
ガラスコーティング剤
【課題】200℃以下のいわゆる常温において、ステンレス鋼等の金属の表面に塗布し、耐候性、防汚性及び難燃性に優れた金属を容易に得ることのできる常温ガラスコーティング剤を提供する。
【解決手段】酸化物化に必要な触媒としてホウ素イオン及びハロゲンイオンを含み、アルコールに溶融した加水分解可能な有機金属化合物の単一組成もしくは複合組成からなる常温ガラスコーティング剤である。該ガラスコーティング剤を金属板の表面に塗布することで200℃以下のいわゆる常温で乾燥させることができ、かつ、耐候性、防汚性及び難燃性に優れたものとできる。
【解決手段】酸化物化に必要な触媒としてホウ素イオン及びハロゲンイオンを含み、アルコールに溶融した加水分解可能な有機金属化合物の単一組成もしくは複合組成からなる常温ガラスコーティング剤である。該ガラスコーティング剤を金属板の表面に塗布することで200℃以下のいわゆる常温で乾燥させることができ、かつ、耐候性、防汚性及び難燃性に優れたものとできる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はガラスコーティング剤に関し、例えば、ステンレス鋼等の金属板等の板状体の表面に塗布することにより、耐候性、防汚性及び難燃性に優れた板状体を容易に得られるようにしたガラスコーティング剤に関するものである。
【背景技術】
【0002】
従来、金属の表面をコーティングする技術としては、特許文献1に示されるように、金属板の表面に、粉末ガラス質(B2O3・PbO、SiO2・PbO・B2O3、B2O3・ZnO・PbO、SiO2・B2O3・SrO)の酸化物質を、厚さ50μm〜1mm塗布し、500〜1100℃で加熱・溶融して表面に酸化物層を形成させることが知られている。また、200℃以下のいわゆる常温で金属酸化物ガラス膜を製造する技術が、特許文献2及び特許文献3に開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平7−262860号公報
【特許文献2】特開平6−199528号公報
【特許文献3】特開2000−164056号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記従来の特許文献1に示されるコーティング剤は、金属板の表面に、粉末ガラス質の酸化物質を塗布し、加熱・溶融して表面に酸化物層を形成させるようにしているので、金属板及びガラス質の熱膨張係数を考慮して形成された酸化物化(ガラス化)層が湾曲しないように細心の注意を払いつつ500〜1100℃で加熱・溶融処理しなければならず、製造が複雑な工程となり、かつ非常に難しいという欠点があった。
【0005】
また、この特許文献1に示されるコーティング剤は、高温で処理しなければならないために、処理設備費が嵩むという欠点があった。さらに、上記特許文献2及び特許文献3には、そもそも板の表面に常温で酸化物化(ガラス化)層を形成させることは全く予定されておらず、その構造や技術も開示されていない。
【0006】
本発明は、上記欠点を解決するためになされたものであって、その目的は、常温においてステンレス鋼等の板状体の表面に塗布して耐候性、防汚性及び難燃性に優れたものとできるガラスコーティング剤を提供することにある。
【課題を解決するための手段】
【0007】
係る目的を達成する一手段として、例えば、板状体の表面に塗布される、酸化物化に必要な触媒としてホウ素イオン及びハロゲンイオンを含み、アルコールに溶融した加水分解可能な有機金属化合物の単一組成もしくは複合組成からなるガラスコーティング剤である。
【0008】
そして例えば、前記板状体は金属板であり、金属板表面に塗布されることを特徴とする。あるいは、塗布される層厚が5.0〜20.0μmであることを特徴としている。
【0009】
また例えば、塗布は板状体の表面に形成されたプライマー層の上にされることを特徴としている。更に例えば、塗布は噴霧により、刷毛により又はロールにより行われることを特徴としている。
【発明の効果】
【0010】
本発明によれば、常温において板状体の表面に塗布して、耐候性、防汚性及び難燃性に優れたコーティング状態を容易に得ることができる。また、その際に、高温の加熱・溶融処理を必要としないので、耐候性等に優れた板状体の製造が容易になるという特長を有するとともに、高温処理設備を必要としないので、安価に製造することができる。
