
ガラス繊維用のサイズ剤組成物
熱硬化性樹脂の強化用の補強繊維のインライン細断及び乾燥を可能にするサイズ剤組成物を提供する。該サイズ剤組成物は、少なくとも1種のカップリング剤と1種以上のブロックトポリウレタンフィルム形成剤とを含む。そのブロッキング剤は、好ましくは、上記ポリウレタンフィルム形成剤の同時又はほぼ同時の脱ブロッキングと硬化を可能にする温度で脱ブロッキングする。サイズ処理繊維ストランド(12)は、インラインにおいて、細断してチョップトストランドセグメントを形成させ、Cratec? 乾燥炉のような流動床炉(46)内で乾燥させ得る。その後、チョップト繊維ストランドをバルクモールディングコンパウンドにおいて使用し、成形して強化複合物品とする。インラインでのガラス繊維の細断は、サイズ処理繊維バンドル(10)から製造した製品における製造コストを低減する。更に、補強繊維を、本発明のサイズ剤組成物によれば、通常のオフライン細断法に比較してはるかに速い速度で細断し乾燥させ得るので、生産性は向上する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一般に、補強用繊維材料用のサイズ剤組成物に関し、更に詳細には、熱硬化性樹脂を補強するのに使用するチョップト補強繊維用の化学組成物に関する。
【背景技術】
【0002】
ガラス繊維は、種々の技術において有用である。例えば、ガラス繊維は、ガラス繊維強化プラスチック又は複合体を形成させるためのポリマーマトリックス中の補強材として一般的に使用されている。ガラス繊維は、連続又はチョップト(細断)フィラメント、ストランド、ロービング、織布、不織布、メッシュ及びスクリムの形で使用されてポリマーを補強している。当該技術においては、ガラス繊維強化ポリマー複合体は、強化されていないポリマー複合体と比較して、補強繊維表面がサイズ剤組成物によって適切に改変されていることを条件として、高い機械的性質を有することが知られている。従って、より良好な寸法安定性、引張強度及び弾性率、曲げ強度及び弾性率、耐衝撃性及び耐クリープ性は、ガラス繊維強化複合体によって得ることができる。
チョップトガラス繊維が、強化複合体中の補強材料として一般的に使用されている。通常、ガラス繊維は、溶融ガラス材料の流れをブッシング又はオリフィスから繊細化(attenuate)することによって形成される。水性サイズ剤組成物又は化学処理は、典型的には、ブッシングから延伸後のガラス繊維に施されている。潤滑剤、カップリング剤及びフィルム形成性バインダー樹脂を一般に含有する水性サイズ剤組成物が繊維に適用されている。サイズ剤組成物は、フィラメント間磨耗からの保護を繊維に与え、ガラス繊維とガラス繊維を使用すべきマトリックス間の適合性を増進させる。
【0003】
その後、サイズ処理湿潤繊維を分配し、ギャザーリングシューにてストランドに集結させ、コレット上に巻付けて成形用パッケージ又はケーキとする。成形用ケーキを、オーブン内で、100℃(212°F)〜132.2℃(270°F)の温度で15〜20時間加熱して水分を除去し、繊維表面上でサイズ剤組成物を硬化させる。繊維を乾燥させた後、繊維を細断機に移し、そこで、繊維をチョップトストランドセグメントに細断(chop)する。そのような方法は、繊維を、ガラス繊維を形成させた後に、乾燥させ細断しているので、“オフライン”法と称されている。チョップトストランドセグメントは、高分子樹脂と混合し圧縮-又は射出成形機に供給して、ガラス繊維強化複合体として成形することができる。
現行のオフライン法では適切で市場性のある最終製品が製造されているものの、当該オフライン法は、成形と細断とが2つの別々の工程で発生する点のみならず、サイズ剤組成物を十分に硬化させるのに費用高の長い乾燥時間を要する点でも時間消費性である。従って、当該技術においては、ガラス製造過程と連続する工程においてより短時間で製品製造を完了させるコスト有効性で且つ効率的な方法が求められている。
【発明の概要】
【0004】
本発明の目的は、少なくとも1種のシランカップリング剤と1種以上のポリウレタンフィルム形成剤を含む、熱硬化性樹脂を補強するのに使用する補強用繊維用の組成物を提供することである。更に、上記組成物は、サイズ剤組成物及び/又はサイズ剤組成物でサイズ処理した繊維から形成される最終製品に所望の性質又は特徴を与えるために通常のサイズ剤塗布に典型的に含ませる添加剤を含まない。本発明のサイズ剤組成物において使用する適切なフィルム形成剤としては、単独又は任意の組合せのポリウレタンフィルム形成剤(ブロックト又は熱可塑性)、エポキシ樹脂フィルム形成剤、ポリオレフィン、変性ポリオレフィン、官能化ポリオレフィン、並びに飽和及び不飽和のポリエステル樹脂フィルム形成剤がある。ポリウレタンフィルム形成剤は、フィルム形成剤の水性の分散液、エマルジョン及び/又は溶液の形であり得る。サイズ剤配合物において使用するポリウレタン分散液は、ブロックトイソシアネートをベースとする又はベースとしないポリウレタン分散液であり得る。好ましい実施態様においては、ポリウレタン分散液は、ブロックトイソシアネートを含む。本発明のサイズ剤組成物においては、上記イソシアネートは、93.33℃(200°F)〜204.4℃(400°F)の温度、より好ましくは107.2℃(225°F)〜176.7℃(350°F)の温度で脱ブロッキングする。上記サイズ剤組成物において使用し得るシランカップリング剤の例は、官能基のアミノ、エポキシ、ビニル、メタクリルオキシ、ウレイド、イソシアネート、及びアザミドに特徴を有し得る。上記サイズ剤組成物において使用し得るシランカップリング剤としては、アミノシラン、シランエステル、ビニルシラン、メタクリルオキシシラン、エポキシシラン、イオウシラン、ウレイドシラン、及びイソシアネートシランがある。本発明のサイズ剤組成物は、本発明の組成物でサイズ処理した補強繊維をインラインで細断し乾燥させてチョップト繊維バンドルを製造するのを可能にする。インラインでのガラス繊維の細断は、サイズ処理ガラス繊維から製造した製品における製造コストを低減する。
【0005】
本発明のもう1つの目的は、サイズ剤組成物で少なくとも部分的にコーティングしている複数の個々の補強繊維から形成されている補強用繊維ストランドを提供することである。とりわけ、上記補強用繊維ストランドは、少なくとも1種のシランカップリング剤、ブロックトイソシアネートを含むポリウレタンフィルム形成剤及び水からなるコーティング組成物で少なくとも部分的にコーティングされている。上記サイズ剤組成物において使用し得るシランカップリング剤としては、アミノシラン、シランエステル、ビニルシラン、メタクリルオキシシラン、エポキシシラン、イオウシラン、ウレイドシラン、及びイソシアネートシランがある。上記ポリウレタンフィルム形成剤において使用するブロッキング剤は、好ましくは、上記ポリウレタンフィルム形成剤の同時又はほぼ同時の脱ブロッキングと硬化を可能にする温度で脱ブロッキングする。好ましくは、上記イソシアネートは、93.33℃(200°F)〜204.4℃(400°F)の温度、より好ましくは107.2℃(225°F)〜176.7℃(350°F)の温度で脱ブロッキングする。ブロックトイソシアネートを含む上記ポリウレタンフィルム形成性分散液は、上記サイズ剤配合物中に、組成物全体の1〜10質量%の量で存在し;上記シランカップリング剤(1種以上)は、上記サイズ剤組成物中に、組成物全体の0.2〜1.0質量%の量で存在する。
【0006】
本発明の更にもう1つの目的は、サイズ剤組成物を複数の繊細化ガラス繊維に適用する工程;上記ガラス繊維を、所定数のガラス繊維を有するガラス繊維ストランドに集結させる工程;上記ガラス繊維ストランドを細断して湿潤チョップトガラス繊維バンドルを形成させる工程;上記湿潤チョップトガラス繊維バンドルを乾燥炉内で乾燥させて、チョップトガラス繊維バンドルを形成させる工程;上記チョップト繊維バンドルを熱硬化性樹脂と混合する工程;及び、チョップト繊維バンドルと熱硬化性樹脂との混合物を加熱モールド内に収容し、熱硬化性樹脂の硬化を行い、複合体製品を形成させる工程を含む、強化複合物品の成形方法を提供することである。上記湿潤チョップトガラス繊維バンドルは、好ましくは、流動床炉内で、148.9℃(300°F)〜260℃(500°F)の温度で乾燥させる。上記サイズ剤組成物は、少なくとも1種のシランカップリング剤とブロックトイソシアネートを含む1種以上のポリウレタンフィルム形成剤とを含む。更に、上記のサイズ剤組成物は、通常のサイズ剤塗布において典型的に含ませてサイズ組成物に所望の性質又は特徴を与える如何なる添加剤も含まない。上記ポリウレタンフィルム形成剤は、ブロックトイソシアネートを含むポリエステル系ポリウレタンフィルム形成剤であり得る。上記ブロックトイソシアネートは、望ましくは、107.2℃(225°F)〜176.7℃(350°F)の温度で脱ブロッキングする。ガラス繊維は、本発明のサイズ剤組成物によるインラインにおいて、通常のオフライン細断方法と比較して、はるかに速い速度で細断し乾燥させることができる。
【0007】
本発明のさらなる目的は、サイズ剤組成物で少なくとも部分的にコーティングしたチョップトガラスストランドを第1ポリマーフィルム上に付着させる工程;第2ポリマーフィルムを上記チョップトガラス繊維上に置いてサンドイッチ材料を形成させる工程;及び、上記サンドイッチ材料を成形して強化複合物品とする工程を含む強化複合物品の成形方法を提供することである。上記サイズ剤組成物は、少なくとも1種のシランカップリング剤、ブロックトイソシアネートを含むポリウレタンフィルム形成性分散液、及び水からなる。また、上記方法は、上記サイズ剤組成物を複数の繊細化ガラス繊維に適用する工程;上記ガラス繊維をガラス繊維ストランドとして集結させる工程;上記ガラス繊維ストランドを細断して湿潤チョップトガラス繊維バンドルを形成させる工程;及び、上記湿潤チョップトガラス繊維バンドルを、流動床炉内で、148.9℃(300°F)〜260℃(500°F)の温度で乾燥させ、上記チョップトガラスストランドを形成させる工程も含み得る。上記サイズ剤組成物において使用し得るシランカップリング剤の非限定的な例としては、アミノシラン、シランエステル、ビニルシラン、メタクリルオキシシラン、エポキシシラン、イオウシラン、ウレイドシラン、及びイソシアネートシランがある。上記ポリウレタンフィルム形成剤は、ブロックトイソシアネートを含むポリエステル系ポリウレタンフィルム形成剤であり得る。上記ポリウレタンフィルム形成剤において使用するブロッキング剤は、好ましくは、上記ポリウレタンフィルム形成剤の同時又はほぼ同時の脱ブロッキングと硬化を可能にする温度で脱ブロッキングする。好ましくは、上記イソシアネートは、93.33℃(200°F)〜204.4℃(400°F)の温度、より好ましくは107.2℃(225°F)〜176.7℃(350°F)の温度で脱ブロッキングする。
【0008】
本発明の利点は、チョップト補強ストランド(例えば、チョップトガラスストランド)を通常の製品の何分の1かの時間にて何分の1かのコストで製造し得ることである。
本発明のもう1つの利点は、補強繊維のインライン細断及び乾燥が生産性を向上させることである。
本発明のさらなる利点は、上記サイズ処理チョップト繊維から形成された製品の製造コスト及び製造時間が、インラインでの補強繊維の細断及び乾燥によって低減されることである。
本発明の更にもう1つの利点は、本発明のサイズ剤配合物でもって使用するインライン方法が、オフライン方法よりも低労働集約性であることである。
本発明の特徴は、ポリウレタンフィルム形成剤において使用するブロッキング剤が、上記ポリウレタンフィルム形成剤の同時又はほぼ同時の脱ブロッキングと硬化を可能にする温度で脱ブロッキングすることである。
本発明のもう1つの特徴は、上記ブロッキング剤が、上記フィルム形成剤が短時間で硬化するのを可能にする温度で脱ブロッキングすることである。
本発明の上記及び他の目的、特徴及び利点は、以下、下記の詳細な説明を検討することによってより十分に明らかになるであろう。
本発明の利点は、とりわけ添付図面と関連して行ったときの、本発明の以下の詳細な開示を検討するときに明らかとなろう。
【図面の簡単な説明】
【0009】
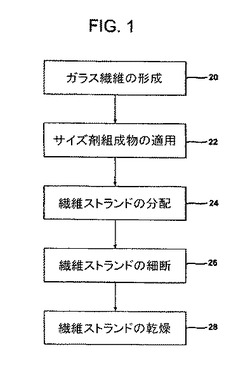
【図1】本発明の少なくとも1つの典型的な実施態様に従うガラス繊維バンドルの典型的な形成方法の各工程を示すフローダイアグラムである。
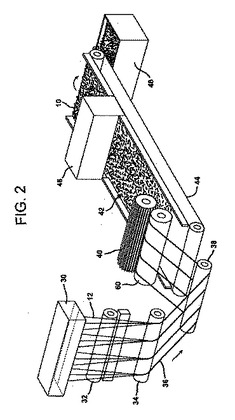
【図2】本発明の少なくとも1つの典型的な実施態様に従う乾燥チョップトストランドバンドルを形成させる加工ラインの略図である。
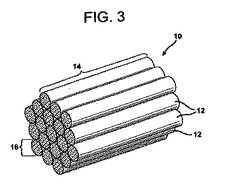
【図3】本発明の典型的な実施態様に従うチョップトストランドバンドルの略図である。
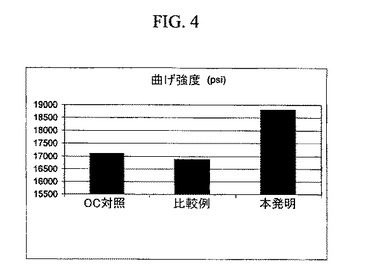
【図4】本発明のインラインサイズ剤組成物でサイズ処理した繊維により形成させた射出成形複合部品及び最も近いオフラインサイズ剤組成物によって形成させた射出成形複合部品の曲げ強度のグラフ図である。
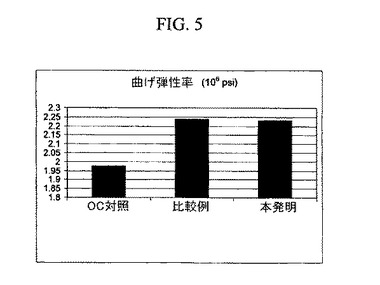
【図5】本発明のインラインサイズ剤組成物でサイズ処理した繊維により形成させた射出成形複合部品及び最も近いオフラインサイズ剤組成物によって形成させた射出成形複合部品の曲げ弾性率のグラフ図である。
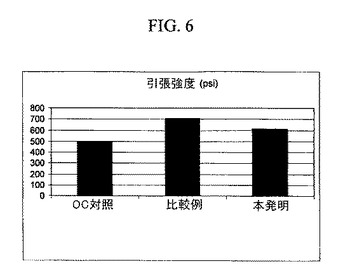
【図6】本発明のインラインサイズ剤組成物でサイズ処理した繊維により形成させた射出成形複合部品及び最も近いオフラインサイズ剤組成物によって形成させた射出成形複合部品の引張強度のグラフ図である。
【0010】
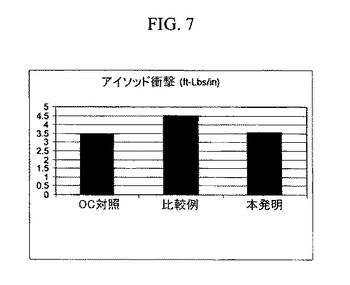
