
ガラスストランドの平行なロービングを含む強化材
本発明に従った強化材(1)は、連続的なガラスストランドの平行なロービング(2a)に基づく強化層(2)と、熱熔解可能な表面を有する繊維の部分から成る1つ又は2つの結合層(3)とを含む。前記集合体は、熱溶解可能な表面に浸透する繊維部分(3b)に浸透することによって統合され、これらはそれらの長さに亘って強化層(2)内に浸透し、ロービング(2a)の連続的なガラスストランドに接着する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複合材成形品(composite item)のための、即ち、強化繊維で強化された(ポリエステル又は他の)樹脂に基づく成形品のための、強化製品(reinforcing product)として使用される、密着性があり(coherent)且つ可撓(flexible)な織物枠組(textile armature)に関する。
【背景技術】
【0002】
連結された1つ又はそれよりも多くの繊維層から成る数多くの密着性のある織物枠組強化構造は既知である。織物枠組は、リール内に詰め込まれる可撓なラップ(lap)の形態を概ね取り、よって、複合材成形品を生成するために織物枠組が使用される現場に織物枠組を輸送し、且つ、そこで織物枠組を取り扱い得る。
【0003】
複合材成形品を生成するための手順は、概ね以下の通りである。適切な表面積の織物枠組の片(piece)を切り取って型内に配置し、次に、樹脂を型内に導入し、織物枠組を取り囲む。重合後、樹脂及びインサートは機械的に強い構造を形成する。
【0004】
樹脂がインサートを構成する繊維間に完全に浸透して如何なる樹脂のない領域をも残さないこと、及び、樹脂が繊維に完全に接着することを条件としてのみ、機械的な強度特性が得られる。顕著には、成形品が平面的でないときに成形品の形状に適合させることによって、繊維が生成されるべき複合材成形品の容積を均一に占めることも必要である。
【0005】
繊維が効果的な強化インサートを形成し得るよう、繊維自体が十分な機械的強度を有することが最終的に必要である。
【0006】
様々な強化織物枠組構造が既に提案されている。
【0007】
よって、文献EP0395548は、2つの層の織物枠組の使用を記載しており、これらの2つの層は、例えば、繊維ガラスから成り、恒久的なクリンプ(crimp)を備える合成繊維、例えば、肌理出し処理(texturizing
treatment)を経た40〜70mmの長さのポリエステル繊維に基づくラップから成る中心層の各側に1つずつ位置付けられる。織物枠組の層は、縫合(stitching)/編成(knitting)によって中心層に連結されている。
【0008】
文献EP0694643は、前記材料に厚みをもたらす中心層の各側に1つずつ位置付けられる2つの織物強化層の使用を記載しており、これらの2つの層は、縫合/編成によって互いに連結され、合成繊維の結合又はステッチドオン(stitched-on)ウェブが外面の1つに対して設けられている。
【0009】
縫合/編成技法は比較的遅く、このように生成される織物枠組は非均一な変形性を有し、それらの表面で外観欠陥を提示する。
【0010】
生成速度を増大し且つ編成作業に起因する欠陥を減少するために、FR2916208A1及びWO2008/139423A1は、恒久的なクリンプをもたらす処置を経た合成繊維の90mm部分に基づく厚肉で通気された内部層と、内部層の各側に1つずつ位置付けられ且つ50mm強化繊維とホットメルト表面を備える繊維の部分とを含む外部層とを含む、繊維基織物枠組の生成を最近提案している。ホットメルト表面を備える繊維の部分の少なくとも一部は、それらの長さの一部に亘って内部層に浸透し、互いに並びに内部層の合成繊維に部分的に接着する。
【0011】
この構造の1つの利益は、織物枠組が複雑な型の形状に適合し得るよう、この構造が織物枠組に多大の可撓性及び良好な変形性をもたらすことであり、クリンプした合成繊維は、後続の成形作業中の樹脂の正しい浸透のために、内部層が十分な容積を維持することを保証する。
【0012】
外部層内に存在する50mmの長さのガラス繊維のような強化繊維は、複合材成形品の機械特性を改良する。しかしながら、この改良は僅かである。何故ならば、これらの強化繊維は短く、必要性は少量にあり、ガラス繊維の比率は、恒久的なクリンプを伴う合成繊維の優越的な存在によって限定的であるからである。特定の用途のためには、複合材成形品の機械特性、顕著には、その降伏強度及び曲げ強度において、実質的な改良が得られることが依然として望ましい。
【0013】
文献FR1394271Aに記載され、且つ、より最近の文献EP1125728A1において再び扱われた長く知られた技法によれば、リールから取られた平行なガラス繊維ロービングがラップ内に並んで置かれ、それらを集合させる織又は不織の繊維から成る支持体に接着させられる。そのような並置されるロービングは、500〜1500g/m2の重量を備える細片状の構造を構成する。
【0014】
概ね5μm〜24μmの直径の個々のガラスフィラメント(単繊維)(filament)の集合体がストランド(撚糸)(strand)として知られている。一般的に、ストランドは40本のフィラメントのオーダで構成される。ストランドの集合体がロービング(粗糸)(roving)として知られている。一般的に、ロービングは約50本のストランドを含む。
【0015】
この技法に伴う不利点は、強化製品に密着性をもたらす接着材の存在が依然として必要であり、それが射出成形ステップの前に処理されることである。課題は、接着材は樹脂が成形ステップ中に浸透する能力を減じ、且つ、成形によって生成される複合材成形品の短期的又は長期的な機械強度を減じる傾向を有することである。
【0016】
この点に関して、ガラス繊維の一方向性ロービングに基づく密着性を有する強化材において、ロービングは縫合によって集合させられ、それは比較的遅いプロセスであり、10m/分を超える生成速度を達成するために、織物強化材の生成速度を感知し得る程度に向上させる必要がある。
【0017】
本発明はこれらの困難に取り組み、それらに対する解決策を見出す。
【発明の概要】
【発明が解決しようとする課題】
【0018】
本発明によって取り組まれる課題は、ガラス繊維成形強化材から生成される複合材成形品の機械強度を感知し得る程度に向上させると同時に、成形前に成形強化材によって示される密着性、可撓性、及び、変形性を維持し、且つ、成形時の樹脂の浸透(penetration)及び押印(impression)に関する良好な特性を維持することである。
【0019】
同時に、本発明は、10m/分を超える生成速度に達する高速で生成し得る強化材の型を設計することを探求する。
【0020】
加えて、本発明は、必要であれば、成形強化材から成形される複合材成形品の表面の均一性を改良する。
【0021】
好ましくは、本発明は、リールのように詰め込み可能であり、且つ、縁部を損傷したり摺り減らしたりする危険性を伴わずに切断又は細断可能である、連続的な細片(strip)のような強化材製品の生成を可能にすることも探求する。
【課題を解決するための手段】
【0022】
これらの目的及び他の目的を達成するために、本発明は、繊維に基づくラップから成る成形強化材であって、
− 第一の繊維層と、
− 第一の繊維層に接合される、ホットメルト表面を備える繊維の部分から成る少なくとも1つの接合層とを含み、
