
ガラス板姿勢変換装置及びガラス板姿勢変換方法
【課題】前工程から横姿勢で搬送されるガラス板を縦姿勢に姿勢変換をして次工程に受け渡すという一連の処理を、先行するガラス板から後続のガラス板に亘って的確に行い、無駄な待ち時間を可及的に低減させ、作業時間の短縮ひいては生産性の向上を図る。
【解決手段】横軸2廻りに一方向Aに間欠回転する回転体3の外周部に、ガラス板4を保持する保持部5を複数配列し、回転体3の回転停止時に一の保持部5が受取エリア6で横姿勢のガラス板4を受け取り、その受け取り完了時に回転体3の回転を開始させ、その回転に伴ってガラス板4が縦姿勢で受渡エリア7に位置した時点で回転体3の回転を停止させ、その回転停止時に、一の保持部5が受渡エリア7で縦姿勢のガラス板4を受け渡し可能となると同時に、一の保持部5の回転方向後側に存する他の保持部5が受取エリア6で後続の横姿勢のガラス板4を受け取り可能となるように構成する。
【解決手段】横軸2廻りに一方向Aに間欠回転する回転体3の外周部に、ガラス板4を保持する保持部5を複数配列し、回転体3の回転停止時に一の保持部5が受取エリア6で横姿勢のガラス板4を受け取り、その受け取り完了時に回転体3の回転を開始させ、その回転に伴ってガラス板4が縦姿勢で受渡エリア7に位置した時点で回転体3の回転を停止させ、その回転停止時に、一の保持部5が受渡エリア7で縦姿勢のガラス板4を受け渡し可能となると同時に、一の保持部5の回転方向後側に存する他の保持部5が受取エリア6で後続の横姿勢のガラス板4を受け取り可能となるように構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、前工程から搬送されてきた横姿勢のガラス板を縦姿勢に姿勢変換して次工程に受け渡すためのガラス板姿勢変換装置及びガラス板姿勢変換方法に関する。
【背景技術】
【0002】
周知のように、ガラス板を加工する工程では、その代表例として、該ガラス板に端面加工や孔加工等を施すことが行われるが、これらの加工時においては作業の安定性等の観点から、ガラス板を横姿勢(水平姿勢または該水平姿勢から僅かに傾斜した姿勢)で搬送しながら当該加工を実行するのが通例である。
【0003】
この種の加工を終えたガラス板には、当該加工に伴って発生したガラス微粉等の異物が付着しているため、その異物の除去を主たる目的として、この種のガラス板に対しては洗浄が行われ、その後に乾燥工程を経て梱包されているのが実情である。
【0004】
特に、フラットパネルディスプレイ(FPD)用のガラス板においては、表面の品位基準が厳格であるため、微細な異物の付着であっても致命的な問題となり得る。そのため、この種のガラス板に対しては、入念に洗浄を行うことが不可欠となるが、その際にはガラス板を縦姿勢(垂直姿勢または該垂直姿勢から僅かに傾斜した姿勢)にした状態で当該洗浄工程を実行することが効果的であるとされている。
【0005】
しかも、近年におけるFPD用ガラス板の大型化の推進を考慮すれば、この種のガラス板を効率良く梱包して輸送する面においても、当該ガラス板は縦姿勢に保持されていることが得策であると言える。
【0006】
従って、上述の端面加工時や孔加工時等に横姿勢で搬送されていたガラス板は、洗浄工程が実行される前に、縦姿勢に姿勢変換される必要性が生じる。また、これ以外にも、ガラス板の製造に係る各種工程間においては、前工程から横姿勢で搬送されてきたガラス板を、縦姿勢に姿勢変換して次工程に受け渡すことを余儀なくされる場合がある。
【0007】
このような要請に応じるためには、例えば特許文献1に開示されているロボットハンドを使用して、横姿勢で搬送されてきたガラス板をロボットハンド先端に吸着させた後、該ロボットハンドの動作によりガラス板を縦姿勢に姿勢変換して、梱包用パレット上に積載していくことが行われ得る。
【0008】
また、他の例として、特許文献2によれば、前工程から横姿勢(水平姿勢)で搬送されてきたガラス板を、起立装置のパネル載置部に移載させると共に、その移載が完了した時点で、パネル載置部を水平姿勢から縦姿勢(約80°の傾斜姿勢)になるまで回動させ、然る後、そのパネル載置部からそれに隣接する次工程の縦姿勢搬送装置にガラス板を移送する構成が開示されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2007−940号公報
【特許文献2】特開2004−175525号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
ところで、上述の特許文献1に開示されたロボットハンドは、吸着したガラス板を任意の位置に移動させ或いは任意の姿勢に変換する作業を容易に行い得るが、近年の大型化が推進されているガラス板を対象とした場合には、その装置の大型化や設備コストの高騰を回避することができない。また、薄肉化までもが推進されているFPD用ガラス板を対象とした場合には、横姿勢から縦姿勢への姿勢変換時に当該ガラス板の破損が多発するという安全上の問題についても免れ得ない。しかも、ロボットハンドを使用したのでは、動作の制御が複雑になるという致命的な欠陥をも招く。
【0011】
そして、最大の難点は、ガラス板を横姿勢から縦姿勢に変換して次工程に受け渡した後に、ロボットハンドが元の位置に戻るまでの間は、後続のガラス板に対する処理を開始することができないことである。そのため、ロボットハンドを使用した場合には、先行するガラス板の処理を終えてから後続のガラス板の処理を行うまでの待ち時間が無駄となり、作業時間の長期化及び作業能率の悪化を招来し、生産性の低下を余儀なくされる。
【0012】
また、特許文献2に開示された起立装置による場合においても、パネル載置部に横姿勢で移載されたガラス板が、パネル載置部の回動によって縦姿勢に変換された後は、隣接する次工程の縦姿勢搬送装置に対するガラス板の移載が完了し且つパネル載置部が逆方向に回動して横姿勢になるまでの間は、後続のガラス板に対して同様の処理を開始することができない。そのため、この起立装置を使用したとしても、無駄な待ち時間が必要となり、作業時間の長期化及び作業能率の悪化ひいては生産性の低下を招く。
【0013】
本発明は、上記事情に鑑み、前工程から横姿勢で搬送されるガラス板を縦姿勢に姿勢変換をして次工程に受け渡すという一連の処理を、先行するガラス板から後続のガラス板に亘って的確且つ並行して行うことにより、無駄な待ち時間を可及的に低減させ、作業時間の短縮ひいては生産性の向上を図ることを技術的課題とする。
【課題を解決するための手段】
【0014】
上記技術的課題を解決するために創案された本発明に係る装置は、前工程から横姿勢で搬送されるガラス板を受取エリアで受け取り且つ該ガラス板を縦姿勢に姿勢変換して受渡エリアで次工程に受け渡すように構成したガラス板姿勢変換装置であって、横軸廻りに一方向に間欠回転する回転体の外周部に、ガラス板を保持する保持部を該回転体の回転方向に複数配列すると共に、該回転体の回転停止時に前記複数の保持部のうち一の保持部が前記受取エリアで横姿勢のガラス板を受け取り、その受け取り完了時に該ガラス板を前記一の保持部に保持させた状態で前記回転体の回転を開始させ、その回転に伴って該ガラス板が縦姿勢で前記受渡エリアに位置した時点で該回転体の回転を停止させ、その回転停止時に、前記一の保持部が前記受渡エリアで前記縦姿勢のガラス板を受け渡し可能となると同時に、前記一の保持部の回転方向後側に存する他の保持部が前記受取エリアで後続の横姿勢のガラス板を受け取り可能となるように構成したことに特徴づけられる。ここで、上記の「横軸」は、水平軸であることが好ましいが、該水平軸から僅かに傾斜している軸を含むと共に、上記の「横姿勢のガラス板」は、水平姿勢のガラス板であることが好ましいが、回転体の軸心と直交する縦断面で水平方向を基準として僅かに傾斜した姿勢のガラス板をも含み、且つ、上記の「縦姿勢のガラス板」は、垂直姿勢のガラス板、または、回転体の軸心と直交する縦断面で垂直方向を基準として±20°の範囲内で傾斜した姿勢のガラス板であることが好ましい(以下、同様)。
【0015】
このような構成によれば、横軸廻りに回転体が一方向に間欠回転している間に、その外周部の一の保持部で受け取って保持したガラス板が縦姿勢になった時点で、回転体の回転が停止し、その回転停止時に、前記一保持部が次工程に対してガラス板を縦姿勢で受け渡し可能になると同時に、前記一の保持部の回転方向後側に存する他の保持部が前工程から後続のガラス板を横姿勢で受け取り可能となる。このように、先行するガラス板の次工程への受け渡し作業と、後続のガラス板の前工程からの受け取り作業とが、同時に行い得ることになるため、前記受け渡し作業が終了してから回転体が元の位置に戻るまで待った後に前記受け取り作業を行う場合のような無駄な待ち時間が不要となる。これにより、作業時間の大幅な短縮が図られ、これに伴って生産性も大幅に向上する。