【図面の簡単な説明】
【0011】
【図1】図1は金属の基体表面に本発明に係る一実施の形態例のガラスコーティング剤を塗布したときの断面図である。
【図2】図2は金属の基体表面にプライマリーを塗布し、プライマリー層の表面に本実施の形態例のガラスコーティング剤を塗布したときの断面図である。
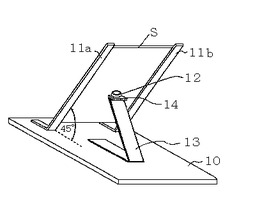
【図3】図3は本実施の形態例の特性を検査する実験装置の斜視図である。
【発明を実施するための形態】
【0012】
以下、図面を参照して本発明にかかる一発明の実施の形態例を説明する。図1は、金属の基体1の表面に本発明に係る一発明の実施の形態例の金属用常温ガラスコーティング剤(以下、「コーティング剤」という。)2を塗布したときの断面図、図2は、金属の基体1の表面にプライマリー3を塗布し、そのプライマリー3の表面に本実施の形態例のコーティング剤2を塗布したときの断面図である。
【0013】
図1、図2において、板状の基体1は、各種産業の分野で用いられる例えば金属で構成されている。具体的には、SUS等の鉄金属やアルミニウム合金等の非鉄金属で構成することができる。
【0014】
コーティング剤2の説明の前にプライマリー3について説明すると、このプライマリー3は、シリケート樹脂系からなる周知のプライマリーからなり、金属の基体1の表面が鏡面状を呈していて、基体1の表面に対するコーティング剤2の固着・接着性が劣るときに用いられる。
【0015】
このプライマリー3の塗布は、金属の基体1の表面に噴霧により、刷毛塗りにより又はロール塗りにより行うことができ、その塗布厚は5.0〜20.0μmとされる。したがって、金属の基体1の表面が粗面に形成されていて、基体1の表面に対するコーティング剤2の固着・接着性が十分に得られるときは、プライマリー3の塗布は省略される。
【0016】
コーティング剤2は、図1に示されるように、金属の基体1の表面に、又は図2に示されるように、基体1の表面に塗布されたプライマリー3の表面に、噴霧、刷毛塗り又はロール塗りにより塗布厚が5.0〜20.0μmとなるように塗布される。
【0017】
このコーティング剤2は、例えば、珪素を含むオルガノシロキサン及びオルガノポリシロキサンを低級アルコールで溶融した主剤と、アンモニウム塩(例えば、塩化アンモニウム(NH4Cl))、ホウ素イオン生成物質(例えば、トリエトキシボラン(B(Et)3))と、Ti(チタン)、Sn(スズ)を含む有機金属化合物(例えば、金属アルコキシド)を低級アルコールに溶融させた触媒とを例えば主剤9対触媒1の割合で溶融させたものを希釈溶媒で所定割合稀釈したコーティング剤とできる。
【0018】
上記触媒は、上記アンモニウム塩に代え、フッ素化合物(例えば、フッ化ナトリウム等)であってもよく、さらには、上記Ti(チタン)、Sn(スズ)を含む有機金属化合物は、Ti(チタン)、Sn(スズ)に代えて、Zn(亜鉛)、Al(アルミニウム)等を含む有機金属化合物であってもよい。
また、主剤と触媒の混合割合などは以上の例に限定されるものではなく、遊離等しない範囲で適宜変えることが出来る。
【0019】
ところで、従来の技術である有機ケイ素化合物の塗膜反応は、[式1]に示すように、オルガノポリシロキサンの官能基R(メチル基、フェニル基等)が、空気中の水分によって加水分解を受けて水酸基に変化し、ついで、[式2]に示すように、この反応で生じたオルガノポリシロキサンの水酸基が前記架橋剤(官能性側鎖を有するオルガノシロキサン)の官能基によりアタックを受け、触媒の作用を受けて脱アルコール反応を起こし、3次元構造の高分子化合物であるポリシロキサン硬化体が形成されるものである。
【0020】
【化1】

【0021】
【化2】
【0022】
しかし、本発明の係る一実施の形態例におけるこのコーティング剤2は、金属の基体1の表面に、または金属の基体1の表面に塗布されたプライマリー3の表面に塗布されて被膜が形成され、ガラスのコーティング層の生成が可能となる。
これを化学反応式で表すと次の[式3]、[式4]、[式5]及び[式6]で表わされる。
【化3】
【0023】
【化4】
【0024】
【化5】
【0025】
【化6】
【0026】