− ホットメルト表面を備える繊維の部分の少なくとも一部は、第一の繊維層の長さの一部に亘って第一の繊維層に浸透し、且つ、互いに並びに第一の繊維層の繊維に部分的に接着し、
− 第一の繊維層は、ラップ内に並置され、よって、強化層を形成する、平行なガラスストランドのロービングを含む成形強化材を提案する。
【0023】
接合層内にホットメルト表面を備える繊維は、接着材の外的追加を伴うことなくガラス繊維のロービング間の効果的な接合をもたらすと同時に、ガラスストランドを変形又は破損せずに、成形強化材の可撓性及び均一性を維持する。
【0024】
同時に、成形強化材のそのような構造を高速で生成し得る。何故ならば、縫合方法よりもずっと迅速な光穿刺ステップによって、ホットメルト表面を備える繊維の相互浸透を得ることができるからである。
【0025】
好ましくは、強化層に浸透するホットメルト表面を備える繊維の部分は比較的広く離間し、この間隔は、光穿刺操作のために使用される針の間隔と等しいか或いはそれよりも大きい。そのような光穿刺操作の表面密度は、強化層のcm2当たり約5〜10個の針進入(needle penetration)である。これはガラス繊維に加えられるより低い曲げ応力をもたらし、ガラス繊維が破損する危険性の対応する減少をもたらす。
【0026】
よって、本発明は、ガラスストランドの一方向性ロービングの優れた機械特性を使用することを可能にし、強化材のような成形によって生成される複合材成形品に優れた機械特性を与える。その繊維の特定部分が強化層内の繊維に浸透し且つ接着する接合層は、成形強化材の製造後、その使用前に、強化層のガラスストランドを、一時的に十分に堅固に一体に保持するので、成形強化材は満足のゆく密着性を提示する。
【0027】
同時に、浸透し且つ接着する繊維を備える接合層は、ガラスストランドが、ガラス以外の少量の材料のみで、即ち、成形強化材内のガラスの相対比率を最大限化しながら、一体に保持されるのを可能にする。
【0028】
接合層は、繊維のウェブの形態において、例えば、25〜30g/m2のオーダの秤量として、特に薄肉であり得る。
【0029】
ガラスストランドのロービングは、約2400〜4800テックスの間の数を有利に有し得る。
【0030】
そのようなロービングでは、ガラスストランドを、約14μm〜約17μmの間に及ぶ個々の直径のフィラメントの集合体から有利に形成し得る。
【0031】
代替として、或いは、追加的に、ロービングのガラスストランドは、約40〜80テックスの個々の数を有し得る。
【0032】
第一実施態様によれば、強化層は、ホットメルト表面を備える繊維の単一の接合層に接合される。
【0033】
第二実施態様によれば、強化層は、強化層の各側に配置される、ホットメルト表面を備える繊維から成る2つの接合層に接合される。
【0034】
前述の実施態様のうちの1つの構造における第三実施態様によれば、強化層と接合層との間にガラスストランドの中間層もある。
【0035】
中間層は、平行であり且つロービングに対して垂直に向けられる約160〜200テックスのガラスストランドの層、及び/又は、約50〜80g/m2の秤量で、全ての向きにバルクで適用される、約50mmの細断ガラス繊維の層を含み得る。
【0036】
有利には、本発明に従った成形強化材は、400〜1800g/m2の間の秤量を有し得る。その場合、これは成形強化材の厚みと成形強化材が成形前に変形する能力との間の良好な妥協である。一例として、cm当たり2400テックスの5個のロービングを使用して、1200g/m2の秤量が達成される。
【0037】
他の特徴によれば、本発明は、そのような成形強化材を製造する方法であって、
a)複数の平行なガラスストランドロービングを支持体の上に並置し、強化層を構成するガラスストランドロービングのラップを形成するステップと、
b)ホットメルト表面を備える化学繊維のウェブを強化層の上に置き、接合層を構成するステップと、
c)ホットメルト表面を備える繊維の部分を強化層に浸透させる光穿刺操作を遂行するステップと、
d)集合体の全体を、ホットメルト表面を備える繊維を軟化し且つそれらを粘着性にするのに十分な温度まで加熱するステップと、
e)集合体を冷間圧延するステップとを含む方法を提供する。
【0038】
2つの接合層を備える強化材の場合、ステップa)において、第二接合層を構成するホットメルト表面の化学繊維の第二ウェブが支持体の上に置かれ、次に、ガラスストランドのロービングは第二接合層の上に置かれ、ステップc)において、両面光穿刺操作(double-sided light needling operation)が行われる。
【0039】
中間層を有する強化材の場合、中間層の予切断ガラスストランド又は繊維が、ステップa)とステップb)との間に強化層の上に配置される。
【0040】
好ましくは、光穿刺ステップの間、針(needles)が使用され、その促進ひげ(driving beards)は、ガラスストランドロービングのストランドの方向と平行な直径平面内に位置付けられる。そのようにして、ガラスストランドを破損することを回避することが可能であり、得られる強化材が、そのような強化材から作製される複合材成形品に大きな機械強度をもたらすことを保証することが可能である。
【0041】
本発明の他の目的、機能、及び、利点は、添付の図面と共に付与される具体的な実施態様の後続の記載から明らかになるであろう。
【図面の簡単な説明】
【0042】
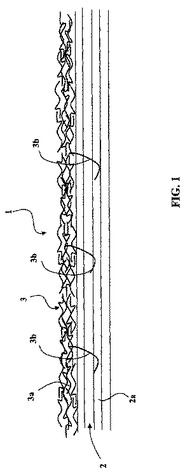
【図1】本発明の第一実施態様に従った成形強化材を概略的に示す縦断面図である。
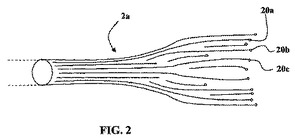
【図2】部分的に膨張した連続的なガラスストランドのロービングを概略的に示す斜視図である。
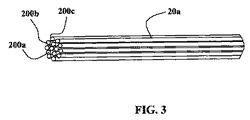
【図3】連続的なガラスストランドを示す斜視図である。
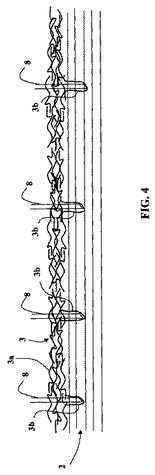
【図4】光穿刺操作の間の図1中の成形強化材を概略的に示す縦断面図である。
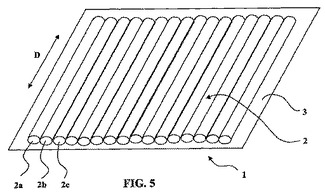
【図5】本発明の1つの実施態様に従った成形強化材を概略的に示す斜視図である。
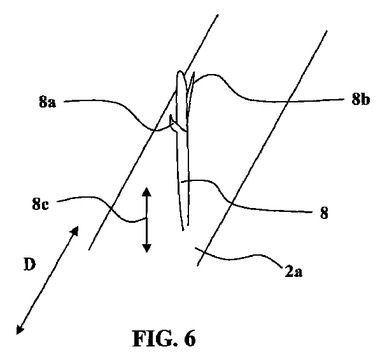
【図6】光穿刺操作の間の針のひげを推進する向きを示す概略図である。
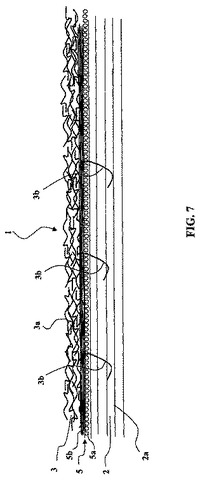
【図7】本発明の他の実施態様に従った成形強化材を概略的に示す縦断面図である。
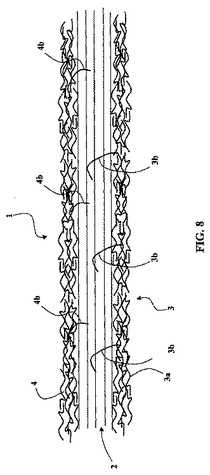
【図8】本発明の他の実施態様に従った成形強化材を概略的に示す縦断面図である。
【発明を実施するための形態】
【0043】
図1及び図5に例示される第一実施態様において、本発明に従った成形強化材(molding reinforcement)1は、2つの繊維の層(layers of
fibers)、即ち、1つの強化層(reinforcing layer)2と、1つの接合層(coupling layer)3とを含む。
【0044】
強化層2は、単一の厚みのロービングとしてラップ内に平行に並置されるロービング2a,2b,2c(図5)のような、ガラスストランド(glass
strands)のロービング(rovings)を含む。
【0045】
