
ガラス表面の活性化
本発明は、主要面の少なくとも1つが活性化されている湾曲ガラス板に関する。活性化は、例えば、このガラスの表面の直接の摩擦的研磨によって実施することができる。本発明の方法は好ましくは、ガラスの表面を横断する閉鎖ループ研磨剤ストリップの使用を含む。活性化後、疎水性層は、例えばフッ素化シランから付着させることができる。疎水性層でコーティングされたガラスは、自動車用のガラスとして用いることができる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一般的に塗層、例えば疎水性塗層の付着のために、ガラス表面をこの後の処理をより受け入れやすくさせるためのガラス表面の活性化方法に関する。
【背景技術】
【0002】
疎水性は、輸送分野、特に自動車および飛行機用の板ガラスおよびフロントガラスのため、および建築分野における板ガラスのためにも望ましい。輸送分野における用途のためには、雨をはじく特性が望まれ、フロントガラス上の水滴はそれ故、車が走行しているとき、例えば空気および風の作用下、可視性の改良、およびこの結果安全性の改良を目的として除去されるために、または洗浄を容易にするため、霜を容易に除去するなどのために、ガラス壁に沿って容易に流れる必要がある。水滴が潰れたり広がったりすることなく、水滴と基体との接触角度が60°または70°超であるならば、基体の表面は、疎水性であると評価される。具体的には、板ガラスは、この角度が、航空機の場合60°超、自動車の場合70°超であるかぎり、機能的であると言われる。しかしながらすべての場合に90°の値を超えることが実際に適切であり、理想は、水が非常に迅速に除去されうるので、フロントガラスのワイパーが、自動車分野においてできるだけなしで済ますことができるような水滴の流れを得ることである。さらには、このようにして求められている疎水性の改良は、ほかの特性、例えば機械応力への抵抗性;接線摩擦抵抗(乾燥条件下に標準化されたオペルテスト)、磨耗抵抗(テーバー(Taber))、フロントガラスワイパーでの拭取りへの抵抗性(フロントガラスワイパーの掃きサイクルを模したテスト);環境応力への抵抗性(UVAまたはキセノンテストへの抵抗性のWOMテスト;飛行機についてのUVBへの抵抗のQUVテスト;中性の塩分を含んだ霧への抵抗性のBSNテスト);化学的制約への抵抗性:酸性および塩基性洗剤への抵抗性のテスト;および光学的特性の保持を犠牲にして行なわれるべきでない。
【0003】
本出願人は、ガラス基体の表面が周囲空気においてある程度の老化を示したときに、様々な性質の塗層(疎水性塗層を含む)が、あまり十分に持ちこたえないことを観察している。このような老化は疑いもなく、表面の化学状態の変化から生じる。老化表面上に付着された塗層は、全体的により小さい接着、およびより均一でない接着を示す。表面は、少なくとも1時間100℃以下の周囲空気中にあったなら、実質的に老化していると評価される。このようにして、後にある付着物を加えるため、標準的に貯蔵されていたあらゆるガラス物体は、本発明の意味の範囲内で老化している表面を有する。この型の老化表面は特に、自動車、例えば自動車の横窓のガラス用の湾曲板ガラスの表面であることがある。平板ガラス形成工場から直接来るガラスの表面は当然ながら、活性化表面、したがって非老化表面を有することに注意されたい。あまり長い間放置されないならば、塗層は、このようにして、活性化処理を実施する必要もなく、このような表面上に直接付着されうる。
【発明の開示】
【0004】
本発明による活性化方法は、表面を再生するために加熱するか、または特別な下塗りを加える必要もなく、ガラスの表面に直接適用される。本発明によれば、たとえこの効果が、裸眼で、または適切な場合には走査電子顕微鏡でさえ見えないほど、この研磨が非常に軽くても、この表面は、研磨、すなわち材料の除去によって再生される(または「活性化される」または「磨かれる」)。このようにして、この研磨は、原子単一塗層程度のものであってさえよい。この研磨はこのようにして、塗層をまったく含有しないガラス表面に直接適用される(塗層は場合により、活性化されることになっていない表面上に存在してもよい)。この処理は、表面全体、すなわち特に外周および中央区域に適用される。ガラスを侵蝕するあらゆる化学製品、例えば酸の使用は、本研磨処理の前、処理中、処理後も、あらゆる表面塗層または下塗りの適用前でさえ、表面を活性化するのに必要ではない。
【0005】
この研磨は特に、空気、酸素、窒素、アルゴン、水素、ヘリウム、およびアンモニア、またはこれらのガスの混合物から選択された、減圧または大気圧下のプラズマもしくはイオン化ガスで、またはイオンビームで表面を処理することによって実施されてもよい。
【0006】
この研磨はまた、表面を艶出し研磨剤でこすることによって実施されてもよい。この研磨剤は、砥粒を含む。「艶出し」という用語は、この文脈においては少し不正確であるが、この理由は、この研磨剤が、表面をわずかに粗くするであろうし、したがって一般に、この表面は、艶出し後、以前よりもわずかに粗くなるからである。これにも関わらず、用いうるのは「艶出し」研磨剤である。この研磨性材料は特に、非常に細かい酸化セリウムであってもよい(粒子サイズ:例えば0.1から5μm)。好ましくは研磨剤の粒は、裸眼で見える引掻き傷を生じないほど十分に細かい。好ましくは研磨は、裸眼で見えるどんな引掻き傷も生じない。
