
ガラス板の梱包方法
【課題】合紙として再生紙を使った場合にも合紙に含まれる粘着異物がガラス板に付着することが抑制されるガラス板の梱包方法を提供する。
【解決手段】本発明に係るガラス板の梱包方法は、複数枚のガラス板である素板31を積層する梱包方法であって、素板31を積層する際に、隣接する素板31同士の間に合紙33を挟む。合紙33は、古紙から回収した再生パルプを50重量%以上含む製紙原料から製造される紙であって、JISP8208(1998)パルプ−きょう雑物測定方法に準じてきょう雑物計測図表を用いて測定したきょう雑物が、1.2mm2/m2以下の紙である。
【解決手段】本発明に係るガラス板の梱包方法は、複数枚のガラス板である素板31を積層する梱包方法であって、素板31を積層する際に、隣接する素板31同士の間に合紙33を挟む。合紙33は、古紙から回収した再生パルプを50重量%以上含む製紙原料から製造される紙であって、JISP8208(1998)パルプ−きょう雑物測定方法に準じてきょう雑物計測図表を用いて測定したきょう雑物が、1.2mm2/m2以下の紙である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガラス板の梱包方法に関する。
【背景技術】
【0002】
フラットパネルディスプレイ(FPD)用のガラス板を梱包しつつ保管・搬送する際に、合紙と呼ばれる紙をガラス板の保護の目的で使用することが行われている。例えば、特許文献1(特開2008−143542号公報)には、パレット上にガラス板を積層状態で配列させたガラス板梱包体が開示されており、ガラス板とガラス板との間に合紙を1枚ずつ介在させている。
【発明の概要】
【発明が解決しようとする課題】
【0003】
上述の特許文献1(特開2008−143542号公報)においては、コスト低減の目的で合紙を製造する段階で古紙を混入すると、合紙に分散して存在することになる粘着異物がガラスに転写されてしまって欠陥になることを知見したとして、ガラス板梱包方法の発明を為している。その発明は、粘着異物の含有密度が0.07個/m2以下という条件を満たす合紙をガラス板同士の間に介在させるという発明であり、古紙を混入するとその条件を満たさないことから、古紙を使わないフレッシュパルプだけから作られた合紙を用いるという発明だと言える。このように、粘着異物が比較的多く存在してしまう古紙を原料に使った合紙を使わず、フレッシュパルプを使った非再生紙を合紙として用いることで、特許文献1では、再洗浄が必要となるような不具合の発生確率が極めて低くなると述べている。
【0004】
しかし、梱包のあとに所定の洗浄工程が設けられているような場合、コストが高い非再生紙を使うことが必ずしもベストな選択であるとは言えない。また、資源保護の観点からも、再生紙の使用が促進されるべきである。
【0005】
一方、合紙に含まれる粘着性の異物が梱包中のガラス板に付着し、ガラス板に回路やカラーフィルター層を形成するときに問題(断線や膜剥がれ)が生じるといった不具合は抑制する必要がある。
【0006】
本発明の課題は、合紙として再生紙を使った場合にも上述の不具合の発生確率が低くなるガラス板の梱包方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明に係るガラス板の梱包方法は、複数枚のガラス板を積層する梱包方法であって、複数枚のガラス板を積層する際に、隣接するガラス板同士の間に所定の合紙を挟むことを特徴とする。所定の合紙は、古紙から回収した再生パルプを50重量%以上含む製紙原料から製造される紙であって、JISP8208(1998)パルプ−きょう雑物測定方法に準じてきょう雑物計測図表を用いて測定したきょう雑物が、1.2mm2/m2以下の紙である。
【0008】
このように、きょう雑物が1.2mm2/m2以下の合紙をガラス板とガラス板との間に挟み、合紙に含まれる粘着異物の量を単位面積当たりの表面積として管理し小さくすることによって、梱包中の合紙の粘着異物がガラス板に付着するという現象が発生し難くなる。従来は、古紙を使わないフレッシュパルプだけから作られた合紙を用いるといった解決策が提案されていたが、本願発明者は、合紙に含まれる粘着異物の量を単位面積当たりの表面積として管理することで粘着異物のガラス板への付着の問題を抑制することができることを見いだした。
【0009】
なお、粘着異物のガラス板への付着の問題の発生をより抑制するためには、きょう雑物が1.0mm2/m2以下である合紙を用意することが有効であり、更にはきょう雑物が0.6mm2/m2以下である合紙を用意することが有効である。これらの場合には、合紙の粘着異物がガラス板に付着する現象が殆ど起こらなくなり、また若干ガラス板に粘着異物が付着したとしても、後段の洗浄処理によってガラス板から粘着異物が取り除かれるようになる。
【0010】
本発明に係るガラス板の梱包方法は、複数枚のガラス板を積層する梱包方法であって、複数枚のガラス板を積層する際に、隣接するガラス板同士の間に所定の合紙を挟むことを特徴とする。所定の合紙は、古紙から回収した再生パルプを50重量%以上含む製紙原料から製造される紙であって、JISP8230(2005)古紙パルプ−反射光を用いた計測器による異物の評価方法を用いて測定した異物が、19.2mm2/m2以下の紙である。
【0011】
このように、異物が19.2mm2/m2以下の合紙をガラス板とガラス板との間に挟み、合紙に含まれる粘着異物の量を単位面積当たりの表面積として管理し小さくすることによって、梱包中の合紙の粘着異物がガラス板に付着するという現象が発生し難くなる。従来は、古紙を使わないフレッシュパルプだけから作られた合紙を用いるといった解決策が提案されていたが、本願発明者は、合紙に含まれる粘着異物の量を単位面積当たりの表面積として管理することで粘着異物のガラス板への付着の問題を抑制することができることを見いだした。