例示として、図2は、そのようなロービング2a又は互いに概ね平行なストランド20a,20b,20cのようなストランドの束を描写している。ロービング2a内で、連続的なストランド20a,20b,20cは、通常、互いに接触している。図2は、部分的に膨張したロービング2aを例示している。ロービングの構造のより良好な理解をもたらすために、ストランド20a,20b,20cは、図面の右手部分において互いに発散(divergent)している。成形強化材内で、ストランド20a,20b,20cは、互いに接触したままである。
【0046】
良好な機械的な引張強度を得るために、リール又は「ロービング」から取られる連続的なガラスストランド20aの集合体(図3)が有利に選択される。ストランドは、フィラメント200a,200b,200cのようなフィラメントの集合体で構成され、それらの個々の直径は、約14μm〜約17μmの間である。ガラスストランドの個々の数は、例えば、約50個のガラスフィラメントを集めることによって、40〜80テックスの間に及び得る。
【0047】
ストランド20a,20b,20cは、本発明に従った取扱い及び使用中に破損しないよう、実際には、十分なフィラメントで形成される。個々のフィラメント自体は、通常それらが製造型を離れる大きさでは、そのような方法で取り扱われ且つ使用されるには脆弱過ぎることが指摘される。
【0048】
代替として、成形ステップに先立ち成形強化材1を伸ばす可能性を達成するために、選択されるロービングは、有利には、約10cm〜100cmの長さの細断ガラスストランドのロービングであり、ストランドが重なり合うよう、ストランドが互いに対して長手方向に移動することが可能であり、各残余はフィラメントの集合体で構成される。そのようなストランドは、この成形強化材1を成形することによって生成される複合材成形品に良好な機械特性を保証するのに十分な程に長く、伸長する能力は、既存の物体、例えば、チューブがその外表面又は内表面を覆う適性を向上する。この実施態様は、例えば、地下配管の改造(renovation)への適用を可能にする。
【0049】
接合層3は、ホットメルト表面(hot melt surface)を備える繊維3aの部分を含む。
【0050】
ホットメルト表面を備える繊維の部分を、十分に低い融点を有し且つ強化層2のガラスストランド20a,20b,20cへの良好な接着特性を有する如何なる材料からも形成し得る。
【0051】
代替として、ホットメルト表面を備える繊維の部分3aは、ポリアミド、ポリエステル、又は、ポリプロピレンから成る中央心材(central core)と、コポリエステル、ポリエチレン、又は、中央心材の融点よりも低い融点を有する任意の他の材料から成る外部シースとを含む二成分化学繊維であり得る。ポリエステルから成る中央心材及びコポリエステルから成る外部シース、又は、ポリプロピレンから成る中央心材及びポリエチレンから成る外部シースを用いて良好な結果を達成し得る。他の対の材料、即ち、ポリプロピレン及びコポリプロピレン、ポリプロピレン及びエチルビニールアセテートを、同軸二成分繊維の形態において使用し得る。
【0052】
二成分繊維の中央心材は外部シースよりも高い融点を有するので、成形強化材1の製造中にホットメルト表面を備える繊維の第一部分が偶発的に完全に溶解する危険性は回避される。
【0053】
成形インサート1を製造するために加熱するステップの間の過剰な又は非制御の加熱を通じてホットメルト繊維の部分が完全に溶解させられるようになり、それによって、強化層2の上面及び下面を覆うそれらの繊維の構成材料の広がりを通じて樹脂に透過しない均一な層又は複数層を形成する危険性も、効果的に制限される。二成分繊維の心材は損なわれず(或いは極僅かしか損なわれず)、よって、接合層3の特性は維持される。
【0054】
更に、外部シースと中央心材とを備えるホットメルト表面の二成分繊維の使用は、成形強化材1のポリオレフィン成分を減少し得ることを意味する。樹脂はポリオレフィンと余り親和性がないので、それは有利である。
【0055】
接合層3内のホットメルト表面を備える繊維の部分3aのうちの少なくとも一部、例えば、図1中の浸透部分3bは、それらの長さの一部に亘って強化層2に浸透し、互いに部分的に接着し且つ強化層2のガラスストランド20a,20b,20cと部分的に接着する。
【0056】
繊維の浸透部分3bは、例えば、成形強化材1のcm2当たり5〜10部の表面密度で、成形強化材1の表面に亘って均一に分配され、組立体の全体に密着性をもたらすと同時に、成形強化材1の変形性及び可撓性を維持する。
【0057】
非常に長いリールのように詰め込まれる連続的な細片(strip)の形態において本発明に従った成形強化材1を生成し得る。そのような細片において、ロービング2a,2b,2cは、連続的なガラスストランド20a,20b,20cで形成され、細片の長手方向又は経糸方向に向けられる。
【0058】
例えば、ガラスストランドのラップが平坦な支持体の上に置かれて強化層2を構成し、ホットメルト表面の繊維のウェブが強化層2の上に置かれて接合層3を形成する。
【0059】
このように得られる集合体の全体は、光穿刺操作(light needling operation)に晒され、接合層のホットメルト表面を備える繊維3aの部分の少なくとも一部3bを強化層2に浸透させ、集合体の全体は、ホットメルト表面の繊維の浸透部分3bを軟化し且つ冷却後にそれらが強化層2のガラスストランド20a,20b,20cに接着するのを保証するほど十分高い温度まで加熱される。
【0060】
図4は、光穿刺操作を概略的に例示し、事前穿刺針(pre-needling needle)8を示しており、事前穿刺針8は、ホットメルト表面を備える繊維の浸透部分3bを推進して、それらを強化層2内に浸透させる。
【0061】
遂行される光穿刺操作は、例えば、cm2当たり約5〜10個の穿孔の穿孔表面密度を達成する。それは従来的に少なくとも10倍高い密度を達成する穿刺方法に対して比較されなければならない。光穿刺操作は本発明に従った成形強化材の製造中に高いスループットを可能にする。
【0062】
図6に例示されるように、光穿刺操作の間、針8のひげ8a及び8bのような推進ひげ(driving beards)が、針の軸を含み且つロービング2aのようなガラスストランドのロービングのストランドの方向Dと平行な直径平面内に位置付けられる。
【0063】
遂行される光穿刺操作は、粗い成形強化材が隣の作業ステーションに移転される間に、粗い成形強化材が十分な密着性を維持することを保証するのに十分であるが、成形強化材1に恒久的な密着性を付与するには不十分であり、強化製品としての使用のために、この成形強化材を穿刺機械類の外に依然として移送し得ない。穿刺の間の針8の軸方向動作(矢印8c)の結果、ひげ8a及び8bは、ロービング2aを通過し、ストランド20a,20b,20cを破損せずにストランド20a,20b,20cを分離する。
【0064】
光穿刺操作の後に実施される加熱操作は、接合層3内の繊維の浸透部分3bのホットメルト表面層を軟化し、それらを粘着性にする。光穿刺操作の針8によって打ち込まれた繊維の浸透部分3bは、強化層2のガラスストランド20a,20b,20cに接着する。よって、冷却後、成形強化材1の様々な層2,3は、穿刺され且つ結合された繊維3bによって連結される。その場合には、成形強化材1を移送し得る。加熱はホットメルト表面の繊維の浸透部分3bを軟化し、それらを粘着性にするが、それらを溶解しない。
【0065】
