
ガラス表面に対し表面コンプライアンスを判定するための装置及び方法
【課題】ガラス表面に対し表面品質を判定するための方法を提供する。
【解決手段】判定方法はガラス表面にわたり液滴分配装置を用いて液滴パターンを被着する工程を含む。隣り合う液滴は所定の被着径及び所定の被着間隔を有する。液滴パターンに対する液滴情報が撮像装置を用いて生成される。液滴情報を解析することによって指定範囲不一致状態が検出され、指定範囲不一致状態の表示が提供される。液滴がインクを含み、前記液滴分配装置はインクジェットプリントヘッドユニットを含み、前記液滴はそれぞれ、約1ピコリットルと約80ピコリットルの間の所定の体積を有することが好ましい。
【解決手段】判定方法はガラス表面にわたり液滴分配装置を用いて液滴パターンを被着する工程を含む。隣り合う液滴は所定の被着径及び所定の被着間隔を有する。液滴パターンに対する液滴情報が撮像装置を用いて生成される。液滴情報を解析することによって指定範囲不一致状態が検出され、指定範囲不一致状態の表示が提供される。液滴がインクを含み、前記液滴分配装置はインクジェットプリントヘッドユニットを含み、前記液滴はそれぞれ、約1ピコリットルと約80ピコリットルの間の所定の体積を有することが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は全般にガラス表面に対し表面品質を判定するための装置及び方法に関する。
【背景技術】
【0002】
ディスプレイ用途、例えばLCD及び有機発光ダイオード(OLED)ディスプレイのための基板として用いられるガラスシートは、清浄で粒子、膜等がない表面を有することが必要である。ガラスシートを清浄にするため、仕上プロセスの終わりに多大な洗浄及び乾燥が用いられることが多い。したがって、表面品質を判定するためにガラスシート表面を検査する有効な方法を見いだすための努力が払われてきた。
【0003】
洗浄プロセス後にガラス上に残る極めて薄い残渣層は測定するとナノメートル(nm)のオーダーであることがあり、そのような極薄層では通常の光電センサを用いて測定するに十分に光の反射、屈折、散乱、偏光が変化することはない。今のところ、大量/高速表面領域清浄度検査のための定量的測定手法はない。
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明の課題は、ガラスシート表面の、nmオーダーの極薄残渣層の有無を含む、清浄度を大量かつ高速度で検査する定量的測定手法を提供することにある。
【課題を解決するための手段】
【0005】
本発明のいくつかの態様が本明細書に開示される。これらの態様が相互に重なることもあれば重ならないこともあることは当然である。すなわち、1つの態様の一部が別の態様の範囲内に入ることがあり、逆もあり得る。
【0006】
それぞれの態様は、1つ以上の特定の実施形態が含まれ得る、多くの実施形態によって説明される。実施形態が相互に重なることもあれば重ならないこともあることは当然である。すなわち、1つの実施形態の一部が別の態様の範囲内に入ることがあり、逆もあり得る。
【0007】
然り而して、本開示の第1の態様はガラス表面に対し表面品質を判定するための方法に関し、本方法は、
液滴分配装置を用いてガラス表面にわたり、液滴のパターンであって、隣り合う液滴が所定の被着径及び所定の被着間隔を有している液滴パターンを被着する工程、
撮像装置を用いて液滴パターンに対する液滴情報を生成する工程、
液滴情報を解析することによって指定範囲不一致状態を判定する工程、及び
指定範囲不一致状態の表示を提供する工程、
を含む。
【0008】
本開示の第1の態様のいくつかの実施形態において、第1の未述工程には、撮像装置を用いてガラス表面上の液滴パターンの存在を検出する工程がさらに含まれる。
【0009】
本開示の第1の態様のいくつかの実施形態において、液滴はインクを含み、液滴分配装置はインクジェットプリントユニットを含む。
【0010】
本開示の第1の態様のいくつかの実施形態において液滴パターンは照明装置によって照明される。
【0011】
本開示の第1の態様のいくつかの実施形態において照明装置は暗視野照明装置である。
【0012】
本開示の第1の態様のいくつかの実施形態において照明装置は明視野背面照明装置である。
【0013】
本開示の第1の態様のいくつかの実施形態において、液滴はそれぞれ、約1ピコリットルと約80ピコリットルの間の、所定の体積を有する。
【0014】
本開示の第2の態様はガラス表面に対し表面品質を判定するための方法に関し、本方法は、
清浄で汚れがある領域及び汚れがない領域を有するガラス表面にわたり液滴分配装置を用いて、前記汚れがない領域及び前記汚れがある領域のいずれにも重なる、液滴の1つ以上のパターンを被着する工程、
撮像装置を用いて1つ以上の液滴パターンに対する液滴情報を生成する工程、及び
液滴情報に基づき、コントローラを用いて汚れがない領域及び汚れがある領域における液滴の差を検出する工程、
を含む。
【0015】
本開示の第2の態様のいくつかの実施形態において、汚れがない領域及び汚れがある領域における液滴径の差が所定の量より大きい場合、指定範囲不一致状態の表示が提供される。
【0016】
本開示の第2の態様のいくつかの実施形態においてガラス表面上の液滴パターンの存在が撮像装置によって検出される。
【0017】
本開示の第2の態様のいくつかの実施形態において、液滴はインクを含み、液滴分配装置はインクジェットプリントユニットを含む。
【0018】
本開示の第2の態様のいくつかの実施形態において液滴パターンは照明装置によって照明される。
【0019】
本開示の第2の態様のいくつかの実施形態において照明装置は暗視野照明装置である。
【0020】
本開示の第2の態様のいくつかの実施形態において照明装置は明視野背面照明装置である。
【0021】
本開示の第2の態様のいくつかの実施形態において液滴はそれぞれ約1ピコリットルと約80ピコリットルの間の所定の体積を有する。
【0022】
本開示の第3の態様はガラス表面に対し表面品質を判定するための表面評価装置に関し、本装置は、
ガラスシートを支持するための支持アセンブリ、
支持アセンブリによって支持されたガラス表面にわたり、液滴のパターンであって、隣り合う液滴が所定の被着径及び所定の被着間隔を有している液滴パターンを被着する液滴分配装置、
及び
液滴パターンに対する液滴情報を生成して液滴情報をコントローラに提供する、撮像装置、
を備え、
コントローラは液滴情報に基づいて指定範囲不一致状態の存在を判定する。
【0023】
本開示の第3の態様のいくつかの実施形態において撮像装置はガラス表面上の液滴パターンの存在を検出する1つ以上のカメラを有する。
【0024】
本開示の第3の態様のいくつかの実施形態において、液滴はインクを含み、液滴分配装置はインクジェットプリントユニットを含む。
【0025】
本開示の第3の態様のいくつかの実施形態において液滴パターンは照明装置によって照明される。
【0026】
本開示の第3の態様のいくつかの実施形態において液滴はそれぞれ約1ピコリットルと約80ピコリットルの間の所定の体積で被着される。
【0027】
ガラス基板及びガラス基板を作成するための方法のさらなる特徴及び利点は以下の詳細な説明に述べられ、ある程度は、当業者にはその説明から容易に明らかであろうし、以下の詳細な説明及び特許請求の範囲を含み、添付図面も含む、本明細書に説明される実施形態を実施することによって認められるであろう。
【0028】
