
ガラスびんの処理方法および処理システム
【課題】割れたりしたガラスびん、キャップやラベルなどが付いているガラスびんなどからガラスの原料であるカレットを製造できるようにするガラスびんの処理方法および処理システムを提供する。
【解決手段】ラベルが付着したり、キャップが付いたままのびん首、アルミや鉄などが混入したりした原料から、ラベルをガラス片を転動流下させながら擦り合わせて剥離させ、キャップが付いたびん首を原料から除去し、剥離させたラベルを原料から吸引除去し、その上原料に混入しているアルミと鉄をアルミと鉄とガラスとの磁気特性の相違を利用して原料から除去してカレット製造に適する原料とするものである。
【解決手段】ラベルが付着したり、キャップが付いたままのびん首、アルミや鉄などが混入したりした原料から、ラベルをガラス片を転動流下させながら擦り合わせて剥離させ、キャップが付いたびん首を原料から除去し、剥離させたラベルを原料から吸引除去し、その上原料に混入しているアルミと鉄をアルミと鉄とガラスとの磁気特性の相違を利用して原料から除去してカレット製造に適する原料とするものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はガラスびんの処理方法および処理システムに関する。さらに詳しくは、回収されたガラスびんをカレットの製造に適するように処理するガラスびん処理方法および処理システムに関する。
【背景技術】
【0002】
従来より、各市町村により資源の有効活用の一環としてガラスびんの回収がなされている。
【0003】
この回収において割れたガラスびんは、再利用が不可能なものとして埋立処分などがなされている。あるいは、路盤材の骨材として利用されている。
【0004】
しかしながら、回収されたガラスびんは、ガラスの原料とするのが一番望ましい形態である。というのは、路盤の骨材には他に適した材料が存在するからである。
【0005】
なお、割れたガラスびんからアスファルトなどの骨材を製造する方法および装置については、特許文献1に提案がなされている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平9−99250号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明はかかる従来技術の課題に鑑みなされたものであって、割れたりしたガラスびん、キャップやラベルなどが付いているガラスびんなどをガラスの原料であるカレットの製造に適するように処理するガラスびんの処理方法および処理システムを提供することを目的とし、さらに原料からカレットを得ることをも目的としている。
【課題を解決するための手段】
【0008】
本発明のガラスびんの処理方法の第1形態は、原料を投入する原料投入工程と、投入された原料を貯留する貯留工程と、貯留された原料を切り出す切出工程と、原料に付着しているラベルを原料から剥離させるラベル剥離工程と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去工程と、剥離されたラベルを原料から吸引除去するラベル除去工程と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去工程とを含むことを特徴とする。
【0009】
本発明のガラスびんの処理方法の第1形態においては、原料から小サイズのガラス片を機械的に分別除去する分別工程と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去工程と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去工程と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去工程とが付加されているのが好ましい。
【0010】
本発明のガラスびんの処理方法の第2形態は、原料を投入する原料投入工程と、投入された原料を貯留する貯留工程と、貯留された原料を切り出す切出工程と、原料に付着しているラベルを原料から剥離させるラベル剥離工程と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去工程と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去工程とを含むことを特徴とする。
【0011】
本発明のガラスびんの処理方法の第2形態においては、剥離されたラベルを原料から吸引除去するラベル除去工程と、原料から小サイズのガラス片を機械的に分別除去する分別工程と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去工程と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去工程と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去工程とが付加されているのが好ましい。
【0012】
本発明のガラスびんの処理方法の第3形態は、原料を投入する原料投入工程と、投入された原料を貯留する貯留工程と、貯留された原料を切り出す切出工程と、原料に付着しているラベルを原料から剥離させるラベル剥離工程と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去工程と、剥離されたラベルを原料から吸引除去するラベル除去工程と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去工程と、原料から小サイズのガラス片を機械的に分別除去する分別工程と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去工程と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去工程と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去工程とを含むことを特徴とする。
【0013】
本発明のガラスびんの処理方法においては、ラベル剥離工程におけるラベルの剥離が、原料のガラス片を転動流下させながらガラス片相互を擦り合わせることによりなされるのが好ましい。その場合、剥離が水のミストを散布しながらなされるのがさらに好ましい。
【0014】
また、本発明のガラスびんの処理方法においては、茶色ガラスとそれ以外の色ガラスとの光の透過度の相違を利用して色ガラスから茶色以外の色ガラスを機械的に除去する各種色ガラス除去工程が付加されているのが好ましい。
【0015】
さらに、本発明のガラスびんの処理方法においては、分別工程において、小サイズのガラス片が分別除去された原料をさらに中サイズの原料とそれより大きい大サイズの原料とに機械的に分別するのが好ましい。その場合、異物除去工程が、中サイズの原料から異物を機械的に除去する中サイズ異物除去工程と、大サイズの原料から異物を機械的に除去する大サイズ異物除去工程とを含むのがさらに好ましく、また 色ガラス除去工程が、中サイズの原料から色ガラスを機械的に除去する中サイズ色ガラス除去工程と、大サイズの原料から色ガラスを機械的に除去する大サイズ色ガラス除去工程とを含むのがさらに好ましい。
【0016】
さらに、本発明のガラスびんの処理方法においては、除去されたキャップが付いているびん首からキャップを機械的に外し、キャップが外されたびん首またはびん首片を原料投入工程に戻すキャップ除去工程が付加されているのが好ましい。その場合、キャップをスチールキャップとアルミキャップとプラスチックキャップとに鉄とアルミとプラスチックとの磁気特性の相違を利用して機械的に分別するキャップ分別工程が付加されているのがさらに好ましい。
【0017】
本発明のガラスびんの処理システムの第1形態は、原料投入部と、投入された原料を貯留する貯留部と、貯留されている原料を切り出す切出部と、原料に付着しているラベルを剥離させるラベル剥離部と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去部と、剥離されたラベルを原料から吸引除去するラベル除去部と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去部と、を備えてなることを特徴とする。
【0018】
本発明のガラスびんの処理システムの第1形態においては、原料から小サイズのガラス片を機械的に分別除去する分別部と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去部と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去部と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去部が付加されてなるのが好ましい。
【0019】
本発明のガラスびんの処理システムの第2形態は、原料投入部と、投入された原料を貯留する貯留部と、貯留されている原料を切り出す切出部と、原料に付着しているラベルを剥離させるラベル剥離部と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去部と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去部と、を備えてなることを特徴とする。
【0020】
本発明のガラスびんの処理システムの第2形態においては、剥離されたラベルを原料から吸引除去するラベル除去部と、原料から小サイズのガラス片を機械的に分別除去する分別部と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去部と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去部と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去部とが付加されてなるのが好ましい。
【0021】
本発明のガラスびんの処理システムの第3形態は、原料投入部と、投入された原料を貯留する貯留部と、貯留されている原料を切り出す切出部と、原料に付着しているラベルを剥離させるラベル剥離部と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去部、剥離されたラベルを原料から吸引除去するラベル除去部と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去部と、原料から小サイズのガラス片を機械的に分別除去する分別部と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去部と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去部と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去部と、を備えてなることを特徴とする。
【0022】
本発明のガラスびんの処理システムにおいては、ラベル剥離部が、原料を転動流下させる下りこう配に配設された回転ドラムを有するのが好ましい。その場合、回転ドラムが内面に複数の突部材を寝かせて有してなるのがさらに好ましく、回転ドラムが水のミストを散布するミスト散布管を有してなるのがさらに好ましい。
【0023】
また、本発明のガラスびんの処理システムにおいては、茶色ガラスとそれ以外の色ガラスとの光の透過度の相違を利用して色ガラスから茶色以外の色ガラスを機械的に除去する各種色ガラス除去部が付加されてなるのが好ましい。
【0024】
さらに、本発明のガラスびんの処理システムにおいては、分別部が、小サイズのガラス片が分別除去された原料をさらに中サイズの原料とそれより大きい大サイズの原料とに機械的に分別するようにされてなるのが好ましい。その場合、異物除去部が、中サイズの原料から異物を機械的に除去する中サイズ異物除去部と、大サイズの原料から異物を機械的に除去する大サイズ異物除去部とを含むのがさらに好ましく、色ガラス除去部が、中サイズの原料から色ガラスを機械的に除去する中サイズ色ガラス除去部と、大サイズの原料から色ガラスを機械的に除去する大サイズ色ガラス除去部とを含むのがさらに好ましい。
【0025】
さらに、本発明のガラスびんの処理システムにおいては、除去されたキャップが付いているびん首からキャップを機械的に外し、キャップが外されたびん首またはびん首片を原料投入部に戻すキャップ除去部が付加されてなるのが好ましい。その場合、キャップ除去部が、キャップが付いているびん首を機械的にクラッシュするクラッシュ部と、クラッシュされたびん首からキャップを機械的に除去するキャップ除去部と、除去されたキャップをスチールキャップとアルミキャップとプラスチックキャップとに鉄とアルミとプラスチックとの磁気特性の相違を利用して機械的に分別するキャップ分別部とを含むのがさらに好ましい。
【発明の効果】
【0026】
本発明は前記の如く構成されているので、ラベルが付着したりキャップが付いたりしたままのびん首が混在する原料からラベルの機械的な除去やキャップが付いたままのびん首の機械的な除去がなし得るという優れた効果を奏する。
【図面の簡単な説明】
【0027】
【図1】本発明の実施形態1に係るガラスびんの処理方法の大工程図である。
【図2】同前処理工程図である。
【図3】原料の写真である。
【図4】ラベル剥離工程を実行するラベル剥離機の概略図である。
【図5】キャップ付びん首除去工程を実行するバースクリーンの概略図である。
【図6】ラベル除去工程を実行するラベル除去装置の吸引部の概略図である。
【図7】本発明の実施形態1に係るガラスびんの処理方法の選別工程図である。
【図8】分別工程を実行する分別機の概略図である。
【図9】異物除去工程のブロック図である。
【図10】色ガラス除去工程のブロック図である。
【図11】貯蔵部の概略図である。
【図12】本発明の実施形態1に係るガラスびんの処理システムのブロック図である。
【図13】前処理部のブロック図ある。
【図14】貯留部および切出部が一体化されたホッパーの概略図である。
【図15】ラベル剥離部のブロック図ある。
【図16】ラベル剥離機のブロック図ある。
【図17】ラベル剥離機の胴の概略図であって、同(a)は正面図、同(b)は長手方向断面図、同(c)は突部材の概略図である。
【図18】ミスト散布装置の概略図である。
【図19】バースクリーン選別機の概略図である。
【図20】ラベル除去部のブロック図である。
【図21】アルミ・鉄除去部のブロック図である。
【図22】搬送部のブロック図である。
【図23】選別部のブロック図である。
【図24】分別機の概略図である。
【図25】異物除去部のブロック図である。
【図26】異種ガラス除去部のブロック図である。
【図27】色ガラス除去部のブロック図である。
【図28】制御部のブロック図である。
【図29】キャップ除去工程図である。
【図30】キャップ除去部が付加されたシステムのブロック図である。
【図31】キャップ除去部のブロック図である。
【図32】クラッシュ部のブロック図である。
【図33】キャップ除去部制御部が付加された制御部のブロック図である。