また、上記触媒によって、B3+とX-(ハロゲンイオン)から錯イオンBX4-ができ、金属を含む有機化合物(金属アルコキシド)M(OR)nのM(金属)とBX4-のBが極めて容易に置換反応を生じさせ、錯イオンMXn+1-ができ、次いで、この錯イオンMXn+1-が加水分解され、加水分解されてできたM(OH)nが脱水縮合反応を生じて、常温において金属酸化物(ガラス)が得られる。
【0027】
以下、以上に示す本実施の形態例に係るコーティング剤を金属板表面に形成した場合の特性実験結果例について説明する。
【0028】
(実験例1) 材料燃焼試験
実験例1の材料燃焼試験で用いられる供試体は、厚さ1.0mmのB5版(185mm×257mm)の大きさのステンレス(SUS)板の基材に、プライマー及びコーティング剤を塗布したものである。すなわち、この供試体は、基材の片面にシリケート樹脂系のプライマーを塗布後、60℃以上で60min以上乾燥し、次いで、そのプライマー面に本発明に係るコーティング剤を塗布後、60℃以上で60min以上乾燥して得られたものである。
【0029】
なお、以上の例では厚さ1.0mmのステンレス板にプライマー及びコーティング剤を塗布したが、塗布する板の材質や厚さに限定されるものではなく、任意の金属あるいはプラスチックス、炭素繊維等その材質に限定されるものではなく、厚さについても何ら限定されるものではない。
【0030】
上記供試体は二つ作られ、その一つは、主剤と触媒を稀釈溶媒で稀釈した1液からなるコーティング剤を塗布してガラス化時の膜厚が約5.0μmとなるように制御した「塗膜A」の供試体であり、他の一つは、本実施の形態例の主剤と触媒からなるコーティング剤をアルコールで希釈した2液からなるコーティング剤を塗布してガラス化時の膜厚が約20.0μmの「塗膜B」の供試体である。
【0031】
塗布面の材料燃焼試験は、図3に示される実験装置を用いて行った。この実験装置は、基板10に供試体Sの両側を45度の傾斜角で、コーティング剤の塗布面が下向きになるように載置する一対の支持片11a,11bを設けて構成されているとともに、支持片11a,11bに載置された供試体Sの下面中心の垂直方向25.4(1インチ)mmに燃焼容器12が位置するように容器台13が設けられている。燃焼容器12は、17.5φ×711,0.8tの構造で、容器台13上に熱伝導率の低いコルク板14を介在させて載せられている。材料燃焼試験は、燃焼容器12内に入れた0.5ccの純エチルアルコールが燃え尽きるまで放置して行われる。
【0032】
なお、供試体が吸湿性の材料からなる場合は、所定寸法に仕上げられたものを通気性のある室内で直射日光を避け、床面から1m以上離し、5日以上経過させたものが用いられる。この材料燃焼試験は、試験室内の条件が温度15〜30℃、湿度60〜75%及び空気の流動の無い条件の下で行われる。
【0033】
[表1]は、上述の実験装置を用いて行われた材料燃焼試験の結果である。この材料燃焼試験は、社団法人 日本鉄道車両機械技術協会(所在地;東京都港区新橋1-19-4,燃焼試験室、担当者;武藤)で行われたものである。この燃焼試験の判定は、アルコールの燃焼中と燃焼後とに分けて行われ、燃焼中は供試材への着火、着炎、発煙状態、炎の状態等を観察し、燃焼後は残炎、残じん、炭化、変形状態等を調査して行われている。
【0034】
【表1】
【0035】
(実験例2) キセノンアークランプ促進耐候性試験
このキセノンアークランプ促進耐候性試験は、上述の「塗膜A」及び「塗膜B」の二つの供試体Sを用いて行われた。キセノンアークランプは、紫外・可視領域にわたり、太陽光に一致した波長を生じる光源であり、室外設備の実態に極めて近い状態で促進耐候性試験を行うことができる。
【0036】
この試験方法は、紫外線(300〜400nm)の600時間照射、1200時間照射及び湿度調整(湿度10%で温度70 ℃/48min,湿度80%で温度50 ℃/12min)を行い、光沢度及び色差測定し、劣化率を測定して行われる。なお、600時間照射は、実際の設備の4年間使用に相当し、1200時間照射は、実際の設備の8年間使用に相当している。なお、表中の塗布前後、600時間照射及び1200時間照射における数値の単位は% である。
【0037】
この試験における主な使用は、以下の通りである。