【0012】
なお、粘着異物のガラス板への付着の問題の発生をより抑制するためには、異物が16.0mm2/m2以下である合紙を用意することが有効であり、更には異物が9.6mm2/m2以下である合紙を用意することが有効である。これらの場合には、合紙の粘着異物がガラス板に付着する現象が殆ど起こらなくなり、また若干ガラス板に粘着異物が付着したとしても、後段の洗浄処理によってガラス板から粘着異物が取り除かれるようになる。
【発明の効果】
【0013】
本発明に係るガラス板の梱包方法では、合紙に含まれる粘着性の異物(粘着異物)が梱包中のガラス板に付着することが抑制され、合紙として再生紙を使っても、ガラス板をフラットパネルディスプレイにする際の不具合の発生確率が小さくなる。
【図面の簡単な説明】
【0014】
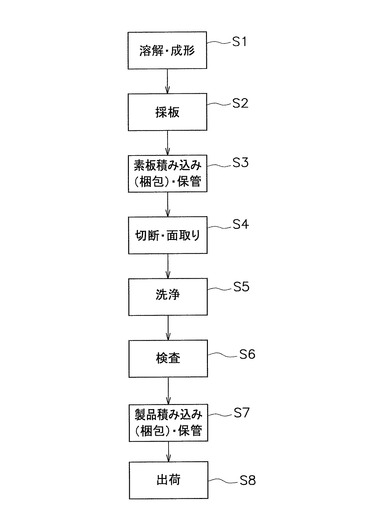
【図1】本実施形態に係るガラス板の梱包方法を用いた素板積み込み工程を含む、ガラス板の各製造工程を示すフロー図。
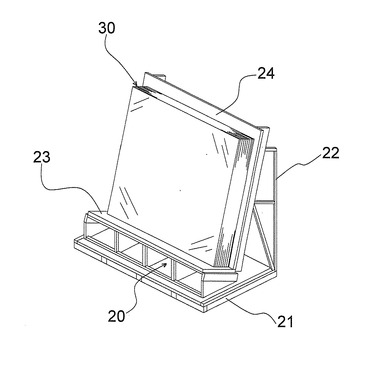
【図2】多数のガラス板が梱包された状態を模式的に示す斜視図。
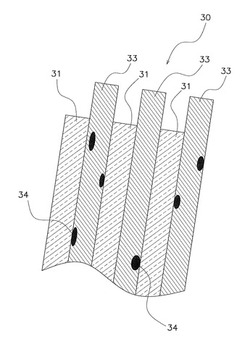
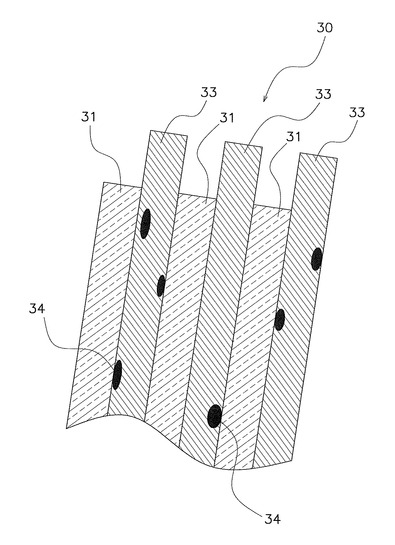
【図3】ガラス板同士の間に、粘着異物を含む合紙が挟まっていることを示す断面図。
【図4】各抄造月における各合紙の粘着異物の総面積を示すグラフ。
【発明を実施するための形態】
【0015】
<第1実施形態>
(1)ガラス基板製造方法の概要
本実施形態に係るガラス板の梱包方法を用いたガラス基板製造方法の概要を、図1を参照しながら説明する。この製造方法は、液晶等のフラットパネルディスプレイ(FPD)に用いられるガラス基板を製造するための方法である。
【0016】
図1は、ガラス原料を溶融する段階からガラス基板が顧客に出荷される状態になるまでの工程の概略を示している。
【0017】
まず、溶解・成形工程S1では、原料となるケイ砂などの種々の粉体が、秤量・混合されて溶融炉に投入される。この粉体が、高温の溶融炉の中で熔かされてガラス溶融液になる。その後、泡抜き・攪拌などによって均質化されたガラス溶融液が板状に成形される。この板状への成形の仕方であるが、ここでは、オーバーフローダウンドロー法を用いてガラス溶融液を板状に成形している。
【0018】
次に、採板工程S2では、板状に成形され所定の温度に下がったガラスを、規定寸法に切断する。矩形状に切断されたガラス板は、素板と呼ばれ、梱包場所まで移送される。
【0019】
素板積み込み工程S3では、多数の素板がパレット20(図2参照)に梱包される。多数の素板は、積層状態でパレット20に積み込まれることになるが、詳細については後述する。
【0020】
切断・面取り工程S4では、フラットパネルディスプレイが用いられる液晶表示装置の製造に適した大きさになるように、素板がさらに切断され、切断されたガラス基板の切断面が研削・研磨される。
【0021】
洗浄工程S5では、洗浄によって、ガラス基板の表面の微細な異物や汚れが取り除かれる。洗浄は、洗剤、ブラシ等を用いたガラス基板の洗浄と、純水等を用いたガラス基板の洗浄とに分かれる。洗浄後、ガラス基板は乾燥される。
【0022】
検査工程S6では、泡や傷などの微細な欠陥の有無の検査が行われ、液晶表示装置に使用できないガラス基板が不良品として取り除かれる。
【0023】
その後、良品と判定されたガラス基板は、製品積み込み工程S7での梱包を経て、液晶等のフラットパネルディスプレイを製造する顧客に出荷される(出荷工程S8)。
【0024】
(2)素板積み込み工程の詳細
図1に示す素板積み込み工程S3においては、成形後に切断されたガラス板である素板が、順次パレット20に積み込まれていく。パレット20は、図2に示すように、主として、基台部21と、背面部22と、傾斜台座部23と、傾斜背もたれ部24とから構成されている。図2に示すように、水平面に対して少し傾斜している傾斜台座部23に素板31(図3参照)の下端が載り、傾斜台座部23の上面と直交し鉛直面に対して少し傾斜している傾斜背もたれ部24に、積層されていく素板31群の背面部分がもたれ掛かる。この図2に示す状態に梱包されパレット20に収容されたガラス板梱包体30(素板31群および素板31同士の間に挟まれる合紙33)は、次の切断・面取り工程S4を行う場所に搬送されたり、その前に一時的に保管されたりする。
【0025】
パレット20への素板31の積み込みにおいては、図3に示すように、合紙33が保護部材として用いられる。この合紙33は、フラットパネルディスプレイ(FPD)の素板31を搬送・保管する際に、ガラス板である素板31の両表面(表の面および裏の面)を保護する目的で使用される。特に、液晶ディスプレイ用のガラス基板(LCDガラス基板)では、ガラス基板の表面にカラーフィルター層やTFT回路を形成することになる。このため、ガラス基板となる素板31の表面を異物付着やキズから保護するために、保護部材としての合紙33が必要になっている。合紙33は、素板31よりも面積が大きく、素板31の積層の際に、素板31と素板31との間に挟まれる。これにより、隣接する素板31同士は互いに直接は接しなくなる。
【0026】