【0016】
この場合、前記回転体は、枠材を組み立ててなり且つ軸直角断面の外周部が多角形を呈する枠組み体であって、該多角形の各辺に沿うように前記保持部がそれぞれ形成されていることが好ましい。
【0017】
このようにすれば、回転体の軽量化が図られるのみならず、必要箇所のみを枠材で補強できるため、剛性面においても十分な回転体を得ることが可能となり、耐久性の向上をも図り得る。なお、上記の多角形としては、四角形、特に正方形であることが好ましいが、正五角形、正六角形、正七角形または正八角形などであってもよい。
【0018】
以上の構成において、前記複数の保持部にそれぞれ、前記回転体の回転時におけるガラス板の移動を阻止すると共に該回転体の回転時に生じる遠心力に伴うガラス板の変形を阻止するガラス板保護手段を配設することが好ましい。
【0019】
このようにすれば、回転体の外周部に複数の保持部が形成されていることに起因して、ガラス板の移動やガラス板に作用する遠心力が顕著になる現象が生じるが、このような現象による不都合は、ガラス板保護手段によって適切に除去される。
【0020】
この場合、前記ガラス板保護手段は、前記受取エリアでのガラス板の受け取り完了時から前記回転体が回転を開始して停止するまでの間においてガラス板の対向する二辺に沿う両端縁部を把持するクランプ機構を有するようにしてもよい。
【0021】
このようにすれば、回転体の回転に伴うガラス板の移動やガラス板に作用する遠心力による外方への膨出が、その対向する二辺に沿う両端縁部をクランプ機構が把持していることにより適切に阻止される。
【0022】
また、前記ガラス板保護手段は、前記受取エリアでのガラス板の受け取り完了時から前記回転体が回転を開始して停止するまでの間においてガラス板の対向する二辺間の部位を裏面より真空吸着する吸着手段を有するようにしてもよい。
【0023】
このようにすれば、回転体の回転に伴うガラス板の移動やガラス板に作用する遠心力による外方への膨出が、その対向する二辺間の部位を吸着手段が裏面より真空吸着していることにより適切に阻止される。
【0024】
以上の構成において、前記複数の保持部にそれぞれ、ガラス板の受け取り時の取込搬送を行う取込搬送手段を配設してもよく、或いは、これに代えてまたはこれと共に、前記受取エリアに、ガラス板の受け取り時の取込搬送を行う取込搬送手段を、前記回転体とは縁切り状態で定位置に配設してもよい。
【0025】
このようにすれば、各保持部にガラス板を受け取る際の受け取り動作が円滑化される。なお、複数の保持部に配設される取込搬送手段は、ガラス板の移動を積極的に行うもの或いは補助的に行うものの何れであってもよく、また受取エリアに回転体とは縁切り状態で配設される取込搬送手段も、ガラス板の移動を積極的に行うもの或いは補助的に行うものの何れであってもよい。但し、受取エリアに配設される取込搬送手段を主たるものとすれば、回転体に付加する構成の簡素化が図られ、回転体の回転に要する駆動力を効率良く軽減することができる。
【0026】
以上の構成において、前記受取エリアでのガラス板の受け取り時の取込搬送方向を、前記横軸の軸方向と直交する方向とすることができる。
【0027】
このようにすれば、既述の取込搬送手段やクランプ機構さらには吸着手段の配列方向を、回転体の回転方向との関係で適切なものとすることができる。
【0028】
以上の構成において、前記受取エリアは、前記回転体の上方に設けられていることが好ましい。
【0029】
このようにすれば、受取エリアが回転体の上方に設けられていることにより、回転体の間欠回転時に該回転体の上部に位置する保持部に、ガラス板が受け取られることになり、ガラス板の受け取り動作を適切な位置で円滑に行うことができる。
【0030】
この場合、前記受渡エリアは、前記受取エリアの下部側方に設けられていることが好ましい。
【0031】
このようにすれば、既述の回転体の上方で保持部に受け取られたガラス板は、回転体が90°程度回転した時点で、受取エリアの下部側方に設けられた受渡エリアに到達することにより、適切な縦姿勢となり、この縦姿勢を維持して次工程へと受け渡される。これにより、受取エリアと受渡エリアとの位置関係が適正化され、ガラス板の受け取りから受け渡しに至る一連の動作が支障を来たすことなく円滑に行われる。
【0032】
上記技術的課題を解決するために創案された本発明に係る方法は、前工程から横姿勢で搬送されるガラス板を受取エリアで受け取り且つ該ガラス板を縦姿勢に姿勢変換して受渡エリアで次工程に受け渡すガラス板姿勢変換方法であって、横軸廻りに一方向に間欠回転する回転体の外周部に、ガラス板を保持する保持部を該回転体の回転方向に複数配列した状態で、該回転体の回転停止時に前記複数の保持部のうち一の保持部が前記受取エリアで横姿勢のガラス板を受け取り、その受け取り完了時に該ガラス板を前記一の保持部に保持させた状態で前記回転体の回転を開始させ、その回転に伴って該ガラス板が縦姿勢で前記受渡エリアに位置した時点で該回転体の回転を停止させ、その回転停止時に、前記一の保持部が前記受渡エリアで前記縦姿勢のガラス板を受け渡すと同時に、前記一の保持部の回転方向後側に存する他の保持部が前記受取エリアで後続の横姿勢のガラス板を受け取ることに特徴づけられる。
【0033】
このような構成を備えた本発明に係る方法についての説明事項(作用効果を含む)は、この欄の冒頭で述べた本発明に係る装置についての説明事項と実質的に同一である。
【発明の効果】
【0034】
以上のように本発明によれば、横軸廻りに回転体が一方向に間欠回転している間において、その外周部の保持部へのガラス板の受け取り及び保持部からのガラス板の受け渡しが同時に行い得ることになるため、無駄な待ち時間が不要となり、作業時間の大幅な短縮ひいては生産性の大幅な向上が図られる。
【図面の簡単な説明】
【0035】
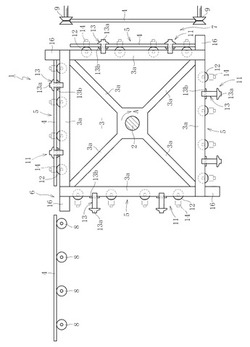
【図1】本発明の第一実施形態に係るガラス板姿勢変換装置の全体構成を示す概略側面図である。
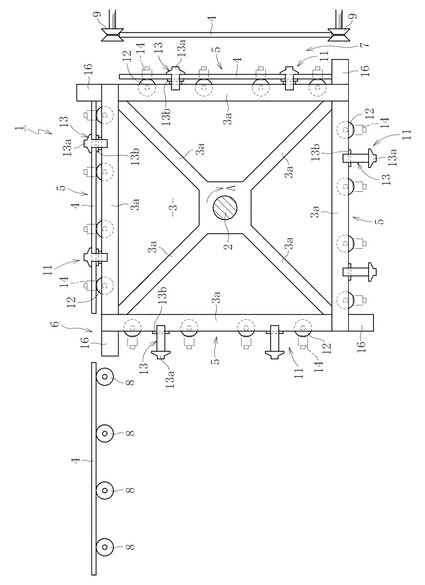
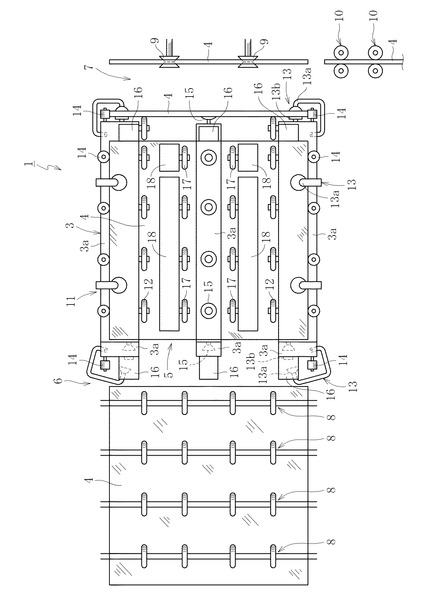
【図2】本発明の第一実施形態に係るガラス板姿勢変換装置の全体構成を示す概略平面図である。
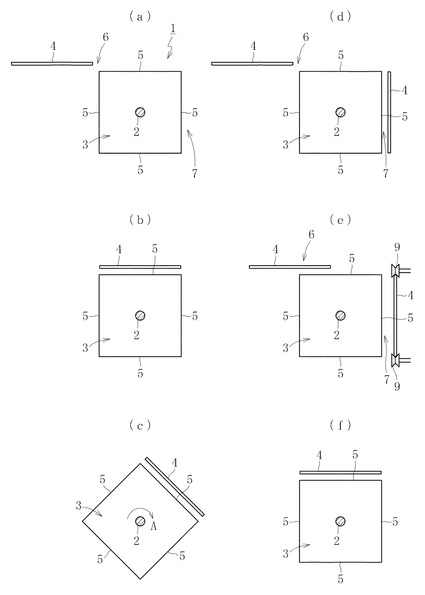
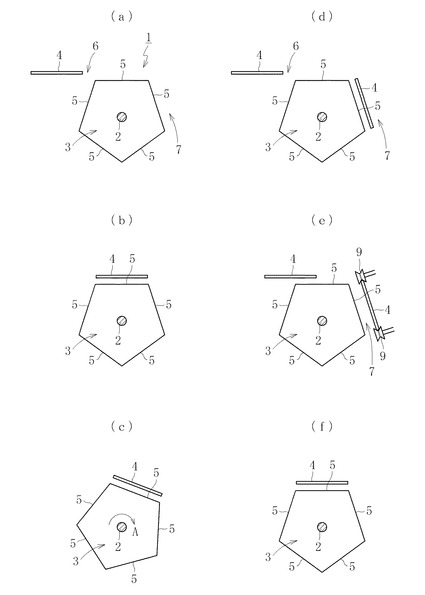
【図3】(a)、(b)、(c)、(d)、(e)、(f)はそれぞれ、本発明の第一実施形態に係るガラス板姿勢変換装置における回転体の動作を模式的に示す概略側面図である。
【図4】(a)、(b)、(c)、(d)、(e)、(f)はそれぞれ、本発明の第二実施形態に係るガラス板姿勢変換装置における回転体の動作を模式的に示す概略側面図である。
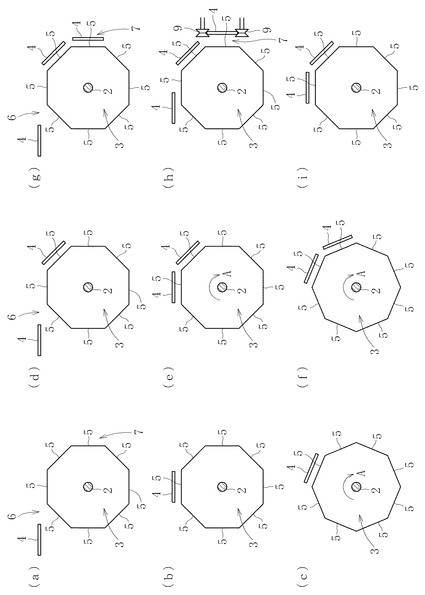
【図5】(a)、(b)、(c)、(d)、(e)、(f)、(g)、(h)、(i)はそれぞれ、本発明の第三実施形態に係るガラス板姿勢変換装置における回転体の動作を模式的に示す概略側面図である。
【発明を実施するための形態】
【0036】
以下、本発明の実施形態を添付図面に基づいて説明する。
【0037】
図1は、本発明の第一実施形態に係るガラス板姿勢変換装置1の全体構成を示す概略側面図であり、図2は、その概略平面図である。なお、この装置1で姿勢変換対象となる矩形のガラス板は、一辺の長さが1m以上で且つ板厚が0.5〜3.0mmの薄肉大型のガラス板である。
【0038】
図1に示すように、ガラス板姿勢変換装置1は、横軸2廻りに矢印Aで示す一方向に間欠回転する側面視(軸直角断面形状)が略矩形の回転体3を有し、この回転体3の外周部には、ガラス板4を保持する四つの保持部5が四辺に沿うように形成されている。この場合、横軸2は、基台に対して定位置に支持されると共に、回転体3は、枠材を組み立ててなる枠組み体であって、駆動源としてのサーボモータ(図示略)により90°おきに回転と停止とを繰り返す構成とされている。
【0039】
回転体3の上方には、端面加工や孔加工等を行う前工程から搬送されるガラス板4を回転体3の保持部5に受け取らせる受取エリア6が設けられると共に、受取エリア6の下部側方(側方は、受け取り方向の側方)には、回転体3の保持部5から洗浄処理を行う次工程にガラス板4を受け渡す受渡エリア7が設けられている。