本発明に従った成形強化材の第二実施態様を概略的に例示する図8を今や考察する。
【0066】
この第二実施態様は、強化層2の他の面に第二接合層4が追加的に存在する点で、図1の実施態様と異なる。各接合層3又は4は、ホットメルト表面を備える繊維に基づく。
【0067】
やはり、ホットメルト表面の繊維の浸透部分3b及び4bがあり、それらは層2,3,4を結合する。
【0068】
本発明に従った成形強化材の第三実施態様を概略的に例示する図7を今や考察する。
【0069】
この第三実施態様は、強化層2と接合層3との間にガラスストランドの中間層5が追加的に存在する点で、図1の実施態様と異なる。
【0070】
第一の選択肢において、中間層5は、約160〜200テックスのガラスストランドの層5aを含み、これらのガラスストランドは、平行であり且つロービング2a,2b,2cに対して垂直に、即ち、緯糸方向に向けられ、強化材の幅全体に亘って連続的である。
【0071】
第二の選択肢において、中間層5は、約50〜80g/m2の秤量で、全ての向きにバラで適用される(applied in bulk)、約50mmの細断ガラス繊維の層5bを含む。
【0072】
図7に例示される第三の選択肢によれば、中間層5は、緯糸方向におけるガラスストランドの層5aと、バラで適用される細断ガラス繊維の層5bとを含む。
【0073】
この第三実施態様は、緯糸方向において横方向の強化を必要とする用途に適し、複合材成形品の表面均一性を改良し得る。
【0074】
やはり、ホットメルト表面の繊維の浸透部分3bがあり、それらは層2,3,5を結合する。
【0075】
実施例
【0076】
I)ガラスストランドの幾つかのロービングを平坦な支持体の上に置き、それらを単一の厚みのラップ内に平行に置いて、強化層2を構成する。ガラスストランドは、約15μmの個々の直径を有する40個のフィラメントの集合体で構成され、ストランドは、約50テックスの個々の数を有する。ロービングは、2400テックスの数を有し、cm当たり5個のロービングの率で存在する。
【0077】
II)ホットメルト表面を備える化学繊維のウェブを従来的なカード(card)の上で創成する。化学繊維の部分は、ポリエステルから成る心材とコポリエステルから成るホットメルト外部シースとを備える二成分繊維から成る。コポリエステルから成るホットメルト外部シースは、約110℃の融点を有する。
【0078】
二成分化学繊維は、約2デニール〜約4デニールの間の個々の数を有する。
【0079】
III)ホットメルト表面を備える化学繊維のウェブを強化層2の上に置く。
【0080】
IV)ベルトコンベヤを使用して、このようにして生成される粗い成形強化材を穿刺機械内に導入する。針密度は、10/cm2である。針が進入する深さは、12mmである。ベルトの走行速度は、20m/分である。
【0081】
V)光穿刺操作の後、粗い成形強化材を、12mの長さの加熱部を含む通気炉(through-air oven)内に、20m/分の走行速度で導入する。通気炉の温度は、約120℃である。
【0082】
VI)通気炉を出た後、成形強化材を冷間圧延して、約4〜5mmの最終厚みにする。
【0083】
成形強化材1の秤量は、約400〜1800g/m2の間である。
【0084】
本発明に従った成形強化材1は、長い複合材部品、顕著には、風力タービンブレードの製造において有利な適用(用途)を有し得る。
【0085】
本発明は、明示的に記載した実施態様に限定されず、以下の請求項の範囲内に包含される、それらの様々な変形及び一般化を含む。
【技術分野】
【0001】
本発明は、複合材成形品(composite item)のための、即ち、強化繊維で強化された(ポリエステル又は他の)樹脂に基づく成形品のための、強化製品(reinforcing product)として使用される、密着性があり(coherent)且つ可撓(flexible)な織物枠組(textile armature)に関する。
【背景技術】
【0002】
連結された1つ又はそれよりも多くの繊維層から成る数多くの密着性のある織物枠組強化構造は既知である。織物枠組は、リール内に詰め込まれる可撓なラップ(lap)の形態を概ね取り、よって、複合材成形品を生成するために織物枠組が使用される現場に織物枠組を輸送し、且つ、そこで織物枠組を取り扱い得る。
【0003】
複合材成形品を生成するための手順は、概ね以下の通りである。適切な表面積の織物枠組の片(piece)を切り取って型内に配置し、次に、樹脂を型内に導入し、織物枠組を取り囲む。重合後、樹脂及びインサートは機械的に強い構造を形成する。
【0004】
樹脂がインサートを構成する繊維間に完全に浸透して如何なる樹脂のない領域をも残さないこと、及び、樹脂が繊維に完全に接着することを条件としてのみ、機械的な強度特性が得られる。顕著には、成形品が平面的でないときに成形品の形状に適合させることによって、繊維が生成されるべき複合材成形品の容積を均一に占めることも必要である。
【0005】
繊維が効果的な強化インサートを形成し得るよう、繊維自体が十分な機械的強度を有することが最終的に必要である。
【0006】
様々な強化織物枠組構造が既に提案されている。
【0007】
よって、文献EP0395548は、2つの層の織物枠組の使用を記載しており、これらの2つの層は、例えば、繊維ガラスから成り、恒久的なクリンプ(crimp)を備える合成繊維、例えば、肌理出し処理(texturizing
treatment)を経た40〜70mmの長さのポリエステル繊維に基づくラップから成る中心層の各側に1つずつ位置付けられる。織物枠組の層は、縫合(stitching)/編成(knitting)によって中心層に連結されている。
【0008】
文献EP0694643は、前記材料に厚みをもたらす中心層の各側に1つずつ位置付けられる2つの織物強化層の使用を記載しており、これらの2つの層は、縫合/編成によって互いに連結され、合成繊維の結合又はステッチドオン(stitched-on)ウェブが外面の1つに対して設けられている。
【0009】
縫合/編成技法は比較的遅く、このように生成される織物枠組は非均一な変形性を有し、それらの表面で外観欠陥を提示する。
【0010】
生成速度を増大し且つ編成作業に起因する欠陥を減少するために、FR2916208A1及びWO2008/139423A1は、恒久的なクリンプをもたらす処置を経た合成繊維の90mm部分に基づく厚肉で通気された内部層と、内部層の各側に1つずつ位置付けられ且つ50mm強化繊維とホットメルト表面を備える繊維の部分とを含む外部層とを含む、繊維基織物枠組の生成を最近提案している。ホットメルト表面を備える繊維の部分の少なくとも一部は、それらの長さの一部に亘って内部層に浸透し、互いに並びに内部層の合成繊維に部分的に接着する。
【0011】
この構造の1つの利益は、織物枠組が複雑な型の形状に適合し得るよう、この構造が織物枠組に多大の可撓性及び良好な変形性をもたらすことであり、クリンプした合成繊維は、後続の成形作業中の樹脂の正しい浸透のために、内部層が十分な容積を維持することを保証する。
【0012】
外部層内に存在する50mmの長さのガラス繊維のような強化繊維は、複合材成形品の機械特性を改良する。しかしながら、この改良は僅かである。何故ならば、これらの強化繊維は短く、必要性は少量にあり、ガラス繊維の比率は、恒久的なクリンプを伴う合成繊維の優越的な存在によって限定的であるからである。特定の用途のためには、複合材成形品の機械特性、顕著には、その降伏強度及び曲げ強度において、実質的な改良が得られることが依然として望ましい。
