲げる。
【0019】
<折り曲げ装置>
先ず、図4及び図5を参照して、本発明の実施例に係るガセットパウチのエッジ部折り曲げ装置全体の構成について説明する。図4及び図5は、本発明の実施例に係るガセットパウチの折り曲げ装置全体の概略構成図であり、図4は側面側から見た図、図5は上面側から見た図である。ただし、図5においては、後述するパウチフィーダー100については省略している。
なお、ガセットパウチについては、図1では両端部が傾斜するような形態であるが、ここでは四角形状に単純化して記載する。
【0020】
折り曲げ装置は、ヒートシール後のガセットパウチの中間製品Pが複数積載され、かつ、一つずつ中間製品Pを送り出して搬送機構の開始端となるパウチフィーダー100と、中間製品Pの両サイドの重なったエッジ部を互いに逆向きに折り畳むように折り曲げ加工を施す金型210を備えた折り曲げ加工機構200と、中間製品Pに施された折り曲げ部分P1を挟持しながら加熱する加熱機構300(熱交換機構)とを備えている。
図5においてパウチフィーダー100が設けられる位置には、このパウチフィーダー100によって送り出されようとしているパウチの中間製品Pを示している。この中間製品P中の点線は、折り曲げ線となる位置を示している。
【0021】
折り曲げ加工機構200は、中間製品Pを搬送する搬送機構を構成する複数の搬送ローラ220と、中間製品Pに折り曲げ加工を施すための金型210とを備えている。
また、加熱機構300は、折り曲げ加工機構200によって、両サイドが折り畳まれた中間製品Pに対して、折り曲げ部分P1を挟持しながら搬送する一対の回転機構300a,300bを備えている。
【0022】
<金型>
次に、図6〜図10を参照して、本発明の実施例に係る金型210について、より詳細に説明する。
図6は金型の全体を斜め上方から見た斜視図である。図7は、金型本体が組み付けられる上フレームと下フレームの内の上フレーム211を取り外した状態を上方から見た斜視図である。図8は金型本体が組み付けられる上フレームと下フレームの内の下フレーム212を取り外したものを斜め下方から見た斜視図である。図10は、分離部の部分拡大図である。
【0023】
本実施例に係る金型210は、上フレーム211と下フレーム212とを備えている。上フレーム211と下フレーム212とを組み付けた状態においては、これら上フレーム211と下フレーム212との間に、搬送する中間製品Pが通ることのできる隙間が形成される。また、中間製品Pの搬送方向(図6、7中、矢印X方向)に沿って、幅方向の中央に4箇所の空間部Kが形成される。これら4箇所の空間部Kは、それぞれ一対の搬送ローラ220が入り込む部位である。このように、4箇所の空間部Kにそれぞれ一対の搬送ローラ220が入り込むことで、上フレーム211と下フレーム212との間の隙間を通過するように、中間製品Pを搬送させることができる。
【0024】
そして、これら上フレーム211と下フレーム212により構成されるフレームの両側付近に、折り曲げ加工を施すための型本体を構成する第1外型213,第1内型214、分離型219、第2外型218及び第2内型215がそれぞれ取り付けられている。
これらの金型の間には、中間製品Pの折り曲げ加工を受ける幅方向(搬送方向Xに直交する方向)の端部が通過する隙間が形成され、図6,8中のAは、中間製品Pの両端部が、第1外型213と第1内型214との間の隙間に入り込む入口を示している。この隙間は
、その位置(形状)が中間製品Pの搬送方向Xの上流側から下流側に向かって変化するように構成されている。これにより、中間製品Pの端部の当該隙間を通る部分が、上流側から下流側に移動するにつれて、隙間の位置(形状)の変化にしたがって、折り曲げられる。
【0025】
また、上フレーム211には、搬送方向Xの中央付近から下流側に向けて、搬送する中間製品Pが撓んでしまっても、上フレーム211に引っ掛かってしまわないように、中間製品Pの搬送姿勢を保持させるための搬送ガイド216が設けられている。また、上フレーム211における型本体(第1外型213,第1内型214、及び第2外型218,第2内型215)よりも更に外側には、中間製品Pの折り曲げ部分を加熱するために、型本体を加熱するヒータ217が設けられている。このヒータ217は、搬送方向Xに沿うように設けられている。
