
ガラス板の製造方法およびディスプレイ装置用化学強化ガラス

【課題】本発明は、誘電加熱により化学強化ガラスを切断する速度を上昇させて、ガラス板の生産効率を向上することを課題とする。
【解決手段】本発明は、下記工程(1)および(2)を含むガラス板の製造方法に関する。
(1)Al2O3を3モル%以上含有し、Li2OおよびNa2Oの少なくとも一方を含有し、アルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比Li2O/R2OまたはNa2O/R2Oが、0.9以上であるアルミノシリケートガラスを化学強化して化学強化ガラス板を得る工程
(2)工程(1)で得られた化学強化ガラス板の所定領域に交番電界を印加することによって、該所定領域を徐冷点以下の温度で誘電加熱し、化学強化ガラス板の表面上の切断予定線に沿って交番電界を印加する領域を移動させることで、該化学強化ガラス板を切断する工程
【解決手段】本発明は、下記工程(1)および(2)を含むガラス板の製造方法に関する。
(1)Al2O3を3モル%以上含有し、Li2OおよびNa2Oの少なくとも一方を含有し、アルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比Li2O/R2OまたはNa2O/R2Oが、0.9以上であるアルミノシリケートガラスを化学強化して化学強化ガラス板を得る工程
(2)工程(1)で得られた化学強化ガラス板の所定領域に交番電界を印加することによって、該所定領域を徐冷点以下の温度で誘電加熱し、化学強化ガラス板の表面上の切断予定線に沿って交番電界を印加する領域を移動させることで、該化学強化ガラス板を切断する工程
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガラス板の製造方法およびディスプレイ装置用化学強化ガラスに関する。
【背景技術】
【0002】
近年、携帯電話またはPDAなどの携帯機器において、ディスプレイ(タッチパネルを含む)の保護または美観などを高めるため、カバーガラス(保護ガラス)を用いることが多くなっている。また、ディスプレイの基板として、ガラス基板が広く用いられている。
【0003】
一方、携帯機器の薄型化および軽量化が進行しており、携帯機器に用いられるガラス板の薄板化が進行している。ガラス板が薄くなると強度が低くなるので、ガラス板の強度不足を補うため、ガラス板を化学強化する技術が開発されている。
【0004】
化学強化は、ガラスの表面および裏面などをイオン交換して、圧縮応力が残留する表面層および裏面層などを形成する方法である。その反作用として、表面層と裏面層との間には、引張応力が残留する中間層が形成される。
【0005】
化学強化ガラス板を大量生産する場合、製品サイズのガラス板を1枚ずつ化学強化するよりも、製品サイズよりも大型のガラス板を化学強化した後、切断して多面取りすることが効率的である。
【0006】
そこで、化学強化ガラス板を切断する方法として、化学強化ガラス板の表面上の所定領域にレーザ光を照射し、表面上の切断予定線に沿ってレーザ光を照射する領域を移動させることで、熱応力でクラックを形成し、該クラックを切断予定線に沿って伸展させてガラスを切断する方法が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2008−247732号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、上記の特許文献1では、レーザ光の光源として炭酸ガスレーザが用いられているので、レーザ光の大部分が化学強化ガラス板の表面近傍で熱として吸収され、表面上の所定領域(レーザ光照射領域)の直下に、残留引張応力よりも大きい引張応力が生じる。その結果、切断時に形成されるクラックが、所定領域を越えて意図しない方向に急激に伸展しやすい。
【0009】
そのため、従来、切断面である側端面とガラス板の表面との境界線部分に直線性が求められる場合に、該直線性が十分でなく、他部材への組み付け時に様々な不具合が生じる。例えば、枠体(例えば、携帯機器の筐体)の開口部への嵌め込み時に、ガラス板が局所的に変形し、明瞭な透視歪みまたは反射歪みが生じる。
【0010】
ガラス板の変形を防ぎ、明瞭な透視歪みまたは反射歪みを防ぐ方法として、化学強化ガラス板の表面上の所定領域に交番電界を印加することによって、該所定領域を徐冷点以下の温度で誘電加熱し、該化学強化ガラス板の表面上の切断予定線に沿って交番電界を印加する領域を移動させることで、該化学強化ガラス板を切断することにより、他部材への組み付け時の品質に優れたガラス板を得ることができる。
【0011】
化学強化ガラスは、化学強化処理により圧縮応力が残留する表面層および裏面層が形成される反作用として、該表面層と該裏面層との間に引張応力(以下、残留引張応力ともいう)が残留する中間層が形成される。化学強化ガラスに形成されたクラックは、中間層の残留引張応力のみで自然に伸展(自走)する。
【0012】
クラックが伸展する方向は、方向性を定めなければ通常放射状であり、意図しない方向にガラスが切断されるため、クラックの伸展にブレーキをかけて方向性を定めてガラスを切断していく必要がある。
【0013】
化学強化ガラス表面上の一定面積の特定領域(以下、所定領域)に交番電界を印加することにより、所定領域を誘電加熱すると、該所定領域におけるガラス表面および裏面並びにガラス内部の温度が周辺の温度に比べて高くなり、残留引張応力よりも小さい引張応力、または圧縮応力が所定領域に生じる。このことにより、残留引張応力が所定領域の外部の領域に拡散するのを防ぎ、クラックの伸展にブレーキをかけることができる。
【0014】
したがって、化学強化ガラス表面上の切断予定線に沿って、交番電界を印加する領域を移動させて、切断予定線に沿ってクラックを伸展(自走)させることにより、ガラス板の変形、明瞭な透視歪みまたは反射歪みを生じさせることなく、化学強化ガラスを切断することができる。
【0015】
しかしながら、誘電加熱により化学強化ガラスにおける所定領域の温度を上昇させるには一定の時間を要するため、化学強化ガラスを切断する速度の律速要因となっている。したがって、化学強化ガラスを誘電加熱により切断する速度を上昇させて、ガラス板の生産効率を向上するために、さらなる改良が望まれる。
【0016】
したがって、本発明は、誘電加熱により化学強化ガラスを切断する速度を上昇させて、ガラス板の生産効率を向上することを課題とする。
【課題を解決するための手段】
【0017】
本発明者らは、上記課題を検討し、化学強化ガラスを誘電加熱により切断する速度を上昇させてガラス板の生産効率を高めるためには、化学強化用ガラスの組成を改善することが有効であることを見出し、本発明を完成させた。
【0018】
すなわち、本発明は以下のとおりである。
1.下記工程(1)および(2)を含むガラス板の製造方法
(1)Al2O3を3モル%以上含有し、Li2OおよびNa2Oの少なくとも一方を含有し、アルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比Li2O/R2OまたはNa2O/R2Oが、0.9以上であるアルミノシリケートガラスを化学強化して化学強化ガラス板を得る工程
(2)工程(1)で得られた化学強化ガラス板の所定領域に交番電界を印加することによって、該所定領域を徐冷点以下の温度で誘電加熱し、化学強化ガラス板の表面上の切断予定線に沿って交番電界を印加する領域を移動させることで、該化学強化ガラス板を切断する工程
【0019】
2.前記交番電界を印加する領域の移動速度が45mm/秒以上である前項1に記載の製造方法。
3.前記切断面である側端面とガラス板の表面との境界線部分を含み、
該境界線部分は、該境界線部分上の点と、該境界線部分の両端を結ぶ仮想直線との間の最大距離をd(mm)とし、前記仮想直線の長さをL(mm)とすると、d/L≦2.0×10−3の式を満たすことを特徴とする前項1または2に記載の製造方法。
4.前記アルミノシリケートガラスが、下記酸化物基準のモル百分率表示で、SiO2を50〜85%、Al2O3を5〜16%、B2O3を0〜12%、Na2Oを5〜18%、K2Oを0〜2%、MgOを4〜15%、CaOを0〜10%およびZrO2を0〜5%含有する前項1〜3のいずれか1に記載の製造方法。
【0020】
5.Al2O3を3モル%以上含有し、Li2OおよびNa2Oの少なくとも一方を含有し、アルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比Li2O/R2OまたはNa2O/R2Oが、0.9以上であるアルミノシリケートガラスを化学強化して得られる中間層の平均残留引っ張り応力が30MPa以上である化学強化ガラス板を得る工程、および
該化学強化ガラス板を誘電加熱して切断する工程
を含む製造方法により得られるディスプレイ装置用化学強化ガラスであって、
圧縮応力が残留する表面層および裏面層と、該表面層と該裏面層との間に形成され、引張応力が残留する中間層とを有し、切断面である側端面に、圧縮応力が残留する領域と、引張応力が残留する領域とを有し、
前記切断面である側端面とガラス板の表面との境界線部分を含み、
該境界線部分は、該境界線部分上の点と、該境界線部分の両端を結ぶ仮想直線との間の最大距離をd(mm)とし、前記仮想直線の長さをL(mm)とすると、
d/L≦2.0×10−3の式を満たすディスプレイ装置用化学強化ガラス。
【0021】
6.1MHzにおける200℃での比誘電率が10以上である前項5に記載のディスプレイ装置用化学強化ガラス。
7.1MHzにおける200℃での誘電正接が0.1以上である前項5または6に記載のディスプレイ装置用化学強化ガラス。
8.前記アルミノシリケートガラスがフロート法、ダウンドロー法、フュージョン法およびロールアウト法のいずれか1によって製造されたものである前項5〜7のいずれか1に記載のディスプレイ装置用化学強化ガラス。
9.前記アルミノシリケートガラスが、下記酸化物基準のモル百分率表示で、SiO2を50〜85%、Al2O3を5〜16%、B2O3を0〜12%、Na2Oを5〜18%、K2Oを0〜2%、MgOを4〜15%、CaOを0〜10%およびZrO2を0〜5%含有する前項5〜8のいずれか1に記載のディスプレイ装置用化学強化ガラス。
【発明の効果】
【0022】
本発明の製造方法によれば、化学強化ガラス板を誘電加熱して切断する速度を上昇させ、他部材への組み付け時の品質に優れる化学強化されたガラス板を高い生産効率で製造することができる。
【図面の簡単な説明】
【0023】
【図1】誘電加熱前の化学強化ガラス板の断面における応力分布の説明図である。
【図2】ガラス板10の残留応力の厚さ方向分布を示す模式図である。
【図3】本発明のガラス板の製造方法における工程(2)の説明図(1)である。
【図4】図3のA−A線に沿った断面図である。
【図5】図3のB−B線に沿った断面図である。
【図6】本発明のガラス板の製造方法における工程(2)説明図(2)である。
【図7】本発明の製造方法により得られるガラス板の斜視図である。
【図8】ガラス板10の要部の側面図である。
【発明を実施するための形態】
【0024】
以下、本発明を実施するための形態について図面を参照して説明するが、本発明は、後述の実施形態に制限されない。本発明は、本発明の範囲を逸脱することなく、後述の実施形態に種々の変形および置換を加えることができる。
【0025】
本発明のガラス板の製造方法は、下記工程(1)および(2)を含む。
(1)Al2O3を3モル%以上含有し、Li2OおよびNa2Oの少なくとも一方を含有し、アルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比Li2O/R2OまたはNa2O/R2Oが、0.9以上であるアルミノシリケートガラスを化学強化して化学強化ガラス板を得る工程
(2)工程(1)で得られた化学強化ガラス板の所定領域に交番電界を印加することによって、該所定領域を徐冷点以下の温度で誘電加熱し、化学強化ガラス板の表面上の切断予定線に沿って交番電界を印加する領域を移動させることで、該化学強化ガラス板を切断する工程
以下、工程毎に詳述する。
【0026】
(1)化学強化ガラス板を得る工程
工程(1)は、化学強化用ガラスを化学強化して化学強化ガラス板を得る工程である。
【0027】
(化学強化用ガラス)