【0007】
艶出し処理は、手動で実施されてもよい。この場合、操作者は、スコッチブライト(Scotchbrite)型のパッドまたはコットンパッドが取り付けられたオービタルサンダーを、液体、一般に水性液体、および研磨剤粉末、例えば酸化セリウム粉末を含む分散液も受け入れた表面上に通過させる。この分散液は、例えば5から30重量%の酸化セリウムを含有してもよい。この表面は次いで、水で濯ぎ洗いされる。支持体の表面上に保持された砥粒用のマトリックスとして作用する支持体を同時に含む複合研磨剤もまた、用いられてもよい。この場合、艶出し操作の間、処理されることになる表面へ水を加えるだけで十分である。この複合研磨剤はまた、操作者によってオービタルサンダーへ加えられてもよい。濯ぎ洗い後、ガラスは乾燥される。
【0008】
艶出し処理はまた、自動的に実施されてもよい。これを行なうために、上記の複合研磨剤が、好ましくは用いられてもよい。この研磨剤は、例えば円盤の形態を有してもよく、艶出し作用の間、回転運動で駆動されてもよい。一般にこれ自体閉鎖されたベルトもまた、研磨剤として用いられてもよい。
【0009】
金属要素をフラッシング処理する(flash)ため、またはバリを取るために通常用いられている艶出しベルトが取り付けられた機械は、使われる機械の1つであってもよい。
【0010】
ガラスは、ロボットによって処理されてもよい。ロボットは、処理されることになる面の反対側の主要面(これは一般に凹状である)に当てられた吸引パッドによってガラスを掴む。酸化セリウムおよび艶出し屑も徐々に除去するように、処理の間、水が、連続的に表面および艶出しベルト上に噴霧される。ロボットは、移動ベルトに対してガラスの半分を処理し、他方の半分を処理するために、場合によってはこれを180°回転させる。ガラスへのこのベルトの圧力は、均一なバフ研磨を保証するように、コンプライアンス手段によっていつも制御されている。
【0011】
上に記載された活性化処理は、表面を非常に活性化するので、この後に付着される塗層は、ガラスへより良好およびより均質に接着する。ガラスの表面のこの活性化は、強い親水性によって反映される。この親水性は、噴霧された水が表面上に良好および均質に広がるかどうかを観察することによって、または例えばプラズマトリート(Plasmatreat)(登録商標)型のキャリブレーション液体を用いた表面張力測定によって確認される。本発明による活性化処理は、どの時点でも、少なくとも62mN/mの表面張力を有する、活性化された親水性表面を生じる。
【0012】
本発明による活性化後、活性化された表面は特に、疎水性塗層でコーティングされてもよい。一般に、この疎水性塗層これ自体の前に、少なくとも1つのほかの化学元素、例えばO、および/またはC、および/またはNに配位された珪素を含む無機下塗りがあり、下塗りは、疎水性の分子、一般にフッ素化シラン分子のグラフト化のためのプライマーとして役立つ。
【0013】
Siを含有する下塗りは特に、SiOx(xは、2またはそれ以下である)、SiOC、SiON、SiOCN、およびSi3N4、おそらくはSiOx(xは、2またはそれ以下である)、SiOC、SiON、およびSiOCNとあらゆる割合で組み合わされている水素から選択された化合物からなっていてもよい。これは、特に8重量%までのアルミニウム、もしくはまた、炭素、Ti、Zr、Zn、またはBを含有してもよい。引掻き傷抵抗性ワニス、例えばポリシロキサンからなる下塗りを挙げることもでき、これらは、例えばポリカーボネート基体への塗層として適用されている。Siを含有する下塗りは、特に1nmから250nm、特に2nmから100nmの厚さを有する。ケイ素を含有する塗層は、加熱を行なわずに、好ましくは磁場および/またはイオンビームによって補助された真空下の陰極スパタリングによって、または低圧または大気圧でのPECVDによって、もしくはまた熱分解による熱間条件下に基体上に付着させることができる。
【0014】
シリカのこの塗層はまた、アルコキシシラン、例えば通常TEOSとして知られている式Si(OCH2CH3)4のテトラエチルオルトシリケート(またはテトラエトキシシラン)の溶液を塗布することによって生成されてもよい。特に、イソプロパノール中のTEOSの溶液が塗布されてもよい。この操作は、操作者による手動拭取りによって、室温で実施されてもよい。
【0015】
下塗りを加えた後、疎水性塗層は、遅滞なく加えられるべきである。この理由は、あまりに大きい遅滞があるならば、下塗りの表面は、(本発明による活性化前のガラス基体と同様に)不活性化される傾向があり、下塗りの表面は、再活性化されなければならないであろうからである。実際に、下塗りを加えた後、できるだけ迅速に疎水性塗層を加えることが推奨される。イソプロパノール中に溶解されたTEOSの塗布の場合、溶剤の蒸発、およびTEOSの反応は、疎水性塗層を加える前に特定の乾燥処理を実施することが必要でなくなるのに十分なほど急速である。
