
ガラス製中空フィラー含有弾性ローラの製造方法
【課題】低熱伝導性弾性ローラを成形するために、外壁が無機質材料からなる中空フィラーを含有した液状ゴム混合物を弾性層の形成材料に用いた場合において、円筒状基材周面に均一な膜厚を形成するための安定した吐出と、塗膜硬化後に平滑な表面性が得られる製造方法の提供。
【解決手段】円筒状基材と、ガラス製の中空フィラーとを含む弾性層とを有する弾性ローラの製造方法であって、ガラス製の中空フィラーと液状ゴム材料とを含む液状ゴム混合物を、せん断速度X(1/sec)でリング状の塗工ヘッドから吐出させて円筒状基材の周面に塗工し、該液状ゴム混合物の塗膜を形成する工程と、該塗膜を硬化させて該弾性層を形成する工程とを有し、該液状ゴム混合物は、該せん断速度X(1/sec)における該液状ゴム混合物の粘度をY(Pa・s)としたとき、振動応力0.1Pa以上(X*Y)Pa以下の範囲で動的粘弾性を測定したときの損失正接tanδが1.4以上15.0以下であることを特徴とする。
【解決手段】円筒状基材と、ガラス製の中空フィラーとを含む弾性層とを有する弾性ローラの製造方法であって、ガラス製の中空フィラーと液状ゴム材料とを含む液状ゴム混合物を、せん断速度X(1/sec)でリング状の塗工ヘッドから吐出させて円筒状基材の周面に塗工し、該液状ゴム混合物の塗膜を形成する工程と、該塗膜を硬化させて該弾性層を形成する工程とを有し、該液状ゴム混合物は、該せん断速度X(1/sec)における該液状ゴム混合物の粘度をY(Pa・s)としたとき、振動応力0.1Pa以上(X*Y)Pa以下の範囲で動的粘弾性を測定したときの損失正接tanδが1.4以上15.0以下であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子写真方式を用いた画像形成装置の加熱定着装置に用いる弾性ローラとその製造方法に関する。
【背景技術】
【0002】
一般に、電子写真方式を用いたトナー画像形成装置において用いられる加熱加圧定着装置は、加熱されたローラとローラ、フィルムとローラ、ベルトとローラ、といった回転体を含む一対の部材が圧接されて機能する構成を有している。トナーが転写された紙等の画像支持体がこの一対の部材間(ニップ部)を通過することにより、未定着トナー像はニップ内において加熱・軟化し、加圧力により紙へ押し付けられ、その後冷却・固化を経て定着され、紙上にトナーの定着画像が形成される。
【0003】
近年加熱加圧定着装置において、省エネルギー化を目的として加熱効率を高める試みがなされている。装置の小型化に伴うローラの小径化によって、発熱体はローラの外部に配設されなければならず、この発熱体からの熱量を転写紙に効率よく流入させるためには、発熱体からの熱がローラ内部に伝達・蓄積することなくローラ表面のみを伝わればよい。そのため、円筒状基材の周面の弾性層の低熱伝導性、低熱容量化が必要となる。
【0004】
弾性層の熱伝導性を下げるための手段として、外壁が無機質材料からなる気体を内包した微小中空フィラーを配合した液状ゴム混合物を用いて弾性層を形成する技術が知られている。
【0005】
弾性ローラの製造方法として、高粘度の液状ゴムを円筒状基材の周面に直接塗布するリング塗工法が開示されている(特許文献1参照)。リング塗工法においては、塗布前後で塗布液を溶媒希釈および除去する必要がなく、容易な装置で円筒状基材の周面に塗布液を直接塗布して均一な塗工膜を形成することが可能である。また、特許文献2では、塗工膜の厚みを厚くした場合でも、塗布液の降伏応力値と液粘度のせん断速度依存性(チキソトロピーインデックス)を適正な範囲に制限することで、寸法精度の良好な塗膜形成物を得ることができる、との開示がある。
【0006】
弾性ローラを電子写真方式の加熱定着装置に用いる場合、一般的に、弾性層の上に熱可塑性樹脂による被膜を形成する必要がある。この熱可塑性樹脂の材質としては、トナーに対する離型性、及びトナー定着温度(通常180〜200℃)での連続耐久性等が要求されるため、PFAやPTFE樹脂等のフッ素樹脂を主成分とする離型性樹脂が用いられることが多い。さらに、トナーに対する離型性を発揮させるためには、前記樹脂表面の粗さやうねりを所望の許容範囲内に納めて平滑性を得ることが要求される。特にうねりに関しては、弾性層に所望の許容範囲を超えるうねりがあると、樹脂被膜後にもうねりが残り、その結果定着画像上に微小な凹凸が目立つこととなり、画質上の点で問題となる。
【0007】