本発明の製造方法に用いる化学強化用ガラスはアルミノシリケートガラスであり、Al2O3を3モル%以上含有し、4モル%以上含有することが好ましく、5モル%以上含有することがより好ましい。
【0028】
化学強化用ガラスにAl2O3を3モル%以上含有することにより、後の工程において化学強化ガラスを誘電加熱することにより熱応力を発生することができるとともに、化学強化処理におけるイオン交換速度を向上することができる。
【0029】
化学強化用ガラスはLi2OおよびNa2Oの少なくとも一方を含有する。アルミノシリケートガラスはその他のアルカリ金属を含有してもよい。その他のアルカリ金属としては、例えば、カリウム、ルビジウム、セシウムおよびフランシウムが挙げられる。
【0030】
化学強化用ガラスは、アルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比Li2O/R2OまたはNa2O/R2Oが、0.9以上であり、0.95以上であることが好ましく、0.98以上であることがより好ましい。
【0031】
アルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比Li2O/R2OまたはNa2O/R2Oを0.9以上とすることにより、化学強化ガラス板の誘電加熱量を増加させることができる。その理由は、以下である。
【0032】
本発明の製造方法においては、後述する工程(2)において交番電解を印加することにより誘電加熱し、化学強化ガラス板を切断する。化学強化ガラス板の所定領域における単位体積当たりの誘電加熱量Pは、下式(I)で表される。
P=ε0×εr×tanδ×2π×f×(V/t)2…式(I)
【0033】
前記式(I)中、ε0は真空の誘電率、εrは比誘電率、δは誘電損失角、tanδは誘電正接、fは電極に印加される交流電流の周波数、Vは化学強化ガラス板に印加される交流電圧、tは化学強化ガラス板の厚さを示す。
【0034】
化学強化用ガラスにおけるアルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比を、0.9以上とすることにより、好ましくはより1に近づけるほど、すなわち、化学強化に供するガラスの組成を好ましくは単一アルカリ金属を含む組成にすることにより、前記式(I)中の化学強化ガラス板の比誘電率εrおよび誘電正接tanδを上昇させ、誘電加熱量Pを上昇させて効率よく誘電加熱することができ、ガラスの切断速度を向上することができる。
【0035】
ここで、化学強化ガラス板の比誘電率εrおよび誘電正接tanδは、硝子物性値であり、ガラスの組成により変化する値である。ガラスの比誘電率εrおよび誘電正接tanδは、ガラスに含まれるアルカリ金属の組成により大きく影響し、特定のアルカリ金属に、極微量の他のアルカリ金属が含まれることにより、著しく低下し、特に温度依存性が低下する。
【0036】
したがって、化学強化用ガラスを、アルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比Li2O/R2OまたはNa2O/R2Oを0.9以上である組成とし、好ましくはより単一アルカリを含む組成とすることにより、化学強化ガラス板のガラスの比誘電率εrおよび誘電正接tanδを上昇させることができる。
【0037】
化学強化用ガラスの厚さは、ガラス板の用途などに応じて適宜設定することができるが、通常0.3〜1.8mmであることが好ましく、0.4〜1.2mmであることがより好ましく、0.5〜1.1mmであることがさらに好ましい。
【0038】
化学強化用ガラスの厚さを0.3mm以上とすることで、化学強化ガラス板の剛性を十分に高めることができる。一方で、化学強化用ガラスの厚さを1.8mm以下とすることで、化学強化ガラス板を十分に薄板化・軽量化することができる。
【0039】
化学強化用ガラスの組成は、ガラス板の用途に応じて選定する。例えば、化学強化用ガラスは、酸化物基準で、以下のような組成が挙げられる。
(組成1:モル百分率表示)SiO2を60〜75%、Al2O3を5〜10%、Na2Oを8〜15%、K2Oを0〜1%、MgOを4〜15%、CaOを0〜1%およびZrO2を0〜3%
(組成2:モル百分率表示)SiO2を55〜75%、Al2O3を6〜13%、B2O3を0〜3%、Na2Oを10〜18%、K2Oを0〜1%、MgOを4〜15%、CaOを0〜3%およびZrO2を0〜5%
(組成3:質量百分率表示)SiO2を50〜70%、Al2O3を5〜16%、B2O3を1〜12%、Na2Oを10〜18%、K2Oを0〜1.5%、MgOを4〜15%、CaOを0〜3%およびZrO2を0〜5%
(組成4:モル百分率表示)SiO2を50〜70%、Al2O3を5〜16%、B2O3を1〜12%、Na2Oを10〜18%、K2Oを0〜1.5%、MgOを4〜15%、CaOを0〜3%およびZrO2を0〜5%
【0040】
SiO2は、ガラス骨格を形成する必須成分である。
【0041】
Na2Oは、イオン交換処理において主としてカリウムイオンと置換されることによってガラスを化学強化するとともに、熱膨張係数を制御し、ガラスの高温粘度を低下させて溶融性または成形性を高める成分である。
【0042】
K2Oは、溶融性を高める成分であり、より深い圧縮応力層を付与したい場合などは含有することが好ましい。
【0043】
Al2O3は、ガラス転移温度(Tg)、耐候性、ヤング率を高くする効果を有し、さらにガラス表面のイオン交換性能を向上させる成分である。
【0044】
MgOは、ヤング率を高くし、ガラスを傷つきにくくするとともに、ガラスの溶解性を向上させる成分である。
【0045】
ZrO2は、イオン交換速度を向上させ、ガラスの化学的耐久性または硬さを向上させる成分であり、含有した方が好ましい場合がある。
【0046】
化学強化用ガラスは、例えば、フロート法、フュージョンダウンドロー法、スリットダウンドロー法またはリドロー法などにより作製することができる。
【0047】
(化学強化)
化学強化は、化学強化用ガラスを溶融塩に接触させて、化学強化用ガラスの表面および裏面などをイオン交換し、圧縮応力が残留する表面層および裏面層などを形成する処理である。化学強化では、ガラスに含まれる小さなイオン半径のイオン(例えば、LiイオンまたはNaイオン)が、大きなイオン半径のイオン(例えば、NaイオンまたはKイオン)に置換される。
【0048】
化学強化用の処理液としては、特に限定されないが、例えば、KNO3溶融塩、NaNO3溶融塩、さらにはそれらの混合塩などが挙げられる。
【0049】
溶融塩の加熱温度は、350℃以上が好ましく、380℃以上がより好ましく、また、500℃以下が好ましく、480℃以下がより好ましい。
【0050】
溶融塩の加熱温度を350℃以上とすることにより、イオン交換速度の低下により化学強化が入りにくくなるのを防ぐ。また、500℃以下とすることにより溶融塩の分解・劣化を抑制することができる。
【0051】
化学強化用ガラスを溶融塩に接触させる時間は、十分な圧縮応力を付与するためには、1時間以上が好ましく、2時間以上がより好ましい。また、長時間のイオン交換では、生産性が落ちるとともに、緩和により圧縮応力値が低下するため、24時間以下が好ましく、20時間以下がより好ましい。
【0052】
化学強化用ガラスを化学強化することにより、圧縮応力が残留する表面層および裏面層などが形成され、その反作用として、表面層と裏面層との間に、引張応力が残留する中間層が形成される。
【0053】
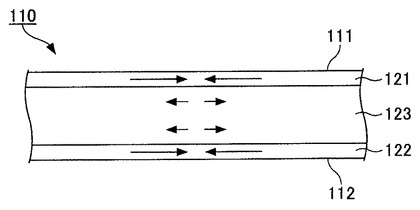
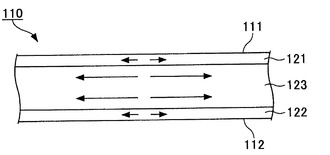
図1は、化学強化用ガラスを化学強化することにより得られる、誘電加熱前の化学強化ガラス板110の断面における応力分布の説明図である。図1において、矢印の方向は、応力の作用方向を示す。また、矢印の長さは、応力の大きさを示す。
【0054】
化学強化ガラス板110は、圧縮応力が残留する表面層121および裏面層122を有し、表面層121と裏面層122との間には、引張応力が残留する中間層123が形成されている。
【0055】
中間層123の平均残留引張応力は、15MPa以上であることが好ましく、30MPa以上であることがより好ましく、40MPa以上であることが更に好ましい。
【0056】
中間層123の平均残留引張応力が15MPa以上であると、工程(2)においてガラスの切断に使用される引張応力が、誘電加熱により生じる引張応力よりも、中間層123の平均残留引張応力に支配されるようになる。
【0057】
また、中間層123の平均残留引張応力が30MPa以上であると、ガラスの切断に使用される引張応力は中間層123の残留引張応力のみとなり、より良好な切断精度が得られる。
【0058】
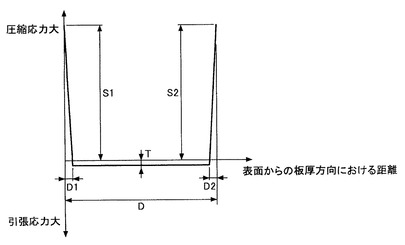
図2は、化学強化ガラス板110の残留応力の厚さ方向分布を示す模式図である。図2に示すように、表面層121または裏面層122に残留する圧縮応力は、化学強化ガラス板110の表面および裏面から内部に向けて徐々に小さくなる傾向にある。また、中間層123に残留する引張応力は、ほぼ一定である。
【0059】
図2において、S1は表面層121の最大残留圧縮応力、S2は裏面層122の最大残留圧縮応力、D1は表面層121の厚さ、D2は裏面層122の厚さ、Dは化学強化ガラス板110の厚さ、Tは中間層123の平均残留引張応力をそれぞれ示す。
【0060】
S1、S2(S2=S1)、D1、D2(D2=D1)、Tは、強化処理条件で調節可能であり、化学強化用の処理液の濃度若しくは温度、または化学強化用ガラスを処理液に浸漬する時間などにより調節可能である。
【0061】
また、S1、S2、D1、D2は市販の表面応力計などで測定可能であり、その測定結果およびDを下記式(II)に代入して、Tは算出可能である。Dはマイクロゲージなどで測定したデータを用いる。
T=(S1×D1/2+S2×D2/2)/(D−D1−D2)・・・(II)
【0062】
なお、化学強化ガラス板110の表面層121と裏面層122は、同じ最大残留圧縮応力、同じ厚さを有するが、異なる最大残留引張応力、異なる厚さを有してもよい。
【0063】
本発明の製造方法においては、化学強化用ガラスを化学強化した後に、得られた化学強化ガラス板を切断してガラス板を得る。本発明の製造方法により得られるガラス板は、化学強化していないガラスを切断後に化学強化することにより得られるガラス板に比べて生産効率が高く、製造コストが低い。
【0064】
(2)化学強化ガラス板を切断する工程
工程(2)は、工程(1)で得られた化学強化ガラス板の所定領域に交番電界を印加することによって、該所定領域を徐冷点以下の温度で誘電加熱し、化学強化ガラス板の表面上の切断予定線に沿って交番電界を印加する領域を移動させることで、該化学強化ガラス板を切断する工程である。
【0065】
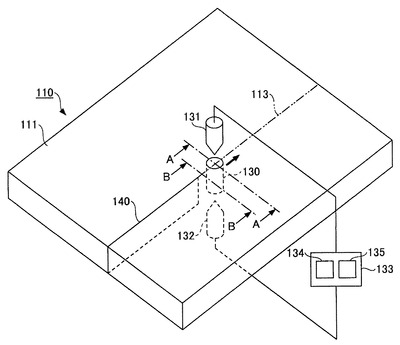
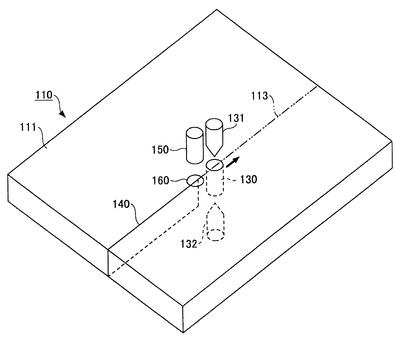
図3は、本発明のガラス板の製造方法における工程(2)の説明図である。
【0066】
化学強化ガラス板110の所定領域130に交番電界を印加するため、化学強化ガラス板110を介して、第1および第2の電極131、132が対向配置されている。
【0067】
第1および第2の電極131、132は、それぞれ、針状に形成されてよく、化学強化ガラス板110に向けて先細りの先端部を有してよい。これによって、交番電界を印加する所定領域130が狭窄され、切断精度が高くなる。
【0068】
第1および第2の電極131、132は、短くなるほどリーク電流を低減でき、電力損失を低減できるが、一方で、ハンドリング性を悪化させる。第1および第2の電極131、132の長さは、電力損失およびハンドリング性を考慮して決定され、通常1〜300mmであることが好ましく、より好ましくは2〜100mm、さらに好ましくは3〜50mmである。
【0069】
第1および第2の電極131、132は、その長さまたは電力に応じた平均直径を有する。平均直径は、通常0.1〜20mmであることが好ましく、より好ましくは0.2〜10mm、さらに好ましくは0.4〜4mmである。
【0070】