【0026】
なお、上フレーム211及び下フレーム212には、中間製品Pにおける折り曲げ部以外の部分の加熱を抑制するために、熱を逃すための放熱孔211a,212aがそれぞれ複数設けられている。このように、中間製品Pにおける折り曲げ部分以外の部分の加熱が抑制されることで、しわの発生や、搬送不良を抑制させることが可能となる。また、第1内型214及び第2内型215にも、図示しないが、中間製品Pの加熱を避けたい部分への伝熱を抑制するために、それぞれ複数の穴が適宜部分的に設けられる。
【0027】
次に、図9を参照して、金型210によって、中間製品Pの端部がどのように折り曲げられていくかについて、詳細に説明する。図9は、中間製品Pの前面エッジ部21,後面エッジ部22の端部が型本体の隙間を通過していく際に、当該端部が折り曲げられていく様子を段階的に示したものである。
図9において、点線は第1外型213、第2外型218の内壁面の位置、一点鎖線は第1内型214、第2内型215の内壁面の位置を示している。
【0028】
図9において、中間製品Pの搬送方向Xの上流側から説明すると、(1)から(2)に至る領域には第1外型213と第1内型214が、前面エッジ部21と後面エッジ部22が重なって通過できるだけの間隔を有して配置され、重なった状態のエッジ部を搬送方向Xに平行な折り曲げ線で一方の側(前面部側)に折り曲げる。第1外型213は折り曲げ方向の外側、第1内型214は内側に設けられ、第1外型213の終端にあたる(2)に至るまでにほぼ180°に折り曲げる。この領域が重ね折り部に相当する。
搬送方向Xにおいて(3)から(4)に至る領域が分離部に相当し、第1外型213の終端を通り過ぎた後、重なって折り曲げられた外側のエッジ部(後面エッジ部22)を拘束する金型が存在しない所定の間隔が形成されている(図7参照)。
この金型間の間隔で後面エッジ部22の拘束が解放され、後面エッジ部22のスプリングバックにより、内側に折り曲げられていた部分が、少し外側に開いた状態となる。
この間、内側のエッジ部(前面エッジ部21)の先端は、第1外型213の終端に続く分離型219により押さえられ、拘束された状態が続いている。
また、後面エッジ部22の折り曲げ線の外縁に沿って第2内型215が設けられ、後面エッジ部22がスプリングバックする際の型くずれを防止している。
【0029】
搬送方向Xにおいて(4)から(5)に至る領域が、第2外型218と第2内型215との間の隙間によって、分離した後面エッジ部22が反対側(後面部側)に向かって折り返される領域で、分離折り曲げ部に相当する。
第2外型218の始端は、前面エッジ部21と後面エッジ部22との間に進入するように設けられ、上流の(4)寄りでは、第2外型218が後面エッジ部22の重なって折り曲げられた際の折り曲げ方向の内側(マチ部の内側)、第2内型215が外側に位置している。下流に向かうに従い、隙間の形状は幅方向外側へ折り曲げを開くように変化し、さ
らにそこから後面部側へ折り曲げるように変化する(図7,図8も参照)。すなわち下流(5)寄りでは、第2外型218が後面エッジ部22の後面部側折り曲げ方向の外側、第2内型215が内側に位置している。
【0030】
前面エッジ部21は、第1外型213の終端(図9の(2)の位置)を通過した時点で折り曲げの癖付けが十分されていれば、それ以降、必ずしも金型による拘束を受ける必要はないが、成形安定性の面から、後面側の折り曲げ加工が終わるまで形状を保持しておくのが望ましい。
この例では、分離型219の終端に続いて、第2外型218の一部が前面エッジ部21の折り曲げ方向外側に位置している。また折り曲げ方向の内側には、第1内型214が(5)に至るまで延設されている。
【0031】
(5)から(6)に至る領域は、折り曲げ部をさらに折り曲げる領域である。(5)で第1内型214と第2内型215の終端を通過し、第2外型218のみで中間製品Pの折り曲げ部を前面、後面から挟み込んだ形になる。(6)の位置では、第2外型218の加工面の間隔が狭まり、前面エッジ部21、後面エッジ部22の折り曲げを更に強く癖付けして、折り曲げ加工を終了する。