【図7】本発明のインラインサイズ剤組成物でサイズ処理した繊維により形成させた射出成形複合部品及び最も近いオフラインサイズ剤組成物によって形成させた射出成形複合部品のアイゾッド衝撃強度のグラフ図である。
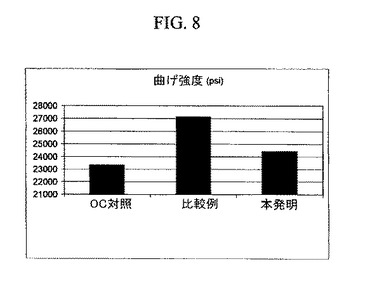
【図8】本発明のインラインサイズ剤組成物でサイズ処理した繊維により形成させた圧縮成形複合部品及び最も近いオフラインサイズ剤組成物によって形成させた圧縮成形複合部品の曲げ強度のグラフ図である。
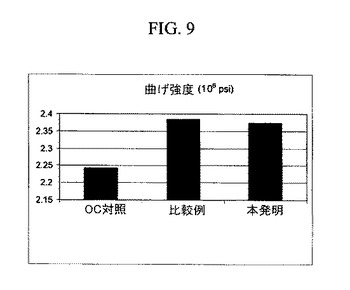
【図9】本発明のインラインサイズ剤組成物でサイズ処理した繊維により形成させた圧縮成形複合部品及び最も近いオフラインサイズ剤組成物によって形成させた圧縮成形複合部品の曲げ弾性率のグラフ図である。
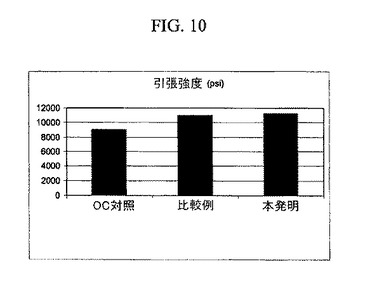
【図10】本発明のインラインサイズ剤組成物でサイズ処理した繊維により形成させた圧縮成形複合部品及び最も近いオフラインサイズ剤組成物によって形成させた圧縮成形複合部品の引張強度のグラフ図である。
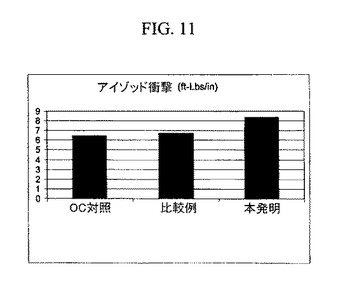
【図11】本発明のインラインサイズ剤組成物でサイズ処理した繊維により形成させた圧縮成形複合部品及び最も近いオフラインサイズ剤組成物によって形成させた圧縮成形複合部品のアイゾッド衝撃強度のグラフ図である。
【発明を実施するための形態】
【0011】
発明の詳細な説明及び好ましい実施態様
他で定義しない限り、本明細書において使用する全ての技術的及び科学的用語は、本発明が属する技術における熟練者が一般的に理解しているのと同じ意味を有する。本明細書において説明する方法及び材料と同様な又は等価の任意の方法及び材料を本発明の実施及び試験において使用し得るものの、好ましい方法及び材料は、本明細書において説明する。公開された又は相応する米国又は外国特許出願、発行された米国及び外国特許、並びに任意の他の文献のような本明細書において引用する全ての文献は、各々、それら引用文献に存在する全てのデータ、表、図面及びテキストを含むその全体を参考として本明細書に合体させる。
図面においては、線、層及び領域の濃さを、明確化のために強調し得る。図面全体に亘って見出される同様な番号は、同様な要素を示すことに留意すべきである。用語“補強用繊維”及び“補強繊維”は、本明細書においては互換的に使用し得る。更に、用語“サイズ”、“サイズ剤”、“サイズ組成物”及び“サイズ剤組成物”も互換的に使用し得る。更に、用語“フィルム形成剤(film former)”及び“フィルム形成剤(film forming agent)”も互換的に使用し得る。更に、用語“組成物”及び“配合物”も本明細書において互換的に使用し得る。
【0012】
本発明は、補強繊維用のサイズ剤組成物に関する。該サイズ剤組成物は、少なくとも1種のシランカップリング剤、1種以上のポリウレタンフィルム形成剤、及び水を含む。好ましい実施態様においては、上記ポリウレタンフィルム形成剤(1種以上)は、ブロックトイソシアネートを含むポリウレタンフィルム形成剤である。上記ポリウレタンフィルム形成剤において使用するブロッキング剤は、好ましくは、上記ポリウレタンフィルム形成剤の同時又はほぼ同時の脱ブロッキングと硬化を可能にする温度で脱ブロッキングする。上記サイズ剤組成物は、本発明の組成物によってサイズ処理した補強繊維をインラインで細断し乾燥させてチョップト繊維バンドルを形成させるのを可能にする。インラインでのガラス繊維の細断は、上記サイズ処理ガラス繊維から製造する製品における製造コストを低減する。更に、インライン法は、成形用ケーキをコレットから物理的に取出し、このケーキを乾燥させる作業者を必要とするオフライン方法よりも低労働集約性である。更に、補強繊維を、本発明のサイズ剤組成物によれば、通常のオフライン細断方法と比較して、はるかに速い速度で細断し乾燥させることができるので、生産性も向上する。
【0013】
上記サイズ剤組成物は、連続補強用繊維を処理するのに使用し得る。上記サイズ剤組成物は、キスロール、浸漬・延伸(dip-draw)、スライド又はスプレー適用法のような任意の通常の方法により、補強用繊維に適用して、所望量のサイズ剤組成物を繊維上で得ることができる。任意のタイプのガラス、例えば、Aタイプガラス、Cタイプガラス、Eタイプガラス、Sタイプガラス、ECRタイプガラス繊維、無ホウ素繊維(例えば、Owens Corning社から商業的に入手可能なAdvantexRガラス繊維)、ウールガラス繊維、又はこれらの組合せを、補強用繊維として使用し得る。好ましくは、補強用繊維は、Eタイプガラス又はAdvantexRガラスである。本発明のサイズ剤組成物は、繊維に対して、所望繊維において0.2〜1.5、好ましくは0.4〜0.70、最も好ましくは0.4〜0.6の強熱減量(LOI)でもって適用し得る。本出願と関連して使用するとき、LOIは、ガラス繊維表面上に付着させた有機固形物の百分率として定義し得る。
【0014】
また、補強用繊維は、限定するものではないが、ポリエステル、ポリアミド、アラミド、ポリアラミド、ポリプロピレン、ポリエチレン及びこれらの混合物のような1種以上の合成ポリマーのストランドであり得る。ポリマーストランドは、補強用繊維材料として単独で使用してもよく、或いは、上述したストランドのようなガラスストランドと組合せて使用してもよい。さらなる代替物としては、天然繊維、無機繊維、炭素繊維及び/又はセラミック繊維を補強用繊維として使用し得る。本出願と関連して使用するときの用語“天然繊維”は、限定するものではないが、幹、種子、葉、根又は師部のような植物の任意の部分から抽出した植物繊維を称する。補強用繊維として使用するのに適する天然繊維の例としては、綿、ジュート、竹、ラミー、バガス、麻、コイア、リネン、ケナフ、サイザル麻、亜麻、ヘネッケン、及びこれらの組合せがある。
【0015】
上述したように、上記サイズ剤組成物は、少なくとも1種のシランカップリング剤を含有する。補強繊維の表面とプラスチックマトリックスをカップリングさせるその役割以外に、シラン類は、その後の加工中に、毛羽又は破壊繊維フィラメントの量を減少させるようにも機能する。必要に応じて、酢酸、ホウ酸、メタホウ酸、コハク酸、クエン酸、ギ酸及び/又はポリアクリル酸のような弱酸を上記サイズ剤組成物に添加して上記シランカップリング剤の加水分解を助長し得る。上記サイズ剤組成物において使用し得るシランカップリング剤の例は、官能基のアミノ、エポキシ、ビニル、メタクリルオキシ、ウレイド、イソシアネート、及びアザミドに特徴を有し得る。好ましい実施態様においては、上記シランカップリング剤としては、アミン(第一級、第二級、第三級及び第四級)、アミノ、イミノ、アミド、イミド、ウレイド、イソシアネート又はアザミドのような1個以上の官能基を有する1個以上の窒素原子を含有するシラン類がある。
適切なシランカップリング剤の非限定的な例としては、アミノシラン、シランエステル、ビニルシラン、メタクリルオキシシラン、エポキシシラン、イオウシラン、ウレイドシラン、及びイソシアネートシランがある。本発明において使用するシランカップリング剤の特定の例としては、γ-アミノプロピルトリエトキシシラン(A-1100)、n-フェニル-γ-アミノプロピルトリメトキシシラン(Y-9669)、n-トリメトキシ-シリル-プロピル-エチレン-ジアミン(A-1120)、メチル-トリクロロシラン(A-154)、γ-クロロプロピル-トリメトキシ-シラン(A-143)、ビニル-トリアセトキシシラン(A-188)、メチルトリメトキシシラン(A-1630)、γ-ウレイドプロピルトリメトキシシラン(A-1524)がある。適切なシランカップリング剤の他の例は、下記の表1に示している。上記及び表1に示すシランカップリング剤は、全て、GE Silicones社から商業的に入手可能である。好ましくは、シランカップリング剤は、アミノシラン又はジアミノシランである。
【0016】
表1
【0017】
上記サイズ剤組成物は、1種以上のカップリング剤を含み得る。更に、上記カップリング剤(1種以上)は、上記サイズ剤組成物中に、組成物全体の0.2〜1.0質量%の量、好ましくは0.3〜0.7質量%の量、より好ましくは0.4〜0.5質量%の量で存在し得る。
【0018】
本発明のサイズ剤配合物中で使用するポリウレタン剤(1種以上)は、ブロックトイソシアネートをベースとする又はベースとしないポリウレタン分散液であり得る。好ましい実施態様においては、上記ポリウレタン分散液は、ブロックトイソシアネートを含む。フィルム形成剤は、補強用繊維間に改良された接着性を生じさせ、改良されたストランド一体性をもたらす薬剤である。上記サイズ剤組成物においては、上記フィルム形成剤は、補強用繊維にさらなる保護を与え且つ加工性を改良する、例えば、高速細断によって生じ得る毛羽を減少させる高分子結合剤として作用する。本明細書において使用するとき、用語“ブロックト”とは、イソシアネート基がある化合物と可逆的に反応して、得られるブロックトイソシアネート基が周囲温度においては活性水素に対して安定であるが上記フィルム形成性ポリマー中の活性水素とは昇温下、例えば、93.33℃(200°F)〜204.4℃(400°F)の温度においては反応性であるようにすることを示していることを意味する。
【0019】
本発明において使用する適切なフィルム形成剤としては、単独又は任意の組合せにおけるポリウレタンフィルム形成剤(ブロックト又は熱可塑性)、エポキシ樹脂フィルム形成剤、ポリオレフィン、変性ポリオレフィン、官能化ポリオレフィン、ポリ酢酸ビニル、ポリアクリレート、並びに飽和及び不飽和のポリエステル樹脂フィルム形成剤がある。フィルム形成剤の水性の分散液、エマルジョン及び溶液の特定の例としては、限定するものではないが、Neoxil 6158 (DSM社から入手可能)のようなポリウレタン分散液;Neoxil 2106 (DSM社から入手可能)、Neoxil 9540 (DSM社から入手可能)及びNeoxil PS 4759 (DSM社から入手可能)のようなポリエステル分散液;PE-412 (AOC社から入手可能)、NX 9620 (DSM社から入手可能)、Neoxil 0151 (DSM社から入手可能)、Neoxil 2762 (DSM社)、NX 1143 (DSM社から入手可能)、AD 502 (AOC社から入手可能)、Epi Rez 5520 (Hexion社から入手可能)、Epi Rez 3952 (Hexion社から入手可能)、Witcobond W-290 H (Chemtura社から入手可能)及びWitcobond W-296 (Chemtura社から入手可能)のようなエポキシ樹脂分散液;及びポリエーテル分散液がある。ポリウレタンフィルム形成剤は、上記サイズ剤組成物において使用する好ましい群のフィルム形成剤である;何故ならば、ポリウレタンフィルム形成剤は、複合物品を成形するときの樹脂溶融物(例えば、押出加工又は射出成形加工)中でのガラス繊維バンドルの分散性を改良するのを助長し、更に、補強繊維の貧弱な分散によって生じる最終物品中の欠陥(例えば、目に見える欠陥、加工性破断、及び/又は低機械特性)の低減又は排除をもたらすからである。上記サイズ剤組成物において使用する好ましいフィルム形成剤は、ポリエステル系及びポリエーテル系ポリウレタン分散液である。
【0020】
上記サイズ剤組成物において使用し得る、ブロックトイソシアネートをベースとしない適切なポリウレタンフィルム形成剤の例としては、限定するものではないが、BaybondR XP-2602 (Bayer社から入手し得るノニオン性ポリウレタン分散液);BaybondR PU-401及びBaybondR PU-402 (Bayer社から入手し得るアニオン性ウレタンポリマー分散液);BaybondR VP-LS-2277 (Bayer社から入手し得るアニオン/ノニオン性ウレタンポリマー分散液);Aquathane 518 (Dainippon社から入手し得るノニオン性ポリウレタン分散液);及びWitcobond 290H (Witco Chemical社から入手し得るポリウレタン分散液)がある。
【0021】
上記サイズ剤組成物において使用するイソシアネートは、完全にブロッキングするか又は部分的にブロッキングして、イソシアネートが、化学的に処理した(即ち、サイズ処理した)ガラス繊維のストランドを十分な温度に加熱してブロックトイソシアネートを脱ブロッキングし且つフィルム形成剤を硬化させるまでは、溶融樹脂中の活性水素と反応しないようにすることができる。本発明のサイズ剤組成物においては、上記イソシアネートは、好ましくは93.33℃(200°F)〜204.4℃(400°F)の温度において、より好ましくは107.2℃(225°F)〜176.7℃(350°F)の温度において、最も好ましくは110℃(230°F)〜165.6℃(330°F)の温度において脱ブロッキングする。ブロックトイソシアネートのブロッキング剤又はブロッキング成分として使用するのに適する群は、当該技術において周知であり、アルコール類、ラクタム類、オキシム類、マロン酸エステル類、アルキルアセトアセテート類、トリアゾール類、フェノール類、アミン類、及びベンジルt-ブチルアミン(BBA)のような群がある。1種又は数種のブロッキング群を使用し得る。ブロックトポリウレタンフィルム形成剤は、上記サイズ剤組成物中に、組成物全体の1.0〜10質量%の量、好ましくは3〜8質量%の量、より好ましくは4〜6質量%の量で存在し得る。
【0022】
上記サイズ剤組成物は、ガラス繊維に適用する活性固形物を溶解又は分散させるための水を更に含む。水は、水性サイズ剤組成物をそのガラス繊維への適用に適する粘度まで希釈し且つ繊維上で所望の固形物含有量を得るのに十分な量で加え得る。とりわけ、上記サイズ剤組成物は、99%までの水を含有し得る。