上述した全般的説明及び以下の詳細な説明はいずれも様々な実施形態を説明し、特許請求される主題の本質及び特質の理解のための概要または枠組みの提供が目的とされていることは当然である。添付図面は様々な実施形態のさらに深い理解を提供するために含められ、本明細書に組み入れられて本明細書の一部をなす。図面は本明細書に説明される様々な実施形態を示し、記述とともに、特許請求される主題の原理及び動作の説明に役立つ。
【図面の簡単な説明】
【0029】
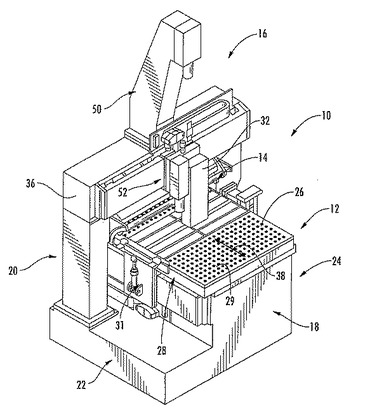
【図1】図1は表面評価装置の一実施形態の斜視図である。
【図2】図2は図1の表面評価装置に用いるための巨視撮像カメラ装置の一実施形態の説明図である。
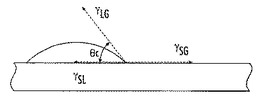
【図3】図3は硬質で平坦な表面上の液滴の接触角を決定するためのヤングの式を説明する。
【図4】図4は、ガラス表面上の表面化学条件の変化によって自由空間液滴から生じる、硬質で平坦な表面上の様々な液滴の形状の例を示す。
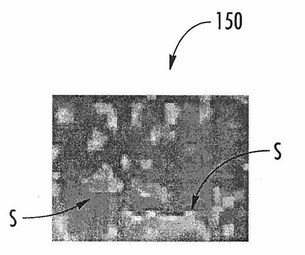
【図5】図5は、図1の表面評価装置の撮像カメラ装置を用いて取り込まれ得る像の例である、暗視野低倍率像である。
【図6】図6は図1の表面評価装置に用いるための微視撮像カメラ装置の一実施形態の説明図である。
【図7】図7は、図1の表面評価装置の微視撮像カメラ装置を用いて取り込まれ得る像の例である、明視野顕微鏡像である。
【図8】図8は、注目すべき領域を強調する画像処理アルゴリズムによってフィルタリングされた、図7の像を示す。
【図9】図9は図1の表面評価装置の説明図である。
【図10】図10は、図1の表面評価装置を用いる、ガラス表面に対し表面品質を判定するための方法の一実施形態を示す。
【発明を実施するための形態】
【0030】
コーニング社(Corning Incorporated)は、フラットパネルディスプレイのような様々なデバイスに用いることができる高品質薄ガラスシートを形成する、フージョンプロセスとして知られるプロセス(例えばダウンドロープロセス)を開発した。フージョンプロセスは、そのようなガラスシートは他の方法で作成されたガラスシートと比較して平坦性及び平滑性が優れた表面を有するため、フラットパネルディスプレイに用いられるガラスシートを作成するための手法である。フュージョンプロセスに関する詳細な説明については、米国特許第3338696号及び第3682609号の明細書を参照されたい。これらの特許明細書の内容は本明細書に参照として含められる。
【0031】
フュージョンプロセスまたはその他のいずれかの適するガラス形成プロセスを用いて形成されたガラスは、形成後1つ以上の洗浄ステーションにおいて洗浄されるであろう。様々な市販の洗剤パッケージを単独で、またはブラシ洗浄及び/または超音波クリーニングと組み合わせて用いて、粒子、膜及び/または被覆を、ガラスシートから除去することができる。水ベースの超音波クリーニングまたはブラシ洗浄またはこれらの組合せは、ガラス表面からの汚染物またはその他の材料の除去に適し得る。洗剤は油性の材料及び粒子のような汚染物の除去に用いることができる。水性洗剤溶液は、2〜8%の濃度で用いることができ、アルカリ性のpHを有することができる。約20℃と75℃の間の洗浄温度が適しており、通常は温度が高くなるほど、被覆、粒子及び有機汚染物の除去効率が高くなり得る。洗浄時間は2〜15分の間とすることができる。
【0032】
例えば洗浄プロセス後に残るような、ガラス表面上の残渣汚れは、ガラス表面にかけてかなりの引張応力変動を生じさせ得る。本明細書に説明される表面評価装置は、残渣汚れを定量化し、残渣汚れの存在を読み取るために撮像システム及び画像処理を用いる、ガラス表面に対する表面品質の判定を提供する。
【0033】
図1を参照すれば、表面評価装置10は、水平支持アセンブリ12,液滴分配装置14及び撮像装置16を備える。水平支持アセンブリ12はフレームによって支持することができ、前面18,背面20並びに側面22及び24を有する。支持面26は前面18,背面20並びに側面22及び24の間に配置され、支持面26に沿ってガラスシートを精密移動させることができる、例えばエアテーブル29及び可動ガラスクランプ機構31を有するかまたは、ベルト、ローラー等のような、その他の搬送コンポーネントを有する、搬送装置28によって形成することができる。他の実施形態において、支持面26は、いかなる搬送コンポーネントを含まないでいることができ、1つ以上のパネル、バー、等で形成することができる。水平支持アセンブリ12はガラスシート(図示せず)を、平坦な水平方位において、液滴分配装置14及び撮像装置16の下に支持する。
【0034】
液滴分配装置14は、1つ以上のプリントヘッドを有するインクジェットプリントヘッドユニットのような、プリントヘッドユニット32を有することができる。プリントヘッドユニット32は、(矢印38で表される)ガラスシート供給方向を横断する方向に、支持クロスバー36に沿って可動とすることができる。支持クロスバー36に沿うプリントヘッドユニット32の移動のため、横断モーター駆動を用いることができる。搬送装置28を用いる実施形態のような、いくつかの実施形態において、支持クロスバー36は、ガラスクランプ機構31を備える搬送装置28がガラスシートを供給方向38に移動させている間、静止していることができる。他の実施形態において、プリントヘッドユニット32は供給方向に可動とすることができる。例えば、支持クロスバー36は水平支持アセンブリ12に走路可動態様で搭載することができる。エアテーブル29からの空気をガラスシートと支持面26の間にスペースを維持するために用いることができる。支持クロスバー36及びプリントヘッドユニット32を供給方向38に移動させるため、モーターまたはその他のアクチュエータを用いることができる。支持クロスバー36及び/またはプリントヘッドユニット32の移動を制御するため、例えばねじ駆動機構を用いることができる。
【0035】
プリントヘッドユニット32は、ガラスシートのガラス表面上に液滴パターンを選択的にプリントするためのプリントヘッドの動作を可能にする制御を備えることができる。熱DOD(ドロップオンデマンド)インクジェット技術及び圧電DODインクジェット技術のような、いずれか適するプリント推進方法を用いることができる。プリントヘッドユニット32及び搬送装置28に対する駆動並びにプリントヘッドの動作は、プログラムされたパターン、機械加工制御プログラム及び、支持面26上のガラスシート106(図2)の性質並びに軸方向及び横断方向の位置に関する実時間データを格納するためのメモリを備える、コントローラ44(図9;例えばコンピュータ)によって、ガラスシートのガラス表面上の所定の場所に液滴パターンをプリントするようにプログラム制御することができる。
【0036】
プリントヘッドユニット32は圧電DODインクジェット技術を用いてガラスシート上にインクを被着することができる。液滴の大きさは、約14ピコリットルから約42ピコリットルのような、約1ピコリットルから約80ピコリットルの範囲とすることができ、隣り合う液滴の間隔は約100μmから約200μmとすることができる。ガラスシート厚は約50mmまでとすることができる。約3.5m×3.5mまでないしさらに大きいような、比較的大きなガラスシート106を用いることができる。例えば、キャノン社(Cannon Inc.)及びザール社(Xaar plc.)から入手できるような、様々な市販のプリントヘッドユニットを用いることができる。
【0037】
