
ガラス繊維強化硬質ポリウレタンフォームの製造方法及びガラス繊維強化硬質ポリウレタンフォームの製造装置
【課題】フォーム中のガラス繊維の均一性に優れ、内部でのエアボイドが発生が抑制されたガラス繊維強化硬質ポリウレタンフォームの製造方法並びに該製造方法に適したガラス繊維強化硬質ポリウレタンフォームの製造装置を提供することを目的とする。
【解決手段】下面材11Lを供給する下面材供給工程、ガラス繊維マット6を下面材上に供給するガラス繊維マット供給工程、下面材11L上に発泡原液組成物5を供給する原液供給工程、発泡原液組成物5上に上面材11Uを供給する上面材供給工程、発泡原液組成物5のガラス繊維マット層への含浸をチェックする含浸確認工程、及び発泡原液組成物を発泡・硬化させてガラス繊維強化硬質ポリウレタンフォームBとする発泡工程を有するガラス繊維強化硬質ポリウレタンフォームの製造方法とする。
【解決手段】下面材11Lを供給する下面材供給工程、ガラス繊維マット6を下面材上に供給するガラス繊維マット供給工程、下面材11L上に発泡原液組成物5を供給する原液供給工程、発泡原液組成物5上に上面材11Uを供給する上面材供給工程、発泡原液組成物5のガラス繊維マット層への含浸をチェックする含浸確認工程、及び発泡原液組成物を発泡・硬化させてガラス繊維強化硬質ポリウレタンフォームBとする発泡工程を有するガラス繊維強化硬質ポリウレタンフォームの製造方法とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガラス繊維強化硬質ポリウレタンフォーム、具体的には超低温用断熱パネル、とりわけLNG、液化ヘリウム、液化窒素等の沸点の低い物質、特にLNGを貯蔵する貯蔵設備の断熱に好適な断熱パネルとして使用可能なガラス繊維強化硬質ポリウレタンフォームの製造方法の製造方法及び該製造方法の実施に適したガラス繊維強化硬質ポリウレタンフォームの製造装置に関するものである。
【背景技術】
【0002】
ガラス繊維を使用して強化した、超低温用断熱材として好適に使用できる硬質ポリウレタンフォームは、一般的には下面材上にガラス繊維マットを載置し、硬質ポリウレタンフォームを形成する発泡原液組成物を供給、含浸し、次いで上面材を供給した後、ニップロール等の均一化装置にてニッピングによる発泡原液組成物の幅方向への均一供給並びにガラス繊維層への均一な含浸を行い、反応、発泡硬化させる方法により製造されている。
【0003】
ガラス繊維強化硬質ポリウレタンフォームにおいては、ガラス繊維が硬質ポリウレタンフォーム中にできるだけ均一に存在し、かつ硬質ポリウレタンフォームの密度もできるだけ均一であり、エアボイドなどがないことが求められる。
【0004】
ガラス繊維強化硬質ポリウレタンフォームにおいては、補強性に優れていることから最も一般的にコンティニュアスストランドマット(CSM)が使用される。コンティニュアスストランドマットを強化用ガラス繊維とした場合にCSMを構成するガラス繊維が厚さ方向に均一に広がるように、コンティニュアスストランドマット等のガラス繊維マットをほぐすほぐしローラーを使用し、ガラス繊維強化硬質ポリウレタンフォーム中のガラス繊維の分布を均一化する技術が公知である(特許文献1)。
【0005】