a.光照射試験・光源―キセノンアークランプ(7.5Kw水冷式×3灯)
b.適用試験温湿度範囲
光照射(温度40〜70±2℃、温度30〜60±5% )
酸性雨(温度35〜50±2℃、温度制限なし )
乾燥(温度20〜80±2℃、温度制限なし )
湿潤(温度50〜60℃において温度50〜95±5% )
結露(温度40〜50±2℃、温度95±5% )
低温(温度−20〜20±2℃ )
c.試験槽内寸法(幅350cm×奥行き308cm×高さ176cm)
d.試験槽内噴霧塔×4個
[表2]には、促進耐候性試験の結果が示されている。
【0038】
【表2】
【0039】
(実験例3) 防汚性試験
この防汚性試験は、上述の「塗膜A」及び「塗膜B」の二つの供試体Sの塗布面に油性マーキングペンで文字を書くとともに、その書かれた文字が消せるか否かによって行われた。[表3]には、その防汚性試験(油性マーキングペン試験)の結果が示されている。
【0040】
【表3】
【0041】
(実験例4) 防キズ性試験
この防キズ性試験は、上述の「塗膜A」及び「塗膜B」の二つの供試体Sの塗布面をタケ串、プラスチック棒、H5鉛筆及びH5鉛 筆で通常のペン圧でそれぞれ擦って行われた。[表4]には、その防キズ性試験(擦傷試験)の結果が示されている。
【0042】
【表4】
【0043】
(実験例5) 簡易落球・落錘衝撃性試験
この衝撃性試験は、上述の「塗膜A」及び「塗膜B」の二つの供試体Sの塗布面に周知の金属製のポンチ(48g)と直径19mmの鋼球を用いて行われた。ポンチを用いた落錘衝撃性試験は、垂直に30cmの高さから落下して行われ、[表5]では「*1」の落錘衝撃性試験として示され、鋼球を用いた落球錘衝撃性試験は、垂直に90cmの高さから落下して行われ、[表5]では「*2」の簡易落球・落錘落下試験として示されている。
[表5]には、その落球・落錘衝撃性試験(落下試験)の結果が示されている。
【0044】
【表5】
【0045】
本実施の形態例に係る塗膜A(塗膜厚;20.0μm)及び塗膜B(塗膜厚;5.0μm)は、上述の材料燃焼試験の結果により、不燃性であり、促進耐候性試験の結果により、コーティング剤を塗布することにより光沢度が塗布前より約3倍高まることが分かる。また、紫外線照射600時間では光沢率が10%落ち、紫外線照射1200時間では光沢率が20〜50%落ちるが、無塗布に比べて約2倍近く保持されていることが分かる。
なお、光沢度は、屈折率1.576を100%」とする。
また、有機系塗膜Cは、無塗布の光沢度より良くない結果が出ていることがわかった。
【0046】
そして、防汚性試験の結果により、コーティング剤を塗布することにより無塗布に比べて洗浄処理が可能であり、さらに、防キズ性試験及び簡易落球・落錘衝撃衝撃性試験のそれぞれの結果により、キズが付き難いことが分かる。また、これらのことから、5.0〜20.0μmの塗膜厚であれば、耐候性、防汚性及び難燃性に優れた金属を得ることのできることが分かる。
【産業上の利用可能性】
【0047】
本発明に係るコーティング剤は、各種産業分野で用いられる金属のコーティング剤として採用することができる。具体的には、列車や自動車等の車両の金属部、船舶の金属部、エレベータ、ホームドア等のゲート、電子レンジ等の家電の金属部、金属製の装飾品、金属製の仏具等に採用することができる。
【符号の説明】
【0048】
1……金属の基体
2……金属用常温ガラスコーティング剤(コーティング剤)
3……プライマリー
10……基板
11a,11b……支持片
12……燃焼容器
13……容器台
14……コルク板
【技術分野】
【0001】
本発明はガラスコーティング剤に関し、例えば、ステンレス鋼等の金属板等の板状体の表面に塗布することにより、耐候性、防汚性及び難燃性に優れた板状体を容易に得られるようにしたガラスコーティング剤に関するものである。
【背景技術】
【0002】
従来、金属の表面をコーティングする技術としては、特許文献1に示されるように、金属板の表面に、粉末ガラス質(B2O3・PbO、SiO2・PbO・B2O3、B2O3・ZnO・PbO、SiO2・B2O3・SrO)の酸化物質を、厚さ50μm〜1mm塗布し、500〜1100℃で加熱・溶融して表面に酸化物層を形成させることが知られている。また、200℃以下のいわゆる常温で金属酸化物ガラス膜を製造する技術が、特許文献2及び特許文献3に開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平7−262860号公報
