
ガラス壜の照明装置及び検査装置
【課題】ガラス壜の口天面の欠けを検出するためのリング照明を最適な位置に設置でき、口天面と口側面とを同一の検査ステーションで検査できるガラス壜の照明装置及び検査装置を提供する。
【解決手段】ガラス壜1の胴部を対向する無端状の搬送ベルト4,4で挟持してガラス壜1を直線搬送経路に沿って搬送している間にガラス壜1を撮像してガラス壜1の壜口部の欠陥を検査する検査装置に設置される照明装置において、前記搬送ベルト4,4により挟持されて搬送されるガラス壜1の下方に配置され、ガラス壜1を壜底部側から照明する壜底照明5と、前記搬送ベルト4,4により挟持されて搬送されるガラス壜1の壜口部の下方であって前記搬送ベルトの上方に配置され、斜め下方から壜口部を照明するベルト上照明6とを備えた。
【解決手段】ガラス壜1の胴部を対向する無端状の搬送ベルト4,4で挟持してガラス壜1を直線搬送経路に沿って搬送している間にガラス壜1を撮像してガラス壜1の壜口部の欠陥を検査する検査装置に設置される照明装置において、前記搬送ベルト4,4により挟持されて搬送されるガラス壜1の下方に配置され、ガラス壜1を壜底部側から照明する壜底照明5と、前記搬送ベルト4,4により挟持されて搬送されるガラス壜1の壜口部の下方であって前記搬送ベルトの上方に配置され、斜め下方から壜口部を照明するベルト上照明6とを備えた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガラス壜の壜口部を撮像して壜口部の欠けを検査する際にガラス壜の壜口部を照明するための照明装置及び該照明装置を備えた検査装置に関するものである。
【背景技術】
【0002】
ビール、日本酒、栄養ドリンク等の飲料を充填するためのガラス壜は、リターナブル壜やワンウェイ壜に拘わらず、飲料を充填する前の段階で品質管理面で重要な壜口部や壜底部の外観検査を行っている。壜口部の外観検査には、口天面の欠けを検出する検査や口側面の欠けを検出する検査等がある。壜口部の一部を拡大した正面図を図9に示し、口天面に生じた欠けと口側面に生じた欠けを表している。
【0003】
従来、口天面側から観測可能な口側面の欠けは、口天面の垂直線から適当な角度分だけ傾けた複数台のカメラによって口側面を撮像することにより検出するか、または半径方向内側と外側に円錐面を有した円錐状レンズからなるコーンサイドビュワーを壜口部の上方に設置して口側面の全周をコーンサイドビュワーの円錐面上に展開することにより口天面の垂直線から適当な角度分だけ傾けた方向から見た像を形成し、この像を1台のカメラで撮像して検出していた。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−151473号公報
【特許文献2】特開平10−54807号公報
【特許文献3】特開平1−141341号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上述した口天面側から観測可能な口側面の欠けの検出方法では、口天面の上方に複数台のカメラを設置するか又は円錐状レンズからなるコーンサイドビュワーを設置する必要があるため、口天面の欠けを検出するためのリング照明を最適な位置に設置することが困難となり、口天面の欠けと口側面の欠けとを同一の検査ステーションで検査することができない。そのため、口天面と口天面側から観測可能な口側面とは相隣接した位置にあるにも拘わらず、個別の検査ステーションで検査を行う必要があった。
【0006】
本発明は、上述の事情に鑑みなされたもので、ガラス壜の口側面の欠けを検出するための照明をガラス壜の口天面よりも下方に設置することにより、ガラス壜の口天面の欠けを検出するためのリング照明を最適な位置に設置でき、口天面と口側面とを同一の検査ステーションで検査できるガラス壜の照明装置を提供することを目的とする。
また、本発明は、上記ガラス壜の照明装置を備えたガラス壜の検査装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述の目的を達成するため、本発明のガラス壜の照明装置は、ガラス壜の胴部を対向する無端状の搬送ベルトで挟持してガラス壜を直線搬送経路に沿って搬送している間にガラス壜を撮像してガラス壜の壜口部の欠陥を検査する検査装置に設置される照明装置において、前記搬送ベルトにより挟持されて搬送されるガラス壜の下方に配置され、ガラス壜を壜底部側から照明する壜底照明と、前記搬送ベルトにより挟持されて搬送されるガラス壜の壜口部の下方であって前記搬送ベルトの上方に配置され、斜め下方から壜口部を照明するベルト上照明とを備えたことを特徴とする。
【0008】
本発明によれば、搬送ベルトによりガラス壜を挟持し、空中搬送しているため、壜底照明とベルト上照明の組合せによってガラス壜の壜口部を照明することができ、ガラス壜の口天面の上方に設けたカメラによって口天面と口側面とを撮像することができる。したがって、複数台のカメラとリング照明からなる照明撮像系またはコーンサイドビュワー、カメラ及びリング照明からなる照明撮像系をガラス壜の口天面より上方に設置する必要がない。
【0009】
本発明の一態様によれば、前記ベルト上照明の下方に配置され、該ベルト上照明からの光を反射して反射光をガラス壜の壜口部に投光するミラーを備えたことを特徴とする。
本発明によれば、ミラーは照明に比較して薄型であるため、装置の構成上の制約が少なく、ミラーからの反射光を壜口部に照射しているため、検査画像においてより均一かつ鮮明な画像を得ることができる。