【特許文献1】特開2005−178270号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかし、特許文献1に開示された技術を使用した場合であっても、ガラス繊維のほぐし状態にばらつきが発生する場合があって、発泡原液組成物がほぐしたガラス繊維マットに均一に含浸せず、得られるガラス繊維強化硬質ポリウレタンフォームに不均一が生じるという問題がある。また発泡原液組成物の供給速度やガラス繊維マットへの供給状態と製造のライン速度のバランスがよくないために得られるガラス繊維強化硬質ポリウレタンフォームに不均一が生じたり、内部にエアボイドが形成されるという問題も発生する。このような場合、製造後に不良個所を廃棄することになり、不良率並びに廃棄物量の低減が困難であった。
【0007】
本発明は、上記の従来技術の問題点に鑑みて、フォーム中のガラス繊維の均一性に優れ、内部でのエアボイドが発生が抑制されたガラス繊維強化硬質ポリウレタンフォームの製造方法並びに該製造方法に適したガラス繊維強化硬質ポリウレタンフォームの製造装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本願発明の発明者は、下面材上のガラス繊維マットに発泡原液組成物が供給された直後に下面材への発泡原液組成物のしみ込み状況を観察したところ、このしみ込みが不十分であってしみ込みに欠損部が見られる場合に、得られるガラス繊維強化硬質ポリウレタンフォームに不均一が生じたり、内部にエアボイドが発生する等の不良となることを見いだして本発明を完成した。
【0009】
本発明のガラス繊維強化硬質ポリウレタンフォームの製造方法は、下面材を供給する下面材供給工程、ガラス繊維マットを前記下面材上に供給するガラス繊維マット供給工程、前記下面材上に発泡原液組成物を供給する原液供給工程、前記発泡原液組成物上に上面材を供給する上面材供給工程、前記発泡原液組成物の前記ガラス繊維マット層への含浸をチェックする含浸確認工程、及び前記発泡原液組成物を発泡・硬化させてガラス繊維強化硬質ポリウレタンフォームとする発泡工程を有することを特徴とする。
【0010】
係る構成の製造方法によれば、ガラス繊維の分布の均一性に優れ、内部でのエアボイドの発生が抑制されたガラス繊維強化硬質ポリウレタンフォームパネルを製造することができる。
【0011】
上記のガラス繊維強化硬質ポリウレタンフォームの製造方法においては、前記含浸確認工程は、下面より発泡原液組成物の下面材への浸透による変色を観測し、変色に不均一が発生した場合に製造条件の調整を行う工程であることが好ましい。
【0012】
係る構成の製造方法によれば、ガラス繊維の均一性に優れ、内部でのエアボイドの発生が抑制されたガラス繊維強化硬質ポリウレタンフォームパネルをより低い不良率にて製造することができる。
【0013】
上記のガラス繊維強化硬質ポリウレタンフォームの製造方法においては、前記含浸確認工程を発泡原液組成物のクリームタイム経過前に行うことが好ましい。
【0014】
係る構成の製造方法により、より確実に発泡原液組成物のガラス繊維マットへの含浸の均一性を確認することができる。発泡原液組成物は茶色であるためにクラフト紙にしみ込んだ場合にしみ込み部の色の変化が大きいが、クリームタイム以後は発泡原液組成物が反応の進行により白色に近くなるためにしみ込み状況が分かりにくくなる。
【0015】
本発明のガラス繊維強化硬質ポリウレタンフォームの製造装置は、下面材供給装置、ガラス繊維マット供給装置、発泡原液供給装置、上面材供給装置、含浸確認装置、及び加熱装置とを備え、
前記含浸確認装置は、観察可能な下面材支持体、撮像装置及びモニターを備えたものであることを特徴とする。
【0016】
係る構成の製造装置を使用することにより、ガラス繊維の均一性に優れ、内部でのエアボイドの発生が抑制されたガラス繊維強化硬質ポリウレタンフォームパネルを製造することができる。
【0017】
上記のガラス繊維強化硬質ポリウレタンフォームの製造装置においては、前記含浸確認装置は、上面材供給位置と加熱装置との間に配設されていることが好ましい。