【0040】
受取エリア6には、定位置に設置され且つ前工程からガラス板4を横姿勢で搬送しながら回転体3の上部に位置する保持部5に送り出す複数の送出ローラ8が配列されると共に、受渡エリア7には、回転体3に縦姿勢で保持されているガラス板4を次工程で使用される縦型洗浄機の洗浄用ローラ10に受け渡す受渡手段が配列されている(図2参照)。なお、この受渡手段9は、回転体3に縦姿勢で保持されているガラス板4に対して、接近動及び離反動可能に且つ上下動可能に支持されている。
【0041】
図1及び図2に示すように、回転体3の各保持部5は、軸直角方向に延びる複数本(図例では三本)の枠材3aを備え、これらの各枠材3aに、回転体3の回転時におけるガラス板4の移動を阻止すると共に回転体3の回転時に生じる遠心力に伴うガラス板4の変形を阻止するガラス板保護手段11が配備されている。
【0042】
詳述すると、図2に示すように、軸方向両端部に存する二本の枠材3aの内側面には、ガラス板4を取り込む取込搬送手段としての複数の端側搬送ローラ12が装着されると共に、この二本の枠材3aの外端部には、ガラス板4の進行方向に平行な両端縁部を把持する複数のクランプ機構13と、ガラス板4の進行方向に平行な両端面の移動を案内する複数のガイドローラ14とが装着されている。この場合、クランプ機構13は、表面側部材13aと裏面側部材13bとの両者がガラス板4の表裏面に対して接近動及び離反動するように構成されている。
【0043】
また、軸方向中央部の1本の枠材3aには、ガラス板4を裏面から真空吸着する複数の吸着パッド15が装着されている。なお、これらの吸着パッド15は、ガラス板4の裏面に対して接近動及び離反動するように構成されている。加えて、これら三本の枠材3aのガラス板受け取り方向の端部には、保持部5へのガラス板4の受け取り時に該ガラス板4の移動を受け取り完了位置で規制するストッパ16が固定されている。
【0044】
更に、受取エリア6には、回転体3の上部に位置する保持部5の存在領域における三本の枠材3aの相互間に、内側面に取込搬送手段としての複数の内側搬送ローラ17を有する二列のコンベアユニット18が、回転体3とは縁切り状態で定位置に配設されている。これらのコンベアユニット18は、各列毎に受け取り側の端部で二分割され、回転体3の回転時にガラス板4との干渉を回避するために、端部側のコンベアユニット18が傾動可能とされている。
【0045】
なお、回転体3の外周部に形成された四つの保持部5は、図2に示す構成と全てが同一であるが、コンベアユニット18は、受取エリア6にのみ配設されている。
【0046】
このような構成を備えた回転体3は、A方向への間欠回転に伴って、次に示すようなタイミングでガラス板4の受け取り及び受け渡しを行う。
【0047】
即ち、図3(a)に示すように、受取エリア6に到達した横姿勢のガラス板4は、同図(b)に示すように、回転体3の回転停止時に、回転体3の上部の保持部5に受け取られて、その受け取りが完了する。なお、この間においては、後述する受渡エリア7での縦姿勢のガラス板4の受け渡しが行われ、その受け渡しが完了している。そして、受取エリア6でのガラス板4の受け取りが完了した後は、同図(c)に示すように、回転体3がA方向に回転すると共に、回転体3が90°回転して停止した時点で、同図(d)に示すように、回転体の保持部5に保持されているガラス板4が縦姿勢になり、この時点では、受取エリア6に後続の横姿勢のガラス板4が到達している。この後においては、同図(e)に示すように、受渡エリア7で縦姿勢のガラス板4の次工程への受け渡しが行われると同時に、受取エリア6で横姿勢のガラス板4の受け取りが行われ、その後に、同図(f)に示すように、縦姿勢のガラス板4の受け渡しが完了すると共に、横姿勢のガラス板4の受け取りが完了する。このような状態から同図(c)、(d)、(e)に示すような動作が再び実行されることにより、受渡エリア7で縦姿勢のガラス板4の次工程への受け渡しが行われると同時に、受取エリア6で横姿勢のガラス板4の受け取りが行われる。そして、以上のように回転体3のA方向への90°毎の間欠回転が行われることにより、結局のところ、同図(b)、(c)、(d)、(e)の動作が繰り返して実行される。
【0048】
以下、この第一実施形態に係るガラス板姿勢変換装置1の作用を詳細に説明する。
【0049】
先ず、図1及び図2を参照して、前工程から送出ローラ8によって搬送されてきた横姿勢のガラス板4は、受取エリア6において、回転停止時における回転体3の上部に位置している保持部5に受け取られる。この保持部5への受け取りは、横姿勢のガラス板4が送出ローラ8から保持部5の端側搬送ローラ12及び内側搬送ローラ17に横姿勢のままで移乗していくことにより行われる。そして、ガラス板4が受け取り方向の端部に移動した時点で、ガラス板4の移動方向の端面がストッパ16に当接することによりガラス板4の移動が規制される。この直後に、クランプ機構13の表面側部材13a及び裏面側部材13bが、ガラス板4の軸方向両端縁部の表裏面にそれぞれ接近動して圧接することにより、当該両端縁部が把持されると共に、吸着パッド15が、ガラス板4の裏面に接近動して当該裏面を吸着保持する。なお、以上のような動作が行われている間に、受渡エリア7では所定の処理が行われて完了している(詳細は後述する)。
【0050】
このようにして、回転体3の上部の保持部5によるガラス板4の受け取り動作が全て完了した時点で、サーボモータの駆動により回転体3が横軸2廻りに回転し、90°回転した時点で停止する。この回転体3の回転時には、ガラス板4の移動及び遠心力に伴うガラス板4の中央部の膨出が、クランプ機構13及び吸着パッド15により阻止されると共に、この回転体3の回転停止時には、ガラス板4が縦姿勢に姿勢変換されて受渡エリア7に到達する。なお、回転体3が回転をする際には、端部側のコンベアユニット18とガラス板4との干渉を回避するため、当該コンベアユニット18の受け取り方向側が下降傾斜した状態となる。
【0051】
そして、回転体3が停止している間においては、受渡エリア7で縦姿勢のガラス板4の次工程への受け渡しが行われると同時に、この時に回転体3の上部に位置している保持部5に対して、既述と同様の態様で横姿勢のガラス板4の受け取りが行われる。
【0052】
この場合、受渡エリア7において上下に配備されている受渡手段9は、図例では上下共に受渡ローラ9で構成されているが、上方の受渡手段9が受渡クランプであり且つ下方の受渡手段9が受渡ローラであることが好ましい。このような構成であると、先ず、上方の受渡クランプ9及び下方の受渡ローラ9が縦姿勢のガラス板4に接近動して、受渡クランプ9が当該ガラス板4の直上方に到達し且つ当該ガラス板4をクランプすると共に、下方の受渡ローラ9が当該ガラス板4の直下方に到達して上動することにより当該ガラス板4を保持する。この後、保持部5のクランプ機構13の表面側部材13a及び裏面側部材13bが、ガラス板4の表裏面から離反動し、このような状態の下で、受渡クランプ9及び受渡ローラ9が回転体3から離反動することによりガラス板4も回転体3から離反動する。この時点においては、保持部5のクランプ機構13の表面側部材13aは、ガラス板4と干渉しない状態となるまで開かれている。
【0053】
この後、受渡クランプ9及び受渡ローラ9は、縦姿勢のガラス板4に対する受渡クランプ9のクランプ開放と受渡ローラ9の下動とを伴って、ガラス板4を縦姿勢のままで縦型洗浄機の洗浄用ローラ10に受け渡す。この受け渡し作業が完了した時点で、後続の横姿勢のガラス板4の受け渡し作業も完了している。そして、回転体3は、この受け渡し及び受け取りの両作業が完了した時点で、サーボモータの駆動により90°回転し、再びガラス板4に対して同様の動作を行う。
【0054】
以上のように、このガラス板姿勢変換装置1によれば、回転体3の停止時に、ガラス板4の受け取り動作と受け渡し動作との両動作が行われるため、ガラス板4の受け渡し動作が完了するのを待って回転体3を元の位置に戻して受け取り動作を行う場合に比して、待ち時間が可及的に短くなり、作業期間の短縮ひいては生産性の向上が図られる。
【0055】
図4は、本発明の第二実施形態に係るガラス板姿勢変換装置1の構成及び動作を説明するための概略側面図である。この第二実施形態に係るガラス板姿勢変換装置1は、回転体3が側面視で正五角形を呈し、その外周部に五辺に沿う五つの保持部5が形成され、この五つの保持部5は、上述の第一実施形態における回転体3の保持部5と実質的に同一の構成とされている。