ここで、本実施形態に係るガラス板の梱包方法においては、合紙33として、古紙から回収した再生パルプを50重量%以上含む製紙原料から製造される紙を使用している。これは、再生パルプを使わない紙や再生パルプよりもフレッシュパルプを多く使う紙では、資源保護を十分に図れないためである。その上で、ここでは、合紙33の表面の粘着異物34(図3参照)の単位面積当たりの総面積の上限値を、後工程である洗浄工程S5の洗浄度合いや出荷先の顧客の要求の程度に応じて、3つのレベルA1,A2,A3で設定している。具体的には、合紙33の表面に現れている不透明または他の部分と色が異なる部分(ここでは、黒〜褐色の部分)を、JISP8208(1998)パルプ−きょう雑物測定方法に準じて、きょう雑物計測図表を用いて測定し、その合計面積を1m2当たりの面積に換算した値について、3つのレベルA1,A2,A3の上限値を決めている。これらの上限値は、それぞれ
レベルA1・・・0.6mm2/m2
レベルA2・・・1.0mm2/m2
レベルA3・・・1.2mm2/m2
と決めている。例えば、レベルA3が要求されるときには、合紙33として、古紙から回収した再生パルプを50重量%以上含む製紙原料から製造される紙であって、JISP8208(1998)パルプ−きょう雑物測定方法に準じてきょう雑物計測図表を用いて測定したきょう雑物(合紙33の表面に現れている黒〜褐色の部分)が、1.2mm2/m2以下である紙が選択使用される。顧客の要求が高い場合や洗浄工程S5の洗浄時間が短い場合などで、レベルA1が要求されるときには、合紙33として、古紙から回収した再生パルプを50重量%以上含む製紙原料から製造される紙であって、JISP8208(1998)パルプ−きょう雑物測定方法に準じてきょう雑物計測図表を用いて測定したきょう雑物が、0.6mm2/m2以下である紙が選択使用される。
【0027】
(3)積層状態で梱包された素板および合紙の粘着異物転移問題について
古紙から回収した再生パルプを含む製紙原料から製造されるリサイクル紙を合紙として使用する場合、ガラス基板となったものの表面に粘着異物が付着する問題が発生することが多い。図3において、合紙33の中に模式的に表されている粘着異物34は、新聞や雑誌などが原料として用いられる古紙の中に残留している主としてインク成分を由来とする樹脂塊であり、再生紙の製造工程にある「脱墨」と呼ばれる工程でも取り除けなかったものである。このような粘着異物34が再生紙である合紙33にある程度含まれることは仕方がないことであって、再生紙である合紙33を使う限り、梱包され積層状態となっている素板31同士の間に挟まれた合紙33から粘着異物34がガラス板である素板31に転移することは避けられない。
【0028】
そして、合紙33から素板31への粘着異物34の転移量が多くなると、洗浄工程S5においても完全には除去できずにガラス基板となって出荷されるものに粘着異物34が付着した状態が残ってしまう。こうなると、出荷先において、ガラス基板の表面にカラーフィルター層やTFT回路を形成する際に、TFT回路の断線、画像の乱れ、膜剥がれといった不具合が生じることになる。
【0029】
しかし、本願の発明者は、再生紙である合紙33に含まれる粘着異物34の量と、上述の不具合(粘着異物問題)の発生との関連について調査し、その結果、合紙33中に含まれる粘着異物34の量を所定の方法で管理することで、粘着異物問題を抑えることができることを見出した。そして、合紙33の粘着異物34である、測定されたきょう雑物(合紙33の表面に現れている黒〜褐色の部分)の面積を、上述のレベルA1,A2,A3という上限値以下に抑えるような管理を行うことによって、粘着異物問題を解消している。すなわち、再生紙である合紙33に含まれる粘着異物の表面積を、JISP8208(1998)パルプ−きょう雑物測定方法に準じてきょう雑物計測図表を用いて測定し、合紙33に含まれる粘着異物34の量を単位面積当たりの面積として数値化し管理している。
【0030】
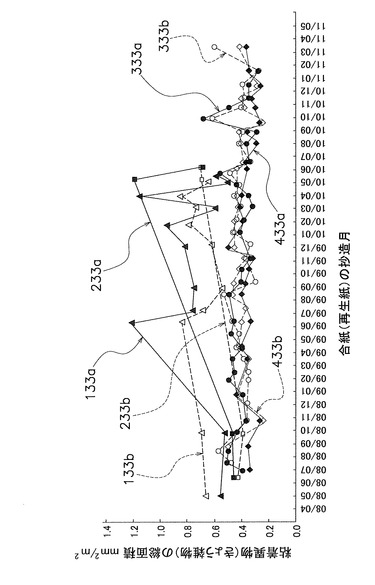
図4に、4つの別のメーカーから購入・使用している合紙の粘着異物の総面積を示すグラフを示す。図4では、第1のメーカーの合紙の表の面における粘着異物の総面積を、線133aで、第1のメーカーの合紙の裏の面における粘着異物の総面積を、線133bで、第2のメーカーの合紙の表の面における粘着異物の総面積を、線233aで、第2のメーカーの合紙の裏の面における粘着異物の総面積を、線233bで、第3のメーカーの合紙の表の面における粘着異物の総面積を、線333aで、第3のメーカーの合紙の裏の面における粘着異物の総面積を、線333bで、第4のメーカーの合紙の表の面における粘着異物の総面積を、線433aで、第4のメーカーの合紙の裏の面における粘着異物の総面積を、線433bで、それぞれ示している。線133a,133bで示される第1のメーカーの合紙および線233a,233bで示される第2のメーカーの合紙は、レベルA3の上限値以下という条件(1.2mm2/m2以下)を満たしており、線333a,333bで示される第3のメーカーの合紙は、レベルA2の上限値以下という条件(1.0mm2/m2以下)を満たしており、線433a,433bで示される第4のメーカーの合紙は、レベルA1の上限値以下という条件(0.6mm2/m2以下)を満たしている。
【0031】
(4)本実施形態に係るガラス板の梱包方法の特徴
ここでは、素板積み込み工程S3において、多数枚のガラス板である素板31を積層する梱包方法として、隣接する素板31と素板31との間に合紙33を挟むことを採用している。そして、合紙33として、レベルA3が要求される場合には、古紙から回収した再生パルプを50重量%以上含む製紙原料から製造される紙であって、JISP8208(1998)パルプ−きょう雑物測定方法に準じてきょう雑物計測図表を用いて測定したきょう雑物が、1.2mm2/m2以下である紙を用いる。レベルA2が要求される場合には、きょう雑物が1.0mm2/m2以下である合紙を、レベルA1が要求される場合には、きょう雑物が0.6mm2/m2以下である合紙を用いる。