【図34】異物除去工程および異物除去部の変形例のブロック図である。
【図35】色ガラス除去工程および色ガラス除去部の変形例のブロック図である。
【図36】分別機を並列配置した変形例のブロック図である。
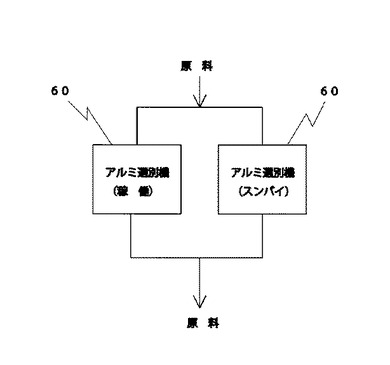
【図37】アルミ選別機を並列配置した変形例のブロック図である。
【発明を実施するための形態】
【0028】
以下、添付図面を参照しながら本発明を実施形態に基づいて説明するが、本発明はかかる実施形態のみに限定されるものではない。
【0029】
実施形態1
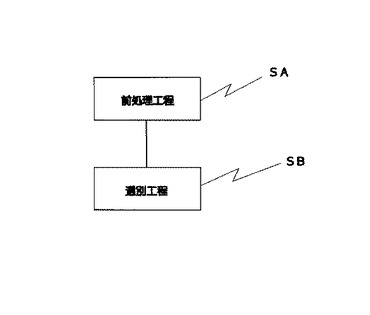
本発明の実施形態1に係るガラスびんの処理方法(以下、単に処理方法という)を図1に大工程図で示す。
【0030】
処理方法は、図1に示すように、前処理工程SAと選別工程SBとを含むものとされる。
【0031】
前処理工程SAは、原料(ガラスびん破片)から付着しているラベル、混入しているプラスチックキャップ、アルミニウムキャップなどのアルミニウム(以下、単にアルミという)、およびスチールキャップなどの鉄を除去するものとされる。
【0032】
選別工程SBは、前処理された原料をカレットとして製品価値の高い無色透明なものと、同様にカレットとして製品価値の高い茶色のものと、カレットとして製品価値の低い緑色などのその他の色のものと、所定サイズ以下のくずガラスとに選別するものとされる。
【0033】
以下、前処理工程SAおよび選別工程SBについて詳細に説明する。
【0034】
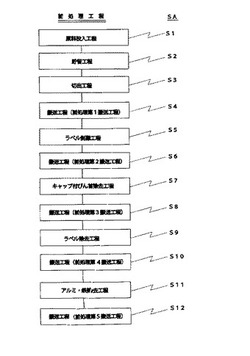
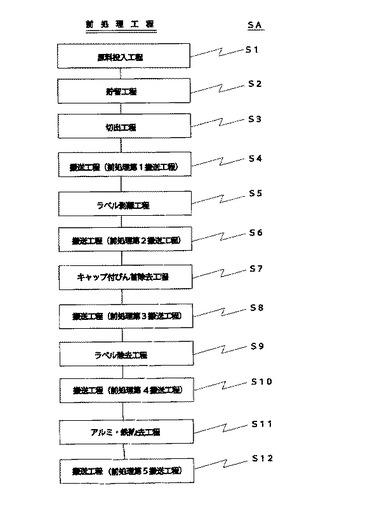
前処理工程SAは、図2に示すように、原料のガラスびん破片を貯留部、例えばホッパーに投入する原料投入工程S1と、投入された原料を貯留部、例えばホッパーに貯留する貯留工程S2と、貯留された原料を振動フィーダーなどにより貯留部、例えばホッパーから切り出す切出工程S3と、切り出された原料を次工程にベルト搬送する搬送工程(前処理第1搬送工程)S4と、ラベルをガラスびん破片から剥離させるラベル剥離工程S5と、ラベルが剥離されたガラスびん破片(原料)を剥離されたラベルとともに次工程にベルト搬送する搬送工程(前処理第2搬送工程)S6と、バースクリーンにより主としてキャップが付いているびん首を選別除去するキャップ付びん首除去工程S7と、キャップ付びん首除去工程S7によりキャップが付いたびん首が選別除去された原料(剥離したラベルは混入したままである。)を次工程に振動搬送する搬送工程(前処理第3搬送工程)S8と、原料に混入しているラベルをバキューム除去するラベル除去工程S9と、ラベルが除去された原料を次工程に振動搬送する搬送工程(前処理第4搬送工程)S10と、ラベルが除去された原料から混入しているアルミおよび鉄を除去するアルミ・鉄除去工程S11と、アルミ・鉄除去工程S11が終了した原料を選別工程にベルト搬送する搬送工程(前処理第5搬送工程)S12と、を含むものとされる。
【0035】
原料投入工程S1は、割れたガラスびん、つまりガラスびん破片を原料として貯留部、例えばホッパーに投入するものとされる。
【0036】
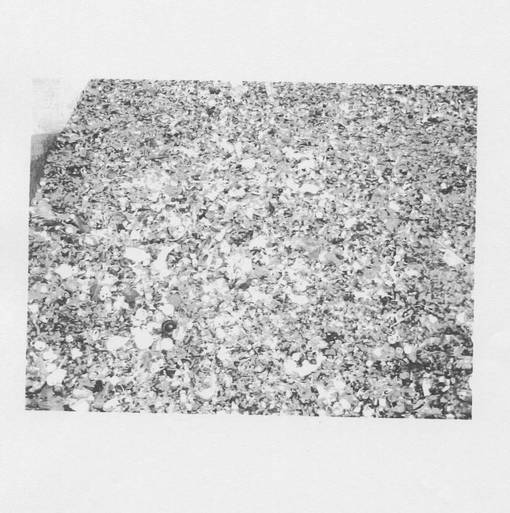
原料は、図3に示すように、サイズはマチマチで、しかも、透明ガラスおよび色ガラスが混在し、さらにはラベルが付着したものも混在した状態である。その上、びん首には鉄やアルミやプラスチックからなるキャップが付いたままのものもある。また、原料には陶器片や石、その他の金属も混入している。
【0037】
貯留工程S2は、原料をホッパーなどの貯留部に一定期間貯留して負荷の均一化を図るものとされる。
【0038】
切出工程S3は、ホッパーなどの貯留部に貯留された原料を処理量に応じてホッパーに付設されている振動フィーダーなどにより切り出すものとされる。
切り出された原料は、搬送手段、例えば搬送コンベア(ベルトコンベア)に供給され、次工程つまりラベル剥離工程S5に搬送される。(前処理第1搬送工程S4)
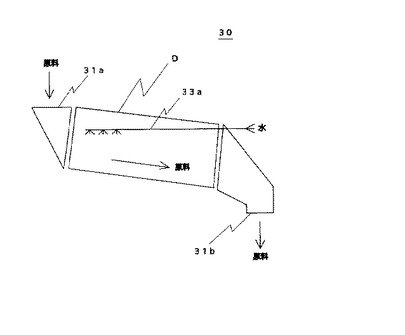
ラベル剥離工程S5は、図4に示すように、下りこう配に傾斜させられた回転ドラムDの上端から原料を投入し、下端から排出される間にガラスびん片を転動流下させガラスびん片相互を擦り合わせることによりガラスびん破片からラベルを剥離させるものとされる。ラベル剥離工程S5におけるラベル剥離を効率的になすため、ドラムD内の前部には水のミストが散布される。散布されるミストの量は投入される原料の量および原料の湿り具合により適宜調整される。なお、ミストの具体的な散布量は、例えば試験運転により定められる。
【0039】
ラベルが剥離されたガラスびん破片は、回転ドラムDの下端から剥離されたラベルが混在したまま搬送コンベア(ベルトコンベア)に排出され、次工程つまりキャップ付びん首除去工程S7に搬送される。(前処理第2搬送工程S6)
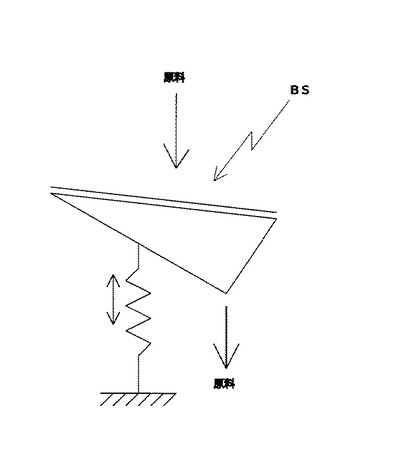
キャップ付びん首除去工程S7は、図5に示すように、丸棒が櫛状にされたものが棚田状に配設されたバースクリーン部を有するバースクリーン(振動ふるいの一種)BSにより、主としてキャップなどが付いたままのびん首片を選別除去するものとされる。
キャップ付いたままのびん首片が選別除去された原料は、振動フィーダーにより、次工程つまりラベル除去工程S9に搬送される。(前処理第3搬送工程S8)
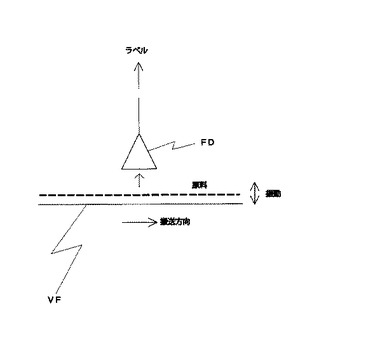
ラベル除去工程S9は、図6に示すように、振動搬送経路、例えば振動フィーダーVF上設けられたフードFDにより原料に混入している剥離したラベルを吸引除去するものとされる。ラベル除去工程S9を振動搬送経路上に配設するのは、原料に混入しているラベルを効率よく除去するためである。なお、ラベル除去工程S9は、後述する分別工程S21の前に設けられてもよい。
【0040】
ラベルが吸引除去された原料は、次工程つまりアルミ・鉄除去工程S11に振動搬送される。(前処理第4搬送工程S10)
アルミ・鉄除去工程S11は、アルミと鉄との磁気特性の相違により、原料からアルミと鉄とを除去するものとされる。つまり、電磁力により鉄を吸引除去する一方、回転磁界によりアルミに誘起される渦電流と回転磁界との相互作用(フレミング左手の法則により誘起される力)を利用して弾き飛ばして除去するものとされる。なお、除去されたアルミおよび鉄は資源として回収される。
【0041】
しかして、アルミおよび鉄が除去された原料は選別工程SBに搬送される。(前処理第5搬送工程S12)
次に、選別工程SBについて説明する。
【0042】
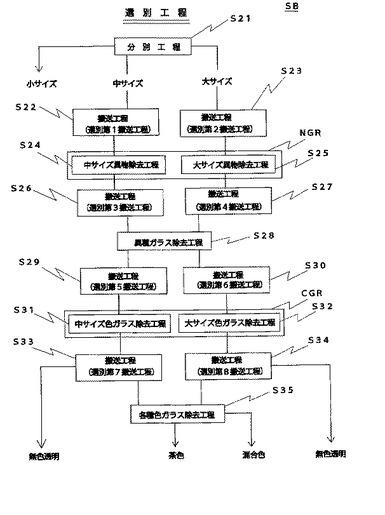
選別工程SBは、図7に示すように、原料を小サイズ、中サイズおよび大サイズのサイズ別に分別する分別工程S21と、分別工程S21により中サイズおよび大サイズに分別された原料をそれぞれ次工程に搬送する搬送工程(選別第1,2搬送工程S22,S23)と、中サイズに分別された原料から陶器片、金属片、石などの異物を除去する中サイズ異物除去工程S24と、大サイズに分別された原料から陶器、金属、石などの異物を除去する大サイズ異物除去工程S25と、異物が除去された中サイズおよび大サイズの原料を次工程に搬送する搬送工程(選別第3,4搬送工程S26,S27)と、異物が除去された中サイズおよび大サイズの原料からソーダガラスと融点が異なる耐熱ガラスおよびクリスタルガラスを除去する異種ガラス除去工程S28と、異種ガラスが除去された中サイズおよび大サイズの原料をそれぞれ次工程に搬送する搬送工程(選別第5,6搬送工程S29,S30)と、中サイズの原料から色ガラスを除去する中サイズ色ガラス除去工程S31と、大サイズの原料から色ガラスを除去する大サイズ色ガラス除去工程S32と、中サイズ色ガラス除去工程S31および大サイズ色ガラス除去工程S32から除去された色ガラスを次工程に搬送する搬送工程(選別第7,8搬送工程S33,S34)と、色ガラスから茶色以外の色ガラスを除去する各種色ガラス除去工程S35と、を含むものとされる。
【0043】
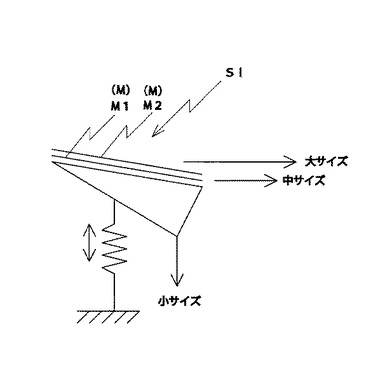
分別工程S21は、図8に示すように、メッシュサイズが異なる複数のメッシュM,Mを有する分別機SIにより原料を小、中、大サイズのものに振動分別するものとされる。
【0044】
分別工程S21により分別される小サイズのものとは、例えば6mm角のメッシュM1を通過するものをいい、中サイズのものとは、例えば6mm角のメッシュM1は通過しないが、15mm角のメッシュM2は通過するものをいい、大サイズのものとは、例えば15mm角のメッシュM2も通過しないものをいう。
【0045】
ここで、原料を中サイズのものと、大サイズのものとに分別するのは、異物除去を効率的に行うためである。なお、処理量が少ない場合には、小サイズのくずガラス片だけを除去するようにされてもよい。つまり、原料を小サイズとそれよりも大きいサイズとに分別するようにされてもよい。
【0046】
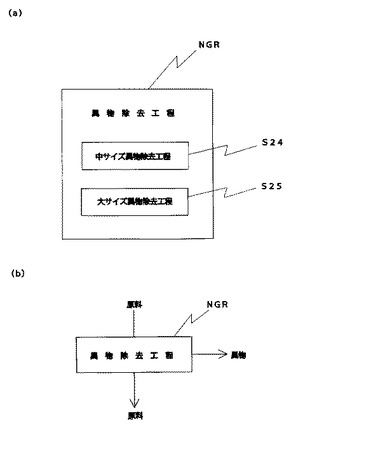
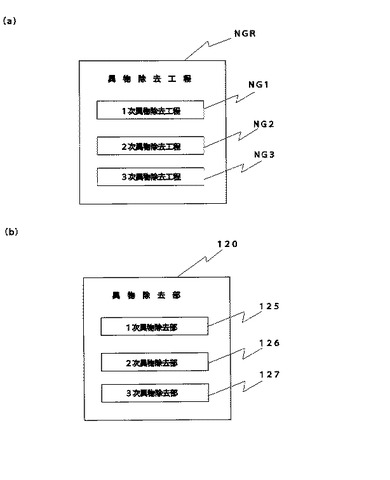
異物除去工程NGRは、前述したように、中サイズの原料から異物を除去する中サイズ異物除去工程S24と、大サイズの原料から異物を除去する大サイズ異物除去工程S25とを含むものとされる(図9参照)。
【0047】
異物除去工程NGRは、ガラス片と、陶器片、金属片および石との光の透過度の相違を利用して原料に混入している陶器片、金属片および石などの異物を除去するものとされる。つまり、ガラス片は、透明ガラスにしろ、色ガラスにしろ光は透過させるが、一方陶器片、金属片および石は光を透過させないので、異物除去工程は、光の透過度の相違を利用して原料に混入している異物を、例えばエアーブローにより除去するものとされる。
【0048】
異種ガラス除去工程S28は、ソーダガラス、クリスタルガラスおよび耐熱ガラスの密度の相違による放射線、例えばX線の透過度の相違を利用して原料に混入しているクリスタルガラスおよび耐熱ガラスをエアーブローにより除去するものとされる。クリスタルガラスおよび耐熱ガラスを原料から除去するのは、クリスタルガラスおよび耐熱ガラスはソーダガラスより融点が高いので、カレットにクリスタルガラスおよび耐熱ガラスのカレットが混入していると、再生されたソーダガラスにクリスタルガラスおよび耐熱ガラスのカレットが粒子状に存在して品質の劣化を招来するので、それを避けるためである。
なお、分別収集が徹底されてクリスタルガラスおよび耐熱ガラスが混入しないことが保証されていれば、この異種ガラス除去工程は設けられなくともよい。
【0049】
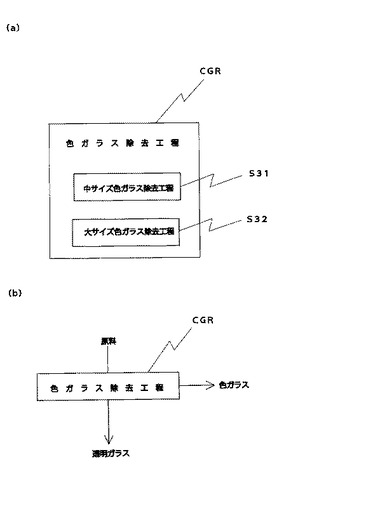
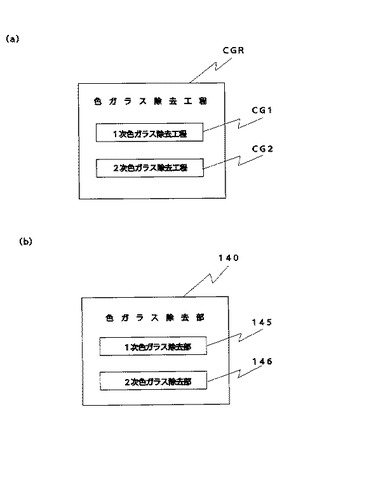
色ガラス除去工程CGRは、前述したように、中サイズの原料から色ガラス片を除去する中サイズ色ガラス除去工程S31と、大サイズの原料から色ガラス片を除去する大サイズ色ガラス除去工程S32とを含むものとされる(図10参照)。
【0050】
色ガラス除去工程CGRにおける色ガラス片の除去は、透明ガラスと色ガラスとの光の透 過度の相違を利用して、例えばエアーブローにより色ガラス片を除去するものとされる。
【0051】
各種色ガラス除去工程S35は、色ガラス除去工程CGRにより除去された色ガラス片から茶色以外の色ガラス(各種色ガラス)片を、茶色色ガラスと各種色ガラスとの光の透過度の相違を利用して、例えばエアーブローにより除去するものとされる。
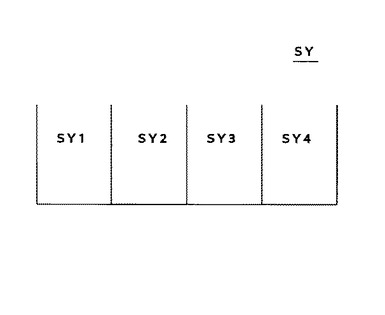
以上の処理により選別されたガラス片は貯蔵部SYに送給され、それぞれの貯蔵部SYにおいて貯蔵される。つまり、分別工程S21により小サイズに分別されたガラス片は小サイズガラス片貯蔵部SY1に送給され、色ガラスが除去された透明ガラス片(透明カレット)は透明カレット貯蔵部SY2に送給され、茶色ガラス片(茶色カレット)は茶色カレット貯蔵部SY3に送給され、各種の色のガラスが混在した各種色ガラス片(各種色カレット)は各種色カレット貯蔵部SY4に送給される(図11参照)。
【0052】
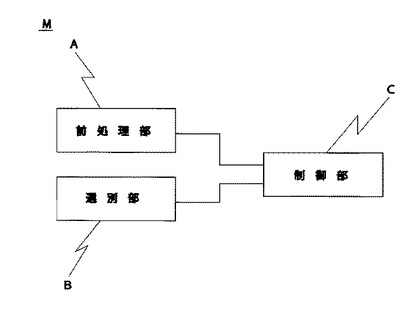
図12に、かかる処理方法が適用されてなるガラスびんの処理システム(以下、単にシステムという)Mを示す。
【0053】
システムMは、図12に示すように、前処理工程SAを実行する前処理部Aと、選別工程をSB実行する選別部Bと、両部を統括制御する制御部Cとを主要部として備えてなるものとされる。
【0054】
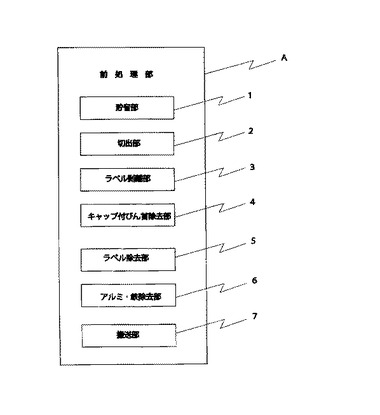
前処理部Aは、図13に示すように、貯留工程S2を実行する貯留部1と、切出工程S3を実行する切出部2と、ラベル剥離工程S5を実行するラベル剥離部3と、キャップ付びん首除去工程S7を実行するキャップ付びん首除去部4と、ラベル除去工程S9を実行するラベル除去部5と、アルミ・鉄除去工程S11を実行するアルミ・鉄除去部6と、搬送工程S4,S6,S8,S10,S12を実行する搬送部7と、を主要部として備えてなるものとされる。
【0055】
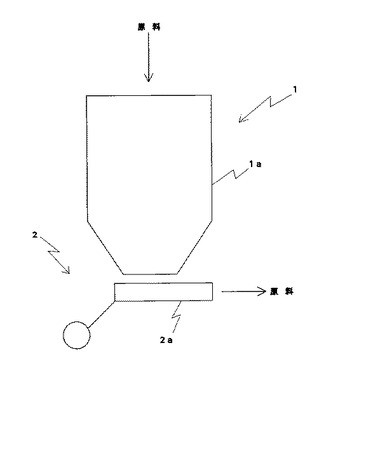
貯留部1は、図14に示すように、ホッパー1aを中心的要素として構成される。ホッパー1aは、従来よりカレット製造に利用されている公知のものとすることができ、その構成に特に限定はない。
【0056】
切出部2は、図14に示すように、振動フィーダー2aを中心的要素として構成される。切出部2は、貯留部1に付設される。例えば、ホッパー1aの底部に配設される。振動フィーダー2aは、従来よりカレット製造に利用されている公知のものとすることができ、その構成に特に限定はない。
【0057】
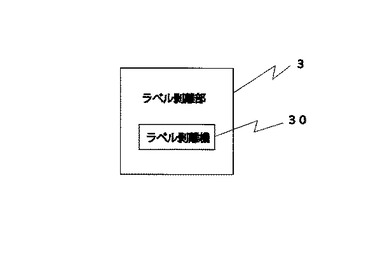
ラベル剥離部3は、図15に示すように、ラベル剥離機30を中心的要素として構成される。
【0058】
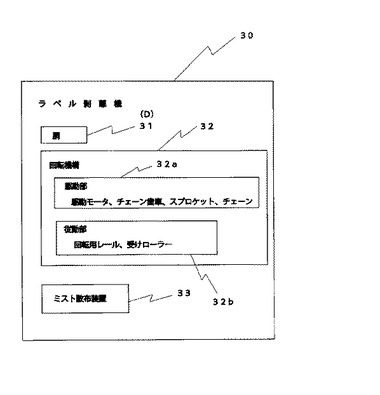
ラベル剥離機30は、図4および図16に示すように、胴31つまり回転ドラムDと、胴31をチェーン駆動により回転させる回転機構32と、胴31の前部に水のミストを散布するミスト散布装置33とを主要構成要素として備えてなるものとされる。なお、胴31を回転させる回転機構32は、チェーン駆動に限定されるものではなく適宜とでき、例えばベルト駆動とすることもできる。
【0059】
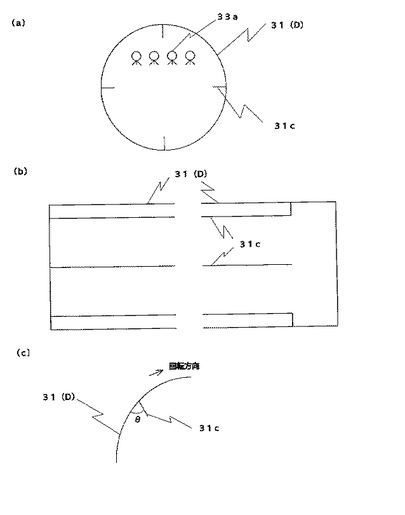
胴31は下りこう配に傾斜させて設けられた円筒体とされ、図17に示すように、内部に長手方向に突部材31cが先端から後端近傍に向けて所定間隔で適度に寝かせて設けられている。また、胴31前端には原料供給口31aが設けられ、胴31後端には原料排出口31bが設けられている(図4参照)。