【0032】
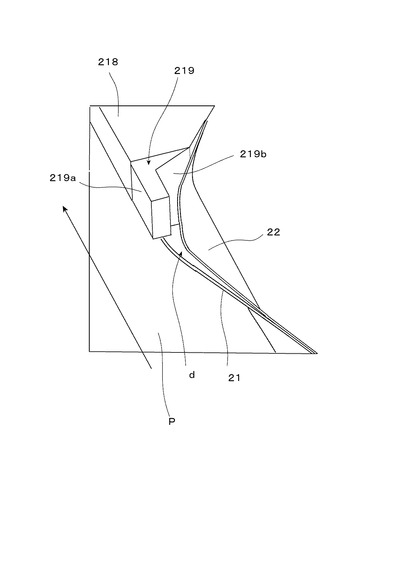
次に、分離部について詳述する。
図10は、分離部について、第1外型213、第1内型214を省いて、前面エッジ部21と後面エッジ部22の重なり状態を模式的に示している。
図に示すように、分離型219が、重ねて折り曲げられた前面エッジ部21と後面エッジ部22のずれ部dに対応して、前面エッジ部21のみを押える前面エッジ部押え219aと、この前面エッジ部押え219aの脇に隣接し後面エッジ部22をすくい上げて分離を補助するショベル状の後面エッジ部ガイド219bとを有する構成で、搬送方向下流側の第2外型218につながっている。
前面エッジ部押え219aによって前面エッジ部21の先端が押えられ、後面エッジ部22の拘束が解放され、後面エッジ部22が持ち上がり、第2外型218と第2内型215の隙間に案内される。
以上のように、中間製品Pは、金型210を通過する過程において、第1外型213と第1内型214による重ね折り加工と、第2外型218と第2内型215による分離折り曲げ加工とが段階的に施される。
【0033】
<加熱機構(熱交換機構)>
次に、図4、図5、図11を参照して、加熱機構300について、より詳細に説明する。図11(A)は本発明の実施例に係る加熱機構の一部を、ガセットパウチの搬送方向Xに見た概略構成図であり、図11(B)は図11(A)中のA−A線断面図である。なお、図11(A)は図4において、矢印V方向に、加熱機構の一部を見た概略構成図である。
【0034】
上記の通り、加熱機構300は、一対の回転機構300a,300bを備えている。これら回転機構300aと回転機構300bは、同様の構成であり、中間製品Pの搬送方向Xの上流側に設けられる従動スプロケット311と、下流側に設けられる駆動スプロケット312と、これら従動スプロケット311と駆動スプロケット312によって図4中矢印R方向に回転する無端状のチェーン320とを備えている。
【0035】
チェーン320は、複数のチェーン構成部品321が連結されて無端状に構成されたものである。各チェーン構成部品321には、それぞれ加熱ブロック330が取り付けられている。図11(A)に示すように、加熱ブロック330には、一対の横ブレ防止ガイド331が設けられており、後述する磁力反発レール350の両側壁の内壁面に、これらの
横ブレ防止ガイド331が案内されることで、チェーン320の横ブレを防止している。また、加熱ブロック330は略直方体の部材により構成されており、中間製品Pに接する面が平面で構成されている。
【0036】
このように、複数のチェーン構成部品321にそれぞれ加熱ブロック330が取り付けられることによって、チェーン320の外周面側に複数の加熱ブロック330が設けられている。なお、図4及び図5においては、便宜上、複数の加熱ブロック330のうちの一部のみを図示している。
【0037】
また、回転機構300a,300bには、チェーン320の外側から加熱ブロック330を加熱するヒータ340が備えられている。これにより、チェーン320が図4中矢印R方向に回転する過程で、各加熱ブロック330は、ヒータ340によって加熱された後に、中間製品Pに接し、中間製品Pの折り曲げ部分P1を加熱した後に、再び、ヒータ340により加熱される。
【0038】
さらに、回転機構300a,300bには、チェーン320の内側に、加熱ブロック330を中間製品P側に押し付ける押圧力を生じさせるための磁力反発レール350も設けられている。この磁力反発レール350には、その両側にそれぞれ磁石351が設けられている(図11(A)参照)。そして、加熱ブロック330には、中間製品Pに接する位置まで来たときに、磁力反発レール350に備えられた一対の磁石351にそれぞれ対向する位置に、磁石332が設けられている、これら一対の磁石351と一対の磁石332は、同極が向かい合わせとなるように配置されている。したがって、加熱ブロック330は、磁力反発レール350から離れる方向に向けて力が与えられる。
【0039】