しかし、塗工液に前記中空フィラーを配合した液状ゴム混合物を用いて、リング塗工法により塗工膜の厚い弾性ローラを製造しようとした場合、降伏応力を有する材料を塗布液として用いると、塗工直後の表面状態が塗膜硬化後まで維持されるために中空フィラー粒子がローラ表面の微小な凹凸やうねりとして残ってしまう。そのような材料を用いて成形した弾性ローラを電子写真画像形成装置の定着用ローラとして用いた場合には、ローラ表面のうねりが定着後のトナー画像にも転写し印刷画質の低下を招くなどの問題が生じてしまうことがあった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2003‐190870号公報
【特許文献2】特開2006‐293015号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明の目的は、低熱伝導性を有する弾性ローラを成形するために、外壁が無機質材料からなる中空フィラーを含有した液状ゴム混合物を弾性層の形成材料に用いた場合においても、円筒状基材周面に均一な膜厚を形成するための安定した吐出と、塗膜硬化後に平滑な表面性が得られる製造方法を提供することである。さらに、本発明の目的は、その製造方法によって得られる弾性ローラを提供することである。
【課題を解決するための手段】
【0010】
本発明は、円筒状基材と、ゴムと該ゴムに分散されているガラス製の中空フィラーとを含む弾性層とを有する弾性ローラの製造方法であって、
ガラス製の中空フィラーと液状ゴムとを含む液状ゴム混合物を、せん断速度X(1/sec)でリング状の塗工ヘッドから吐出させて円筒状基材の周面に塗工し、該液状ゴム混合物の塗膜を形成する工程と、
該塗膜を硬化させて該弾性層を形成する工程とを有し、
該液状ゴム混合物は、該せん断速度X(1/sec)における該液状ゴム材料の粘度をY(Pa・s)としたとき、振動応力0.1Pa以上(X*Y)Pa以下の範囲で動的粘弾性を測定したときの損失正接tanδが1.4以上15.0以下であることを特徴とする弾性ローラの製造方法である。
【発明の効果】
【0011】
本発明によれば、ガラス製の中空フィラーを含む液状ゴム混合物を、リング状の塗工ヘッドから吐出させて円筒状基材の周面に塗工し、該液状ゴム混合物の塗膜を形成する工程を経て、該塗膜の硬化物を弾性層として有する弾性ローラを成形する場合において、該液状ゴム混合物の損失正接tanδを、塗膜形成過程において該液状ゴム混合物にかかる全応力範囲にわたって適正な範囲内の値に設定することによって、円筒状基材周面に均一な膜厚を形成するための安定した吐出と塗工後のレベリングが実現され、塗膜硬化後には膜厚ムラと表面うねりのない平滑性に優れた弾性層を有する弾性ローラを製造することが可能となる。
【0012】
また本発明により、優れたトナー定着画像を形成できる加熱加圧定着装置および電子写真画像形成装置が実現される。
【図面の簡単な説明】
【0013】
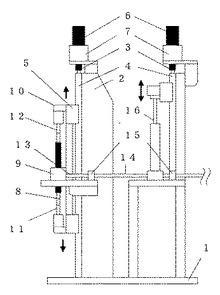
【図1】本発明に用いることのできる塗工装置の一例を示す模式図である。
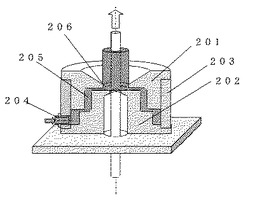
【図2】本発明に用いることのできる塗工ヘッドの一例とそれによる塗工方法を示す模式図である。
【発明を実施するための形態】
【0014】
以下、本発明をさらに詳細に説明する。
【0015】
ガラス製の中空フィラーと液状ゴムとを含む液状ゴム混合物を、せん断速度X(1/sec)でリング状の塗工ヘッドから吐出させて円筒状基材の周面に塗工し、該液状ゴム混合物の塗膜を形成する工程と、該塗膜を硬化させて該弾性層を形成する工程とを有する弾性ローラの製造方法において、該液状ゴム混合物は、該せん断速度X(1/sec)における該液状ゴム材料の粘度をY(Pa・s)としたとき、振動応力0.1Pa以上(X*Y)Pa以下の範囲で動的粘弾性を測定したときの損失正接tanδが1.4以上15.0以下であれば、円筒状基材周面に均一な膜厚を形成するための安定した吐出と塗工後のレベリングが実現され、塗膜硬化後には膜厚ムラと表面うねりのない平滑性に優れた弾性層を有する弾性ローラが得られることを特徴としている。
【0016】
損失正接tanδとは、動的粘弾性測定より得られる貯蔵弾性率G’と損失弾性率G”との比G”/G’である。貯蔵弾性率G’は粘弾性体の弾性(固体)成分、一方の損失弾性率G”は粘性(液体)成分を表すものであり、両者の比である損失正接tanδ(=G”/G’)は、固体成分に対する液体成分の割合、すなわち流動性を量る指標となるものであり、エネルギー散逸項とも呼ばれる。
【0017】