【0010】
本発明の一態様によれば、前記搬送ベルトにより挟持されて搬送されるガラス壜の上方に配置され、ガラス壜の壜口部を照明するリング照明を備えたことを特徴とする。
本発明の一態様によれば、前記リング照明は、上下方向に配列された第1リング照明と第2リング照明とからなることを特徴とする。
本発明によれば、口天面上の欠けを検出するための多重のリングを画像中に作ることができる。
【0011】
本発明のガラス壜の検査装置は、請求項1乃至4のいずれか1項に記載のガラス壜の照明装置と、前記搬送ベルトにより挟持されて搬送されるガラス壜の上方に配置され、壜口部を撮像するカメラとを備えたことを特徴とする。
本発明の検査装置によれば、搬送ベルトによりガラス壜を挟持し、空中搬送しているため、壜底照明とベルト上照明の組合せによってガラス壜の壜口部を照明することができ、ガラス壜の口天面の上方に設けたカメラによって口天面と口側面とを撮像することができる。したがって、複数台のカメラとリング照明からなる照明撮像系またはコーンサイドビュワー、カメラ及びリング照明からなる照明撮像系を口天面より上方に設置する必要がなく、ガラス壜の口天面と口側面とを単一の検査ステーションで検査することが可能である。
【発明の効果】
【0012】
本発明は、以下に列挙する効果を奏する。
(1)ガラス壜の口側面の欠けを検出するための照明をガラス壜の口天面よりも下方に設置することにより、ガラス壜の口天面の欠けを検出するためのリング照明を最適な位置に設置することができ、装置構成上の制約が少なくなる。また、ガラス壜の口側面の欠け及び口天面の欠けを同一の検査ステーションで検査することができる。
(2)搬送ベルトの上方にあるベルト上照明からミラーに投光し、ミラーからの反射光を壜口部に照射しているため、検査画像においてより均一かつ鮮明な画像を得ることができる。
(3)複数のリング照明を壜口部の上方に配置することができるため、口天面の欠けを検出するための多重のリングを形成することができる。
【図面の簡単な説明】
【0013】
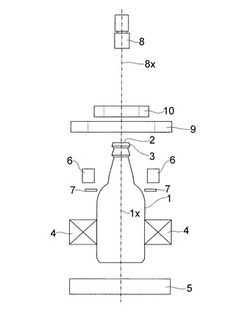
【図1】図1は、本発明のガラス壜の照明装置を備えたガラス壜の検査装置を示す図であり、正面図である。
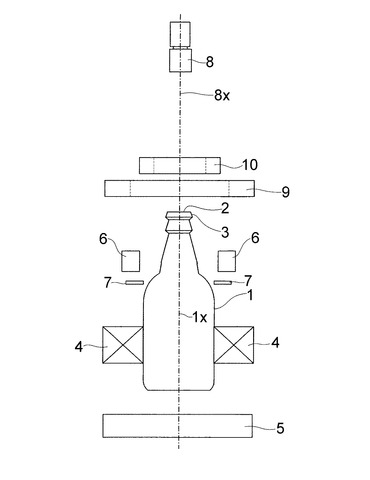
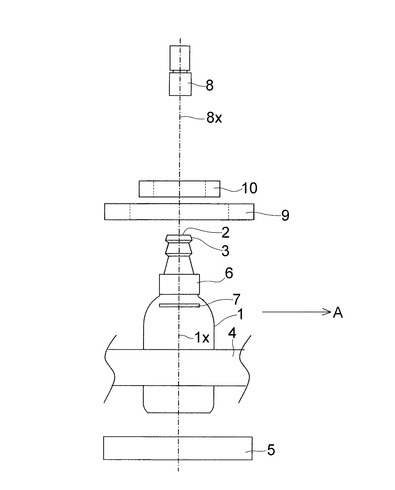
【図2】図2は、本発明のガラス壜の照明装置を備えたガラス壜の検査装置を示す図であり、側面図である。
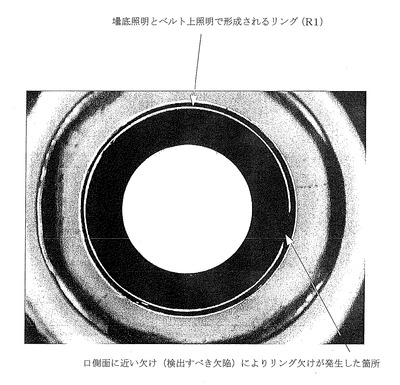
【図3】図3は、壜底照明とベルト上照明とを点灯し、第1リング照明と第2リング照明を消灯し、ガラス壜の壜口部をカメラで撮影した画像である。
【図4A】図4Aは、壜底照明を点灯し、ベルト上照明を消灯、第1リング照明と第2リング照明を消灯し、ガラス壜の壜口部をカメラで撮影した画像である。
【図4B】図4Bは、図4Aの撮像系から搬送ベルトを除いて撮影した画像である。
【図5】図5は、ベルト上照明を点灯し、壜底照明と第1リング照明と第2リング照明とを消灯し、ガラス壜の壜口部をカメラで撮影した画像である。
【図6】図6は、壜底照明、ベルト上照明、第1リング照明と第2リング照明とを点灯し、ガラス壜の壜口部をカメラで撮影した画像である。
【図7】図7は、壜底照明、ベルト上照明、第1リング照明と第2リング照明とを点灯し、ガラス壜の壜口部をカメラで撮影した画像である。
【図8】図8は、壜底照明とベルト上照明とを消灯し、第1リング照明と第2リング照明とを点灯し、ガラス壜の壜口部をカメラで撮影した画像である。
【図9】図9は、壜口部の一部を拡大した正面図であり、口天面の欠け及び口側面の欠けを示す図である。
【発明を実施するための形態】
【0014】
以下、本発明に係るガラス壜の照明装置の実施形態を図1乃至図9を参照して説明する。図1乃至図9において、同一または相当する構成要素には、同一の符号を付して重複した説明を省略する。
図1および図2は、本発明のガラス壜の照明装置を備えたガラス壜の検査装置を示す図であり、図1は正面図であり、図2は側面図である。図1および図2に示すように、ガラス壜1の壜口部は、口天面2と口側面3とからなる。ガラス壜1は、壜胴部が一対の搬送ベルト4,4により挟持された状態で矢印A方向に直線搬送されるようになっている。搬送ベルト4,4は、搬送方向の前後に設けられた一対のプーリ(図示せず)にそれぞれ巻回された無端状ベルトからなり、プーリが回転することにより、搬送ベルト4,4はガラス壜1を挟持した状態で同一速度で走行するようになっている。
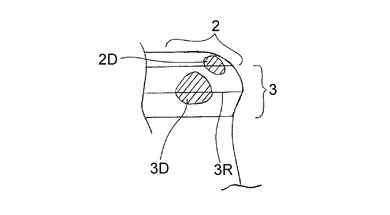
図1および図2に示すガラス壜の検査装置で検査されるガラス壜1の壜口部の一部を拡大し、口天面2に生じた欠け2Dと口側面3に生じた欠け3Dを図9に示す。図9に示すように、口天面2とは壜口の上面と上面からなだらかに下方に傾斜した部分であり、口側面3とは外方に凸状に湾曲した部分である。口天面2の欠け2Dは、口天面2の上面から口側面3に向かう箇所に生じた欠けであり、口側面3の欠け3Dは、口側面の稜線部3Rの周囲に生じた欠けである。
【0015】