第1および第2の電極131、132は、化学強化ガラス板110から離間して配置されて良い。これによって、接触による損傷を防止することができる。また、これによって、第1および第2の電極131、132と、化学強化ガラス板110との間に放電が生じるので、加熱効率が向上する。
【0071】
放電の安定化のため、第1および第2の電極131、132の周辺雰囲気は、窒素雰囲気またはアルゴン雰囲気などの不活性雰囲気であることが好ましく、減圧雰囲気であることがより好ましい。
【0072】
第1および第2の電極131、132は、回路133を介して、電気的に接続されている。第2の電極132は、アースされていることが好ましい。
【0073】
回路133は、第1の電極131に交流電流を印加する高周波電源134、第1の電極131に印加される交流電流の周波数またはデューティ比、および電圧を変調する変調器135などで構成される。
【0074】
高周波電源134は、第1の電極131に交流電流を印加することによって、第1の電極131と、第2の電極132との間に交番電界を形成し、ひいては、所定領域130に交番電界を形成する。所定領域130は、交番電界によって誘電加熱される。
【0075】
所定領域130の単位体積当たりの誘電加熱量Pは、上述した式(I)P=ε0×εr×tanδ×2π×f×(V/t)2で表される。式(I)中、ε0は真空の誘電率、εrは化学強化ガラス板110の比誘電率、δは誘電損失角、tanδは誘電正接、fは第1の電極131に印加される交流電流の周波数、Vは化学強化ガラス板110に印加される交流電圧、tは化学強化ガラス板110の厚さを示す。
【0076】
上記式(I)から明らかなように、誘電加熱量Pは、周波数fまたは交流電圧Vなどにより調節可能である。周波数fまたは交流電圧Vは、化学強化ガラス板110の切断速度などに応じて適宜設定する。
【0077】
周波数fは、通常103〜1010Hzであることが好ましく、より好ましくは104〜109Hz、さらに好ましくは105〜108Hzである。交流電圧Vは、通常10〜107Vであることが好ましく、より好ましくは102〜106V、さらに好ましくは102〜105Vである。
【0078】
また、化学強化ガラス板110の比誘電率および誘電正接は、上述したように硝子物性値である。化学強化ガラス板110の比誘電率εrは、1MHzおよび200℃にて10以上であることが好ましく、11以上であることがより好ましい。また、化学強化ガラス板110の誘電正接tanδは、1MHzおよび200℃にて0.1以上であることが好ましく、0.2以上であることがより好ましく、0.3以上であることが特に好ましい。
【0079】
化学強化ガラス板110の比誘電率および誘電正接の値を前記範囲とすることにより、化学強化ガラス板110の誘電加熱の効率を上昇させ、誘電加熱によるガラスの切断速度を向上することができる。
【0080】
なお、交番電界の形成のため、第1および第2の電極131、132が用いられるとしたが、第2の電極132の代わりに、化学強化ガラス板110自身を用いてもよい。この場合、化学強化ガラス板110と、第1の電極131とが回路133を介して電気的に接続される。この場合、化学強化ガラス板110はアースされていることが好ましい。
【0081】
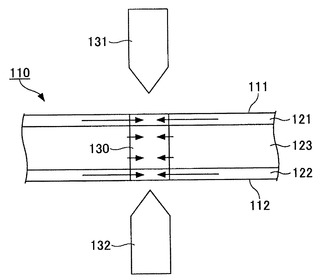
工程(2)においては、化学強化ガラス板110の所定領域を誘電加熱するので、化学強化ガラス板110の表面層や裏面層だけでなく中間層を加熱することができる。そのため、化学強化ガラス板110の応力は、上述の図1に示す状態から、後述の図4および図5に示す状態に変化する。
【0082】
切断予定線113の始端は、化学強化ガラス板110の表面111の外周と交わっている。切断予定線113の始端およびその近傍には、切断の起点となる初期クラックが予め形成されていることが好ましい。初期クラックの形成方法は、一般的な方法でよく、例えばカッタ、ヤスリまたはレーザで形成する。工程数を削減するため、初期クラックは無くてもよい。
【0083】
切断予定線113は、切断箇所となる予定の仮想線である。切断予定線113は、目的に応じた形状を有し、1つ以上の直線状部分を含んでおり、曲線状部分をさらに含んでいてもよい。例えば、切断予定線113は、図3に示すように1つの直線状部分を有する。
【0084】
切断予定線113の全体には、スクライブ線(溝線)が予め形成されていない。スクライブ線を予め形成してもよいが、この場合、工程数が増えるので作業が繁雑である。また、スクライブ線を予め形成するとガラスが欠けることがある。
【0085】
切断予定線113の終端は、化学強化ガラス板110の表面111の外周と交わっている。なお、切断予定線の終端は、切断予定線の途中と交わっていてもよく、この場合、切断予定線は、例えば、P字状に設定する。
【0086】
化学強化ガラス板110の所定領域130に交番電界を印加することによって、所定領域130を徐冷点以下の温度で誘電加熱する。所定領域130の加熱温度を徐冷点以下の温度としたのは、ガラスは徐冷点を超える温度に加熱されると、熱応力を緩和するように、粘性流動するからである。
【0087】
化学強化ガラス板110の表面111上の切断予定線113に沿って交番電界を印加する領域を移動させることで、交番電界を印加する領域の移動に沿ってクラックを移動させて、化学強化ガラス板110を切断する。
【0088】
図4は、図3のA−A線に沿った断面図であって、所定領域130を含む断面図である。図5は、図3のB−B線に沿った断面図であって、図4に示す断面よりも後方の断面である。ここで、「後方」とは、交番電界を印加する領域の移動方向後方を意味する。図4および図5において、矢印の方向は、応力の作用方向を示し、矢印の長さは、応力の大きさを示す。
【0089】
図4に示すように、所定領域130における中間層123では、誘電加熱によって温度が周辺に比べて高くなるので、図1に示す残留引張応力よりも小さい引張応力、または、圧縮応力が生じる。そのため、クラック140の伸展が阻害されている。クラック140の伸展を確実に防止するため、図4に示すように、圧縮応力が生じていることが好ましい。
【0090】
また、図4に示すように、所定領域130における表面層121または裏面層122では、誘電加熱によって温度が周辺に比べて高くなるので、図1に示す残留圧縮応力よりも大きい圧縮応力が生じている。そのため、クラック140の伸展が阻害されている。
【0091】
図4に示す応力との釣り合いのため、図4に示す断面よりも後方の断面では、図5に示すように、中間層123に引張応力が生じる。この引張応力は、図1に示す残留引張応力よりも大きく、引張応力が所定値に達している部分に、クラック140が形成される。このクラック140は、化学強化ガラス板110を表面111から裏面112まで貫通しており、本発明の製造方法におけるガラスの切断は所謂フルカット切断である。
【0092】
図4および図5に示す状態で、化学強化ガラス板110の表面111上の切断予定線113に沿って、交番電界を印加する領域を移動させると、交番電界を印加する領域に追従するようにクラック140が伸展する。クラック140の先端は、所定領域130を追い越さない。
【0093】
なお、クラック140の先端は、交番電界を印加する領域を追従するのでなく、交番電界を印加する領域と重なるように移動してもよい。クラック140の先端が所定領域130に近いほど、切断精度が向上する。
【0094】
このように、所定領域130における中間層123の残留引張応力が熱応力によって緩和されるので、クラック140が所定領域130を越えて伸展するのを防止できる。また、所定領域130の後方近傍に残留引張応力よりも大きい引張応力が生じるので、クラック140が交番電界を印加する領域の軌跡から外れるのを防止できる。従って、切断精度を向上することができ、所望の寸法形状のガラス板10(図7参照)を得ることができる。
【0095】
交番電界を印加する領域の移動は、化学強化ガラス板110に対する、第1および第2の電極131、132の相対的な移動によって行われる。交番電界を印加する領域の移動は、化学強化ガラス板110の移動、または、第1および第2の電極131、132の移動によって実現され、これらの組合せで実現されてもよい。
【0096】
交番電界を印加する領域の移動速度は、45mm/秒以上であることが好ましく、55mm/秒以上であることがより好ましい。交番電界を印加する領域の移動速度は、45mm/秒以上とすることにより、高い生産効率でガラス板を製造することができる。
【0097】
本発明の製造方法においては、化学強化用ガラスにおけるアルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比Li2O/R2OまたはNa2O/R2Oを、0.9以上とすることにより、化学強化ガラス板110の誘電加熱量Pを上昇させて、交番電界を印加する領域の移動速度を向上することにより、ガラスの切断速度を向上することができる。
【0098】
上述したように、中間層123の平均残留引張応力が30MPa以上であると、中間層123の残留引張応力のみで、中間層123に形成されたクラックが自然に伸展する(自走する)。
【0099】
切断に使用される引張応力が、誘電加熱により生じる引張応力よりも、中間層123の残留引張応力に支配されるように、中間層123の平均残留引張応力が15MPa以上であることが好ましい。これによって、引張応力が所定値に達する位置、即ち、クラック140の先端位置と、所定領域130との間の距離が十分に短くなるので、良好な切断精度が得られる。
【0100】
本発明のガラス板の製造方法は、さらに、図6に示すように、化学強化ガラス板110の表面111に、ノズル150から冷媒を吹き付ける工程を含んでいてもよい。冷媒としては、例えば、冷却空気などのガス、および冷水などの液体が挙げられる。ガスと液体とを組み合わせて用いてもよい。
【0101】
冷媒を吹き付ける領域160は、表面111において、上記の交番電界を印加する領域の後方近傍に配され、上記の交番電界を印加する領域に追従させる。これによって、所定領域130の後方近傍において、高い温度勾配が生じ、高い圧力勾配が生じるので、引張応力が所定値に達する位置、即ち、クラック140の先端位置と、所定領域130との間の距離が短くなる。よって、クラック140の位置制御性が高くなる。
【0102】
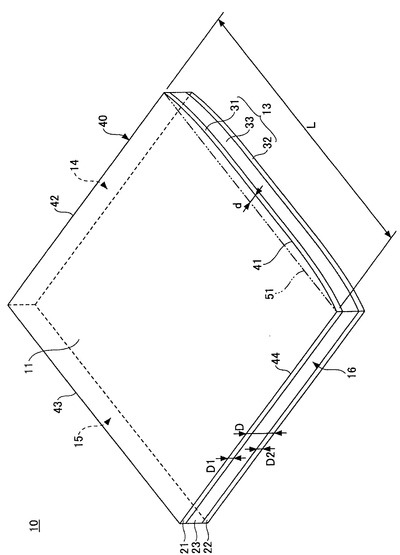
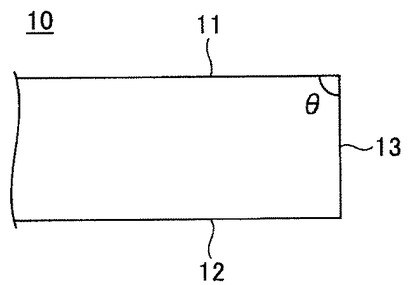
図7は、本発明の製造方法により得られるガラス板10の斜視図である。図8は、ガラス板10の要部の側面図である。ガラス板10は、圧縮応力が残留する表面層21および裏面層22と、該表面層21と該裏面層22との間に形成され、引張応力が残留する中間層23、切断面である側端面13〜16とを有する。
【0103】
ガラス板10の表面層21および裏面層22の最大残留圧縮応力、厚さ、中間層23の平均残留引張応力および厚さ、並びに比誘電率および誘電正接は、上記の化学強化ガラス板110と略同じである。
【0104】
表面11および裏面12は、それぞれ、平坦面であって、化学強化用の処理液に浸漬された面である。表面11および裏面12は、それぞれ、例えば、矩形状に形成されている。ここで、「矩形状」とは、正方形状または長方形状をいい、コーナー部分が丸みを帯びた形状を含む。
【0105】
なお、表面11および裏面12の形状に制限はなく、例えば、三角形状などの多角形状であってもよい。
【0106】
側端面13〜16は、表面11および裏面12に対して略垂直に形成されている。そのため、側端面13〜16と表面11との境界線40と、側端面13〜16と裏面12との境界線とは、略同じ寸法形状を有する。
【0107】
側端面13〜16は平坦面であってよい。なお、本実施形態では、側端面13〜16の全てが切断面であるが、側端面13〜16の少なくとも1つが切断面であればよい。
【0108】
次に、図7に基づいて、側端面13の構成について説明する。残りの側端面14〜16の構成は、側端面13の構成と同様であるので、説明を省略する。
【0109】
側端面13は、図7に示すように、圧縮応力が残留する領域31、32と、引張応力が残留する領域33とを有する。
【0110】
圧縮応力が残留する領域31は表面層21の側端面で構成され、圧縮応力が残留する領域32は裏面層22の側端面で構成され、引張応力が残留する領域33は中間層23の側端面で構成されている。そのため、引張応力が残留する領域33は、圧縮応力が残留する2つの領域31、32の間に形成されている。