更に、幾つかの典型的な実施態様においては、上記サイズ剤組成物は、必要に応じて、繊維の製造並びに複合体の加工及び製造を容易にする少なくとも1種の潤滑剤を含み得る。潤滑剤を使用する実施態様においては、潤滑剤は、上記サイズ剤組成物中に、組成物全体の0.004〜0.05質量%の量で存在し得る。任意の適切な潤滑剤を使用し得るが、上記サイズ剤組成物において使用する潤滑剤の例としては、限定するものではないが、水溶性エチレングリコールステアレート(例えば、ポリエチレングリコールモノステアレート、ブトキシエチルステアレート、ポリエチレングリコールモノオレアート、及びブトキシエチルステアレート)、エチレングリコールオレアート、エトキシ化脂肪族アミン、グリセリン、乳化鉱油、オルガノポリシロキサンエマルジョン、カルボキシル化ワックス、官能性又は非官能性化学基を有する線状又は(超)分岐ワックス又はポリオレフィン、官能化又は変性ワックス及びポリオレフィン、ナノクレー、ナノ粒子及びナノ分子がある。上記サイズ剤組成物において使用するのに適する潤滑剤の特定の例としては、商品名Lubesize K-12 (AOC社から入手可能);PEG 400 MO、即ち、400個のエチレンオキシド基を有するモノオレイン酸エステル(Cognis社から入手可能);Emery 6760 L、即ち、ポリエチレンイミンポリアミド塩(Cognis社から入手可能);Lutensol ON60 (BASF社から入手可能);Radiacid (Finaから入手し得るステアリン酸);並びに、Astor HP 3040及びAstor HP 8114 (IGI International Waxes社から入手し得る微結晶性ワックス)がある。
【0023】
本発明のサイズ剤組成物は、望ましくは、通常のサイズ剤組成物に典型的に含ませてそのサイズ剤組成物及び/又は最終複合製品に所望の性質又は特徴を付与する添加剤を何ら含まないが、pH調整剤、UV安定剤、酸化防止剤、加工助剤、潤滑剤、発泡防止剤、帯電防止剤、増粘剤、接着促進剤、相溶化剤、安定剤、難燃剤、衝撃改質剤、顔料、染料、着色剤及び/又は香料のような添加剤は、幾つかの典型的実施態様においては、上記サイズ剤組成物に少量で添加し得る。上記サイズ剤組成物中で存在し得る添加剤の総量は、組成物全体の0〜5.0質量%であり得、ある実施態様においては、上記添加剤は、組成物全体の0.2〜5.0質量%の量で添加し得る。
【0024】
図1において一般的に説明する1つの典型的な実施態様においては、本発明の1つの局面に従うチョップトガラス繊維バンドルの形成方法を示している。とりわけ、該方法は、ガラス繊維の形成(工程20)、サイズ剤組成物のガラス繊維への適用(工程22)、所望のバンドルテックスを得るための繊維の分配(工程24)、湿潤繊維ストランドの個々の長さへの細断(工程26)及びチョップトガラス繊維バンドルを得るための湿潤ストランドの乾燥(工程28)を含む。
図2に更に詳細に示しているように、ガラス繊維12は、ブッシング又はオリフィス30からの溶融ガラス材料(図示せず)の繊細化流によって形成させ得る。サイズ剤組成物は、好ましくは、上記繊維に、10%〜14%の水分含有量を有する繊維を得るに十分な量で適用する。繊細化したガラス繊維12は、9.5ミクロン〜16ミクロンの直径を有する。好ましくは、繊維12は、10ミクロン〜14ミクロンの直径を有する。
【0025】
ガラス繊維12をブッシング30から延伸した後、本発明の水性サイズ剤組成物を繊維12に適用する。サイズ剤は、図2に示す適用ロール32によるような通常の方法によって適用し得る。ガラス繊維12を上記サイズ剤組成物で処理した時点で、ガラス繊維12を集結させ、特定の所望数の個々のガラス繊維12を有する繊維ストランド36として分配する。スプリッターシュー34により、繊細化しサイズ処理したガラス繊維12を繊維ストランド36として分配する。ガラス繊維ストランド36は、繊維ストランド36を細断する前に、必要に応じて、第2のスプリッターシュー(図示せず)に通してもよい。繊維ストランド36中に存在する個々のガラス繊維12の特定数(従って、ガラス繊維12の分配数)は、チョップトガラス繊維バンドル10の特定の用途に応じて変動し、当業者によって容易に決定し得ることである。本発明においては、各補強用繊維ストランド又はバンドルは、200本の繊維〜8,000本の繊維又はそれ以上を含む。
その後、繊維ストランド36をギャザーリングシュー38からチョッパー40/コット(cot)60組合せ機に通し、そこで、繊維ストランド36を湿潤チョップトガラス繊維バンドル42として細断する。ストランド36は、0.3175cm(0.125インチ)〜2.54cm(1.0インチ)、好ましくは0.3175cm(0.125インチ)〜1.27cm(0.5インチ)、最も好ましくは0.3175cm(0.125インチ)〜0.635cm(0.25インチ)の長さを有するように細断する。湿潤チョップトガラス繊維バンドル42は、乾燥炉46への搬送用のコンベアー44(有孔コンベアーのような)上に落下し得る。
【0026】
その後、湿潤サイズ処理チョップト繊維のバンドル42を乾燥させてガラス繊維12上のサイズ剤組成物を団結又は固化させる。好ましくは、湿潤繊維バンドル42は、流動床炉(即ち、CratecR 炉(Owens Corning社から入手可能))、回転式熱トレー炉又は誘電炉のような炉(46)内で乾燥させて乾燥チョップトガラス繊維バンドル10を形成させる。本発明に従うチョップトガラス繊維バンドル10の例は図3に一般的に示している。図3に示しているように、チョップトガラス繊維バンドル10は、直径16と長さ14を有する複数の個々のガラス繊維12から形成されている。個々のガラス繊維12は、堅く編んだ又は“バンドル型”構造で、互いに実質的平行な配向で配置されている。本明細書において使用するとき、語句“実質的に平行”とは、個々のガラス繊維12が互いに平行又はほぼ平行であることを示していることを意味する。
【0027】
乾燥時間を商業的大量生産において許容し得るレベルまで短縮するには、好ましいのは、繊維を、流動床炉(例えば、CratecR 乾燥炉)内で、260℃(500°F)までの昇温下に、より好ましくは148.9℃(300°F)〜260℃(500°F)の温度で乾燥させることである。流動床炉内では、制御された温度を有する高温空気流を使用して、湿潤チョップトガラス繊維を乾燥させ、繊維上のサイズ剤組成物を固化させる。その後、乾燥繊維をスクリーン(図示せず)上に通して、長尺物、毛羽ボール及び他の望ましくない事物を、チョップトガラス繊維を集める前に除去する。更に、CratecR 炉において典型的に見出される高い炉温度は、サイズ剤が極めて高い硬化レベル(即ち、度合)まで急速に硬化するのを可能にし、早期の開繊(filamentization)の発生を低減する。典型的な実施態様においては、99%よりも多くの(又は99%に等しい)遊離水(即ち、チョップト繊維バンドルの外部にある水)が除去される。しかしながら、実質的に全ての水が乾燥炉46によって除去されるのが望ましい。本明細書において使用するときの語句“実質的に全ての水”とは、繊維バンドルからの遊離水の全て又はほぼ全てが除去されること示すことを意味する。
【0028】
乾燥させたサイズ処理チョップト補強繊維バンドルは、熱硬化性ポリマーを補強するのに使用し得る。適切な熱硬化性ポリマーの例としては、ポリエステル、ビニルエステル、フェノール樹脂、エポキシ樹脂、アルキル類、及びジアリルフタレート(DAF)がある。例えば、サイズ処理補強繊維は、バルクモールディングコンパウンド(BMC)において使用し得る。本発明においては、バルクモールディングコンパウンドは、熱硬化性樹脂、本発明のサイズ剤組成物でサイズ処理したチョップト補強ストランド(例えば、ガラスストランド)、充填剤、触媒及び添加剤の混合物であり得る。少なくとも1つの典型的な実施態様においては、サイズ処理ガラスストランドを含有するバルクモールディングコンパウンドを、加熱モールド内に、射出成形機によって注入して熱硬化性樹脂の架橋及び硬化を行う。ガラス繊維バンドルは、金属ダイが閉じたときにバンドル一体性を有し、バルクモールディングコンパウンドが流動しダイを充たして所望の複合部品を形成するように過熱するのが望ましい。しかしながら、ガラス繊維バンドルが、流動が終える前に、ダイ内で単繊維に解離した場合、個々のガラス繊維は、凝集塊を形成し、ダイを不完全に充たし、それによって欠陥部分を生ずる。バルクモールディングコンパウンドが流動し、ダイが充たされた後は、ガラス繊維バンドルは、その時点で開繊して、その部品表面でのガラス繊維バンドルの輪郭である“テレグラフィング(telegraphing)”又は“繊維プリント”の発生を減少させるか或いは阻止さえするのが望ましい。BMC射出成形は、該成形法が迅速なサイクル時間を有し且つ射出毎に多くの部品を成形し得る点で有利である。従って、より最終的な部品をBMC材料によって形成し得、製造時間は増大し得る。
【0029】
サイズ処理ガラス繊維を使用するもう1つの例は、シートモールディングコンパウンド(SMC)又はバルクモールディングコンパウンド(BMC)の圧縮成形においてである。典型的には、SMC法は、BMC成形法よりも長いチョップトストランドを使用する。例えば、0.3175cm(0.125インチ)〜2.54cm(1インチ)長のチョップトストランドをBMC法において使用し得るのに対し、SMC法におけるチョップトストランドは、2.54cm(1インチ)〜5.08cm(2インチ)の長さを有する。シートモールディングコンパウンドを製造するに当っては、上記チョップトガラスストランドを不飽和ポリエステル樹脂又はビニルエステル樹脂のような熱硬化性ポリマーフィルムの層上に置き、非接着性表面を有する第1の担体シート上に置く。熱硬化性ポリマーフィルムの第2層を含む第2の非接着性担体シートを、上記チョップトガラスストランド上に、第2ポリマーフィルムが上記チョップトガラスストランドと接触し、ポリマーフィルム/サイズ処理チョップトガラスストランド/ポリマーフィルムのサンドイッチ材料を形成するような配向で置き得る。第1及び第2熱硬化性ポリマーフィルム層は、樹脂と添加剤、例えば、充填剤、顔料、UV安定剤、触媒、開始剤、抑制剤、離型剤及び/又は増粘剤との混合物を含み得る。更に、第1及び第2ポリマーフィルムは、同一であってもよく、或いはこれらフィルムは、互いに異なるものであってもよい。その後、このサンドイッチ材料を圧縮ロールのようなロールによって混練して、上記ポリマー樹脂マトリックスとチョップトガラスストランドを得られるSMC材料全体に亘って実質的に均一に分布させることができる。本明細書において使用するとき、“実質的に均一に分布させる”なる用語は、均一に分布させること又はほぼ均一に分布させることを意味する。その後、SMC材料を2〜3日間貯蔵して、樹脂を増粘せしめて目標粘度に熟成させ得る。
【0030】
熟成SMC材料(即ち、目標粘度に達したSMC材料)又はサイズ処理ガラス繊維バンドルを含むバルクモールディングコンパウンドを圧縮成形法で成形して、複合体製品を形成させ得る。熟成SMC材料又はバルクモールディングコンパウンド材料は、最終製品の所望形状を有する合せ型金属モールドの片方に入れ得る。シートモールディングコンパウンドを圧縮成形するに当っては、第1及び第2の担体シートを熟成SMC材料から典型的に取外し、熟成SMC材料を、モールド内に入れる所定サイズを有する切片(必要量)として切断し得る。モールドを閉じ、昇温に加熱し、高圧に上げる。高加熱及び高圧のこの組合せにより、SMC又はBMC材料を流動させ且つモールドを充たす。その後、マトリックス樹脂が架橋又は硬化して最終の熱硬化成形複合部品を形成させる。
上記SMC材料は、ドアパネル、トリムパネル、車体外パネル、荷物床、バンパー、フロントエンド、アンダーボディーシールド、ランニングボード、サンシェード、計器パネル構造体及びドア内部の構成物のような自動車用途におけるような多くの用途における各種複合体製品を製造するのに使用し得る。更に、上記SMC材料は、バスケットボールバックボード、浴室及びシャワー室、流し台、農業機器用の部品、キャビネット、貯蔵箱、及び冷蔵有蓋車を製造するのにも使用し得る。上記バルクモールディングコンパウンド材料は、上記SMC材料に関連して上述した品目と同様な品目並びに電化製品キャビネット、コンピュータボックス、家具及び柱のような建築部品を製造するのに使用し得る。
【0031】
本発明を一般的に説明してきたが、例示目的のみで提示し、特に断らない限りは包括又は限定するものではない以下に示すある種の特定の実施例を参照すれば、さらなる理解が得られるであろう。
実施例
【実施例1】
【0032】
本発明のサイズ剤組成物による射出成形複合体部品
下記の表2に示すサイズ剤配合物を、バケツ内で、以下で一般的に説明するようにして調製した。サイズ剤組成物を調製するために、90%の水とシランカップリング剤をバケツに加えて混合物を調製した。その後、混合物を、シランが加水分解するのを可能にする時間撹拌した。シランの加水分解後に、フィルム形成剤を上記混合物に撹拌しながら添加して、サイズ剤組成物を調製した。その後、サイズ剤組成物を残りの水で希釈して、6.0%混合固形分の目的混合固形分を達成させた。
表2:本発明のサイズ剤組成物
(a) γ-アミノプロピルトリメトキシシラン(General Electric社)
(b) イソシアネートブロックトポリウレタンフィルム形成性分散液(Chemtura社)
【0033】
上記サイズ剤組成物を、通常の方法(前述したようなロールタイプのアプリケーターのような)でE-ガラスに適用した。E-ガラスを14μmのガラスフィラメントに繊細化させた。その後、ガラス繊維バンドルを、機械的コット/カッター組合せ機により、6mmの長さに細断し、バケツ内に集めた。チョップトガラス繊維は、13%の調製用水分を含有していた。チョップトガラス繊維バンドル内のこの水分を、流動床炉(即ち、CratecR 乾燥炉)内で、232.2℃(450°F)の温度で除去して乾燥チョップトガラス繊維バンドルを形成させた。