以上の構成により、折り曲げ加工機構200によって、両サイドが折り畳まれた中間製品Pは、回転機構300a側の複数の加熱ブロック330と、回転機構300b側の複数の加熱ブロック330によって、中間製品Pの折り曲げ部分P1が挟持されながら搬送され、かつ加熱される。なお、図12は、回転機構300a側の加熱ブロック330と回転機構300b側の加熱ブロック330によって、中間製品Pの折り曲げ部分P1が挟持されている様子を模式図で示している。この図に示すように、加熱ブロック330には、中間製品Pにおける折り曲げ部分P1(折り畳んだ領域)を除く部分に荷重がかかって加熱されないように、切り欠き部333を設けておくのが好ましい。
なお、加熱機構300を通過した後、中間製品Pは、搬送機構の終端となる不図示のパウチスタッカーに集積される。
【0040】
<本実施例に係る折り曲げ装置及び折り曲げ方法の優れた点>
本実施例によれば、既存の製袋装置で製造できるガセットパウチの中間製品Pを加工対象とし、パウチの中間製品Pを搬送しながら、当該中間製品Pに対して折り曲げ加工を施すことができるため、生産性が高い。また、金型210に設けられた隙間(型本体(第1外型213、第2外型218,第1内型214及び第2内型215)に設けられた隙間)に中間製品Pの端部を通過させるだけで、折り曲げ加工を施すことができ、装置の構成も簡易なもので済む。
【0041】
また、本実施例においては、中間製品Pの両サイドを、第1外型213と第1内型214による重ね折り加工と、第2外型218と第2内型215による分離折り曲げ加工とで段階的に施すようにしている。特に、分離部において分離型219によって、中間製品Pの重ね折りされた前面エッジ部21と後面エッジ部22のうち、後面エッジ部22を、一旦、型に拘束されないようにした後に、第2外型218と第2内型215での折り曲げ加工を施すようにしているため、前面エッジ部21と後面エッジ部22を確実に分離することができる。
【0042】
また、本実施例においては、金型210に、中間製品Pの折り曲げられた前面エッジ部21と後面エッジ部22を加熱するヒータ217が備えられた構成を採用している。
これにより、中間製品Pの前面エッジ部21と後面エッジ部22の折り曲げ部を加熱することで軟化させて、より確実に折り曲げ加工を施すことができる。また、金型210にヒータ217が設けられているので、例えば、折り曲げ加工の前工程で加熱を施す場合に比して、装置全体の小型化を図る(中間製品Pの搬送方向の全長を短くする)ことができ、かつ加工工程数を減らすことができる。
【0043】
また、本実施例においては、金型210(折り曲げ加工機構200)よりも搬送方向Xの下流側には、中間製品Pに施された折り曲げ部分を挟持しながら加熱する加熱機構300が設けられた構成を採用している。
【0044】
パウチを搬送しながら加熱する方法としては、間欠的に搬送して加熱金型で挟持する、一対の加熱ローラ間を通す、加熱ローラの周面に沿わせて搬送する、等の方法が知られており、本願においてもこれらの方法を取り入れることもできる。しかし、加熱時間を長く、処理速度を速くしたい場合には、加熱金型や加熱ローラを多段階に配置するなど、設備の大型化、複雑化を招く恐れがある。
【0045】
本実施例の加熱機構300によれば、ガセットパウチである中間製品Pを挟持して連続的に搬送する距離をそのまま熱処理工程に当てられるため、簡易な設備で確実に加熱でき、高速化を図ることができる。
これにより、中間製品Pの端部(両サイド)を折り畳んだ状態で、搬送しながら熱処理することができ、折り畳んだ部分の残留応力を十分に緩和することができる。従って、中間製品Pの端部をより確実に折り畳むことができる。また、本実施例に係る装置及び方法により折り曲げ加工を施した後に加熱される場合(例えば、レトルトパウチの場合)、当該加熱温度よりも高い温度で、加熱機構300により加熱しておけば、加工後に加熱されても、折り畳んだ部分が元の状態に戻ってしまうことを抑制できる。
【0046】