【0018】
係る構成の製造装置によれば、前記含浸確認工程を発泡原液組成物のクリームタイム経過前に行うことができ、より確実に発泡原液組成物のガラス繊維マットへの含浸の均一性を確認することができる。
【発明を実施するための最良の形態】
【0019】
本発明のガラス繊維強化硬質ポリウレタンフォームの製造法において使用する面材は、公知の面材を使用することができ、特に下面材は発泡原液組成物の浸透状態を確認することができるものを使用する。係る面材としては、クラフト紙などの紙面材、クラフト紙の片面にポリオレフィンフィルム等の透明樹脂フィルムを積層したラミネート面材、歩英エチレンフィルム等のポリオレフィンフィルム、PETフィルムなどの樹脂フィルムを使用する。クラフト紙自体は不透明であるが、発泡原液組成物がクラフト紙にしみ込むと色が変わるので発泡原液組成物の浸透をかくにんすることできる。
【実施例】
【0020】
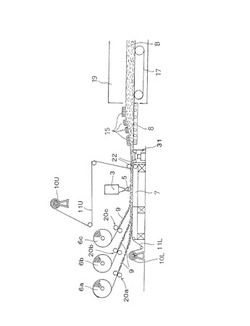
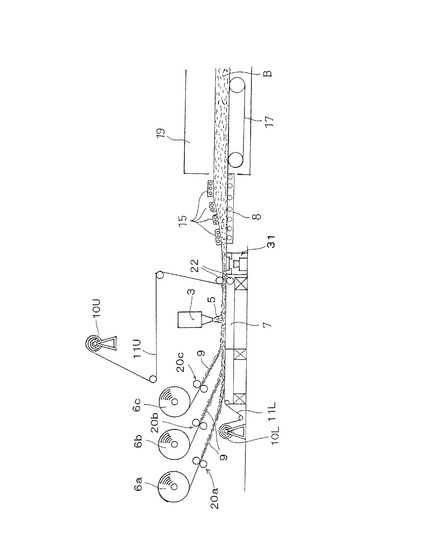
本発明の実施に好適な製造装置と好適な実施の形態を図面に基づいて説明する。図1は、本発明の実施に好適な製造装置と該製造装置を使用した製造方法の概略構成を示したものである。この例においてはガラス繊維マットは3層供給されている。
【0021】
ガラス繊維強化硬質ポリウレタンフォームの製造装置は、下面材11Lを供給する下面材供給装置10L、ガラス繊維マットを供給するガラス繊維マット供給装置6a,6b,6cと巻き戻されたガラス繊維マットをほぐすほぐし装置20a,20b,20c、ポリオール組成物とポリイソシアネート成分とを混合して発泡原液組成物として供給する発泡原液組成物供給装置3、上面材11Uを供給する上面材供給装置10U、均一化装置であるニップローラー22、及びコンベア17を収容した加熱装置19から構成されており、加熱装置19の前のニップローラー22の直後に含浸確認装置31が配設されている。
【0022】
下面材11Lを、下面材供給装置10Lからコンベア7、8上に供給し(下面材供給工程)、その上に補強用のガラス繊維材料として3層のガラス繊維マット6(6a,6b,6c)をそれぞれ原反から連続的に巻き戻して供給、載置し(ガラス繊維マット供給工程)、発泡原液組成物供給装置である発泡機のヘッド3から供給される硬質ポリウレタンフォーム発泡原液組成物5をキャスティング法により供給した(原液供給工程)後、上部より上面材11Uを、上面材供給装置10Lから連続的に供給してサンドイッチ状とし(上面材供給工程)、ニップロール22によって硬質ポリウレタンフォーム発泡原液をガラス繊維マットに十分含浸させた(ニッピング工程)後、コンベア17を備えた加熱オーブン19に送り、発泡硬化させて(発泡工程)ガラス繊維強化硬質ポリウレタンフォームBを作製する。
【0023】
ガラス繊維マット6(6a,6b,6c)は、原反から巻き戻して供給する際に、ほぐしローラー20(20a,20b,20c)にてほぐしが行われる(ほぐし工程)。
【0024】
図1では、原反から巻き戻された個々のガラス繊維マットをほぐす例が示されているが、複数枚を1個のほぐしローラーでほぐしてもよく、2枚のガラス繊維マットを1対のほぐしローラーでほぐす方がほぐし効果が高く、好ましい。
【0025】
使用するガラス繊維マットの層数は、製造するフォームの厚さ、要求される強度、使用するガラス繊維マットの厚さや目付量等を考慮して適宜設定されるが、一般には2〜6層程度である。ガラス繊維強化硬質ポリウレタンフォームのガラス繊維含有率は、5〜20重量%であることが好ましい。