【0056】
この第二実施形態に係るガラス板姿勢変換装置1の回転体3の間欠回転に伴うガラス板4の受け取り及び受け渡しのタイミングは次に示す通りである。即ち、図4(a)に示すように、受取エリア6に到達した横姿勢のガラス板4は、同図(b)に示すように、回転体3の回転停止時に、回転体3の上部の保持部5に受け取られて、その受け取りが完了する。なお、この間においては、後述する受渡エリア7での縦姿勢のガラス板4の受け渡しが行われ、その受け渡しが完了している。そして、受取エリア6でのガラス板4の受け取りが完了した後は、同図(c)に示すように、回転体3がA方向に回転すると共に、回転体3が72°回転して停止した時点で、同図(d)に示すように、回転体の保持部5に保持されているガラス板4が垂直姿勢から18°傾斜した縦姿勢になり、この時点では、受取エリア6に後続の横姿勢のガラス板4が到達している。この後においては、同図(e)に示すように、受渡エリア7で縦姿勢のガラス板4の次工程への受け渡しが行われると同時に、受取エリア6で横姿勢のガラス板4の受け取りが行われ、その後に、同図(f)に示すように、縦姿勢のガラス板4の受け渡しが完了すると共に、横姿勢のガラス板4の受け取りが完了する。このような状態から同図(c)、(d)、(e)に示すような動作が再び実行されることにより、受渡エリア7で縦姿勢のガラス板4の次工程への受け渡しが行われると同時に、受取エリア6で横姿勢のガラス板4の受け取りが行われる。従って、この第二実施形態に係るガラス板姿勢変換装置1の場合にも、回転体3の停止時に、ガラス板4の受け取り動作と受け渡し動作との両動作が行われるため、待ち時間が可及的に短くなり、作業期間の短縮ひいては生産性の向上が図られる。なお、この第二実施形態に係るガラス板姿勢変換装置1は、次工程へのガラス板4の受け渡しが傾斜した縦姿勢で行う必要がある場合に有利となる。
【0057】
図5は、本発明の第三実施形態に係るガラス板姿勢変換装置1の構成及び動作を説明するための概略側面図である。この第三実施形態に係るガラス板姿勢変換装置1は、回転体3が側面視で正八角形を呈し、その外周部に八辺に沿う八つの保持部5が形成され、この八つの保持部5も、上述の第一実施形態における回転体3の保持部5と実質的に同一の構成とされている。
【0058】
この第三実施形態に係るガラス板姿勢変換装置1の回転体3の間欠回転に伴うガラス板4の受け取り及び受け渡しのタイミングは次に示す通りである。即ち、図5(a)に示すように、受取エリア6に到達した横姿勢のガラス板4は、同図(b)に示すように、回転体3の回転停止時に、回転体3の最上部の保持部5に受け取られて、その受け取りが完了する。なお、この間においては、後述する受渡エリア7での縦姿勢のガラス板4の受け渡しが行われ、その受け渡しが完了している。そして、受取エリア6での一枚目のガラス板4の受け取りが完了した後は、同図(c)に示すように、回転体3がA方向に回転すると共に、回転体3が45°回転して停止した時点で、同図(d)に示すように、横姿勢の二枚目のガラス板4が受取エリア6に到達している。そして、この回転停止時に、二枚目のガラス板4は、同図(e)に示すように、この時点で回転体3の最上部に存する保持部5に受け取られて、その受け取りが完了する。なお、この間においても、後述する受渡エリア7での縦姿勢のガラス板4の受け渡しが行われ、その受け渡しが完了している。このように二枚目のガラス板4の受け取りが完了した後は、同図(f)に示すように、回転体3がA方向に回転すると共に、回転体3が更に45°回転して停止した時点で、同図(g)に示すように、回転体の保持部5に保持されている一枚目のガラス板4が縦姿勢になり、この時点では、受取エリア6に後続の横姿勢のガラス板4が到達している。この後においては、同図(h)に示すように、受渡エリア7で縦姿勢のガラス板4の次工程への受け渡しが行われると同時に、受取エリア6で横姿勢のガラス板4の受け取りが行われ、その後に、同図(i)に示すように、縦姿勢のガラス板4の受け渡しが完了すると共に、横姿勢のガラス板4の受け取りが完了する。このような状態から同図(f)、(g)、(h)に示すような動作が再び実行されることにより、受渡エリア7で縦姿勢のガラス板4の次工程への受け渡しが行われると同時に、受取エリア6で横姿勢のガラス板4の受け取りが行われる。従って、この第三実施形態に係るガラス板姿勢変換装置1の場合にも、回転体3の停止時に、ガラス板4の受け取り動作と受け渡し動作との両動作が行われるため、待ち時間が可及的に短くなり、作業期間の短縮ひいては生産性の向上が図られる。
【0059】
なお、以上の実施形態では、前工程がガラス板の端面加工や孔加工を行う工程であると共に、次工程が洗浄工程であるが、これら以外に、前工程が例えば横姿勢での洗浄工程や乾燥工程等、次工程が例えば梱包用パレットへのガラス板の縦姿勢積載工程等である場合にも、本発明を同様にして適用することができる。
【符号の説明】
【0060】
1 ガラス板姿勢変換装置
2 横軸
3 回転体
4 ガラス板
5 保持部
6 受取エリア
7 受渡エリア
8 送出ローラ(前工程からの搬送手段)
9 受渡手段(次工程への搬送手段)
11 ガラス板保護手段
12 取込搬送手段(端側搬送ローラ)
13 クランプ機構
14 ガイドローラ
15 吸着手段(吸着パッド)
16 ストッパ
17 取込搬送手段(内側搬送ローラ)
【技術分野】
【0001】
本発明は、前工程から搬送されてきた横姿勢のガラス板を縦姿勢に姿勢変換して次工程に受け渡すためのガラス板姿勢変換装置及びガラス板姿勢変換方法に関する。
【背景技術】
【0002】
周知のように、ガラス板を加工する工程では、その代表例として、該ガラス板に端面加工や孔加工等を施すことが行われるが、これらの加工時においては作業の安定性等の観点から、ガラス板を横姿勢(水平姿勢または該水平姿勢から僅かに傾斜した姿勢)で搬送しながら当該加工を実行するのが通例である。
【0003】
この種の加工を終えたガラス板には、当該加工に伴って発生したガラス微粉等の異物が付着しているため、その異物の除去を主たる目的として、この種のガラス板に対しては洗浄が行われ、その後に乾燥工程を経て梱包されているのが実情である。
【0004】
特に、フラットパネルディスプレイ(FPD)用のガラス板においては、表面の品位基準が厳格であるため、微細な異物の付着であっても致命的な問題となり得る。そのため、この種のガラス板に対しては、入念に洗浄を行うことが不可欠となるが、その際にはガラス板を縦姿勢(垂直姿勢または該垂直姿勢から僅かに傾斜した姿勢)にした状態で当該洗浄工程を実行することが効果的であるとされている。
【0005】
しかも、近年におけるFPD用ガラス板の大型化の推進を考慮すれば、この種のガラス板を効率良く梱包して輸送する面においても、当該ガラス板は縦姿勢に保持されていることが得策であると言える。
【0006】
従って、上述の端面加工時や孔加工時等に横姿勢で搬送されていたガラス板は、洗浄工程が実行される前に、縦姿勢に姿勢変換される必要性が生じる。また、これ以外にも、ガラス板の製造に係る各種工程間においては、前工程から横姿勢で搬送されてきたガラス板を、縦姿勢に姿勢変換して次工程に受け渡すことを余儀なくされる場合がある。
【0007】
このような要請に応じるためには、例えば特許文献1に開示されているロボットハンドを使用して、横姿勢で搬送されてきたガラス板をロボットハンド先端に吸着させた後、該ロボットハンドの動作によりガラス板を縦姿勢に姿勢変換して、梱包用パレット上に積載していくことが行われ得る。
【0008】
また、他の例として、特許文献2によれば、前工程から横姿勢(水平姿勢)で搬送されてきたガラス板を、起立装置のパネル載置部に移載させると共に、その移載が完了した時点で、パネル載置部を水平姿勢から縦姿勢(約80°の傾斜姿勢)になるまで回動させ、然る後、そのパネル載置部からそれに隣接する次工程の縦姿勢搬送装置にガラス板を移送する構成が開示されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2007−940号公報
【特許文献2】特開2004−175525号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
ところで、上述の特許文献1に開示されたロボットハンドは、吸着したガラス板を任意の位置に移動させ或いは任意の姿勢に変換する作業を容易に行い得るが、近年の大型化が推進されているガラス板を対象とした場合には、その装置の大型化や設備コストの高騰を回避することができない。また、薄肉化までもが推進されているFPD用ガラス板を対象とした場合には、横姿勢から縦姿勢への姿勢変換時に当該ガラス板の破損が多発するという安全上の問題についても免れ得ない。しかも、ロボットハンドを使用したのでは、動作の制御が複雑になるという致命的な欠陥をも招く。