【0013】
文献FR1394271Aに記載され、且つ、より最近の文献EP1125728A1において再び扱われた長く知られた技法によれば、リールから取られた平行なガラス繊維ロービングがラップ内に並んで置かれ、それらを集合させる織又は不織の繊維から成る支持体に接着させられる。そのような並置されるロービングは、500〜1500g/m2の重量を備える細片状の構造を構成する。
【0014】
概ね5μm〜24μmの直径の個々のガラスフィラメント(単繊維)(filament)の集合体がストランド(撚糸)(strand)として知られている。一般的に、ストランドは40本のフィラメントのオーダで構成される。ストランドの集合体がロービング(粗糸)(roving)として知られている。一般的に、ロービングは約50本のストランドを含む。
【0015】
この技法に伴う不利点は、強化製品に密着性をもたらす接着材の存在が依然として必要であり、それが射出成形ステップの前に処理されることである。課題は、接着材は樹脂が成形ステップ中に浸透する能力を減じ、且つ、成形によって生成される複合材成形品の短期的又は長期的な機械強度を減じる傾向を有することである。
【0016】
この点に関して、ガラス繊維の一方向性ロービングに基づく密着性を有する強化材において、ロービングは縫合によって集合させられ、それは比較的遅いプロセスであり、10m/分を超える生成速度を達成するために、織物強化材の生成速度を感知し得る程度に向上させる必要がある。
【0017】
本発明はこれらの困難に取り組み、それらに対する解決策を見出す。
【発明の概要】
【発明が解決しようとする課題】
【0018】
本発明によって取り組まれる課題は、ガラス繊維成形強化材から生成される複合材成形品の機械強度を感知し得る程度に向上させると同時に、成形前に成形強化材によって示される密着性、可撓性、及び、変形性を維持し、且つ、成形時の樹脂の浸透(penetration)及び押印(impression)に関する良好な特性を維持することである。
【0019】
同時に、本発明は、10m/分を超える生成速度に達する高速で生成し得る強化材の型を設計することを探求する。
【0020】
加えて、本発明は、必要であれば、成形強化材から成形される複合材成形品の表面の均一性を改良する。
【0021】
好ましくは、本発明は、リールのように詰め込み可能であり、且つ、縁部を損傷したり摺り減らしたりする危険性を伴わずに切断又は細断可能である、連続的な細片(strip)のような強化材製品の生成を可能にすることも探求する。
【課題を解決するための手段】
【0022】
これらの目的及び他の目的を達成するために、本発明は、繊維に基づくラップから成る成形強化材であって、
− 第一の繊維層と、
− 第一の繊維層に接合される、ホットメルト表面を備える繊維の部分から成る少なくとも1つの接合層とを含み、
− ホットメルト表面を備える繊維の部分の少なくとも一部は、第一の繊維層の長さの一部に亘って第一の繊維層に浸透し、且つ、互いに並びに第一の繊維層の繊維に部分的に接着し、
− 第一の繊維層は、ラップ内に並置され、よって、強化層を形成する、平行なガラスストランドのロービングを含む成形強化材を提案する。
【0023】
接合層内にホットメルト表面を備える繊維は、接着材の外的追加を伴うことなくガラス繊維のロービング間の効果的な接合をもたらすと同時に、ガラスストランドを変形又は破損せずに、成形強化材の可撓性及び均一性を維持する。
【0024】
同時に、成形強化材のそのような構造を高速で生成し得る。何故ならば、縫合方法よりもずっと迅速な光穿刺ステップによって、ホットメルト表面を備える繊維の相互浸透を得ることができるからである。
【0025】
好ましくは、強化層に浸透するホットメルト表面を備える繊維の部分は比較的広く離間し、この間隔は、光穿刺操作のために使用される針の間隔と等しいか或いはそれよりも大きい。そのような光穿刺操作の表面密度は、強化層のcm2当たり約5〜10個の針進入(needle penetration)である。これはガラス繊維に加えられるより低い曲げ応力をもたらし、ガラス繊維が破損する危険性の対応する減少をもたらす。
【0026】
よって、本発明は、ガラスストランドの一方向性ロービングの優れた機械特性を使用することを可能にし、強化材のような成形によって生成される複合材成形品に優れた機械特性を与える。その繊維の特定部分が強化層内の繊維に浸透し且つ接着する接合層は、成形強化材の製造後、その使用前に、強化層のガラスストランドを、一時的に十分に堅固に一体に保持するので、成形強化材は満足のゆく密着性を提示する。
【0027】
同時に、浸透し且つ接着する繊維を備える接合層は、ガラスストランドが、ガラス以外の少量の材料のみで、即ち、成形強化材内のガラスの相対比率を最大限化しながら、一体に保持されるのを可能にする。
【0028】
接合層は、繊維のウェブの形態において、例えば、25〜30g/m2のオーダの秤量として、特に薄肉であり得る。
【0029】
ガラスストランドのロービングは、約2400〜4800テックスの間の数を有利に有し得る。
【0030】
そのようなロービングでは、ガラスストランドを、約14μm〜約17μmの間に及ぶ個々の直径のフィラメントの集合体から有利に形成し得る。
【0031】
代替として、或いは、追加的に、ロービングのガラスストランドは、約40〜80テックスの個々の数を有し得る。
【0032】
第一実施態様によれば、強化層は、ホットメルト表面を備える繊維の単一の接合層に接合される。
【0033】
第二実施態様によれば、強化層は、強化層の各側に配置される、ホットメルト表面を備える繊維から成る2つの接合層に接合される。
【0034】
前述の実施態様のうちの1つの構造における第三実施態様によれば、強化層と接合層との間にガラスストランドの中間層もある。
【0035】
中間層は、平行であり且つロービングに対して垂直に向けられる約160〜200テックスのガラスストランドの層、及び/又は、約50〜80g/m2の秤量で、全ての向きにバルクで適用される、約50mmの細断ガラス繊維の層を含み得る。
【0036】
有利には、本発明に従った成形強化材は、400〜1800g/m2の間の秤量を有し得る。その場合、これは成形強化材の厚みと成形強化材が成形前に変形する能力との間の良好な妥協である。一例として、cm当たり2400テックスの5個のロービングを使用して、1200g/m2の秤量が達成される。
【0037】
他の特徴によれば、本発明は、そのような成形強化材を製造する方法であって、
a)複数の平行なガラスストランドロービングを支持体の上に並置し、強化層を構成するガラスストランドロービングのラップを形成するステップと、
b)ホットメルト表面を備える化学繊維のウェブを強化層の上に置き、接合層を構成するステップと、
c)ホットメルト表面を備える繊維の部分を強化層に浸透させる光穿刺操作を遂行するステップと、
d)集合体の全体を、ホットメルト表面を備える繊維を軟化し且つそれらを粘着性にするのに十分な温度まで加熱するステップと、
e)集合体を冷間圧延するステップとを含む方法を提供する。
【0038】
2つの接合層を備える強化材の場合、ステップa)において、第二接合層を構成するホットメルト表面の化学繊維の第二ウェブが支持体の上に置かれ、次に、ガラスストランドのロービングは第二接合層の上に置かれ、ステップc)において、両面光穿刺操作(double-sided light needling operation)が行われる。