【0026】
使用されるガラス繊維材料としては、アスペクト比の大きいガラス繊維が好ましく、好適な材料としてガラス長繊維のマット状の製品、具体的にはチョップストランドマット、コンティニュアスストランドマット等が例示される。硬質ポリウレタンフォーム発泡原液組成物の含浸性、フォームの補強性に優れていることから、コンティニュアスストランドマットの使用が最も好ましい。
【0027】
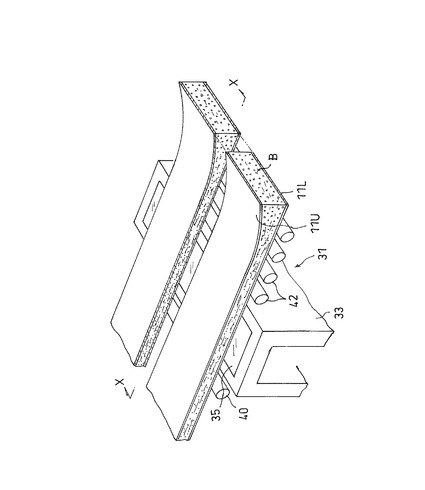
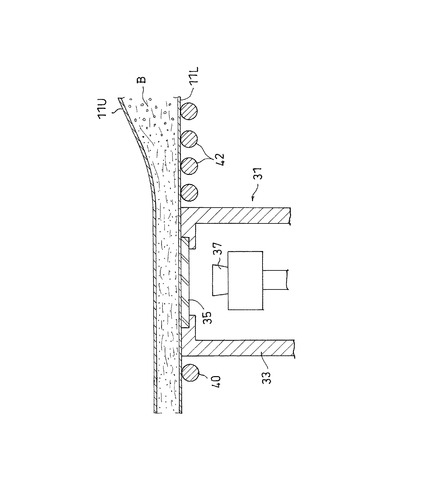
図2には含浸確認工程部分をフォームの幅方向中央部を、含浸確認装置の上面が分かるように切り欠いた斜視図にて示し、図3には図2のX−X断面を示した。含浸確認装置31は下面材11Lの下面から発泡原液組成物の含浸状態を観察可能であり、かつ下面材を支持する下面材支持体35と発泡原液組成物の含浸状態を画像にて確認するための撮像装置37を備えており、下面材支持体35は枠基台33にて支持されている。下面材支持体35は、発泡原液組成物の含浸状態が観察可能であれば特に構成材料は限定されず、不透明な材料にて格子ないしメッシュ状に形成されていてもよく、ガラス、アクリル樹脂、ポリカーボネート樹脂などの透明板にて構成されていてもよい。
【0028】
撮像装置は、公知のものを使用し、ガラス繊維強化硬質ポリウレタンフォームの製造装置のコントロールパネルの近傍に設置されたモニターに画像を再生し、作業員の目視や画像処理によって含浸不良が発生した時に必要な処置を行って不良の発生防止を行う。不良の発生防止措置としては、単に含浸不良発生位置をマーキングし、連続状に製造されるフォームの裁断時に不良部位を裁断除去して製品に不良部位が含まれないようにする方法、さらに含浸不良の原因となる要因の除去を行う方法等が例示される。含浸不良の原因としては、通常、ガラス繊維マットのほぐし不良、発泡原液組成物の供給不足や供給状態の不良などが最も多いので、この要因の対処によるだけで不良の発生を大きく減少することができる。
【図面の簡単な説明】
【0029】
【図1】本発明のガラス繊維強化硬質ポリウレタンフォームの製造装置を例示した正面図
【図2】含浸確認装置を使用した含浸確認工程を例示した斜視図
【図3】含浸確認装置を使用した含浸確認工程を例示した図2のX−X断面図
【符号の説明】
【0030】
5 発泡原液組成物
6 ガラス繊維マット
11L 下面材
11U 上面材
B ガラス繊維強化硬質ポリウレタンフォーム
【技術分野】
【0001】
本発明は、ガラス繊維強化硬質ポリウレタンフォーム、具体的には超低温用断熱パネル、とりわけLNG、液化ヘリウム、液化窒素等の沸点の低い物質、特にLNGを貯蔵する貯蔵設備の断熱に好適な断熱パネルとして使用可能なガラス繊維強化硬質ポリウレタンフォームの製造方法の製造方法及び該製造方法の実施に適したガラス繊維強化硬質ポリウレタンフォームの製造装置に関するものである。
【背景技術】
【0002】
ガラス繊維を使用して強化した、超低温用断熱材として好適に使用できる硬質ポリウレタンフォームは、一般的には下面材上にガラス繊維マットを載置し、硬質ポリウレタンフォームを形成する発泡原液組成物を供給、含浸し、次いで上面材を供給した後、ニップロール等の均一化装置にてニッピングによる発泡原液組成物の幅方向への均一供給並びにガラス繊維層への均一な含浸を行い、反応、発泡硬化させる方法により製造されている。
【0003】