特に、折り曲げ部分近傍の内面がヒートシールされる程度まで加熱すれば、より確実に折り畳み状態が維持される。この点について、図12を参照して、より詳しく説明する。本実施例に係るガセットパウチの中間製品Pにおいては、両側辺の前面エッジ部21と後面エッジ部22が予めヒートシールされている。そして、上記の通り、本実施例に係る折り曲げ加工装置によって、前面エッジ部21及び後面エッジ部22よりも内側の部分を折り曲げ線として、折り曲げるようになっている。このように折り曲げ加工を施した後に、フィルムの内面(熱融着性を有する面)における融点よりも高い温度で加熱することにより、折り曲げ部分P1近傍に対してヒートシールを施すことが可能となる。図12中、網目状に示した領域P3の辺りにヒートシールを施すことによって、折り目が戻りにくくなり、より一層、確実に折り曲げる(折り畳む)ことが可能となる。
【0047】
なお、この折り曲げ加工後にヒートシールを施す目的は、折り曲げた部分が元に戻りにくくすることを目的としており、折り曲げ線の付近のみ施せば十分である。ただし、折り曲げ線と前面エッジ部21及び後面エッジ部22との間の全域、あるいは折り曲げた前面エッジ部21及び後面エッジ部22で挟まれる領域においてヒートシールが施されても構わない。また、折り曲げ線の付近ではヒートシールが施されずに、それよりも内側の領域でヒートシールが施された場合であっても、ある程度、折り曲げ部分が元に戻ってしまうことを抑制する効果はある。更に、前面エッジ部21及び後面エッジ部22の部分で折り曲げるような場合であっても、再度、フィルム内面における融点よりも高い温度で加熱することで、折り曲げ部分が元に戻ってしまうことを抑制する効果はある。
【0048】
また、中間製品Pの搬送方向において、ヒートシールを施す領域は、全域である必要はなく、部分的にヒートシールを施した場合でも、折り曲げ部分が元に戻ってしまうことを抑制することができる。
また、本実施例における加熱機構300においては、中間製品Pの折り曲げ部分P1、P1を、当該折り曲げ部分P1に接する面が平面にて構成された加熱ブロック330によって、挟持しながら加熱する構成を採用している。これにより、中間製品Pの前面エッジ部21及び後面エッジ部22の折り畳まれた部分は平面的に挟持かつ加熱されるので、より安定した形状となる。また、加熱ブロック330と中間製品Pとの間で摺動することなく、中間製品Pは搬送される。
【0049】
本実施例の加熱ブロック300は、磁力反発レール350からの反発力を受けて中間製品Pの折り曲げ部21b、22bを挟持する押圧力を得るので、中間製品Pを挟持して搬送する区間においてチェーン320と機械的に接触、摺動する部材がなく、チェーン320の摩耗、変形を抑制することができる。
【0050】
加熱ブロック300は、チェーン320の無端軌道上の中間製品Pを搬送する区間から離れた区間でヒータ340により加熱されるので、各々の加熱ブロックにヒータを組み込むような複雑な構造としなくてよい。
<その他>
【0051】
また、上記実施例においては、1段階での折り曲げ加工を行う場合を例にして説明したが、2段階の折り曲げ(2本の折り曲げ線での2段階の折り曲げ加工)でもよく、3段階以上の多段階での折り曲げ加工(3つ以上の折り曲げ線での折り曲げ加工)を行うようにしてもよい。
【0052】
実施例の金型構造は、分離折り曲げ加工を1組の第2外型と第2内型内で行ったが、折り曲げの適宜の段階で分割された金型構造とすることもできる。
【0053】
また、上記実施例においては、金型210にヒータ217が設けられた(内蔵された)場合を説明したが、金型210を加熱する代わりに、金型210による折り曲げ加工の前の段階でパウチの中間製品P(又は、その他のガセットパウチ)を加熱するようにしてもよい。この場合、加熱機構300と同様の構成を金型210の上流側に配置して実施することもできる。また、予備加熱した後に、更に、金型210においても加熱する構成を採用することもできる。
【0054】
また、加熱機構300によって、折り曲げ部分P1を挟持しながら加熱した場合に、この折り曲げ部分P1の状態を、より安定させるためには、加熱後に、折り曲げ部分P1を挟持したまま冷却すると、より効果的である。
【0055】
そこで、加熱機構300よりも搬送方向Xの下流側に、冷却機構(熱交換機構)を設けるとよい。なお、冷却機構としては、例えば、上記の加熱機構300において、ヒータ340の代わりに、冷却水や冷却ガスなどの冷却媒体を流すクーラーや、冷却ファンなどの冷却装置で加熱ブロック330に相当する部品(熱交換ブロック)を冷却するように構成されたものを採用できる。ただし、冷却機構は、中間製品Pにおける折り曲げ部分P1を挟持した状態で冷却できるものであれば、かかる構成には限られない。