【特許文献2】特開平6−199528号公報
【特許文献3】特開2000−164056号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記従来の特許文献1に示されるコーティング剤は、金属板の表面に、粉末ガラス質の酸化物質を塗布し、加熱・溶融して表面に酸化物層を形成させるようにしているので、金属板及びガラス質の熱膨張係数を考慮して形成された酸化物化(ガラス化)層が湾曲しないように細心の注意を払いつつ500〜1100℃で加熱・溶融処理しなければならず、製造が複雑な工程となり、かつ非常に難しいという欠点があった。
【0005】
また、この特許文献1に示されるコーティング剤は、高温で処理しなければならないために、処理設備費が嵩むという欠点があった。さらに、上記特許文献2及び特許文献3には、そもそも板の表面に常温で酸化物化(ガラス化)層を形成させることは全く予定されておらず、その構造や技術も開示されていない。
【0006】
本発明は、上記欠点を解決するためになされたものであって、その目的は、常温においてステンレス鋼等の板状体の表面に塗布して耐候性、防汚性及び難燃性に優れたものとできるガラスコーティング剤を提供することにある。
【課題を解決するための手段】
【0007】
係る目的を達成する一手段として、例えば、板状体の表面に塗布される、酸化物化に必要な触媒としてホウ素イオン及びハロゲンイオンを含み、アルコールに溶融した加水分解可能な有機金属化合物の単一組成もしくは複合組成からなるガラスコーティング剤である。
【0008】
そして例えば、前記板状体は金属板であり、金属板表面に塗布されることを特徴とする。あるいは、塗布される層厚が5.0〜20.0μmであることを特徴としている。
【0009】
また例えば、塗布は板状体の表面に形成されたプライマー層の上にされることを特徴としている。更に例えば、塗布は噴霧により、刷毛により又はロールにより行われることを特徴としている。
【発明の効果】
【0010】
本発明によれば、常温において板状体の表面に塗布して、耐候性、防汚性及び難燃性に優れたコーティング状態を容易に得ることができる。また、その際に、高温の加熱・溶融処理を必要としないので、耐候性等に優れた板状体の製造が容易になるという特長を有するとともに、高温処理設備を必要としないので、安価に製造することができる。
【図面の簡単な説明】
【0011】
【図1】図1は金属の基体表面に本発明に係る一実施の形態例のガラスコーティング剤を塗布したときの断面図である。
【図2】図2は金属の基体表面にプライマリーを塗布し、プライマリー層の表面に本実施の形態例のガラスコーティング剤を塗布したときの断面図である。
【図3】図3は本実施の形態例の特性を検査する実験装置の斜視図である。
【発明を実施するための形態】
【0012】
以下、図面を参照して本発明にかかる一発明の実施の形態例を説明する。図1は、金属の基体1の表面に本発明に係る一発明の実施の形態例の金属用常温ガラスコーティング剤(以下、「コーティング剤」という。)2を塗布したときの断面図、図2は、金属の基体1の表面にプライマリー3を塗布し、そのプライマリー3の表面に本実施の形態例のコーティング剤2を塗布したときの断面図である。
【0013】
図1、図2において、板状の基体1は、各種産業の分野で用いられる例えば金属で構成されている。具体的には、SUS等の鉄金属やアルミニウム合金等の非鉄金属で構成することができる。
【0014】
コーティング剤2の説明の前にプライマリー3について説明すると、このプライマリー3は、シリケート樹脂系からなる周知のプライマリーからなり、金属の基体1の表面が鏡面状を呈していて、基体1の表面に対するコーティング剤2の固着・接着性が劣るときに用いられる。
【0015】
このプライマリー3の塗布は、金属の基体1の表面に噴霧により、刷毛塗りにより又はロール塗りにより行うことができ、その塗布厚は5.0〜20.0μmとされる。したがって、金属の基体1の表面が粗面に形成されていて、基体1の表面に対するコーティング剤2の固着・接着性が十分に得られるときは、プライマリー3の塗布は省略される。