【0111】
なお、側端面13の構成は、これに限定されない。例えば、側端面13に隣接する側端面14、16が切断面ではなく、化学強化用の処理液に浸漬された面である場合、側端面13において、引張応力が残留する領域は、圧縮応力が残留する領域によって四方を囲まれる。
【0112】
切断面である側端面13〜16と表面11との境界線(切断線)40は、4本の境界線部分41〜44を含んでいる。なお、境界線40は、1本以上の直線状部分を含んでいればよく、曲線状部分をさらに含んでいてもよい。
【0113】
次に、図7および図8に基づいて、境界線部分41の構成について説明する。残りの境界線部分42〜44の構成は、境界線部分41の構成と同様であるので、説明を省略する。
【0114】
境界線部分41は、切断面である側端面13と表面11との境界線であって、矩形状の表面11の外周の一辺を構成している。
【0115】
境界線部分41は、境界線部分41の両端を結ぶ仮想直線51と完全に重なることが好ましいが、両端を除き、仮想直線51から左側または右側に僅かにずれていてもよいし、仮想直線51を横切っていてもよい。
【0116】
境界線部分41は、境界線部分41上の点と、仮想直線51との間の最大距離をd(mm)とし、仮想直線51の長さをL(mm)とすると、下式(III)を満たすことが好ましい。
d/L≦2.0×10−3…(III)
【0117】
ここで、「距離」とは、仮想直線51と直交する方向における距離のことである。「最大距離」は、境界線部分41上の仮想直線51から最も遠い点と、仮想直線51との間の距離を測定して求められる。
【0118】
d/Lの上限値を2.0×10−3とすることで、良好な直線性が得られ、他部材への組み付け時に、良好な品質が得られる。例えば、枠体(例えば、携帯機器の筐体)の開口部への嵌め込み時に、ガラス板10の透視歪みまたは反射歪みを視認困難な程度に抑制することができる。d/Lの上限値は、1.5×10−3であることが好ましく、1.0×10−3であることがより好ましい。
【0119】
前記効果を十分に得るため、前記最大距離は200μm以下であることが好ましい。前記最大距離は、仮想直線51の長さなどに応じて設定され、より好ましくは150μm以下、さらに好ましくは100μm以下である。
【0120】
境界線部分41上の任意の点において、切断面である側端面13と表面11とのなす角θは、通常82〜98°であることが好ましく、より好ましくは84〜96°、さらに好ましくは87〜93°である。なす角θを82〜98°とすることで、他部材に対して精度良く組み付けることができる。
【0121】
ガラス板10の用途としては、特に限定されないが、例えば、携帯機器に組み込まれるディスプレイ用のカバーガラスまたは基板などが挙げられる。
【実施例】
【0122】
以下に、実施例などにより本発明を具体的に説明するが、本発明はこれらの例によって限定されるものではない。
【0123】
[例1]
(化学強化ガラス板の作製)
化学強化用のガラスとしては、フロート法で作製した、モル百分率表示で、SiO2:73.0%、Al2O3:7.0%、MgO:6.0%、Na2O:14.0%を含有する平板ガラスより、縦100mm×横120mm×厚さ0.7mmの平板ガラスを切り出し、研磨して準備した。このガラスの1MHzにおける200℃での比誘電率は11.0、誘電正接は0.36であった。
【0124】
化学強化ガラス板は、用意した平板ガラスを、98%KNO3−2%NaNO3混合溶融塩に浸漬し、イオン交換処理した後、室温付近まで冷却することにより作製した。98%KNO3−2%NaNO3混合溶融塩の温度は400℃とし、浸漬時間は10時間とした。
【0125】
化学強化された表面層の最大残留圧縮応力および厚さ、並びに化学強化された裏面層の最大残留圧縮応力および厚さは、表面応力計(折原製作所製、FSM−6000LE)によって測定した。また、中間層の平均残留引張応力は、表面応力計の測定結果などを上記の式(II)に代入して算出した。
【0126】
測定の結果、化学強化された表面層と裏面層とは、同じ最大残留圧縮応力(784MPa)、同じ厚さ(29μm)を有していた。また、中間層の平均残留引張応力は35MPaであった。
【0127】
(化学強化ガラス板の切断)
図3に示す切断方法で化学強化ガラス板を切断した。化学強化ガラス板の表面上の切断予定線は、1つの直線状部分で構成した。直線状部分は、表面の外周の一辺と平行とし、該一辺との間の距離は10mmとした。
【0128】
切断前に、切断予定線の全体に亘るスクライブ線は形成せず、切断予定線の始端およびその近傍に、切断の基点となる初期クラックをヤスリで形成した。
【0129】
化学強化ガラス板の所定領域に交番電界を印加するため、高周波発生ユニットに供給する電圧は45V、電流は3.2A、周波数は16.6MHzとした。交番電界を印加する領域は、切断予定線の始端から終端まで60mm/秒の速度で移動させた。
【0130】
(切断後のガラス板の評価)
切断の結果、所望の寸法形状(縦100mm×横60mm×厚さ0.7mm)のガラス板が得られた。切断面である側端面とガラス板の表面との境界線部分は、切断予定線と同一寸法形状であって、直線状部分のみを有していた。得られたガラス板について下記の評価を行った。
【0131】
切断面である側端面とガラス板の表面との境界線部分の直線性は、境界線部分上の点と、境界線部分の両端を結ぶ仮想直線との間の最大距離が200μm、最大距離d(mm)と、仮想直線の長さL(mm)との比d/L=2.0×10−3と良好であった。
【0132】
[例2]
(化学強化ガラス板の作製)
化学強化用のガラスとしては、フロート法で作製した、モル百分率表示で、SiO2:64.3%、Al2O3:8.0%、MgO:10.5%、CaO:0.1%、SrO:0.1%、BaO:0.1%、Na2O:12.5%、K2O:4.0%、ZrO2:0.5%を含有する平板ガラスより、縦100mm×横120mm×厚さ0.7mmの平板ガラスを切り出し、研磨して準備した。このガラスの1MHzにおける200℃での比誘電率は8.45、誘電正接は0.077であった。
【0133】
化学強化ガラス板は、用意した平板ガラスを、98%KNO3−2%NaNO3混合溶融塩に浸漬し、イオン交換処理した後、室温付近まで冷却することにより作製した。99%KNO3−1%NaNO3混合溶融塩の温度は400℃とし、浸漬時間は4時間15分とした。
【0134】
化学強化された表面層の最大残留圧縮応力および厚さ、並びに化学強化された裏面層の最大残留圧縮応力および厚さは、表面応力計(折原製作所製、FSM−6000LE)によって測定した。また、中間層の平均残留引張応力は、表面応力計の測定結果などを上記の式(II)に代入して算出した。
【0135】
測定の結果、化学強化された表面層と裏面層とは、同じ最大残留圧縮応力(761MPa)、同じ厚さ(31μm)を有していた。また、中間層の平均残留引張応力は、37MPaであった。
【0136】
(化学強化ガラス板の切断)
化学強化ガラス板の切断は、例1と同様の条件にて実施したが、切断中に切断予定線からずれてクラックが進展し、切断予定線から大幅にずれて切断された。
【0137】
[例3]
(化学強化ガラス板の作製)
例2と同様の条件にて化学強化ガラス板を作製した。
【0138】
(化学強化ガラス板の切断)
化学強化ガラス板の切断は、交番電界を印加する領域を切断予定線の始端から終端まで40mm/秒の速度で移動させた以外は、例2と同様の条件にて実施した。
【0139】
(切断後のガラス板の評価)
切断の結果、所望の寸法形状(縦100mm×横60mm×厚さ0.7mm)のガラス板が得られた。切断面である側端面とガラス板の表面との境界線は、切断予定線と同一寸法形状であって、直線状部分のみを有していた。
【0140】
切断面である側端面とガラス板の表面との境界線部分の直線性は、境界線部分上の点と、境界線部分の両端を結ぶ仮想直線との間の最大距離が200μm、最大距離d(mm)と、仮想直線の長さL(mm)との比はd/L=2.0×10−3であった。
【0141】
結果を表1に示す。例1は実施例、例2および例3は比較例である。
【0142】
【表1】

【0143】
表1に示すように、化学強化用ガラスにおけるNa2O/R2Oが0.9以上である例1は、ガラス切断時に交番電界を印加する領域の移動速度を60mm/秒とし、速い速度で化学強化ガラス板を切断したとしても、d/Lの値が良好であった。
【0144】
一方、Na2O/R2Oが0.9を下回る例2および例3は、ガラス切断時に交番電界を印加する領域の移動速度を40mm/秒とし、遅い切断速度で化学強化ガラス板を切断した場合にはd/Lの値が良好であったが、交番電界を印加する領域の移動速度を60mm/秒とし、速い切断速度で化学強化ガラス板を切断すると、切断予定線から大幅にずれてガラスが切断された。
【0145】
化学強化用ガラスにおけるアルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比を、0.9以上とすることにより、効率よく化学強化ガラス板を誘電加熱することができ、ガラスの切断速度を上昇することができ、ガラス板の生産効率を向上できることが分かった。
【符号の説明】
【0146】
110 化学強化ガラス板
111 表面
113 切断予定線
130 所定領域
10 ガラス板
11 表面
12 裏面
13 側端面
21 表面層
22 裏面層
23 中間層
31 圧縮応力が残留する領域
32 圧縮応力が残留する領域
33 引張応力が残留する領域
40 境界線
41 境界線部分
51 仮想直線
【技術分野】
【0001】
本発明は、ガラス板の製造方法およびディスプレイ装置用化学強化ガラスに関する。
【背景技術】
【0002】
近年、携帯電話またはPDAなどの携帯機器において、ディスプレイ(タッチパネルを含む)の保護または美観などを高めるため、カバーガラス(保護ガラス)を用いることが多くなっている。また、ディスプレイの基板として、ガラス基板が広く用いられている。
【0003】
一方、携帯機器の薄型化および軽量化が進行しており、携帯機器に用いられるガラス板の薄板化が進行している。ガラス板が薄くなると強度が低くなるので、ガラス板の強度不足を補うため、ガラス板を化学強化する技術が開発されている。
【0004】
化学強化は、ガラスの表面および裏面などをイオン交換して、圧縮応力が残留する表面層および裏面層などを形成する方法である。その反作用として、表面層と裏面層との間には、引張応力が残留する中間層が形成される。
【0005】
化学強化ガラス板を大量生産する場合、製品サイズのガラス板を1枚ずつ化学強化するよりも、製品サイズよりも大型のガラス板を化学強化した後、切断して多面取りすることが効率的である。
【0006】
そこで、化学強化ガラス板を切断する方法として、化学強化ガラス板の表面上の所定領域にレーザ光を照射し、表面上の切断予定線に沿ってレーザ光を照射する領域を移動させることで、熱応力でクラックを形成し、該クラックを切断予定線に沿って伸展させてガラスを切断する方法が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2008−247732号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、上記の特許文献1では、レーザ光の光源として炭酸ガスレーザが用いられているので、レーザ光の大部分が化学強化ガラス板の表面近傍で熱として吸収され、表面上の所定領域(レーザ光照射領域)の直下に、残留引張応力よりも大きい引張応力が生じる。その結果、切断時に形成されるクラックが、所定領域を越えて意図しない方向に急激に伸展しやすい。
【0009】
そのため、従来、切断面である側端面とガラス板の表面との境界線部分に直線性が求められる場合に、該直線性が十分でなく、他部材への組み付け時に様々な不具合が生じる。例えば、枠体(例えば、携帯機器の筐体)の開口部への嵌め込み時に、ガラス板が局所的に変形し、明瞭な透視歪みまたは反射歪みが生じる。
【0010】
ガラス板の変形を防ぎ、明瞭な透視歪みまたは反射歪みを防ぐ方法として、化学強化ガラス板の表面上の所定領域に交番電界を印加することによって、該所定領域を徐冷点以下の温度で誘電加熱し、該化学強化ガラス板の表面上の切断予定線に沿って交番電界を印加する領域を移動させることで、該化学強化ガラス板を切断することにより、他部材への組み付け時の品質に優れたガラス板を得ることができる。