【0016】
疎水性塗層はまた、操作者による手動拭取りによって加えられてもよい。
【0017】
疎水性塗層を作るために、次のものから選択された化合物を加えることが可能である:
(a)式(I)のアルキルシラン:
CH3(CH2)nSiRmX3−m (I)
(式中、
−nは、0から30であり、より詳しくは0から18であり;
−m=0、1、2、または3;
−Rは、場合により官能化された有機鎖を表わし;
−Xは、加水分解可能な残分、例えば残分OR0(R0は、水素、または線状、枝分かれ、または環状の、特にC1−C8アルキル残分を表わす);またはアリール残分、または例えばハロ残分、例えばクロロを表わす);
(b)グラフト化シロキサン鎖を含有する化合物、例えば(CH3)3SiO[Si(CH3)2O]2であって、鎖長(qの値)およびグラフト化方法に関して特別な制限がないもの;
(c)フッ素化シラン、例えば式(II)のフッ素化シラン:
R1−A−SiR2pX3−p
(式中、
−R1は、モノ−、オリゴ−、またはペルフルオロアルキル(特にC1−C9)残分;またはモノ−、オリゴ−、またはペルフルオロアリール残分を表わし;
−Aは、場合によりヘテロ原子、例えばOまたはSで中断された炭化水素ベースの鎖を表わし;
−R2は、線状、枝分かれ、または環状の特にC1−C8アルキル残分、またはアリール残分を表わし;
−Xは、加水分解可能な残分、例えば残分OR3(R3は、水素、または線状、枝分かれ、または環状の、特にC1−C8アルキル残分を表わす);またはアリール残分、または例えばハロ残分、例えばクロロを表わし;および
−p=0、1、または2である)。
【0018】
式(I)のアルキルシランの一例は、オクタデシルトリクロロシラン(OTS)である。好ましい疎水剤は、フッ素化シラン(c)、特に式(II)のものであり、後者の特別な例は、次の式のものである:
CF3−(CF2)n−(CH2)2−Si(OR4)3
(式中、
−R4は、アルキル残分を表わし;および
−nは、7から11である)。
【0019】
これは特にCF3(CF2)7CH2CH2Si(OCH2CH3)3であってもよい。
【0020】
疎水剤は一般に、拭取りによって手動で、すなわちこの薬剤で含浸されたクロスを用いて加えられてもよい。
【0021】
この疎水性塗層は特に、1から100nm、好ましくは2から50nmの厚さを有する。フッ素化疎水性塗層は、0.1μg/cm2から3.5μg/cm2、特に0.2μg/cm2から3μg/cm2のグラフト化フッ素の質量厚さを有してもよい。
【0022】
ガラス基体上の塗層の抵抗性を特徴付けるためのオペルテストは、次のとおりである:2001年1月の建築基準En1096−2であり、これは、9.4cm長さのコーティングされた表面の部分(この部分は軌道(track)と呼ばれている)に、直径14mm、厚さ10mm、および単位容積あたりの質量0.52g/cm2のフェルトを、39.22MPa(400g/cm2)荷重下に加えることからなり、このフェルトは、6rpmの回転(1サイクル=1回の往復運動)と組み合わされた平行移動(1分あたり、この軌道の全長にわたって50回の往復運動)に付される。
【0023】
これらの様々な処理後、このガラスは、特に自動車用(またはほかの車両用の)窓ガラスの場合、良好な透明性を維持することが一般に望まれる。
【0024】
本発明は、すべてのガラス表面、より詳しくは自動車の窓ガラス、例えばフロントガラスおよびスライド窓ガラス、およびより具体的には横窓のガラスに関する。活性化ガラスの表面は、少なくとも0.25m2、少なくとも0.3m2、少なくとも0.35m2、少なくとも0.4m2の面積を有してもよい。
【0025】
それ故本発明はまた、本発明による活性化表面を有するガラス板に加えられた疎水性コーティング、おそらくはガラスとこの疎水性塗層との間に加えられている、Siを含有する下塗りを含むガラス板にも関する。疎水性コーティングを備えたこのようなガラス板は、少なくとも80°(水滴角度)の5,000回転でのオペルテストにおいて抵抗性を有しうる。本発明はまた、本発明による疎水性コーティングを備えたガラス板を含む、車両のフロントガラスまたはスライド窓ガラスにも関する。
【0026】
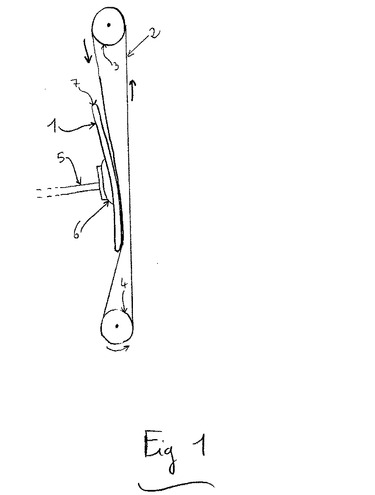
図1は、ループ状で駆動ローラー3および4の作用によって垂直に移動する研磨剤ベルト2での、強化自動車横窓ガラス1の1/2表面の活性化を示している。このベルトは、幅約10cmであり、この表面上に酸化セリウムの粒子を有する。処理されることになる表面は、約0.4m2である。窓ガラス1は、アーム5の末端だけが示されているロボットの動作によってベルト2に対して取り付けられる。このアームは、吸引パッド6によって窓ガラス1を保持する(吸引は、図示されていない吸引系によって吸引パッドに作り出される)。ベルト2の移動方向は、矢印によって示されている。この窓ガラス上で、ベルトは上から下へ回る。処理されることになる表面およびベルトへ、水が連続的に噴霧される。窓ガラスの幅に対してはるかに広いベルトの幅(10cm)を考慮すれば、ロボットは、窓ガラスの底部との接触を同時に維持しつつ、図1に対して垂直な方向において、側面方向の運動を窓ガラスに対して行なう。下部の半分の面全体が処理されてしまったとき、ロボットは、ベルトと接触しないように窓ガラスを引き戻し、窓ガラスの頂部が底部になるように180°回転させ、およびこの逆のことを行ない、これをベルトと接触するように戻す。これは次いで、回転前に処理されていない半分の面を同様に処理する。このようにして、窓ガラスの外側から窓ガラスに向かう方向に、ベルトが縁部と接触するのを常に回避する。