【0016】
コーティング剤2は、図1に示されるように、金属の基体1の表面に、又は図2に示されるように、基体1の表面に塗布されたプライマリー3の表面に、噴霧、刷毛塗り又はロール塗りにより塗布厚が5.0〜20.0μmとなるように塗布される。
【0017】
このコーティング剤2は、例えば、珪素を含むオルガノシロキサン及びオルガノポリシロキサンを低級アルコールで溶融した主剤と、アンモニウム塩(例えば、塩化アンモニウム(NH4Cl))、ホウ素イオン生成物質(例えば、トリエトキシボラン(B(Et)3))と、Ti(チタン)、Sn(スズ)を含む有機金属化合物(例えば、金属アルコキシド)を低級アルコールに溶融させた触媒とを例えば主剤9対触媒1の割合で溶融させたものを希釈溶媒で所定割合稀釈したコーティング剤とできる。
【0018】
上記触媒は、上記アンモニウム塩に代え、フッ素化合物(例えば、フッ化ナトリウム等)であってもよく、さらには、上記Ti(チタン)、Sn(スズ)を含む有機金属化合物は、Ti(チタン)、Sn(スズ)に代えて、Zn(亜鉛)、Al(アルミニウム)等を含む有機金属化合物であってもよい。
また、主剤と触媒の混合割合などは以上の例に限定されるものではなく、遊離等しない範囲で適宜変えることが出来る。
【0019】
ところで、従来の技術である有機ケイ素化合物の塗膜反応は、[式1]に示すように、オルガノポリシロキサンの官能基R(メチル基、フェニル基等)が、空気中の水分によって加水分解を受けて水酸基に変化し、ついで、[式2]に示すように、この反応で生じたオルガノポリシロキサンの水酸基が前記架橋剤(官能性側鎖を有するオルガノシロキサン)の官能基によりアタックを受け、触媒の作用を受けて脱アルコール反応を起こし、3次元構造の高分子化合物であるポリシロキサン硬化体が形成されるものである。
【0020】
【化1】
【0021】
【化2】
【0022】
しかし、本発明の係る一実施の形態例におけるこのコーティング剤2は、金属の基体1の表面に、または金属の基体1の表面に塗布されたプライマリー3の表面に塗布されて被膜が形成され、ガラスのコーティング層の生成が可能となる。
これを化学反応式で表すと次の[式3]、[式4]、[式5]及び[式6]で表わされる。
【化3】
【0023】
【化4】
【0024】
【化5】
【0025】
【化6】
【0026】
また、上記触媒によって、B3+とX-(ハロゲンイオン)から錯イオンBX4-ができ、金属を含む有機化合物(金属アルコキシド)M(OR)nのM(金属)とBX4-のBが極めて容易に置換反応を生じさせ、錯イオンMXn+1-ができ、次いで、この錯イオンMXn+1-が加水分解され、加水分解されてできたM(OH)nが脱水縮合反応を生じて、常温において金属酸化物(ガラス)が得られる。
【0027】
以下、以上に示す本実施の形態例に係るコーティング剤を金属板表面に形成した場合の特性実験結果例について説明する。
【0028】
(実験例1) 材料燃焼試験
実験例1の材料燃焼試験で用いられる供試体は、厚さ1.0mmのB5版(185mm×257mm)の大きさのステンレス(SUS)板の基材に、プライマー及びコーティング剤を塗布したものである。すなわち、この供試体は、基材の片面にシリケート樹脂系のプライマーを塗布後、60℃以上で60min以上乾燥し、次いで、そのプライマー面に本発明に係るコーティング剤を塗布後、60℃以上で60min以上乾燥して得られたものである。
【0029】
なお、以上の例では厚さ1.0mmのステンレス板にプライマー及びコーティング剤を塗布したが、塗布する板の材質や厚さに限定されるものではなく、任意の金属あるいはプラスチックス、炭素繊維等その材質に限定されるものではなく、厚さについても何ら限定されるものではない。
【0030】
上記供試体は二つ作られ、その一つは、主剤と触媒を稀釈溶媒で稀釈した1液からなるコーティング剤を塗布してガラス化時の膜厚が約5.0μmとなるように制御した「塗膜A」の供試体であり、他の一つは、本実施の形態例の主剤と触媒からなるコーティング剤をアルコールで希釈した2液からなるコーティング剤を塗布してガラス化時の膜厚が約20.0μmの「塗膜B」の供試体である。
【0031】