一般的に、フィラー等を含む液状ゴム混合物の粘弾性特性では、低振動応力状態において高分子鎖同士の絡み合いやフィラーの凝集構造などが弾性成分の発現に寄与し、振動応力の増大に伴ってそれらが破壊されることにより粘性成分が支配的となっていく。すなわち、ある応力範囲におけるtanδの最小値は、弾性成分が発現しやすい低振動応力領域において得られる。低振動応力領域は、リング塗工法においては、塗工後の塗膜に対して重力が付加する低せん断応力状態に対応し、その領域においてG”>G’、すなわちtanδが1以上であれば、当該液状ゴム混合物の塗膜は流動する。しかし、ガラス製の中空フィラーを含む液状ゴム混合物の塗膜においては、その理由は明らかではないが、中空フィラーが塗膜の表面側により多く偏在し、塗膜の表面が粗面化しやすいとの知見を得た。そこで、ガラス製の中空フィラーを含む液状ゴム混合物においては、塗膜表面を平滑化させるのに十分な流動性を得るためには、tanδの最小値を1.4以上とすることが必要である。それによって、ガラス製中空フィラーにより粗面化した塗膜であってもレベリング効果によって平滑な表面を有する弾性層を得ることができる。
【0018】
一方、本発明にかかる液状ゴム混合物は、tanδが15.0以下であることが必要である。上記によれば、ある応力範囲におけるtanδの最大値は、粘性成分が支配的となる高振動応力領域において得られる。高振動応力領域は、リング塗工法においては、材料を塗工ヘッドから吐出する際の高せん断応力状態に対応する。tanδが15.0を超える場合には、吐出時における材料の流動性が大きすぎて、液状ゴム混合物に含まれるフィラー等の凝集構造破壊が過多となってしまい、含有する中空フィラーの分散性や塗工ヘッドノズルからの吐出量が不均一になるなどして、周方向での均一な膜厚や熱伝導性を得ることが困難となる。
【0019】
本発明にかかる液状ゴム混合物が満たすべき上記tanδの値は、当該液状ゴム混合物が塗工ヘッドから吐出され、その塗膜が硬化するまでの間に、当該液状ゴム混合物に加わる応力の全範囲において達成されていなければならない。ここで、当該液状ゴム混合物に加わる最も大きな応力は、液状ゴム混合物が塗工ヘッドから吐出されるときに加わるせん断応力と考えられる。そして、当該せん断応力は、塗工ヘッドから吐出される際に液状ゴム混合物にかかるせん断速度Xとそのときの粘度Yの積である。一方、液状ゴム混合物のtanδを測定可能とする振動応力の下限値は0.1Paであり、これは、塗工ヘッドから吐出後の材料塗膜に対して重力により加わるせん断応力に相当する。従って、本発明にかかる液状ゴム混合物は、振動応力0.1Pa以上(X*Y)Pa以下の範囲で動的粘弾性を測定したときのtanδの値が、前記した1.4以上15.0以下であることが必要である。
【0020】
本発明に係る液状ゴムは、室温で流動性を持つポリマーで、加熱により硬化が進行するものであり、硬化後適度に低硬度で、加熱加圧定着装置で用いるのに十分な耐熱性と変形回復力を有する液状シリコーンゴムである。特に、加工性が良好で寸法精度の安定性が高く、硬化反応時に反応副生成物が発生しないなどの生産性に優れる理由から、付加反応架橋型の液状シリコーンゴムを用いることが、より好ましい。
【0021】
液状シリコーンゴムは、例えばオルガノポリシロキサン(A液)およびオルガノハイドロジェンポリシロキサン(B液)を含み、さらに触媒や他の添加物を適宜含む組成物である。オルガノポリシロキサンはシリコーンゴム原料のベースポリマーであり、その分子量は、中空フィラーおよび各種充填剤の混合攪拌や、それにより得られた混合物の流動性を適当な範囲とするために、数平均分子量5000以上10万以下が好ましく、重量平均分子量1万以上50万以下がより好ましい。
【0022】
微小中空フィラーの組成としては、低熱容量化を付与する気体の保持性およびシリコーンゴムへの分散性の観点から、無機質外殻が硼珪酸ガラスからなるガラス製中空フィラーが適している。
【0023】
ガラス製中空フィラーの平均粒子径は、混合物の塗膜をレベリング効果によって平滑な表面とするために、200μm以下、特には10μm以上150μm以下であることが好ましい。平均粒子径を上記の範囲内とすることで、所望の熱伝導率を得やすくなる。また、組成物の機械的強度の低下や、リング状の塗工ヘッドからの吐出時に塗膜にスジが生じにくい。弾性層の熱伝導性を十分に低下させるために、ガラス製中空フィラーの真比重を0.1以上0.5以下とすることが好ましい。中空フィラーがローラ成形時に破壊されてしまうことを抑制できる。また、熱伝導率を十分に低下させることができる。以上のような条件に合う市販のガラス製中空フィラーとしては、商品名:CEL−STAR(東海工業株式会社製)、グラスバブルズ(住友3M株式会社製)等が挙げられる。
【0024】
ガラス製中空フィラーの配合量は所望の断熱性に応じて選択されるが、通常、液状ゴム材料100質量部に対し5質量部以上40質量部以下、好ましくは10質量部以上30質量部以下である。5質量部未満ではローラに要求される十分な断熱性が得られにくいという点で不利であり、40質量部を超える場合は液状ゴム混合物の粘度が上がり混合攪拌が困難になるという点で不利であるのに加えて、混合物の流動性が低下して本発明における所望のtanδの範囲を得ることが困難となる。