【0032】
このように、きょう雑物の単位面積当たりの表面積が上限値(mm2/m2)以下の合紙33を素板31と素板31との間に挟み、合紙33に含まれる粘着異物34の量を単位面積当たりの表面積として管理し小さくすることによって、梱包中の合紙33の粘着異物34がガラス板である素板31に付着するという現象の発生を抑えている。従来は、古紙を使わないフレッシュパルプだけから作られた合紙を用いるといった解決策が提案されていたが、本願発明者は、合紙33に含まれる粘着異物34の量を単位面積当たりの表面積として管理することで粘着異物34の素板31への付着の問題を抑制することができることを見いだし、上述のようなガラス板の梱包方法を採用するに至っている。
<第2実施形態>
(1)素板積み込み工程の詳細
本実施形態におけるガラス基板の製造工程および素板積み込み工程は、主として、第1実施形態の工程と同じである。以下、第1実施形態で使用される部材と同じ部材には、第1実施形態で使用される参照符号と同じ参照符号を用いる。
【0033】
本実施形態においても、合紙33として、古紙から回収した再生パルプを50重量%以上含む製紙原料から製造される紙を使用している。その上で、ここでは、合紙33の表面の粘着異物34(図3参照)の単位面積当たりの総面積の上限値を、後工程である洗浄工程S5の洗浄度合いや出荷先の顧客の要求の程度に応じて、3つのレベルB1,B2,B3で設定している。
【0034】
本実施形態では、第1実施形態と比べて、粘着異物34の測定方法が異なる。具体的には、合紙33の表面に現れている不透明または他の部分と色が異なる部分(ここでは、黒〜褐色の部分)を、JISP8230(2005)古紙パルプ−反射光を用いた計測器による異物の評価方法を用いて測定し、その合計面積を1m2当たりの面積に換算した値について、3つのレベルB1,B2,B3の上限値を決めている。これらの上限値は、それぞれ
レベルB1・・・9.6mm2/m2
レベルB2・・・16.0mm2/m2
レベルB3・・・19.2mm2/m2
と決めている。
【0035】
そして、合紙33の粘着異物34である、測定された異物(合紙33の表面に現れている黒〜褐色の部分)の面積を、上述のレベルB1,B2,B3という上限値以下に抑えるような管理を行うことによって、粘着異物問題を解消している。すなわち、再生紙である合紙33に含まれる粘着異物の表面積を、JISP8230(2005)古紙パルプ−反射光を用いた計測器による異物の評価方法を用いて測定し、合紙33に含まれる粘着異物34の量を単位面積当たりの面積として数値化し管理している。
【0036】
(2)本実施形態に係るガラス板の梱包方法の特徴
ここでは、素板積み込み工程S3において、多数枚のガラス板である素板31を積層する梱包方法として、隣接する素板31と素板31との間に合紙33を挟むことを採用している。そして、合紙33として、レベルB3が要求される場合には、古紙から回収した再生パルプを50重量%以上含む製紙原料から製造される紙であって、JISP8230(2005)古紙パルプ−反射光を用いた計測器による異物の評価方法を用いて測定した異物が、19.2mm2/m2以下である紙を用いる。レベルB2が要求される場合には、異物が16.0mm2/m2以下である合紙を、レベルB1が要求される場合には、異物が9.6mm2/m2以下である合紙を用いる。
【0037】
このように、異物の単位面積当たりの表面積が上限値(mm2/m2)以下の合紙33を素板31と素板31との間に挟み、合紙33に含まれる粘着異物34の量を単位面積当たりの表面積として管理し小さくすることによって、梱包中の合紙33の粘着異物34がガラス板である素板31に付着するという現象の発生を抑えている。従来は、古紙を使わないフレッシュパルプだけから作られた合紙を用いるといった解決策が提案されていたが、本願発明者は、合紙33に含まれる粘着異物34の量を単位面積当たりの表面積として管理することで粘着異物34の素板31への付着の問題を抑制することができることを見いだし、上述のようなガラス板の梱包方法を採用するに至っている。
【符号の説明】
【0038】
20 パレット
30 ガラス板梱包体
31 素板
33 合紙
34 粘着異物
【先行技術文献】
【特許文献】
【0039】
【特許文献1】特開2008−143542号公報
【技術分野】
【0001】
本発明は、ガラス板の梱包方法に関する。
【背景技術】
【0002】
フラットパネルディスプレイ(FPD)用のガラス板を梱包しつつ保管・搬送する際に、合紙と呼ばれる紙をガラス板の保護の目的で使用することが行われている。例えば、特許文献1(特開2008−143542号公報)には、パレット上にガラス板を積層状態で配列させたガラス板梱包体が開示されており、ガラス板とガラス板との間に合紙を1枚ずつ介在させている。
【発明の概要】
【発明が解決しようとする課題】
【0003】
上述の特許文献1(特開2008−143542号公報)においては、コスト低減の目的で合紙を製造する段階で古紙を混入すると、合紙に分散して存在することになる粘着異物がガラスに転写されてしまって欠陥になることを知見したとして、ガラス板梱包方法の発明を為している。その発明は、粘着異物の含有密度が0.07個/m2以下という条件を満たす合紙をガラス板同士の間に介在させるという発明であり、古紙を混入するとその条件を満たさないことから、古紙を使わないフレッシュパルプだけから作られた合紙を用いるという発明だと言える。このように、粘着異物が比較的多く存在してしまう古紙を原料に使った合紙を使わず、フレッシュパルプを使った非再生紙を合紙として用いることで、特許文献1では、再洗浄が必要となるような不具合の発生確率が極めて低くなると述べている。