その後、上記乾燥チョップト繊維バンドルをポリエステル系樹脂と混合し、試験用の複合体部品として射出成形した。詳細には、上記チョップト繊維バンドルとポリエステル系樹脂を、加熱モールド内に、射出成形機により注入して熱硬化性樹脂の架橋及び硬化を行った。上記サイズ処理ガラス繊維から形成させた複合体部品を、最も近いオフラインサイズ剤組成物の射出成形による競合品と比較した。また、標準のOwens Corning社のオフラインサイズ剤組成物を使用して、比較試験用の射出成形複合体部品も形成させた。とりわけ、各製品を、曲げ強度、曲げ弾性率、引張強度、及びアイゾッド衝撃強度について試験した。結果は図4〜7に示しており、得られたデータは下記の表3に示している。
【0034】
表3
【0035】
表3及び図4〜7に示すように、本発明のサイズ剤組成物から形成し、インラインで製造した複合体製品の諸性質は、高くはないとしても、オフライン法を使用して製造した比較例の諸性質と同様である。例えば、本発明のサイズ剤組成物により製造した複合体製品の曲げ強度は、オフライン対照例のいずれよりも高い。本発明のサイズ剤によりインラインで形成させた製品の曲げ弾性率、引張強度及びアイゾッド衝撃強度は、比較オフライン例と実質的に同等である。従って、本発明のサイズ剤組成物を使用して製造した複合体製品は、商業的に許容し得、オフライン製造製品に匹敵し、本発明のサイズ剤組成物によるインライン法を使用する能力故に、より低コストで提供され得ると結論付けることができる。
【実施例2】
【0036】
本発明のサイズ剤組成物による圧縮成形複合体部品
下記の表4に示すサイズ剤配合物を、バケツ内で、以下で一般的に説明するようにして調製した。サイズ剤組成物を調製するために、90%の水とシランカップリング剤をバケツに加えて混合物を調製した。その後、混合物を、シランが加水分解するのを可能にする時間撹拌した。シランの加水分解後に、フィルム形成剤を上記混合物に撹拌しながら添加して、サイズ剤組成物を調製した。その後、サイズ剤組成物を残りの水で希釈して、6.0%混合固形分の目的混合固形分を達成させた。
表4:本発明のサイズ剤組成物
(a) γ-アミノプロピルトリメトキシシラン(General Electric社)
(b) イソシアネートブロックトポリウレタンフィルム形成性分散液(Chemtura社)
【0037】
上記サイズ剤組成物を、通常の方法(前述したようなロールタイプのアプリケーターのような)でE-ガラスに適用した。E-ガラスを14μmのガラスフィラメントに繊細化させた。その後、ガラス繊維バンドルを、機械的コット/カッター組合せ機により、6mmの長さに細断し、バケツ内に集めた。チョップトガラス繊維は、13%の調製用水分を含有していた。チョップトガラス繊維バンドル内のこの水分を、流動床炉(即ち、CratecR 乾燥炉)内で、232.2℃(450°F)の温度で除去して乾燥チョップトガラス繊維バンドルを形成させた。
その後、上記乾燥チョップト繊維バンドルをポリエステル系樹脂と混合してコンパウンド材料を調製し、試験用の複合体部品として圧縮成形した。詳細には、本発明のサイズ剤配合物でサイズ処理したチョップト繊維バンドルとポリエステル系樹脂を、最終製品の所望形状を有する合せ型金属モールドの片方に入れた。その後、モールドを閉じ、昇温に加熱し、高圧に上げた。高加熱及び高圧のこの組合せにより、コンパウンド材料を流動させ且つモールドを充たした。上記ポリエステル系樹脂を高加熱によって硬化させ、それによって最終の熱硬化成形複合体部品を形成させた。
上記サイズ処理ガラス繊維から形成させた複合体部品を、圧縮成形によって製造した最も近いオフライン競合品サイズ剤組成物と比較した。また、標準のOwens Corning社のオフラインサイズ剤組成物を使用して、比較試験用の圧縮成形複合体部品も形成させた。とりわけ、各製品を、曲げ強度、曲げ弾性率、引張強度、及びアイゾッド衝撃強度について試験した。結果は、図8〜11に示しており、得られたデータは、下記の表5に示している。
【0038】
表5
【0039】
表5及び図8〜11に示すように、本発明のサイズ剤組成物によりインラインで製造した複合体製品の諸性質は、高くはないとしても、オフライン法を使用して製造した比較例の諸性質と同様である。例えば、本発明のサイズ剤組成物により製造した複合体製品の曲げ弾性率、引張強度及びアイゾッド衝撃強度は、オフライン対照例よりも高いか、或いは実質的に同等であった。更に、曲げ強度は、対照オフラインサイズ剤組成物よりも高いことを実証していた。従って、本発明のサイズ剤組成物でサイズ処理した繊維により形成させた複合体製品は、商業的に許容し得る。更に、本発明のサイズ剤組成物を使用して形成させた複合体製品は、オフライン製造製品に匹敵し、本発明のサイズ剤組成物によるインライン法を使用する能力故に、より低コストで提供される。
【0040】
本出願の発明を、包括的に且つ特定の実施態様に関連して説明してきた。好ましい実施態様であると信じている本発明を説明しているが、当業者にとって既知の広範囲の代替案を上記包括的開示内において選択し得る。本発明は、特許請求の範囲の記載を除き、限定されるものではない。
【符号の説明】
【0041】
10 チョップトガラス繊維バンドル
12 ガラス繊維
14 長さ
16 直径
30 ブッシング又はオリフィス
32 適用ロール
34 スプリッターシュー
36 繊維ストランド
38 ギャザーリングシュー
40 チョッパー
42 湿潤チョップトガラス繊維バンドル
44 コンベアー
46 乾燥炉
60 コット
【技術分野】
【0001】
本発明は、一般に、補強用繊維材料用のサイズ剤組成物に関し、更に詳細には、熱硬化性樹脂を補強するのに使用するチョップト補強繊維用の化学組成物に関する。
【背景技術】
【0002】
ガラス繊維は、種々の技術において有用である。例えば、ガラス繊維は、ガラス繊維強化プラスチック又は複合体を形成させるためのポリマーマトリックス中の補強材として一般的に使用されている。ガラス繊維は、連続又はチョップト(細断)フィラメント、ストランド、ロービング、織布、不織布、メッシュ及びスクリムの形で使用されてポリマーを補強している。当該技術においては、ガラス繊維強化ポリマー複合体は、強化されていないポリマー複合体と比較して、補強繊維表面がサイズ剤組成物によって適切に改変されていることを条件として、高い機械的性質を有することが知られている。従って、より良好な寸法安定性、引張強度及び弾性率、曲げ強度及び弾性率、耐衝撃性及び耐クリープ性は、ガラス繊維強化複合体によって得ることができる。
チョップトガラス繊維が、強化複合体中の補強材料として一般的に使用されている。通常、ガラス繊維は、溶融ガラス材料の流れをブッシング又はオリフィスから繊細化(attenuate)することによって形成される。水性サイズ剤組成物又は化学処理は、典型的には、ブッシングから延伸後のガラス繊維に施されている。潤滑剤、カップリング剤及びフィルム形成性バインダー樹脂を一般に含有する水性サイズ剤組成物が繊維に適用されている。サイズ剤組成物は、フィラメント間磨耗からの保護を繊維に与え、ガラス繊維とガラス繊維を使用すべきマトリックス間の適合性を増進させる。
【0003】
その後、サイズ処理湿潤繊維を分配し、ギャザーリングシューにてストランドに集結させ、コレット上に巻付けて成形用パッケージ又はケーキとする。成形用ケーキを、オーブン内で、100℃(212°F)〜132.2℃(270°F)の温度で15〜20時間加熱して水分を除去し、繊維表面上でサイズ剤組成物を硬化させる。繊維を乾燥させた後、繊維を細断機に移し、そこで、繊維をチョップトストランドセグメントに細断(chop)する。そのような方法は、繊維を、ガラス繊維を形成させた後に、乾燥させ細断しているので、“オフライン”法と称されている。チョップトストランドセグメントは、高分子樹脂と混合し圧縮-又は射出成形機に供給して、ガラス繊維強化複合体として成形することができる。
現行のオフライン法では適切で市場性のある最終製品が製造されているものの、当該オフライン法は、成形と細断とが2つの別々の工程で発生する点のみならず、サイズ剤組成物を十分に硬化させるのに費用高の長い乾燥時間を要する点でも時間消費性である。従って、当該技術においては、ガラス製造過程と連続する工程においてより短時間で製品製造を完了させるコスト有効性で且つ効率的な方法が求められている。
【発明の概要】
【0004】
本発明の目的は、少なくとも1種のシランカップリング剤と1種以上のポリウレタンフィルム形成剤を含む、熱硬化性樹脂を補強するのに使用する補強用繊維用の組成物を提供することである。更に、上記組成物は、サイズ剤組成物及び/又はサイズ剤組成物でサイズ処理した繊維から形成される最終製品に所望の性質又は特徴を与えるために通常のサイズ剤塗布に典型的に含ませる添加剤を含まない。本発明のサイズ剤組成物において使用する適切なフィルム形成剤としては、単独又は任意の組合せのポリウレタンフィルム形成剤(ブロックト又は熱可塑性)、エポキシ樹脂フィルム形成剤、ポリオレフィン、変性ポリオレフィン、官能化ポリオレフィン、並びに飽和及び不飽和のポリエステル樹脂フィルム形成剤がある。ポリウレタンフィルム形成剤は、フィルム形成剤の水性の分散液、エマルジョン及び/又は溶液の形であり得る。サイズ剤配合物において使用するポリウレタン分散液は、ブロックトイソシアネートをベースとする又はベースとしないポリウレタン分散液であり得る。好ましい実施態様においては、ポリウレタン分散液は、ブロックトイソシアネートを含む。本発明のサイズ剤組成物においては、上記イソシアネートは、93.33℃(200°F)〜204.4℃(400°F)の温度、より好ましくは107.2℃(225°F)〜176.7℃(350°F)の温度で脱ブロッキングする。上記サイズ剤組成物において使用し得るシランカップリング剤の例は、官能基のアミノ、エポキシ、ビニル、メタクリルオキシ、ウレイド、イソシアネート、及びアザミドに特徴を有し得る。上記サイズ剤組成物において使用し得るシランカップリング剤としては、アミノシラン、シランエステル、ビニルシラン、メタクリルオキシシラン、エポキシシラン、イオウシラン、ウレイドシラン、及びイソシアネートシランがある。本発明のサイズ剤組成物は、本発明の組成物でサイズ処理した補強繊維をインラインで細断し乾燥させてチョップト繊維バンドルを製造するのを可能にする。インラインでのガラス繊維の細断は、サイズ処理ガラス繊維から製造した製品における製造コストを低減する。
【0005】
本発明のもう1つの目的は、サイズ剤組成物で少なくとも部分的にコーティングしている複数の個々の補強繊維から形成されている補強用繊維ストランドを提供することである。とりわけ、上記補強用繊維ストランドは、少なくとも1種のシランカップリング剤、ブロックトイソシアネートを含むポリウレタンフィルム形成剤及び水からなるコーティング組成物で少なくとも部分的にコーティングされている。上記サイズ剤組成物において使用し得るシランカップリング剤としては、アミノシラン、シランエステル、ビニルシラン、メタクリルオキシシラン、エポキシシラン、イオウシラン、ウレイドシラン、及びイソシアネートシランがある。上記ポリウレタンフィルム形成剤において使用するブロッキング剤は、好ましくは、上記ポリウレタンフィルム形成剤の同時又はほぼ同時の脱ブロッキングと硬化を可能にする温度で脱ブロッキングする。好ましくは、上記イソシアネートは、93.33℃(200°F)〜204.4℃(400°F)の温度、より好ましくは107.2℃(225°F)〜176.7℃(350°F)の温度で脱ブロッキングする。ブロックトイソシアネートを含む上記ポリウレタンフィルム形成性分散液は、上記サイズ剤配合物中に、組成物全体の1〜10質量%の量で存在し;上記シランカップリング剤(1種以上)は、上記サイズ剤組成物中に、組成物全体の0.2〜1.0質量%の量で存在する。
【0006】
本発明の更にもう1つの目的は、サイズ剤組成物を複数の繊細化ガラス繊維に適用する工程;上記ガラス繊維を、所定数のガラス繊維を有するガラス繊維ストランドに集結させる工程;上記ガラス繊維ストランドを細断して湿潤チョップトガラス繊維バンドルを形成させる工程;上記湿潤チョップトガラス繊維バンドルを乾燥炉内で乾燥させて、チョップトガラス繊維バンドルを形成させる工程;上記チョップト繊維バンドルを熱硬化性樹脂と混合する工程;及び、チョップト繊維バンドルと熱硬化性樹脂との混合物を加熱モールド内に収容し、熱硬化性樹脂の硬化を行い、複合体製品を形成させる工程を含む、強化複合物品の成形方法を提供することである。上記湿潤チョップトガラス繊維バンドルは、好ましくは、流動床炉内で、148.9℃(300°F)〜260℃(500°F)の温度で乾燥させる。上記サイズ剤組成物は、少なくとも1種のシランカップリング剤とブロックトイソシアネートを含む1種以上のポリウレタンフィルム形成剤とを含む。更に、上記のサイズ剤組成物は、通常のサイズ剤塗布において典型的に含ませてサイズ組成物に所望の性質又は特徴を与える如何なる添加剤も含まない。上記ポリウレタンフィルム形成剤は、ブロックトイソシアネートを含むポリエステル系ポリウレタンフィルム形成剤であり得る。上記ブロックトイソシアネートは、望ましくは、107.2℃(225°F)〜176.7℃(350°F)の温度で脱ブロッキングする。ガラス繊維は、本発明のサイズ剤組成物によるインラインにおいて、通常のオフライン細断方法と比較して、はるかに速い速度で細断し乾燥させることができる。
【0007】