【実施例】
【0027】
2つの窓ガラスの表面が、研磨によって活性化される。一方は、図1に記載されているようなベルトで自動的に処理され、他方は、オービタルサンダーを用いて、操作者によって手動で処理された窓ガラスである。これら2つの窓ガラスは湾曲されており、これらの切りそろえられた(sheared)縁部は、ダイアモンドホイールを用いて丸くされた。これらの窓グラスは同一であり、これらの主要表面は、各々0.4m2である(窓ガラスは、2つの平行な主要表面および切りそろえられた縁部を有する)。酸化セリウム粒は、自動艶出しでも、手動艶出しでも、約2μmの粒子サイズを有する。これらの窓ガラスは、水で十分に濯ぎ洗いされ、次いで乾燥される。
【0028】
自動艶出しは、72mN/mの表面張力を生じる(プラズマトリート(登録商標)で測定された)。手動艶出しは、65mN/mの表面張力を生じ、このことは、自動艶出しの場合よりも低い親水性を反映する(活性化されず、単純にRBS石鹸で脱脂されている同一の窓ガラスは、50から60mN/mの表面張力を生じることに注目すべきである)。
【0029】
同一の処理が、窓ガラスに適用される。まず、イソプロパノール中のTEOSでの拭取りによるシリカ塗層、次いで式CF3(CF2)7CH2CH2Si(OCH2CH3)3のフルオロシランの溶液での拭取りによる疎水性塗層である。この溶液は、2重量%のシランと98重量%の溶剤とを互いに混合して調製された。この溶剤は、90重量%の2−プロパノールおよび10重量%の水中0.3N HClを含有していた。
【0030】
次いでこれらの塗層の抵抗性が、オペルテストによって測定される。あるいくつかのサイクル(5,000、7,500、および10,000サイクル)後、水滴と基体との接触角が測定される。下の表は、これらの結果を並べている。
【0031】
【表1】
【図面の簡単な説明】
【0032】
【図1】図1は、ループ状で駆動ローラー3および4の作用によって垂直に移動する研磨剤ベルト2での、強化自動車横窓ガラス1の1/2表面の活性化を示している。
【技術分野】
【0001】
本発明は、一般的に塗層、例えば疎水性塗層の付着のために、ガラス表面をこの後の処理をより受け入れやすくさせるためのガラス表面の活性化方法に関する。
【背景技術】
【0002】
疎水性は、輸送分野、特に自動車および飛行機用の板ガラスおよびフロントガラスのため、および建築分野における板ガラスのためにも望ましい。輸送分野における用途のためには、雨をはじく特性が望まれ、フロントガラス上の水滴はそれ故、車が走行しているとき、例えば空気および風の作用下、可視性の改良、およびこの結果安全性の改良を目的として除去されるために、または洗浄を容易にするため、霜を容易に除去するなどのために、ガラス壁に沿って容易に流れる必要がある。水滴が潰れたり広がったりすることなく、水滴と基体との接触角度が60°または70°超であるならば、基体の表面は、疎水性であると評価される。具体的には、板ガラスは、この角度が、航空機の場合60°超、自動車の場合70°超であるかぎり、機能的であると言われる。しかしながらすべての場合に90°の値を超えることが実際に適切であり、理想は、水が非常に迅速に除去されうるので、フロントガラスのワイパーが、自動車分野においてできるだけなしで済ますことができるような水滴の流れを得ることである。さらには、このようにして求められている疎水性の改良は、ほかの特性、例えば機械応力への抵抗性;接線摩擦抵抗(乾燥条件下に標準化されたオペルテスト)、磨耗抵抗(テーバー(Taber))、フロントガラスワイパーでの拭取りへの抵抗性(フロントガラスワイパーの掃きサイクルを模したテスト);環境応力への抵抗性(UVAまたはキセノンテストへの抵抗性のWOMテスト;飛行機についてのUVBへの抵抗のQUVテスト;中性の塩分を含んだ霧への抵抗性のBSNテスト);化学的制約への抵抗性:酸性および塩基性洗剤への抵抗性のテスト;および光学的特性の保持を犠牲にして行なわれるべきでない。
【0003】
本出願人は、ガラス基体の表面が周囲空気においてある程度の老化を示したときに、様々な性質の塗層(疎水性塗層を含む)が、あまり十分に持ちこたえないことを観察している。このような老化は疑いもなく、表面の化学状態の変化から生じる。老化表面上に付着された塗層は、全体的により小さい接着、およびより均一でない接着を示す。表面は、少なくとも1時間100℃以下の周囲空気中にあったなら、実質的に老化していると評価される。このようにして、後にある付着物を加えるため、標準的に貯蔵されていたあらゆるガラス物体は、本発明の意味の範囲内で老化している表面を有する。この型の老化表面は特に、自動車、例えば自動車の横窓のガラス用の湾曲板ガラスの表面であることがある。平板ガラス形成工場から直接来るガラスの表面は当然ながら、活性化表面、したがって非老化表面を有することに注意されたい。あまり長い間放置されないならば、塗層は、このようにして、活性化処理を実施する必要もなく、このような表面上に直接付着されうる。