【0004】
しかし、梱包のあとに所定の洗浄工程が設けられているような場合、コストが高い非再生紙を使うことが必ずしもベストな選択であるとは言えない。また、資源保護の観点からも、再生紙の使用が促進されるべきである。
【0005】
一方、合紙に含まれる粘着性の異物が梱包中のガラス板に付着し、ガラス板に回路やカラーフィルター層を形成するときに問題(断線や膜剥がれ)が生じるといった不具合は抑制する必要がある。
【0006】
本発明の課題は、合紙として再生紙を使った場合にも上述の不具合の発生確率が低くなるガラス板の梱包方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明に係るガラス板の梱包方法は、複数枚のガラス板を積層する梱包方法であって、複数枚のガラス板を積層する際に、隣接するガラス板同士の間に所定の合紙を挟むことを特徴とする。所定の合紙は、古紙から回収した再生パルプを50重量%以上含む製紙原料から製造される紙であって、JISP8208(1998)パルプ−きょう雑物測定方法に準じてきょう雑物計測図表を用いて測定したきょう雑物が、1.2mm2/m2以下の紙である。
【0008】
このように、きょう雑物が1.2mm2/m2以下の合紙をガラス板とガラス板との間に挟み、合紙に含まれる粘着異物の量を単位面積当たりの表面積として管理し小さくすることによって、梱包中の合紙の粘着異物がガラス板に付着するという現象が発生し難くなる。従来は、古紙を使わないフレッシュパルプだけから作られた合紙を用いるといった解決策が提案されていたが、本願発明者は、合紙に含まれる粘着異物の量を単位面積当たりの表面積として管理することで粘着異物のガラス板への付着の問題を抑制することができることを見いだした。
【0009】
なお、粘着異物のガラス板への付着の問題の発生をより抑制するためには、きょう雑物が1.0mm2/m2以下である合紙を用意することが有効であり、更にはきょう雑物が0.6mm2/m2以下である合紙を用意することが有効である。これらの場合には、合紙の粘着異物がガラス板に付着する現象が殆ど起こらなくなり、また若干ガラス板に粘着異物が付着したとしても、後段の洗浄処理によってガラス板から粘着異物が取り除かれるようになる。
【0010】
本発明に係るガラス板の梱包方法は、複数枚のガラス板を積層する梱包方法であって、複数枚のガラス板を積層する際に、隣接するガラス板同士の間に所定の合紙を挟むことを特徴とする。所定の合紙は、古紙から回収した再生パルプを50重量%以上含む製紙原料から製造される紙であって、JISP8230(2005)古紙パルプ−反射光を用いた計測器による異物の評価方法を用いて測定した異物が、19.2mm2/m2以下の紙である。
【0011】
このように、異物が19.2mm2/m2以下の合紙をガラス板とガラス板との間に挟み、合紙に含まれる粘着異物の量を単位面積当たりの表面積として管理し小さくすることによって、梱包中の合紙の粘着異物がガラス板に付着するという現象が発生し難くなる。従来は、古紙を使わないフレッシュパルプだけから作られた合紙を用いるといった解決策が提案されていたが、本願発明者は、合紙に含まれる粘着異物の量を単位面積当たりの表面積として管理することで粘着異物のガラス板への付着の問題を抑制することができることを見いだした。
【0012】
なお、粘着異物のガラス板への付着の問題の発生をより抑制するためには、異物が16.0mm2/m2以下である合紙を用意することが有効であり、更には異物が9.6mm2/m2以下である合紙を用意することが有効である。これらの場合には、合紙の粘着異物がガラス板に付着する現象が殆ど起こらなくなり、また若干ガラス板に粘着異物が付着したとしても、後段の洗浄処理によってガラス板から粘着異物が取り除かれるようになる。
【発明の効果】
【0013】
本発明に係るガラス板の梱包方法では、合紙に含まれる粘着性の異物(粘着異物)が梱包中のガラス板に付着することが抑制され、合紙として再生紙を使っても、ガラス板をフラットパネルディスプレイにする際の不具合の発生確率が小さくなる。
【図面の簡単な説明】
【0014】
【図1】本実施形態に係るガラス板の梱包方法を用いた素板積み込み工程を含む、ガラス板の各製造工程を示すフロー図。
【図2】多数のガラス板が梱包された状態を模式的に示す斜視図。
【図3】ガラス板同士の間に、粘着異物を含む合紙が挟まっていることを示す断面図。
【図4】各抄造月における各合紙の粘着異物の総面積を示すグラフ。
【発明を実施するための形態】
【0015】
<第1実施形態>
(1)ガラス基板製造方法の概要
本実施形態に係るガラス板の梱包方法を用いたガラス基板製造方法の概要を、図1を参照しながら説明する。この製造方法は、液晶等のフラットパネルディスプレイ(FPD)に用いられるガラス基板を製造するための方法である。
【0016】
図1は、ガラス原料を溶融する段階からガラス基板が顧客に出荷される状態になるまでの工程の概略を示している。
【0017】
まず、溶解・成形工程S1では、原料となるケイ砂などの種々の粉体が、秤量・混合されて溶融炉に投入される。この粉体が、高温の溶融炉の中で熔かされてガラス溶融液になる。その後、泡抜き・攪拌などによって均質化されたガラス溶融液が板状に成形される。この板状への成形の仕方であるが、ここでは、オーバーフローダウンドロー法を用いてガラス溶融液を板状に成形している。