前記搬送ベルト4,4により挟持されて搬送されるガラス壜1の下方には、壜底照明5が配置されている。壜底照明5はガラス壜1の壜底部の下方からガラス壜1を照明するようになっている。また、一対の搬送ベルト4,4の上方には、ベルト上照明6,6が配置されている。ベルト上照明6,6は、ガラス壜1の首部の側方に位置している。そして、ベルト上照明6,6の直下にはミラー7,7が配置されている。ミラー7,7は、ガラス壜1の肩部の側方に位置している。ベルト上照明6,6は拡散光をミラー7,7に投光し、ミラー7,7はベルト上照明6,6からの光を反射して拡散反射光をガラス壜1の壜口部に投光するようになっている。
【0016】
一方、搬送されるガラス壜1の上方には、第1リング照明9が配置されている。そして、第1リング照明9の直上には、第1リング照明9より小径の第2リング照明10が配置されている。第2リング照明10の外径は第1リング照明9の内径よりやや小径に設定されている。第1リング照明9および第2リング照明10は拡散光をガラス壜1の壜口部に投光するようになっている。
前記壜底照明5、ベルト上照明6、第1リング照明9および第2リング照明10は、それぞれ複数(または多数)のLEDを平面上に配列することにより構成されている。
また、第1リング照明9および第2リング照明10の上方には、カメラ8が配置されている。カメラ8はCCDカメラから構成されており、カメラ8の光軸8xは鉛直方向に延び、ガラス壜1の軸心1xと一致している。
【0017】
図1および図2に示すように構成されたガラス壜の検査装置において、ガラス壜1は、壜胴部が一対の搬送ベルト4,4により挟持されて壜底部が開放された状態で搬送される。この搬送中に、ガラス壜1は壜底照明5により壜底部が照明され、ベルト上照明6,6およびミラー7,7により壜口部が照明され、第1リング照明9および第2リング照明10により壜口部が照明される。
【0018】
次に、壜底照明5、ベルト上照明6、第1リング照明9および第2リング照明10による撮像に与える影響を検証するために行った実験結果について説明する。検証実験は、図1および図2に示すガラス壜の検査装置を用いて各種照明の点灯・消灯を組み合わせてガラス壜をカメラ8により撮像することにより行った。特記する場合を除いて、ガラス壜1には壜口部の口天面2の側から観測可能な口側面3に欠けがあるガラス壜を用いた。
【0019】
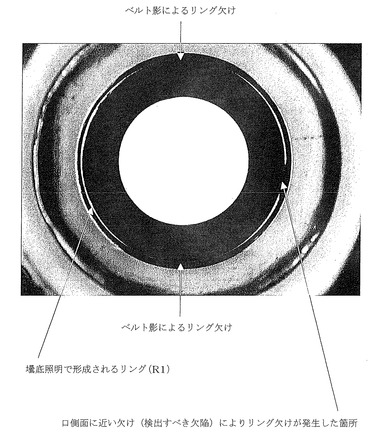
(1)壜底照明5とベルト上照明6,6を点灯し、第1リング照明9と第2リング照明10を消灯した場合
壜底照明5とベルト上照明6,6を点灯し、第1リング照明9と第2リング照明10を消灯した場合の画像を図3に示す。
図3に示す画像中心から外に向かって見ていくと、壜底照明により照らされた壜口が中心部に白い円形となって写され、その外周には黒く幅広のリングがあり、続いて白く細いリングR1が写っている。図3から明らかなように、画像中右側に矢印で示すようにリングR1の一部が欠けている。このリングR1のリング欠けは、ガラス壜検査により検出すべき欠陥である口側面3の欠けを示している。
図3から明らかなように、照明として壜底照明5とベルト上照明6,6を使用した場合にはガラス壜1の口側面3の欠けを検査することが可能である。
【0020】
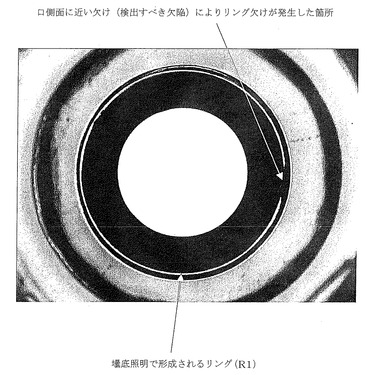
(2)壜底照明5を点灯し、ベルト上照明6,6を消灯し、第1リング照明9と第2リング照明10を消灯した場合
壜底照明5を点灯し、ベルト上照明6,6を消灯し、第1リング照明9と第2リング照明10を消灯した場合の画像を図4Aに示す。
図4Aに示す画像中心から外に向かって見ていくと、中心部に白い円形、その外周には黒く幅広のリングがあり、続いて白く細いリングR1が写っている。図4Aから明らかなように、リングR1には図3に示されたリング欠け以外にリングR1の上下部分に広範囲にわたってリング欠けが見られる。このリングR1の上下部分に広範囲にわたって見られるリング欠けは、ガラス壜1の壜胴部を挟持する搬送ベルト4,4の影が影響していると考えられる。そこで、搬送ベルト4,4を外し、それ以外は図4Aの画像を得た場合と同様の条件で撮像し、その結果を図4Bに示す。搬送ベルト4,4を外した場合には、図4Bに示すようにリングR1の上下部分にリング欠けは見られないことから、図4AにおけるリングR1の上下部分のリング欠けは搬送ベルト4,4の影響によるものであることが判明した。
【0021】
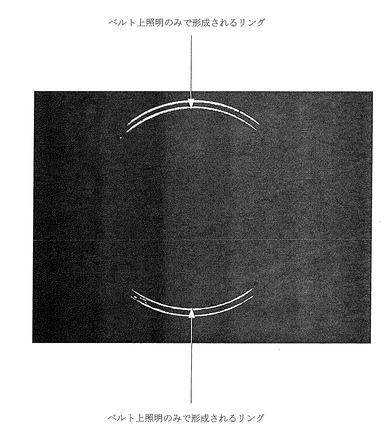
(3)壜底照明5、第1リング照明9および第2リング照明10を消灯し、ベルト上照明6,6のみを点灯した場合
壜底照明5、第1リング照明9および第2リング照明10を消灯し、ベルト上照明6,6のみを点灯した場合の画像を図5に示す。
図5において、画像の上下部分に二重のリングの一部が白く表れているが、この二重のリング部分は、図4Aの画像中、上下部分に表れたリング欠けの部分に相当しており、図4Aの画像で欠けたリング部分を補完していることがわかる。すなわち、ベルト上照明6,6により搬送ベルト4,4の影を消去していることがわかる。
【0022】
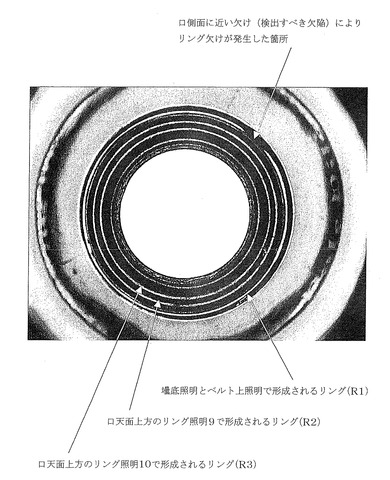
(4)壜底照明5、ベルト上照明6,6、第1リング照明9および第2リング照明10を点灯した場合
壜底照明5、ベルト上照明6,6、第1リング照明9および第2リング照明10を点灯した場合の画像を図6に示す。
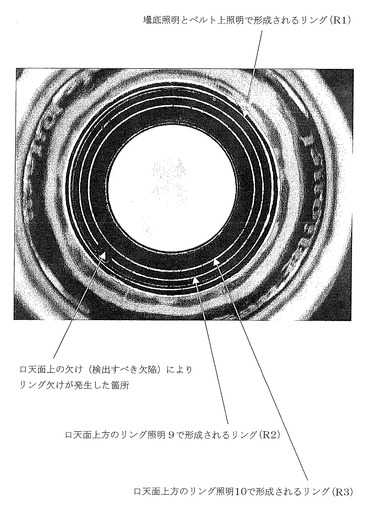