【0011】
化学強化ガラスは、化学強化処理により圧縮応力が残留する表面層および裏面層が形成される反作用として、該表面層と該裏面層との間に引張応力(以下、残留引張応力ともいう)が残留する中間層が形成される。化学強化ガラスに形成されたクラックは、中間層の残留引張応力のみで自然に伸展(自走)する。
【0012】
クラックが伸展する方向は、方向性を定めなければ通常放射状であり、意図しない方向にガラスが切断されるため、クラックの伸展にブレーキをかけて方向性を定めてガラスを切断していく必要がある。
【0013】
化学強化ガラス表面上の一定面積の特定領域(以下、所定領域)に交番電界を印加することにより、所定領域を誘電加熱すると、該所定領域におけるガラス表面および裏面並びにガラス内部の温度が周辺の温度に比べて高くなり、残留引張応力よりも小さい引張応力、または圧縮応力が所定領域に生じる。このことにより、残留引張応力が所定領域の外部の領域に拡散するのを防ぎ、クラックの伸展にブレーキをかけることができる。
【0014】
したがって、化学強化ガラス表面上の切断予定線に沿って、交番電界を印加する領域を移動させて、切断予定線に沿ってクラックを伸展(自走)させることにより、ガラス板の変形、明瞭な透視歪みまたは反射歪みを生じさせることなく、化学強化ガラスを切断することができる。
【0015】
しかしながら、誘電加熱により化学強化ガラスにおける所定領域の温度を上昇させるには一定の時間を要するため、化学強化ガラスを切断する速度の律速要因となっている。したがって、化学強化ガラスを誘電加熱により切断する速度を上昇させて、ガラス板の生産効率を向上するために、さらなる改良が望まれる。
【0016】
したがって、本発明は、誘電加熱により化学強化ガラスを切断する速度を上昇させて、ガラス板の生産効率を向上することを課題とする。
【課題を解決するための手段】
【0017】
本発明者らは、上記課題を検討し、化学強化ガラスを誘電加熱により切断する速度を上昇させてガラス板の生産効率を高めるためには、化学強化用ガラスの組成を改善することが有効であることを見出し、本発明を完成させた。
【0018】
すなわち、本発明は以下のとおりである。
1.下記工程(1)および(2)を含むガラス板の製造方法
(1)Al2O3を3モル%以上含有し、Li2OおよびNa2Oの少なくとも一方を含有し、アルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比Li2O/R2OまたはNa2O/R2Oが、0.9以上であるアルミノシリケートガラスを化学強化して化学強化ガラス板を得る工程
(2)工程(1)で得られた化学強化ガラス板の所定領域に交番電界を印加することによって、該所定領域を徐冷点以下の温度で誘電加熱し、化学強化ガラス板の表面上の切断予定線に沿って交番電界を印加する領域を移動させることで、該化学強化ガラス板を切断する工程
【0019】
2.前記交番電界を印加する領域の移動速度が45mm/秒以上である前項1に記載の製造方法。
3.前記切断面である側端面とガラス板の表面との境界線部分を含み、
該境界線部分は、該境界線部分上の点と、該境界線部分の両端を結ぶ仮想直線との間の最大距離をd(mm)とし、前記仮想直線の長さをL(mm)とすると、d/L≦2.0×10−3の式を満たすことを特徴とする前項1または2に記載の製造方法。
4.前記アルミノシリケートガラスが、下記酸化物基準のモル百分率表示で、SiO2を50〜85%、Al2O3を5〜16%、B2O3を0〜12%、Na2Oを5〜18%、K2Oを0〜2%、MgOを4〜15%、CaOを0〜10%およびZrO2を0〜5%含有する前項1〜3のいずれか1に記載の製造方法。
【0020】
5.Al2O3を3モル%以上含有し、Li2OおよびNa2Oの少なくとも一方を含有し、アルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比Li2O/R2OまたはNa2O/R2Oが、0.9以上であるアルミノシリケートガラスを化学強化して得られる中間層の平均残留引っ張り応力が30MPa以上である化学強化ガラス板を得る工程、および
該化学強化ガラス板を誘電加熱して切断する工程
を含む製造方法により得られるディスプレイ装置用化学強化ガラスであって、
圧縮応力が残留する表面層および裏面層と、該表面層と該裏面層との間に形成され、引張応力が残留する中間層とを有し、切断面である側端面に、圧縮応力が残留する領域と、引張応力が残留する領域とを有し、
前記切断面である側端面とガラス板の表面との境界線部分を含み、
該境界線部分は、該境界線部分上の点と、該境界線部分の両端を結ぶ仮想直線との間の最大距離をd(mm)とし、前記仮想直線の長さをL(mm)とすると、
d/L≦2.0×10−3の式を満たすディスプレイ装置用化学強化ガラス。
【0021】
6.1MHzにおける200℃での比誘電率が10以上である前項5に記載のディスプレイ装置用化学強化ガラス。
7.1MHzにおける200℃での誘電正接が0.1以上である前項5または6に記載のディスプレイ装置用化学強化ガラス。
8.前記アルミノシリケートガラスがフロート法、ダウンドロー法、フュージョン法およびロールアウト法のいずれか1によって製造されたものである前項5〜7のいずれか1に記載のディスプレイ装置用化学強化ガラス。
9.前記アルミノシリケートガラスが、下記酸化物基準のモル百分率表示で、SiO2を50〜85%、Al2O3を5〜16%、B2O3を0〜12%、Na2Oを5〜18%、K2Oを0〜2%、MgOを4〜15%、CaOを0〜10%およびZrO2を0〜5%含有する前項5〜8のいずれか1に記載のディスプレイ装置用化学強化ガラス。
【発明の効果】
【0022】
本発明の製造方法によれば、化学強化ガラス板を誘電加熱して切断する速度を上昇させ、他部材への組み付け時の品質に優れる化学強化されたガラス板を高い生産効率で製造することができる。
【図面の簡単な説明】
【0023】
【図1】誘電加熱前の化学強化ガラス板の断面における応力分布の説明図である。
【図2】ガラス板10の残留応力の厚さ方向分布を示す模式図である。
【図3】本発明のガラス板の製造方法における工程(2)の説明図(1)である。
【図4】図3のA−A線に沿った断面図である。
【図5】図3のB−B線に沿った断面図である。
【図6】本発明のガラス板の製造方法における工程(2)説明図(2)である。
【図7】本発明の製造方法により得られるガラス板の斜視図である。
【図8】ガラス板10の要部の側面図である。
【発明を実施するための形態】
【0024】
以下、本発明を実施するための形態について図面を参照して説明するが、本発明は、後述の実施形態に制限されない。本発明は、本発明の範囲を逸脱することなく、後述の実施形態に種々の変形および置換を加えることができる。
【0025】
本発明のガラス板の製造方法は、下記工程(1)および(2)を含む。
(1)Al2O3を3モル%以上含有し、Li2OおよびNa2Oの少なくとも一方を含有し、アルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比Li2O/R2OまたはNa2O/R2Oが、0.9以上であるアルミノシリケートガラスを化学強化して化学強化ガラス板を得る工程
(2)工程(1)で得られた化学強化ガラス板の所定領域に交番電界を印加することによって、該所定領域を徐冷点以下の温度で誘電加熱し、化学強化ガラス板の表面上の切断予定線に沿って交番電界を印加する領域を移動させることで、該化学強化ガラス板を切断する工程
以下、工程毎に詳述する。
【0026】
(1)化学強化ガラス板を得る工程
工程(1)は、化学強化用ガラスを化学強化して化学強化ガラス板を得る工程である。
【0027】
(化学強化用ガラス)
本発明の製造方法に用いる化学強化用ガラスはアルミノシリケートガラスであり、Al2O3を3モル%以上含有し、4モル%以上含有することが好ましく、5モル%以上含有することがより好ましい。
【0028】
化学強化用ガラスにAl2O3を3モル%以上含有することにより、後の工程において化学強化ガラスを誘電加熱することにより熱応力を発生することができるとともに、化学強化処理におけるイオン交換速度を向上することができる。
【0029】
化学強化用ガラスはLi2OおよびNa2Oの少なくとも一方を含有する。アルミノシリケートガラスはその他のアルカリ金属を含有してもよい。その他のアルカリ金属としては、例えば、カリウム、ルビジウム、セシウムおよびフランシウムが挙げられる。
【0030】
化学強化用ガラスは、アルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比Li2O/R2OまたはNa2O/R2Oが、0.9以上であり、0.95以上であることが好ましく、0.98以上であることがより好ましい。
【0031】
アルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比Li2O/R2OまたはNa2O/R2Oを0.9以上とすることにより、化学強化ガラス板の誘電加熱量を増加させることができる。その理由は、以下である。
【0032】
本発明の製造方法においては、後述する工程(2)において交番電解を印加することにより誘電加熱し、化学強化ガラス板を切断する。化学強化ガラス板の所定領域における単位体積当たりの誘電加熱量Pは、下式(I)で表される。
P=ε0×εr×tanδ×2π×f×(V/t)2…式(I)
【0033】
前記式(I)中、ε0は真空の誘電率、εrは比誘電率、δは誘電損失角、tanδは誘電正接、fは電極に印加される交流電流の周波数、Vは化学強化ガラス板に印加される交流電圧、tは化学強化ガラス板の厚さを示す。
【0034】
化学強化用ガラスにおけるアルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比を、0.9以上とすることにより、好ましくはより1に近づけるほど、すなわち、化学強化に供するガラスの組成を好ましくは単一アルカリ金属を含む組成にすることにより、前記式(I)中の化学強化ガラス板の比誘電率εrおよび誘電正接tanδを上昇させ、誘電加熱量Pを上昇させて効率よく誘電加熱することができ、ガラスの切断速度を向上することができる。
【0035】
ここで、化学強化ガラス板の比誘電率εrおよび誘電正接tanδは、硝子物性値であり、ガラスの組成により変化する値である。ガラスの比誘電率εrおよび誘電正接tanδは、ガラスに含まれるアルカリ金属の組成により大きく影響し、特定のアルカリ金属に、極微量の他のアルカリ金属が含まれることにより、著しく低下し、特に温度依存性が低下する。
【0036】
したがって、化学強化用ガラスを、アルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比Li2O/R2OまたはNa2O/R2Oを0.9以上である組成とし、好ましくはより単一アルカリを含む組成とすることにより、化学強化ガラス板のガラスの比誘電率εrおよび誘電正接tanδを上昇させることができる。
【0037】
化学強化用ガラスの厚さは、ガラス板の用途などに応じて適宜設定することができるが、通常0.3〜1.8mmであることが好ましく、0.4〜1.2mmであることがより好ましく、0.5〜1.1mmであることがさらに好ましい。
【0038】
化学強化用ガラスの厚さを0.3mm以上とすることで、化学強化ガラス板の剛性を十分に高めることができる。一方で、化学強化用ガラスの厚さを1.8mm以下とすることで、化学強化ガラス板を十分に薄板化・軽量化することができる。
【0039】
化学強化用ガラスの組成は、ガラス板の用途に応じて選定する。例えば、化学強化用ガラスは、酸化物基準で、以下のような組成が挙げられる。
(組成1:モル百分率表示)SiO2を60〜75%、Al2O3を5〜10%、Na2Oを8〜15%、K2Oを0〜1%、MgOを4〜15%、CaOを0〜1%およびZrO2を0〜3%
(組成2:モル百分率表示)SiO2を55〜75%、Al2O3を6〜13%、B2O3を0〜3%、Na2Oを10〜18%、K2Oを0〜1%、MgOを4〜15%、CaOを0〜3%およびZrO2を0〜5%