プリントヘッドユニット32によって被着された液滴パターンに対する液滴情報を生成するため、撮像装置16を用いることができる。本明細書に用いられるように、液滴情報の生成に用いられる「液滴」は、湿滴、乾滴及び湿滴と乾滴の間の連続する液滴形態を含む。撮像装置16の詳細は以下でさらに詳細に説明される。液滴情報には、パターン情報、液滴位置情報及び液滴径情報の内の1つ以上を含めることができる。撮像装置16は液滴情報を解析するためのロジックを備えるコントローラ44に接続することができる。
【0038】
一実施形態例において、撮像装置16は、巨視撮像カメラ装置50及び微視撮像カメラ装置52のような、1つ以上のカメラ装置を備えることができる。図2を参照すれば、巨視撮像カメラ装置50は1つ以上の線走査型カメラ54及び暗視野照明装置56を有することができる。暗視野照明装置56は、垂直方向に対して斜角(例えば、約5°のような、約0°から約10°の角度)をなして(またはカメラの視軸に対して角度をなして)ガラスシート106に光ビーム60を向ける、ガラスシート106の線走査型カメラ54と同じ側にある線光源58を有することができる。巨視撮像カメラ50はガラスシート106のガラス表面の1つだけまたは複数の領域にわたる液滴パターンの注目すべき領域を識別するために用いることができる。これらの注目すべき領域は、ガラスシート106の表面にかけての表面化学状態の変化によって生じる、光の散乱及び/または反射の変化を用いて識別することができる。線走査型カメラ54及び暗視野聡明装置56は、これらの注目すべき領域を識別する目的のため、ガラスシート106のガラス表面の全幅にわたる領域を視覚化及び照明するように選ぶことができる。複数の線走査型カメラ54を用いることができる。いくつかの実施形態において、ガラスシート106の全ガラス表面を視覚化するためには、ガラスシート106の供給方向の移動しか必要ではない。しかし、巨視撮像カメラ装置50は、ガラス表面のラスター走査のような、他の走査パターンを用いることができる。
【0039】
図3を参照すれば、ガラスシート106のガラス表面上の液滴の形状に変化を生じさせる化学状態の変化によって生じる注目すべき領域を決定するために用いることができる。図3は(例えばガラスシートの)硬質固体表面を濡らす液滴(例えばインク滴)の接触角を示す。液滴がそのような表面におかれると、特性接触角θCが形成され、ヤングの式:
γSG=γSL+γLGcosθC
で決定することができる。ここで、γSL,γLG及びγSGはそれぞれ、固体と液体の間、液体と蒸気の間及び固体と蒸気の間の界面張力である。液滴が表面とつくる平衡接触角はθCで表される。ヤングの式は、関わる3つの表面エネルギーの知見から固体表面上の液滴の接触角を予測するために用いることができる。
【0040】
図4は、ガラス表面上の表面化学条件の変化による、自由空間液滴Dfとは異なる液滴形状の例を示す。清浄なガラス表面領域Cに対し、液滴D1は接触角及びフットプリントP1を含む予測可能な形状を有するであろう。S1は、液滴D2が清浄なガラス上より濡れ性が低い汚れの上にあって、液滴D1に比較してフットプリントP2が小さく、接触角が大きい、領域を示す。逆に、S2は、液滴D3がガラス上より濡れ性が高い汚れの上にあって、D1に比較してフットプリントP3が大きく、接触角が小さい、領域を示す。しかし、いずれの場合にも検査及び品質認定に必要なモルフォロジーコントラストが生じ得る。1つ以上の領域にわたる数多くの液滴のこれらの変化は、清浄なガラス表面Cに比較して巨視撮像カメラ装置50を用いて検出することができる。いくつかの実施形態において、少なくともある程度はインクの配合及び汚れのタイプに依存して、約10%から約75%間の直径差があり得る。
【0041】
図5を参照すれば、巨視撮像カメラ装置50を用いて取り込まれ得る、液滴パターンの像の一例の暗視野/低倍率像150が示されている(液滴パターンを示す図7の顕微鏡像160を見よ)。低倍率像150はおそらく巨視撮像カメラ装置50で取り込まれた全体像の一部でしかない。清浄な領域と汚れがある領域の間の光の散乱及び反射の差に少なくともある程度はよって、汚れがある領域Sは像150において比較的明るい領域を示し、これらの注目すべき領域内の液滴の光散乱特性及び/または光反射特性によって示される、可能性がある指定範囲不一致状態の表示を提供する。
【0042】
液滴パターンの範囲内におけるガラスシート106のガラス表面上の汚れがある領域Sの存在が識別されると、それらの知られた場所に高倍率の微視撮像カメラ装置52を差し向けることができる。図6を参照すれば、微視撮像カメラ装置52は1つ以上の面走査型カメラ62及び明視野背面照明装置64を有することができる。明視野背面照明装置64は、垂直方向に(または面走査型カメラ62の視軸に沿って)水平支持面26の開口を通してガラスシート106に光ビーム68を向ける線光源62を、ガラスシート106の面走査型カメラ62とは反対側に有することができる。微視撮像カメラ装置52は液滴径及び液滴形状の高解像度確認のために用いることができる。面走査型カメラ62及び明視野背面照明装置64は、ガラスシート106のガラス表面の幅の一部にしかかからない、離散液滴の比較的小さい領域を視覚化及び照明するように選ぶことができる。いくつかの実施形態において、微視撮像カメラ装置52及び/またはガラスシート106の横断方向及び供給方向の移動は、ガラスシート103のガラス表面にわたって配置された液滴パターンを視覚化するために必要である。一実施形態において、面走査型カメラ62は、プリントヘッドユニット32とともに移動させるため、プリントヘッドユニット32に連結することができる。
【0043】
図7を参照すれば、微視撮像カメラ装置52を用いて取り込まれ得る像の一例である、低倍率像150で取り込まれた領域の明視野顕微鏡像160が示されている。像160は図示される二値像を形成するためにフィルタリングされた像とすることができる。領域例S内に見ることができるように、微視撮像カメラ装置52によって検出され得る、径、形状及び/または間隔が異なる、液滴Dのクラスターが見られる。図8は、液滴径、液滴形状、液滴強度のような、所定の規準に基づいて液滴像を排除する画像処理アルゴリズムによってさらにフィルタリングされた像160を示し、これは注目すべき領域を強調し、指定範囲不一致状態を示す。像160は、清浄な領域の液滴は残るが、汚れがある領域の液滴は除去されるように、あらかじめ選ばれた規準を満たしていない液滴を除去するためにフィルタリングされる。フィルタリングはコントローラ44またはその他のコンピュータ装置によって達成することができる。
【0044】
図9を参照すれば、水平支持アセンブリ12,プリントヘッドユニット32を含む液滴分配装置14及び線走査型カメラ54及び面走査型カメラ62を含む撮像装置16を備える表面評価装置10の略図が示されている。面走査型カメラ62及びプリントヘッドユニット32のいずれにも(例えば図1の支持クロスバー36を含む)同じ駆動装置70を利用することができる。線走査型カメラ54には同じ駆動装置70または異なる駆動装置72を利用することができ、あるいは駆動装置は用いられない。いくつかの実施形態において、駆動装置70及び72は同じ駆動装置の一部とすることができる。いくつかの実施形態において、駆動装置72は搬送装置28に付随させることができる。暗視野照明装置30は線走査型カメラ54に付随させることができ、明視野背面照明装置64は面走査型カメラ62に付随させることができる。上に示したように、暗視野照明装置56はガラスシート106に対して同じ側に配置することができ、)明視野背面照明装置64はガラスシート106の面走査型カメラ62とは反対側に配置することができる。