【0025】
次に、本発明の実施形態について図面を参照して説明する。
【0026】
図1は、本発明の実施形態の塗工方法が適用された装置を示す概略図である。本実施形態の塗工装置においては、架台1の上にほぼ垂直にコラム2が取り付けられ、さらにコラム2の上部に精密ボールネジ3がほぼ垂直に取り付けられている。また、精密ボールネジ3と平行に2本のリニアガイド4がコラム2に取り付けられている。LMガイド5はリニアガイド4及び精密ボールネジ3と連結し、サーボモータ6よりプーリ7を介して回転運動が伝達され昇降できるようになっている。コラム2には、円筒状の基材8の外周上に液状ゴムを塗布するためのリング形状の塗工ヘッド9が取り付けられている。さらに、LMガイド5上にブラケット10が取り付けられ、このブラケット10には円筒状基材8を保持し固定するワーク下保持軸11がほぼ垂直に取り付けられ、また逆側の円筒状基材8を保持するワーク上保持軸12がブラケット10の上部に取り付けられている。ワーク上保持軸12はワーク下保持軸11に対向してほぼ同心になるように配置して円筒上基材8を保持している。
【0027】
リング形状の塗工ヘッド9は、その中心軸がワーク下保持軸11とワーク上保持軸12の移動方向と平行になるように支持されている。また、塗工ヘッド9の内側に開口した環状スリットになっている吐出口の円中心と、ワーク下保持軸11及びワーク上保持軸12の中心がほぼ同心になるように調節してある。このような構成により塗工ヘッド9の環状スリットになっている吐出口の中心軸を円筒状基材の中心軸にほぼ合わせることができ、リング形状の塗工ヘッドの内周面と円筒状基材の外周面との間に均一な隙間が形成される。
【0028】
また、液状ゴム混合物の供給口13は、液状ゴム混合物の搬送用の配管14を介して材料供給弁15に接続されている。材料供給弁15の手前にはシリンジ16、混合ミキサー、材料定量吐出装置、材料タンク等を備えており、液状ゴムは材料タンクから、材料定量吐出装置により一定量計量され、混合ミキサーで混合される。混合された液状ゴムは、シリンジ16に充填され、シリンジにより定量(単位時間あたりの量が一定)吐出されることによって、材料供給弁15から配管14を経由して、供給口13に送られる。
【0029】
図2に本発明の製造方法に用いられたリング形状の塗工ヘッドの断面図を示す。塗工ヘッドは、ヘッド上部201とヘッド下部202、及びヘッド外周203で構成されており、図2のように組み合されて使用される。材料注入口204から入った液状ゴム材料は、ヘッド内部の材料流路205を通って周方向に充填された後、材料吐出口206から吐出される。
【0030】
液状ゴム混合物の塗膜の厚さを安定化させるために、リング状塗工ヘッドノズルからの吐出量とシリンジからの供給量を一定にして、円筒状基材保持軸を垂直方向(基材の中心軸方向)に昇降移動させることで、円筒状基材の周面に円筒形状(ローラ形状)の未硬化の液状ゴム混合物の層が形成される。この時、基材外周面とリング形状の塗工ヘッド内周面とのクリアランス(隙間)は、所望の塗膜の厚さ以上のクリアランスにすることが好ましい。
【0031】
リング形状の塗工ヘッドは、液状ゴム混合物が均一に塗工でき、かつ溶剤等に侵されない材質のものが好ましい。その材質として通常、ステンレス、鉄、アルミニウム、銅、真鍮等の金属やフッ素樹脂、アクリル樹脂、フェノール樹脂、ポリカーボネート、ポリエチレン、ポリスチレン等の樹脂を用いるが、加工精度が高いステンレス等の鋼材を用いることが好ましい。
【0032】
円筒状基材の外周面に形成された未硬化の液状ゴム混合物の層を硬化させる工程では、液状ゴム混合物の層の表面の、液状ゴムの流動によるレベリングを促すために、ローラ中心軸方向を水平にすることが好ましい。さらに、液状ゴムがダレて形状が悪化するのを抑制するため、および周方向の温度を均一にするためにローラを回転させながら加熱することが好ましい。熱源としては、未硬化のゴムローラに非接触で加熱できる近赤外線ヒーター、遠赤外線セラミックヒーター、ランプ加熱ヒーター、UVヒーター等が望ましい。液状ゴム材料表面の加熱温度としては、使用する液状ゴム材料にもよるが、硬化反応が開始する100℃以上250℃以下が好ましい。
【0033】
弾性ローラの円筒状基材として使用する材質は、表面にニッケルメッキやクロムメッキしたSUM材等の鋼材を含むステンレススチール、リン青銅、アルミニウム、耐熱樹脂が挙げらる。円筒状基材の外径の目安としては4mm以上14mm以下である。
【実施例】
【0034】
以下、実施例により本発明を具体的に説明する。まず、実施例において行った測定方法および各種評価について説明する。
【0035】
<各種測定方法>
<粘度測定方法>
粘度測定装置による液状ゴム混合物の粘度測定方法を以下に説明する。