【0018】
次に、採板工程S2では、板状に成形され所定の温度に下がったガラスを、規定寸法に切断する。矩形状に切断されたガラス板は、素板と呼ばれ、梱包場所まで移送される。
【0019】
素板積み込み工程S3では、多数の素板がパレット20(図2参照)に梱包される。多数の素板は、積層状態でパレット20に積み込まれることになるが、詳細については後述する。
【0020】
切断・面取り工程S4では、フラットパネルディスプレイが用いられる液晶表示装置の製造に適した大きさになるように、素板がさらに切断され、切断されたガラス基板の切断面が研削・研磨される。
【0021】
洗浄工程S5では、洗浄によって、ガラス基板の表面の微細な異物や汚れが取り除かれる。洗浄は、洗剤、ブラシ等を用いたガラス基板の洗浄と、純水等を用いたガラス基板の洗浄とに分かれる。洗浄後、ガラス基板は乾燥される。
【0022】
検査工程S6では、泡や傷などの微細な欠陥の有無の検査が行われ、液晶表示装置に使用できないガラス基板が不良品として取り除かれる。
【0023】
その後、良品と判定されたガラス基板は、製品積み込み工程S7での梱包を経て、液晶等のフラットパネルディスプレイを製造する顧客に出荷される(出荷工程S8)。
【0024】
(2)素板積み込み工程の詳細
図1に示す素板積み込み工程S3においては、成形後に切断されたガラス板である素板が、順次パレット20に積み込まれていく。パレット20は、図2に示すように、主として、基台部21と、背面部22と、傾斜台座部23と、傾斜背もたれ部24とから構成されている。図2に示すように、水平面に対して少し傾斜している傾斜台座部23に素板31(図3参照)の下端が載り、傾斜台座部23の上面と直交し鉛直面に対して少し傾斜している傾斜背もたれ部24に、積層されていく素板31群の背面部分がもたれ掛かる。この図2に示す状態に梱包されパレット20に収容されたガラス板梱包体30(素板31群および素板31同士の間に挟まれる合紙33)は、次の切断・面取り工程S4を行う場所に搬送されたり、その前に一時的に保管されたりする。
【0025】
パレット20への素板31の積み込みにおいては、図3に示すように、合紙33が保護部材として用いられる。この合紙33は、フラットパネルディスプレイ(FPD)の素板31を搬送・保管する際に、ガラス板である素板31の両表面(表の面および裏の面)を保護する目的で使用される。特に、液晶ディスプレイ用のガラス基板(LCDガラス基板)では、ガラス基板の表面にカラーフィルター層やTFT回路を形成することになる。このため、ガラス基板となる素板31の表面を異物付着やキズから保護するために、保護部材としての合紙33が必要になっている。合紙33は、素板31よりも面積が大きく、素板31の積層の際に、素板31と素板31との間に挟まれる。これにより、隣接する素板31同士は互いに直接は接しなくなる。
【0026】
ここで、本実施形態に係るガラス板の梱包方法においては、合紙33として、古紙から回収した再生パルプを50重量%以上含む製紙原料から製造される紙を使用している。これは、再生パルプを使わない紙や再生パルプよりもフレッシュパルプを多く使う紙では、資源保護を十分に図れないためである。その上で、ここでは、合紙33の表面の粘着異物34(図3参照)の単位面積当たりの総面積の上限値を、後工程である洗浄工程S5の洗浄度合いや出荷先の顧客の要求の程度に応じて、3つのレベルA1,A2,A3で設定している。具体的には、合紙33の表面に現れている不透明または他の部分と色が異なる部分(ここでは、黒〜褐色の部分)を、JISP8208(1998)パルプ−きょう雑物測定方法に準じて、きょう雑物計測図表を用いて測定し、その合計面積を1m2当たりの面積に換算した値について、3つのレベルA1,A2,A3の上限値を決めている。これらの上限値は、それぞれ
レベルA1・・・0.6mm2/m2
レベルA2・・・1.0mm2/m2
レベルA3・・・1.2mm2/m2
と決めている。例えば、レベルA3が要求されるときには、合紙33として、古紙から回収した再生パルプを50重量%以上含む製紙原料から製造される紙であって、JISP8208(1998)パルプ−きょう雑物測定方法に準じてきょう雑物計測図表を用いて測定したきょう雑物(合紙33の表面に現れている黒〜褐色の部分)が、1.2mm2/m2以下である紙が選択使用される。顧客の要求が高い場合や洗浄工程S5の洗浄時間が短い場合などで、レベルA1が要求されるときには、合紙33として、古紙から回収した再生パルプを50重量%以上含む製紙原料から製造される紙であって、JISP8208(1998)パルプ−きょう雑物測定方法に準じてきょう雑物計測図表を用いて測定したきょう雑物が、0.6mm2/m2以下である紙が選択使用される。
【0027】
(3)積層状態で梱包された素板および合紙の粘着異物転移問題について
古紙から回収した再生パルプを含む製紙原料から製造されるリサイクル紙を合紙として使用する場合、ガラス基板となったものの表面に粘着異物が付着する問題が発生することが多い。図3において、合紙33の中に模式的に表されている粘着異物34は、新聞や雑誌などが原料として用いられる古紙の中に残留している主としてインク成分を由来とする樹脂塊であり、再生紙の製造工程にある「脱墨」と呼ばれる工程でも取り除けなかったものである。このような粘着異物34が再生紙である合紙33にある程度含まれることは仕方がないことであって、再生紙である合紙33を使う限り、梱包され積層状態となっている素板31同士の間に挟まれた合紙33から粘着異物34がガラス板である素板31に転移することは避けられない。
【0028】