【0056】
また、洗剤などを収容するパウチのように、レトルト殺菌処理など加熱されることのないガセットパウチに折り曲げ加工を施す場合には、加熱機構300はなくてもよい。この場合でも、予備加熱ないし金型で加熱して折り曲げ加工した場合には、下流側に冷却機構を配置するのが好ましい。
【0057】
搬送機構の開始端側はパウチフィーダー100に限らず、作業員が手差しで中間製品Pを投入してもよいし、(長尺フィルムからパウチを製造する)製袋装置から中間製品Pを直接受け入れてもよい。
また、搬送機構の終端側は、梱包用段ボール箱などへ排出するだけでもよいし、折り曲げ加工されたパウチを印刷、ラベル貼着、充填など適宜の後工程へ受け渡すようにしてもよい。
【符号の説明】
【0058】
1 ガセットパウチ
11 前面部
12 後面部
13 マチ部
21 前面エッジ部
22 後面エッジ部
F1 前面フィルム
F2 後面フィルム
F3 マチフィルム
100 パウチフィーダー
200 折り曲げ加工機構
210 金型
211 上フレーム
212 下フレーム
211a,212a 放熱孔
213 第1外型
214 第1内型
215 第2内型
216 搬送ガイド
217 ヒータ
218 第2外型
219 分離型
220 搬送ローラ
300 加熱機構(熱交換機構)
300a,300b 回転機構
311 従動スプロケット
312 駆動スプロケット
320 チェーン
321 チェーン構成部品
330 加熱ブロック(熱交換ブロック)
331 横ブレ防止ガイド
332 磁石
333 切り欠き部
340 ヒータ
350 磁力反発レール
351 磁石
K 空間部
P 中間製品
【特許請求の範囲】
【請求項1】
前面部と後面部の両側縁間に設けられるマチ部を有し、マチ部と前面部及び後面部の角部にエッジ部が形成されているガセットパウチにおいて、
前記前面部側の角部のエッジ部を前面部側に、前記後面部側の角部のエッジ部を後面部側に折り曲げたことを特徴とするガセットパウチ。
【請求項2】
前面部と後面部の両側縁間に設けられるマチ部とを有し、マチ部と前面部及び後面部の角部にエッジ部が形成されているガセットパウチのエッジ部の折り曲げ方法であって、
マチ部が折り畳まれて前面部と後面部のエッジ部が重なった平面形態のガセットパウチ中間製品を準備し、
重なったエッジ部を前面部側か後面部側の一方側に折り曲げ、内側に位置するエッジ部と外側に位置するエッジ部の折り曲げ部の厚みの差によって、重なったエッジ部の先端をずらし、
外側のエッジ部の拘束を解放することにより、内側のエッジ部と外側のエッジ部を分離し、
外側のエッジ部を反対側に折り曲げることを特徴とするガセットパウチのエッジ部折り曲げ方法。
【請求項3】
内側に位置するエッジ部の先端を押えたままで外側のエッジ部を分離することを特徴とする請求項2に記載のガセットパウチのエッジ部折り曲げ方法。
【請求項4】
マチ部が折り畳まれて前面部と後面部のエッジ部が重なった平面形態のガセットパウチ中間製品を搬送する搬送機構と、
該搬送機構によって搬送されるガセットパウチ中間製品に対して、該ガセットパウチ中間製品の搬送方向と平行な折り曲げ線にて、該ガセットパウチのエッジ部を折り曲げる金型と、
を備えるガセットパウチの折り曲げ装置であって、
前記金型は、搬送するガセットパウチ中間製品の少なくともエッジ部が通過する隙間を有しており、
該隙間の位置が前記搬送方向の上流側から下流側に向かって変化するように構成されることによって、搬送されるガセットパウチ中間製品のエッジ部に折り曲げ加工を施すように構成されるもので、
搬送方向に沿って、エッジ部を重ねた状態で折り曲げる重ね折り部と、外側のエッジ部の拘束を解放して外側のエッジ部を分離する分離部と、
分離した外側のエッジ部を反対側に折り曲げる分離折り曲げ部と、を備えていることを特徴とするガセットパウチのエッジ部折り曲げ装置。
【請求項5】
前記分離部において、折り曲げた内側に位置するエッジ部の先端を押さえたままで外側のエッジ部を分離することを特徴とする請求項4に記載のガセットパウチのエッジ部折り曲げ装置。