ガラス繊維強化硬質ポリウレタンフォームにおいては、ガラス繊維が硬質ポリウレタンフォーム中にできるだけ均一に存在し、かつ硬質ポリウレタンフォームの密度もできるだけ均一であり、エアボイドなどがないことが求められる。
【0004】
ガラス繊維強化硬質ポリウレタンフォームにおいては、補強性に優れていることから最も一般的にコンティニュアスストランドマット(CSM)が使用される。コンティニュアスストランドマットを強化用ガラス繊維とした場合にCSMを構成するガラス繊維が厚さ方向に均一に広がるように、コンティニュアスストランドマット等のガラス繊維マットをほぐすほぐしローラーを使用し、ガラス繊維強化硬質ポリウレタンフォーム中のガラス繊維の分布を均一化する技術が公知である(特許文献1)。
【0005】
【特許文献1】特開2005−178270号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかし、特許文献1に開示された技術を使用した場合であっても、ガラス繊維のほぐし状態にばらつきが発生する場合があって、発泡原液組成物がほぐしたガラス繊維マットに均一に含浸せず、得られるガラス繊維強化硬質ポリウレタンフォームに不均一が生じるという問題がある。また発泡原液組成物の供給速度やガラス繊維マットへの供給状態と製造のライン速度のバランスがよくないために得られるガラス繊維強化硬質ポリウレタンフォームに不均一が生じたり、内部にエアボイドが形成されるという問題も発生する。このような場合、製造後に不良個所を廃棄することになり、不良率並びに廃棄物量の低減が困難であった。
【0007】
本発明は、上記の従来技術の問題点に鑑みて、フォーム中のガラス繊維の均一性に優れ、内部でのエアボイドが発生が抑制されたガラス繊維強化硬質ポリウレタンフォームの製造方法並びに該製造方法に適したガラス繊維強化硬質ポリウレタンフォームの製造装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本願発明の発明者は、下面材上のガラス繊維マットに発泡原液組成物が供給された直後に下面材への発泡原液組成物のしみ込み状況を観察したところ、このしみ込みが不十分であってしみ込みに欠損部が見られる場合に、得られるガラス繊維強化硬質ポリウレタンフォームに不均一が生じたり、内部にエアボイドが発生する等の不良となることを見いだして本発明を完成した。
【0009】
本発明のガラス繊維強化硬質ポリウレタンフォームの製造方法は、下面材を供給する下面材供給工程、ガラス繊維マットを前記下面材上に供給するガラス繊維マット供給工程、前記下面材上に発泡原液組成物を供給する原液供給工程、前記発泡原液組成物上に上面材を供給する上面材供給工程、前記発泡原液組成物の前記ガラス繊維マット層への含浸をチェックする含浸確認工程、及び前記発泡原液組成物を発泡・硬化させてガラス繊維強化硬質ポリウレタンフォームとする発泡工程を有することを特徴とする。
【0010】
係る構成の製造方法によれば、ガラス繊維の分布の均一性に優れ、内部でのエアボイドの発生が抑制されたガラス繊維強化硬質ポリウレタンフォームパネルを製造することができる。
【0011】
上記のガラス繊維強化硬質ポリウレタンフォームの製造方法においては、前記含浸確認工程は、下面より発泡原液組成物の下面材への浸透による変色を観測し、変色に不均一が発生した場合に製造条件の調整を行う工程であることが好ましい。
【0012】
係る構成の製造方法によれば、ガラス繊維の均一性に優れ、内部でのエアボイドの発生が抑制されたガラス繊維強化硬質ポリウレタンフォームパネルをより低い不良率にて製造することができる。
【0013】