本発明のさらなる目的は、サイズ剤組成物で少なくとも部分的にコーティングしたチョップトガラスストランドを第1ポリマーフィルム上に付着させる工程;第2ポリマーフィルムを上記チョップトガラス繊維上に置いてサンドイッチ材料を形成させる工程;及び、上記サンドイッチ材料を成形して強化複合物品とする工程を含む強化複合物品の成形方法を提供することである。上記サイズ剤組成物は、少なくとも1種のシランカップリング剤、ブロックトイソシアネートを含むポリウレタンフィルム形成性分散液、及び水からなる。また、上記方法は、上記サイズ剤組成物を複数の繊細化ガラス繊維に適用する工程;上記ガラス繊維をガラス繊維ストランドとして集結させる工程;上記ガラス繊維ストランドを細断して湿潤チョップトガラス繊維バンドルを形成させる工程;及び、上記湿潤チョップトガラス繊維バンドルを、流動床炉内で、148.9℃(300°F)〜260℃(500°F)の温度で乾燥させ、上記チョップトガラスストランドを形成させる工程も含み得る。上記サイズ剤組成物において使用し得るシランカップリング剤の非限定的な例としては、アミノシラン、シランエステル、ビニルシラン、メタクリルオキシシラン、エポキシシラン、イオウシラン、ウレイドシラン、及びイソシアネートシランがある。上記ポリウレタンフィルム形成剤は、ブロックトイソシアネートを含むポリエステル系ポリウレタンフィルム形成剤であり得る。上記ポリウレタンフィルム形成剤において使用するブロッキング剤は、好ましくは、上記ポリウレタンフィルム形成剤の同時又はほぼ同時の脱ブロッキングと硬化を可能にする温度で脱ブロッキングする。好ましくは、上記イソシアネートは、93.33℃(200°F)〜204.4℃(400°F)の温度、より好ましくは107.2℃(225°F)〜176.7℃(350°F)の温度で脱ブロッキングする。
【0008】
本発明の利点は、チョップト補強ストランド(例えば、チョップトガラスストランド)を通常の製品の何分の1かの時間にて何分の1かのコストで製造し得ることである。
本発明のもう1つの利点は、補強繊維のインライン細断及び乾燥が生産性を向上させることである。
本発明のさらなる利点は、上記サイズ処理チョップト繊維から形成された製品の製造コスト及び製造時間が、インラインでの補強繊維の細断及び乾燥によって低減されることである。
本発明の更にもう1つの利点は、本発明のサイズ剤配合物でもって使用するインライン方法が、オフライン方法よりも低労働集約性であることである。
本発明の特徴は、ポリウレタンフィルム形成剤において使用するブロッキング剤が、上記ポリウレタンフィルム形成剤の同時又はほぼ同時の脱ブロッキングと硬化を可能にする温度で脱ブロッキングすることである。
本発明のもう1つの特徴は、上記ブロッキング剤が、上記フィルム形成剤が短時間で硬化するのを可能にする温度で脱ブロッキングすることである。
本発明の上記及び他の目的、特徴及び利点は、以下、下記の詳細な説明を検討することによってより十分に明らかになるであろう。
本発明の利点は、とりわけ添付図面と関連して行ったときの、本発明の以下の詳細な開示を検討するときに明らかとなろう。
【図面の簡単な説明】
【0009】
【図1】本発明の少なくとも1つの典型的な実施態様に従うガラス繊維バンドルの典型的な形成方法の各工程を示すフローダイアグラムである。
【図2】本発明の少なくとも1つの典型的な実施態様に従う乾燥チョップトストランドバンドルを形成させる加工ラインの略図である。
【図3】本発明の典型的な実施態様に従うチョップトストランドバンドルの略図である。
【図4】本発明のインラインサイズ剤組成物でサイズ処理した繊維により形成させた射出成形複合部品及び最も近いオフラインサイズ剤組成物によって形成させた射出成形複合部品の曲げ強度のグラフ図である。
【図5】本発明のインラインサイズ剤組成物でサイズ処理した繊維により形成させた射出成形複合部品及び最も近いオフラインサイズ剤組成物によって形成させた射出成形複合部品の曲げ弾性率のグラフ図である。
【図6】本発明のインラインサイズ剤組成物でサイズ処理した繊維により形成させた射出成形複合部品及び最も近いオフラインサイズ剤組成物によって形成させた射出成形複合部品の引張強度のグラフ図である。
【0010】
【図7】本発明のインラインサイズ剤組成物でサイズ処理した繊維により形成させた射出成形複合部品及び最も近いオフラインサイズ剤組成物によって形成させた射出成形複合部品のアイゾッド衝撃強度のグラフ図である。
【図8】本発明のインラインサイズ剤組成物でサイズ処理した繊維により形成させた圧縮成形複合部品及び最も近いオフラインサイズ剤組成物によって形成させた圧縮成形複合部品の曲げ強度のグラフ図である。
【図9】本発明のインラインサイズ剤組成物でサイズ処理した繊維により形成させた圧縮成形複合部品及び最も近いオフラインサイズ剤組成物によって形成させた圧縮成形複合部品の曲げ弾性率のグラフ図である。
【図10】本発明のインラインサイズ剤組成物でサイズ処理した繊維により形成させた圧縮成形複合部品及び最も近いオフラインサイズ剤組成物によって形成させた圧縮成形複合部品の引張強度のグラフ図である。
【図11】本発明のインラインサイズ剤組成物でサイズ処理した繊維により形成させた圧縮成形複合部品及び最も近いオフラインサイズ剤組成物によって形成させた圧縮成形複合部品のアイゾッド衝撃強度のグラフ図である。
【発明を実施するための形態】
【0011】
発明の詳細な説明及び好ましい実施態様
他で定義しない限り、本明細書において使用する全ての技術的及び科学的用語は、本発明が属する技術における熟練者が一般的に理解しているのと同じ意味を有する。本明細書において説明する方法及び材料と同様な又は等価の任意の方法及び材料を本発明の実施及び試験において使用し得るものの、好ましい方法及び材料は、本明細書において説明する。公開された又は相応する米国又は外国特許出願、発行された米国及び外国特許、並びに任意の他の文献のような本明細書において引用する全ての文献は、各々、それら引用文献に存在する全てのデータ、表、図面及びテキストを含むその全体を参考として本明細書に合体させる。
図面においては、線、層及び領域の濃さを、明確化のために強調し得る。図面全体に亘って見出される同様な番号は、同様な要素を示すことに留意すべきである。用語“補強用繊維”及び“補強繊維”は、本明細書においては互換的に使用し得る。更に、用語“サイズ”、“サイズ剤”、“サイズ組成物”及び“サイズ剤組成物”も互換的に使用し得る。更に、用語“フィルム形成剤(film former)”及び“フィルム形成剤(film forming agent)”も互換的に使用し得る。更に、用語“組成物”及び“配合物”も本明細書において互換的に使用し得る。
【0012】
本発明は、補強繊維用のサイズ剤組成物に関する。該サイズ剤組成物は、少なくとも1種のシランカップリング剤、1種以上のポリウレタンフィルム形成剤、及び水を含む。好ましい実施態様においては、上記ポリウレタンフィルム形成剤(1種以上)は、ブロックトイソシアネートを含むポリウレタンフィルム形成剤である。上記ポリウレタンフィルム形成剤において使用するブロッキング剤は、好ましくは、上記ポリウレタンフィルム形成剤の同時又はほぼ同時の脱ブロッキングと硬化を可能にする温度で脱ブロッキングする。上記サイズ剤組成物は、本発明の組成物によってサイズ処理した補強繊維をインラインで細断し乾燥させてチョップト繊維バンドルを形成させるのを可能にする。インラインでのガラス繊維の細断は、上記サイズ処理ガラス繊維から製造する製品における製造コストを低減する。更に、インライン法は、成形用ケーキをコレットから物理的に取出し、このケーキを乾燥させる作業者を必要とするオフライン方法よりも低労働集約性である。更に、補強繊維を、本発明のサイズ剤組成物によれば、通常のオフライン細断方法と比較して、はるかに速い速度で細断し乾燥させることができるので、生産性も向上する。
【0013】
上記サイズ剤組成物は、連続補強用繊維を処理するのに使用し得る。上記サイズ剤組成物は、キスロール、浸漬・延伸(dip-draw)、スライド又はスプレー適用法のような任意の通常の方法により、補強用繊維に適用して、所望量のサイズ剤組成物を繊維上で得ることができる。任意のタイプのガラス、例えば、Aタイプガラス、Cタイプガラス、Eタイプガラス、Sタイプガラス、ECRタイプガラス繊維、無ホウ素繊維(例えば、Owens Corning社から商業的に入手可能なAdvantexRガラス繊維)、ウールガラス繊維、又はこれらの組合せを、補強用繊維として使用し得る。好ましくは、補強用繊維は、Eタイプガラス又はAdvantexRガラスである。本発明のサイズ剤組成物は、繊維に対して、所望繊維において0.2〜1.5、好ましくは0.4〜0.70、最も好ましくは0.4〜0.6の強熱減量(LOI)でもって適用し得る。本出願と関連して使用するとき、LOIは、ガラス繊維表面上に付着させた有機固形物の百分率として定義し得る。
【0014】
また、補強用繊維は、限定するものではないが、ポリエステル、ポリアミド、アラミド、ポリアラミド、ポリプロピレン、ポリエチレン及びこれらの混合物のような1種以上の合成ポリマーのストランドであり得る。ポリマーストランドは、補強用繊維材料として単独で使用してもよく、或いは、上述したストランドのようなガラスストランドと組合せて使用してもよい。さらなる代替物としては、天然繊維、無機繊維、炭素繊維及び/又はセラミック繊維を補強用繊維として使用し得る。本出願と関連して使用するときの用語“天然繊維”は、限定するものではないが、幹、種子、葉、根又は師部のような植物の任意の部分から抽出した植物繊維を称する。補強用繊維として使用するのに適する天然繊維の例としては、綿、ジュート、竹、ラミー、バガス、麻、コイア、リネン、ケナフ、サイザル麻、亜麻、ヘネッケン、及びこれらの組合せがある。
【0015】
上述したように、上記サイズ剤組成物は、少なくとも1種のシランカップリング剤を含有する。補強繊維の表面とプラスチックマトリックスをカップリングさせるその役割以外に、シラン類は、その後の加工中に、毛羽又は破壊繊維フィラメントの量を減少させるようにも機能する。必要に応じて、酢酸、ホウ酸、メタホウ酸、コハク酸、クエン酸、ギ酸及び/又はポリアクリル酸のような弱酸を上記サイズ剤組成物に添加して上記シランカップリング剤の加水分解を助長し得る。上記サイズ剤組成物において使用し得るシランカップリング剤の例は、官能基のアミノ、エポキシ、ビニル、メタクリルオキシ、ウレイド、イソシアネート、及びアザミドに特徴を有し得る。好ましい実施態様においては、上記シランカップリング剤としては、アミン(第一級、第二級、第三級及び第四級)、アミノ、イミノ、アミド、イミド、ウレイド、イソシアネート又はアザミドのような1個以上の官能基を有する1個以上の窒素原子を含有するシラン類がある。
適切なシランカップリング剤の非限定的な例としては、アミノシラン、シランエステル、ビニルシラン、メタクリルオキシシラン、エポキシシラン、イオウシラン、ウレイドシラン、及びイソシアネートシランがある。本発明において使用するシランカップリング剤の特定の例としては、γ-アミノプロピルトリエトキシシラン(A-1100)、n-フェニル-γ-アミノプロピルトリメトキシシラン(Y-9669)、n-トリメトキシ-シリル-プロピル-エチレン-ジアミン(A-1120)、メチル-トリクロロシラン(A-154)、γ-クロロプロピル-トリメトキシ-シラン(A-143)、ビニル-トリアセトキシシラン(A-188)、メチルトリメトキシシラン(A-1630)、γ-ウレイドプロピルトリメトキシシラン(A-1524)がある。適切なシランカップリング剤の他の例は、下記の表1に示している。上記及び表1に示すシランカップリング剤は、全て、GE Silicones社から商業的に入手可能である。好ましくは、シランカップリング剤は、アミノシラン又はジアミノシランである。
【0016】
表1
【0017】
上記サイズ剤組成物は、1種以上のカップリング剤を含み得る。更に、上記カップリング剤(1種以上)は、上記サイズ剤組成物中に、組成物全体の0.2〜1.0質量%の量、好ましくは0.3〜0.7質量%の量、より好ましくは0.4〜0.5質量%の量で存在し得る。
【0018】
本発明のサイズ剤配合物中で使用するポリウレタン剤(1種以上)は、ブロックトイソシアネートをベースとする又はベースとしないポリウレタン分散液であり得る。好ましい実施態様においては、上記ポリウレタン分散液は、ブロックトイソシアネートを含む。フィルム形成剤は、補強用繊維間に改良された接着性を生じさせ、改良されたストランド一体性をもたらす薬剤である。上記サイズ剤組成物においては、上記フィルム形成剤は、補強用繊維にさらなる保護を与え且つ加工性を改良する、例えば、高速細断によって生じ得る毛羽を減少させる高分子結合剤として作用する。本明細書において使用するとき、用語“ブロックト”とは、イソシアネート基がある化合物と可逆的に反応して、得られるブロックトイソシアネート基が周囲温度においては活性水素に対して安定であるが上記フィルム形成性ポリマー中の活性水素とは昇温下、例えば、93.33℃(200°F)〜204.4℃(400°F)の温度においては反応性であるようにすることを示していることを意味する。
【0019】
本発明において使用する適切なフィルム形成剤としては、単独又は任意の組合せにおけるポリウレタンフィルム形成剤(ブロックト又は熱可塑性)、エポキシ樹脂フィルム形成剤、ポリオレフィン、変性ポリオレフィン、官能化ポリオレフィン、ポリ酢酸ビニル、ポリアクリレート、並びに飽和及び不飽和のポリエステル樹脂フィルム形成剤がある。フィルム形成剤の水性の分散液、エマルジョン及び溶液の特定の例としては、限定するものではないが、Neoxil 6158 (DSM社から入手可能)のようなポリウレタン分散液;Neoxil 2106 (DSM社から入手可能)、Neoxil 9540 (DSM社から入手可能)及びNeoxil PS 4759 (DSM社から入手可能)のようなポリエステル分散液;PE-412 (AOC社から入手可能)、NX 9620 (DSM社から入手可能)、Neoxil 0151 (DSM社から入手可能)、Neoxil 2762 (DSM社)、NX 1143 (DSM社から入手可能)、AD 502 (AOC社から入手可能)、Epi Rez 5520 (Hexion社から入手可能)、Epi Rez 3952 (Hexion社から入手可能)、Witcobond W-290 H (Chemtura社から入手可能)及びWitcobond W-296 (Chemtura社から入手可能)のようなエポキシ樹脂分散液;及びポリエーテル分散液がある。ポリウレタンフィルム形成剤は、上記サイズ剤組成物において使用する好ましい群のフィルム形成剤である;何故ならば、ポリウレタンフィルム形成剤は、複合物品を成形するときの樹脂溶融物(例えば、押出加工又は射出成形加工)中でのガラス繊維バンドルの分散性を改良するのを助長し、更に、補強繊維の貧弱な分散によって生じる最終物品中の欠陥(例えば、目に見える欠陥、加工性破断、及び/又は低機械特性)の低減又は排除をもたらすからである。上記サイズ剤組成物において使用する好ましいフィルム形成剤は、ポリエステル系及びポリエーテル系ポリウレタン分散液である。