【0011】
そして、最大の難点は、ガラス板を横姿勢から縦姿勢に変換して次工程に受け渡した後に、ロボットハンドが元の位置に戻るまでの間は、後続のガラス板に対する処理を開始することができないことである。そのため、ロボットハンドを使用した場合には、先行するガラス板の処理を終えてから後続のガラス板の処理を行うまでの待ち時間が無駄となり、作業時間の長期化及び作業能率の悪化を招来し、生産性の低下を余儀なくされる。
【0012】
また、特許文献2に開示された起立装置による場合においても、パネル載置部に横姿勢で移載されたガラス板が、パネル載置部の回動によって縦姿勢に変換された後は、隣接する次工程の縦姿勢搬送装置に対するガラス板の移載が完了し且つパネル載置部が逆方向に回動して横姿勢になるまでの間は、後続のガラス板に対して同様の処理を開始することができない。そのため、この起立装置を使用したとしても、無駄な待ち時間が必要となり、作業時間の長期化及び作業能率の悪化ひいては生産性の低下を招く。
【0013】
本発明は、上記事情に鑑み、前工程から横姿勢で搬送されるガラス板を縦姿勢に姿勢変換をして次工程に受け渡すという一連の処理を、先行するガラス板から後続のガラス板に亘って的確且つ並行して行うことにより、無駄な待ち時間を可及的に低減させ、作業時間の短縮ひいては生産性の向上を図ることを技術的課題とする。
【課題を解決するための手段】
【0014】
上記技術的課題を解決するために創案された本発明に係る装置は、前工程から横姿勢で搬送されるガラス板を受取エリアで受け取り且つ該ガラス板を縦姿勢に姿勢変換して受渡エリアで次工程に受け渡すように構成したガラス板姿勢変換装置であって、横軸廻りに一方向に間欠回転する回転体の外周部に、ガラス板を保持する保持部を該回転体の回転方向に複数配列すると共に、該回転体の回転停止時に前記複数の保持部のうち一の保持部が前記受取エリアで横姿勢のガラス板を受け取り、その受け取り完了時に該ガラス板を前記一の保持部に保持させた状態で前記回転体の回転を開始させ、その回転に伴って該ガラス板が縦姿勢で前記受渡エリアに位置した時点で該回転体の回転を停止させ、その回転停止時に、前記一の保持部が前記受渡エリアで前記縦姿勢のガラス板を受け渡し可能となると同時に、前記一の保持部の回転方向後側に存する他の保持部が前記受取エリアで後続の横姿勢のガラス板を受け取り可能となるように構成したことに特徴づけられる。ここで、上記の「横軸」は、水平軸であることが好ましいが、該水平軸から僅かに傾斜している軸を含むと共に、上記の「横姿勢のガラス板」は、水平姿勢のガラス板であることが好ましいが、回転体の軸心と直交する縦断面で水平方向を基準として僅かに傾斜した姿勢のガラス板をも含み、且つ、上記の「縦姿勢のガラス板」は、垂直姿勢のガラス板、または、回転体の軸心と直交する縦断面で垂直方向を基準として±20°の範囲内で傾斜した姿勢のガラス板であることが好ましい(以下、同様)。
【0015】
このような構成によれば、横軸廻りに回転体が一方向に間欠回転している間に、その外周部の一の保持部で受け取って保持したガラス板が縦姿勢になった時点で、回転体の回転が停止し、その回転停止時に、前記一保持部が次工程に対してガラス板を縦姿勢で受け渡し可能になると同時に、前記一の保持部の回転方向後側に存する他の保持部が前工程から後続のガラス板を横姿勢で受け取り可能となる。このように、先行するガラス板の次工程への受け渡し作業と、後続のガラス板の前工程からの受け取り作業とが、同時に行い得ることになるため、前記受け渡し作業が終了してから回転体が元の位置に戻るまで待った後に前記受け取り作業を行う場合のような無駄な待ち時間が不要となる。これにより、作業時間の大幅な短縮が図られ、これに伴って生産性も大幅に向上する。
【0016】
この場合、前記回転体は、枠材を組み立ててなり且つ軸直角断面の外周部が多角形を呈する枠組み体であって、該多角形の各辺に沿うように前記保持部がそれぞれ形成されていることが好ましい。
【0017】
このようにすれば、回転体の軽量化が図られるのみならず、必要箇所のみを枠材で補強できるため、剛性面においても十分な回転体を得ることが可能となり、耐久性の向上をも図り得る。なお、上記の多角形としては、四角形、特に正方形であることが好ましいが、正五角形、正六角形、正七角形または正八角形などであってもよい。
【0018】
以上の構成において、前記複数の保持部にそれぞれ、前記回転体の回転時におけるガラス板の移動を阻止すると共に該回転体の回転時に生じる遠心力に伴うガラス板の変形を阻止するガラス板保護手段を配設することが好ましい。
【0019】
このようにすれば、回転体の外周部に複数の保持部が形成されていることに起因して、ガラス板の移動やガラス板に作用する遠心力が顕著になる現象が生じるが、このような現象による不都合は、ガラス板保護手段によって適切に除去される。
【0020】
この場合、前記ガラス板保護手段は、前記受取エリアでのガラス板の受け取り完了時から前記回転体が回転を開始して停止するまでの間においてガラス板の対向する二辺に沿う両端縁部を把持するクランプ機構を有するようにしてもよい。
【0021】
このようにすれば、回転体の回転に伴うガラス板の移動やガラス板に作用する遠心力による外方への膨出が、その対向する二辺に沿う両端縁部をクランプ機構が把持していることにより適切に阻止される。
【0022】
また、前記ガラス板保護手段は、前記受取エリアでのガラス板の受け取り完了時から前記回転体が回転を開始して停止するまでの間においてガラス板の対向する二辺間の部位を裏面より真空吸着する吸着手段を有するようにしてもよい。
【0023】
このようにすれば、回転体の回転に伴うガラス板の移動やガラス板に作用する遠心力による外方への膨出が、その対向する二辺間の部位を吸着手段が裏面より真空吸着していることにより適切に阻止される。
【0024】
以上の構成において、前記複数の保持部にそれぞれ、ガラス板の受け取り時の取込搬送を行う取込搬送手段を配設してもよく、或いは、これに代えてまたはこれと共に、前記受取エリアに、ガラス板の受け取り時の取込搬送を行う取込搬送手段を、前記回転体とは縁切り状態で定位置に配設してもよい。
【0025】
このようにすれば、各保持部にガラス板を受け取る際の受け取り動作が円滑化される。なお、複数の保持部に配設される取込搬送手段は、ガラス板の移動を積極的に行うもの或いは補助的に行うものの何れであってもよく、また受取エリアに回転体とは縁切り状態で配設される取込搬送手段も、ガラス板の移動を積極的に行うもの或いは補助的に行うものの何れであってもよい。但し、受取エリアに配設される取込搬送手段を主たるものとすれば、回転体に付加する構成の簡素化が図られ、回転体の回転に要する駆動力を効率良く軽減することができる。
【0026】
以上の構成において、前記受取エリアでのガラス板の受け取り時の取込搬送方向を、前記横軸の軸方向と直交する方向とすることができる。
【0027】
このようにすれば、既述の取込搬送手段やクランプ機構さらには吸着手段の配列方向を、回転体の回転方向との関係で適切なものとすることができる。
【0028】
以上の構成において、前記受取エリアは、前記回転体の上方に設けられていることが好ましい。
【0029】
このようにすれば、受取エリアが回転体の上方に設けられていることにより、回転体の間欠回転時に該回転体の上部に位置する保持部に、ガラス板が受け取られることになり、ガラス板の受け取り動作を適切な位置で円滑に行うことができる。
【0030】
この場合、前記受渡エリアは、前記受取エリアの下部側方に設けられていることが好ましい。
【0031】
このようにすれば、既述の回転体の上方で保持部に受け取られたガラス板は、回転体が90°程度回転した時点で、受取エリアの下部側方に設けられた受渡エリアに到達することにより、適切な縦姿勢となり、この縦姿勢を維持して次工程へと受け渡される。これにより、受取エリアと受渡エリアとの位置関係が適正化され、ガラス板の受け取りから受け渡しに至る一連の動作が支障を来たすことなく円滑に行われる。
【0032】