(組成3:質量百分率表示)SiO2を50〜70%、Al2O3を5〜16%、B2O3を1〜12%、Na2Oを10〜18%、K2Oを0〜1.5%、MgOを4〜15%、CaOを0〜3%およびZrO2を0〜5%
(組成4:モル百分率表示)SiO2を50〜70%、Al2O3を5〜16%、B2O3を1〜12%、Na2Oを10〜18%、K2Oを0〜1.5%、MgOを4〜15%、CaOを0〜3%およびZrO2を0〜5%
【0040】
SiO2は、ガラス骨格を形成する必須成分である。
【0041】
Na2Oは、イオン交換処理において主としてカリウムイオンと置換されることによってガラスを化学強化するとともに、熱膨張係数を制御し、ガラスの高温粘度を低下させて溶融性または成形性を高める成分である。
【0042】
K2Oは、溶融性を高める成分であり、より深い圧縮応力層を付与したい場合などは含有することが好ましい。
【0043】
Al2O3は、ガラス転移温度(Tg)、耐候性、ヤング率を高くする効果を有し、さらにガラス表面のイオン交換性能を向上させる成分である。
【0044】
MgOは、ヤング率を高くし、ガラスを傷つきにくくするとともに、ガラスの溶解性を向上させる成分である。
【0045】
ZrO2は、イオン交換速度を向上させ、ガラスの化学的耐久性または硬さを向上させる成分であり、含有した方が好ましい場合がある。
【0046】
化学強化用ガラスは、例えば、フロート法、フュージョンダウンドロー法、スリットダウンドロー法またはリドロー法などにより作製することができる。
【0047】
(化学強化)
化学強化は、化学強化用ガラスを溶融塩に接触させて、化学強化用ガラスの表面および裏面などをイオン交換し、圧縮応力が残留する表面層および裏面層などを形成する処理である。化学強化では、ガラスに含まれる小さなイオン半径のイオン(例えば、LiイオンまたはNaイオン)が、大きなイオン半径のイオン(例えば、NaイオンまたはKイオン)に置換される。
【0048】
化学強化用の処理液としては、特に限定されないが、例えば、KNO3溶融塩、NaNO3溶融塩、さらにはそれらの混合塩などが挙げられる。
【0049】
溶融塩の加熱温度は、350℃以上が好ましく、380℃以上がより好ましく、また、500℃以下が好ましく、480℃以下がより好ましい。
【0050】
溶融塩の加熱温度を350℃以上とすることにより、イオン交換速度の低下により化学強化が入りにくくなるのを防ぐ。また、500℃以下とすることにより溶融塩の分解・劣化を抑制することができる。
【0051】
化学強化用ガラスを溶融塩に接触させる時間は、十分な圧縮応力を付与するためには、1時間以上が好ましく、2時間以上がより好ましい。また、長時間のイオン交換では、生産性が落ちるとともに、緩和により圧縮応力値が低下するため、24時間以下が好ましく、20時間以下がより好ましい。
【0052】
化学強化用ガラスを化学強化することにより、圧縮応力が残留する表面層および裏面層などが形成され、その反作用として、表面層と裏面層との間に、引張応力が残留する中間層が形成される。
【0053】
図1は、化学強化用ガラスを化学強化することにより得られる、誘電加熱前の化学強化ガラス板110の断面における応力分布の説明図である。図1において、矢印の方向は、応力の作用方向を示す。また、矢印の長さは、応力の大きさを示す。
【0054】
化学強化ガラス板110は、圧縮応力が残留する表面層121および裏面層122を有し、表面層121と裏面層122との間には、引張応力が残留する中間層123が形成されている。
【0055】
中間層123の平均残留引張応力は、15MPa以上であることが好ましく、30MPa以上であることがより好ましく、40MPa以上であることが更に好ましい。
【0056】
中間層123の平均残留引張応力が15MPa以上であると、工程(2)においてガラスの切断に使用される引張応力が、誘電加熱により生じる引張応力よりも、中間層123の平均残留引張応力に支配されるようになる。
【0057】
また、中間層123の平均残留引張応力が30MPa以上であると、ガラスの切断に使用される引張応力は中間層123の残留引張応力のみとなり、より良好な切断精度が得られる。
【0058】
図2は、化学強化ガラス板110の残留応力の厚さ方向分布を示す模式図である。図2に示すように、表面層121または裏面層122に残留する圧縮応力は、化学強化ガラス板110の表面および裏面から内部に向けて徐々に小さくなる傾向にある。また、中間層123に残留する引張応力は、ほぼ一定である。
【0059】
図2において、S1は表面層121の最大残留圧縮応力、S2は裏面層122の最大残留圧縮応力、D1は表面層121の厚さ、D2は裏面層122の厚さ、Dは化学強化ガラス板110の厚さ、Tは中間層123の平均残留引張応力をそれぞれ示す。
【0060】
S1、S2(S2=S1)、D1、D2(D2=D1)、Tは、強化処理条件で調節可能であり、化学強化用の処理液の濃度若しくは温度、または化学強化用ガラスを処理液に浸漬する時間などにより調節可能である。
【0061】
また、S1、S2、D1、D2は市販の表面応力計などで測定可能であり、その測定結果およびDを下記式(II)に代入して、Tは算出可能である。Dはマイクロゲージなどで測定したデータを用いる。
T=(S1×D1/2+S2×D2/2)/(D−D1−D2)・・・(II)
【0062】
なお、化学強化ガラス板110の表面層121と裏面層122は、同じ最大残留圧縮応力、同じ厚さを有するが、異なる最大残留引張応力、異なる厚さを有してもよい。
【0063】
本発明の製造方法においては、化学強化用ガラスを化学強化した後に、得られた化学強化ガラス板を切断してガラス板を得る。本発明の製造方法により得られるガラス板は、化学強化していないガラスを切断後に化学強化することにより得られるガラス板に比べて生産効率が高く、製造コストが低い。
【0064】
(2)化学強化ガラス板を切断する工程
工程(2)は、工程(1)で得られた化学強化ガラス板の所定領域に交番電界を印加することによって、該所定領域を徐冷点以下の温度で誘電加熱し、化学強化ガラス板の表面上の切断予定線に沿って交番電界を印加する領域を移動させることで、該化学強化ガラス板を切断する工程である。
【0065】
図3は、本発明のガラス板の製造方法における工程(2)の説明図である。
【0066】
化学強化ガラス板110の所定領域130に交番電界を印加するため、化学強化ガラス板110を介して、第1および第2の電極131、132が対向配置されている。
【0067】
第1および第2の電極131、132は、それぞれ、針状に形成されてよく、化学強化ガラス板110に向けて先細りの先端部を有してよい。これによって、交番電界を印加する所定領域130が狭窄され、切断精度が高くなる。
【0068】
第1および第2の電極131、132は、短くなるほどリーク電流を低減でき、電力損失を低減できるが、一方で、ハンドリング性を悪化させる。第1および第2の電極131、132の長さは、電力損失およびハンドリング性を考慮して決定され、通常1〜300mmであることが好ましく、より好ましくは2〜100mm、さらに好ましくは3〜50mmである。
【0069】
第1および第2の電極131、132は、その長さまたは電力に応じた平均直径を有する。平均直径は、通常0.1〜20mmであることが好ましく、より好ましくは0.2〜10mm、さらに好ましくは0.4〜4mmである。
【0070】
第1および第2の電極131、132は、化学強化ガラス板110から離間して配置されて良い。これによって、接触による損傷を防止することができる。また、これによって、第1および第2の電極131、132と、化学強化ガラス板110との間に放電が生じるので、加熱効率が向上する。
【0071】
放電の安定化のため、第1および第2の電極131、132の周辺雰囲気は、窒素雰囲気またはアルゴン雰囲気などの不活性雰囲気であることが好ましく、減圧雰囲気であることがより好ましい。
【0072】
第1および第2の電極131、132は、回路133を介して、電気的に接続されている。第2の電極132は、アースされていることが好ましい。
【0073】
回路133は、第1の電極131に交流電流を印加する高周波電源134、第1の電極131に印加される交流電流の周波数またはデューティ比、および電圧を変調する変調器135などで構成される。
【0074】
高周波電源134は、第1の電極131に交流電流を印加することによって、第1の電極131と、第2の電極132との間に交番電界を形成し、ひいては、所定領域130に交番電界を形成する。所定領域130は、交番電界によって誘電加熱される。
【0075】
所定領域130の単位体積当たりの誘電加熱量Pは、上述した式(I)P=ε0×εr×tanδ×2π×f×(V/t)2で表される。式(I)中、ε0は真空の誘電率、εrは化学強化ガラス板110の比誘電率、δは誘電損失角、tanδは誘電正接、fは第1の電極131に印加される交流電流の周波数、Vは化学強化ガラス板110に印加される交流電圧、tは化学強化ガラス板110の厚さを示す。
【0076】
上記式(I)から明らかなように、誘電加熱量Pは、周波数fまたは交流電圧Vなどにより調節可能である。周波数fまたは交流電圧Vは、化学強化ガラス板110の切断速度などに応じて適宜設定する。
【0077】
周波数fは、通常103〜1010Hzであることが好ましく、より好ましくは104〜109Hz、さらに好ましくは105〜108Hzである。交流電圧Vは、通常10〜107Vであることが好ましく、より好ましくは102〜106V、さらに好ましくは102〜105Vである。
【0078】
また、化学強化ガラス板110の比誘電率および誘電正接は、上述したように硝子物性値である。化学強化ガラス板110の比誘電率εrは、1MHzおよび200℃にて10以上であることが好ましく、11以上であることがより好ましい。また、化学強化ガラス板110の誘電正接tanδは、1MHzおよび200℃にて0.1以上であることが好ましく、0.2以上であることがより好ましく、0.3以上であることが特に好ましい。
【0079】
化学強化ガラス板110の比誘電率および誘電正接の値を前記範囲とすることにより、化学強化ガラス板110の誘電加熱の効率を上昇させ、誘電加熱によるガラスの切断速度を向上することができる。
【0080】
なお、交番電界の形成のため、第1および第2の電極131、132が用いられるとしたが、第2の電極132の代わりに、化学強化ガラス板110自身を用いてもよい。この場合、化学強化ガラス板110と、第1の電極131とが回路133を介して電気的に接続される。この場合、化学強化ガラス板110はアースされていることが好ましい。
【0081】
工程(2)においては、化学強化ガラス板110の所定領域を誘電加熱するので、化学強化ガラス板110の表面層や裏面層だけでなく中間層を加熱することができる。そのため、化学強化ガラス板110の応力は、上述の図1に示す状態から、後述の図4および図5に示す状態に変化する。
【0082】
切断予定線113の始端は、化学強化ガラス板110の表面111の外周と交わっている。切断予定線113の始端およびその近傍には、切断の起点となる初期クラックが予め形成されていることが好ましい。初期クラックの形成方法は、一般的な方法でよく、例えばカッタ、ヤスリまたはレーザで形成する。工程数を削減するため、初期クラックは無くてもよい。
【0083】
切断予定線113は、切断箇所となる予定の仮想線である。切断予定線113は、目的に応じた形状を有し、1つ以上の直線状部分を含んでおり、曲線状部分をさらに含んでいてもよい。例えば、切断予定線113は、図3に示すように1つの直線状部分を有する。
【0084】
切断予定線113の全体には、スクライブ線(溝線)が予め形成されていない。スクライブ線を予め形成してもよいが、この場合、工程数が増えるので作業が繁雑である。また、スクライブ線を予め形成するとガラスが欠けることがある。
【0085】
切断予定線113の終端は、化学強化ガラス板110の表面111の外周と交わっている。なお、切断予定線の終端は、切断予定線の途中と交わっていてもよく、この場合、切断予定線は、例えば、P字状に設定する。
【0086】
化学強化ガラス板110の所定領域130に交番電界を印加することによって、所定領域130を徐冷点以下の温度で誘電加熱する。所定領域130の加熱温度を徐冷点以下の温度としたのは、ガラスは徐冷点を超える温度に加熱されると、熱応力を緩和するように、粘性流動するからである。