粘度測定装置にはティー・エイ・インスツルメント(TA Instruments)社製AR‐G2(商品名)を用いた。
【0036】
粘度測定装置のプレートにはφ20mmのクロスハッチプレートを用いた。材料約1mlを採取し試料台の上にのせ、クロスハッチプレートを近づけて、試料台から1000μmの位置で測定ギャップを設定した。そのとき、まわりに押し出された材料を綺麗に除去し測定に影響の出ないようにした。材料温度が25℃になるようにプレート台の温度を設定し、試料をセットしてから5分間放置後、せん断速度50(1/sec)で5秒間の前処理を行い、さらに3分間静置した後に測定を開始した。
【0037】
試料にかけるせん断速度は、該試料を用いて円筒状基材の周面に塗膜を形成する工程において、リング状の塗工ヘッドから吐出させる際の吐出口でのせん断速度Xとし、せん断速度X(1/sec)で30秒の条件で試料の粘度Y(Pa・s)を測定した。このとき、材料にかかるせん断応力Z(Pa)は、Z=X*Yにより算出された。
【0038】
<粘弾性測定方法>
粘弾性測定装置による液状ゴム混合物の粘弾性測定方法を以下に説明する。
粘弾性測定装置にはティー・エイ・インスツルメント社製AR‐G2(商品名)を用いた。
【0039】
粘弾性測定装置のプレートにはφ20mmのクロスハッチプレートを用いた。材料約1mlを採取し試料台の上にのせ、クロスハッチプレートを近づけて、試料台から1000μmの位置で測定ギャップを設定した。そのとき、まわりに押し出された材料を綺麗に除去し測定に影響の出ないようにした。材料温度が25℃になるようにプレート台の温度を設定し、試料をセットしてから5分間放置後、せん断速度50(1/sec)で5秒間の前処理を行い、さらに3分間静置した後に測定を開始した。試料にかける応力は0.1(Pa)からZ(Pa)までの範囲で、周波数1Hzで振動させ、そのときの貯蔵弾性率G’、損失弾性率G”、損失正接tanδの変化を振動応力1桁の範囲につき10ポイント測定した。
【0040】
<表面うねり測定>
一般的な加熱加圧定着装置に用いる弾性ローラとしては、樹脂被覆前の弾性層の表面うねりWcmが5μm以下であることが好ましい。ここでいう表面うねりWcmとは、ろ波最大うねりを意味するものであり、表面の凹凸を測定した断面曲線から細かい凹凸すなわち短波長成分を低域フィルタによって除去し、残った大きな山谷から成るうねり成分を表したものである。詳細はJIS B0601で規定されている。
【0041】
ろ波最大うねり(Wcm)の測定は、表面粗さ測定器(ミツトヨ社製、SURFTEST SV−600)を用いて、fh(高域カットオフ)=0.8mm、測定長さ=4mm、測定スピード=0.1mm/secにて非接触で測定した。
【0042】
<弾性層厚みの測定および振れ精度の算出>
全自動ローラ測定装置(東京光電子工業社製、RSVT−1960PC)を用いて、各弾性ローラの弾性層厚みを測定した。具体的には、弾性ローラの長手方向においては、中央部の弾性層厚みと弾性層の端部から20mm中央部側の位置における弾性層厚みの3点、円周方向においては、90°ずつ回転させた4点の計12点の弾性層厚みを測定し、その平均値を弾性層の平均厚み(tave)とした。さらに、振れ精度は、測定した弾性層厚み12点のうち、最大厚み(tmax)と最小厚み(tmin)との差(tmax−tmin)を、平均厚みtaveに対する百分率[(tmax−tmin)/tave]×100(%)として算出し、これを偏肉度として、弾性ローラの成形精度を評価する指標として用いた。
【0043】
一般的な加熱加圧定着装置において、高品質の画像を得るためには、前記式による振れ精度が5%以下であることが好ましく、その範囲内であれば、ニップ幅や回転トルクの変動、紙の送行性などに悪影響を及ぼすことはなく、画質上の問題は発生しない。
【0044】
<画像評価>
各実施例において作製した弾性ローラを、適用可能なフルカラー画像形成装置の定着装置において定着用ローラとして組み込んだ。この画像形成装置を用いて、画像(ベタ画像、ハーフトーン画像)を出力し、その画像品質を下記の基準で評価した。
A:画像品質が良好なもの。粒状の微小濃度ムラおよび帯状濃淡ムラの発生なし。
B:ローラ長手方向の弾性層表面うねりに起因する粒状の微小濃度ムラが発生した。
C:ローラ周方向の弾性層厚みムラに起因するローラ長手方向に帯状の濃淡ムラが、ローラ回転周期で発生した。
【0045】
以下に実施例を示し、本発明をより具体的に説明する。
<実施例1>
図2に示した形態の塗工ヘッドを有する、図1に示した形態の塗工装置を用いた。塗工ヘッド上部の内直径は14.60mmであり、環状スリットの幅(液状ゴム混合物吐出口の幅に等しい)は1.0mmとした。
【0046】
下記表Aに記載の材料をプラネタリーミキサーで30分間混合して弾性層形成用の液状ゴム混合物を調製した。