【0020】
上記サイズ剤組成物において使用し得る、ブロックトイソシアネートをベースとしない適切なポリウレタンフィルム形成剤の例としては、限定するものではないが、BaybondR XP-2602 (Bayer社から入手し得るノニオン性ポリウレタン分散液);BaybondR PU-401及びBaybondR PU-402 (Bayer社から入手し得るアニオン性ウレタンポリマー分散液);BaybondR VP-LS-2277 (Bayer社から入手し得るアニオン/ノニオン性ウレタンポリマー分散液);Aquathane 518 (Dainippon社から入手し得るノニオン性ポリウレタン分散液);及びWitcobond 290H (Witco Chemical社から入手し得るポリウレタン分散液)がある。
【0021】
上記サイズ剤組成物において使用するイソシアネートは、完全にブロッキングするか又は部分的にブロッキングして、イソシアネートが、化学的に処理した(即ち、サイズ処理した)ガラス繊維のストランドを十分な温度に加熱してブロックトイソシアネートを脱ブロッキングし且つフィルム形成剤を硬化させるまでは、溶融樹脂中の活性水素と反応しないようにすることができる。本発明のサイズ剤組成物においては、上記イソシアネートは、好ましくは93.33℃(200°F)〜204.4℃(400°F)の温度において、より好ましくは107.2℃(225°F)〜176.7℃(350°F)の温度において、最も好ましくは110℃(230°F)〜165.6℃(330°F)の温度において脱ブロッキングする。ブロックトイソシアネートのブロッキング剤又はブロッキング成分として使用するのに適する群は、当該技術において周知であり、アルコール類、ラクタム類、オキシム類、マロン酸エステル類、アルキルアセトアセテート類、トリアゾール類、フェノール類、アミン類、及びベンジルt-ブチルアミン(BBA)のような群がある。1種又は数種のブロッキング群を使用し得る。ブロックトポリウレタンフィルム形成剤は、上記サイズ剤組成物中に、組成物全体の1.0〜10質量%の量、好ましくは3〜8質量%の量、より好ましくは4〜6質量%の量で存在し得る。
【0022】
上記サイズ剤組成物は、ガラス繊維に適用する活性固形物を溶解又は分散させるための水を更に含む。水は、水性サイズ剤組成物をそのガラス繊維への適用に適する粘度まで希釈し且つ繊維上で所望の固形物含有量を得るのに十分な量で加え得る。とりわけ、上記サイズ剤組成物は、99%までの水を含有し得る。
更に、幾つかの典型的な実施態様においては、上記サイズ剤組成物は、必要に応じて、繊維の製造並びに複合体の加工及び製造を容易にする少なくとも1種の潤滑剤を含み得る。潤滑剤を使用する実施態様においては、潤滑剤は、上記サイズ剤組成物中に、組成物全体の0.004〜0.05質量%の量で存在し得る。任意の適切な潤滑剤を使用し得るが、上記サイズ剤組成物において使用する潤滑剤の例としては、限定するものではないが、水溶性エチレングリコールステアレート(例えば、ポリエチレングリコールモノステアレート、ブトキシエチルステアレート、ポリエチレングリコールモノオレアート、及びブトキシエチルステアレート)、エチレングリコールオレアート、エトキシ化脂肪族アミン、グリセリン、乳化鉱油、オルガノポリシロキサンエマルジョン、カルボキシル化ワックス、官能性又は非官能性化学基を有する線状又は(超)分岐ワックス又はポリオレフィン、官能化又は変性ワックス及びポリオレフィン、ナノクレー、ナノ粒子及びナノ分子がある。上記サイズ剤組成物において使用するのに適する潤滑剤の特定の例としては、商品名Lubesize K-12 (AOC社から入手可能);PEG 400 MO、即ち、400個のエチレンオキシド基を有するモノオレイン酸エステル(Cognis社から入手可能);Emery 6760 L、即ち、ポリエチレンイミンポリアミド塩(Cognis社から入手可能);Lutensol ON60 (BASF社から入手可能);Radiacid (Finaから入手し得るステアリン酸);並びに、Astor HP 3040及びAstor HP 8114 (IGI International Waxes社から入手し得る微結晶性ワックス)がある。
【0023】
本発明のサイズ剤組成物は、望ましくは、通常のサイズ剤組成物に典型的に含ませてそのサイズ剤組成物及び/又は最終複合製品に所望の性質又は特徴を付与する添加剤を何ら含まないが、pH調整剤、UV安定剤、酸化防止剤、加工助剤、潤滑剤、発泡防止剤、帯電防止剤、増粘剤、接着促進剤、相溶化剤、安定剤、難燃剤、衝撃改質剤、顔料、染料、着色剤及び/又は香料のような添加剤は、幾つかの典型的実施態様においては、上記サイズ剤組成物に少量で添加し得る。上記サイズ剤組成物中で存在し得る添加剤の総量は、組成物全体の0〜5.0質量%であり得、ある実施態様においては、上記添加剤は、組成物全体の0.2〜5.0質量%の量で添加し得る。
【0024】
図1において一般的に説明する1つの典型的な実施態様においては、本発明の1つの局面に従うチョップトガラス繊維バンドルの形成方法を示している。とりわけ、該方法は、ガラス繊維の形成(工程20)、サイズ剤組成物のガラス繊維への適用(工程22)、所望のバンドルテックスを得るための繊維の分配(工程24)、湿潤繊維ストランドの個々の長さへの細断(工程26)及びチョップトガラス繊維バンドルを得るための湿潤ストランドの乾燥(工程28)を含む。
図2に更に詳細に示しているように、ガラス繊維12は、ブッシング又はオリフィス30からの溶融ガラス材料(図示せず)の繊細化流によって形成させ得る。サイズ剤組成物は、好ましくは、上記繊維に、10%〜14%の水分含有量を有する繊維を得るに十分な量で適用する。繊細化したガラス繊維12は、9.5ミクロン〜16ミクロンの直径を有する。好ましくは、繊維12は、10ミクロン〜14ミクロンの直径を有する。
【0025】
ガラス繊維12をブッシング30から延伸した後、本発明の水性サイズ剤組成物を繊維12に適用する。サイズ剤は、図2に示す適用ロール32によるような通常の方法によって適用し得る。ガラス繊維12を上記サイズ剤組成物で処理した時点で、ガラス繊維12を集結させ、特定の所望数の個々のガラス繊維12を有する繊維ストランド36として分配する。スプリッターシュー34により、繊細化しサイズ処理したガラス繊維12を繊維ストランド36として分配する。ガラス繊維ストランド36は、繊維ストランド36を細断する前に、必要に応じて、第2のスプリッターシュー(図示せず)に通してもよい。繊維ストランド36中に存在する個々のガラス繊維12の特定数(従って、ガラス繊維12の分配数)は、チョップトガラス繊維バンドル10の特定の用途に応じて変動し、当業者によって容易に決定し得ることである。本発明においては、各補強用繊維ストランド又はバンドルは、200本の繊維〜8,000本の繊維又はそれ以上を含む。
その後、繊維ストランド36をギャザーリングシュー38からチョッパー40/コット(cot)60組合せ機に通し、そこで、繊維ストランド36を湿潤チョップトガラス繊維バンドル42として細断する。ストランド36は、0.3175cm(0.125インチ)〜2.54cm(1.0インチ)、好ましくは0.3175cm(0.125インチ)〜1.27cm(0.5インチ)、最も好ましくは0.3175cm(0.125インチ)〜0.635cm(0.25インチ)の長さを有するように細断する。湿潤チョップトガラス繊維バンドル42は、乾燥炉46への搬送用のコンベアー44(有孔コンベアーのような)上に落下し得る。
【0026】
その後、湿潤サイズ処理チョップト繊維のバンドル42を乾燥させてガラス繊維12上のサイズ剤組成物を団結又は固化させる。好ましくは、湿潤繊維バンドル42は、流動床炉(即ち、CratecR 炉(Owens Corning社から入手可能))、回転式熱トレー炉又は誘電炉のような炉(46)内で乾燥させて乾燥チョップトガラス繊維バンドル10を形成させる。本発明に従うチョップトガラス繊維バンドル10の例は図3に一般的に示している。図3に示しているように、チョップトガラス繊維バンドル10は、直径16と長さ14を有する複数の個々のガラス繊維12から形成されている。個々のガラス繊維12は、堅く編んだ又は“バンドル型”構造で、互いに実質的平行な配向で配置されている。本明細書において使用するとき、語句“実質的に平行”とは、個々のガラス繊維12が互いに平行又はほぼ平行であることを示していることを意味する。
【0027】
乾燥時間を商業的大量生産において許容し得るレベルまで短縮するには、好ましいのは、繊維を、流動床炉(例えば、CratecR 乾燥炉)内で、260℃(500°F)までの昇温下に、より好ましくは148.9℃(300°F)〜260℃(500°F)の温度で乾燥させることである。流動床炉内では、制御された温度を有する高温空気流を使用して、湿潤チョップトガラス繊維を乾燥させ、繊維上のサイズ剤組成物を固化させる。その後、乾燥繊維をスクリーン(図示せず)上に通して、長尺物、毛羽ボール及び他の望ましくない事物を、チョップトガラス繊維を集める前に除去する。更に、CratecR 炉において典型的に見出される高い炉温度は、サイズ剤が極めて高い硬化レベル(即ち、度合)まで急速に硬化するのを可能にし、早期の開繊(filamentization)の発生を低減する。典型的な実施態様においては、99%よりも多くの(又は99%に等しい)遊離水(即ち、チョップト繊維バンドルの外部にある水)が除去される。しかしながら、実質的に全ての水が乾燥炉46によって除去されるのが望ましい。本明細書において使用するときの語句“実質的に全ての水”とは、繊維バンドルからの遊離水の全て又はほぼ全てが除去されること示すことを意味する。
【0028】
乾燥させたサイズ処理チョップト補強繊維バンドルは、熱硬化性ポリマーを補強するのに使用し得る。適切な熱硬化性ポリマーの例としては、ポリエステル、ビニルエステル、フェノール樹脂、エポキシ樹脂、アルキル類、及びジアリルフタレート(DAF)がある。例えば、サイズ処理補強繊維は、バルクモールディングコンパウンド(BMC)において使用し得る。本発明においては、バルクモールディングコンパウンドは、熱硬化性樹脂、本発明のサイズ剤組成物でサイズ処理したチョップト補強ストランド(例えば、ガラスストランド)、充填剤、触媒及び添加剤の混合物であり得る。少なくとも1つの典型的な実施態様においては、サイズ処理ガラスストランドを含有するバルクモールディングコンパウンドを、加熱モールド内に、射出成形機によって注入して熱硬化性樹脂の架橋及び硬化を行う。ガラス繊維バンドルは、金属ダイが閉じたときにバンドル一体性を有し、バルクモールディングコンパウンドが流動しダイを充たして所望の複合部品を形成するように過熱するのが望ましい。しかしながら、ガラス繊維バンドルが、流動が終える前に、ダイ内で単繊維に解離した場合、個々のガラス繊維は、凝集塊を形成し、ダイを不完全に充たし、それによって欠陥部分を生ずる。バルクモールディングコンパウンドが流動し、ダイが充たされた後は、ガラス繊維バンドルは、その時点で開繊して、その部品表面でのガラス繊維バンドルの輪郭である“テレグラフィング(telegraphing)”又は“繊維プリント”の発生を減少させるか或いは阻止さえするのが望ましい。BMC射出成形は、該成形法が迅速なサイクル時間を有し且つ射出毎に多くの部品を成形し得る点で有利である。従って、より最終的な部品をBMC材料によって形成し得、製造時間は増大し得る。
【0029】
サイズ処理ガラス繊維を使用するもう1つの例は、シートモールディングコンパウンド(SMC)又はバルクモールディングコンパウンド(BMC)の圧縮成形においてである。典型的には、SMC法は、BMC成形法よりも長いチョップトストランドを使用する。例えば、0.3175cm(0.125インチ)〜2.54cm(1インチ)長のチョップトストランドをBMC法において使用し得るのに対し、SMC法におけるチョップトストランドは、2.54cm(1インチ)〜5.08cm(2インチ)の長さを有する。シートモールディングコンパウンドを製造するに当っては、上記チョップトガラスストランドを不飽和ポリエステル樹脂又はビニルエステル樹脂のような熱硬化性ポリマーフィルムの層上に置き、非接着性表面を有する第1の担体シート上に置く。熱硬化性ポリマーフィルムの第2層を含む第2の非接着性担体シートを、上記チョップトガラスストランド上に、第2ポリマーフィルムが上記チョップトガラスストランドと接触し、ポリマーフィルム/サイズ処理チョップトガラスストランド/ポリマーフィルムのサンドイッチ材料を形成するような配向で置き得る。第1及び第2熱硬化性ポリマーフィルム層は、樹脂と添加剤、例えば、充填剤、顔料、UV安定剤、触媒、開始剤、抑制剤、離型剤及び/又は増粘剤との混合物を含み得る。更に、第1及び第2ポリマーフィルムは、同一であってもよく、或いはこれらフィルムは、互いに異なるものであってもよい。その後、このサンドイッチ材料を圧縮ロールのようなロールによって混練して、上記ポリマー樹脂マトリックスとチョップトガラスストランドを得られるSMC材料全体に亘って実質的に均一に分布させることができる。本明細書において使用するとき、“実質的に均一に分布させる”なる用語は、均一に分布させること又はほぼ均一に分布させることを意味する。その後、SMC材料を2〜3日間貯蔵して、樹脂を増粘せしめて目標粘度に熟成させ得る。
【0030】