【発明の開示】
【0004】
本発明による活性化方法は、表面を再生するために加熱するか、または特別な下塗りを加える必要もなく、ガラスの表面に直接適用される。本発明によれば、たとえこの効果が、裸眼で、または適切な場合には走査電子顕微鏡でさえ見えないほど、この研磨が非常に軽くても、この表面は、研磨、すなわち材料の除去によって再生される(または「活性化される」または「磨かれる」)。このようにして、この研磨は、原子単一塗層程度のものであってさえよい。この研磨はこのようにして、塗層をまったく含有しないガラス表面に直接適用される(塗層は場合により、活性化されることになっていない表面上に存在してもよい)。この処理は、表面全体、すなわち特に外周および中央区域に適用される。ガラスを侵蝕するあらゆる化学製品、例えば酸の使用は、本研磨処理の前、処理中、処理後も、あらゆる表面塗層または下塗りの適用前でさえ、表面を活性化するのに必要ではない。
【0005】
この研磨は特に、空気、酸素、窒素、アルゴン、水素、ヘリウム、およびアンモニア、またはこれらのガスの混合物から選択された、減圧または大気圧下のプラズマもしくはイオン化ガスで、またはイオンビームで表面を処理することによって実施されてもよい。
【0006】
この研磨はまた、表面を艶出し研磨剤でこすることによって実施されてもよい。この研磨剤は、砥粒を含む。「艶出し」という用語は、この文脈においては少し不正確であるが、この理由は、この研磨剤が、表面をわずかに粗くするであろうし、したがって一般に、この表面は、艶出し後、以前よりもわずかに粗くなるからである。これにも関わらず、用いうるのは「艶出し」研磨剤である。この研磨性材料は特に、非常に細かい酸化セリウムであってもよい(粒子サイズ:例えば0.1から5μm)。好ましくは研磨剤の粒は、裸眼で見える引掻き傷を生じないほど十分に細かい。好ましくは研磨は、裸眼で見えるどんな引掻き傷も生じない。
【0007】
艶出し処理は、手動で実施されてもよい。この場合、操作者は、スコッチブライト(Scotchbrite)型のパッドまたはコットンパッドが取り付けられたオービタルサンダーを、液体、一般に水性液体、および研磨剤粉末、例えば酸化セリウム粉末を含む分散液も受け入れた表面上に通過させる。この分散液は、例えば5から30重量%の酸化セリウムを含有してもよい。この表面は次いで、水で濯ぎ洗いされる。支持体の表面上に保持された砥粒用のマトリックスとして作用する支持体を同時に含む複合研磨剤もまた、用いられてもよい。この場合、艶出し操作の間、処理されることになる表面へ水を加えるだけで十分である。この複合研磨剤はまた、操作者によってオービタルサンダーへ加えられてもよい。濯ぎ洗い後、ガラスは乾燥される。
【0008】
艶出し処理はまた、自動的に実施されてもよい。これを行なうために、上記の複合研磨剤が、好ましくは用いられてもよい。この研磨剤は、例えば円盤の形態を有してもよく、艶出し作用の間、回転運動で駆動されてもよい。一般にこれ自体閉鎖されたベルトもまた、研磨剤として用いられてもよい。
【0009】
金属要素をフラッシング処理する(flash)ため、またはバリを取るために通常用いられている艶出しベルトが取り付けられた機械は、使われる機械の1つであってもよい。
【0010】
ガラスは、ロボットによって処理されてもよい。ロボットは、処理されることになる面の反対側の主要面(これは一般に凹状である)に当てられた吸引パッドによってガラスを掴む。酸化セリウムおよび艶出し屑も徐々に除去するように、処理の間、水が、連続的に表面および艶出しベルト上に噴霧される。ロボットは、移動ベルトに対してガラスの半分を処理し、他方の半分を処理するために、場合によってはこれを180°回転させる。ガラスへのこのベルトの圧力は、均一なバフ研磨を保証するように、コンプライアンス手段によっていつも制御されている。
【0011】
上に記載された活性化処理は、表面を非常に活性化するので、この後に付着される塗層は、ガラスへより良好およびより均質に接着する。ガラスの表面のこの活性化は、強い親水性によって反映される。この親水性は、噴霧された水が表面上に良好および均質に広がるかどうかを観察することによって、または例えばプラズマトリート(Plasmatreat)(登録商標)型のキャリブレーション液体を用いた表面張力測定によって確認される。本発明による活性化処理は、どの時点でも、少なくとも62mN/mの表面張力を有する、活性化された親水性表面を生じる。
【0012】
本発明による活性化後、活性化された表面は特に、疎水性塗層でコーティングされてもよい。一般に、この疎水性塗層これ自体の前に、少なくとも1つのほかの化学元素、例えばO、および/またはC、および/またはNに配位された珪素を含む無機下塗りがあり、下塗りは、疎水性の分子、一般にフッ素化シラン分子のグラフト化のためのプライマーとして役立つ。