塗布面の材料燃焼試験は、図3に示される実験装置を用いて行った。この実験装置は、基板10に供試体Sの両側を45度の傾斜角で、コーティング剤の塗布面が下向きになるように載置する一対の支持片11a,11bを設けて構成されているとともに、支持片11a,11bに載置された供試体Sの下面中心の垂直方向25.4(1インチ)mmに燃焼容器12が位置するように容器台13が設けられている。燃焼容器12は、17.5φ×711,0.8tの構造で、容器台13上に熱伝導率の低いコルク板14を介在させて載せられている。材料燃焼試験は、燃焼容器12内に入れた0.5ccの純エチルアルコールが燃え尽きるまで放置して行われる。
【0032】
なお、供試体が吸湿性の材料からなる場合は、所定寸法に仕上げられたものを通気性のある室内で直射日光を避け、床面から1m以上離し、5日以上経過させたものが用いられる。この材料燃焼試験は、試験室内の条件が温度15〜30℃、湿度60〜75%及び空気の流動の無い条件の下で行われる。
【0033】
[表1]は、上述の実験装置を用いて行われた材料燃焼試験の結果である。この材料燃焼試験は、社団法人 日本鉄道車両機械技術協会(所在地;東京都港区新橋1-19-4,燃焼試験室、担当者;武藤)で行われたものである。この燃焼試験の判定は、アルコールの燃焼中と燃焼後とに分けて行われ、燃焼中は供試材への着火、着炎、発煙状態、炎の状態等を観察し、燃焼後は残炎、残じん、炭化、変形状態等を調査して行われている。
【0034】
【表1】
【0035】
(実験例2) キセノンアークランプ促進耐候性試験
このキセノンアークランプ促進耐候性試験は、上述の「塗膜A」及び「塗膜B」の二つの供試体Sを用いて行われた。キセノンアークランプは、紫外・可視領域にわたり、太陽光に一致した波長を生じる光源であり、室外設備の実態に極めて近い状態で促進耐候性試験を行うことができる。
【0036】
この試験方法は、紫外線(300〜400nm)の600時間照射、1200時間照射及び湿度調整(湿度10%で温度70 ℃/48min,湿度80%で温度50 ℃/12min)を行い、光沢度及び色差測定し、劣化率を測定して行われる。なお、600時間照射は、実際の設備の4年間使用に相当し、1200時間照射は、実際の設備の8年間使用に相当している。なお、表中の塗布前後、600時間照射及び1200時間照射における数値の単位は% である。
【0037】
この試験における主な使用は、以下の通りである。
a.光照射試験・光源―キセノンアークランプ(7.5Kw水冷式×3灯)
b.適用試験温湿度範囲
光照射(温度40〜70±2℃、温度30〜60±5% )
酸性雨(温度35〜50±2℃、温度制限なし )
乾燥(温度20〜80±2℃、温度制限なし )
湿潤(温度50〜60℃において温度50〜95±5% )
結露(温度40〜50±2℃、温度95±5% )
低温(温度−20〜20±2℃ )
c.試験槽内寸法(幅350cm×奥行き308cm×高さ176cm)
d.試験槽内噴霧塔×4個
[表2]には、促進耐候性試験の結果が示されている。
【0038】
【表2】
【0039】
(実験例3) 防汚性試験
この防汚性試験は、上述の「塗膜A」及び「塗膜B」の二つの供試体Sの塗布面に油性マーキングペンで文字を書くとともに、その書かれた文字が消せるか否かによって行われた。[表3]には、その防汚性試験(油性マーキングペン試験)の結果が示されている。
【0040】
【表3】
【0041】
(実験例4) 防キズ性試験
この防キズ性試験は、上述の「塗膜A」及び「塗膜B」の二つの供試体Sの塗布面をタケ串、プラスチック棒、H5鉛筆及びH5鉛 筆で通常のペン圧でそれぞれ擦って行われた。[表4]には、その防キズ性試験(擦傷試験)の結果が示されている。
【0042】
【表4】
【0043】
(実験例5) 簡易落球・落錘衝撃性試験
この衝撃性試験は、上述の「塗膜A」及び「塗膜B」の二つの供試体Sの塗布面に周知の金属製のポンチ(48g)と直径19mmの鋼球を用いて行われた。ポンチを用いた落錘衝撃性試験は、垂直に30cmの高さから落下して行われ、[表5]では「*1」の落錘衝撃性試験として示され、鋼球を用いた落球錘衝撃性試験は、垂直に90cmの高さから落下して行われ、[表5]では「*2」の簡易落球・落錘落下試験として示されている。
[表5]には、その落球・落錘衝撃性試験(落下試験)の結果が示されている。
【0044】
【表5】
【0045】