上記技術的課題を解決するために創案された本発明に係る方法は、前工程から横姿勢で搬送されるガラス板を受取エリアで受け取り且つ該ガラス板を縦姿勢に姿勢変換して受渡エリアで次工程に受け渡すガラス板姿勢変換方法であって、横軸廻りに一方向に間欠回転する回転体の外周部に、ガラス板を保持する保持部を該回転体の回転方向に複数配列した状態で、該回転体の回転停止時に前記複数の保持部のうち一の保持部が前記受取エリアで横姿勢のガラス板を受け取り、その受け取り完了時に該ガラス板を前記一の保持部に保持させた状態で前記回転体の回転を開始させ、その回転に伴って該ガラス板が縦姿勢で前記受渡エリアに位置した時点で該回転体の回転を停止させ、その回転停止時に、前記一の保持部が前記受渡エリアで前記縦姿勢のガラス板を受け渡すと同時に、前記一の保持部の回転方向後側に存する他の保持部が前記受取エリアで後続の横姿勢のガラス板を受け取ることに特徴づけられる。
【0033】
このような構成を備えた本発明に係る方法についての説明事項(作用効果を含む)は、この欄の冒頭で述べた本発明に係る装置についての説明事項と実質的に同一である。
【発明の効果】
【0034】
以上のように本発明によれば、横軸廻りに回転体が一方向に間欠回転している間において、その外周部の保持部へのガラス板の受け取り及び保持部からのガラス板の受け渡しが同時に行い得ることになるため、無駄な待ち時間が不要となり、作業時間の大幅な短縮ひいては生産性の大幅な向上が図られる。
【図面の簡単な説明】
【0035】
【図1】本発明の第一実施形態に係るガラス板姿勢変換装置の全体構成を示す概略側面図である。
【図2】本発明の第一実施形態に係るガラス板姿勢変換装置の全体構成を示す概略平面図である。
【図3】(a)、(b)、(c)、(d)、(e)、(f)はそれぞれ、本発明の第一実施形態に係るガラス板姿勢変換装置における回転体の動作を模式的に示す概略側面図である。
【図4】(a)、(b)、(c)、(d)、(e)、(f)はそれぞれ、本発明の第二実施形態に係るガラス板姿勢変換装置における回転体の動作を模式的に示す概略側面図である。
【図5】(a)、(b)、(c)、(d)、(e)、(f)、(g)、(h)、(i)はそれぞれ、本発明の第三実施形態に係るガラス板姿勢変換装置における回転体の動作を模式的に示す概略側面図である。
【発明を実施するための形態】
【0036】
以下、本発明の実施形態を添付図面に基づいて説明する。
【0037】
図1は、本発明の第一実施形態に係るガラス板姿勢変換装置1の全体構成を示す概略側面図であり、図2は、その概略平面図である。なお、この装置1で姿勢変換対象となる矩形のガラス板は、一辺の長さが1m以上で且つ板厚が0.5〜3.0mmの薄肉大型のガラス板である。
【0038】
図1に示すように、ガラス板姿勢変換装置1は、横軸2廻りに矢印Aで示す一方向に間欠回転する側面視(軸直角断面形状)が略矩形の回転体3を有し、この回転体3の外周部には、ガラス板4を保持する四つの保持部5が四辺に沿うように形成されている。この場合、横軸2は、基台に対して定位置に支持されると共に、回転体3は、枠材を組み立ててなる枠組み体であって、駆動源としてのサーボモータ(図示略)により90°おきに回転と停止とを繰り返す構成とされている。
【0039】
回転体3の上方には、端面加工や孔加工等を行う前工程から搬送されるガラス板4を回転体3の保持部5に受け取らせる受取エリア6が設けられると共に、受取エリア6の下部側方(側方は、受け取り方向の側方)には、回転体3の保持部5から洗浄処理を行う次工程にガラス板4を受け渡す受渡エリア7が設けられている。
【0040】
受取エリア6には、定位置に設置され且つ前工程からガラス板4を横姿勢で搬送しながら回転体3の上部に位置する保持部5に送り出す複数の送出ローラ8が配列されると共に、受渡エリア7には、回転体3に縦姿勢で保持されているガラス板4を次工程で使用される縦型洗浄機の洗浄用ローラ10に受け渡す受渡手段が配列されている(図2参照)。なお、この受渡手段9は、回転体3に縦姿勢で保持されているガラス板4に対して、接近動及び離反動可能に且つ上下動可能に支持されている。
【0041】
図1及び図2に示すように、回転体3の各保持部5は、軸直角方向に延びる複数本(図例では三本)の枠材3aを備え、これらの各枠材3aに、回転体3の回転時におけるガラス板4の移動を阻止すると共に回転体3の回転時に生じる遠心力に伴うガラス板4の変形を阻止するガラス板保護手段11が配備されている。
【0042】
詳述すると、図2に示すように、軸方向両端部に存する二本の枠材3aの内側面には、ガラス板4を取り込む取込搬送手段としての複数の端側搬送ローラ12が装着されると共に、この二本の枠材3aの外端部には、ガラス板4の進行方向に平行な両端縁部を把持する複数のクランプ機構13と、ガラス板4の進行方向に平行な両端面の移動を案内する複数のガイドローラ14とが装着されている。この場合、クランプ機構13は、表面側部材13aと裏面側部材13bとの両者がガラス板4の表裏面に対して接近動及び離反動するように構成されている。
【0043】
また、軸方向中央部の1本の枠材3aには、ガラス板4を裏面から真空吸着する複数の吸着パッド15が装着されている。なお、これらの吸着パッド15は、ガラス板4の裏面に対して接近動及び離反動するように構成されている。加えて、これら三本の枠材3aのガラス板受け取り方向の端部には、保持部5へのガラス板4の受け取り時に該ガラス板4の移動を受け取り完了位置で規制するストッパ16が固定されている。
【0044】
更に、受取エリア6には、回転体3の上部に位置する保持部5の存在領域における三本の枠材3aの相互間に、内側面に取込搬送手段としての複数の内側搬送ローラ17を有する二列のコンベアユニット18が、回転体3とは縁切り状態で定位置に配設されている。これらのコンベアユニット18は、各列毎に受け取り側の端部で二分割され、回転体3の回転時にガラス板4との干渉を回避するために、端部側のコンベアユニット18が傾動可能とされている。
【0045】
なお、回転体3の外周部に形成された四つの保持部5は、図2に示す構成と全てが同一であるが、コンベアユニット18は、受取エリア6にのみ配設されている。
【0046】
このような構成を備えた回転体3は、A方向への間欠回転に伴って、次に示すようなタイミングでガラス板4の受け取り及び受け渡しを行う。
【0047】
即ち、図3(a)に示すように、受取エリア6に到達した横姿勢のガラス板4は、同図(b)に示すように、回転体3の回転停止時に、回転体3の上部の保持部5に受け取られて、その受け取りが完了する。なお、この間においては、後述する受渡エリア7での縦姿勢のガラス板4の受け渡しが行われ、その受け渡しが完了している。そして、受取エリア6でのガラス板4の受け取りが完了した後は、同図(c)に示すように、回転体3がA方向に回転すると共に、回転体3が90°回転して停止した時点で、同図(d)に示すように、回転体の保持部5に保持されているガラス板4が縦姿勢になり、この時点では、受取エリア6に後続の横姿勢のガラス板4が到達している。この後においては、同図(e)に示すように、受渡エリア7で縦姿勢のガラス板4の次工程への受け渡しが行われると同時に、受取エリア6で横姿勢のガラス板4の受け取りが行われ、その後に、同図(f)に示すように、縦姿勢のガラス板4の受け渡しが完了すると共に、横姿勢のガラス板4の受け取りが完了する。このような状態から同図(c)、(d)、(e)に示すような動作が再び実行されることにより、受渡エリア7で縦姿勢のガラス板4の次工程への受け渡しが行われると同時に、受取エリア6で横姿勢のガラス板4の受け取りが行われる。そして、以上のように回転体3のA方向への90°毎の間欠回転が行われることにより、結局のところ、同図(b)、(c)、(d)、(e)の動作が繰り返して実行される。
【0048】
以下、この第一実施形態に係るガラス板姿勢変換装置1の作用を詳細に説明する。
【0049】
先ず、図1及び図2を参照して、前工程から送出ローラ8によって搬送されてきた横姿勢のガラス板4は、受取エリア6において、回転停止時における回転体3の上部に位置している保持部5に受け取られる。この保持部5への受け取りは、横姿勢のガラス板4が送出ローラ8から保持部5の端側搬送ローラ12及び内側搬送ローラ17に横姿勢のままで移乗していくことにより行われる。そして、ガラス板4が受け取り方向の端部に移動した時点で、ガラス板4の移動方向の端面がストッパ16に当接することによりガラス板4の移動が規制される。この直後に、クランプ機構13の表面側部材13a及び裏面側部材13bが、ガラス板4の軸方向両端縁部の表裏面にそれぞれ接近動して圧接することにより、当該両端縁部が把持されると共に、吸着パッド15が、ガラス板4の裏面に接近動して当該裏面を吸着保持する。なお、以上のような動作が行われている間に、受渡エリア7では所定の処理が行われて完了している(詳細は後述する)。
【0050】