【0087】
化学強化ガラス板110の表面111上の切断予定線113に沿って交番電界を印加する領域を移動させることで、交番電界を印加する領域の移動に沿ってクラックを移動させて、化学強化ガラス板110を切断する。
【0088】
図4は、図3のA−A線に沿った断面図であって、所定領域130を含む断面図である。図5は、図3のB−B線に沿った断面図であって、図4に示す断面よりも後方の断面である。ここで、「後方」とは、交番電界を印加する領域の移動方向後方を意味する。図4および図5において、矢印の方向は、応力の作用方向を示し、矢印の長さは、応力の大きさを示す。
【0089】
図4に示すように、所定領域130における中間層123では、誘電加熱によって温度が周辺に比べて高くなるので、図1に示す残留引張応力よりも小さい引張応力、または、圧縮応力が生じる。そのため、クラック140の伸展が阻害されている。クラック140の伸展を確実に防止するため、図4に示すように、圧縮応力が生じていることが好ましい。
【0090】
また、図4に示すように、所定領域130における表面層121または裏面層122では、誘電加熱によって温度が周辺に比べて高くなるので、図1に示す残留圧縮応力よりも大きい圧縮応力が生じている。そのため、クラック140の伸展が阻害されている。
【0091】
図4に示す応力との釣り合いのため、図4に示す断面よりも後方の断面では、図5に示すように、中間層123に引張応力が生じる。この引張応力は、図1に示す残留引張応力よりも大きく、引張応力が所定値に達している部分に、クラック140が形成される。このクラック140は、化学強化ガラス板110を表面111から裏面112まで貫通しており、本発明の製造方法におけるガラスの切断は所謂フルカット切断である。
【0092】
図4および図5に示す状態で、化学強化ガラス板110の表面111上の切断予定線113に沿って、交番電界を印加する領域を移動させると、交番電界を印加する領域に追従するようにクラック140が伸展する。クラック140の先端は、所定領域130を追い越さない。
【0093】
なお、クラック140の先端は、交番電界を印加する領域を追従するのでなく、交番電界を印加する領域と重なるように移動してもよい。クラック140の先端が所定領域130に近いほど、切断精度が向上する。
【0094】
このように、所定領域130における中間層123の残留引張応力が熱応力によって緩和されるので、クラック140が所定領域130を越えて伸展するのを防止できる。また、所定領域130の後方近傍に残留引張応力よりも大きい引張応力が生じるので、クラック140が交番電界を印加する領域の軌跡から外れるのを防止できる。従って、切断精度を向上することができ、所望の寸法形状のガラス板10(図7参照)を得ることができる。
【0095】
交番電界を印加する領域の移動は、化学強化ガラス板110に対する、第1および第2の電極131、132の相対的な移動によって行われる。交番電界を印加する領域の移動は、化学強化ガラス板110の移動、または、第1および第2の電極131、132の移動によって実現され、これらの組合せで実現されてもよい。
【0096】
交番電界を印加する領域の移動速度は、45mm/秒以上であることが好ましく、55mm/秒以上であることがより好ましい。交番電界を印加する領域の移動速度は、45mm/秒以上とすることにより、高い生産効率でガラス板を製造することができる。
【0097】
本発明の製造方法においては、化学強化用ガラスにおけるアルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比Li2O/R2OまたはNa2O/R2Oを、0.9以上とすることにより、化学強化ガラス板110の誘電加熱量Pを上昇させて、交番電界を印加する領域の移動速度を向上することにより、ガラスの切断速度を向上することができる。
【0098】
上述したように、中間層123の平均残留引張応力が30MPa以上であると、中間層123の残留引張応力のみで、中間層123に形成されたクラックが自然に伸展する(自走する)。
【0099】
切断に使用される引張応力が、誘電加熱により生じる引張応力よりも、中間層123の残留引張応力に支配されるように、中間層123の平均残留引張応力が15MPa以上であることが好ましい。これによって、引張応力が所定値に達する位置、即ち、クラック140の先端位置と、所定領域130との間の距離が十分に短くなるので、良好な切断精度が得られる。
【0100】
本発明のガラス板の製造方法は、さらに、図6に示すように、化学強化ガラス板110の表面111に、ノズル150から冷媒を吹き付ける工程を含んでいてもよい。冷媒としては、例えば、冷却空気などのガス、および冷水などの液体が挙げられる。ガスと液体とを組み合わせて用いてもよい。
【0101】
冷媒を吹き付ける領域160は、表面111において、上記の交番電界を印加する領域の後方近傍に配され、上記の交番電界を印加する領域に追従させる。これによって、所定領域130の後方近傍において、高い温度勾配が生じ、高い圧力勾配が生じるので、引張応力が所定値に達する位置、即ち、クラック140の先端位置と、所定領域130との間の距離が短くなる。よって、クラック140の位置制御性が高くなる。
【0102】
図7は、本発明の製造方法により得られるガラス板10の斜視図である。図8は、ガラス板10の要部の側面図である。ガラス板10は、圧縮応力が残留する表面層21および裏面層22と、該表面層21と該裏面層22との間に形成され、引張応力が残留する中間層23、切断面である側端面13〜16とを有する。
【0103】
ガラス板10の表面層21および裏面層22の最大残留圧縮応力、厚さ、中間層23の平均残留引張応力および厚さ、並びに比誘電率および誘電正接は、上記の化学強化ガラス板110と略同じである。
【0104】
表面11および裏面12は、それぞれ、平坦面であって、化学強化用の処理液に浸漬された面である。表面11および裏面12は、それぞれ、例えば、矩形状に形成されている。ここで、「矩形状」とは、正方形状または長方形状をいい、コーナー部分が丸みを帯びた形状を含む。
【0105】
なお、表面11および裏面12の形状に制限はなく、例えば、三角形状などの多角形状であってもよい。
【0106】
側端面13〜16は、表面11および裏面12に対して略垂直に形成されている。そのため、側端面13〜16と表面11との境界線40と、側端面13〜16と裏面12との境界線とは、略同じ寸法形状を有する。
【0107】
側端面13〜16は平坦面であってよい。なお、本実施形態では、側端面13〜16の全てが切断面であるが、側端面13〜16の少なくとも1つが切断面であればよい。
【0108】
次に、図7に基づいて、側端面13の構成について説明する。残りの側端面14〜16の構成は、側端面13の構成と同様であるので、説明を省略する。
【0109】
側端面13は、図7に示すように、圧縮応力が残留する領域31、32と、引張応力が残留する領域33とを有する。
【0110】
圧縮応力が残留する領域31は表面層21の側端面で構成され、圧縮応力が残留する領域32は裏面層22の側端面で構成され、引張応力が残留する領域33は中間層23の側端面で構成されている。そのため、引張応力が残留する領域33は、圧縮応力が残留する2つの領域31、32の間に形成されている。
【0111】
なお、側端面13の構成は、これに限定されない。例えば、側端面13に隣接する側端面14、16が切断面ではなく、化学強化用の処理液に浸漬された面である場合、側端面13において、引張応力が残留する領域は、圧縮応力が残留する領域によって四方を囲まれる。
【0112】
切断面である側端面13〜16と表面11との境界線(切断線)40は、4本の境界線部分41〜44を含んでいる。なお、境界線40は、1本以上の直線状部分を含んでいればよく、曲線状部分をさらに含んでいてもよい。
【0113】
次に、図7および図8に基づいて、境界線部分41の構成について説明する。残りの境界線部分42〜44の構成は、境界線部分41の構成と同様であるので、説明を省略する。
【0114】
境界線部分41は、切断面である側端面13と表面11との境界線であって、矩形状の表面11の外周の一辺を構成している。
【0115】
境界線部分41は、境界線部分41の両端を結ぶ仮想直線51と完全に重なることが好ましいが、両端を除き、仮想直線51から左側または右側に僅かにずれていてもよいし、仮想直線51を横切っていてもよい。
【0116】
境界線部分41は、境界線部分41上の点と、仮想直線51との間の最大距離をd(mm)とし、仮想直線51の長さをL(mm)とすると、下式(III)を満たすことが好ましい。
d/L≦2.0×10−3…(III)
【0117】
ここで、「距離」とは、仮想直線51と直交する方向における距離のことである。「最大距離」は、境界線部分41上の仮想直線51から最も遠い点と、仮想直線51との間の距離を測定して求められる。
【0118】
d/Lの上限値を2.0×10−3とすることで、良好な直線性が得られ、他部材への組み付け時に、良好な品質が得られる。例えば、枠体(例えば、携帯機器の筐体)の開口部への嵌め込み時に、ガラス板10の透視歪みまたは反射歪みを視認困難な程度に抑制することができる。d/Lの上限値は、1.5×10−3であることが好ましく、1.0×10−3であることがより好ましい。
【0119】
前記効果を十分に得るため、前記最大距離は200μm以下であることが好ましい。前記最大距離は、仮想直線51の長さなどに応じて設定され、より好ましくは150μm以下、さらに好ましくは100μm以下である。
【0120】
境界線部分41上の任意の点において、切断面である側端面13と表面11とのなす角θは、通常82〜98°であることが好ましく、より好ましくは84〜96°、さらに好ましくは87〜93°である。なす角θを82〜98°とすることで、他部材に対して精度良く組み付けることができる。
【0121】
ガラス板10の用途としては、特に限定されないが、例えば、携帯機器に組み込まれるディスプレイ用のカバーガラスまたは基板などが挙げられる。
【実施例】
【0122】
以下に、実施例などにより本発明を具体的に説明するが、本発明はこれらの例によって限定されるものではない。
【0123】
[例1]
(化学強化ガラス板の作製)
化学強化用のガラスとしては、フロート法で作製した、モル百分率表示で、SiO2:73.0%、Al2O3:7.0%、MgO:6.0%、Na2O:14.0%を含有する平板ガラスより、縦100mm×横120mm×厚さ0.7mmの平板ガラスを切り出し、研磨して準備した。このガラスの1MHzにおける200℃での比誘電率は11.0、誘電正接は0.36であった。
【0124】
化学強化ガラス板は、用意した平板ガラスを、98%KNO3−2%NaNO3混合溶融塩に浸漬し、イオン交換処理した後、室温付近まで冷却することにより作製した。98%KNO3−2%NaNO3混合溶融塩の温度は400℃とし、浸漬時間は10時間とした。
【0125】
化学強化された表面層の最大残留圧縮応力および厚さ、並びに化学強化された裏面層の最大残留圧縮応力および厚さは、表面応力計(折原製作所製、FSM−6000LE)によって測定した。また、中間層の平均残留引張応力は、表面応力計の測定結果などを上記の式(II)に代入して算出した。
【0126】
測定の結果、化学強化された表面層と裏面層とは、同じ最大残留圧縮応力(784MPa)、同じ厚さ(29μm)を有していた。また、中間層の平均残留引張応力は35MPaであった。
【0127】
(化学強化ガラス板の切断)
図3に示す切断方法で化学強化ガラス板を切断した。化学強化ガラス板の表面上の切断予定線は、1つの直線状部分で構成した。直線状部分は、表面の外周の一辺と平行とし、該一辺との間の距離は10mmとした。
【0128】
切断前に、切断予定線の全体に亘るスクライブ線は形成せず、切断予定線の始端およびその近傍に、切断の基点となる初期クラックをヤスリで形成した。
【0129】
化学強化ガラス板の所定領域に交番電界を印加するため、高周波発生ユニットに供給する電圧は45V、電流は3.2A、周波数は16.6MHzとした。交番電界を印加する領域は、切断予定線の始端から終端まで60mm/秒の速度で移動させた。
【0130】
(切断後のガラス板の評価)