本実施の形態例に係る塗膜A(塗膜厚;20.0μm)及び塗膜B(塗膜厚;5.0μm)は、上述の材料燃焼試験の結果により、不燃性であり、促進耐候性試験の結果により、コーティング剤を塗布することにより光沢度が塗布前より約3倍高まることが分かる。また、紫外線照射600時間では光沢率が10%落ち、紫外線照射1200時間では光沢率が20〜50%落ちるが、無塗布に比べて約2倍近く保持されていることが分かる。
なお、光沢度は、屈折率1.576を100%」とする。
また、有機系塗膜Cは、無塗布の光沢度より良くない結果が出ていることがわかった。
【0046】
そして、防汚性試験の結果により、コーティング剤を塗布することにより無塗布に比べて洗浄処理が可能であり、さらに、防キズ性試験及び簡易落球・落錘衝撃衝撃性試験のそれぞれの結果により、キズが付き難いことが分かる。また、これらのことから、5.0〜20.0μmの塗膜厚であれば、耐候性、防汚性及び難燃性に優れた金属を得ることのできることが分かる。
【産業上の利用可能性】
【0047】
本発明に係るコーティング剤は、各種産業分野で用いられる金属のコーティング剤として採用することができる。具体的には、列車や自動車等の車両の金属部、船舶の金属部、エレベータ、ホームドア等のゲート、電子レンジ等の家電の金属部、金属製の装飾品、金属製の仏具等に採用することができる。
【符号の説明】
【0048】
1……金属の基体
2……金属用常温ガラスコーティング剤(コーティング剤)
3……プライマリー
10……基板
11a,11b……支持片
12……燃焼容器
13……容器台
14……コルク板
【特許請求の範囲】
【請求項1】
板状体の表面に塗布される、酸化物化に必要な触媒としてホウ素イオン及びハロゲンイオンを含み、アルコールに溶融した加水分解可能な有機金属化合物の単一組成もしくは複合組成からなることを特徴とするガラスコーティング剤。
【請求項2】
前記板状体は金属板であり、金属板表面に塗布されることを特徴とする請求項1記載のガラスコーティング剤。
【請求項3】
前記塗布される層厚は、5.0〜20.0μmであることを特徴とする請求項1又は請求項2記載のガラスコーティング剤。
【請求項4】
前記塗布は、前記板状体の表面に形成されたプライマー層の上にされることを特徴とする請求項1乃至請求項3のいずれかに記載のガラスコーティング剤。
【請求項5】
前記塗布は、噴霧により、刷毛により又はロールにより行われることを特徴とする請求項1乃至請求項4のいずれかに記載のガラスコーティング剤。
【請求項1】
板状体の表面に塗布される、酸化物化に必要な触媒としてホウ素イオン及びハロゲンイオンを含み、アルコールに溶融した加水分解可能な有機金属化合物の単一組成もしくは複合組成からなることを特徴とするガラスコーティング剤。
【請求項2】
前記板状体は金属板であり、金属板表面に塗布されることを特徴とする請求項1記載のガラスコーティング剤。
【請求項3】
前記塗布される層厚は、5.0〜20.0μmであることを特徴とする請求項1又は請求項2記載のガラスコーティング剤。
【請求項4】
前記塗布は、前記板状体の表面に形成されたプライマー層の上にされることを特徴とする請求項1乃至請求項3のいずれかに記載のガラスコーティング剤。
【請求項5】
前記塗布は、噴霧により、刷毛により又はロールにより行われることを特徴とする請求項1乃至請求項4のいずれかに記載のガラスコーティング剤。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−180544(P2012−180544A)
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願番号】特願2011−43133(P2011−43133)
【出願日】平成23年2月28日(2011.2.28)
【出願人】(505094009)墨東化成工業株式会社 (5)
【出願人】(592217842)
【Fターム(参考)】
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願日】平成23年2月28日(2011.2.28)
【出願人】(505094009)墨東化成工業株式会社 (5)
【出願人】(592217842)
【Fターム(参考)】
[ Back to top ]