図6に示す画像の中心から外に向かって見ていくと、中心部に白い円形、その外周には黒いリング部と白いリング部が交互に表れている。白いリング部のリングR1は、壜底照明5とベルト上照明6,6とによって形成されるリングであり、リングR1には、口側面3の欠けを示すリング欠けが表れている。リングR1より中心側にリングR2及びリングR3が表れているが、リングR2は第1リング照明9で形成されるリングであり、リングR3は第2リング照明10で形成されるリングである。このように、複数のリング照明を設けることにより、画像上に口天面の欠けを検出するための多重のリングを形成することができる。
【0023】
(5)壜底照明5、ベルト上照明6,6、第1リング照明9および第2リング照明10を点灯した場合
ここでは、ガラス壜1には口側面3に欠けがなく、口天面2に欠けがあるガラス壜1を用いた。壜底照明5、ベルト上照明6,6、第1リング照明9および第2リング照明10を点灯した場合の画像を図7に示す。
図7に示す画像の中心から外に向かって見ていくと、中心部に白い円形、その外周には黒いリング部と白いリング部が交互に表れている。白いリング部のリングR1は、壜底照明5とベルト上照明6,6とによって形成されるリングである。リングR1より中心側にリングR2及びリングR3が表れているが、リングR2は第1リング照明9で形成されるリングであり、リングR3は第2リング照明10で形成されるリングである。リングR2には、口天面2上の欠けを示すリング欠けが表れている。
【0024】
(6)壜底照明5およびベルト上照明6,6を消灯し、第1リング照明9および第2リング照明10を点灯した場合
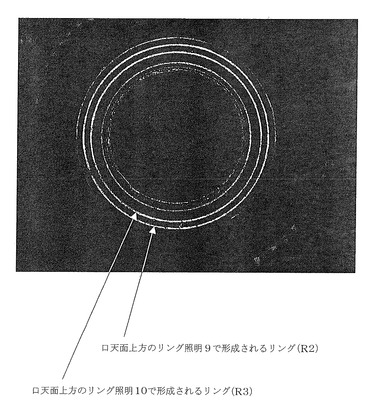
ここでは、ガラス壜1には口天面及び口側面の欠けがない良壜を用いた。壜底照明5およびベルト上照明6,6を消灯し、第1リング照明9および第2リング照明10を点灯した場合の画像を図8に示す。
図8において、細い白いリングのうち、リングR2は第1リング照明9で形成されるリングであり、リングR3は第2リング照明10で形成されるリングである。
図3、図6〜図8の画像からわかるように、図8に表れた数本のリングと図3に表れたリングR1とを一つの画像に取り込んだものが、図6及び図7に表れたリング群となっている。
【0025】
図6及び図7の画像から明らかなように、壜底照明5、ベルト上照明6,6、第1リング照明9および第2リング照明10を点灯した場合には、ガラス壜1の口側面3の欠け及び口天面2上の欠けを同一の検査ステーションで検査することが可能である。
【0026】
本発明においては、図1及び図2に示されるように、ベルト上照明6,6が、搬送ベルト4,4の上方に設置されガラス壜1の壜口部を照らす役目を果たしている。ベルト上照明6,6から直接的に壜口部を照らすことも可能であるが、本実施形態ではベルト上照明6,6の直下にミラー7,7を配置し、ベルト上照明6,6からの拡散光をミラー7,7で反射させ、その反射光により壜口部、特に口側面3を照らしている。このようにミラーからの反射光を照射することにより、検査画像において、リングR1上の濃淡差(明るさの差)を小さくでき、リングR1の周囲に移る反射光を小さくできるため、リングR1がより鮮明に写る。また、壜口部を照らすためには照明をガラス壜1に近接した箇所に、特に肩部より上方の首部に近づける必要があるが、この場合ミラーのように厚さの薄いものの方が近づけやすいという利点がある。
【0027】
本発明のガラス壜の検査装置は、カメラ8で得られた画像を処理する画像処理装置を備えている。画像処置装置は、カメラ8で得られた画像をスキャン(走査)して、明るいリングR1〜R3が途中で途切れたリング欠けを検出することにより、口天面の欠けまたは口側面の欠けを検出している。
【0028】
本発明においては、搬送ベルト4,4によりガラス壜1を挟持し、空中搬送しているため、壜底照明5とベルト上照明6の組合せによってガラス壜1の壜口部を照明する。この構成により、複数台のカメラとリング照明からなる照明撮像系またはコーンサイドビュワー、カメラ及びリング照明からなる照明撮像系を口天面より上方に設置する必要がなく、従来にあっては口天面の欠けと口側面の欠けを検査するための検査ステーションを別個に設けなければならなかったが、本発明によれば、単一の検査ステーションで検査することが可能である。
【0029】
これまで本発明の実施形態について説明したが、本発明は上述の実施形態に限定されず、その技術思想の範囲内において、種々の異なる形態で実施されてよいことは勿論である。
【符号の説明】
【0030】
1 ガラス壜
1x ガラス壜の軸心
2 口天面
3 口側面
4,4 搬送ベルト
5 壜底照明
6,6 ベルト上照明
7,7 ミラー
8 カメラ
8x カメラの光軸
9 第1リング照明
10 第2リング照明
【技術分野】
【0001】
本発明は、ガラス壜の壜口部を撮像して壜口部の欠けを検査する際にガラス壜の壜口部を照明するための照明装置及び該照明装置を備えた検査装置に関するものである。
【背景技術】
【0002】
ビール、日本酒、栄養ドリンク等の飲料を充填するためのガラス壜は、リターナブル壜やワンウェイ壜に拘わらず、飲料を充填する前の段階で品質管理面で重要な壜口部や壜底部の外観検査を行っている。壜口部の外観検査には、口天面の欠けを検出する検査や口側面の欠けを検出する検査等がある。壜口部の一部を拡大した正面図を図9に示し、口天面に生じた欠けと口側面に生じた欠けを表している。
【0003】