【表1】

【0047】
円筒状基材として外直径8mmのSUS製の芯金を用い、塗工ヘッド下部の内直径は8.3mmとした。上記芯金の周面にプライマー(商品名:DY 39‐051、東レ・ダウコーニング社製)を塗布し、電気炉で150℃、30分間焼成した。プライマー処理後の芯金(ワーク)を塗工装置ワーク保持軸部に配置し、上保持軸と下保持軸でクランプ後、ワークを塗工開始位置まで下降して停止させ、ワークを5mm/secで上昇開始させると同時に、リング塗工ヘッドの材料吐出口から518mm3/secで吐出し、ワークの外周面に上記で調製した液状ゴム混合物を厚さ3mmの円筒形状に形成した。このとき液状ゴム混合物にかかるせん断速度Xは11.3s−1、該せん断速度における材料粘度Yは144.5Pa・s、せん断応力Zは1633Paであった。粘弾性測定から得られた損失正接tanδの最大値及び最小値を表1に示す。
【0048】
つぎに、塗工後のワークを水平にした状態で12rpmで回転させながら近赤外線ヒーターを用いてワーク表面温度を180℃とし、表面温度を3分間維持することによって、液状ゴム混合物の層を加熱硬化させて弾性層を形成した。その後、200℃の電気炉中で4時間、熱処理した。以上のようにして、芯金の外周に弾性層を有する弾性ローラを製造した。この弾性ローラの表面うねりと偏肉度を表1に示す。
【0049】
<実施例2>
下記表Bに記載の材料を実施例1と同様にして混合して液状ゴム混合物を調製した。
【0050】
【表2】
【0051】
実施例1と同様にして周面をプライマーで処理した芯金の周面に塗工ヘッドを用いて上記の液状ゴム混合物を塗布した。すなわち、塗工ヘッド下部の内直径は8.3mmとし、塗工ヘッドの材料吐出口から1037mm3/secで上記で調製した液状ゴム混合物を吐出して、芯金の周面に厚さ3mmの円筒形状に該液状ゴム混合物の層を形成した。このときの液状ゴム混合物にかかるせん断速度Xは22.6s−1、該せん断速度における材料粘度Yは160.8Pa・s、せん断応力Zは3634Paであった。粘弾性測定から得られた損失正接tanδの最大値および最小値を表1に示す。次に、実施例1と同様にして芯金周囲の液状ゴム混合物の層を加熱硬化、及び熱処理を行って弾性ローラを作製し、評価した。
【0052】
<実施例3>
下記表Cに記載の材料を実施例1と同様に混合して液状ゴム混合物を調製した。
【0053】
【表3】
【0054】
上記で調製した液状ゴム混合物を用いた以外は実施例2と同様にして芯金の周囲に厚さ3mmの円筒形状に液状ゴム混合物の層を形成した。このとき液状ゴム混合物にかかるせん断速度Xは22.6s−1、該せん断速度における材料粘度Yは112.8Pa・s、せん断応力Zは2549Paであった。粘弾性測定から得られた損失正接tanδの最大値および最小値を表1に示す。次に、実施例1と同様にして芯金周囲の液状ゴム混合物の層を加熱硬化、及び熱処理を行って弾性ローラを作製し、評価した。
【0055】
<実施例4>
下記表Dに記載の材料を実施例1と同様にして混合し液状ゴム混合物を調製した。
【0056】
【表4】
【0057】
実施例1と同様にして周面をプライマーで処理した芯金の周面に塗工ヘッドを用いて上記の液状ゴム混合物を塗布した。すなわち、塗工ヘッド下部の内直径は10.3mmとし、塗工ヘッドの材料吐出口から2262mm3/secで上記で調製した液状ゴム混合物を吐出し、芯金の周面に厚さ2mmの円筒形状に該液状ゴム混合物の層を形成した。このときの液状ゴム混合物にかかるせん断速度Xは49.3s−1、該せん断速度における材料粘度Yは54.6Pa・s、せん断応力Zは2692Paであった。粘弾性測定から得られた損失正接tanδの最大値および最小値を表1に示す。次に、実施例1と同様にして芯金周囲の液状ゴム混合物の層を加熱硬化、及び熱処理を行って弾性ローラを作製し、評価した。
【0058】
<実施例5>
実施例1において、塗工ヘッド下部の内直径を8.3mmとし、塗工ヘッドの材料吐出口から3110mm3/secで液状ゴム混合物を吐出した以外は実施例1と同様にして、芯金の周面に液状ゴム混合物を塗布した。このとき液状ゴム混合物にかかるせん断速度Xは67.7s−1、該せん断速度における材料粘度Yは84.2Pa・s、せん断応力Zは5698Paであった。粘弾性測定から得られた損失正接tanδの最大値および最小値を表1に示す。次に、実施例1と同様にして芯金周囲の液状ゴム混合物の層を加熱硬化、及び熱処理を行って弾性ローラを作製し、評価した。
【0059】
<実施例6>
下記表Eに記載の材料を実施例1と同様にして混合し液状ゴム混合物を調製した。
【0060】
【表5】
【0061】