【0060】
胴31の内径および長さは、処理する原料の量に応じて適宜とされるが、概ね胴の内径は1m程度とされ、長さは5m程度とされる。
【0061】
胴31の下りこう配は、原料が自重により排出口31b側に移動できるように設定されている。下りこう配は、具体的には、10度〜15度とされる。
突部材31cを設ける間隔は、胴31のサイズにもよるが、概ね20cm から30cmとされる。突部材31cの寝かせ角度θは、胴31のサイズ、胴31の回転速度および処理量にもよるが、概ね40度〜50度の範囲とされる。突部材31cの高さは、胴31のサイズ、胴31の回転速度および処理量にもよるが、概ね30mm〜50mmとされる。
【0062】
胴31内部に突部材31cをこのようにして設けるのは、胴31がある程度回転した時点で原料のガラスびん片が胴31の底部に落下するようにするためである。というのは、ガラスびん片が頂部から落下すると、割れる量が多くなり歩留まりが低下するので、それを避けるためである。
【0063】
なお、突部材31cの具体的なサイズ、取付間隔、および寝かせ角度θは実験により決定される。
【0064】
回転機構32は、胴31先端部の駆動部32aと、胴31後端部の従動部32bとを備えてなるものとされる。
【0065】
駆動部32aは、駆動モータと、胴31外周に形成されたチェーン歯車と、駆動モータの軸先端部に形成されたスプロケットと、チェーン歯車とスプロケットとに架け渡されたチェーンとを備えた公知構造のものとされる。
【0066】
従動部32bは、胴31外周に巻回形成された回転用レールと、回転用レールを受ける対向配置された一対の受けローラーとを備えた公知構造のものとされる。
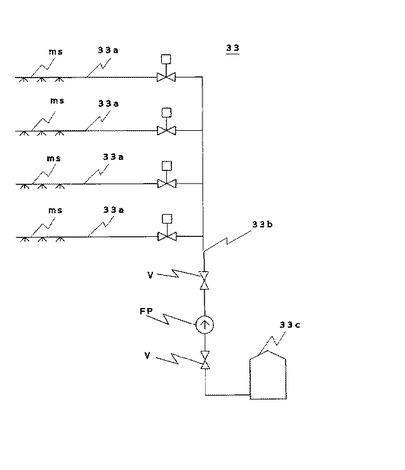
ミスト散布装置33は、図4および図18に示すように、所要数のミスト散布管33aと、ミスト散布管33aに水を供給する供給管33bと、給水タンク33cとを備えてなるものとされる。給水管33bは、給水ポンプFPやバルブVなどが介装されてなるものとされる。
【0067】
ミスト散布管33aは、ミスト散布部msが胴31の前部に位置するようにして胴31内上部に配設される。ミスト散布管33aを所要数とするのは、原料の量に応じて本数制御によりミスト散布量を制御するためである。なお、ミスト散布量が一定とできる場合には、ミスト散布管33aは単数とすることもできる。
【0068】
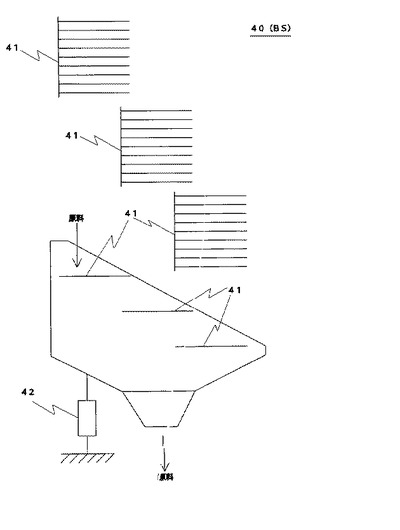
キャップ付びん首除去部4は、図5および図19に示すように、所要数の丸棒を櫛の歯状に配設してなるスクリーン部41を有するバースクリーン40(BS)を中心的要素として構成される。また、バースクリーン40は、付設された加振機42により全体が振動させられるようにされている。ここで、丸棒間の隙間は、例えば15mm程度とされる。
【0069】
丸棒間を通過した原料は、振動搬送部7、例えば振動フィーダーVFにより次工程に搬送される。一方、丸棒間を通過しなかったものは、回収されて廃棄される。
【0070】
なお、図示例におけるバースクリーン40は、スクリーン部41が棚田状に多段に設けられているが、これはスクリーニングの効率向上のためである。つまり、多段とすることにより、スクリーン部41を通過するガラス片が増加し、回収効率の向上が図られるからである。
【0071】
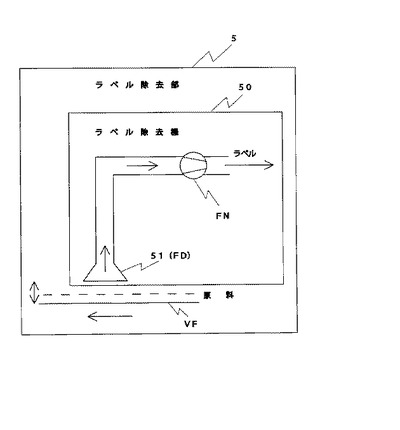
ラベル除去部5は、図6および図20に示すように、フード状の吸引部51(FD)を有するラベル除去装置50を中心的要素として構成される。吸引部51は、原料のキャップ付びん首除去部4からアルミ・鉄除去部6への搬送経路の適宜位置に配設される。例えば、アルミ・鉄除去部6の原料供給口61近傍に配設される。図20中、符号FNは吸引ファンを示す。
【0072】
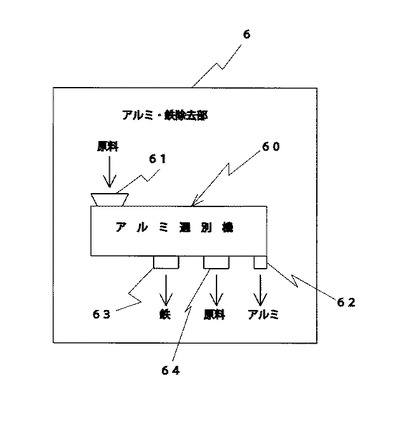
アルミ・鉄除去部6は、図21に示すように、アルミ選別機60を中心的要素として構成される。アルミ選別機60は、原料が投入される原料投入口61と、アルミが排出されるアルミ排出口62と、鉄が排出される鉄排出口63と、原料が排出される原料排出口64とを有するものとされる。原料投入口61には、図示はされていないが振動フィーダーが付設されている。
【0073】
アルミ選別機60によるアルミの選別は、前述したように、円筒状の胴先端部に配設された永久磁石を回転させて回転磁界を生成し、この回転磁界によりアルミに渦電流を生成させ、回転磁界と渦電流とによりフレミング左手の法則により生成される力によりアルミを胴後端部に弾き飛ばすものである。そのため、アルミ排出口62は、胴後端部に設けられる。一方、鉄は電磁石に吸引されるため、鉄排出口63は、胴前部の後方に設けられる。
【0074】
ガラスびん破片(原料)には電磁力は作用しないので、ガラスびん破片は鉄排出口63とアルミの排出口62との中間位置に設けられた原料排出口64から排出され、選別部Bに搬送される。
【0075】
かかる機能および構成を有するアルミ選別機60は、例えば日本マグネティックス株式会社製のアルミ選別機とすることができる。
【0076】
なお、アルミ選別機60から排出された鉄およびアルミは、それぞれ鉄回収ボックスおよびアルミ回収ボックスに送給され回収される。
【0077】
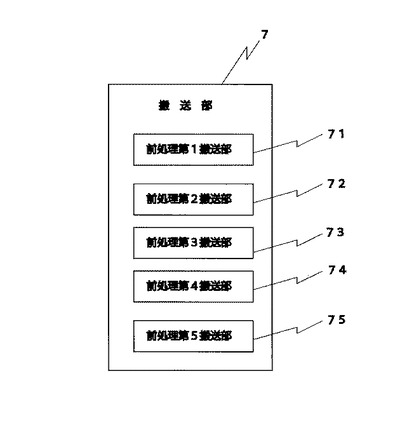
搬送部7は、図22に示すように、前処理第1搬送工程S4を実行する前処理第1搬送部71と、前処理第2搬送工程S6を実行する前処理第2搬送部72と、前処理第3搬送工程S8を実行する前処理第3搬送部73と、前処理第4工程S10を実行する前処理第4搬送部74と、前処理第5工程S12を実行する前処理第5搬送部75とを含むものとされる。
【0078】
前処理第1搬送部71は、ベルトコンベアを中心的要素として構成され、前処理第2搬送部72は、ベルトコンベアを中心的要素として構成され、前処理第3搬送部73は、振動フィーダーを中心的要素として構成され、前処理第4搬送部74は、振動フィーダーを中心的要素として構成され、前処理第5搬送部75は、ベルトコンベアを中心的要素として構成される。
【0079】
次に、選別部Bについて説明する。
【0080】
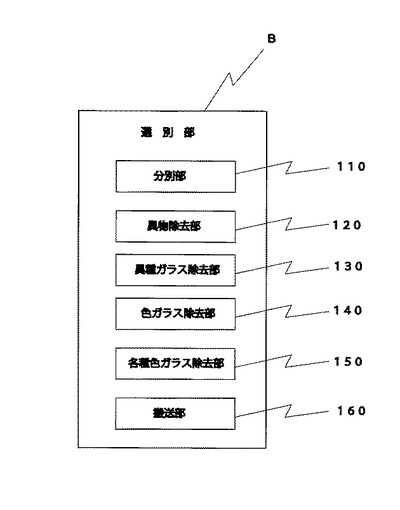
選別部Bは、図23に示すように、分別工程S21を実行する分別部110と、異物除去工程NGRを実行する異物除去部120と、異種ガラス除去工程S28を実行する異種ガラス除去部130と、色ガラス除去工程CGRを実行する色ガラス除去部140と、各種色ガラス除去工程S35を実行する各種色ガラス除去部150と、搬送工程S22,S23,S26,S27,S29,S30,S33,S34を実行する搬送部160と、を主要部として備えてなるものとされる。
【0081】
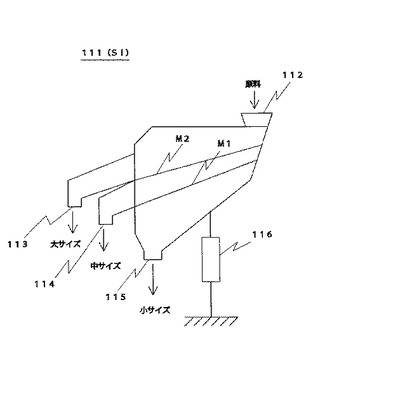
分別部110は、図8および図24に示すように、原料を小サイズのものと、中サイズのものと、大サイズのものとに分別するよう構成された、例えば小中分別メッシュM1と、中大分別メッシュM2とを有する分別機111(SI)を中心的要素として構成される。分別機111は、原料投入口112と大サイズに分別された原料を排出する排出口113と中サイズに分別された原料を排出する排出口114と小サイズに分類されたガラスくずを排出する排出口115とを有する。また、分別機111には、加振機116が付設されている。
【0082】
かかる構成とされた分別機111としては、例えばモゲンセン社製SZサイザーとすることができる。
【0083】
なお、小サイズのものはカレットとして適さないので、分別機111から貯蔵部SYに直接送給される。
【0084】
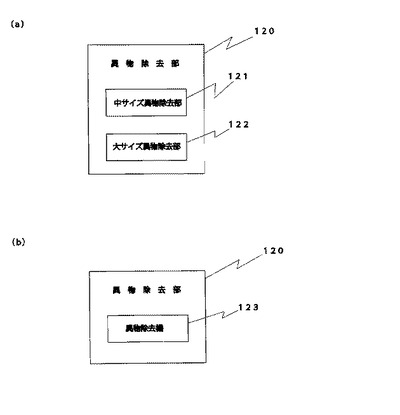
異物除去部120は、図25に示すように、中サイズに分類された原料から異物を除去する中サイズ異物除去部121と、大サイズに分類された原料から異物を除去する大サイズ異物除去部122とを含むものとされる。
【0085】
異物除去部120は、前述したように光の透過度の相違により原料から異物を除去するものとされる。つまり、ガラス片は光を透過するが、陶器片、金属片、石などの異物は光透過しないという特性を利用し、原料を流下させ、流下している原料に光を照射し、透過度がゼロのもの(または著しく低いもの)をエアーブローにより除去するようにされている。
【0086】
異物除去部120は、前記機能を有する異物除去機123を中心的要素として構成される。かかる構成とされた異物除去機123としては、例えばモゲンセン社製マイクロソートAXとすることができる。
【0087】
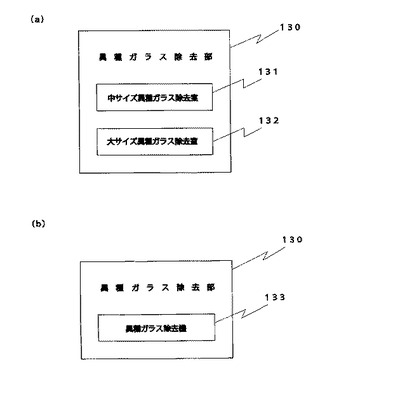
異種ガラス除去部130は、図26に示すように、中サイズに分類された原料から異種ガラスを除去する中サイズ異種ガラス除去室131と、大サイズに分類された原料から異種ガラスを除去する大サイズ異種ガラス除去室132とを含むものとされる。
異種ガラス除去部130は、前述したようにソーダガラスとそれ以外のクリスタルガラスおよび耐熱ガラスを密度の相違を利用してクリスタルガラスおよび耐熱ガラスを除去するものとされる。つまり、ソーダガラスとそれ以外のガラスとは密度が異なり、そのため放射線の透過度が異なるので、異種ガラス除去部130においては、原料を流下させながら原料に放射線、例えばX線を照射し、ソーダガラスの透過度を外れたものをエアーブローにより除去するようにされている。
【0088】
異種ガラス除去部130は、前記機能を有する異種ガラス除去機133を中心的要素として構成される。かかる構成とされた異物除去機133としては、例えばモゲンセン社製マイクロソートAQとすることができる。
【0089】
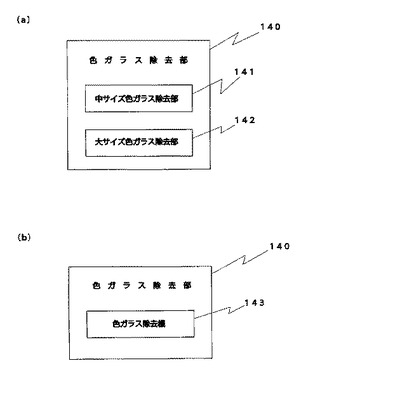
色ガラス除去部140は、図27に示すように、中サイズに分類された原料から色ガラスを除去する中サイズ色ガラス除去部141と、大サイズに分類された原料から色ガラスを除去する大サイズ色ガラス除去部142とを含むものとされる。
【0090】
色ガラス除去部140は、前述したように、透明ガラスと色ガラスとの光の透過度の相違により原料から色ガラスを除去するものとされる。つまり、透明のガラス片における光の透過度は高いが、色ガラス片における光の透過度は低いので、その透過度の相違を利用し、原料を流下させながら原料に光を照射し、透過度が低いものをエアーブローにより除去するようにされている。
【0091】
色ガラス除去部140は、前記機能を有する色ガラス除去機143を中心的要素として構成される。かかる構成とされた色ガラス除去機143としては、例えばモゲンセン社製マイクロソートALとすることができる。
【0092】
各種色ガラス除去部150は、前述したように茶色色ガラスとそれ以外の各種色ガラスとの光の透過度の相違、つまり茶色色ガラスの透過度が低いのに対し、混合色ガラスの透過度が高いことを利用して各種色ガラス片をエアーブローにより除去するものとされる。
各種色ガラス除去部150は、前記機能を有する各種色ガラス除去機を中心的要素として構成される。かかる構成とされた各種色ガラス除去機としては、例えばモゲンセン社製マイクロソートAXとすることができる。
【0093】
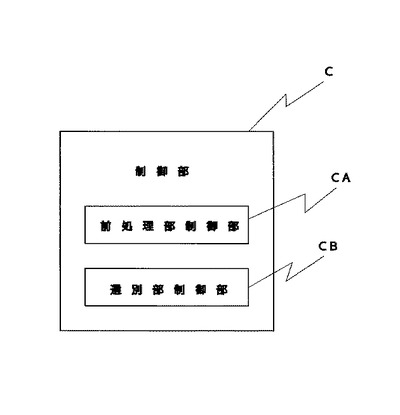
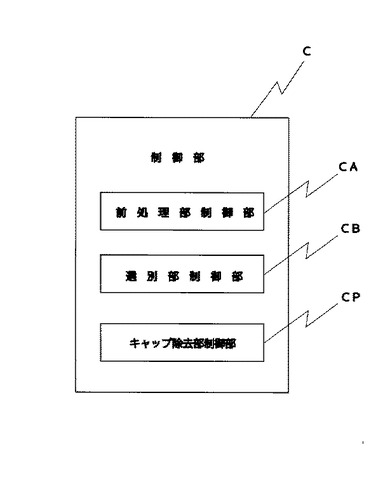
制御部Cは、前述した工程が実行できるようプログラムされたコンピュータにより構成される。
【0094】
すなわち、制御部Cは、図28示すように、前処理部制御部CAと選別部制御部CBとを備えてなるものとされる。
【0095】
前処理部制御部CAは、前述した工程が実行できるよう次の処理を行うものとされる。
【0096】
すなわち、貯留部1の貯留量が所定範囲となるよう原料供給量を設定するとともに、原料供給量を監視し、設定された処理量が実現できるよう切出部2を制御し、設定された処理量が実現できるようラベル剥離部3を制御(例えば、回転ドラムDの回転量を制御したり、散布するミストの量を制御したりする。)し、設定された処理量が実現できるようキャップ付びん首除去部4を制御し、設定された処理量が実現できるようラベル除去部5を制御(例えば、吸引ファンFNの吸引風量を制御する。)し、設定された処理量が実現できるようアルミ・鉄除去部6を制御(例えば、原料投入口61に設けられた振動フィーダーによる原料供給速度を制御する。)し、設定された処理量が実現できるよう搬送部7を制御(例えば、ベルトコンベアの速度を制御したり振動フィーダーVFの供給速度を制御したりする。)する。
【0097】
選別部制御部CBは、前述した工程が実行できるよう次の処理を行うものとされる。
【0098】
すなわち、設定された処理量が実現できるよう分別部110を制御し、設定された処理量が実現できるよう異物除去部120を制御(例えば、異物除去機123における原料の流下量を制御する。)し、設定された処理量が実現できるよう異種ガラス除去部130を制御(例えば、異種ガラス除去機133における原料の流下量を制御する。)し、設定された処理量が実現できるよう色ガラス除去部140を制御(例えば、色ガラス除去機143における原料の流下量を制御する。)し、設定された処理量が実現できるよう各種色ガラス除去部150を制御(例えば、各種色ガラス除去機における原料の流下量を制御する。)し、設定された処理量が実現できるよう搬送部160を制御(例えば、ベルトコンベアの速度を制御したり振動フィーダーVFの供給速度を制御したりする。)する。
【0099】
このように、本実施形態によれば、色ガラスが混入したり、ラベルが付いたままのガラス片や、キャップが付いたままのびん首、陶器片などの異物が混入したりした原料から、透明カレットおよび茶色カレットを効率よく得ることができるばかりでなく、アルミや鉄も資源として回収できる。
【0100】
実施形態2
本発明の実施形態2に係るガラスびんの処理方法(以下、単に処理方法という)を図29に要部工程図で示す。
【0101】
実施形態2は実施形態1を改変してなるものであって、キャップ付びん首除去工程S7により選別除去されたキャップが付いたびん首片もカレットとして回収するものとされる。
【0102】
以下、実施形態2の実施形態1と異なる点を中心に説明する。
【0103】
処理方法は、図29に示すようすに、キャップ除去工程SCが付加されてなるものとされる。
【0104】
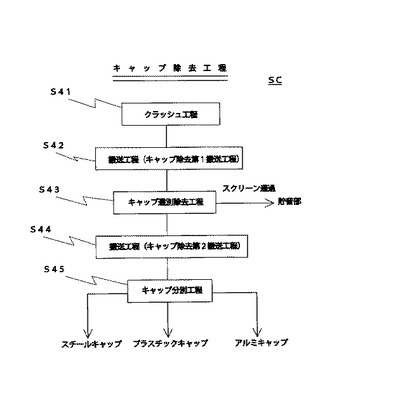
キャップ除去工程SCは、図29に示すようすに、キャップの付いたびん首を押しつぶすクラッシュ工程S41と、キャップがクラッシュされキャップが外れたガラスびん片とキャップとを混在させたまま次工程に搬送する搬送工程(キャップ除去第1搬送工程)S42と、キャップを選別除去するキャップ選別除去工程S43と、選別除去されたキャップを次工程に搬送する搬送工程(キャップ除去第2搬送工程)S44と、キャップをプラスチックキャップとアルミキャップとスチールキャップとに分別するキャップ分別工程S45とを含むものとされる。