従来、口天面側から観測可能な口側面の欠けは、口天面の垂直線から適当な角度分だけ傾けた複数台のカメラによって口側面を撮像することにより検出するか、または半径方向内側と外側に円錐面を有した円錐状レンズからなるコーンサイドビュワーを壜口部の上方に設置して口側面の全周をコーンサイドビュワーの円錐面上に展開することにより口天面の垂直線から適当な角度分だけ傾けた方向から見た像を形成し、この像を1台のカメラで撮像して検出していた。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−151473号公報
【特許文献2】特開平10−54807号公報
【特許文献3】特開平1−141341号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上述した口天面側から観測可能な口側面の欠けの検出方法では、口天面の上方に複数台のカメラを設置するか又は円錐状レンズからなるコーンサイドビュワーを設置する必要があるため、口天面の欠けを検出するためのリング照明を最適な位置に設置することが困難となり、口天面の欠けと口側面の欠けとを同一の検査ステーションで検査することができない。そのため、口天面と口天面側から観測可能な口側面とは相隣接した位置にあるにも拘わらず、個別の検査ステーションで検査を行う必要があった。
【0006】
本発明は、上述の事情に鑑みなされたもので、ガラス壜の口側面の欠けを検出するための照明をガラス壜の口天面よりも下方に設置することにより、ガラス壜の口天面の欠けを検出するためのリング照明を最適な位置に設置でき、口天面と口側面とを同一の検査ステーションで検査できるガラス壜の照明装置を提供することを目的とする。
また、本発明は、上記ガラス壜の照明装置を備えたガラス壜の検査装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述の目的を達成するため、本発明のガラス壜の照明装置は、ガラス壜の胴部を対向する無端状の搬送ベルトで挟持してガラス壜を直線搬送経路に沿って搬送している間にガラス壜を撮像してガラス壜の壜口部の欠陥を検査する検査装置に設置される照明装置において、前記搬送ベルトにより挟持されて搬送されるガラス壜の下方に配置され、ガラス壜を壜底部側から照明する壜底照明と、前記搬送ベルトにより挟持されて搬送されるガラス壜の壜口部の下方であって前記搬送ベルトの上方に配置され、斜め下方から壜口部を照明するベルト上照明とを備えたことを特徴とする。
【0008】
本発明によれば、搬送ベルトによりガラス壜を挟持し、空中搬送しているため、壜底照明とベルト上照明の組合せによってガラス壜の壜口部を照明することができ、ガラス壜の口天面の上方に設けたカメラによって口天面と口側面とを撮像することができる。したがって、複数台のカメラとリング照明からなる照明撮像系またはコーンサイドビュワー、カメラ及びリング照明からなる照明撮像系をガラス壜の口天面より上方に設置する必要がない。
【0009】
本発明の一態様によれば、前記ベルト上照明の下方に配置され、該ベルト上照明からの光を反射して反射光をガラス壜の壜口部に投光するミラーを備えたことを特徴とする。
本発明によれば、ミラーは照明に比較して薄型であるため、装置の構成上の制約が少なく、ミラーからの反射光を壜口部に照射しているため、検査画像においてより均一かつ鮮明な画像を得ることができる。
【0010】
本発明の一態様によれば、前記搬送ベルトにより挟持されて搬送されるガラス壜の上方に配置され、ガラス壜の壜口部を照明するリング照明を備えたことを特徴とする。
本発明の一態様によれば、前記リング照明は、上下方向に配列された第1リング照明と第2リング照明とからなることを特徴とする。
本発明によれば、口天面上の欠けを検出するための多重のリングを画像中に作ることができる。
【0011】
本発明のガラス壜の検査装置は、請求項1乃至4のいずれか1項に記載のガラス壜の照明装置と、前記搬送ベルトにより挟持されて搬送されるガラス壜の上方に配置され、壜口部を撮像するカメラとを備えたことを特徴とする。
本発明の検査装置によれば、搬送ベルトによりガラス壜を挟持し、空中搬送しているため、壜底照明とベルト上照明の組合せによってガラス壜の壜口部を照明することができ、ガラス壜の口天面の上方に設けたカメラによって口天面と口側面とを撮像することができる。したがって、複数台のカメラとリング照明からなる照明撮像系またはコーンサイドビュワー、カメラ及びリング照明からなる照明撮像系を口天面より上方に設置する必要がなく、ガラス壜の口天面と口側面とを単一の検査ステーションで検査することが可能である。
【発明の効果】
【0012】
本発明は、以下に列挙する効果を奏する。
(1)ガラス壜の口側面の欠けを検出するための照明をガラス壜の口天面よりも下方に設置することにより、ガラス壜の口天面の欠けを検出するためのリング照明を最適な位置に設置することができ、装置構成上の制約が少なくなる。また、ガラス壜の口側面の欠け及び口天面の欠けを同一の検査ステーションで検査することができる。
(2)搬送ベルトの上方にあるベルト上照明からミラーに投光し、ミラーからの反射光を壜口部に照射しているため、検査画像においてより均一かつ鮮明な画像を得ることができる。
(3)複数のリング照明を壜口部の上方に配置することができるため、口天面の欠けを検出するための多重のリングを形成することができる。
【図面の簡単な説明】
【0013】
【図1】図1は、本発明のガラス壜の照明装置を備えたガラス壜の検査装置を示す図であり、正面図である。