【0013】
Siを含有する下塗りは特に、SiOx(xは、2またはそれ以下である)、SiOC、SiON、SiOCN、およびSi3N4、おそらくはSiOx(xは、2またはそれ以下である)、SiOC、SiON、およびSiOCNとあらゆる割合で組み合わされている水素から選択された化合物からなっていてもよい。これは、特に8重量%までのアルミニウム、もしくはまた、炭素、Ti、Zr、Zn、またはBを含有してもよい。引掻き傷抵抗性ワニス、例えばポリシロキサンからなる下塗りを挙げることもでき、これらは、例えばポリカーボネート基体への塗層として適用されている。Siを含有する下塗りは、特に1nmから250nm、特に2nmから100nmの厚さを有する。ケイ素を含有する塗層は、加熱を行なわずに、好ましくは磁場および/またはイオンビームによって補助された真空下の陰極スパタリングによって、または低圧または大気圧でのPECVDによって、もしくはまた熱分解による熱間条件下に基体上に付着させることができる。
【0014】
シリカのこの塗層はまた、アルコキシシラン、例えば通常TEOSとして知られている式Si(OCH2CH3)4のテトラエチルオルトシリケート(またはテトラエトキシシラン)の溶液を塗布することによって生成されてもよい。特に、イソプロパノール中のTEOSの溶液が塗布されてもよい。この操作は、操作者による手動拭取りによって、室温で実施されてもよい。
【0015】
下塗りを加えた後、疎水性塗層は、遅滞なく加えられるべきである。この理由は、あまりに大きい遅滞があるならば、下塗りの表面は、(本発明による活性化前のガラス基体と同様に)不活性化される傾向があり、下塗りの表面は、再活性化されなければならないであろうからである。実際に、下塗りを加えた後、できるだけ迅速に疎水性塗層を加えることが推奨される。イソプロパノール中に溶解されたTEOSの塗布の場合、溶剤の蒸発、およびTEOSの反応は、疎水性塗層を加える前に特定の乾燥処理を実施することが必要でなくなるのに十分なほど急速である。
【0016】
疎水性塗層はまた、操作者による手動拭取りによって加えられてもよい。
【0017】
疎水性塗層を作るために、次のものから選択された化合物を加えることが可能である:
(a)式(I)のアルキルシラン:
CH3(CH2)nSiRmX3−m (I)
(式中、
−nは、0から30であり、より詳しくは0から18であり;
−m=0、1、2、または3;
−Rは、場合により官能化された有機鎖を表わし;
−Xは、加水分解可能な残分、例えば残分OR0(R0は、水素、または線状、枝分かれ、または環状の、特にC1−C8アルキル残分を表わす);またはアリール残分、または例えばハロ残分、例えばクロロを表わす);
(b)グラフト化シロキサン鎖を含有する化合物、例えば(CH3)3SiO[Si(CH3)2O]2であって、鎖長(qの値)およびグラフト化方法に関して特別な制限がないもの;
(c)フッ素化シラン、例えば式(II)のフッ素化シラン:
R1−A−SiR2pX3−p
(式中、
−R1は、モノ−、オリゴ−、またはペルフルオロアルキル(特にC1−C9)残分;またはモノ−、オリゴ−、またはペルフルオロアリール残分を表わし;
−Aは、場合によりヘテロ原子、例えばOまたはSで中断された炭化水素ベースの鎖を表わし;
−R2は、線状、枝分かれ、または環状の特にC1−C8アルキル残分、またはアリール残分を表わし;
−Xは、加水分解可能な残分、例えば残分OR3(R3は、水素、または線状、枝分かれ、または環状の、特にC1−C8アルキル残分を表わす);またはアリール残分、または例えばハロ残分、例えばクロロを表わし;および
−p=0、1、または2である)。
【0018】
式(I)のアルキルシランの一例は、オクタデシルトリクロロシラン(OTS)である。好ましい疎水剤は、フッ素化シラン(c)、特に式(II)のものであり、後者の特別な例は、次の式のものである:
CF3−(CF2)n−(CH2)2−Si(OR4)3
(式中、
−R4は、アルキル残分を表わし;および
−nは、7から11である)。
【0019】
これは特にCF3(CF2)7CH2CH2Si(OCH2CH3)3であってもよい。
【0020】
疎水剤は一般に、拭取りによって手動で、すなわちこの薬剤で含浸されたクロスを用いて加えられてもよい。
【0021】
この疎水性塗層は特に、1から100nm、好ましくは2から50nmの厚さを有する。フッ素化疎水性塗層は、0.1μg/cm2から3.5μg/cm2、特に0.2μg/cm2から3μg/cm2のグラフト化フッ素の質量厚さを有してもよい。
【0022】
ガラス基体上の塗層の抵抗性を特徴付けるためのオペルテストは、次のとおりである:2001年1月の建築基準En1096−2であり、これは、9.4cm長さのコーティングされた表面の部分(この部分は軌道(track)と呼ばれている)に、直径14mm、厚さ10mm、および単位容積あたりの質量0.52g/cm2のフェルトを、39.22MPa(400g/cm2)荷重下に加えることからなり、このフェルトは、6rpmの回転(1サイクル=1回の往復運動)と組み合わされた平行移動(1分あたり、この軌道の全長にわたって50回の往復運動)に付される。