【0105】
なお、キャップ除去工程SCに搬送されるびん首には、剥離工程S5により剥離されたラベルが混入しているおそれもあるので、キャップ分別工程S45の前に、ラベル除去工程が設けられてもよい。
【0106】
クラッシュ工程S41は、キャップが付いたままのびん首をクラッシュしてキャップをびん首から外すものとされる。つまり、びん首をクラッシュにより砕きキャップをびん首から外すものとされる。
【0107】
搬送工程(キャップ除去第1搬送工程)S42は、キャップが外されたびん首を外されたキャップとともに次工程、すなわちバースクリーン選別工程S43に、例えばベルトコンベアにより搬送するものとされる。
【0108】
キャップ選別除去工程S43は、びん首とキャップとをバースクリーンにより選別するものとされる。バースクリーンにより選別除去されたキャップは、次工程、すなわちキャップ分別工程S45に、例えば振動フィーダーにより搬送される。
【0109】
なお、バースクリーンを通過したびん首は貯留部1に搬送される。
搬送工程(キャップ除去第2搬送工程)S44は、キャップ選別除去工程S43により選別除去されたキャップを次工程、すなわちキャップ分別工程S45に、例えば振動フィーダーにより搬送するものとされる。
【0110】
キャップ分別工程S45は、前述したアルミ選別機を用いてなされる。プラスチックキャップにはガラスと同様に電磁力が作用しないので、プラスチックキャップは、鉄排出口とアルミ排出口との中間に設けられたプラスチック排出口より排出され、プラスチック回収ボックスで回収される。なお、鉄とアルミはそれぞれ鉄回収ボックスおよびアルミ回収ボックスに回収される。
【0111】
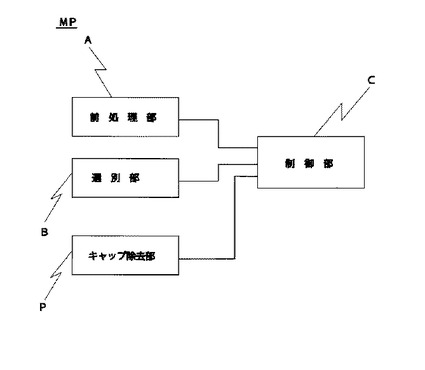
図30に、キャップ除去工程SCを実行するキャップ除去部Pが付加されたシステムMPをブロック図で示す。
【0112】
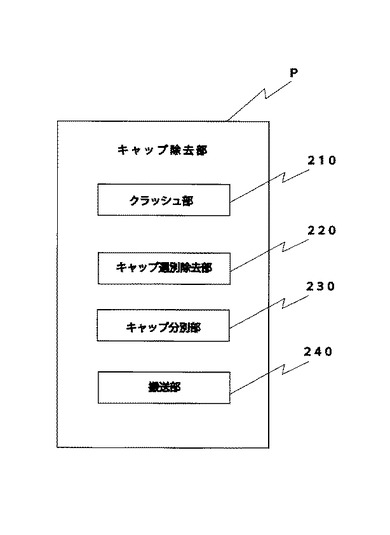
キャップ除去部Pは、図31に示すように、クラッシュ工程S41を実行するクラッシュ部210と、キャップ選別除去工程S43を実効するキャップ選別除去部220と、キャップ分別工程S45を実行するキャップ分別部230と、搬送工程S42,S44を実効する搬送部240と、を主要部とし備えてなるものとされる。
【0113】
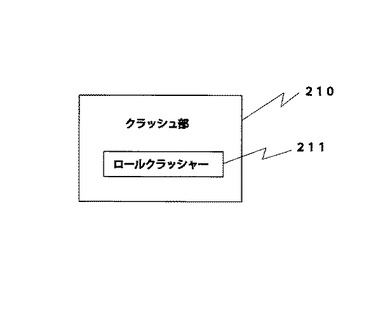
クラッシュ部210は、図32に示すように、ロールクラッシャー211を中心的要素として構成される。ロール間の最小隙間は、例えば10mmに設定される。
キャップ選別除去部220は、バースクリーンを中心的要素として構成とされる。バーとバーとの隙間は、例えば15mmとされる。なお、バースクリーンの構成は、実施形態1のバースクリーンBSと同様とされている。
【0114】
キャップ分別部230は、アルミ選別機を中心的要素として構成される。
【0115】
制御部は、図33に示すように、キャップ除去部制御部CPを付加的に備えてなるものとされる。
【0116】
キャップ除去部制御部CPは前述した工程が実行できるよう次の処理を行うものとされる。
【0117】
設定された処理量が実現できるようクラッシュ部210を制御(例えば、ロールクラッシャーの回転数を制御する。)し、設定された処理量が実現できるようキャップ選別除去部220を制御し、設定された処理量が実現できるようキャップ分別部230を制御(例えば、原料投入口に設けられた振動フィーダーによるキャップの供給速度を制御する。)し、設定された処理量が実現できるよう搬送部240を制御(例えば、ベルトコンベアの速度を制御したり振動フィーダーの供給速度を制御したりする。)する。
【0118】
このように、本実施形態によれば、実施形態1において廃棄されていたキャップが付いたびん首も資源として回収できる。また、キャップもプラスチックキャップとアルミキャップとスチールキャップとに分別して回収されるので、資源の回収効率がよい。
【0119】
以上、本発明を実施形態に基づいて説明してきたが、本発明はかかる実施形態のみに限定されるものではなく、種々改変が可能である。
【0120】
例えば、異物除去工程NGRは、一段ではなく多段、例えば1次、2次、3次異物除去工程NG1,NG,NG3の三段とすることもできる。これに対応させて異物除去部120も1次、2次、3次異物除部125,126,127の三段とすることもできる(図34参照)。このようにすることにより、得られるカレットの品質が向上する。
【0121】
また、色ガラス除去工程CGRも一段ではなく多段、例えば1次、2次色ガラス除去工程CG1,CG2の二段とすることもできる。これに対応させて色ガラス除去部140も1次、2次色ガラス除去部145,146の二段とすることもできる(図35参照)。このようにすることにより、得られる透明カレットの品質が向上する。
【0122】
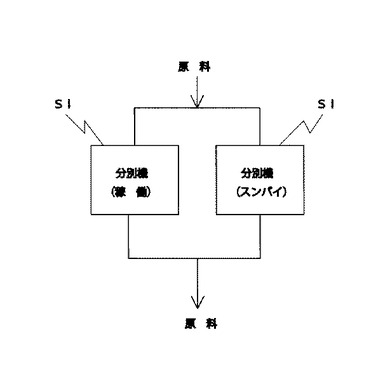
また、分別機SIを2機並列配置とし、その内の一機を予備機としてシステムMの稼働率の向上を図るようにしてもよい(図36参照)。
【0123】
また、アルミ選別機60を2機並列配置とし、その内の一機を予備機としてシステムMの稼働率の向上を図るようにしてもよい(図37参照)。
【0124】
また、分別工程S21では、原料を小サイズのものと、中サイズのものと、大サイズのものとの三種類に分別するようにされているが、処理量によっては、小サイズのものと、それよりも大きいものとの二種類に分別するようにされてもよい。
【産業上の利用可能性】
【0125】
本発明は、ガラスびんのリサイクルに適用できる。
【符号の説明】
【0126】
SA 前処理工程
SB 選別工程
M 処理システム
A 前処理部
B 選別部
C 制御部
D 回転ドラム
BS バースクリーン
VF 振動フィーダー
FD フード
M メッシュ
SI 分別機
1 貯蔵部
2 切出部
3 ラベル剥離部
4 キャップ付びん首除去部
5 ラベル除去部
6 アルミ・鉄除去部
7 搬送部
30 ラベル剥離機
33 ミスト散布装置
40 バースクリーン
50 ラベル除去機
60 アルミ選別機
110 分別部
111 分別機
120 異物除去部
130 異種ガラス除去部
140 色ガラス除去部
150 各種色ガラス除去部
160 搬送部
【技術分野】
【0001】
本発明はガラスびんの処理方法および処理システムに関する。さらに詳しくは、回収されたガラスびんをカレットの製造に適するように処理するガラスびん処理方法および処理システムに関する。
【背景技術】
【0002】
従来より、各市町村により資源の有効活用の一環としてガラスびんの回収がなされている。
【0003】
この回収において割れたガラスびんは、再利用が不可能なものとして埋立処分などがなされている。あるいは、路盤材の骨材として利用されている。
【0004】
しかしながら、回収されたガラスびんは、ガラスの原料とするのが一番望ましい形態である。というのは、路盤の骨材には他に適した材料が存在するからである。
【0005】
なお、割れたガラスびんからアスファルトなどの骨材を製造する方法および装置については、特許文献1に提案がなされている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平9−99250号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明はかかる従来技術の課題に鑑みなされたものであって、割れたりしたガラスびん、キャップやラベルなどが付いているガラスびんなどをガラスの原料であるカレットの製造に適するように処理するガラスびんの処理方法および処理システムを提供することを目的とし、さらに原料からカレットを得ることをも目的としている。
【課題を解決するための手段】
【0008】
本発明のガラスびんの処理方法の第1形態は、原料を投入する原料投入工程と、投入された原料を貯留する貯留工程と、貯留された原料を切り出す切出工程と、原料に付着しているラベルを原料から剥離させるラベル剥離工程と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去工程と、剥離されたラベルを原料から吸引除去するラベル除去工程と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去工程とを含むことを特徴とする。
【0009】
本発明のガラスびんの処理方法の第1形態においては、原料から小サイズのガラス片を機械的に分別除去する分別工程と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去工程と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去工程と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去工程とが付加されているのが好ましい。
【0010】
本発明のガラスびんの処理方法の第2形態は、原料を投入する原料投入工程と、投入された原料を貯留する貯留工程と、貯留された原料を切り出す切出工程と、原料に付着しているラベルを原料から剥離させるラベル剥離工程と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去工程と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去工程とを含むことを特徴とする。
【0011】
本発明のガラスびんの処理方法の第2形態においては、剥離されたラベルを原料から吸引除去するラベル除去工程と、原料から小サイズのガラス片を機械的に分別除去する分別工程と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去工程と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去工程と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去工程とが付加されているのが好ましい。
【0012】
本発明のガラスびんの処理方法の第3形態は、原料を投入する原料投入工程と、投入された原料を貯留する貯留工程と、貯留された原料を切り出す切出工程と、原料に付着しているラベルを原料から剥離させるラベル剥離工程と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去工程と、剥離されたラベルを原料から吸引除去するラベル除去工程と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去工程と、原料から小サイズのガラス片を機械的に分別除去する分別工程と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去工程と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去工程と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去工程とを含むことを特徴とする。
【0013】
本発明のガラスびんの処理方法においては、ラベル剥離工程におけるラベルの剥離が、原料のガラス片を転動流下させながらガラス片相互を擦り合わせることによりなされるのが好ましい。その場合、剥離が水のミストを散布しながらなされるのがさらに好ましい。
【0014】
また、本発明のガラスびんの処理方法においては、茶色ガラスとそれ以外の色ガラスとの光の透過度の相違を利用して色ガラスから茶色以外の色ガラスを機械的に除去する各種色ガラス除去工程が付加されているのが好ましい。
【0015】
さらに、本発明のガラスびんの処理方法においては、分別工程において、小サイズのガラス片が分別除去された原料をさらに中サイズの原料とそれより大きい大サイズの原料とに機械的に分別するのが好ましい。その場合、異物除去工程が、中サイズの原料から異物を機械的に除去する中サイズ異物除去工程と、大サイズの原料から異物を機械的に除去する大サイズ異物除去工程とを含むのがさらに好ましく、また 色ガラス除去工程が、中サイズの原料から色ガラスを機械的に除去する中サイズ色ガラス除去工程と、大サイズの原料から色ガラスを機械的に除去する大サイズ色ガラス除去工程とを含むのがさらに好ましい。
【0016】
さらに、本発明のガラスびんの処理方法においては、除去されたキャップが付いているびん首からキャップを機械的に外し、キャップが外されたびん首またはびん首片を原料投入工程に戻すキャップ除去工程が付加されているのが好ましい。その場合、キャップをスチールキャップとアルミキャップとプラスチックキャップとに鉄とアルミとプラスチックとの磁気特性の相違を利用して機械的に分別するキャップ分別工程が付加されているのがさらに好ましい。
【0017】
本発明のガラスびんの処理システムの第1形態は、原料投入部と、投入された原料を貯留する貯留部と、貯留されている原料を切り出す切出部と、原料に付着しているラベルを剥離させるラベル剥離部と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去部と、剥離されたラベルを原料から吸引除去するラベル除去部と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去部と、を備えてなることを特徴とする。
【0018】
本発明のガラスびんの処理システムの第1形態においては、原料から小サイズのガラス片を機械的に分別除去する分別部と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去部と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去部と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去部が付加されてなるのが好ましい。
【0019】
本発明のガラスびんの処理システムの第2形態は、原料投入部と、投入された原料を貯留する貯留部と、貯留されている原料を切り出す切出部と、原料に付着しているラベルを剥離させるラベル剥離部と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去部と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去部と、を備えてなることを特徴とする。
【0020】
本発明のガラスびんの処理システムの第2形態においては、剥離されたラベルを原料から吸引除去するラベル除去部と、原料から小サイズのガラス片を機械的に分別除去する分別部と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去部と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去部と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去部とが付加されてなるのが好ましい。
【0021】