【図2】図2は、本発明のガラス壜の照明装置を備えたガラス壜の検査装置を示す図であり、側面図である。
【図3】図3は、壜底照明とベルト上照明とを点灯し、第1リング照明と第2リング照明を消灯し、ガラス壜の壜口部をカメラで撮影した画像である。
【図4A】図4Aは、壜底照明を点灯し、ベルト上照明を消灯、第1リング照明と第2リング照明を消灯し、ガラス壜の壜口部をカメラで撮影した画像である。
【図4B】図4Bは、図4Aの撮像系から搬送ベルトを除いて撮影した画像である。
【図5】図5は、ベルト上照明を点灯し、壜底照明と第1リング照明と第2リング照明とを消灯し、ガラス壜の壜口部をカメラで撮影した画像である。
【図6】図6は、壜底照明、ベルト上照明、第1リング照明と第2リング照明とを点灯し、ガラス壜の壜口部をカメラで撮影した画像である。
【図7】図7は、壜底照明、ベルト上照明、第1リング照明と第2リング照明とを点灯し、ガラス壜の壜口部をカメラで撮影した画像である。
【図8】図8は、壜底照明とベルト上照明とを消灯し、第1リング照明と第2リング照明とを点灯し、ガラス壜の壜口部をカメラで撮影した画像である。
【図9】図9は、壜口部の一部を拡大した正面図であり、口天面の欠け及び口側面の欠けを示す図である。
【発明を実施するための形態】
【0014】
以下、本発明に係るガラス壜の照明装置の実施形態を図1乃至図9を参照して説明する。図1乃至図9において、同一または相当する構成要素には、同一の符号を付して重複した説明を省略する。
図1および図2は、本発明のガラス壜の照明装置を備えたガラス壜の検査装置を示す図であり、図1は正面図であり、図2は側面図である。図1および図2に示すように、ガラス壜1の壜口部は、口天面2と口側面3とからなる。ガラス壜1は、壜胴部が一対の搬送ベルト4,4により挟持された状態で矢印A方向に直線搬送されるようになっている。搬送ベルト4,4は、搬送方向の前後に設けられた一対のプーリ(図示せず)にそれぞれ巻回された無端状ベルトからなり、プーリが回転することにより、搬送ベルト4,4はガラス壜1を挟持した状態で同一速度で走行するようになっている。
図1および図2に示すガラス壜の検査装置で検査されるガラス壜1の壜口部の一部を拡大し、口天面2に生じた欠け2Dと口側面3に生じた欠け3Dを図9に示す。図9に示すように、口天面2とは壜口の上面と上面からなだらかに下方に傾斜した部分であり、口側面3とは外方に凸状に湾曲した部分である。口天面2の欠け2Dは、口天面2の上面から口側面3に向かう箇所に生じた欠けであり、口側面3の欠け3Dは、口側面の稜線部3Rの周囲に生じた欠けである。
【0015】
前記搬送ベルト4,4により挟持されて搬送されるガラス壜1の下方には、壜底照明5が配置されている。壜底照明5はガラス壜1の壜底部の下方からガラス壜1を照明するようになっている。また、一対の搬送ベルト4,4の上方には、ベルト上照明6,6が配置されている。ベルト上照明6,6は、ガラス壜1の首部の側方に位置している。そして、ベルト上照明6,6の直下にはミラー7,7が配置されている。ミラー7,7は、ガラス壜1の肩部の側方に位置している。ベルト上照明6,6は拡散光をミラー7,7に投光し、ミラー7,7はベルト上照明6,6からの光を反射して拡散反射光をガラス壜1の壜口部に投光するようになっている。
【0016】
一方、搬送されるガラス壜1の上方には、第1リング照明9が配置されている。そして、第1リング照明9の直上には、第1リング照明9より小径の第2リング照明10が配置されている。第2リング照明10の外径は第1リング照明9の内径よりやや小径に設定されている。第1リング照明9および第2リング照明10は拡散光をガラス壜1の壜口部に投光するようになっている。
前記壜底照明5、ベルト上照明6、第1リング照明9および第2リング照明10は、それぞれ複数(または多数)のLEDを平面上に配列することにより構成されている。
また、第1リング照明9および第2リング照明10の上方には、カメラ8が配置されている。カメラ8はCCDカメラから構成されており、カメラ8の光軸8xは鉛直方向に延び、ガラス壜1の軸心1xと一致している。
【0017】
図1および図2に示すように構成されたガラス壜の検査装置において、ガラス壜1は、壜胴部が一対の搬送ベルト4,4により挟持されて壜底部が開放された状態で搬送される。この搬送中に、ガラス壜1は壜底照明5により壜底部が照明され、ベルト上照明6,6およびミラー7,7により壜口部が照明され、第1リング照明9および第2リング照明10により壜口部が照明される。
【0018】
次に、壜底照明5、ベルト上照明6、第1リング照明9および第2リング照明10による撮像に与える影響を検証するために行った実験結果について説明する。検証実験は、図1および図2に示すガラス壜の検査装置を用いて各種照明の点灯・消灯を組み合わせてガラス壜をカメラ8により撮像することにより行った。特記する場合を除いて、ガラス壜1には壜口部の口天面2の側から観測可能な口側面3に欠けがあるガラス壜を用いた。
【0019】
(1)壜底照明5とベルト上照明6,6を点灯し、第1リング照明9と第2リング照明10を消灯した場合
壜底照明5とベルト上照明6,6を点灯し、第1リング照明9と第2リング照明10を消灯した場合の画像を図3に示す。
図3に示す画像中心から外に向かって見ていくと、壜底照明により照らされた壜口が中心部に白い円形となって写され、その外周には黒く幅広のリングがあり、続いて白く細いリングR1が写っている。図3から明らかなように、画像中右側に矢印で示すようにリングR1の一部が欠けている。このリングR1のリング欠けは、ガラス壜検査により検出すべき欠陥である口側面3の欠けを示している。