切断の結果、所望の寸法形状(縦100mm×横60mm×厚さ0.7mm)のガラス板が得られた。切断面である側端面とガラス板の表面との境界線部分は、切断予定線と同一寸法形状であって、直線状部分のみを有していた。得られたガラス板について下記の評価を行った。
【0131】
切断面である側端面とガラス板の表面との境界線部分の直線性は、境界線部分上の点と、境界線部分の両端を結ぶ仮想直線との間の最大距離が200μm、最大距離d(mm)と、仮想直線の長さL(mm)との比d/L=2.0×10−3と良好であった。
【0132】
[例2]
(化学強化ガラス板の作製)
化学強化用のガラスとしては、フロート法で作製した、モル百分率表示で、SiO2:64.3%、Al2O3:8.0%、MgO:10.5%、CaO:0.1%、SrO:0.1%、BaO:0.1%、Na2O:12.5%、K2O:4.0%、ZrO2:0.5%を含有する平板ガラスより、縦100mm×横120mm×厚さ0.7mmの平板ガラスを切り出し、研磨して準備した。このガラスの1MHzにおける200℃での比誘電率は8.45、誘電正接は0.077であった。
【0133】
化学強化ガラス板は、用意した平板ガラスを、98%KNO3−2%NaNO3混合溶融塩に浸漬し、イオン交換処理した後、室温付近まで冷却することにより作製した。99%KNO3−1%NaNO3混合溶融塩の温度は400℃とし、浸漬時間は4時間15分とした。
【0134】
化学強化された表面層の最大残留圧縮応力および厚さ、並びに化学強化された裏面層の最大残留圧縮応力および厚さは、表面応力計(折原製作所製、FSM−6000LE)によって測定した。また、中間層の平均残留引張応力は、表面応力計の測定結果などを上記の式(II)に代入して算出した。
【0135】
測定の結果、化学強化された表面層と裏面層とは、同じ最大残留圧縮応力(761MPa)、同じ厚さ(31μm)を有していた。また、中間層の平均残留引張応力は、37MPaであった。
【0136】
(化学強化ガラス板の切断)
化学強化ガラス板の切断は、例1と同様の条件にて実施したが、切断中に切断予定線からずれてクラックが進展し、切断予定線から大幅にずれて切断された。
【0137】
[例3]
(化学強化ガラス板の作製)
例2と同様の条件にて化学強化ガラス板を作製した。
【0138】
(化学強化ガラス板の切断)
化学強化ガラス板の切断は、交番電界を印加する領域を切断予定線の始端から終端まで40mm/秒の速度で移動させた以外は、例2と同様の条件にて実施した。
【0139】
(切断後のガラス板の評価)
切断の結果、所望の寸法形状(縦100mm×横60mm×厚さ0.7mm)のガラス板が得られた。切断面である側端面とガラス板の表面との境界線は、切断予定線と同一寸法形状であって、直線状部分のみを有していた。
【0140】
切断面である側端面とガラス板の表面との境界線部分の直線性は、境界線部分上の点と、境界線部分の両端を結ぶ仮想直線との間の最大距離が200μm、最大距離d(mm)と、仮想直線の長さL(mm)との比はd/L=2.0×10−3であった。
【0141】
結果を表1に示す。例1は実施例、例2および例3は比較例である。
【0142】
【表1】
【0143】
表1に示すように、化学強化用ガラスにおけるNa2O/R2Oが0.9以上である例1は、ガラス切断時に交番電界を印加する領域の移動速度を60mm/秒とし、速い速度で化学強化ガラス板を切断したとしても、d/Lの値が良好であった。
【0144】
一方、Na2O/R2Oが0.9を下回る例2および例3は、ガラス切断時に交番電界を印加する領域の移動速度を40mm/秒とし、遅い切断速度で化学強化ガラス板を切断した場合にはd/Lの値が良好であったが、交番電界を印加する領域の移動速度を60mm/秒とし、速い切断速度で化学強化ガラス板を切断すると、切断予定線から大幅にずれてガラスが切断された。
【0145】
化学強化用ガラスにおけるアルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比を、0.9以上とすることにより、効率よく化学強化ガラス板を誘電加熱することができ、ガラスの切断速度を上昇することができ、ガラス板の生産効率を向上できることが分かった。
【符号の説明】
【0146】
110 化学強化ガラス板
111 表面
113 切断予定線
130 所定領域
10 ガラス板
11 表面
12 裏面
13 側端面
21 表面層
22 裏面層
23 中間層
31 圧縮応力が残留する領域
32 圧縮応力が残留する領域
33 引張応力が残留する領域
40 境界線
41 境界線部分
51 仮想直線
【特許請求の範囲】
【請求項1】
下記工程(1)および(2)を含むガラス板の製造方法
(1)Al2O3を3モル%以上含有し、Li2OおよびNa2Oの少なくとも一方を含有し、アルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比Li2O/R2OまたはNa2O/R2Oが、0.9以上であるアルミノシリケートガラスを化学強化して化学強化ガラス板を得る工程
(2)工程(1)で得られた化学強化ガラス板の所定領域に交番電界を印加することによって、該所定領域を徐冷点以下の温度で誘電加熱し、化学強化ガラス板の表面上の切断予定線に沿って交番電界を印加する領域を移動させることで、該化学強化ガラス板を切断する工程
【請求項2】
前記交番電界を印加する領域の移動速度が45mm/秒以上である請求項1に記載の製造方法。
【請求項3】
前記切断面である側端面とガラス板の表面との境界線部分を含み、
該境界線部分は、該境界線部分上の点と、該境界線部分の両端を結ぶ仮想直線との間の最大距離をd(mm)とし、前記仮想直線の長さをL(mm)とすると、d/L≦2.0×10−3の式を満たすことを特徴とする請求項1または2に記載の製造方法。
【請求項4】
前記アルミノシリケートガラスが、下記酸化物基準のモル百分率表示で、SiO2を50〜85%、Al2O3を5〜16%、B2O3を0〜12%、Na2Oを5〜18%、K2Oを0〜2%、MgOを4〜15%、CaOを0〜10%およびZrO2を0〜5%含有する請求項1〜3のいずれか1項に記載の製造方法。
【請求項5】
Al2O3を3モル%以上含有し、Li2OおよびNa2Oの少なくとも一方を含有し、アルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比Li2O/R2OまたはNa2O/R2Oが、0.9以上であるアルミノシリケートガラスを化学強化して得られる中間層の平均残留引っ張り応力が30MPa以上である化学強化ガラス板を得る工程、および
該化学強化ガラス板を誘電加熱して切断する工程
を含む製造方法により得られるディスプレイ装置用化学強化ガラスであって、
圧縮応力が残留する表面層および裏面層と、該表面層と該裏面層との間に形成され、引張応力が残留する中間層とを有し、切断面である側端面に、圧縮応力が残留する領域と、引張応力が残留する領域とを有し、
前記切断面である側端面とガラス板の表面との境界線部分を含み、
該境界線部分は、該境界線部分上の点と、該境界線部分の両端を結ぶ仮想直線との間の最大距離をd(mm)とし、前記仮想直線の長さをL(mm)とすると、
d/L≦2.0×10−3の式を満たすディスプレイ装置用化学強化ガラス。
【請求項6】
1MHzにおける200℃での比誘電率が10以上である請求項5に記載のディスプレイ装置用化学強化ガラス。
【請求項7】
1MHzにおける200℃での誘電正接が0.1以上である請求項5または6に記載のディスプレイ装置用化学強化ガラス。
【請求項8】
前記アルミノシリケートガラスがフロート法、ダウンドロー法、フュージョン法およびロールアウト法のいずれか1によって製造されたものである請求項5〜7のいずれか1項に記載のディスプレイ装置用化学強化ガラス。
【請求項9】
前記アルミノシリケートガラスが、下記酸化物基準のモル百分率表示で、SiO2を50〜85%、Al2O3を5〜16%、B2O3を0〜12%、Na2Oを5〜18%、K2Oを0〜2%、MgOを4〜15%、CaOを0〜10%およびZrO2を0〜5%含有する請求項5〜8のいずれか1項に記載のディスプレイ装置用化学強化ガラス。
【請求項1】
下記工程(1)および(2)を含むガラス板の製造方法
(1)Al2O3を3モル%以上含有し、Li2OおよびNa2Oの少なくとも一方を含有し、アルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比Li2O/R2OまたはNa2O/R2Oが、0.9以上であるアルミノシリケートガラスを化学強化して化学強化ガラス板を得る工程
(2)工程(1)で得られた化学強化ガラス板の所定領域に交番電界を印加することによって、該所定領域を徐冷点以下の温度で誘電加熱し、化学強化ガラス板の表面上の切断予定線に沿って交番電界を印加する領域を移動させることで、該化学強化ガラス板を切断する工程
【請求項2】
前記交番電界を印加する領域の移動速度が45mm/秒以上である請求項1に記載の製造方法。
【請求項3】
前記切断面である側端面とガラス板の表面との境界線部分を含み、
該境界線部分は、該境界線部分上の点と、該境界線部分の両端を結ぶ仮想直線との間の最大距離をd(mm)とし、前記仮想直線の長さをL(mm)とすると、d/L≦2.0×10−3の式を満たすことを特徴とする請求項1または2に記載の製造方法。
【請求項4】
前記アルミノシリケートガラスが、下記酸化物基準のモル百分率表示で、SiO2を50〜85%、Al2O3を5〜16%、B2O3を0〜12%、Na2Oを5〜18%、K2Oを0〜2%、MgOを4〜15%、CaOを0〜10%およびZrO2を0〜5%含有する請求項1〜3のいずれか1項に記載の製造方法。
【請求項5】
Al2O3を3モル%以上含有し、Li2OおよびNa2Oの少なくとも一方を含有し、アルカリ金属の酸化物の総含有量R2Oに対するLi2OまたはNa2Oの含有量のモル比Li2O/R2OまたはNa2O/R2Oが、0.9以上であるアルミノシリケートガラスを化学強化して得られる中間層の平均残留引っ張り応力が30MPa以上である化学強化ガラス板を得る工程、および
該化学強化ガラス板を誘電加熱して切断する工程
を含む製造方法により得られるディスプレイ装置用化学強化ガラスであって、
圧縮応力が残留する表面層および裏面層と、該表面層と該裏面層との間に形成され、引張応力が残留する中間層とを有し、切断面である側端面に、圧縮応力が残留する領域と、引張応力が残留する領域とを有し、
前記切断面である側端面とガラス板の表面との境界線部分を含み、
該境界線部分は、該境界線部分上の点と、該境界線部分の両端を結ぶ仮想直線との間の最大距離をd(mm)とし、前記仮想直線の長さをL(mm)とすると、
d/L≦2.0×10−3の式を満たすディスプレイ装置用化学強化ガラス。
【請求項6】
1MHzにおける200℃での比誘電率が10以上である請求項5に記載のディスプレイ装置用化学強化ガラス。
【請求項7】
1MHzにおける200℃での誘電正接が0.1以上である請求項5または6に記載のディスプレイ装置用化学強化ガラス。
【請求項8】
前記アルミノシリケートガラスがフロート法、ダウンドロー法、フュージョン法およびロールアウト法のいずれか1によって製造されたものである請求項5〜7のいずれか1項に記載のディスプレイ装置用化学強化ガラス。
【請求項9】
前記アルミノシリケートガラスが、下記酸化物基準のモル百分率表示で、SiO2を50〜85%、Al2O3を5〜16%、B2O3を0〜12%、Na2Oを5〜18%、K2Oを0〜2%、MgOを4〜15%、CaOを0〜10%およびZrO2を0〜5%含有する請求項5〜8のいずれか1項に記載のディスプレイ装置用化学強化ガラス。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−35721(P2013−35721A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2011−174162(P2011−174162)
【出願日】平成23年8月9日(2011.8.9)
【出願人】(000000044)旭硝子株式会社 (2,665)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成23年8月9日(2011.8.9)
【出願人】(000000044)旭硝子株式会社 (2,665)
【Fターム(参考)】
[ Back to top ]