本発明のガラスびんの処理システムの第3形態は、原料投入部と、投入された原料を貯留する貯留部と、貯留されている原料を切り出す切出部と、原料に付着しているラベルを剥離させるラベル剥離部と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去部、剥離されたラベルを原料から吸引除去するラベル除去部と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去部と、原料から小サイズのガラス片を機械的に分別除去する分別部と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去部と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去部と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去部と、を備えてなることを特徴とする。
【0022】
本発明のガラスびんの処理システムにおいては、ラベル剥離部が、原料を転動流下させる下りこう配に配設された回転ドラムを有するのが好ましい。その場合、回転ドラムが内面に複数の突部材を寝かせて有してなるのがさらに好ましく、回転ドラムが水のミストを散布するミスト散布管を有してなるのがさらに好ましい。
【0023】
また、本発明のガラスびんの処理システムにおいては、茶色ガラスとそれ以外の色ガラスとの光の透過度の相違を利用して色ガラスから茶色以外の色ガラスを機械的に除去する各種色ガラス除去部が付加されてなるのが好ましい。
【0024】
さらに、本発明のガラスびんの処理システムにおいては、分別部が、小サイズのガラス片が分別除去された原料をさらに中サイズの原料とそれより大きい大サイズの原料とに機械的に分別するようにされてなるのが好ましい。その場合、異物除去部が、中サイズの原料から異物を機械的に除去する中サイズ異物除去部と、大サイズの原料から異物を機械的に除去する大サイズ異物除去部とを含むのがさらに好ましく、色ガラス除去部が、中サイズの原料から色ガラスを機械的に除去する中サイズ色ガラス除去部と、大サイズの原料から色ガラスを機械的に除去する大サイズ色ガラス除去部とを含むのがさらに好ましい。
【0025】
さらに、本発明のガラスびんの処理システムにおいては、除去されたキャップが付いているびん首からキャップを機械的に外し、キャップが外されたびん首またはびん首片を原料投入部に戻すキャップ除去部が付加されてなるのが好ましい。その場合、キャップ除去部が、キャップが付いているびん首を機械的にクラッシュするクラッシュ部と、クラッシュされたびん首からキャップを機械的に除去するキャップ除去部と、除去されたキャップをスチールキャップとアルミキャップとプラスチックキャップとに鉄とアルミとプラスチックとの磁気特性の相違を利用して機械的に分別するキャップ分別部とを含むのがさらに好ましい。
【発明の効果】
【0026】
本発明は前記の如く構成されているので、ラベルが付着したりキャップが付いたりしたままのびん首が混在する原料からラベルの機械的な除去やキャップが付いたままのびん首の機械的な除去がなし得るという優れた効果を奏する。
【図面の簡単な説明】
【0027】
【図1】本発明の実施形態1に係るガラスびんの処理方法の大工程図である。
【図2】同前処理工程図である。
【図3】原料の写真である。
【図4】ラベル剥離工程を実行するラベル剥離機の概略図である。
【図5】キャップ付びん首除去工程を実行するバースクリーンの概略図である。
【図6】ラベル除去工程を実行するラベル除去装置の吸引部の概略図である。
【図7】本発明の実施形態1に係るガラスびんの処理方法の選別工程図である。
【図8】分別工程を実行する分別機の概略図である。
【図9】異物除去工程のブロック図である。
【図10】色ガラス除去工程のブロック図である。
【図11】貯蔵部の概略図である。
【図12】本発明の実施形態1に係るガラスびんの処理システムのブロック図である。
【図13】前処理部のブロック図ある。
【図14】貯留部および切出部が一体化されたホッパーの概略図である。
【図15】ラベル剥離部のブロック図ある。
【図16】ラベル剥離機のブロック図ある。
【図17】ラベル剥離機の胴の概略図であって、同(a)は正面図、同(b)は長手方向断面図、同(c)は突部材の概略図である。
【図18】ミスト散布装置の概略図である。
【図19】バースクリーン選別機の概略図である。
【図20】ラベル除去部のブロック図である。
【図21】アルミ・鉄除去部のブロック図である。
【図22】搬送部のブロック図である。
【図23】選別部のブロック図である。
【図24】分別機の概略図である。
【図25】異物除去部のブロック図である。
【図26】異種ガラス除去部のブロック図である。
【図27】色ガラス除去部のブロック図である。
【図28】制御部のブロック図である。
【図29】キャップ除去工程図である。
【図30】キャップ除去部が付加されたシステムのブロック図である。
【図31】キャップ除去部のブロック図である。
【図32】クラッシュ部のブロック図である。
【図33】キャップ除去部制御部が付加された制御部のブロック図である。
【図34】異物除去工程および異物除去部の変形例のブロック図である。
【図35】色ガラス除去工程および色ガラス除去部の変形例のブロック図である。
【図36】分別機を並列配置した変形例のブロック図である。
【図37】アルミ選別機を並列配置した変形例のブロック図である。
【発明を実施するための形態】
【0028】
以下、添付図面を参照しながら本発明を実施形態に基づいて説明するが、本発明はかかる実施形態のみに限定されるものではない。
【0029】
実施形態1
本発明の実施形態1に係るガラスびんの処理方法(以下、単に処理方法という)を図1に大工程図で示す。
【0030】
処理方法は、図1に示すように、前処理工程SAと選別工程SBとを含むものとされる。
【0031】
前処理工程SAは、原料(ガラスびん破片)から付着しているラベル、混入しているプラスチックキャップ、アルミニウムキャップなどのアルミニウム(以下、単にアルミという)、およびスチールキャップなどの鉄を除去するものとされる。
【0032】
選別工程SBは、前処理された原料をカレットとして製品価値の高い無色透明なものと、同様にカレットとして製品価値の高い茶色のものと、カレットとして製品価値の低い緑色などのその他の色のものと、所定サイズ以下のくずガラスとに選別するものとされる。
【0033】
以下、前処理工程SAおよび選別工程SBについて詳細に説明する。
【0034】
前処理工程SAは、図2に示すように、原料のガラスびん破片を貯留部、例えばホッパーに投入する原料投入工程S1と、投入された原料を貯留部、例えばホッパーに貯留する貯留工程S2と、貯留された原料を振動フィーダーなどにより貯留部、例えばホッパーから切り出す切出工程S3と、切り出された原料を次工程にベルト搬送する搬送工程(前処理第1搬送工程)S4と、ラベルをガラスびん破片から剥離させるラベル剥離工程S5と、ラベルが剥離されたガラスびん破片(原料)を剥離されたラベルとともに次工程にベルト搬送する搬送工程(前処理第2搬送工程)S6と、バースクリーンにより主としてキャップが付いているびん首を選別除去するキャップ付びん首除去工程S7と、キャップ付びん首除去工程S7によりキャップが付いたびん首が選別除去された原料(剥離したラベルは混入したままである。)を次工程に振動搬送する搬送工程(前処理第3搬送工程)S8と、原料に混入しているラベルをバキューム除去するラベル除去工程S9と、ラベルが除去された原料を次工程に振動搬送する搬送工程(前処理第4搬送工程)S10と、ラベルが除去された原料から混入しているアルミおよび鉄を除去するアルミ・鉄除去工程S11と、アルミ・鉄除去工程S11が終了した原料を選別工程にベルト搬送する搬送工程(前処理第5搬送工程)S12と、を含むものとされる。
【0035】
原料投入工程S1は、割れたガラスびん、つまりガラスびん破片を原料として貯留部、例えばホッパーに投入するものとされる。
【0036】
原料は、図3に示すように、サイズはマチマチで、しかも、透明ガラスおよび色ガラスが混在し、さらにはラベルが付着したものも混在した状態である。その上、びん首には鉄やアルミやプラスチックからなるキャップが付いたままのものもある。また、原料には陶器片や石、その他の金属も混入している。
【0037】
貯留工程S2は、原料をホッパーなどの貯留部に一定期間貯留して負荷の均一化を図るものとされる。
【0038】
切出工程S3は、ホッパーなどの貯留部に貯留された原料を処理量に応じてホッパーに付設されている振動フィーダーなどにより切り出すものとされる。
切り出された原料は、搬送手段、例えば搬送コンベア(ベルトコンベア)に供給され、次工程つまりラベル剥離工程S5に搬送される。(前処理第1搬送工程S4)
ラベル剥離工程S5は、図4に示すように、下りこう配に傾斜させられた回転ドラムDの上端から原料を投入し、下端から排出される間にガラスびん片を転動流下させガラスびん片相互を擦り合わせることによりガラスびん破片からラベルを剥離させるものとされる。ラベル剥離工程S5におけるラベル剥離を効率的になすため、ドラムD内の前部には水のミストが散布される。散布されるミストの量は投入される原料の量および原料の湿り具合により適宜調整される。なお、ミストの具体的な散布量は、例えば試験運転により定められる。
【0039】
ラベルが剥離されたガラスびん破片は、回転ドラムDの下端から剥離されたラベルが混在したまま搬送コンベア(ベルトコンベア)に排出され、次工程つまりキャップ付びん首除去工程S7に搬送される。(前処理第2搬送工程S6)
キャップ付びん首除去工程S7は、図5に示すように、丸棒が櫛状にされたものが棚田状に配設されたバースクリーン部を有するバースクリーン(振動ふるいの一種)BSにより、主としてキャップなどが付いたままのびん首片を選別除去するものとされる。
キャップ付いたままのびん首片が選別除去された原料は、振動フィーダーにより、次工程つまりラベル除去工程S9に搬送される。(前処理第3搬送工程S8)
ラベル除去工程S9は、図6に示すように、振動搬送経路、例えば振動フィーダーVF上設けられたフードFDにより原料に混入している剥離したラベルを吸引除去するものとされる。ラベル除去工程S9を振動搬送経路上に配設するのは、原料に混入しているラベルを効率よく除去するためである。なお、ラベル除去工程S9は、後述する分別工程S21の前に設けられてもよい。
【0040】
ラベルが吸引除去された原料は、次工程つまりアルミ・鉄除去工程S11に振動搬送される。(前処理第4搬送工程S10)
アルミ・鉄除去工程S11は、アルミと鉄との磁気特性の相違により、原料からアルミと鉄とを除去するものとされる。つまり、電磁力により鉄を吸引除去する一方、回転磁界によりアルミに誘起される渦電流と回転磁界との相互作用(フレミング左手の法則により誘起される力)を利用して弾き飛ばして除去するものとされる。なお、除去されたアルミおよび鉄は資源として回収される。
【0041】
しかして、アルミおよび鉄が除去された原料は選別工程SBに搬送される。(前処理第5搬送工程S12)
次に、選別工程SBについて説明する。
【0042】
選別工程SBは、図7に示すように、原料を小サイズ、中サイズおよび大サイズのサイズ別に分別する分別工程S21と、分別工程S21により中サイズおよび大サイズに分別された原料をそれぞれ次工程に搬送する搬送工程(選別第1,2搬送工程S22,S23)と、中サイズに分別された原料から陶器片、金属片、石などの異物を除去する中サイズ異物除去工程S24と、大サイズに分別された原料から陶器、金属、石などの異物を除去する大サイズ異物除去工程S25と、異物が除去された中サイズおよび大サイズの原料を次工程に搬送する搬送工程(選別第3,4搬送工程S26,S27)と、異物が除去された中サイズおよび大サイズの原料からソーダガラスと融点が異なる耐熱ガラスおよびクリスタルガラスを除去する異種ガラス除去工程S28と、異種ガラスが除去された中サイズおよび大サイズの原料をそれぞれ次工程に搬送する搬送工程(選別第5,6搬送工程S29,S30)と、中サイズの原料から色ガラスを除去する中サイズ色ガラス除去工程S31と、大サイズの原料から色ガラスを除去する大サイズ色ガラス除去工程S32と、中サイズ色ガラス除去工程S31および大サイズ色ガラス除去工程S32から除去された色ガラスを次工程に搬送する搬送工程(選別第7,8搬送工程S33,S34)と、色ガラスから茶色以外の色ガラスを除去する各種色ガラス除去工程S35と、を含むものとされる。
【0043】
分別工程S21は、図8に示すように、メッシュサイズが異なる複数のメッシュM,Mを有する分別機SIにより原料を小、中、大サイズのものに振動分別するものとされる。
【0044】
分別工程S21により分別される小サイズのものとは、例えば6mm角のメッシュM1を通過するものをいい、中サイズのものとは、例えば6mm角のメッシュM1は通過しないが、15mm角のメッシュM2は通過するものをいい、大サイズのものとは、例えば15mm角のメッシュM2も通過しないものをいう。
【0045】
ここで、原料を中サイズのものと、大サイズのものとに分別するのは、異物除去を効率的に行うためである。なお、処理量が少ない場合には、小サイズのくずガラス片だけを除去するようにされてもよい。つまり、原料を小サイズとそれよりも大きいサイズとに分別するようにされてもよい。
【0046】
異物除去工程NGRは、前述したように、中サイズの原料から異物を除去する中サイズ異物除去工程S24と、大サイズの原料から異物を除去する大サイズ異物除去工程S25とを含むものとされる(図9参照)。
【0047】
異物除去工程NGRは、ガラス片と、陶器片、金属片および石との光の透過度の相違を利用して原料に混入している陶器片、金属片および石などの異物を除去するものとされる。つまり、ガラス片は、透明ガラスにしろ、色ガラスにしろ光は透過させるが、一方陶器片、金属片および石は光を透過させないので、異物除去工程は、光の透過度の相違を利用して原料に混入している異物を、例えばエアーブローにより除去するものとされる。
【0048】
異種ガラス除去工程S28は、ソーダガラス、クリスタルガラスおよび耐熱ガラスの密度の相違による放射線、例えばX線の透過度の相違を利用して原料に混入しているクリスタルガラスおよび耐熱ガラスをエアーブローにより除去するものとされる。クリスタルガラスおよび耐熱ガラスを原料から除去するのは、クリスタルガラスおよび耐熱ガラスはソーダガラスより融点が高いので、カレットにクリスタルガラスおよび耐熱ガラスのカレットが混入していると、再生されたソーダガラスにクリスタルガラスおよび耐熱ガラスのカレットが粒子状に存在して品質の劣化を招来するので、それを避けるためである。
なお、分別収集が徹底されてクリスタルガラスおよび耐熱ガラスが混入しないことが保証されていれば、この異種ガラス除去工程は設けられなくともよい。
【0049】
色ガラス除去工程CGRは、前述したように、中サイズの原料から色ガラス片を除去する中サイズ色ガラス除去工程S31と、大サイズの原料から色ガラス片を除去する大サイズ色ガラス除去工程S32とを含むものとされる(図10参照)。