上記のガラス繊維強化硬質ポリウレタンフォームの製造方法においては、前記含浸確認工程を発泡原液組成物のクリームタイム経過前に行うことが好ましい。
【0014】
係る構成の製造方法により、より確実に発泡原液組成物のガラス繊維マットへの含浸の均一性を確認することができる。発泡原液組成物は茶色であるためにクラフト紙にしみ込んだ場合にしみ込み部の色の変化が大きいが、クリームタイム以後は発泡原液組成物が反応の進行により白色に近くなるためにしみ込み状況が分かりにくくなる。
【0015】
本発明のガラス繊維強化硬質ポリウレタンフォームの製造装置は、下面材供給装置、ガラス繊維マット供給装置、発泡原液供給装置、上面材供給装置、含浸確認装置、及び加熱装置とを備え、
前記含浸確認装置は、観察可能な下面材支持体、撮像装置及びモニターを備えたものであることを特徴とする。
【0016】
係る構成の製造装置を使用することにより、ガラス繊維の均一性に優れ、内部でのエアボイドの発生が抑制されたガラス繊維強化硬質ポリウレタンフォームパネルを製造することができる。
【0017】
上記のガラス繊維強化硬質ポリウレタンフォームの製造装置においては、前記含浸確認装置は、上面材供給位置と加熱装置との間に配設されていることが好ましい。
【0018】
係る構成の製造装置によれば、前記含浸確認工程を発泡原液組成物のクリームタイム経過前に行うことができ、より確実に発泡原液組成物のガラス繊維マットへの含浸の均一性を確認することができる。
【発明を実施するための最良の形態】
【0019】
本発明のガラス繊維強化硬質ポリウレタンフォームの製造法において使用する面材は、公知の面材を使用することができ、特に下面材は発泡原液組成物の浸透状態を確認することができるものを使用する。係る面材としては、クラフト紙などの紙面材、クラフト紙の片面にポリオレフィンフィルム等の透明樹脂フィルムを積層したラミネート面材、歩英エチレンフィルム等のポリオレフィンフィルム、PETフィルムなどの樹脂フィルムを使用する。クラフト紙自体は不透明であるが、発泡原液組成物がクラフト紙にしみ込むと色が変わるので発泡原液組成物の浸透をかくにんすることできる。
【実施例】
【0020】
本発明の実施に好適な製造装置と好適な実施の形態を図面に基づいて説明する。図1は、本発明の実施に好適な製造装置と該製造装置を使用した製造方法の概略構成を示したものである。この例においてはガラス繊維マットは3層供給されている。
【0021】
ガラス繊維強化硬質ポリウレタンフォームの製造装置は、下面材11Lを供給する下面材供給装置10L、ガラス繊維マットを供給するガラス繊維マット供給装置6a,6b,6cと巻き戻されたガラス繊維マットをほぐすほぐし装置20a,20b,20c、ポリオール組成物とポリイソシアネート成分とを混合して発泡原液組成物として供給する発泡原液組成物供給装置3、上面材11Uを供給する上面材供給装置10U、均一化装置であるニップローラー22、及びコンベア17を収容した加熱装置19から構成されており、加熱装置19の前のニップローラー22の直後に含浸確認装置31が配設されている。
【0022】
下面材11Lを、下面材供給装置10Lからコンベア7、8上に供給し(下面材供給工程)、その上に補強用のガラス繊維材料として3層のガラス繊維マット6(6a,6b,6c)をそれぞれ原反から連続的に巻き戻して供給、載置し(ガラス繊維マット供給工程)、発泡原液組成物供給装置である発泡機のヘッド3から供給される硬質ポリウレタンフォーム発泡原液組成物5をキャスティング法により供給した(原液供給工程)後、上部より上面材11Uを、上面材供給装置10Lから連続的に供給してサンドイッチ状とし(上面材供給工程)、ニップロール22によって硬質ポリウレタンフォーム発泡原液をガラス繊維マットに十分含浸させた(ニッピング工程)後、コンベア17を備えた加熱オーブン19に送り、発泡硬化させて(発泡工程)ガラス繊維強化硬質ポリウレタンフォームBを作製する。