実施例1と同様にして周面をプライマー処理した外直径11mmのSUS製の芯金の周面に上記の液状ゴム混合物を塗布した。すなわち、塗工ヘッド下部の内直径は11.3mmとし、塗工ヘッドの材料吐出口から589mm3/secで上記で調製した液状ゴム混合物を吐出して、芯金の周面に厚さ1.5mmの円筒形状に該液状ゴム混合物の層を形成した。このとき液状ゴム混合物にかかるせん断速度Xは6.4s−1、該せん断速度における材料粘度Yは254.0Pa・s、せん断応力Zは1626Paであった。粘弾性測定から得られた損失正接tanδの最大値および最小値を表1に示す。次に、実施例1と同様にして芯金周囲の液状ゴム混合物の層を加熱硬化、及び熱処理を行って弾性ローラを作製し、評価した。
【0062】
<実施例7>
下記表Fに記載の材料を実施例1と同様にして混合して液状ゴム混合物を調製した。
【0063】
【表6】
【0064】
上記液状ゴム混合物を用いた以外は実施例1と同様にして芯金の周面に厚さ3mmの円筒形状に該液状ゴム混合物の層を形成した。このとき液状ゴム混合物にかかるせん断速度Xは11.3s−1、該せん断速度における材料粘度Yは184.1Pa・s、せん断応力Zは2080Paであった。粘弾性測定から得られた損失正接tanδの最大値および最小値を表1に示す。次に、実施例1と同様にして芯金周囲の液状ゴム混合物の層を加熱硬化、及び熱処理を行って弾性ローラを作製し、評価した。
【0065】
<比較例1>
下記表Gに記載の材料を実施例1と同様にして混合して液状ゴム混合物を調製した。
【0066】
【表7】
【0067】
上記の液状ゴム混合物を用いた以外は実施例1と同様にして芯金の周面に厚さ3mmの円筒形状に該液状ゴム混合物の層を形成した。このとき液状ゴム混合物にかかるせん断速度Xは11.3s−1、該せん断速度における材料粘度Yは191.8Pa・s、せん断応力Zは2167Paであった。粘弾性測定から得られた損失正接tanδの最大値および最小値を表1に示す。次に、実施例1と同様にして芯金周囲の液状ゴム混合物の層を加熱硬化、及び熱処理を行って弾性ローラを作製し、評価した。
【0068】
<比較例2>
下記表Hに記載の材料を実施例1と同様にして混合して液状ゴム混合物を調製した。
【0069】
【表8】
【0070】
上記の液状ゴム混合物を用い、かつ、塗工ヘッドの材料吐出口からの吐出速度を2073mm3/secとした以外は実施例1と同様にして芯金の周面に厚さ3mmの円筒形状に液状ゴム混合物の層を形成した。このとき液状ゴム混合物にかかるせん断速度Xは45.2s−1、該せん断速度における材料粘度Yは82.5Pa・s、せん断応力Zは3729Paであった。粘弾性測定から得られた損失正接tanδの最大値および最小値を表1に示す。次に、実施例1と同様にして芯金周囲の液状ゴム混合物の層を加熱硬化、及び熱処理を行って弾性ローラを作製した。得られた弾性ローラを実施例1と同様にして評価した。
【0071】
<比較例3>
下記表Iに記載の材料を実施例1と同様にして混合して液状ゴム混合物を調製した。
【0072】
【表9】
【0073】
上記の液状ゴム混合物を用い、外直径10mmのSUS製の芯金を用い、塗工ヘッド下部の内直径を10.3mmとし、更に塗工ヘッドの材料吐出口からの吐出速度を1508mm3/secに変えて、芯金の周面に厚さ2mmの円筒形状に液状ゴム混合物の層を形成した。このとき液状ゴム混合物にかかるせん断速度Xは32.9s−1、該せん断速度における材料粘度Yは24.8Pa・s、せん断応力Zは816Paであった。粘弾性測定から得られた損失正接tanδの最大値および最小値を表1に示す。次に、実施例1と同様にして芯金周囲の液状ゴム混合物の層を加熱硬化、及び熱処理を行って弾性ローラを作製し、評価した。
【0074】
<比較例4>
下記表Jに記載の材料を実施例1と同様にして混合して液状ゴム混合物を調製した。
【0075】
【表10】
【0076】
上記の液状ゴム混合物を用い、外直径10mmのSUS製の芯金を用い、塗工ヘッド下部の内直径を10.3mmとし、更に、塗工ヘッドの材料吐出口からの吐出速度を1508mm3/secとして、芯金の外周面に厚さ2mmの円筒形状に液状ゴム混合物の層を形成した。このときの液状ゴム混合物にかかるせん断速度Xは32.9s−1、該せん断速度における材料粘度Yは29.7Pa・s、せん断応力Zは978Paであった。粘弾性測定から得られた損失正接tanδの最大値および最小値を表1に示す。次に、実施例1と同様にして芯金周囲の液状ゴム混合物の層を加熱硬化、及び熱処理を行って弾性ローラを作製し、評価した。
【0077】
【表11】
【0078】
これらの結果より、本発明の製造方法を用いて、ガラス製中空フィラーを含むゴム弾性層を有した弾性ローラを製造することで、基材周面に均一な膜厚と表面うねりのない平滑性に優れた弾性層を有する弾性ローラが提供される。
【符号の説明】
【0079】