【0050】
色ガラス除去工程CGRにおける色ガラス片の除去は、透明ガラスと色ガラスとの光の透 過度の相違を利用して、例えばエアーブローにより色ガラス片を除去するものとされる。
【0051】
各種色ガラス除去工程S35は、色ガラス除去工程CGRにより除去された色ガラス片から茶色以外の色ガラス(各種色ガラス)片を、茶色色ガラスと各種色ガラスとの光の透過度の相違を利用して、例えばエアーブローにより除去するものとされる。
以上の処理により選別されたガラス片は貯蔵部SYに送給され、それぞれの貯蔵部SYにおいて貯蔵される。つまり、分別工程S21により小サイズに分別されたガラス片は小サイズガラス片貯蔵部SY1に送給され、色ガラスが除去された透明ガラス片(透明カレット)は透明カレット貯蔵部SY2に送給され、茶色ガラス片(茶色カレット)は茶色カレット貯蔵部SY3に送給され、各種の色のガラスが混在した各種色ガラス片(各種色カレット)は各種色カレット貯蔵部SY4に送給される(図11参照)。
【0052】
図12に、かかる処理方法が適用されてなるガラスびんの処理システム(以下、単にシステムという)Mを示す。
【0053】
システムMは、図12に示すように、前処理工程SAを実行する前処理部Aと、選別工程をSB実行する選別部Bと、両部を統括制御する制御部Cとを主要部として備えてなるものとされる。
【0054】
前処理部Aは、図13に示すように、貯留工程S2を実行する貯留部1と、切出工程S3を実行する切出部2と、ラベル剥離工程S5を実行するラベル剥離部3と、キャップ付びん首除去工程S7を実行するキャップ付びん首除去部4と、ラベル除去工程S9を実行するラベル除去部5と、アルミ・鉄除去工程S11を実行するアルミ・鉄除去部6と、搬送工程S4,S6,S8,S10,S12を実行する搬送部7と、を主要部として備えてなるものとされる。
【0055】
貯留部1は、図14に示すように、ホッパー1aを中心的要素として構成される。ホッパー1aは、従来よりカレット製造に利用されている公知のものとすることができ、その構成に特に限定はない。
【0056】
切出部2は、図14に示すように、振動フィーダー2aを中心的要素として構成される。切出部2は、貯留部1に付設される。例えば、ホッパー1aの底部に配設される。振動フィーダー2aは、従来よりカレット製造に利用されている公知のものとすることができ、その構成に特に限定はない。
【0057】
ラベル剥離部3は、図15に示すように、ラベル剥離機30を中心的要素として構成される。
【0058】
ラベル剥離機30は、図4および図16に示すように、胴31つまり回転ドラムDと、胴31をチェーン駆動により回転させる回転機構32と、胴31の前部に水のミストを散布するミスト散布装置33とを主要構成要素として備えてなるものとされる。なお、胴31を回転させる回転機構32は、チェーン駆動に限定されるものではなく適宜とでき、例えばベルト駆動とすることもできる。
【0059】
胴31は下りこう配に傾斜させて設けられた円筒体とされ、図17に示すように、内部に長手方向に突部材31cが先端から後端近傍に向けて所定間隔で適度に寝かせて設けられている。また、胴31前端には原料供給口31aが設けられ、胴31後端には原料排出口31bが設けられている(図4参照)。
【0060】
胴31の内径および長さは、処理する原料の量に応じて適宜とされるが、概ね胴の内径は1m程度とされ、長さは5m程度とされる。
【0061】
胴31の下りこう配は、原料が自重により排出口31b側に移動できるように設定されている。下りこう配は、具体的には、10度〜15度とされる。
突部材31cを設ける間隔は、胴31のサイズにもよるが、概ね20cm から30cmとされる。突部材31cの寝かせ角度θは、胴31のサイズ、胴31の回転速度および処理量にもよるが、概ね40度〜50度の範囲とされる。突部材31cの高さは、胴31のサイズ、胴31の回転速度および処理量にもよるが、概ね30mm〜50mmとされる。
【0062】
胴31内部に突部材31cをこのようにして設けるのは、胴31がある程度回転した時点で原料のガラスびん片が胴31の底部に落下するようにするためである。というのは、ガラスびん片が頂部から落下すると、割れる量が多くなり歩留まりが低下するので、それを避けるためである。
【0063】
なお、突部材31cの具体的なサイズ、取付間隔、および寝かせ角度θは実験により決定される。
【0064】
回転機構32は、胴31先端部の駆動部32aと、胴31後端部の従動部32bとを備えてなるものとされる。
【0065】
駆動部32aは、駆動モータと、胴31外周に形成されたチェーン歯車と、駆動モータの軸先端部に形成されたスプロケットと、チェーン歯車とスプロケットとに架け渡されたチェーンとを備えた公知構造のものとされる。
【0066】
従動部32bは、胴31外周に巻回形成された回転用レールと、回転用レールを受ける対向配置された一対の受けローラーとを備えた公知構造のものとされる。
ミスト散布装置33は、図4および図18に示すように、所要数のミスト散布管33aと、ミスト散布管33aに水を供給する供給管33bと、給水タンク33cとを備えてなるものとされる。給水管33bは、給水ポンプFPやバルブVなどが介装されてなるものとされる。
【0067】
ミスト散布管33aは、ミスト散布部msが胴31の前部に位置するようにして胴31内上部に配設される。ミスト散布管33aを所要数とするのは、原料の量に応じて本数制御によりミスト散布量を制御するためである。なお、ミスト散布量が一定とできる場合には、ミスト散布管33aは単数とすることもできる。
【0068】
キャップ付びん首除去部4は、図5および図19に示すように、所要数の丸棒を櫛の歯状に配設してなるスクリーン部41を有するバースクリーン40(BS)を中心的要素として構成される。また、バースクリーン40は、付設された加振機42により全体が振動させられるようにされている。ここで、丸棒間の隙間は、例えば15mm程度とされる。
【0069】
丸棒間を通過した原料は、振動搬送部7、例えば振動フィーダーVFにより次工程に搬送される。一方、丸棒間を通過しなかったものは、回収されて廃棄される。
【0070】
なお、図示例におけるバースクリーン40は、スクリーン部41が棚田状に多段に設けられているが、これはスクリーニングの効率向上のためである。つまり、多段とすることにより、スクリーン部41を通過するガラス片が増加し、回収効率の向上が図られるからである。
【0071】
ラベル除去部5は、図6および図20に示すように、フード状の吸引部51(FD)を有するラベル除去装置50を中心的要素として構成される。吸引部51は、原料のキャップ付びん首除去部4からアルミ・鉄除去部6への搬送経路の適宜位置に配設される。例えば、アルミ・鉄除去部6の原料供給口61近傍に配設される。図20中、符号FNは吸引ファンを示す。
【0072】
アルミ・鉄除去部6は、図21に示すように、アルミ選別機60を中心的要素として構成される。アルミ選別機60は、原料が投入される原料投入口61と、アルミが排出されるアルミ排出口62と、鉄が排出される鉄排出口63と、原料が排出される原料排出口64とを有するものとされる。原料投入口61には、図示はされていないが振動フィーダーが付設されている。
【0073】
アルミ選別機60によるアルミの選別は、前述したように、円筒状の胴先端部に配設された永久磁石を回転させて回転磁界を生成し、この回転磁界によりアルミに渦電流を生成させ、回転磁界と渦電流とによりフレミング左手の法則により生成される力によりアルミを胴後端部に弾き飛ばすものである。そのため、アルミ排出口62は、胴後端部に設けられる。一方、鉄は電磁石に吸引されるため、鉄排出口63は、胴前部の後方に設けられる。
【0074】
ガラスびん破片(原料)には電磁力は作用しないので、ガラスびん破片は鉄排出口63とアルミの排出口62との中間位置に設けられた原料排出口64から排出され、選別部Bに搬送される。
【0075】
かかる機能および構成を有するアルミ選別機60は、例えば日本マグネティックス株式会社製のアルミ選別機とすることができる。
【0076】
なお、アルミ選別機60から排出された鉄およびアルミは、それぞれ鉄回収ボックスおよびアルミ回収ボックスに送給され回収される。
【0077】
搬送部7は、図22に示すように、前処理第1搬送工程S4を実行する前処理第1搬送部71と、前処理第2搬送工程S6を実行する前処理第2搬送部72と、前処理第3搬送工程S8を実行する前処理第3搬送部73と、前処理第4工程S10を実行する前処理第4搬送部74と、前処理第5工程S12を実行する前処理第5搬送部75とを含むものとされる。
【0078】
前処理第1搬送部71は、ベルトコンベアを中心的要素として構成され、前処理第2搬送部72は、ベルトコンベアを中心的要素として構成され、前処理第3搬送部73は、振動フィーダーを中心的要素として構成され、前処理第4搬送部74は、振動フィーダーを中心的要素として構成され、前処理第5搬送部75は、ベルトコンベアを中心的要素として構成される。
【0079】
次に、選別部Bについて説明する。
【0080】
選別部Bは、図23に示すように、分別工程S21を実行する分別部110と、異物除去工程NGRを実行する異物除去部120と、異種ガラス除去工程S28を実行する異種ガラス除去部130と、色ガラス除去工程CGRを実行する色ガラス除去部140と、各種色ガラス除去工程S35を実行する各種色ガラス除去部150と、搬送工程S22,S23,S26,S27,S29,S30,S33,S34を実行する搬送部160と、を主要部として備えてなるものとされる。
【0081】
分別部110は、図8および図24に示すように、原料を小サイズのものと、中サイズのものと、大サイズのものとに分別するよう構成された、例えば小中分別メッシュM1と、中大分別メッシュM2とを有する分別機111(SI)を中心的要素として構成される。分別機111は、原料投入口112と大サイズに分別された原料を排出する排出口113と中サイズに分別された原料を排出する排出口114と小サイズに分類されたガラスくずを排出する排出口115とを有する。また、分別機111には、加振機116が付設されている。
【0082】
かかる構成とされた分別機111としては、例えばモゲンセン社製SZサイザーとすることができる。
【0083】
なお、小サイズのものはカレットとして適さないので、分別機111から貯蔵部SYに直接送給される。
【0084】
異物除去部120は、図25に示すように、中サイズに分類された原料から異物を除去する中サイズ異物除去部121と、大サイズに分類された原料から異物を除去する大サイズ異物除去部122とを含むものとされる。
【0085】
異物除去部120は、前述したように光の透過度の相違により原料から異物を除去するものとされる。つまり、ガラス片は光を透過するが、陶器片、金属片、石などの異物は光透過しないという特性を利用し、原料を流下させ、流下している原料に光を照射し、透過度がゼロのもの(または著しく低いもの)をエアーブローにより除去するようにされている。
【0086】
異物除去部120は、前記機能を有する異物除去機123を中心的要素として構成される。かかる構成とされた異物除去機123としては、例えばモゲンセン社製マイクロソートAXとすることができる。
【0087】
異種ガラス除去部130は、図26に示すように、中サイズに分類された原料から異種ガラスを除去する中サイズ異種ガラス除去室131と、大サイズに分類された原料から異種ガラスを除去する大サイズ異種ガラス除去室132とを含むものとされる。
異種ガラス除去部130は、前述したようにソーダガラスとそれ以外のクリスタルガラスおよび耐熱ガラスを密度の相違を利用してクリスタルガラスおよび耐熱ガラスを除去するものとされる。つまり、ソーダガラスとそれ以外のガラスとは密度が異なり、そのため放射線の透過度が異なるので、異種ガラス除去部130においては、原料を流下させながら原料に放射線、例えばX線を照射し、ソーダガラスの透過度を外れたものをエアーブローにより除去するようにされている。
【0088】
異種ガラス除去部130は、前記機能を有する異種ガラス除去機133を中心的要素として構成される。かかる構成とされた異物除去機133としては、例えばモゲンセン社製マイクロソートAQとすることができる。
【0089】
色ガラス除去部140は、図27に示すように、中サイズに分類された原料から色ガラスを除去する中サイズ色ガラス除去部141と、大サイズに分類された原料から色ガラスを除去する大サイズ色ガラス除去部142とを含むものとされる。
【0090】
色ガラス除去部140は、前述したように、透明ガラスと色ガラスとの光の透過度の相違により原料から色ガラスを除去するものとされる。つまり、透明のガラス片における光の透過度は高いが、色ガラス片における光の透過度は低いので、その透過度の相違を利用し、原料を流下させながら原料に光を照射し、透過度が低いものをエアーブローにより除去するようにされている。
【0091】
色ガラス除去部140は、前記機能を有する色ガラス除去機143を中心的要素として構成される。かかる構成とされた色ガラス除去機143としては、例えばモゲンセン社製マイクロソートALとすることができる。
【0092】
各種色ガラス除去部150は、前述したように茶色色ガラスとそれ以外の各種色ガラスとの光の透過度の相違、つまり茶色色ガラスの透過度が低いのに対し、混合色ガラスの透過度が高いことを利用して各種色ガラス片をエアーブローにより除去するものとされる。
各種色ガラス除去部150は、前記機能を有する各種色ガラス除去機を中心的要素として構成される。かかる構成とされた各種色ガラス除去機としては、例えばモゲンセン社製マイクロソートAXとすることができる。
【0093】
制御部Cは、前述した工程が実行できるようプログラムされたコンピュータにより構成される。
【0094】
すなわち、制御部Cは、図28示すように、前処理部制御部CAと選別部制御部CBとを備えてなるものとされる。
【0095】
前処理部制御部CAは、前述した工程が実行できるよう次の処理を行うものとされる。
【0096】
すなわち、貯留部1の貯留量が所定範囲となるよう原料供給量を設定するとともに、原料供給量を監視し、設定された処理量が実現できるよう切出部2を制御し、設定された処理量が実現できるようラベル剥離部3を制御(例えば、回転ドラムDの回転量を制御したり、散布するミストの量を制御したりする。)し、設定された処理量が実現できるようキャップ付びん首除去部4を制御し、設定された処理量が実現できるようラベル除去部5を制御(例えば、吸引ファンFNの吸引風量を制御する。)し、設定された処理量が実現できるようアルミ・鉄除去部6を制御(例えば、原料投入口61に設けられた振動フィーダーによる原料供給速度を制御する。)し、設定された処理量が実現できるよう搬送部7を制御(例えば、ベルトコンベアの速度を制御したり振動フィーダーVFの供給速度を制御したりする。)する。
【0097】
選別部制御部CBは、前述した工程が実行できるよう次の処理を行うものとされる。
【0098】