このようにして、回転体3の上部の保持部5によるガラス板4の受け取り動作が全て完了した時点で、サーボモータの駆動により回転体3が横軸2廻りに回転し、90°回転した時点で停止する。この回転体3の回転時には、ガラス板4の移動及び遠心力に伴うガラス板4の中央部の膨出が、クランプ機構13及び吸着パッド15により阻止されると共に、この回転体3の回転停止時には、ガラス板4が縦姿勢に姿勢変換されて受渡エリア7に到達する。なお、回転体3が回転をする際には、端部側のコンベアユニット18とガラス板4との干渉を回避するため、当該コンベアユニット18の受け取り方向側が下降傾斜した状態となる。
【0051】
そして、回転体3が停止している間においては、受渡エリア7で縦姿勢のガラス板4の次工程への受け渡しが行われると同時に、この時に回転体3の上部に位置している保持部5に対して、既述と同様の態様で横姿勢のガラス板4の受け取りが行われる。
【0052】
この場合、受渡エリア7において上下に配備されている受渡手段9は、図例では上下共に受渡ローラ9で構成されているが、上方の受渡手段9が受渡クランプであり且つ下方の受渡手段9が受渡ローラであることが好ましい。このような構成であると、先ず、上方の受渡クランプ9及び下方の受渡ローラ9が縦姿勢のガラス板4に接近動して、受渡クランプ9が当該ガラス板4の直上方に到達し且つ当該ガラス板4をクランプすると共に、下方の受渡ローラ9が当該ガラス板4の直下方に到達して上動することにより当該ガラス板4を保持する。この後、保持部5のクランプ機構13の表面側部材13a及び裏面側部材13bが、ガラス板4の表裏面から離反動し、このような状態の下で、受渡クランプ9及び受渡ローラ9が回転体3から離反動することによりガラス板4も回転体3から離反動する。この時点においては、保持部5のクランプ機構13の表面側部材13aは、ガラス板4と干渉しない状態となるまで開かれている。
【0053】
この後、受渡クランプ9及び受渡ローラ9は、縦姿勢のガラス板4に対する受渡クランプ9のクランプ開放と受渡ローラ9の下動とを伴って、ガラス板4を縦姿勢のままで縦型洗浄機の洗浄用ローラ10に受け渡す。この受け渡し作業が完了した時点で、後続の横姿勢のガラス板4の受け渡し作業も完了している。そして、回転体3は、この受け渡し及び受け取りの両作業が完了した時点で、サーボモータの駆動により90°回転し、再びガラス板4に対して同様の動作を行う。
【0054】
以上のように、このガラス板姿勢変換装置1によれば、回転体3の停止時に、ガラス板4の受け取り動作と受け渡し動作との両動作が行われるため、ガラス板4の受け渡し動作が完了するのを待って回転体3を元の位置に戻して受け取り動作を行う場合に比して、待ち時間が可及的に短くなり、作業期間の短縮ひいては生産性の向上が図られる。
【0055】
図4は、本発明の第二実施形態に係るガラス板姿勢変換装置1の構成及び動作を説明するための概略側面図である。この第二実施形態に係るガラス板姿勢変換装置1は、回転体3が側面視で正五角形を呈し、その外周部に五辺に沿う五つの保持部5が形成され、この五つの保持部5は、上述の第一実施形態における回転体3の保持部5と実質的に同一の構成とされている。
【0056】
この第二実施形態に係るガラス板姿勢変換装置1の回転体3の間欠回転に伴うガラス板4の受け取り及び受け渡しのタイミングは次に示す通りである。即ち、図4(a)に示すように、受取エリア6に到達した横姿勢のガラス板4は、同図(b)に示すように、回転体3の回転停止時に、回転体3の上部の保持部5に受け取られて、その受け取りが完了する。なお、この間においては、後述する受渡エリア7での縦姿勢のガラス板4の受け渡しが行われ、その受け渡しが完了している。そして、受取エリア6でのガラス板4の受け取りが完了した後は、同図(c)に示すように、回転体3がA方向に回転すると共に、回転体3が72°回転して停止した時点で、同図(d)に示すように、回転体の保持部5に保持されているガラス板4が垂直姿勢から18°傾斜した縦姿勢になり、この時点では、受取エリア6に後続の横姿勢のガラス板4が到達している。この後においては、同図(e)に示すように、受渡エリア7で縦姿勢のガラス板4の次工程への受け渡しが行われると同時に、受取エリア6で横姿勢のガラス板4の受け取りが行われ、その後に、同図(f)に示すように、縦姿勢のガラス板4の受け渡しが完了すると共に、横姿勢のガラス板4の受け取りが完了する。このような状態から同図(c)、(d)、(e)に示すような動作が再び実行されることにより、受渡エリア7で縦姿勢のガラス板4の次工程への受け渡しが行われると同時に、受取エリア6で横姿勢のガラス板4の受け取りが行われる。従って、この第二実施形態に係るガラス板姿勢変換装置1の場合にも、回転体3の停止時に、ガラス板4の受け取り動作と受け渡し動作との両動作が行われるため、待ち時間が可及的に短くなり、作業期間の短縮ひいては生産性の向上が図られる。なお、この第二実施形態に係るガラス板姿勢変換装置1は、次工程へのガラス板4の受け渡しが傾斜した縦姿勢で行う必要がある場合に有利となる。
【0057】
図5は、本発明の第三実施形態に係るガラス板姿勢変換装置1の構成及び動作を説明するための概略側面図である。この第三実施形態に係るガラス板姿勢変換装置1は、回転体3が側面視で正八角形を呈し、その外周部に八辺に沿う八つの保持部5が形成され、この八つの保持部5も、上述の第一実施形態における回転体3の保持部5と実質的に同一の構成とされている。
【0058】
この第三実施形態に係るガラス板姿勢変換装置1の回転体3の間欠回転に伴うガラス板4の受け取り及び受け渡しのタイミングは次に示す通りである。即ち、図5(a)に示すように、受取エリア6に到達した横姿勢のガラス板4は、同図(b)に示すように、回転体3の回転停止時に、回転体3の最上部の保持部5に受け取られて、その受け取りが完了する。なお、この間においては、後述する受渡エリア7での縦姿勢のガラス板4の受け渡しが行われ、その受け渡しが完了している。そして、受取エリア6での一枚目のガラス板4の受け取りが完了した後は、同図(c)に示すように、回転体3がA方向に回転すると共に、回転体3が45°回転して停止した時点で、同図(d)に示すように、横姿勢の二枚目のガラス板4が受取エリア6に到達している。そして、この回転停止時に、二枚目のガラス板4は、同図(e)に示すように、この時点で回転体3の最上部に存する保持部5に受け取られて、その受け取りが完了する。なお、この間においても、後述する受渡エリア7での縦姿勢のガラス板4の受け渡しが行われ、その受け渡しが完了している。このように二枚目のガラス板4の受け取りが完了した後は、同図(f)に示すように、回転体3がA方向に回転すると共に、回転体3が更に45°回転して停止した時点で、同図(g)に示すように、回転体の保持部5に保持されている一枚目のガラス板4が縦姿勢になり、この時点では、受取エリア6に後続の横姿勢のガラス板4が到達している。この後においては、同図(h)に示すように、受渡エリア7で縦姿勢のガラス板4の次工程への受け渡しが行われると同時に、受取エリア6で横姿勢のガラス板4の受け取りが行われ、その後に、同図(i)に示すように、縦姿勢のガラス板4の受け渡しが完了すると共に、横姿勢のガラス板4の受け取りが完了する。このような状態から同図(f)、(g)、(h)に示すような動作が再び実行されることにより、受渡エリア7で縦姿勢のガラス板4の次工程への受け渡しが行われると同時に、受取エリア6で横姿勢のガラス板4の受け取りが行われる。従って、この第三実施形態に係るガラス板姿勢変換装置1の場合にも、回転体3の停止時に、ガラス板4の受け取り動作と受け渡し動作との両動作が行われるため、待ち時間が可及的に短くなり、作業期間の短縮ひいては生産性の向上が図られる。
【0059】
なお、以上の実施形態では、前工程がガラス板の端面加工や孔加工を行う工程であると共に、次工程が洗浄工程であるが、これら以外に、前工程が例えば横姿勢での洗浄工程や乾燥工程等、次工程が例えば梱包用パレットへのガラス板の縦姿勢積載工程等である場合にも、本発明を同様にして適用することができる。
【符号の説明】
【0060】
1 ガラス板姿勢変換装置
2 横軸
3 回転体
4 ガラス板
5 保持部
6 受取エリア
7 受渡エリア
8 送出ローラ(前工程からの搬送手段)
9 受渡手段(次工程への搬送手段)
11 ガラス板保護手段
12 取込搬送手段(端側搬送ローラ)
13 クランプ機構
14 ガイドローラ
15 吸着手段(吸着パッド)
16 ストッパ
17 取込搬送手段(内側搬送ローラ)
【特許請求の範囲】
【請求項1】