【0023】
これらの様々な処理後、このガラスは、特に自動車用(またはほかの車両用の)窓ガラスの場合、良好な透明性を維持することが一般に望まれる。
【0024】
本発明は、すべてのガラス表面、より詳しくは自動車の窓ガラス、例えばフロントガラスおよびスライド窓ガラス、およびより具体的には横窓のガラスに関する。活性化ガラスの表面は、少なくとも0.25m2、少なくとも0.3m2、少なくとも0.35m2、少なくとも0.4m2の面積を有してもよい。
【0025】
それ故本発明はまた、本発明による活性化表面を有するガラス板に加えられた疎水性コーティング、おそらくはガラスとこの疎水性塗層との間に加えられている、Siを含有する下塗りを含むガラス板にも関する。疎水性コーティングを備えたこのようなガラス板は、少なくとも80°(水滴角度)の5,000回転でのオペルテストにおいて抵抗性を有しうる。本発明はまた、本発明による疎水性コーティングを備えたガラス板を含む、車両のフロントガラスまたはスライド窓ガラスにも関する。
【0026】
図1は、ループ状で駆動ローラー3および4の作用によって垂直に移動する研磨剤ベルト2での、強化自動車横窓ガラス1の1/2表面の活性化を示している。このベルトは、幅約10cmであり、この表面上に酸化セリウムの粒子を有する。処理されることになる表面は、約0.4m2である。窓ガラス1は、アーム5の末端だけが示されているロボットの動作によってベルト2に対して取り付けられる。このアームは、吸引パッド6によって窓ガラス1を保持する(吸引は、図示されていない吸引系によって吸引パッドに作り出される)。ベルト2の移動方向は、矢印によって示されている。この窓ガラス上で、ベルトは上から下へ回る。処理されることになる表面およびベルトへ、水が連続的に噴霧される。窓ガラスの幅に対してはるかに広いベルトの幅(10cm)を考慮すれば、ロボットは、窓ガラスの底部との接触を同時に維持しつつ、図1に対して垂直な方向において、側面方向の運動を窓ガラスに対して行なう。下部の半分の面全体が処理されてしまったとき、ロボットは、ベルトと接触しないように窓ガラスを引き戻し、窓ガラスの頂部が底部になるように180°回転させ、およびこの逆のことを行ない、これをベルトと接触するように戻す。これは次いで、回転前に処理されていない半分の面を同様に処理する。このようにして、窓ガラスの外側から窓ガラスに向かう方向に、ベルトが縁部と接触するのを常に回避する。
【実施例】
【0027】
2つの窓ガラスの表面が、研磨によって活性化される。一方は、図1に記載されているようなベルトで自動的に処理され、他方は、オービタルサンダーを用いて、操作者によって手動で処理された窓ガラスである。これら2つの窓ガラスは湾曲されており、これらの切りそろえられた(sheared)縁部は、ダイアモンドホイールを用いて丸くされた。これらの窓グラスは同一であり、これらの主要表面は、各々0.4m2である(窓ガラスは、2つの平行な主要表面および切りそろえられた縁部を有する)。酸化セリウム粒は、自動艶出しでも、手動艶出しでも、約2μmの粒子サイズを有する。これらの窓ガラスは、水で十分に濯ぎ洗いされ、次いで乾燥される。
【0028】
自動艶出しは、72mN/mの表面張力を生じる(プラズマトリート(登録商標)で測定された)。手動艶出しは、65mN/mの表面張力を生じ、このことは、自動艶出しの場合よりも低い親水性を反映する(活性化されず、単純にRBS石鹸で脱脂されている同一の窓ガラスは、50から60mN/mの表面張力を生じることに注目すべきである)。
【0029】
同一の処理が、窓ガラスに適用される。まず、イソプロパノール中のTEOSでの拭取りによるシリカ塗層、次いで式CF3(CF2)7CH2CH2Si(OCH2CH3)3のフルオロシランの溶液での拭取りによる疎水性塗層である。この溶液は、2重量%のシランと98重量%の溶剤とを互いに混合して調製された。この溶剤は、90重量%の2−プロパノールおよび10重量%の水中0.3N HClを含有していた。
【0030】
次いでこれらの塗層の抵抗性が、オペルテストによって測定される。あるいくつかのサイクル(5,000、7,500、および10,000サイクル)後、水滴と基体との接触角が測定される。下の表は、これらの結果を並べている。
【0031】
【表1】
【図面の簡単な説明】
【0032】
【図1】図1は、ループ状で駆動ローラー3および4の作用によって垂直に移動する研磨剤ベルト2での、強化自動車横窓ガラス1の1/2表面の活性化を示している。
【特許請求の範囲】
【請求項1】
主要表面の少なくとも1つが活性化されている、湾曲ガラスのガラス板。
【請求項2】
塗層をまったく含有しないことを特徴とする、請求項1に記載のガラス板。
【請求項3】
透明であることを特徴とする、請求項1または2に記載のガラス板。
【請求項4】
活性化された表面は、この表面張力が、いずれの地点でも少なくとも62mN/mになるような親水性を有することを特徴とする、請求項1から3の一項に記載のガラス板。
【請求項5】
活性化された表面は、少なくとも0.25m2の面積を有することを特徴とする、請求項1から4の一項に記載のガラス板。