【0045】
コントローラ44(例えばコンピュータ)は、駆動装置70,72,プリントヘッド32及び撮像装置16の動作を制御する。コントローラ44はプリントヘッド32及び撮像装置16から戻る情報を受け取ることもできる。コントローラ44は様々な、例えば水平支持面26上のガラスシート106の位置を特定するために用いられる、センサから情報を受け取ることもできる。ガラスシート106の余裕限界を検出するため、水平支持面26上の所定の位置において定規及びストッパを用いることもできる。ガラスシート106を確実に把持するため、吸引カップあるいはその他の機構または材料を用いることができる。
【0046】
図10を参照すれば、ガラス表面に対し表面品質を判定するための方法200は、ステップ202における、水平支持面26上にガラスシート103を位置決めして配置する工程を含む。位置決めは手作業でまたは、例えばロボットエンドエフェクタ、コンベア、等を用いて、自動的に行うことができる。ステップ204において、プリントヘッドユニット32を用いて液滴パターンがガラスシート106のガラス表面上に被着される。コントローラ44は、所定の径及び所定の相互間隔を有する液滴を被着するようにプリントヘッドユニット32に命令することができる。パターンは、液滴の行列を有するマトリクスにあるような、多くの形態の内の1つとすることができる。ステップ206において、撮像装置16の線走査型カメラ54が、暗視野照明装置56を用いて、汚れがある領域と清浄な領域の間のコントラストを用いてガラスシート106上の注目すべき領域の存在を検出し、パターン及び場所の情報をコントローラ44に送る。コントローラ44は、ステップ208において、パターン及び場所の情報を用い、注目すべき領域に面走査型カメラ62を向けることができる。ステップ210において、撮像装置16の面走査型カメラ62が、明視野背面照明装置64を用いて、液滴径情報、液滴形状情報及び、パターン間隔情報並びに光散乱情報及び/または光反射情報を含む、パターン情報の内の1つ以上を含めることができる、液滴情報を生成する。他の実施形態において、微視撮像システム52を用いず、巨視撮像システム50を液滴情報を生成するために用いることができる。ステップ212において液滴情報をコントローラ44に送ることができる。ステップ214において、コントローラ44は液滴情報を解析する。いくつかの実施形態において、コントローラ44はメモリに保存されている所定の液滴プロファイルに対して液滴情報を比較することができる。液滴情報が所定の液滴プロファイルに合致しなければ、及び/または液滴パターンの他の領域とのコントラストがあれば、ステップ218においてコントローラ44は指定範囲不一致状態の表示を提供することができる。液滴情報が所定の液滴プロファイルに合致すれば、及び/または液滴パターンの他の領域とのコントラストがなければ、ステップ220においてコントローラ44は設定内表示を提供することができる。光、音、レポート及びこれらの組合せのような、いずれか適する表示を提供することができる。
【0047】
液滴を提供するため、多くの液体材料を用いることができる。比較的高い(例えば、約50ダイン/cm(5μN/m)より大きい)表面張力を有するインクを用いることができる。汚れの表面張力とかなり異なる表面張力を有するインクはパターンの領域間のコントラストを強めることができる。液滴材料の表面張力が高くなるほど、生じる液滴径間のモルフォロジーコントラストが強くなり得る。液滴像と周囲領域の間により強いコントラストを生じさせることができる、高い光学密度を有するインクも用いることができる。考慮すべきその他のパラメータには、液体の可噴性(jettability)、液体の粘度及びシート材料の表面特性を含めることができる。
【0048】
上述した表面評価装置10は、表面張力が所定の液滴を、液滴パターン内の局所コントラストに基づいて洗浄後のガラス表面の清浄度を評価するため、全ガラス表面上に精確に高空間密度(100〜200μm間隔)で被着するために用いることができる。これはガラス表面の清浄な領域と汚れがある領域の間の表面張力の差による。コントラスト機構はこの表面張力差に基づいて与えられる。表面評価装置10の撮像装置及び画像処理を用いて、液滴の径、形態、散乱及び反射のコントラスト、及び間隔を定量化することができる。
【0049】
いくつかの実施形態において、洗浄の前及び/または後にガラスシート106に1つ以上の被覆を施すことができる。いくつかの場合、被覆は洗浄プロセス中に除去することができ、被覆除去の成否は表面評価装置10を用いて判定することができる。表面評価装置10を用いてガラス表面の清浄度の評価を達成できる一方で、上述した表面評価装置10及び方法は表面化学組成の特性を概括的に決定するために用いることができる。一例として、表面評価装置10は特定の被覆の(例えば表面への密着に対する)適性を判定するために用いることができる。本明細書に説明される方法及び装置はある種の表面にわたる表面粗さの変動を判定するためにも用いることができる。そのような判定は、少なくともある程度は、様々なガラス表面の表面エネルギーの解析によって達成することができる。上述したシステム及びプロセスは、何らかの金属及びプラスチックの表面のような、非ガラス表面にも適し得る。
【0050】
特許請求される主題の精神及び範囲を逸脱することなく本明細書に説明される実施形態に様々な改変及び変形がなされ得ることが当業者には明らかであろう。したがって、本明細書に説明される様々な実施形態の改変及び変形が添付される特許請求項及びそれらの等価形態の範囲内に入れば、本明細書はそのような改変及び変形を包含するとされる。
【符号の説明】
【0051】
10 表面評価装置
12 水平支持アセンブリ
14 液滴分配装置
16 撮像装置
18 水平支持アセンブリ前面
20 水平支持アセンプリ背面
22,24 水平支持アセンブリ側面
26 水平支持面
28 搬送装置
29 エアテーブル
31 可動クランプ機構
32 プリントヘッドユニット
36 支持クロスバー
38 ガラスシート供給方向
44 コントローラ
50 巨視撮像カメラ装置
52 微視撮像カメラ装置
54 線走査型カメラ
56 暗視野照明装置
58,66 線光源
60,68 光ビーム
62 面走査型カメラ
64 明視野背面照明装置
70,72 駆動装置
106 ガラスシート
【技術分野】
【0001】
本発明は全般にガラス表面に対し表面品質を判定するための装置及び方法に関する。
【背景技術】
【0002】
ディスプレイ用途、例えばLCD及び有機発光ダイオード(OLED)ディスプレイのための基板として用いられるガラスシートは、清浄で粒子、膜等がない表面を有することが必要である。ガラスシートを清浄にするため、仕上プロセスの終わりに多大な洗浄及び乾燥が用いられることが多い。したがって、表面品質を判定するためにガラスシート表面を検査する有効な方法を見いだすための努力が払われてきた。
【0003】
洗浄プロセス後にガラス上に残る極めて薄い残渣層は測定するとナノメートル(nm)のオーダーであることがあり、そのような極薄層では通常の光電センサを用いて測定するに十分に光の反射、屈折、散乱、偏光が変化することはない。今のところ、大量/高速表面領域清浄度検査のための定量的測定手法はない。
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明の課題は、ガラスシート表面の、nmオーダーの極薄残渣層の有無を含む、清浄度を大量かつ高速度で検査する定量的測定手法を提供することにある。