【請求項6】
前記金型よりも前記搬送方向の下流側には、前記エッジ部の折り曲げ部分を挟持しながら加熱又は冷却する熱交換機構が設けられていることを特徴とする請求項4に記載のガセットパウチのエッジ部折り曲げ装置。
【請求項7】
前記ガセットパウチは熱融着性を有する面が向かい合うように構成され、前記エッジ部の折り曲げ線近傍において前記向かい合った熱融着性を有する面の少なくとも一部をヒートシールすることを特徴とする請求項4乃至6のいずれかの項に記載のガセットパウチの折り曲げ装置。
【請求項1】
前面部と後面部の両側縁間に設けられるマチ部を有し、マチ部と前面部及び後面部の角部にエッジ部が形成されているガセットパウチにおいて、
前記前面部側の角部のエッジ部を前面部側に、前記後面部側の角部のエッジ部を後面部側に折り曲げたことを特徴とするガセットパウチ。
【請求項2】
前面部と後面部の両側縁間に設けられるマチ部とを有し、マチ部と前面部及び後面部の角部にエッジ部が形成されているガセットパウチのエッジ部の折り曲げ方法であって、
マチ部が折り畳まれて前面部と後面部のエッジ部が重なった平面形態のガセットパウチ中間製品を準備し、
重なったエッジ部を前面部側か後面部側の一方側に折り曲げ、内側に位置するエッジ部と外側に位置するエッジ部の折り曲げ部の厚みの差によって、重なったエッジ部の先端をずらし、
外側のエッジ部の拘束を解放することにより、内側のエッジ部と外側のエッジ部を分離し、
外側のエッジ部を反対側に折り曲げることを特徴とするガセットパウチのエッジ部折り曲げ方法。
【請求項3】
内側に位置するエッジ部の先端を押えたままで外側のエッジ部を分離することを特徴とする請求項2に記載のガセットパウチのエッジ部折り曲げ方法。
【請求項4】
マチ部が折り畳まれて前面部と後面部のエッジ部が重なった平面形態のガセットパウチ中間製品を搬送する搬送機構と、
該搬送機構によって搬送されるガセットパウチ中間製品に対して、該ガセットパウチ中間製品の搬送方向と平行な折り曲げ線にて、該ガセットパウチのエッジ部を折り曲げる金型と、
を備えるガセットパウチの折り曲げ装置であって、
前記金型は、搬送するガセットパウチ中間製品の少なくともエッジ部が通過する隙間を有しており、
該隙間の位置が前記搬送方向の上流側から下流側に向かって変化するように構成されることによって、搬送されるガセットパウチ中間製品のエッジ部に折り曲げ加工を施すように構成されるもので、
搬送方向に沿って、エッジ部を重ねた状態で折り曲げる重ね折り部と、外側のエッジ部の拘束を解放して外側のエッジ部を分離する分離部と、
分離した外側のエッジ部を反対側に折り曲げる分離折り曲げ部と、を備えていることを特徴とするガセットパウチのエッジ部折り曲げ装置。
【請求項5】
前記分離部において、折り曲げた内側に位置するエッジ部の先端を押さえたままで外側のエッジ部を分離することを特徴とする請求項4に記載のガセットパウチのエッジ部折り曲げ装置。
【請求項6】
前記金型よりも前記搬送方向の下流側には、前記エッジ部の折り曲げ部分を挟持しながら加熱又は冷却する熱交換機構が設けられていることを特徴とする請求項4に記載のガセットパウチのエッジ部折り曲げ装置。
【請求項7】
前記ガセットパウチは熱融着性を有する面が向かい合うように構成され、前記エッジ部の折り曲げ線近傍において前記向かい合った熱融着性を有する面の少なくとも一部をヒートシールすることを特徴とする請求項4乃至6のいずれかの項に記載のガセットパウチの折り曲げ装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2013−52921(P2013−52921A)
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願番号】特願2011−193888(P2011−193888)
【出願日】平成23年9月6日(2011.9.6)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願日】平成23年9月6日(2011.9.6)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]