そして、合紙33から素板31への粘着異物34の転移量が多くなると、洗浄工程S5においても完全には除去できずにガラス基板となって出荷されるものに粘着異物34が付着した状態が残ってしまう。こうなると、出荷先において、ガラス基板の表面にカラーフィルター層やTFT回路を形成する際に、TFT回路の断線、画像の乱れ、膜剥がれといった不具合が生じることになる。
【0029】
しかし、本願の発明者は、再生紙である合紙33に含まれる粘着異物34の量と、上述の不具合(粘着異物問題)の発生との関連について調査し、その結果、合紙33中に含まれる粘着異物34の量を所定の方法で管理することで、粘着異物問題を抑えることができることを見出した。そして、合紙33の粘着異物34である、測定されたきょう雑物(合紙33の表面に現れている黒〜褐色の部分)の面積を、上述のレベルA1,A2,A3という上限値以下に抑えるような管理を行うことによって、粘着異物問題を解消している。すなわち、再生紙である合紙33に含まれる粘着異物の表面積を、JISP8208(1998)パルプ−きょう雑物測定方法に準じてきょう雑物計測図表を用いて測定し、合紙33に含まれる粘着異物34の量を単位面積当たりの面積として数値化し管理している。
【0030】
図4に、4つの別のメーカーから購入・使用している合紙の粘着異物の総面積を示すグラフを示す。図4では、第1のメーカーの合紙の表の面における粘着異物の総面積を、線133aで、第1のメーカーの合紙の裏の面における粘着異物の総面積を、線133bで、第2のメーカーの合紙の表の面における粘着異物の総面積を、線233aで、第2のメーカーの合紙の裏の面における粘着異物の総面積を、線233bで、第3のメーカーの合紙の表の面における粘着異物の総面積を、線333aで、第3のメーカーの合紙の裏の面における粘着異物の総面積を、線333bで、第4のメーカーの合紙の表の面における粘着異物の総面積を、線433aで、第4のメーカーの合紙の裏の面における粘着異物の総面積を、線433bで、それぞれ示している。線133a,133bで示される第1のメーカーの合紙および線233a,233bで示される第2のメーカーの合紙は、レベルA3の上限値以下という条件(1.2mm2/m2以下)を満たしており、線333a,333bで示される第3のメーカーの合紙は、レベルA2の上限値以下という条件(1.0mm2/m2以下)を満たしており、線433a,433bで示される第4のメーカーの合紙は、レベルA1の上限値以下という条件(0.6mm2/m2以下)を満たしている。
【0031】
(4)本実施形態に係るガラス板の梱包方法の特徴
ここでは、素板積み込み工程S3において、多数枚のガラス板である素板31を積層する梱包方法として、隣接する素板31と素板31との間に合紙33を挟むことを採用している。そして、合紙33として、レベルA3が要求される場合には、古紙から回収した再生パルプを50重量%以上含む製紙原料から製造される紙であって、JISP8208(1998)パルプ−きょう雑物測定方法に準じてきょう雑物計測図表を用いて測定したきょう雑物が、1.2mm2/m2以下である紙を用いる。レベルA2が要求される場合には、きょう雑物が1.0mm2/m2以下である合紙を、レベルA1が要求される場合には、きょう雑物が0.6mm2/m2以下である合紙を用いる。
【0032】
このように、きょう雑物の単位面積当たりの表面積が上限値(mm2/m2)以下の合紙33を素板31と素板31との間に挟み、合紙33に含まれる粘着異物34の量を単位面積当たりの表面積として管理し小さくすることによって、梱包中の合紙33の粘着異物34がガラス板である素板31に付着するという現象の発生を抑えている。従来は、古紙を使わないフレッシュパルプだけから作られた合紙を用いるといった解決策が提案されていたが、本願発明者は、合紙33に含まれる粘着異物34の量を単位面積当たりの表面積として管理することで粘着異物34の素板31への付着の問題を抑制することができることを見いだし、上述のようなガラス板の梱包方法を採用するに至っている。
<第2実施形態>
(1)素板積み込み工程の詳細
本実施形態におけるガラス基板の製造工程および素板積み込み工程は、主として、第1実施形態の工程と同じである。以下、第1実施形態で使用される部材と同じ部材には、第1実施形態で使用される参照符号と同じ参照符号を用いる。
【0033】
本実施形態においても、合紙33として、古紙から回収した再生パルプを50重量%以上含む製紙原料から製造される紙を使用している。その上で、ここでは、合紙33の表面の粘着異物34(図3参照)の単位面積当たりの総面積の上限値を、後工程である洗浄工程S5の洗浄度合いや出荷先の顧客の要求の程度に応じて、3つのレベルB1,B2,B3で設定している。
【0034】
本実施形態では、第1実施形態と比べて、粘着異物34の測定方法が異なる。具体的には、合紙33の表面に現れている不透明または他の部分と色が異なる部分(ここでは、黒〜褐色の部分)を、JISP8230(2005)古紙パルプ−反射光を用いた計測器による異物の評価方法を用いて測定し、その合計面積を1m2当たりの面積に換算した値について、3つのレベルB1,B2,B3の上限値を決めている。これらの上限値は、それぞれ
レベルB1・・・9.6mm2/m2
レベルB2・・・16.0mm2/m2
レベルB3・・・19.2mm2/m2
と決めている。
【0035】
そして、合紙33の粘着異物34である、測定された異物(合紙33の表面に現れている黒〜褐色の部分)の面積を、上述のレベルB1,B2,B3という上限値以下に抑えるような管理を行うことによって、粘着異物問題を解消している。すなわち、再生紙である合紙33に含まれる粘着異物の表面積を、JISP8230(2005)古紙パルプ−反射光を用いた計測器による異物の評価方法を用いて測定し、合紙33に含まれる粘着異物34の量を単位面積当たりの面積として数値化し管理している。