図3から明らかなように、照明として壜底照明5とベルト上照明6,6を使用した場合にはガラス壜1の口側面3の欠けを検査することが可能である。
【0020】
(2)壜底照明5を点灯し、ベルト上照明6,6を消灯し、第1リング照明9と第2リング照明10を消灯した場合
壜底照明5を点灯し、ベルト上照明6,6を消灯し、第1リング照明9と第2リング照明10を消灯した場合の画像を図4Aに示す。
図4Aに示す画像中心から外に向かって見ていくと、中心部に白い円形、その外周には黒く幅広のリングがあり、続いて白く細いリングR1が写っている。図4Aから明らかなように、リングR1には図3に示されたリング欠け以外にリングR1の上下部分に広範囲にわたってリング欠けが見られる。このリングR1の上下部分に広範囲にわたって見られるリング欠けは、ガラス壜1の壜胴部を挟持する搬送ベルト4,4の影が影響していると考えられる。そこで、搬送ベルト4,4を外し、それ以外は図4Aの画像を得た場合と同様の条件で撮像し、その結果を図4Bに示す。搬送ベルト4,4を外した場合には、図4Bに示すようにリングR1の上下部分にリング欠けは見られないことから、図4AにおけるリングR1の上下部分のリング欠けは搬送ベルト4,4の影響によるものであることが判明した。
【0021】
(3)壜底照明5、第1リング照明9および第2リング照明10を消灯し、ベルト上照明6,6のみを点灯した場合
壜底照明5、第1リング照明9および第2リング照明10を消灯し、ベルト上照明6,6のみを点灯した場合の画像を図5に示す。
図5において、画像の上下部分に二重のリングの一部が白く表れているが、この二重のリング部分は、図4Aの画像中、上下部分に表れたリング欠けの部分に相当しており、図4Aの画像で欠けたリング部分を補完していることがわかる。すなわち、ベルト上照明6,6により搬送ベルト4,4の影を消去していることがわかる。
【0022】
(4)壜底照明5、ベルト上照明6,6、第1リング照明9および第2リング照明10を点灯した場合
壜底照明5、ベルト上照明6,6、第1リング照明9および第2リング照明10を点灯した場合の画像を図6に示す。
図6に示す画像の中心から外に向かって見ていくと、中心部に白い円形、その外周には黒いリング部と白いリング部が交互に表れている。白いリング部のリングR1は、壜底照明5とベルト上照明6,6とによって形成されるリングであり、リングR1には、口側面3の欠けを示すリング欠けが表れている。リングR1より中心側にリングR2及びリングR3が表れているが、リングR2は第1リング照明9で形成されるリングであり、リングR3は第2リング照明10で形成されるリングである。このように、複数のリング照明を設けることにより、画像上に口天面の欠けを検出するための多重のリングを形成することができる。
【0023】
(5)壜底照明5、ベルト上照明6,6、第1リング照明9および第2リング照明10を点灯した場合
ここでは、ガラス壜1には口側面3に欠けがなく、口天面2に欠けがあるガラス壜1を用いた。壜底照明5、ベルト上照明6,6、第1リング照明9および第2リング照明10を点灯した場合の画像を図7に示す。
図7に示す画像の中心から外に向かって見ていくと、中心部に白い円形、その外周には黒いリング部と白いリング部が交互に表れている。白いリング部のリングR1は、壜底照明5とベルト上照明6,6とによって形成されるリングである。リングR1より中心側にリングR2及びリングR3が表れているが、リングR2は第1リング照明9で形成されるリングであり、リングR3は第2リング照明10で形成されるリングである。リングR2には、口天面2上の欠けを示すリング欠けが表れている。
【0024】
(6)壜底照明5およびベルト上照明6,6を消灯し、第1リング照明9および第2リング照明10を点灯した場合
ここでは、ガラス壜1には口天面及び口側面の欠けがない良壜を用いた。壜底照明5およびベルト上照明6,6を消灯し、第1リング照明9および第2リング照明10を点灯した場合の画像を図8に示す。
図8において、細い白いリングのうち、リングR2は第1リング照明9で形成されるリングであり、リングR3は第2リング照明10で形成されるリングである。
図3、図6〜図8の画像からわかるように、図8に表れた数本のリングと図3に表れたリングR1とを一つの画像に取り込んだものが、図6及び図7に表れたリング群となっている。
【0025】
図6及び図7の画像から明らかなように、壜底照明5、ベルト上照明6,6、第1リング照明9および第2リング照明10を点灯した場合には、ガラス壜1の口側面3の欠け及び口天面2上の欠けを同一の検査ステーションで検査することが可能である。
【0026】
本発明においては、図1及び図2に示されるように、ベルト上照明6,6が、搬送ベルト4,4の上方に設置されガラス壜1の壜口部を照らす役目を果たしている。ベルト上照明6,6から直接的に壜口部を照らすことも可能であるが、本実施形態ではベルト上照明6,6の直下にミラー7,7を配置し、ベルト上照明6,6からの拡散光をミラー7,7で反射させ、その反射光により壜口部、特に口側面3を照らしている。このようにミラーからの反射光を照射することにより、検査画像において、リングR1上の濃淡差(明るさの差)を小さくでき、リングR1の周囲に移る反射光を小さくできるため、リングR1がより鮮明に写る。また、壜口部を照らすためには照明をガラス壜1に近接した箇所に、特に肩部より上方の首部に近づける必要があるが、この場合ミラーのように厚さの薄いものの方が近づけやすいという利点がある。