【0039】
中間層を有する強化材の場合、中間層の予切断ガラスストランド又は繊維が、ステップa)とステップb)との間に強化層の上に配置される。
【0040】
好ましくは、光穿刺ステップの間、針(needles)が使用され、その促進ひげ(driving beards)は、ガラスストランドロービングのストランドの方向と平行な直径平面内に位置付けられる。そのようにして、ガラスストランドを破損することを回避することが可能であり、得られる強化材が、そのような強化材から作製される複合材成形品に大きな機械強度をもたらすことを保証することが可能である。
【0041】
本発明の他の目的、機能、及び、利点は、添付の図面と共に付与される具体的な実施態様の後続の記載から明らかになるであろう。
【図面の簡単な説明】
【0042】
【図1】本発明の第一実施態様に従った成形強化材を概略的に示す縦断面図である。
【図2】部分的に膨張した連続的なガラスストランドのロービングを概略的に示す斜視図である。
【図3】連続的なガラスストランドを示す斜視図である。
【図4】光穿刺操作の間の図1中の成形強化材を概略的に示す縦断面図である。
【図5】本発明の1つの実施態様に従った成形強化材を概略的に示す斜視図である。
【図6】光穿刺操作の間の針のひげを推進する向きを示す概略図である。
【図7】本発明の他の実施態様に従った成形強化材を概略的に示す縦断面図である。
【図8】本発明の他の実施態様に従った成形強化材を概略的に示す縦断面図である。
【発明を実施するための形態】
【0043】
図1及び図5に例示される第一実施態様において、本発明に従った成形強化材(molding reinforcement)1は、2つの繊維の層(layers of
fibers)、即ち、1つの強化層(reinforcing layer)2と、1つの接合層(coupling layer)3とを含む。
【0044】
強化層2は、単一の厚みのロービングとしてラップ内に平行に並置されるロービング2a,2b,2c(図5)のような、ガラスストランド(glass
strands)のロービング(rovings)を含む。
【0045】
例示として、図2は、そのようなロービング2a又は互いに概ね平行なストランド20a,20b,20cのようなストランドの束を描写している。ロービング2a内で、連続的なストランド20a,20b,20cは、通常、互いに接触している。図2は、部分的に膨張したロービング2aを例示している。ロービングの構造のより良好な理解をもたらすために、ストランド20a,20b,20cは、図面の右手部分において互いに発散(divergent)している。成形強化材内で、ストランド20a,20b,20cは、互いに接触したままである。
【0046】
良好な機械的な引張強度を得るために、リール又は「ロービング」から取られる連続的なガラスストランド20aの集合体(図3)が有利に選択される。ストランドは、フィラメント200a,200b,200cのようなフィラメントの集合体で構成され、それらの個々の直径は、約14μm〜約17μmの間である。ガラスストランドの個々の数は、例えば、約50個のガラスフィラメントを集めることによって、40〜80テックスの間に及び得る。
【0047】
ストランド20a,20b,20cは、本発明に従った取扱い及び使用中に破損しないよう、実際には、十分なフィラメントで形成される。個々のフィラメント自体は、通常それらが製造型を離れる大きさでは、そのような方法で取り扱われ且つ使用されるには脆弱過ぎることが指摘される。
【0048】
代替として、成形ステップに先立ち成形強化材1を伸ばす可能性を達成するために、選択されるロービングは、有利には、約10cm〜100cmの長さの細断ガラスストランドのロービングであり、ストランドが重なり合うよう、ストランドが互いに対して長手方向に移動することが可能であり、各残余はフィラメントの集合体で構成される。そのようなストランドは、この成形強化材1を成形することによって生成される複合材成形品に良好な機械特性を保証するのに十分な程に長く、伸長する能力は、既存の物体、例えば、チューブがその外表面又は内表面を覆う適性を向上する。この実施態様は、例えば、地下配管の改造(renovation)への適用を可能にする。
【0049】
接合層3は、ホットメルト表面(hot melt surface)を備える繊維3aの部分を含む。
【0050】
ホットメルト表面を備える繊維の部分を、十分に低い融点を有し且つ強化層2のガラスストランド20a,20b,20cへの良好な接着特性を有する如何なる材料からも形成し得る。
【0051】
代替として、ホットメルト表面を備える繊維の部分3aは、ポリアミド、ポリエステル、又は、ポリプロピレンから成る中央心材(central core)と、コポリエステル、ポリエチレン、又は、中央心材の融点よりも低い融点を有する任意の他の材料から成る外部シースとを含む二成分化学繊維であり得る。ポリエステルから成る中央心材及びコポリエステルから成る外部シース、又は、ポリプロピレンから成る中央心材及びポリエチレンから成る外部シースを用いて良好な結果を達成し得る。他の対の材料、即ち、ポリプロピレン及びコポリプロピレン、ポリプロピレン及びエチルビニールアセテートを、同軸二成分繊維の形態において使用し得る。
【0052】
二成分繊維の中央心材は外部シースよりも高い融点を有するので、成形強化材1の製造中にホットメルト表面を備える繊維の第一部分が偶発的に完全に溶解する危険性は回避される。
【0053】
成形インサート1を製造するために加熱するステップの間の過剰な又は非制御の加熱を通じてホットメルト繊維の部分が完全に溶解させられるようになり、それによって、強化層2の上面及び下面を覆うそれらの繊維の構成材料の広がりを通じて樹脂に透過しない均一な層又は複数層を形成する危険性も、効果的に制限される。二成分繊維の心材は損なわれず(或いは極僅かしか損なわれず)、よって、接合層3の特性は維持される。
【0054】
更に、外部シースと中央心材とを備えるホットメルト表面の二成分繊維の使用は、成形強化材1のポリオレフィン成分を減少し得ることを意味する。樹脂はポリオレフィンと余り親和性がないので、それは有利である。
【0055】
接合層3内のホットメルト表面を備える繊維の部分3aのうちの少なくとも一部、例えば、図1中の浸透部分3bは、それらの長さの一部に亘って強化層2に浸透し、互いに部分的に接着し且つ強化層2のガラスストランド20a,20b,20cと部分的に接着する。
【0056】
繊維の浸透部分3bは、例えば、成形強化材1のcm2当たり5〜10部の表面密度で、成形強化材1の表面に亘って均一に分配され、組立体の全体に密着性をもたらすと同時に、成形強化材1の変形性及び可撓性を維持する。
【0057】
非常に長いリールのように詰め込まれる連続的な細片(strip)の形態において本発明に従った成形強化材1を生成し得る。そのような細片において、ロービング2a,2b,2cは、連続的なガラスストランド20a,20b,20cで形成され、細片の長手方向又は経糸方向に向けられる。
【0058】
例えば、ガラスストランドのラップが平坦な支持体の上に置かれて強化層2を構成し、ホットメルト表面の繊維のウェブが強化層2の上に置かれて接合層3を形成する。
【0059】