【請求項6】
活性化された表面は、少なくとも0.3m2の面積を有することを特徴とする、請求項5に記載のガラス板。
【請求項7】
請求項1から6の一項に記載のガラス板に適用された疎水性コーティングを含む、ガラス板。
【請求項8】
Siを含有する下塗りが、ガラスと疎水性塗層との間に適用されることを特徴とする、請求項7に記載のガラス板。
【請求項9】
5,000サイクルのオペル(Opel)テストにおいて少なくとも80°の抵抗性を有することを特徴とする、請求項1から8に記載のガラス板。
【請求項10】
請求項7から9の一項に記載のガラス板を含む、車両のフロントガラスまたはスライド窓ガラス。
【請求項11】
塗層をまったく含有しない湾曲ガラス表面の研磨による活性化方法。
【請求項12】
研磨が、砥粒でこすることによって実施されることを特徴とする、請求項11に記載の活性化方法。
【請求項13】
砥粒が、酸化セリウムでできていることを特徴とする、請求項12に記載の活性化方法。
【請求項14】
研磨が、ループ状で、この表面に砥粒を含むベルトを用いて実施されることを特徴とする、請求項11から13の一項に記載の活性化方法。
【請求項15】
研磨が、裸眼で見える引掻き傷をまったく生じないことを特徴とする、請求項11から14の一項に記載の活性化方法。
【請求項16】
表面の少なくとも1つが、少なくとも1つの塗層で覆われた湾曲ガラスのガラス板の調製方法であって、
−請求項11から15の一項に記載の方法を介したガラス表面の活性化、および次いで
−少なくとも1つの塗層の付着
を含む前記方法。
【請求項17】
少なくとも1つの塗層が疎水性であり、周囲空気と接触していることを特徴とする、請求項16に記載の方法。
【請求項1】
主要表面の少なくとも1つが活性化されている、湾曲ガラスのガラス板。
【請求項2】
塗層をまったく含有しないことを特徴とする、請求項1に記載のガラス板。
【請求項3】
透明であることを特徴とする、請求項1または2に記載のガラス板。
【請求項4】
活性化された表面は、この表面張力が、いずれの地点でも少なくとも62mN/mになるような親水性を有することを特徴とする、請求項1から3の一項に記載のガラス板。
【請求項5】
活性化された表面は、少なくとも0.25m2の面積を有することを特徴とする、請求項1から4の一項に記載のガラス板。
【請求項6】
活性化された表面は、少なくとも0.3m2の面積を有することを特徴とする、請求項5に記載のガラス板。
【請求項7】
請求項1から6の一項に記載のガラス板に適用された疎水性コーティングを含む、ガラス板。
【請求項8】
Siを含有する下塗りが、ガラスと疎水性塗層との間に適用されることを特徴とする、請求項7に記載のガラス板。
【請求項9】
5,000サイクルのオペル(Opel)テストにおいて少なくとも80°の抵抗性を有することを特徴とする、請求項1から8に記載のガラス板。
【請求項10】
請求項7から9の一項に記載のガラス板を含む、車両のフロントガラスまたはスライド窓ガラス。
【請求項11】
塗層をまったく含有しない湾曲ガラス表面の研磨による活性化方法。
【請求項12】
研磨が、砥粒でこすることによって実施されることを特徴とする、請求項11に記載の活性化方法。
【請求項13】
砥粒が、酸化セリウムでできていることを特徴とする、請求項12に記載の活性化方法。
【請求項14】
研磨が、ループ状で、この表面に砥粒を含むベルトを用いて実施されることを特徴とする、請求項11から13の一項に記載の活性化方法。
【請求項15】
研磨が、裸眼で見える引掻き傷をまったく生じないことを特徴とする、請求項11から14の一項に記載の活性化方法。
【請求項16】
表面の少なくとも1つが、少なくとも1つの塗層で覆われた湾曲ガラスのガラス板の調製方法であって、
−請求項11から15の一項に記載の方法を介したガラス表面の活性化、および次いで
−少なくとも1つの塗層の付着
を含む前記方法。
【請求項17】
少なくとも1つの塗層が疎水性であり、周囲空気と接触していることを特徴とする、請求項16に記載の方法。
【図1】

【公表番号】特表2007−534598(P2007−534598A)
【公表日】平成19年11月29日(2007.11.29)
【国際特許分類】
【出願番号】特願2007−510091(P2007−510091)
【出願日】平成17年4月27日(2005.4.27)
【国際出願番号】PCT/FR2005/050281
【国際公開番号】WO2005/105690
【国際公開日】平成17年11月10日(2005.11.10)
【出願人】(500374146)サン−ゴバン グラス フランス (388)
【Fターム(参考)】
【公表日】平成19年11月29日(2007.11.29)
【国際特許分類】
【出願日】平成17年4月27日(2005.4.27)
【国際出願番号】PCT/FR2005/050281
【国際公開番号】WO2005/105690
【国際公開日】平成17年11月10日(2005.11.10)
【出願人】(500374146)サン−ゴバン グラス フランス (388)
【Fターム(参考)】
[ Back to top ]