【0027】
本発明のガラス壜の検査装置は、カメラ8で得られた画像を処理する画像処理装置を備えている。画像処置装置は、カメラ8で得られた画像をスキャン(走査)して、明るいリングR1〜R3が途中で途切れたリング欠けを検出することにより、口天面の欠けまたは口側面の欠けを検出している。
【0028】
本発明においては、搬送ベルト4,4によりガラス壜1を挟持し、空中搬送しているため、壜底照明5とベルト上照明6の組合せによってガラス壜1の壜口部を照明する。この構成により、複数台のカメラとリング照明からなる照明撮像系またはコーンサイドビュワー、カメラ及びリング照明からなる照明撮像系を口天面より上方に設置する必要がなく、従来にあっては口天面の欠けと口側面の欠けを検査するための検査ステーションを別個に設けなければならなかったが、本発明によれば、単一の検査ステーションで検査することが可能である。
【0029】
これまで本発明の実施形態について説明したが、本発明は上述の実施形態に限定されず、その技術思想の範囲内において、種々の異なる形態で実施されてよいことは勿論である。
【符号の説明】
【0030】
1 ガラス壜
1x ガラス壜の軸心
2 口天面
3 口側面
4,4 搬送ベルト
5 壜底照明
6,6 ベルト上照明
7,7 ミラー
8 カメラ
8x カメラの光軸
9 第1リング照明
10 第2リング照明
【特許請求の範囲】
【請求項1】
ガラス壜の胴部を対向する無端状の搬送ベルトで挟持してガラス壜を直線搬送経路に沿って搬送している間にガラス壜を撮像してガラス壜の壜口部の欠陥を検査する検査装置に設置される照明装置において、
前記搬送ベルトにより挟持されて搬送されるガラス壜の下方に配置され、ガラス壜を壜底部側から照明する壜底照明と、
前記搬送ベルトにより挟持されて搬送されるガラス壜の壜口部の下方であって前記搬送ベルトの上方に配置され、斜め下方から壜口部を照明するベルト上照明とを備えたことを特徴とするガラス壜の照明装置。
【請求項2】
前記ベルト上照明の下方に配置され、該ベルト上照明からの光を反射して反射光をガラス壜の壜口部に投光するミラーを備えたことを特徴とする請求項1記載のガラス壜の照明装置。
【請求項3】
前記搬送ベルトにより挟持されて搬送されるガラス壜の上方に配置され、ガラス壜の壜口部を照明するリング照明を備えたことを特徴とする請求項1又は2記載のガラス壜の照明装置。
【請求項4】
前記リング照明は、上下方向に配列された第1リング照明と第2リング照明とからなることを特徴とする請求項3記載のガラス壜の照明装置。
【請求項5】
請求項1乃至4のいずれか1項に記載のガラス壜の照明装置と、
前記搬送ベルトにより挟持されて搬送されるガラス壜の上方に配置され、壜口部を撮像するカメラとを備えたことを特徴とするガラス壜の検査装置。
【請求項1】
ガラス壜の胴部を対向する無端状の搬送ベルトで挟持してガラス壜を直線搬送経路に沿って搬送している間にガラス壜を撮像してガラス壜の壜口部の欠陥を検査する検査装置に設置される照明装置において、
前記搬送ベルトにより挟持されて搬送されるガラス壜の下方に配置され、ガラス壜を壜底部側から照明する壜底照明と、
前記搬送ベルトにより挟持されて搬送されるガラス壜の壜口部の下方であって前記搬送ベルトの上方に配置され、斜め下方から壜口部を照明するベルト上照明とを備えたことを特徴とするガラス壜の照明装置。
【請求項2】
前記ベルト上照明の下方に配置され、該ベルト上照明からの光を反射して反射光をガラス壜の壜口部に投光するミラーを備えたことを特徴とする請求項1記載のガラス壜の照明装置。
【請求項3】
前記搬送ベルトにより挟持されて搬送されるガラス壜の上方に配置され、ガラス壜の壜口部を照明するリング照明を備えたことを特徴とする請求項1又は2記載のガラス壜の照明装置。
【請求項4】
前記リング照明は、上下方向に配列された第1リング照明と第2リング照明とからなることを特徴とする請求項3記載のガラス壜の照明装置。
【請求項5】
請求項1乃至4のいずれか1項に記載のガラス壜の照明装置と、
前記搬送ベルトにより挟持されて搬送されるガラス壜の上方に配置され、壜口部を撮像するカメラとを備えたことを特徴とするガラス壜の検査装置。
【図1】


【図2】
【図3】
【図4A】
【図4B】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4A】
【図4B】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−127730(P2012−127730A)
【公開日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願番号】特願2010−277906(P2010−277906)
【出願日】平成22年12月14日(2010.12.14)
【出願人】(390014661)キリンテクノシステム株式会社 (126)
【Fターム(参考)】
【公開日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願日】平成22年12月14日(2010.12.14)
【出願人】(390014661)キリンテクノシステム株式会社 (126)
【Fターム(参考)】
[ Back to top ]