【課題を解決するための手段】
【0005】
本発明のいくつかの態様が本明細書に開示される。これらの態様が相互に重なることもあれば重ならないこともあることは当然である。すなわち、1つの態様の一部が別の態様の範囲内に入ることがあり、逆もあり得る。
【0006】
それぞれの態様は、1つ以上の特定の実施形態が含まれ得る、多くの実施形態によって説明される。実施形態が相互に重なることもあれば重ならないこともあることは当然である。すなわち、1つの実施形態の一部が別の態様の範囲内に入ることがあり、逆もあり得る。
【0007】
然り而して、本開示の第1の態様はガラス表面に対し表面品質を判定するための方法に関し、本方法は、
液滴分配装置を用いてガラス表面にわたり、液滴のパターンであって、隣り合う液滴が所定の被着径及び所定の被着間隔を有している液滴パターンを被着する工程、
撮像装置を用いて液滴パターンに対する液滴情報を生成する工程、
液滴情報を解析することによって指定範囲不一致状態を判定する工程、及び
指定範囲不一致状態の表示を提供する工程、
を含む。
【0008】
本開示の第1の態様のいくつかの実施形態において、第1の未述工程には、撮像装置を用いてガラス表面上の液滴パターンの存在を検出する工程がさらに含まれる。
【0009】
本開示の第1の態様のいくつかの実施形態において、液滴はインクを含み、液滴分配装置はインクジェットプリントユニットを含む。
【0010】
本開示の第1の態様のいくつかの実施形態において液滴パターンは照明装置によって照明される。
【0011】
本開示の第1の態様のいくつかの実施形態において照明装置は暗視野照明装置である。
【0012】
本開示の第1の態様のいくつかの実施形態において照明装置は明視野背面照明装置である。
【0013】
本開示の第1の態様のいくつかの実施形態において、液滴はそれぞれ、約1ピコリットルと約80ピコリットルの間の、所定の体積を有する。
【0014】
本開示の第2の態様はガラス表面に対し表面品質を判定するための方法に関し、本方法は、
清浄で汚れがある領域及び汚れがない領域を有するガラス表面にわたり液滴分配装置を用いて、前記汚れがない領域及び前記汚れがある領域のいずれにも重なる、液滴の1つ以上のパターンを被着する工程、
撮像装置を用いて1つ以上の液滴パターンに対する液滴情報を生成する工程、及び
液滴情報に基づき、コントローラを用いて汚れがない領域及び汚れがある領域における液滴の差を検出する工程、
を含む。
【0015】
本開示の第2の態様のいくつかの実施形態において、汚れがない領域及び汚れがある領域における液滴径の差が所定の量より大きい場合、指定範囲不一致状態の表示が提供される。
【0016】
本開示の第2の態様のいくつかの実施形態においてガラス表面上の液滴パターンの存在が撮像装置によって検出される。
【0017】
本開示の第2の態様のいくつかの実施形態において、液滴はインクを含み、液滴分配装置はインクジェットプリントユニットを含む。
【0018】
本開示の第2の態様のいくつかの実施形態において液滴パターンは照明装置によって照明される。
【0019】
本開示の第2の態様のいくつかの実施形態において照明装置は暗視野照明装置である。
【0020】
本開示の第2の態様のいくつかの実施形態において照明装置は明視野背面照明装置である。
【0021】
本開示の第2の態様のいくつかの実施形態において液滴はそれぞれ約1ピコリットルと約80ピコリットルの間の所定の体積を有する。
【0022】
本開示の第3の態様はガラス表面に対し表面品質を判定するための表面評価装置に関し、本装置は、
ガラスシートを支持するための支持アセンブリ、
支持アセンブリによって支持されたガラス表面にわたり、液滴のパターンであって、隣り合う液滴が所定の被着径及び所定の被着間隔を有している液滴パターンを被着する液滴分配装置、
及び
液滴パターンに対する液滴情報を生成して液滴情報をコントローラに提供する、撮像装置、
を備え、
コントローラは液滴情報に基づいて指定範囲不一致状態の存在を判定する。
【0023】
本開示の第3の態様のいくつかの実施形態において撮像装置はガラス表面上の液滴パターンの存在を検出する1つ以上のカメラを有する。
【0024】
本開示の第3の態様のいくつかの実施形態において、液滴はインクを含み、液滴分配装置はインクジェットプリントユニットを含む。
【0025】
本開示の第3の態様のいくつかの実施形態において液滴パターンは照明装置によって照明される。
【0026】
本開示の第3の態様のいくつかの実施形態において液滴はそれぞれ約1ピコリットルと約80ピコリットルの間の所定の体積で被着される。
【0027】
ガラス基板及びガラス基板を作成するための方法のさらなる特徴及び利点は以下の詳細な説明に述べられ、ある程度は、当業者にはその説明から容易に明らかであろうし、以下の詳細な説明及び特許請求の範囲を含み、添付図面も含む、本明細書に説明される実施形態を実施することによって認められるであろう。
【0028】
上述した全般的説明及び以下の詳細な説明はいずれも様々な実施形態を説明し、特許請求される主題の本質及び特質の理解のための概要または枠組みの提供が目的とされていることは当然である。添付図面は様々な実施形態のさらに深い理解を提供するために含められ、本明細書に組み入れられて本明細書の一部をなす。図面は本明細書に説明される様々な実施形態を示し、記述とともに、特許請求される主題の原理及び動作の説明に役立つ。
【図面の簡単な説明】
【0029】
【図1】図1は表面評価装置の一実施形態の斜視図である。
【図2】図2は図1の表面評価装置に用いるための巨視撮像カメラ装置の一実施形態の説明図である。
【図3】図3は硬質で平坦な表面上の液滴の接触角を決定するためのヤングの式を説明する。
【図4】図4は、ガラス表面上の表面化学条件の変化によって自由空間液滴から生じる、硬質で平坦な表面上の様々な液滴の形状の例を示す。
【図5】図5は、図1の表面評価装置の撮像カメラ装置を用いて取り込まれ得る像の例である、暗視野低倍率像である。
【図6】図6は図1の表面評価装置に用いるための微視撮像カメラ装置の一実施形態の説明図である。
【図7】図7は、図1の表面評価装置の微視撮像カメラ装置を用いて取り込まれ得る像の例である、明視野顕微鏡像である。
【図8】図8は、注目すべき領域を強調する画像処理アルゴリズムによってフィルタリングされた、図7の像を示す。
【図9】図9は図1の表面評価装置の説明図である。
【図10】図10は、図1の表面評価装置を用いる、ガラス表面に対し表面品質を判定するための方法の一実施形態を示す。
【発明を実施するための形態】
【0030】
コーニング社(Corning Incorporated)は、フラットパネルディスプレイのような様々なデバイスに用いることができる高品質薄ガラスシートを形成する、フージョンプロセスとして知られるプロセス(例えばダウンドロープロセス)を開発した。フージョンプロセスは、そのようなガラスシートは他の方法で作成されたガラスシートと比較して平坦性及び平滑性が優れた表面を有するため、フラットパネルディスプレイに用いられるガラスシートを作成するための手法である。フュージョンプロセスに関する詳細な説明については、米国特許第3338696号及び第3682609号の明細書を参照されたい。これらの特許明細書の内容は本明細書に参照として含められる。
【0031】