すなわち、設定された処理量が実現できるよう分別部110を制御し、設定された処理量が実現できるよう異物除去部120を制御(例えば、異物除去機123における原料の流下量を制御する。)し、設定された処理量が実現できるよう異種ガラス除去部130を制御(例えば、異種ガラス除去機133における原料の流下量を制御する。)し、設定された処理量が実現できるよう色ガラス除去部140を制御(例えば、色ガラス除去機143における原料の流下量を制御する。)し、設定された処理量が実現できるよう各種色ガラス除去部150を制御(例えば、各種色ガラス除去機における原料の流下量を制御する。)し、設定された処理量が実現できるよう搬送部160を制御(例えば、ベルトコンベアの速度を制御したり振動フィーダーVFの供給速度を制御したりする。)する。
【0099】
このように、本実施形態によれば、色ガラスが混入したり、ラベルが付いたままのガラス片や、キャップが付いたままのびん首、陶器片などの異物が混入したりした原料から、透明カレットおよび茶色カレットを効率よく得ることができるばかりでなく、アルミや鉄も資源として回収できる。
【0100】
実施形態2
本発明の実施形態2に係るガラスびんの処理方法(以下、単に処理方法という)を図29に要部工程図で示す。
【0101】
実施形態2は実施形態1を改変してなるものであって、キャップ付びん首除去工程S7により選別除去されたキャップが付いたびん首片もカレットとして回収するものとされる。
【0102】
以下、実施形態2の実施形態1と異なる点を中心に説明する。
【0103】
処理方法は、図29に示すようすに、キャップ除去工程SCが付加されてなるものとされる。
【0104】
キャップ除去工程SCは、図29に示すようすに、キャップの付いたびん首を押しつぶすクラッシュ工程S41と、キャップがクラッシュされキャップが外れたガラスびん片とキャップとを混在させたまま次工程に搬送する搬送工程(キャップ除去第1搬送工程)S42と、キャップを選別除去するキャップ選別除去工程S43と、選別除去されたキャップを次工程に搬送する搬送工程(キャップ除去第2搬送工程)S44と、キャップをプラスチックキャップとアルミキャップとスチールキャップとに分別するキャップ分別工程S45とを含むものとされる。
【0105】
なお、キャップ除去工程SCに搬送されるびん首には、剥離工程S5により剥離されたラベルが混入しているおそれもあるので、キャップ分別工程S45の前に、ラベル除去工程が設けられてもよい。
【0106】
クラッシュ工程S41は、キャップが付いたままのびん首をクラッシュしてキャップをびん首から外すものとされる。つまり、びん首をクラッシュにより砕きキャップをびん首から外すものとされる。
【0107】
搬送工程(キャップ除去第1搬送工程)S42は、キャップが外されたびん首を外されたキャップとともに次工程、すなわちバースクリーン選別工程S43に、例えばベルトコンベアにより搬送するものとされる。
【0108】
キャップ選別除去工程S43は、びん首とキャップとをバースクリーンにより選別するものとされる。バースクリーンにより選別除去されたキャップは、次工程、すなわちキャップ分別工程S45に、例えば振動フィーダーにより搬送される。
【0109】
なお、バースクリーンを通過したびん首は貯留部1に搬送される。
搬送工程(キャップ除去第2搬送工程)S44は、キャップ選別除去工程S43により選別除去されたキャップを次工程、すなわちキャップ分別工程S45に、例えば振動フィーダーにより搬送するものとされる。
【0110】
キャップ分別工程S45は、前述したアルミ選別機を用いてなされる。プラスチックキャップにはガラスと同様に電磁力が作用しないので、プラスチックキャップは、鉄排出口とアルミ排出口との中間に設けられたプラスチック排出口より排出され、プラスチック回収ボックスで回収される。なお、鉄とアルミはそれぞれ鉄回収ボックスおよびアルミ回収ボックスに回収される。
【0111】
図30に、キャップ除去工程SCを実行するキャップ除去部Pが付加されたシステムMPをブロック図で示す。
【0112】
キャップ除去部Pは、図31に示すように、クラッシュ工程S41を実行するクラッシュ部210と、キャップ選別除去工程S43を実効するキャップ選別除去部220と、キャップ分別工程S45を実行するキャップ分別部230と、搬送工程S42,S44を実効する搬送部240と、を主要部とし備えてなるものとされる。
【0113】
クラッシュ部210は、図32に示すように、ロールクラッシャー211を中心的要素として構成される。ロール間の最小隙間は、例えば10mmに設定される。
キャップ選別除去部220は、バースクリーンを中心的要素として構成とされる。バーとバーとの隙間は、例えば15mmとされる。なお、バースクリーンの構成は、実施形態1のバースクリーンBSと同様とされている。
【0114】
キャップ分別部230は、アルミ選別機を中心的要素として構成される。
【0115】
制御部は、図33に示すように、キャップ除去部制御部CPを付加的に備えてなるものとされる。
【0116】
キャップ除去部制御部CPは前述した工程が実行できるよう次の処理を行うものとされる。
【0117】
設定された処理量が実現できるようクラッシュ部210を制御(例えば、ロールクラッシャーの回転数を制御する。)し、設定された処理量が実現できるようキャップ選別除去部220を制御し、設定された処理量が実現できるようキャップ分別部230を制御(例えば、原料投入口に設けられた振動フィーダーによるキャップの供給速度を制御する。)し、設定された処理量が実現できるよう搬送部240を制御(例えば、ベルトコンベアの速度を制御したり振動フィーダーの供給速度を制御したりする。)する。
【0118】
このように、本実施形態によれば、実施形態1において廃棄されていたキャップが付いたびん首も資源として回収できる。また、キャップもプラスチックキャップとアルミキャップとスチールキャップとに分別して回収されるので、資源の回収効率がよい。
【0119】
以上、本発明を実施形態に基づいて説明してきたが、本発明はかかる実施形態のみに限定されるものではなく、種々改変が可能である。
【0120】
例えば、異物除去工程NGRは、一段ではなく多段、例えば1次、2次、3次異物除去工程NG1,NG,NG3の三段とすることもできる。これに対応させて異物除去部120も1次、2次、3次異物除部125,126,127の三段とすることもできる(図34参照)。このようにすることにより、得られるカレットの品質が向上する。
【0121】
また、色ガラス除去工程CGRも一段ではなく多段、例えば1次、2次色ガラス除去工程CG1,CG2の二段とすることもできる。これに対応させて色ガラス除去部140も1次、2次色ガラス除去部145,146の二段とすることもできる(図35参照)。このようにすることにより、得られる透明カレットの品質が向上する。
【0122】
また、分別機SIを2機並列配置とし、その内の一機を予備機としてシステムMの稼働率の向上を図るようにしてもよい(図36参照)。
【0123】
また、アルミ選別機60を2機並列配置とし、その内の一機を予備機としてシステムMの稼働率の向上を図るようにしてもよい(図37参照)。
【0124】
また、分別工程S21では、原料を小サイズのものと、中サイズのものと、大サイズのものとの三種類に分別するようにされているが、処理量によっては、小サイズのものと、それよりも大きいものとの二種類に分別するようにされてもよい。
【産業上の利用可能性】
【0125】
本発明は、ガラスびんのリサイクルに適用できる。
【符号の説明】
【0126】
SA 前処理工程
SB 選別工程
M 処理システム
A 前処理部
B 選別部
C 制御部
D 回転ドラム
BS バースクリーン
VF 振動フィーダー
FD フード
M メッシュ
SI 分別機
1 貯蔵部
2 切出部
3 ラベル剥離部
4 キャップ付びん首除去部
5 ラベル除去部
6 アルミ・鉄除去部
7 搬送部
30 ラベル剥離機
33 ミスト散布装置
40 バースクリーン
50 ラベル除去機
60 アルミ選別機
110 分別部
111 分別機
120 異物除去部
130 異種ガラス除去部
140 色ガラス除去部
150 各種色ガラス除去部
160 搬送部
【特許請求の範囲】
【請求項1】
原料を投入する原料投入工程と、投入された原料を貯留する貯留工程と、貯留された原料を切り出す切出工程と、原料に付着しているラベルを原料から剥離させるラベル剥離工程と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去工程と、剥離されたラベルを原料から吸引除去するラベル除去工程と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去工程とを含むことを特徴とするガラスびんの処理方法。
【請求項2】
原料から小サイズのガラス片を分別除去する分別工程と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去工程と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去工程と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去工程とが付加されていることを特徴とする請求項1記載のガラスびんの処理方法。
【請求項3】
原料を投入する原料投入工程と、投入された原料を貯留する貯留工程と、貯留された原料を切り出す切出工程と、原料に付着しているラベルを原料から剥離させるラベル剥離工程と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去工程と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去工程とを含むことを特徴とするガラスびんの処理方法。
【請求項4】
剥離されたラベルを原料から吸引除去するラベル除去工程と、原料から小サイズのガラス片を機械的に分別除去する分別工程と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去工程と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去工程と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去工程とが付加されていることを特徴とする請求項3記載のガラスびんの処理方法。
【請求項5】
原料を投入する原料投入工程と、投入された原料を貯留する貯留工程と、貯留された原料を切り出す切出工程と、原料に付着しているラベルを原料から剥離させるラベル剥離工程と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去工程と、剥離されたラベルを原料から吸引除去するラベル除去工程と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去工程と、原料から小サイズのガラス片を機械的に分別除去する分別工程と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去工程と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去工程と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去工程とを含むことを特徴とするガラスびんの処理方法。
【請求項6】
ラベル剥離工程におけるラベルの剥離が、原料のガラス片を転動流下させながらガラス片相互を擦り合わせることによりなされることを特徴とする請求項1,3または5記載のガラスびんの処理方法。
【請求項7】
ラベル剥離工程におけるラベルの剥離が、水のミストを散布しながらなされることを特徴とする請求項6記載のガラスびんの処理方法。
【請求項8】
茶色ガラスとそれ以外の色ガラスとの光の透過度の相違を利用して色ガラスから茶色以外の色ガラスを機械的に除去する各種色ガラス除去工程が付加されていることを特徴とする請求項2,4または5記載のガラスびんの処理方法。
【請求項9】
分別工程において、小サイズのガラス片が分別除去された原料をさらに中サイズの原料とそれより大きい大サイズの原料とに機械的に分別することを特徴とする請求項2,4または5記載のガラスびんの処理方法。
【請求項10】
異物除去工程が、中サイズの原料から異物を機械的に除去する中サイズ異物除去工程と、大サイズの原料から異物を機械的に除去する大サイズ異物除去工程とを含むことを特徴とする請求項9記載のガラスびんの処理方法。
【請求項11】
色ガラス除去工程が、中サイズの原料から色ガラスを機械的に除去する中サイズ色ガラス除去工程と、大サイズの原料から色ガラスを機械的に除去する大サイズ色ガラス除去工程とを含むことを特徴とする請求項9記載のガラスびんの処理方法。
【請求項12】
除去されたキャップが付いているびん首からキャップを機械的に外し、キャップが外されたびん首またはびん首片を原料投入工程に戻すキャップ除去工程が付加されていることを特徴とする請求項1,3または5記載のガラスびんの処理方法。
【請求項13】
キャップをスチールキャップと、アルミキャップと、プラスチックキャップとに鉄とアルミとプラスチックとの磁気特性の相違を利用して機械的に分別するキャップ分別工程が付加されていることを特徴とする請求項12記載のガラスびんの処理方法。
【請求項14】
原料投入部と、投入された原料を貯留する貯留部と、貯留されている原料を切り出す切出部と、原料に付着しているラベルを剥離させるラベル剥離部と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去部と、剥離されたラベルを原料から吸引除去するラベル除去部と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去部と、を備えてなることを特徴とするガラスびんの処理システム。
【請求項15】
原料から小サイズのガラス片を機械的に分別除去する分別部と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去部と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去部と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去部が付加されてなることを特徴とする請求項14記載のガラスびんの処理システム。
【請求項16】
原料投入部と、投入された原料を貯留する貯留部と、貯留されている原料を切り出す切出部と、原料に付着しているラベルを剥離させるラベル剥離部と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去部と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去部と、を備えてなることを特徴とするガラスびんの処理システム。
【請求項17】
剥離されたラベルを原料から吸引除去するラベル除去部と、原料から小サイズのガラス片を機械的に分別除去する分別部と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去部と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去部と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去部とが付加されてなることを特徴とする請求項16記載のガラスびんの処理システム。