熟成SMC材料(即ち、目標粘度に達したSMC材料)又はサイズ処理ガラス繊維バンドルを含むバルクモールディングコンパウンドを圧縮成形法で成形して、複合体製品を形成させ得る。熟成SMC材料又はバルクモールディングコンパウンド材料は、最終製品の所望形状を有する合せ型金属モールドの片方に入れ得る。シートモールディングコンパウンドを圧縮成形するに当っては、第1及び第2の担体シートを熟成SMC材料から典型的に取外し、熟成SMC材料を、モールド内に入れる所定サイズを有する切片(必要量)として切断し得る。モールドを閉じ、昇温に加熱し、高圧に上げる。高加熱及び高圧のこの組合せにより、SMC又はBMC材料を流動させ且つモールドを充たす。その後、マトリックス樹脂が架橋又は硬化して最終の熱硬化成形複合部品を形成させる。
上記SMC材料は、ドアパネル、トリムパネル、車体外パネル、荷物床、バンパー、フロントエンド、アンダーボディーシールド、ランニングボード、サンシェード、計器パネル構造体及びドア内部の構成物のような自動車用途におけるような多くの用途における各種複合体製品を製造するのに使用し得る。更に、上記SMC材料は、バスケットボールバックボード、浴室及びシャワー室、流し台、農業機器用の部品、キャビネット、貯蔵箱、及び冷蔵有蓋車を製造するのにも使用し得る。上記バルクモールディングコンパウンド材料は、上記SMC材料に関連して上述した品目と同様な品目並びに電化製品キャビネット、コンピュータボックス、家具及び柱のような建築部品を製造するのに使用し得る。
【0031】
本発明を一般的に説明してきたが、例示目的のみで提示し、特に断らない限りは包括又は限定するものではない以下に示すある種の特定の実施例を参照すれば、さらなる理解が得られるであろう。
実施例
【実施例1】
【0032】
本発明のサイズ剤組成物による射出成形複合体部品
下記の表2に示すサイズ剤配合物を、バケツ内で、以下で一般的に説明するようにして調製した。サイズ剤組成物を調製するために、90%の水とシランカップリング剤をバケツに加えて混合物を調製した。その後、混合物を、シランが加水分解するのを可能にする時間撹拌した。シランの加水分解後に、フィルム形成剤を上記混合物に撹拌しながら添加して、サイズ剤組成物を調製した。その後、サイズ剤組成物を残りの水で希釈して、6.0%混合固形分の目的混合固形分を達成させた。
表2:本発明のサイズ剤組成物
(a) γ-アミノプロピルトリメトキシシラン(General Electric社)
(b) イソシアネートブロックトポリウレタンフィルム形成性分散液(Chemtura社)
【0033】
上記サイズ剤組成物を、通常の方法(前述したようなロールタイプのアプリケーターのような)でE-ガラスに適用した。E-ガラスを14μmのガラスフィラメントに繊細化させた。その後、ガラス繊維バンドルを、機械的コット/カッター組合せ機により、6mmの長さに細断し、バケツ内に集めた。チョップトガラス繊維は、13%の調製用水分を含有していた。チョップトガラス繊維バンドル内のこの水分を、流動床炉(即ち、CratecR 乾燥炉)内で、232.2℃(450°F)の温度で除去して乾燥チョップトガラス繊維バンドルを形成させた。
その後、上記乾燥チョップト繊維バンドルをポリエステル系樹脂と混合し、試験用の複合体部品として射出成形した。詳細には、上記チョップト繊維バンドルとポリエステル系樹脂を、加熱モールド内に、射出成形機により注入して熱硬化性樹脂の架橋及び硬化を行った。上記サイズ処理ガラス繊維から形成させた複合体部品を、最も近いオフラインサイズ剤組成物の射出成形による競合品と比較した。また、標準のOwens Corning社のオフラインサイズ剤組成物を使用して、比較試験用の射出成形複合体部品も形成させた。とりわけ、各製品を、曲げ強度、曲げ弾性率、引張強度、及びアイゾッド衝撃強度について試験した。結果は図4〜7に示しており、得られたデータは下記の表3に示している。
【0034】
表3
【0035】
表3及び図4〜7に示すように、本発明のサイズ剤組成物から形成し、インラインで製造した複合体製品の諸性質は、高くはないとしても、オフライン法を使用して製造した比較例の諸性質と同様である。例えば、本発明のサイズ剤組成物により製造した複合体製品の曲げ強度は、オフライン対照例のいずれよりも高い。本発明のサイズ剤によりインラインで形成させた製品の曲げ弾性率、引張強度及びアイゾッド衝撃強度は、比較オフライン例と実質的に同等である。従って、本発明のサイズ剤組成物を使用して製造した複合体製品は、商業的に許容し得、オフライン製造製品に匹敵し、本発明のサイズ剤組成物によるインライン法を使用する能力故に、より低コストで提供され得ると結論付けることができる。
【実施例2】
【0036】
本発明のサイズ剤組成物による圧縮成形複合体部品
下記の表4に示すサイズ剤配合物を、バケツ内で、以下で一般的に説明するようにして調製した。サイズ剤組成物を調製するために、90%の水とシランカップリング剤をバケツに加えて混合物を調製した。その後、混合物を、シランが加水分解するのを可能にする時間撹拌した。シランの加水分解後に、フィルム形成剤を上記混合物に撹拌しながら添加して、サイズ剤組成物を調製した。その後、サイズ剤組成物を残りの水で希釈して、6.0%混合固形分の目的混合固形分を達成させた。
表4:本発明のサイズ剤組成物
(a) γ-アミノプロピルトリメトキシシラン(General Electric社)
(b) イソシアネートブロックトポリウレタンフィルム形成性分散液(Chemtura社)
【0037】
上記サイズ剤組成物を、通常の方法(前述したようなロールタイプのアプリケーターのような)でE-ガラスに適用した。E-ガラスを14μmのガラスフィラメントに繊細化させた。その後、ガラス繊維バンドルを、機械的コット/カッター組合せ機により、6mmの長さに細断し、バケツ内に集めた。チョップトガラス繊維は、13%の調製用水分を含有していた。チョップトガラス繊維バンドル内のこの水分を、流動床炉(即ち、CratecR 乾燥炉)内で、232.2℃(450°F)の温度で除去して乾燥チョップトガラス繊維バンドルを形成させた。
その後、上記乾燥チョップト繊維バンドルをポリエステル系樹脂と混合してコンパウンド材料を調製し、試験用の複合体部品として圧縮成形した。詳細には、本発明のサイズ剤配合物でサイズ処理したチョップト繊維バンドルとポリエステル系樹脂を、最終製品の所望形状を有する合せ型金属モールドの片方に入れた。その後、モールドを閉じ、昇温に加熱し、高圧に上げた。高加熱及び高圧のこの組合せにより、コンパウンド材料を流動させ且つモールドを充たした。上記ポリエステル系樹脂を高加熱によって硬化させ、それによって最終の熱硬化成形複合体部品を形成させた。
上記サイズ処理ガラス繊維から形成させた複合体部品を、圧縮成形によって製造した最も近いオフライン競合品サイズ剤組成物と比較した。また、標準のOwens Corning社のオフラインサイズ剤組成物を使用して、比較試験用の圧縮成形複合体部品も形成させた。とりわけ、各製品を、曲げ強度、曲げ弾性率、引張強度、及びアイゾッド衝撃強度について試験した。結果は、図8〜11に示しており、得られたデータは、下記の表5に示している。
【0038】
表5
【0039】
表5及び図8〜11に示すように、本発明のサイズ剤組成物によりインラインで製造した複合体製品の諸性質は、高くはないとしても、オフライン法を使用して製造した比較例の諸性質と同様である。例えば、本発明のサイズ剤組成物により製造した複合体製品の曲げ弾性率、引張強度及びアイゾッド衝撃強度は、オフライン対照例よりも高いか、或いは実質的に同等であった。更に、曲げ強度は、対照オフラインサイズ剤組成物よりも高いことを実証していた。従って、本発明のサイズ剤組成物でサイズ処理した繊維により形成させた複合体製品は、商業的に許容し得る。更に、本発明のサイズ剤組成物を使用して形成させた複合体製品は、オフライン製造製品に匹敵し、本発明のサイズ剤組成物によるインライン法を使用する能力故に、より低コストで提供される。
【0040】
本出願の発明を、包括的に且つ特定の実施態様に関連して説明してきた。好ましい実施態様であると信じている本発明を説明しているが、当業者にとって既知の広範囲の代替案を上記包括的開示内において選択し得る。本発明は、特許請求の範囲の記載を除き、限定されるものではない。
【符号の説明】
【0041】
10 チョップトガラス繊維バンドル
12 ガラス繊維
14 長さ
16 直径
30 ブッシング又はオリフィス
32 適用ロール
34 スプリッターシュー
36 繊維ストランド
38 ギャザーリングシュー
40 チョッパー
42 湿潤チョップトガラス繊維バンドル
44 コンベアー
46 乾燥炉
60 コット
【特許請求の範囲】
【請求項1】
少なくとも1種のシランカップリング剤と、
1種以上のフィルム形成剤と、
を含む熱硬化性樹脂を補強するのに使用する補強用繊維用の組成物であって、
通常のサイズ剤適用物に典型的に含まれて、サイズ組成物に所望の性質又は特徴を与える添加剤を含まないことを特徴とする、補強用繊維用の組成物。
【請求項2】
前記1種以上のフィルム形成剤が、ブロックトポリウレタンフィルム形成剤、熱可塑性ポリウレタンフィルム形成剤、エポキシ樹脂フィルム形成剤、ポリオレフィン、変性ポリオレフィン、官能化ポリオレフィン、ポリ酢酸ビニル、ポリアクリレート、飽和ポリエステル樹脂フィルム形成剤、不飽和ポリエステル樹脂フィルム形成剤、ポリエーテルフィルム形成剤及びこれらの組合せから選ばれる、請求項1記載の組成物。
【請求項3】
前記1種以上のフィルム形成剤が、ブロックトイソシアネートを含む少なくとも1種のポリウレタンフィルム形成剤である、請求項2記載の組成物。
【請求項4】
ブロックトイソシアネートを含む前記ポリウレタンフィルム形成剤が、前記ポリウレタンフィルム形成剤の同時又はほぼ同時の脱ブロッキング及び硬化を可能にする温度で脱ブロッキングする、請求項3記載の組成物。
【請求項5】
ブロックトイソシアネートを含む前記ポリウレタンフィルム形成剤が、ブロックトイソシアネートを含有するポリエステル系ポリウレタンフィルム形成剤及びブロックトイソシアネートを含有するポリエーテル系ポリウレタンフィルム形成剤から選ばれる、請求項3記載の組成物。
【請求項6】
前記ブロックトイソシアネートが、107.2℃(225°F)〜176.7℃(350°F)の温度で脱ブロッキングする、請求項3記載の組成物。
【請求項7】
前記少なくとも1種のシランカップリング剤が、アミノシラン、シランエステル、ビニルシラン、メタクリルオキシシラン、エポキシシラン、イオウシラン、ウレイドシラン、イソシアネートシラン及びこれらの組合せから選ばれる、請求項3記載の組成物。
【請求項8】
ブロックトイソシアネートを含む前記少なくとも1種のポリウレタンフィルム形成剤が、前記組成物中に、組成物全体の1.0〜10質量%の量で存在し、前記少なくとも1種のシランカップリング剤が、前記組成物中に、組成物全体の0.2〜1.0質量%の量で存在する、請求項3記載の組成物。
【請求項9】
サイズ剤組成物で少なくとも部分的にコーティングした複数の個々の補強用繊維を含み、前記サイズ剤組成物が、少なくとも1種のシランカップリング剤とブロックトイソシアネートを含むポリウレタンフィルム形成剤とからなることを特徴とする、補強用繊維ストランド。
【請求項10】
ブロックトイソシアネートを含む前記ポリウレタンフィルム形成剤が、ブロックトイソシアネートを含有するポリエステル系ポリウレタンフィルム形成剤及びブロックトイソシアネートを含有するポリエーテル系ポリウレタンフィルム形成剤から選ばれる、請求項9記載の補強用繊維ストランド。
【請求項11】
前記少なくとも1種のシランカップリング剤が、アミノシラン、シランエステル、ビニルシラン、メタクリルオキシシラン、エポキシシラン、イオウシラン、ウレイドシラン、イソシアネートシラン及びこれらの組合せから選ばれる、請求項9記載の補強用繊維ストランド。
【請求項12】
前記ブロックトイソシアネートが、107.2℃(225°F)〜176.7℃(350°F)の温度で脱ブロッキングする、請求項9記載の補強用繊維ストランド。
【請求項13】
前記ブロックトイソシアネートが、110℃(230°F)〜165.6℃(330°F)の温度で脱ブロッキングする、請求項12記載の補強用繊維ストランド。
【請求項14】
ブロックトイソシアネートを含む前記ポリウレタンフィルム形成剤が、前記ポリウレタンフィルム形成剤の同時又はほぼ同時の脱ブロッキングと硬化を可能にする温度で脱ブロッキングする、請求項9記載の補強用繊維ストランド。
【請求項15】
ブロックトイソシアネートを含む前記ポリウレタンフィルム形成剤が、前記組成物中に、組成物全体の1.0〜10質量%の量で存在し;前記少なくとも1種のシランカップリング剤が、前記組成物中に、組成物全体の0.2〜1.0質量%の量で存在する、請求項9記載の補強用繊維ストランド。
【請求項16】
強化複合物品の製造方法であって、下記の工程、
1.複数の繊細化ガラス繊維に、少なくとも1種のシランカップリング剤とブロックトイソシアネートを含む1種以上のフィルム形成剤とを含み、通常のサイズ剤適用物に典型的に含まれて、サイズ剤組成物に所望の性質又は特徴を与える添加剤を含まないサイズ剤組成物を適用する工程、
2.前記複数のガラス繊維を、所定数のガラス繊維を有するガラス繊維ストランドに集結させる工程、
3.前記ガラス繊維ストランドを細断して、個別の長さを有する湿潤チョップトガラス繊維バンドル(42)を形成させる工程、
4.前記湿潤チョップトガラス繊維バンドルを、誘電炉、流動床炉及び回転式熱トレー炉から選ばれる乾燥炉(46)内で乾燥させて、チョップトガラス繊維バンドル(10)を形成させる工程、
5.前記チョップト繊維バンドルを熱硬化性樹脂と混合して、チョップト繊維バンドルと熱硬化性樹脂との混合物を形成させる工程、及び、
6.チョップト繊維バンドルと熱硬化性樹脂との前記混合物を加熱モールド内に収容し、熱硬化性樹脂の硬化を行い、複合体製品を形成させる工程、
を有することを特徴とする方法。