フュージョンプロセスまたはその他のいずれかの適するガラス形成プロセスを用いて形成されたガラスは、形成後1つ以上の洗浄ステーションにおいて洗浄されるであろう。様々な市販の洗剤パッケージを単独で、またはブラシ洗浄及び/または超音波クリーニングと組み合わせて用いて、粒子、膜及び/または被覆を、ガラスシートから除去することができる。水ベースの超音波クリーニングまたはブラシ洗浄またはこれらの組合せは、ガラス表面からの汚染物またはその他の材料の除去に適し得る。洗剤は油性の材料及び粒子のような汚染物の除去に用いることができる。水性洗剤溶液は、2〜8%の濃度で用いることができ、アルカリ性のpHを有することができる。約20℃と75℃の間の洗浄温度が適しており、通常は温度が高くなるほど、被覆、粒子及び有機汚染物の除去効率が高くなり得る。洗浄時間は2〜15分の間とすることができる。
【0032】
例えば洗浄プロセス後に残るような、ガラス表面上の残渣汚れは、ガラス表面にかけてかなりの引張応力変動を生じさせ得る。本明細書に説明される表面評価装置は、残渣汚れを定量化し、残渣汚れの存在を読み取るために撮像システム及び画像処理を用いる、ガラス表面に対する表面品質の判定を提供する。
【0033】
図1を参照すれば、表面評価装置10は、水平支持アセンブリ12,液滴分配装置14及び撮像装置16を備える。水平支持アセンブリ12はフレームによって支持することができ、前面18,背面20並びに側面22及び24を有する。支持面26は前面18,背面20並びに側面22及び24の間に配置され、支持面26に沿ってガラスシートを精密移動させることができる、例えばエアテーブル29及び可動ガラスクランプ機構31を有するかまたは、ベルト、ローラー等のような、その他の搬送コンポーネントを有する、搬送装置28によって形成することができる。他の実施形態において、支持面26は、いかなる搬送コンポーネントを含まないでいることができ、1つ以上のパネル、バー、等で形成することができる。水平支持アセンブリ12はガラスシート(図示せず)を、平坦な水平方位において、液滴分配装置14及び撮像装置16の下に支持する。
【0034】
液滴分配装置14は、1つ以上のプリントヘッドを有するインクジェットプリントヘッドユニットのような、プリントヘッドユニット32を有することができる。プリントヘッドユニット32は、(矢印38で表される)ガラスシート供給方向を横断する方向に、支持クロスバー36に沿って可動とすることができる。支持クロスバー36に沿うプリントヘッドユニット32の移動のため、横断モーター駆動を用いることができる。搬送装置28を用いる実施形態のような、いくつかの実施形態において、支持クロスバー36は、ガラスクランプ機構31を備える搬送装置28がガラスシートを供給方向38に移動させている間、静止していることができる。他の実施形態において、プリントヘッドユニット32は供給方向に可動とすることができる。例えば、支持クロスバー36は水平支持アセンブリ12に走路可動態様で搭載することができる。エアテーブル29からの空気をガラスシートと支持面26の間にスペースを維持するために用いることができる。支持クロスバー36及びプリントヘッドユニット32を供給方向38に移動させるため、モーターまたはその他のアクチュエータを用いることができる。支持クロスバー36及び/またはプリントヘッドユニット32の移動を制御するため、例えばねじ駆動機構を用いることができる。
【0035】
プリントヘッドユニット32は、ガラスシートのガラス表面上に液滴パターンを選択的にプリントするためのプリントヘッドの動作を可能にする制御を備えることができる。熱DOD(ドロップオンデマンド)インクジェット技術及び圧電DODインクジェット技術のような、いずれか適するプリント推進方法を用いることができる。プリントヘッドユニット32及び搬送装置28に対する駆動並びにプリントヘッドの動作は、プログラムされたパターン、機械加工制御プログラム及び、支持面26上のガラスシート106(図2)の性質並びに軸方向及び横断方向の位置に関する実時間データを格納するためのメモリを備える、コントローラ44(図9;例えばコンピュータ)によって、ガラスシートのガラス表面上の所定の場所に液滴パターンをプリントするようにプログラム制御することができる。
【0036】
プリントヘッドユニット32は圧電DODインクジェット技術を用いてガラスシート上にインクを被着することができる。液滴の大きさは、約14ピコリットルから約42ピコリットルのような、約1ピコリットルから約80ピコリットルの範囲とすることができ、隣り合う液滴の間隔は約100μmから約200μmとすることができる。ガラスシート厚は約50mmまでとすることができる。約3.5m×3.5mまでないしさらに大きいような、比較的大きなガラスシート106を用いることができる。例えば、キャノン社(Cannon Inc.)及びザール社(Xaar plc.)から入手できるような、様々な市販のプリントヘッドユニットを用いることができる。
【0037】
プリントヘッドユニット32によって被着された液滴パターンに対する液滴情報を生成するため、撮像装置16を用いることができる。本明細書に用いられるように、液滴情報の生成に用いられる「液滴」は、湿滴、乾滴及び湿滴と乾滴の間の連続する液滴形態を含む。撮像装置16の詳細は以下でさらに詳細に説明される。液滴情報には、パターン情報、液滴位置情報及び液滴径情報の内の1つ以上を含めることができる。撮像装置16は液滴情報を解析するためのロジックを備えるコントローラ44に接続することができる。
【0038】
一実施形態例において、撮像装置16は、巨視撮像カメラ装置50及び微視撮像カメラ装置52のような、1つ以上のカメラ装置を備えることができる。図2を参照すれば、巨視撮像カメラ装置50は1つ以上の線走査型カメラ54及び暗視野照明装置56を有することができる。暗視野照明装置56は、垂直方向に対して斜角(例えば、約5°のような、約0°から約10°の角度)をなして(またはカメラの視軸に対して角度をなして)ガラスシート106に光ビーム60を向ける、ガラスシート106の線走査型カメラ54と同じ側にある線光源58を有することができる。巨視撮像カメラ50はガラスシート106のガラス表面の1つだけまたは複数の領域にわたる液滴パターンの注目すべき領域を識別するために用いることができる。これらの注目すべき領域は、ガラスシート106の表面にかけての表面化学状態の変化によって生じる、光の散乱及び/または反射の変化を用いて識別することができる。線走査型カメラ54及び暗視野聡明装置56は、これらの注目すべき領域を識別する目的のため、ガラスシート106のガラス表面の全幅にわたる領域を視覚化及び照明するように選ぶことができる。複数の線走査型カメラ54を用いることができる。いくつかの実施形態において、ガラスシート106の全ガラス表面を視覚化するためには、ガラスシート106の供給方向の移動しか必要ではない。しかし、巨視撮像カメラ装置50は、ガラス表面のラスター走査のような、他の走査パターンを用いることができる。
【0039】
図3を参照すれば、ガラスシート106のガラス表面上の液滴の形状に変化を生じさせる化学状態の変化によって生じる注目すべき領域を決定するために用いることができる。図3は(例えばガラスシートの)硬質固体表面を濡らす液滴(例えばインク滴)の接触角を示す。液滴がそのような表面におかれると、特性接触角θCが形成され、ヤングの式:
γSG=γSL+γLGcosθC
で決定することができる。ここで、γSL,γLG及びγSGはそれぞれ、固体と液体の間、液体と蒸気の間及び固体と蒸気の間の界面張力である。液滴が表面とつくる平衡接触角はθCで表される。ヤングの式は、関わる3つの表面エネルギーの知見から固体表面上の液滴の接触角を予測するために用いることができる。