【0023】
ガラス繊維マット6(6a,6b,6c)は、原反から巻き戻して供給する際に、ほぐしローラー20(20a,20b,20c)にてほぐしが行われる(ほぐし工程)。
【0024】
図1では、原反から巻き戻された個々のガラス繊維マットをほぐす例が示されているが、複数枚を1個のほぐしローラーでほぐしてもよく、2枚のガラス繊維マットを1対のほぐしローラーでほぐす方がほぐし効果が高く、好ましい。
【0025】
使用するガラス繊維マットの層数は、製造するフォームの厚さ、要求される強度、使用するガラス繊維マットの厚さや目付量等を考慮して適宜設定されるが、一般には2〜6層程度である。ガラス繊維強化硬質ポリウレタンフォームのガラス繊維含有率は、5〜20重量%であることが好ましい。
【0026】
使用されるガラス繊維材料としては、アスペクト比の大きいガラス繊維が好ましく、好適な材料としてガラス長繊維のマット状の製品、具体的にはチョップストランドマット、コンティニュアスストランドマット等が例示される。硬質ポリウレタンフォーム発泡原液組成物の含浸性、フォームの補強性に優れていることから、コンティニュアスストランドマットの使用が最も好ましい。
【0027】
図2には含浸確認工程部分をフォームの幅方向中央部を、含浸確認装置の上面が分かるように切り欠いた斜視図にて示し、図3には図2のX−X断面を示した。含浸確認装置31は下面材11Lの下面から発泡原液組成物の含浸状態を観察可能であり、かつ下面材を支持する下面材支持体35と発泡原液組成物の含浸状態を画像にて確認するための撮像装置37を備えており、下面材支持体35は枠基台33にて支持されている。下面材支持体35は、発泡原液組成物の含浸状態が観察可能であれば特に構成材料は限定されず、不透明な材料にて格子ないしメッシュ状に形成されていてもよく、ガラス、アクリル樹脂、ポリカーボネート樹脂などの透明板にて構成されていてもよい。
【0028】
撮像装置は、公知のものを使用し、ガラス繊維強化硬質ポリウレタンフォームの製造装置のコントロールパネルの近傍に設置されたモニターに画像を再生し、作業員の目視や画像処理によって含浸不良が発生した時に必要な処置を行って不良の発生防止を行う。不良の発生防止措置としては、単に含浸不良発生位置をマーキングし、連続状に製造されるフォームの裁断時に不良部位を裁断除去して製品に不良部位が含まれないようにする方法、さらに含浸不良の原因となる要因の除去を行う方法等が例示される。含浸不良の原因としては、通常、ガラス繊維マットのほぐし不良、発泡原液組成物の供給不足や供給状態の不良などが最も多いので、この要因の対処によるだけで不良の発生を大きく減少することができる。
【図面の簡単な説明】
【0029】
【図1】本発明のガラス繊維強化硬質ポリウレタンフォームの製造装置を例示した正面図
【図2】含浸確認装置を使用した含浸確認工程を例示した斜視図
【図3】含浸確認装置を使用した含浸確認工程を例示した図2のX−X断面図
【符号の説明】
【0030】
5 発泡原液組成物
6 ガラス繊維マット
11L 下面材
11U 上面材
B ガラス繊維強化硬質ポリウレタンフォーム
【特許請求の範囲】
【請求項1】
ガラス繊維を含む硬質ポリウレタンフォームの製造方法であって、