このように得られる集合体の全体は、光穿刺操作(light needling operation)に晒され、接合層のホットメルト表面を備える繊維3aの部分の少なくとも一部3bを強化層2に浸透させ、集合体の全体は、ホットメルト表面の繊維の浸透部分3bを軟化し且つ冷却後にそれらが強化層2のガラスストランド20a,20b,20cに接着するのを保証するほど十分高い温度まで加熱される。
【0060】
図4は、光穿刺操作を概略的に例示し、事前穿刺針(pre-needling needle)8を示しており、事前穿刺針8は、ホットメルト表面を備える繊維の浸透部分3bを推進して、それらを強化層2内に浸透させる。
【0061】
遂行される光穿刺操作は、例えば、cm2当たり約5〜10個の穿孔の穿孔表面密度を達成する。それは従来的に少なくとも10倍高い密度を達成する穿刺方法に対して比較されなければならない。光穿刺操作は本発明に従った成形強化材の製造中に高いスループットを可能にする。
【0062】
図6に例示されるように、光穿刺操作の間、針8のひげ8a及び8bのような推進ひげ(driving beards)が、針の軸を含み且つロービング2aのようなガラスストランドのロービングのストランドの方向Dと平行な直径平面内に位置付けられる。
【0063】
遂行される光穿刺操作は、粗い成形強化材が隣の作業ステーションに移転される間に、粗い成形強化材が十分な密着性を維持することを保証するのに十分であるが、成形強化材1に恒久的な密着性を付与するには不十分であり、強化製品としての使用のために、この成形強化材を穿刺機械類の外に依然として移送し得ない。穿刺の間の針8の軸方向動作(矢印8c)の結果、ひげ8a及び8bは、ロービング2aを通過し、ストランド20a,20b,20cを破損せずにストランド20a,20b,20cを分離する。
【0064】
光穿刺操作の後に実施される加熱操作は、接合層3内の繊維の浸透部分3bのホットメルト表面層を軟化し、それらを粘着性にする。光穿刺操作の針8によって打ち込まれた繊維の浸透部分3bは、強化層2のガラスストランド20a,20b,20cに接着する。よって、冷却後、成形強化材1の様々な層2,3は、穿刺され且つ結合された繊維3bによって連結される。その場合には、成形強化材1を移送し得る。加熱はホットメルト表面の繊維の浸透部分3bを軟化し、それらを粘着性にするが、それらを溶解しない。
【0065】
本発明に従った成形強化材の第二実施態様を概略的に例示する図8を今や考察する。
【0066】
この第二実施態様は、強化層2の他の面に第二接合層4が追加的に存在する点で、図1の実施態様と異なる。各接合層3又は4は、ホットメルト表面を備える繊維に基づく。
【0067】
やはり、ホットメルト表面の繊維の浸透部分3b及び4bがあり、それらは層2,3,4を結合する。
【0068】
本発明に従った成形強化材の第三実施態様を概略的に例示する図7を今や考察する。
【0069】
この第三実施態様は、強化層2と接合層3との間にガラスストランドの中間層5が追加的に存在する点で、図1の実施態様と異なる。
【0070】
第一の選択肢において、中間層5は、約160〜200テックスのガラスストランドの層5aを含み、これらのガラスストランドは、平行であり且つロービング2a,2b,2cに対して垂直に、即ち、緯糸方向に向けられ、強化材の幅全体に亘って連続的である。
【0071】
第二の選択肢において、中間層5は、約50〜80g/m2の秤量で、全ての向きにバラで適用される(applied in bulk)、約50mmの細断ガラス繊維の層5bを含む。
【0072】
図7に例示される第三の選択肢によれば、中間層5は、緯糸方向におけるガラスストランドの層5aと、バラで適用される細断ガラス繊維の層5bとを含む。
【0073】
この第三実施態様は、緯糸方向において横方向の強化を必要とする用途に適し、複合材成形品の表面均一性を改良し得る。
【0074】
やはり、ホットメルト表面の繊維の浸透部分3bがあり、それらは層2,3,5を結合する。
【0075】
実施例
【0076】
I)ガラスストランドの幾つかのロービングを平坦な支持体の上に置き、それらを単一の厚みのラップ内に平行に置いて、強化層2を構成する。ガラスストランドは、約15μmの個々の直径を有する40個のフィラメントの集合体で構成され、ストランドは、約50テックスの個々の数を有する。ロービングは、2400テックスの数を有し、cm当たり5個のロービングの率で存在する。
【0077】
II)ホットメルト表面を備える化学繊維のウェブを従来的なカード(card)の上で創成する。化学繊維の部分は、ポリエステルから成る心材とコポリエステルから成るホットメルト外部シースとを備える二成分繊維から成る。コポリエステルから成るホットメルト外部シースは、約110℃の融点を有する。
【0078】
二成分化学繊維は、約2デニール〜約4デニールの間の個々の数を有する。
【0079】
III)ホットメルト表面を備える化学繊維のウェブを強化層2の上に置く。
【0080】
IV)ベルトコンベヤを使用して、このようにして生成される粗い成形強化材を穿刺機械内に導入する。針密度は、10/cm2である。針が進入する深さは、12mmである。ベルトの走行速度は、20m/分である。
【0081】
V)光穿刺操作の後、粗い成形強化材を、12mの長さの加熱部を含む通気炉(through-air oven)内に、20m/分の走行速度で導入する。通気炉の温度は、約120℃である。
【0082】
VI)通気炉を出た後、成形強化材を冷間圧延して、約4〜5mmの最終厚みにする。
【0083】
成形強化材1の秤量は、約400〜1800g/m2の間である。
【0084】
本発明に従った成形強化材1は、長い複合材部品、顕著には、風力タービンブレードの製造において有利な適用(用途)を有し得る。
【0085】
本発明は、明示的に記載した実施態様に限定されず、以下の請求項の範囲内に包含される、それらの様々な変形及び一般化を含む。
【特許請求の範囲】
【請求項1】
繊維に基づくラップから成る成形強化材であって、
第一の繊維層と、
該第一の繊維層に接合される、ホットメルト表面を備える繊維の部分から成る少なくとも1つの接合層とを含み、
前記ホットメルト表面を備える繊維の部分の少なくとも一部は、前記第一の繊維層の長さの一部に亘って前記第一の繊維層に浸透し、且つ、互いに並びに前記第一の繊維層の前記繊維に部分的に接着し、
前記第一の繊維層は、ラップ内に並置され、よって、強化層を形成する、平行なガラスストランドのロービングを含むことを特徴とする、
成形強化材。
【請求項2】
前記ガラスストランドのロービングは、約2400〜4800テックスの数を有することを特徴とする、請求項1に記載の成形強化材。
【請求項3】
前記ロービングの前記ガラスストランドは、約14μm〜約17μmの間に及ぶ個々の直径のフィラメントの集合体で形成されることを特徴とする、請求項1又は2に記載の成形強化材。
【請求項4】
前記ロービングの前記ガラスストランドは、約40〜80テックスの個々の数を有することを特徴とする、請求項1乃至3のうちのいずれか1項に記載の成形強化材。
【請求項5】
前記繊維の前記浸透部分は、成形強化材のcm2当たり5〜10部の表面密度で分配されることを特徴とする、請求項1乃至4のうちのいずれか1項に記載の成形強化材。
【請求項6】
前記強化層と前記接合層との間にガラスストランドの中間層を含むことを特徴とする、請求項1乃至5のうちのいずれか1項に記載の成形強化材。
【請求項7】
前記中間層は、平行であり且つ前記ロービングに対して垂直に向けられる、約160〜200テックスのガラスストランドの層、及び/又は、約50〜80g/m2の秤量で、全ての向きにおいてバラで適用される約50mmの長さの細断ガラス繊維の層を含むことを特徴とする、請求項6に記載の成形強化材。