【0040】
図4は、ガラス表面上の表面化学条件の変化による、自由空間液滴Dfとは異なる液滴形状の例を示す。清浄なガラス表面領域Cに対し、液滴D1は接触角及びフットプリントP1を含む予測可能な形状を有するであろう。S1は、液滴D2が清浄なガラス上より濡れ性が低い汚れの上にあって、液滴D1に比較してフットプリントP2が小さく、接触角が大きい、領域を示す。逆に、S2は、液滴D3がガラス上より濡れ性が高い汚れの上にあって、D1に比較してフットプリントP3が大きく、接触角が小さい、領域を示す。しかし、いずれの場合にも検査及び品質認定に必要なモルフォロジーコントラストが生じ得る。1つ以上の領域にわたる数多くの液滴のこれらの変化は、清浄なガラス表面Cに比較して巨視撮像カメラ装置50を用いて検出することができる。いくつかの実施形態において、少なくともある程度はインクの配合及び汚れのタイプに依存して、約10%から約75%間の直径差があり得る。
【0041】
図5を参照すれば、巨視撮像カメラ装置50を用いて取り込まれ得る、液滴パターンの像の一例の暗視野/低倍率像150が示されている(液滴パターンを示す図7の顕微鏡像160を見よ)。低倍率像150はおそらく巨視撮像カメラ装置50で取り込まれた全体像の一部でしかない。清浄な領域と汚れがある領域の間の光の散乱及び反射の差に少なくともある程度はよって、汚れがある領域Sは像150において比較的明るい領域を示し、これらの注目すべき領域内の液滴の光散乱特性及び/または光反射特性によって示される、可能性がある指定範囲不一致状態の表示を提供する。
【0042】
液滴パターンの範囲内におけるガラスシート106のガラス表面上の汚れがある領域Sの存在が識別されると、それらの知られた場所に高倍率の微視撮像カメラ装置52を差し向けることができる。図6を参照すれば、微視撮像カメラ装置52は1つ以上の面走査型カメラ62及び明視野背面照明装置64を有することができる。明視野背面照明装置64は、垂直方向に(または面走査型カメラ62の視軸に沿って)水平支持面26の開口を通してガラスシート106に光ビーム68を向ける線光源62を、ガラスシート106の面走査型カメラ62とは反対側に有することができる。微視撮像カメラ装置52は液滴径及び液滴形状の高解像度確認のために用いることができる。面走査型カメラ62及び明視野背面照明装置64は、ガラスシート106のガラス表面の幅の一部にしかかからない、離散液滴の比較的小さい領域を視覚化及び照明するように選ぶことができる。いくつかの実施形態において、微視撮像カメラ装置52及び/またはガラスシート106の横断方向及び供給方向の移動は、ガラスシート103のガラス表面にわたって配置された液滴パターンを視覚化するために必要である。一実施形態において、面走査型カメラ62は、プリントヘッドユニット32とともに移動させるため、プリントヘッドユニット32に連結することができる。
【0043】
図7を参照すれば、微視撮像カメラ装置52を用いて取り込まれ得る像の一例である、低倍率像150で取り込まれた領域の明視野顕微鏡像160が示されている。像160は図示される二値像を形成するためにフィルタリングされた像とすることができる。領域例S内に見ることができるように、微視撮像カメラ装置52によって検出され得る、径、形状及び/または間隔が異なる、液滴Dのクラスターが見られる。図8は、液滴径、液滴形状、液滴強度のような、所定の規準に基づいて液滴像を排除する画像処理アルゴリズムによってさらにフィルタリングされた像160を示し、これは注目すべき領域を強調し、指定範囲不一致状態を示す。像160は、清浄な領域の液滴は残るが、汚れがある領域の液滴は除去されるように、あらかじめ選ばれた規準を満たしていない液滴を除去するためにフィルタリングされる。フィルタリングはコントローラ44またはその他のコンピュータ装置によって達成することができる。
【0044】
図9を参照すれば、水平支持アセンブリ12,プリントヘッドユニット32を含む液滴分配装置14及び線走査型カメラ54及び面走査型カメラ62を含む撮像装置16を備える表面評価装置10の略図が示されている。面走査型カメラ62及びプリントヘッドユニット32のいずれにも(例えば図1の支持クロスバー36を含む)同じ駆動装置70を利用することができる。線走査型カメラ54には同じ駆動装置70または異なる駆動装置72を利用することができ、あるいは駆動装置は用いられない。いくつかの実施形態において、駆動装置70及び72は同じ駆動装置の一部とすることができる。いくつかの実施形態において、駆動装置72は搬送装置28に付随させることができる。暗視野照明装置30は線走査型カメラ54に付随させることができ、明視野背面照明装置64は面走査型カメラ62に付随させることができる。上に示したように、暗視野照明装置56はガラスシート106に対して同じ側に配置することができ、)明視野背面照明装置64はガラスシート106の面走査型カメラ62とは反対側に配置することができる。
【0045】
コントローラ44(例えばコンピュータ)は、駆動装置70,72,プリントヘッド32及び撮像装置16の動作を制御する。コントローラ44はプリントヘッド32及び撮像装置16から戻る情報を受け取ることもできる。コントローラ44は様々な、例えば水平支持面26上のガラスシート106の位置を特定するために用いられる、センサから情報を受け取ることもできる。ガラスシート106の余裕限界を検出するため、水平支持面26上の所定の位置において定規及びストッパを用いることもできる。ガラスシート106を確実に把持するため、吸引カップあるいはその他の機構または材料を用いることができる。
【0046】
図10を参照すれば、ガラス表面に対し表面品質を判定するための方法200は、ステップ202における、水平支持面26上にガラスシート103を位置決めして配置する工程を含む。位置決めは手作業でまたは、例えばロボットエンドエフェクタ、コンベア、等を用いて、自動的に行うことができる。ステップ204において、プリントヘッドユニット32を用いて液滴パターンがガラスシート106のガラス表面上に被着される。コントローラ44は、所定の径及び所定の相互間隔を有する液滴を被着するようにプリントヘッドユニット32に命令することができる。パターンは、液滴の行列を有するマトリクスにあるような、多くの形態の内の1つとすることができる。ステップ206において、撮像装置16の線走査型カメラ54が、暗視野照明装置56を用いて、汚れがある領域と清浄な領域の間のコントラストを用いてガラスシート106上の注目すべき領域の存在を検出し、パターン及び場所の情報をコントローラ44に送る。コントローラ44は、ステップ208において、パターン及び場所の情報を用い、注目すべき領域に面走査型カメラ62を向けることができる。ステップ210において、撮像装置16の面走査型カメラ62が、明視野背面照明装置64を用いて、液滴径情報、液滴形状情報及び、パターン間隔情報並びに光散乱情報及び/または光反射情報を含む、パターン情報の内の1つ以上を含めることができる、液滴情報を生成する。他の実施形態において、微視撮像システム52を用いず、巨視撮像システム50を液滴情報を生成するために用いることができる。ステップ212において液滴情報をコントローラ44に送ることができる。ステップ214において、コントローラ44は液滴情報を解析する。いくつかの実施形態において、コントローラ44はメモリに保存されている所定の液滴プロファイルに対して液滴情報を比較することができる。液滴情報が所定の液滴プロファイルに合致しなければ、及び/または液滴パターンの他の領域とのコントラストがあれば、ステップ218においてコントローラ44は指定範囲不一致状態の表示を提供することができる。液滴情報が所定の液滴プロファイルに合致すれば、及び/または液滴パターンの他の領域とのコントラストがなければ、ステップ220においてコントローラ44は設定内表示を提供することができる。光、音、レポート及びこれらの組合せのような、いずれか適する表示を提供することができる。