下面材を供給する下面材供給工程、ガラス繊維マットを前記下面材上に供給するガラス繊維マット供給工程、前記下面材上に発泡原液組成物を供給する原液供給工程、前記発泡原液組成物上に上面材を供給する上面材供給工程、前記発泡原液組成物の前記ガラス繊維マット層への含浸をチェックする含浸確認工程、及び前記発泡原液組成物を発泡・硬化させてガラス繊維強化硬質ポリウレタンフォームとする発泡工程を有することを特徴とするガラス繊維強化硬質ポリウレタンフォームの製造方法。
【請求項2】
前記含浸確認工程は、下面より発泡原液組成物の下面材への浸透による変色を観測し、変色に不均一が発生した場合に製造条件の調整を行う工程であることを特徴とする請求項1に記載のガラス繊維強化硬質ポリウレタンフォームの製造方法。
【請求項3】
前記含浸確認工程を発泡原液組成物のクリームタイム経過前に行うことを特徴とする請求項1又は2に記載のガラス繊維強化硬質ポリウレタンフォームの製造方法。
【請求項4】
下面材供給装置、ガラス繊維マット供給装置、発泡原液供給装置、上面材供給装置、含浸確認装置、及び加熱装置とを備え、
前記含浸確認装置は、観察可能な下面材支持体、撮像装置及びモニターを備えたものであることを特徴とするガラス繊維強化硬質ポリウレタンフォームの製造装置。
【請求項5】
前記含浸確認装置は、上面材供給位置と加熱装置との間に配設されていることを特徴とする請求項4に記載のガラス繊維強化硬質ポリウレタンフォームの製造装置。
【請求項1】
ガラス繊維を含む硬質ポリウレタンフォームの製造方法であって、
下面材を供給する下面材供給工程、ガラス繊維マットを前記下面材上に供給するガラス繊維マット供給工程、前記下面材上に発泡原液組成物を供給する原液供給工程、前記発泡原液組成物上に上面材を供給する上面材供給工程、前記発泡原液組成物の前記ガラス繊維マット層への含浸をチェックする含浸確認工程、及び前記発泡原液組成物を発泡・硬化させてガラス繊維強化硬質ポリウレタンフォームとする発泡工程を有することを特徴とするガラス繊維強化硬質ポリウレタンフォームの製造方法。
【請求項2】
前記含浸確認工程は、下面より発泡原液組成物の下面材への浸透による変色を観測し、変色に不均一が発生した場合に製造条件の調整を行う工程であることを特徴とする請求項1に記載のガラス繊維強化硬質ポリウレタンフォームの製造方法。
【請求項3】
前記含浸確認工程を発泡原液組成物のクリームタイム経過前に行うことを特徴とする請求項1又は2に記載のガラス繊維強化硬質ポリウレタンフォームの製造方法。
【請求項4】
下面材供給装置、ガラス繊維マット供給装置、発泡原液供給装置、上面材供給装置、含浸確認装置、及び加熱装置とを備え、
前記含浸確認装置は、観察可能な下面材支持体、撮像装置及びモニターを備えたものであることを特徴とするガラス繊維強化硬質ポリウレタンフォームの製造装置。
【請求項5】
前記含浸確認装置は、上面材供給位置と加熱装置との間に配設されていることを特徴とする請求項4に記載のガラス繊維強化硬質ポリウレタンフォームの製造装置。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2008−254306(P2008−254306A)
【公開日】平成20年10月23日(2008.10.23)
【国際特許分類】
【出願番号】特願2007−98521(P2007−98521)
【出願日】平成19年4月4日(2007.4.4)
【出願人】(000003148)東洋ゴム工業株式会社 (2,711)
【Fターム(参考)】
【公開日】平成20年10月23日(2008.10.23)
【国際特許分類】
【出願日】平成19年4月4日(2007.4.4)
【出願人】(000003148)東洋ゴム工業株式会社 (2,711)
【Fターム(参考)】
[ Back to top ]