【請求項8】
前記強化層は、ホットメルト表面を備える繊維の単一の接合層に接合されることを特徴とする、請求項1乃至7のうちのいずれか1項に記載の成形強化材。
【請求項9】
前記強化層は、前記強化層の各側に配置される、ホットメルト表面を備える繊維から成る2つの接合層に接合されることを特徴とする、請求項1乃至7のうちのいずれか1項に記載の成形強化材。
【請求項10】
400〜800g/m2の間の秤量を有することを特徴とする、請求項1乃至9のうちのいずれか1項に記載の成形強化材。
【請求項11】
リール内に詰め込まれる連続的な細片の形態にあり、前記ロービングは、連続的なガラスストランドで形成され、且つ、前記細片の長手方向に向けられることを特徴とする、請求項1乃至10のうちのいずれか1項に記載の成形強化材。
【請求項12】
リールとして詰め込まれる連続的な細片の形態にあり、前記ロービングは、10〜100cmの長さの細断ガラス繊維で形成され、且つ、前記細片の長手方向に向けられることを特徴とする、請求項1乃至10のうちのいずれか1項に記載の成形強化材。
【請求項13】
請求項1乃至12のうちのいずれか1項に記載の成形強化材を製造する方法であって、
a)複数の平行なガラスストランドロービングを支持体の上に並置し、強化層を構成するガラスストランドロービングのラップを形成するステップと、
b)ホットメルト表面を備える化学繊維のウェブを前記強化層の上に置き、接合層を構成するステップと、
c)前記ホットメルト表面を備える繊維の部分を前記強化層に浸透させる光穿刺操作を遂行するステップと、
d)集合体の全体を、前記ホットメルト表面を備える繊維を軟化し且つそれらを粘着性にするのに十分な温度まで加熱するステップと、
e)前記集合体を冷間圧延するステップとを含む、
方法。
【請求項14】
前記光穿刺ステップc)の間に針が使用され、該針の促進ひげは、前記ガラスストランドロービングの前記ストランドの前記方向と平行な直径平面内に位置付けられることを特徴とする、請求項13に記載の方法。
【請求項15】
風力タービンブレード又は他の長い複合材部品の製造への請求項1乃至12のうちのいずれか1項に記載の成形強化材の適用。
【請求項1】
繊維に基づくラップから成る成形強化材であって、
第一の繊維層と、
該第一の繊維層に接合される、ホットメルト表面を備える繊維の部分から成る少なくとも1つの接合層とを含み、
前記ホットメルト表面を備える繊維の部分の少なくとも一部は、前記第一の繊維層の長さの一部に亘って前記第一の繊維層に浸透し、且つ、互いに並びに前記第一の繊維層の前記繊維に部分的に接着し、
前記第一の繊維層は、ラップ内に並置され、よって、強化層を形成する、平行なガラスストランドのロービングを含むことを特徴とする、
成形強化材。
【請求項2】
前記ガラスストランドのロービングは、約2400〜4800テックスの数を有することを特徴とする、請求項1に記載の成形強化材。
【請求項3】
前記ロービングの前記ガラスストランドは、約14μm〜約17μmの間に及ぶ個々の直径のフィラメントの集合体で形成されることを特徴とする、請求項1又は2に記載の成形強化材。
【請求項4】
前記ロービングの前記ガラスストランドは、約40〜80テックスの個々の数を有することを特徴とする、請求項1乃至3のうちのいずれか1項に記載の成形強化材。
【請求項5】
前記繊維の前記浸透部分は、成形強化材のcm2当たり5〜10部の表面密度で分配されることを特徴とする、請求項1乃至4のうちのいずれか1項に記載の成形強化材。
【請求項6】
前記強化層と前記接合層との間にガラスストランドの中間層を含むことを特徴とする、請求項1乃至5のうちのいずれか1項に記載の成形強化材。
【請求項7】
前記中間層は、平行であり且つ前記ロービングに対して垂直に向けられる、約160〜200テックスのガラスストランドの層、及び/又は、約50〜80g/m2の秤量で、全ての向きにおいてバラで適用される約50mmの長さの細断ガラス繊維の層を含むことを特徴とする、請求項6に記載の成形強化材。
【請求項8】
前記強化層は、ホットメルト表面を備える繊維の単一の接合層に接合されることを特徴とする、請求項1乃至7のうちのいずれか1項に記載の成形強化材。
【請求項9】
前記強化層は、前記強化層の各側に配置される、ホットメルト表面を備える繊維から成る2つの接合層に接合されることを特徴とする、請求項1乃至7のうちのいずれか1項に記載の成形強化材。
【請求項10】
400〜800g/m2の間の秤量を有することを特徴とする、請求項1乃至9のうちのいずれか1項に記載の成形強化材。
【請求項11】
リール内に詰め込まれる連続的な細片の形態にあり、前記ロービングは、連続的なガラスストランドで形成され、且つ、前記細片の長手方向に向けられることを特徴とする、請求項1乃至10のうちのいずれか1項に記載の成形強化材。
【請求項12】
リールとして詰め込まれる連続的な細片の形態にあり、前記ロービングは、10〜100cmの長さの細断ガラス繊維で形成され、且つ、前記細片の長手方向に向けられることを特徴とする、請求項1乃至10のうちのいずれか1項に記載の成形強化材。
【請求項13】
請求項1乃至12のうちのいずれか1項に記載の成形強化材を製造する方法であって、
a)複数の平行なガラスストランドロービングを支持体の上に並置し、強化層を構成するガラスストランドロービングのラップを形成するステップと、
b)ホットメルト表面を備える化学繊維のウェブを前記強化層の上に置き、接合層を構成するステップと、
c)前記ホットメルト表面を備える繊維の部分を前記強化層に浸透させる光穿刺操作を遂行するステップと、
d)集合体の全体を、前記ホットメルト表面を備える繊維を軟化し且つそれらを粘着性にするのに十分な温度まで加熱するステップと、
e)前記集合体を冷間圧延するステップとを含む、
方法。
【請求項14】
前記光穿刺ステップc)の間に針が使用され、該針の促進ひげは、前記ガラスストランドロービングの前記ストランドの前記方向と平行な直径平面内に位置付けられることを特徴とする、請求項13に記載の方法。
【請求項15】
風力タービンブレード又は他の長い複合材部品の製造への請求項1乃至12のうちのいずれか1項に記載の成形強化材の適用。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公表番号】特表2013−502516(P2013−502516A)
【公表日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願番号】特願2012−525235(P2012−525235)
【出願日】平成22年8月11日(2010.8.11)
【国際出願番号】PCT/IB2010/053636
【国際公開番号】WO2011/021134
【国際公開日】平成23年2月24日(2011.2.24)
【出願人】(509314932)
【Fターム(参考)】
【公表日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願日】平成22年8月11日(2010.8.11)
【国際出願番号】PCT/IB2010/053636
【国際公開番号】WO2011/021134
【国際公開日】平成23年2月24日(2011.2.24)
【出願人】(509314932)
【Fターム(参考)】
[ Back to top ]