【0047】
液滴を提供するため、多くの液体材料を用いることができる。比較的高い(例えば、約50ダイン/cm(5μN/m)より大きい)表面張力を有するインクを用いることができる。汚れの表面張力とかなり異なる表面張力を有するインクはパターンの領域間のコントラストを強めることができる。液滴材料の表面張力が高くなるほど、生じる液滴径間のモルフォロジーコントラストが強くなり得る。液滴像と周囲領域の間により強いコントラストを生じさせることができる、高い光学密度を有するインクも用いることができる。考慮すべきその他のパラメータには、液体の可噴性(jettability)、液体の粘度及びシート材料の表面特性を含めることができる。
【0048】
上述した表面評価装置10は、表面張力が所定の液滴を、液滴パターン内の局所コントラストに基づいて洗浄後のガラス表面の清浄度を評価するため、全ガラス表面上に精確に高空間密度(100〜200μm間隔)で被着するために用いることができる。これはガラス表面の清浄な領域と汚れがある領域の間の表面張力の差による。コントラスト機構はこの表面張力差に基づいて与えられる。表面評価装置10の撮像装置及び画像処理を用いて、液滴の径、形態、散乱及び反射のコントラスト、及び間隔を定量化することができる。
【0049】
いくつかの実施形態において、洗浄の前及び/または後にガラスシート106に1つ以上の被覆を施すことができる。いくつかの場合、被覆は洗浄プロセス中に除去することができ、被覆除去の成否は表面評価装置10を用いて判定することができる。表面評価装置10を用いてガラス表面の清浄度の評価を達成できる一方で、上述した表面評価装置10及び方法は表面化学組成の特性を概括的に決定するために用いることができる。一例として、表面評価装置10は特定の被覆の(例えば表面への密着に対する)適性を判定するために用いることができる。本明細書に説明される方法及び装置はある種の表面にわたる表面粗さの変動を判定するためにも用いることができる。そのような判定は、少なくともある程度は、様々なガラス表面の表面エネルギーの解析によって達成することができる。上述したシステム及びプロセスは、何らかの金属及びプラスチックの表面のような、非ガラス表面にも適し得る。
【0050】
特許請求される主題の精神及び範囲を逸脱することなく本明細書に説明される実施形態に様々な改変及び変形がなされ得ることが当業者には明らかであろう。したがって、本明細書に説明される様々な実施形態の改変及び変形が添付される特許請求項及びそれらの等価形態の範囲内に入れば、本明細書はそのような改変及び変形を包含するとされる。
【符号の説明】
【0051】
10 表面評価装置
12 水平支持アセンブリ
14 液滴分配装置
16 撮像装置
18 水平支持アセンブリ前面
20 水平支持アセンプリ背面
22,24 水平支持アセンブリ側面
26 水平支持面
28 搬送装置
29 エアテーブル
31 可動クランプ機構
32 プリントヘッドユニット
36 支持クロスバー
38 ガラスシート供給方向
44 コントローラ
50 巨視撮像カメラ装置
52 微視撮像カメラ装置
54 線走査型カメラ
56 暗視野照明装置
58,66 線光源
60,68 光ビーム
62 面走査型カメラ
64 明視野背面照明装置
70,72 駆動装置
106 ガラスシート
【特許請求の範囲】
【請求項1】
ガラス表面に対し表面品質を判定するための方法において、前記方法が、
液滴分配装置を用いて前記ガラス表面にわたり、液滴のパターンであって、隣り合う液滴が所定の被着径及び所定の被着間隔を有している液滴パターンを被着する工程、
撮像装置を用いて前記液滴パターンに対する液滴情報を生成する工程、
前記液滴情報を解析することによって指定範囲不一致状態を判定する工程、及び
前記指定範囲不一致状態の表示を提供する工程、
を含むことを特徴とする方法。
【請求項2】
前記液滴はインクを含む、
前記液滴分配装置はインクジェットプリントヘッドユニットを含む、及び
前記液滴はそれぞれ、約1ピコリットルと約80ピコリットルの間の所定の体積を有する、
ことを特徴とする請求項1に記載の方法。
【請求項3】
照明装置を用いて前記液滴パターンを照明する工程、及び
前記撮像装置を用いて前記ガラス表面上の前記液滴パターンの存在を検出する工程、
をさらに含むことを特徴とする請求項1に記載の方法。
【請求項4】
前記照明装置が暗視野照明装置であり、前記液滴情報が前記液滴パターンによる光反射及び光散乱の情報を含むことを特徴とする請求項3に記載の方法。
【請求項5】
前記照明装置が明視野背面照明装置であり、前記液滴情報が液滴径及び液滴形状の情報を含むことを特徴とする請求項3に記載の方法。
【請求項1】
ガラス表面に対し表面品質を判定するための方法において、前記方法が、
液滴分配装置を用いて前記ガラス表面にわたり、液滴のパターンであって、隣り合う液滴が所定の被着径及び所定の被着間隔を有している液滴パターンを被着する工程、
撮像装置を用いて前記液滴パターンに対する液滴情報を生成する工程、
前記液滴情報を解析することによって指定範囲不一致状態を判定する工程、及び
前記指定範囲不一致状態の表示を提供する工程、
を含むことを特徴とする方法。
【請求項2】
前記液滴はインクを含む、
前記液滴分配装置はインクジェットプリントヘッドユニットを含む、及び
前記液滴はそれぞれ、約1ピコリットルと約80ピコリットルの間の所定の体積を有する、
ことを特徴とする請求項1に記載の方法。
【請求項3】
照明装置を用いて前記液滴パターンを照明する工程、及び
前記撮像装置を用いて前記ガラス表面上の前記液滴パターンの存在を検出する工程、
をさらに含むことを特徴とする請求項1に記載の方法。
【請求項4】
前記照明装置が暗視野照明装置であり、前記液滴情報が前記液滴パターンによる光反射及び光散乱の情報を含むことを特徴とする請求項3に記載の方法。
【請求項5】
前記照明装置が明視野背面照明装置であり、前記液滴情報が液滴径及び液滴形状の情報を含むことを特徴とする請求項3に記載の方法。
【図1】


【図2】

【図3】
【図4】

【図6】

【図7】

【図8】

【図9】

【図10】

【図5】
【図2】
【図3】
【図4】
【図6】
【図7】
【図8】
【図9】
【図10】
【図5】
【公開番号】特開2013−111578(P2013−111578A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−260810(P2012−260810)
【出願日】平成24年11月29日(2012.11.29)
【出願人】(397068274)コーニング インコーポレイテッド (1,222)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2012−260810(P2012−260810)
【出願日】平成24年11月29日(2012.11.29)
【出願人】(397068274)コーニング インコーポレイテッド (1,222)
【Fターム(参考)】
[ Back to top ]