【0036】
(2)本実施形態に係るガラス板の梱包方法の特徴
ここでは、素板積み込み工程S3において、多数枚のガラス板である素板31を積層する梱包方法として、隣接する素板31と素板31との間に合紙33を挟むことを採用している。そして、合紙33として、レベルB3が要求される場合には、古紙から回収した再生パルプを50重量%以上含む製紙原料から製造される紙であって、JISP8230(2005)古紙パルプ−反射光を用いた計測器による異物の評価方法を用いて測定した異物が、19.2mm2/m2以下である紙を用いる。レベルB2が要求される場合には、異物が16.0mm2/m2以下である合紙を、レベルB1が要求される場合には、異物が9.6mm2/m2以下である合紙を用いる。
【0037】
このように、異物の単位面積当たりの表面積が上限値(mm2/m2)以下の合紙33を素板31と素板31との間に挟み、合紙33に含まれる粘着異物34の量を単位面積当たりの表面積として管理し小さくすることによって、梱包中の合紙33の粘着異物34がガラス板である素板31に付着するという現象の発生を抑えている。従来は、古紙を使わないフレッシュパルプだけから作られた合紙を用いるといった解決策が提案されていたが、本願発明者は、合紙33に含まれる粘着異物34の量を単位面積当たりの表面積として管理することで粘着異物34の素板31への付着の問題を抑制することができることを見いだし、上述のようなガラス板の梱包方法を採用するに至っている。
【符号の説明】
【0038】
20 パレット
30 ガラス板梱包体
31 素板
33 合紙
34 粘着異物
【先行技術文献】
【特許文献】
【0039】
【特許文献1】特開2008−143542号公報
【特許請求の範囲】
【請求項1】
古紙から回収した再生パルプを50重量%以上含む製紙原料から製造されJISP8208(1998)パルプ−きょう雑物測定方法に準じてきょう雑物計測図表を用いて測定したきょう雑物が1.2mm2/m2以下である合紙を、複数枚のガラス板を積層する際に、隣接するガラス板とガラス板との間に挟むことを特徴とする、ガラス板の梱包方法。
【請求項2】
きょう雑物計測図表を用いて測定したきょう雑物が1.0mm2/m2以下である合紙を、隣接するガラス板とガラス板との間に挟む、
請求項1に記載のガラス板の梱包方法。
【請求項3】
きょう雑物計測図表を用いて測定したきょう雑物が0.6mm2/m2以下である合紙を、隣接するガラス板同士の間に挟む、
請求項1に記載のガラス板の梱包方法。
【請求項4】
古紙から回収した再生パルプを50重量%以上含む製紙原料から製造されJISP8230(2005)古紙パルプ−反射光を用いた計測器による異物の評価方法を用いて測定した異物が19.2mm2/m2以下である合紙を、複数枚のガラス板を積層する際に、隣接するガラス板とガラス板との間に挟むことを特徴とする、ガラス板の梱包方法。
【請求項5】
異物が16.0mm2/m2以下である合紙を、隣接するガラス板とガラス板との間に挟む、
請求項4に記載のガラス板の梱包方法。
【請求項6】
異物が9.6mm2/m2以下である合紙を、隣接するガラス板とガラス板との間に挟む、
請求項4に記載のガラス板の梱包方法。
【請求項1】
古紙から回収した再生パルプを50重量%以上含む製紙原料から製造されJISP8208(1998)パルプ−きょう雑物測定方法に準じてきょう雑物計測図表を用いて測定したきょう雑物が1.2mm2/m2以下である合紙を、複数枚のガラス板を積層する際に、隣接するガラス板とガラス板との間に挟むことを特徴とする、ガラス板の梱包方法。
【請求項2】
きょう雑物計測図表を用いて測定したきょう雑物が1.0mm2/m2以下である合紙を、隣接するガラス板とガラス板との間に挟む、
請求項1に記載のガラス板の梱包方法。
【請求項3】
きょう雑物計測図表を用いて測定したきょう雑物が0.6mm2/m2以下である合紙を、隣接するガラス板同士の間に挟む、
請求項1に記載のガラス板の梱包方法。
【請求項4】
古紙から回収した再生パルプを50重量%以上含む製紙原料から製造されJISP8230(2005)古紙パルプ−反射光を用いた計測器による異物の評価方法を用いて測定した異物が19.2mm2/m2以下である合紙を、複数枚のガラス板を積層する際に、隣接するガラス板とガラス板との間に挟むことを特徴とする、ガラス板の梱包方法。
【請求項5】
異物が16.0mm2/m2以下である合紙を、隣接するガラス板とガラス板との間に挟む、
請求項4に記載のガラス板の梱包方法。
【請求項6】
異物が9.6mm2/m2以下である合紙を、隣接するガラス板とガラス板との間に挟む、
請求項4に記載のガラス板の梱包方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−32183(P2013−32183A)
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願番号】特願2012−140919(P2012−140919)
【出願日】平成24年6月22日(2012.6.22)
【出願人】(598055910)AvanStrate株式会社 (81)
【Fターム(参考)】
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願日】平成24年6月22日(2012.6.22)
【出願人】(598055910)AvanStrate株式会社 (81)
【Fターム(参考)】
[ Back to top ]