【請求項18】
原料投入部と、投入された原料を貯留する貯留部と、貯留されている原料を切り出す切出部と、原料に付着しているラベルを剥離させるラベル剥離部と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去部、剥離されたラベルを原料から吸引除去するラベル除去部と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去部と、原料から小サイズのガラス片を機械的に分別除去する分別部と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去部と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去部と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去部と、を備えてなることを特徴とするガラスびんの処理システム。
【請求項19】
ラベル剥離部が、原料を転動流下させる下りこう配に配設された回転ドラムを有することを特徴とする請求項14,16または18記載のガラスびんの処理システム。
【請求項20】
回転ドラムが内面に複数の突部材を寝かせて有してなることを特徴とする請求項19記載のガラスびんの処理システム。
【請求項21】
回転ドラムが水のミストを散布するミスト散布管を有してなることを特徴とする請求項19記載のガラスびんの処理システム。
【請求項22】
茶色ガラスとそれ以外の色ガラスとの光の透過度の相違を利用して色ガラスから茶色以外の色ガラスを機械的に除去する各種色ガラス除去部が付加されてなることを特徴とする請求項15,17または18記載のガラスびんの処理システム。
【請求項23】
分別部が、小サイズのガラス片が分別除去された原料をさらに中サイズの原料とそれより大きい大サイズの原料とに機械的に分別するようにされてなることを特徴とする請求項15,17または18記載のガラスびんの処理システム。
【請求項24】
異物除去部が、中サイズの原料から異物を機械的に除去する中サイズ異物除去部と、大サイズの原料から異物を機械的に除去する大サイズ異物除去部とを含むことを特徴とする請求項23記載のガラスびんの処理システム。
【請求項25】
色ガラス除去部が、中サイズの原料から色ガラスを機械的に除去する中サイズ色ガラス除去部と、大サイズの原料から色ガラスを機械的に除去する大サイズ色ガラス除去部とを含むことを特徴とする請求項23記載のガラスびんの処理システム。
【請求項26】
除去されたキャップが付いているびん首からキャップを機械的に外し、キャップが外されたびん首またはびん首片を原料投入部に戻すキャップ除去部が付加されてなることを特徴とする請求項14,16または18記載のガラスびんの処理システム。
【請求項27】
キャップ除去部が、キャップが付いているびん首を機械的にクラッシュするクラッシュ部と、クラッシュされたびん首からキャップを機械的に除去するキャップ除去部と、除去されたキャップをスチールキャップとアルミキャップとプラスチックキャップとに鉄とアルミとプラスックとの磁気特性の相違を利用して機械的に分別するキャップ分別部とを含むことを特徴とする請求項26記載のガラスびんの処理システム。
【請求項1】
原料を投入する原料投入工程と、投入された原料を貯留する貯留工程と、貯留された原料を切り出す切出工程と、原料に付着しているラベルを原料から剥離させるラベル剥離工程と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去工程と、剥離されたラベルを原料から吸引除去するラベル除去工程と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去工程とを含むことを特徴とするガラスびんの処理方法。
【請求項2】
原料から小サイズのガラス片を分別除去する分別工程と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去工程と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去工程と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去工程とが付加されていることを特徴とする請求項1記載のガラスびんの処理方法。
【請求項3】
原料を投入する原料投入工程と、投入された原料を貯留する貯留工程と、貯留された原料を切り出す切出工程と、原料に付着しているラベルを原料から剥離させるラベル剥離工程と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去工程と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去工程とを含むことを特徴とするガラスびんの処理方法。
【請求項4】
剥離されたラベルを原料から吸引除去するラベル除去工程と、原料から小サイズのガラス片を機械的に分別除去する分別工程と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去工程と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去工程と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去工程とが付加されていることを特徴とする請求項3記載のガラスびんの処理方法。
【請求項5】
原料を投入する原料投入工程と、投入された原料を貯留する貯留工程と、貯留された原料を切り出す切出工程と、原料に付着しているラベルを原料から剥離させるラベル剥離工程と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去工程と、剥離されたラベルを原料から吸引除去するラベル除去工程と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去工程と、原料から小サイズのガラス片を機械的に分別除去する分別工程と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去工程と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去工程と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去工程とを含むことを特徴とするガラスびんの処理方法。
【請求項6】
ラベル剥離工程におけるラベルの剥離が、原料のガラス片を転動流下させながらガラス片相互を擦り合わせることによりなされることを特徴とする請求項1,3または5記載のガラスびんの処理方法。
【請求項7】
ラベル剥離工程におけるラベルの剥離が、水のミストを散布しながらなされることを特徴とする請求項6記載のガラスびんの処理方法。
【請求項8】
茶色ガラスとそれ以外の色ガラスとの光の透過度の相違を利用して色ガラスから茶色以外の色ガラスを機械的に除去する各種色ガラス除去工程が付加されていることを特徴とする請求項2,4または5記載のガラスびんの処理方法。
【請求項9】
分別工程において、小サイズのガラス片が分別除去された原料をさらに中サイズの原料とそれより大きい大サイズの原料とに機械的に分別することを特徴とする請求項2,4または5記載のガラスびんの処理方法。
【請求項10】
異物除去工程が、中サイズの原料から異物を機械的に除去する中サイズ異物除去工程と、大サイズの原料から異物を機械的に除去する大サイズ異物除去工程とを含むことを特徴とする請求項9記載のガラスびんの処理方法。
【請求項11】
色ガラス除去工程が、中サイズの原料から色ガラスを機械的に除去する中サイズ色ガラス除去工程と、大サイズの原料から色ガラスを機械的に除去する大サイズ色ガラス除去工程とを含むことを特徴とする請求項9記載のガラスびんの処理方法。
【請求項12】
除去されたキャップが付いているびん首からキャップを機械的に外し、キャップが外されたびん首またはびん首片を原料投入工程に戻すキャップ除去工程が付加されていることを特徴とする請求項1,3または5記載のガラスびんの処理方法。
【請求項13】
キャップをスチールキャップと、アルミキャップと、プラスチックキャップとに鉄とアルミとプラスチックとの磁気特性の相違を利用して機械的に分別するキャップ分別工程が付加されていることを特徴とする請求項12記載のガラスびんの処理方法。
【請求項14】
原料投入部と、投入された原料を貯留する貯留部と、貯留されている原料を切り出す切出部と、原料に付着しているラベルを剥離させるラベル剥離部と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去部と、剥離されたラベルを原料から吸引除去するラベル除去部と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去部と、を備えてなることを特徴とするガラスびんの処理システム。
【請求項15】
原料から小サイズのガラス片を機械的に分別除去する分別部と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去部と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去部と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去部が付加されてなることを特徴とする請求項14記載のガラスびんの処理システム。
【請求項16】
原料投入部と、投入された原料を貯留する貯留部と、貯留されている原料を切り出す切出部と、原料に付着しているラベルを剥離させるラベル剥離部と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去部と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去部と、を備えてなることを特徴とするガラスびんの処理システム。
【請求項17】
剥離されたラベルを原料から吸引除去するラベル除去部と、原料から小サイズのガラス片を機械的に分別除去する分別部と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去部と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去部と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去部とが付加されてなることを特徴とする請求項16記載のガラスびんの処理システム。
【請求項18】
原料投入部と、投入された原料を貯留する貯留部と、貯留されている原料を切り出す切出部と、原料に付着しているラベルを剥離させるラベル剥離部と、原料からキャップの付いているびん首を機械的に除去するキャップ付びん首除去部、剥離されたラベルを原料から吸引除去するラベル除去部と、原料からアルミとガラスと鉄との磁気特性の相違を利用してアルミおよび鉄を機械的に除去するアルミ・鉄除去部と、原料から小サイズのガラス片を機械的に分別除去する分別部と、小サイズのガラス片が分別除去された原料からガラスと異物との光の透過度の相違を利用して異物を機械的に除去する異物除去部と、異物が除去された原料からソーダガラスとそれ以外のガラスとの放射線の透過度の相違を利用してソーダガラス以外のガラスを機械的に除去する異種ガラス除去部と、異種ガラスが除去された原料から透明ガラスと色ガラスとの光の透過度の相違を利用して色ガラスを機械的に除去して透明カレットを得る色ガラス除去部と、を備えてなることを特徴とするガラスびんの処理システム。
【請求項19】
ラベル剥離部が、原料を転動流下させる下りこう配に配設された回転ドラムを有することを特徴とする請求項14,16または18記載のガラスびんの処理システム。
【請求項20】
回転ドラムが内面に複数の突部材を寝かせて有してなることを特徴とする請求項19記載のガラスびんの処理システム。
【請求項21】
回転ドラムが水のミストを散布するミスト散布管を有してなることを特徴とする請求項19記載のガラスびんの処理システム。
【請求項22】
茶色ガラスとそれ以外の色ガラスとの光の透過度の相違を利用して色ガラスから茶色以外の色ガラスを機械的に除去する各種色ガラス除去部が付加されてなることを特徴とする請求項15,17または18記載のガラスびんの処理システム。
【請求項23】
分別部が、小サイズのガラス片が分別除去された原料をさらに中サイズの原料とそれより大きい大サイズの原料とに機械的に分別するようにされてなることを特徴とする請求項15,17または18記載のガラスびんの処理システム。
【請求項24】
異物除去部が、中サイズの原料から異物を機械的に除去する中サイズ異物除去部と、大サイズの原料から異物を機械的に除去する大サイズ異物除去部とを含むことを特徴とする請求項23記載のガラスびんの処理システム。
【請求項25】
色ガラス除去部が、中サイズの原料から色ガラスを機械的に除去する中サイズ色ガラス除去部と、大サイズの原料から色ガラスを機械的に除去する大サイズ色ガラス除去部とを含むことを特徴とする請求項23記載のガラスびんの処理システム。
【請求項26】
除去されたキャップが付いているびん首からキャップを機械的に外し、キャップが外されたびん首またはびん首片を原料投入部に戻すキャップ除去部が付加されてなることを特徴とする請求項14,16または18記載のガラスびんの処理システム。
【請求項27】
キャップ除去部が、キャップが付いているびん首を機械的にクラッシュするクラッシュ部と、クラッシュされたびん首からキャップを機械的に除去するキャップ除去部と、除去されたキャップをスチールキャップとアルミキャップとプラスチックキャップとに鉄とアルミとプラスックとの磁気特性の相違を利用して機械的に分別するキャップ分別部とを含むことを特徴とする請求項26記載のガラスびんの処理システム。
【図1】


【図2】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35】
【図36】
【図37】
【図3】
【図2】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35】
【図36】
【図37】
【図3】
【公開番号】特開2013−22519(P2013−22519A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2011−159784(P2011−159784)
【出願日】平成23年7月21日(2011.7.21)
【出願人】(511177341)株式会社タカハシ (2)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成23年7月21日(2011.7.21)
【出願人】(511177341)株式会社タカハシ (2)
【Fターム(参考)】
[ Back to top ]