前工程から横姿勢で搬送されるガラス板を受取エリアで受け取り且つ該ガラス板を縦姿勢に姿勢変換して受渡エリアで次工程に受け渡すように構成したガラス板姿勢変換装置であって、
横軸廻りに一方向に間欠回転する回転体の外周部に、ガラス板を保持する保持部を該回転体の回転方向に複数配列すると共に、該回転体の回転停止時に前記複数の保持部のうち一の保持部が前記受取エリアで横姿勢のガラス板を受け取り、その受け取り完了時に該ガラス板を前記一の保持部に保持させた状態で前記回転体の回転を開始させ、その回転に伴って該ガラス板が縦姿勢で前記受渡エリアに位置した時点で該回転体の回転を停止させ、その回転停止時に、前記一の保持部が前記受渡エリアで前記縦姿勢のガラス板を受け渡し可能となると同時に、前記一の保持部の回転方向後側に存する他の保持部が前記受取エリアで後続の横姿勢のガラス板を受け取り可能となるように構成したことを特徴とするガラス板姿勢変換装置。
【請求項2】
前記回転体は、枠材を組み立ててなり且つ軸直角断面の外周部が多角形を呈する枠組み体であって、該多角形の各辺に沿うように前記保持部がそれぞれ形成されていることを特徴とする請求項1に記載のガラス板姿勢変換装置。
【請求項3】
前記複数の保持部にそれぞれ、前記回転体の回転時におけるガラス板の移動を阻止すると共に該回転体の回転時に生じる遠心力に伴うガラス板の変形を阻止するガラス板保護手段を配設したことを特徴とする請求項1または2に記載のガラス板姿勢変換装置。
【請求項4】
前記ガラス板保護手段は、前記受取エリアでのガラス板の受け取り完了時から前記回転体が回転を開始して停止するまでの間においてガラス板の対向する二辺に沿う両端縁部を把持するクランプ機構を有することを特徴とする請求項3に記載のガラス板姿勢変換装置。
【請求項5】
前記ガラス板保護手段は、前記受取エリアでのガラス板の受け取り完了時から前記回転体が回転を開始して停止するまでの間においてガラス板の対向する二辺間の部位を裏面より真空吸着する吸着手段を有することを特徴とする請求項3または4に記載のガラス板姿勢変換装置。
【請求項6】
前記複数の保持部にそれぞれ、ガラス板の受け取り時の取込搬送を行う取込搬送手段を配設したことを特徴とする請求項1〜5の何れかに記載のガラス板姿勢変換装置。
【請求項7】
前記受取エリアに、ガラス板の受け取り時の取込搬送を行う取込搬送手段を、前記回転体とは縁切り状態で定位置に配設したことを特徴とする請求項1〜6の何れかに記載のガラス板姿勢変換装置。
【請求項8】
前記受取エリアでのガラス板の受け取り時の取込搬送方向が、前記横軸の軸方向と直交する方向であることを特徴とする請求項1〜7の何れかに記載のガラス板姿勢変換装置。
【請求項9】
前記受取エリアが、前記回転体の上方に設けられていることを特徴とする請求項1〜8の何れかに記載のガラス板姿勢変換装置。
【請求項10】
前記受渡エリアが、前記受取エリアの下部側方に設けられていることを特徴とする請求項9に記載のガラス板姿勢変換装置。
【請求項11】
前工程から横姿勢で搬送されるガラス板を受取エリアで受け取り且つ該ガラス板を縦姿勢に姿勢変換して受渡エリアで次工程に受け渡すガラス板姿勢変換方法であって、
横軸廻りに一方向に間欠回転する回転体の外周部に、ガラス板を保持する保持部を該回転体の回転方向に複数配列した状態で、該回転体の回転停止時に前記複数の保持部のうち一の保持部が前記受取エリアで横姿勢のガラス板を受け取り、その受け取り完了時に該ガラス板を前記一の保持部に保持させた状態で前記回転体の回転を開始させ、その回転に伴って該ガラス板が縦姿勢で前記受渡エリアに位置した時点で該回転体の回転を停止させ、その回転停止時に、前記一の保持部が前記受渡エリアで前記縦姿勢のガラス板を受け渡すと同時に、前記一の保持部の回転方向後側に存する他の保持部が前記受取エリアで後続の横姿勢のガラス板を受け取ることを特徴とするガラス板姿勢変換方法。
【請求項1】
前工程から横姿勢で搬送されるガラス板を受取エリアで受け取り且つ該ガラス板を縦姿勢に姿勢変換して受渡エリアで次工程に受け渡すように構成したガラス板姿勢変換装置であって、
横軸廻りに一方向に間欠回転する回転体の外周部に、ガラス板を保持する保持部を該回転体の回転方向に複数配列すると共に、該回転体の回転停止時に前記複数の保持部のうち一の保持部が前記受取エリアで横姿勢のガラス板を受け取り、その受け取り完了時に該ガラス板を前記一の保持部に保持させた状態で前記回転体の回転を開始させ、その回転に伴って該ガラス板が縦姿勢で前記受渡エリアに位置した時点で該回転体の回転を停止させ、その回転停止時に、前記一の保持部が前記受渡エリアで前記縦姿勢のガラス板を受け渡し可能となると同時に、前記一の保持部の回転方向後側に存する他の保持部が前記受取エリアで後続の横姿勢のガラス板を受け取り可能となるように構成したことを特徴とするガラス板姿勢変換装置。
【請求項2】
前記回転体は、枠材を組み立ててなり且つ軸直角断面の外周部が多角形を呈する枠組み体であって、該多角形の各辺に沿うように前記保持部がそれぞれ形成されていることを特徴とする請求項1に記載のガラス板姿勢変換装置。
【請求項3】
前記複数の保持部にそれぞれ、前記回転体の回転時におけるガラス板の移動を阻止すると共に該回転体の回転時に生じる遠心力に伴うガラス板の変形を阻止するガラス板保護手段を配設したことを特徴とする請求項1または2に記載のガラス板姿勢変換装置。
【請求項4】
前記ガラス板保護手段は、前記受取エリアでのガラス板の受け取り完了時から前記回転体が回転を開始して停止するまでの間においてガラス板の対向する二辺に沿う両端縁部を把持するクランプ機構を有することを特徴とする請求項3に記載のガラス板姿勢変換装置。
【請求項5】
前記ガラス板保護手段は、前記受取エリアでのガラス板の受け取り完了時から前記回転体が回転を開始して停止するまでの間においてガラス板の対向する二辺間の部位を裏面より真空吸着する吸着手段を有することを特徴とする請求項3または4に記載のガラス板姿勢変換装置。
【請求項6】
前記複数の保持部にそれぞれ、ガラス板の受け取り時の取込搬送を行う取込搬送手段を配設したことを特徴とする請求項1〜5の何れかに記載のガラス板姿勢変換装置。
【請求項7】
前記受取エリアに、ガラス板の受け取り時の取込搬送を行う取込搬送手段を、前記回転体とは縁切り状態で定位置に配設したことを特徴とする請求項1〜6の何れかに記載のガラス板姿勢変換装置。
【請求項8】
前記受取エリアでのガラス板の受け取り時の取込搬送方向が、前記横軸の軸方向と直交する方向であることを特徴とする請求項1〜7の何れかに記載のガラス板姿勢変換装置。
【請求項9】
前記受取エリアが、前記回転体の上方に設けられていることを特徴とする請求項1〜8の何れかに記載のガラス板姿勢変換装置。
【請求項10】
前記受渡エリアが、前記受取エリアの下部側方に設けられていることを特徴とする請求項9に記載のガラス板姿勢変換装置。
【請求項11】
前工程から横姿勢で搬送されるガラス板を受取エリアで受け取り且つ該ガラス板を縦姿勢に姿勢変換して受渡エリアで次工程に受け渡すガラス板姿勢変換方法であって、
横軸廻りに一方向に間欠回転する回転体の外周部に、ガラス板を保持する保持部を該回転体の回転方向に複数配列した状態で、該回転体の回転停止時に前記複数の保持部のうち一の保持部が前記受取エリアで横姿勢のガラス板を受け取り、その受け取り完了時に該ガラス板を前記一の保持部に保持させた状態で前記回転体の回転を開始させ、その回転に伴って該ガラス板が縦姿勢で前記受渡エリアに位置した時点で該回転体の回転を停止させ、その回転停止時に、前記一の保持部が前記受渡エリアで前記縦姿勢のガラス板を受け渡すと同時に、前記一の保持部の回転方向後側に存する他の保持部が前記受取エリアで後続の横姿勢のガラス板を受け取ることを特徴とするガラス板姿勢変換方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−6723(P2012−6723A)
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願番号】特願2010−144819(P2010−144819)
【出願日】平成22年6月25日(2010.6.25)
【出願人】(000232243)日本電気硝子株式会社 (1,447)
【Fターム(参考)】
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願日】平成22年6月25日(2010.6.25)
【出願人】(000232243)日本電気硝子株式会社 (1,447)
【Fターム(参考)】
[ Back to top ]