【請求項17】
前記乾燥工程が、前記湿潤チョップトガラス繊維バンドルを、流動床炉内で、148.9℃(300°F)〜260℃(500°F)の温度で乾燥させる工程を含む、請求項16記載の方法。
【請求項18】
前記収容工程が、前記混合物を、加熱モールド内に、射出成形機によって射出する工程を含む、請求項17記載の方法。
【請求項19】
ブロックトイソシアネートを含む前記1種以上のポリウレタンフィルム形成剤が、前記ポリウレタンフィルム形成剤の同時又はほぼ同時の脱ブロッキングと硬化を可能にする温度で脱ブロッキングする、請求項16記載の方法。
【請求項20】
前記ブロックトイソシアネートが、107.2℃(225°F)〜176.7℃(350°F)の温度で脱ブロッキングする、請求項16記載の方法。
【請求項21】
ブロックトイソシアネートを含む前記ポリウレタンフィルム形成剤を、ブロックトイソシアネートを含むポリエステル系ポリウレタンフィルム形成剤及びブロックトイソシアネートを含むポリエーテル系ポリウレタンフィルム形成剤から選択する、請求項16記載の方法。
【請求項22】
前記少なくとも1種のシランカップリング剤を、アミノシラン、シランエステル、ビニルシラン、メタクリルオキシシラン、エポキシシラン、イオウシラン、ウレイドシラン、イソシアネートシラン及びこれらの組合せから選択する、請求項16記載の方法。
【請求項23】
強化複合物品の製造方法であって、下記の工程、
少なくとも1種のシランカップリング剤及びブロックトイソシアネートを含むポリウレタンフィルム形成剤からなるサイズ剤組成物で少なくとも部分的にコーティングしたチョップトガラスストランド(12)を、第1ポリマーフィルム上に付着させる工程、
第2ポリマーフィルムを前記チョップトガラス繊維上に置き、サンドイッチ材料を形成させる工程、及び、
前記サンドイッチ材料を成形して強化複合物品とする工程、
を有することを特徴とする方法。
【請求項24】
下記の工程、
前記サイズ剤組成物を、複数の繊細化ガラス繊維に適用する工程、
前記複数のガラス繊維をガラス繊維ストランドとして集結させる工程、
前記ガラス繊維ストランドを細断して、個々の長さを有する湿潤チョップトガラス繊維バンドル(42)を形成させる工程、及び、
前記湿潤チョップトガラス繊維バンドルを、誘電炉、流動床炉及び回転式熱トレー炉から選ばれた乾燥炉(46)内で乾燥させ、前記チョップトガラスストランド(10)を形成させる工程、
を更に含む、請求項23記載の方法。
【請求項25】
前記乾燥工程が、前記湿潤チョップトガラス繊維バンドルを、流動床炉内で、148.9℃(300°F)〜260℃(500°F)の温度で乾燥させる工程を含む、請求項24記載の方法。
【請求項26】
前記サンドイッチ材料を混練して、前記ガラス繊維と前記第1及び第2ポリマーフィルムとを実質的に均一に分布させる工程を更に含む、請求項24記載の方法。
【請求項27】
ブロックトイソシアネートを含む前記ポリウレタンフィルム形成剤が、前記ポリウレタンフィルム形成剤の同時又はほぼ同時の脱ブロッキングと硬化を可能にする温度で脱ブロッキングする、請求項24記載の方法。
【請求項28】
ブロックトイソシアネートを含む前記ポリウレタンフィルム形成剤を、ブロックトイソシアネートを含むポリエステル系ポリウレタンフィルム形成剤及びブロックトイソシアネートを含むポリエーテル系ポリウレタンフィルム形成剤から選択する、請求項23記載の方法。
【請求項29】
前記少なくとも1種のシランカップリング剤を、アミノシラン、シランエステル、ビニルシラン、メタクリルオキシシラン、エポキシシラン、イオウシラン、ウレイドシラン、イソシアネートシラン及びこれらの組合せから選択する、請求項23記載の方法。
【請求項1】
少なくとも1種のシランカップリング剤と、
1種以上のフィルム形成剤と、
を含む熱硬化性樹脂を補強するのに使用する補強用繊維用の組成物であって、
通常のサイズ剤適用物に典型的に含まれて、サイズ組成物に所望の性質又は特徴を与える添加剤を含まないことを特徴とする、補強用繊維用の組成物。
【請求項2】
前記1種以上のフィルム形成剤が、ブロックトポリウレタンフィルム形成剤、熱可塑性ポリウレタンフィルム形成剤、エポキシ樹脂フィルム形成剤、ポリオレフィン、変性ポリオレフィン、官能化ポリオレフィン、ポリ酢酸ビニル、ポリアクリレート、飽和ポリエステル樹脂フィルム形成剤、不飽和ポリエステル樹脂フィルム形成剤、ポリエーテルフィルム形成剤及びこれらの組合せから選ばれる、請求項1記載の組成物。
【請求項3】
前記1種以上のフィルム形成剤が、ブロックトイソシアネートを含む少なくとも1種のポリウレタンフィルム形成剤である、請求項2記載の組成物。
【請求項4】
ブロックトイソシアネートを含む前記ポリウレタンフィルム形成剤が、前記ポリウレタンフィルム形成剤の同時又はほぼ同時の脱ブロッキング及び硬化を可能にする温度で脱ブロッキングする、請求項3記載の組成物。
【請求項5】
ブロックトイソシアネートを含む前記ポリウレタンフィルム形成剤が、ブロックトイソシアネートを含有するポリエステル系ポリウレタンフィルム形成剤及びブロックトイソシアネートを含有するポリエーテル系ポリウレタンフィルム形成剤から選ばれる、請求項3記載の組成物。
【請求項6】
前記ブロックトイソシアネートが、107.2℃(225°F)〜176.7℃(350°F)の温度で脱ブロッキングする、請求項3記載の組成物。
【請求項7】
前記少なくとも1種のシランカップリング剤が、アミノシラン、シランエステル、ビニルシラン、メタクリルオキシシラン、エポキシシラン、イオウシラン、ウレイドシラン、イソシアネートシラン及びこれらの組合せから選ばれる、請求項3記載の組成物。
【請求項8】
ブロックトイソシアネートを含む前記少なくとも1種のポリウレタンフィルム形成剤が、前記組成物中に、組成物全体の1.0〜10質量%の量で存在し、前記少なくとも1種のシランカップリング剤が、前記組成物中に、組成物全体の0.2〜1.0質量%の量で存在する、請求項3記載の組成物。
【請求項9】
サイズ剤組成物で少なくとも部分的にコーティングした複数の個々の補強用繊維を含み、前記サイズ剤組成物が、少なくとも1種のシランカップリング剤とブロックトイソシアネートを含むポリウレタンフィルム形成剤とからなることを特徴とする、補強用繊維ストランド。
【請求項10】
ブロックトイソシアネートを含む前記ポリウレタンフィルム形成剤が、ブロックトイソシアネートを含有するポリエステル系ポリウレタンフィルム形成剤及びブロックトイソシアネートを含有するポリエーテル系ポリウレタンフィルム形成剤から選ばれる、請求項9記載の補強用繊維ストランド。
【請求項11】
前記少なくとも1種のシランカップリング剤が、アミノシラン、シランエステル、ビニルシラン、メタクリルオキシシラン、エポキシシラン、イオウシラン、ウレイドシラン、イソシアネートシラン及びこれらの組合せから選ばれる、請求項9記載の補強用繊維ストランド。
【請求項12】
前記ブロックトイソシアネートが、107.2℃(225°F)〜176.7℃(350°F)の温度で脱ブロッキングする、請求項9記載の補強用繊維ストランド。
【請求項13】
前記ブロックトイソシアネートが、110℃(230°F)〜165.6℃(330°F)の温度で脱ブロッキングする、請求項12記載の補強用繊維ストランド。
【請求項14】
ブロックトイソシアネートを含む前記ポリウレタンフィルム形成剤が、前記ポリウレタンフィルム形成剤の同時又はほぼ同時の脱ブロッキングと硬化を可能にする温度で脱ブロッキングする、請求項9記載の補強用繊維ストランド。
【請求項15】
ブロックトイソシアネートを含む前記ポリウレタンフィルム形成剤が、前記組成物中に、組成物全体の1.0〜10質量%の量で存在し;前記少なくとも1種のシランカップリング剤が、前記組成物中に、組成物全体の0.2〜1.0質量%の量で存在する、請求項9記載の補強用繊維ストランド。
【請求項16】
強化複合物品の製造方法であって、下記の工程、
1.複数の繊細化ガラス繊維に、少なくとも1種のシランカップリング剤とブロックトイソシアネートを含む1種以上のフィルム形成剤とを含み、通常のサイズ剤適用物に典型的に含まれて、サイズ剤組成物に所望の性質又は特徴を与える添加剤を含まないサイズ剤組成物を適用する工程、
2.前記複数のガラス繊維を、所定数のガラス繊維を有するガラス繊維ストランドに集結させる工程、
3.前記ガラス繊維ストランドを細断して、個別の長さを有する湿潤チョップトガラス繊維バンドル(42)を形成させる工程、
4.前記湿潤チョップトガラス繊維バンドルを、誘電炉、流動床炉及び回転式熱トレー炉から選ばれる乾燥炉(46)内で乾燥させて、チョップトガラス繊維バンドル(10)を形成させる工程、
5.前記チョップト繊維バンドルを熱硬化性樹脂と混合して、チョップト繊維バンドルと熱硬化性樹脂との混合物を形成させる工程、及び、
6.チョップト繊維バンドルと熱硬化性樹脂との前記混合物を加熱モールド内に収容し、熱硬化性樹脂の硬化を行い、複合体製品を形成させる工程、
を有することを特徴とする方法。
【請求項17】
前記乾燥工程が、前記湿潤チョップトガラス繊維バンドルを、流動床炉内で、148.9℃(300°F)〜260℃(500°F)の温度で乾燥させる工程を含む、請求項16記載の方法。
【請求項18】
前記収容工程が、前記混合物を、加熱モールド内に、射出成形機によって射出する工程を含む、請求項17記載の方法。
【請求項19】
ブロックトイソシアネートを含む前記1種以上のポリウレタンフィルム形成剤が、前記ポリウレタンフィルム形成剤の同時又はほぼ同時の脱ブロッキングと硬化を可能にする温度で脱ブロッキングする、請求項16記載の方法。
【請求項20】
前記ブロックトイソシアネートが、107.2℃(225°F)〜176.7℃(350°F)の温度で脱ブロッキングする、請求項16記載の方法。
【請求項21】
ブロックトイソシアネートを含む前記ポリウレタンフィルム形成剤を、ブロックトイソシアネートを含むポリエステル系ポリウレタンフィルム形成剤及びブロックトイソシアネートを含むポリエーテル系ポリウレタンフィルム形成剤から選択する、請求項16記載の方法。
【請求項22】
前記少なくとも1種のシランカップリング剤を、アミノシラン、シランエステル、ビニルシラン、メタクリルオキシシラン、エポキシシラン、イオウシラン、ウレイドシラン、イソシアネートシラン及びこれらの組合せから選択する、請求項16記載の方法。
【請求項23】
強化複合物品の製造方法であって、下記の工程、
少なくとも1種のシランカップリング剤及びブロックトイソシアネートを含むポリウレタンフィルム形成剤からなるサイズ剤組成物で少なくとも部分的にコーティングしたチョップトガラスストランド(12)を、第1ポリマーフィルム上に付着させる工程、
第2ポリマーフィルムを前記チョップトガラス繊維上に置き、サンドイッチ材料を形成させる工程、及び、
前記サンドイッチ材料を成形して強化複合物品とする工程、
を有することを特徴とする方法。
【請求項24】
下記の工程、
前記サイズ剤組成物を、複数の繊細化ガラス繊維に適用する工程、
前記複数のガラス繊維をガラス繊維ストランドとして集結させる工程、
前記ガラス繊維ストランドを細断して、個々の長さを有する湿潤チョップトガラス繊維バンドル(42)を形成させる工程、及び、
前記湿潤チョップトガラス繊維バンドルを、誘電炉、流動床炉及び回転式熱トレー炉から選ばれた乾燥炉(46)内で乾燥させ、前記チョップトガラスストランド(10)を形成させる工程、
を更に含む、請求項23記載の方法。
【請求項25】
前記乾燥工程が、前記湿潤チョップトガラス繊維バンドルを、流動床炉内で、148.9℃(300°F)〜260℃(500°F)の温度で乾燥させる工程を含む、請求項24記載の方法。
【請求項26】
前記サンドイッチ材料を混練して、前記ガラス繊維と前記第1及び第2ポリマーフィルムとを実質的に均一に分布させる工程を更に含む、請求項24記載の方法。
【請求項27】
ブロックトイソシアネートを含む前記ポリウレタンフィルム形成剤が、前記ポリウレタンフィルム形成剤の同時又はほぼ同時の脱ブロッキングと硬化を可能にする温度で脱ブロッキングする、請求項24記載の方法。
【請求項28】
ブロックトイソシアネートを含む前記ポリウレタンフィルム形成剤を、ブロックトイソシアネートを含むポリエステル系ポリウレタンフィルム形成剤及びブロックトイソシアネートを含むポリエーテル系ポリウレタンフィルム形成剤から選択する、請求項23記載の方法。
【請求項29】
前記少なくとも1種のシランカップリング剤を、アミノシラン、シランエステル、ビニルシラン、メタクリルオキシシラン、エポキシシラン、イオウシラン、ウレイドシラン、イソシアネートシラン及びこれらの組合せから選択する、請求項23記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公表番号】特表2010−514951(P2010−514951A)
【公表日】平成22年5月6日(2010.5.6)
【国際特許分類】
【出願番号】特願2009−544017(P2009−544017)
【出願日】平成19年12月14日(2007.12.14)
【国際出願番号】PCT/US2007/025651
【国際公開番号】WO2008/085304
【国際公開日】平成20年7月17日(2008.7.17)
【出願人】(508076428)オーシーヴィー インテレクチュアル キャピタル リミテッド ライアビリティ カンパニー (43)
【Fターム(参考)】
【公表日】平成22年5月6日(2010.5.6)
【国際特許分類】
【出願日】平成19年12月14日(2007.12.14)
【国際出願番号】PCT/US2007/025651
【国際公開番号】WO2008/085304
【国際公開日】平成20年7月17日(2008.7.17)
【出願人】(508076428)オーシーヴィー インテレクチュアル キャピタル リミテッド ライアビリティ カンパニー (43)
【Fターム(参考)】
[ Back to top ]