1. 架台
2. コラム
3. 精密ボールネジ
4. リニアガイド
5. LMガイド
6. サーボモータ
7. プーリー
8. 円筒状基材
9. リング形状の塗工ヘッド
10. ブラケット
11. ワーク下保持軸
12. ワーク上保持軸
13. 供給口
14. 配管
15. 材料供給弁
16. シリンジ
201. リングヘッド上部
202. リングヘッド下部
203. リングヘッド外周
204. 材料注入口
205. 材料流路
206. 材料吐出口
【技術分野】
【0001】
本発明は、電子写真方式を用いた画像形成装置の加熱定着装置に用いる弾性ローラとその製造方法に関する。
【背景技術】
【0002】
一般に、電子写真方式を用いたトナー画像形成装置において用いられる加熱加圧定着装置は、加熱されたローラとローラ、フィルムとローラ、ベルトとローラ、といった回転体を含む一対の部材が圧接されて機能する構成を有している。トナーが転写された紙等の画像支持体がこの一対の部材間(ニップ部)を通過することにより、未定着トナー像はニップ内において加熱・軟化し、加圧力により紙へ押し付けられ、その後冷却・固化を経て定着され、紙上にトナーの定着画像が形成される。
【0003】
近年加熱加圧定着装置において、省エネルギー化を目的として加熱効率を高める試みがなされている。装置の小型化に伴うローラの小径化によって、発熱体はローラの外部に配設されなければならず、この発熱体からの熱量を転写紙に効率よく流入させるためには、発熱体からの熱がローラ内部に伝達・蓄積することなくローラ表面のみを伝わればよい。そのため、円筒状基材の周面の弾性層の低熱伝導性、低熱容量化が必要となる。
【0004】
弾性層の熱伝導性を下げるための手段として、外壁が無機質材料からなる気体を内包した微小中空フィラーを配合した液状ゴム混合物を用いて弾性層を形成する技術が知られている。
【0005】
弾性ローラの製造方法として、高粘度の液状ゴムを円筒状基材の周面に直接塗布するリング塗工法が開示されている(特許文献1参照)。リング塗工法においては、塗布前後で塗布液を溶媒希釈および除去する必要がなく、容易な装置で円筒状基材の周面に塗布液を直接塗布して均一な塗工膜を形成することが可能である。また、特許文献2では、塗工膜の厚みを厚くした場合でも、塗布液の降伏応力値と液粘度のせん断速度依存性(チキソトロピーインデックス)を適正な範囲に制限することで、寸法精度の良好な塗膜形成物を得ることができる、との開示がある。
【0006】
弾性ローラを電子写真方式の加熱定着装置に用いる場合、一般的に、弾性層の上に熱可塑性樹脂による被膜を形成する必要がある。この熱可塑性樹脂の材質としては、トナーに対する離型性、及びトナー定着温度(通常180〜200℃)での連続耐久性等が要求されるため、PFAやPTFE樹脂等のフッ素樹脂を主成分とする離型性樹脂が用いられることが多い。さらに、トナーに対する離型性を発揮させるためには、前記樹脂表面の粗さやうねりを所望の許容範囲内に納めて平滑性を得ることが要求される。特にうねりに関しては、弾性層に所望の許容範囲を超えるうねりがあると、樹脂被膜後にもうねりが残り、その結果定着画像上に微小な凹凸が目立つこととなり、画質上の点で問題となる。
【0007】
しかし、塗工液に前記中空フィラーを配合した液状ゴム混合物を用いて、リング塗工法により塗工膜の厚い弾性ローラを製造しようとした場合、降伏応力を有する材料を塗布液として用いると、塗工直後の表面状態が塗膜硬化後まで維持されるために中空フィラー粒子がローラ表面の微小な凹凸やうねりとして残ってしまう。そのような材料を用いて成形した弾性ローラを電子写真画像形成装置の定着用ローラとして用いた場合には、ローラ表面のうねりが定着後のトナー画像にも転写し印刷画質の低下を招くなどの問題が生じてしまうことがあった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2003‐190870号公報
【特許文献2】特開2006‐293015号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明の目的は、低熱伝導性を有する弾性ローラを成形するために、外壁が無機質材料からなる中空フィラーを含有した液状ゴム混合物を弾性層の形成材料に用いた場合においても、円筒状基材周面に均一な膜厚を形成するための安定した吐出と、塗膜硬化後に平滑な表面性が得られる製造方法を提供することである。さらに、本発明の目的は、その製造方法によって得られる弾性ローラを提供することである。
【課題を解決するための手段】
【0010】
本発明は、円筒状基材と、ゴムと該ゴムに分散されているガラス製の中空フィラーとを含む弾性層とを有する弾性ローラの製造方法であって、
ガラス製の中空フィラーと液状ゴムとを含む液状ゴム混合物を、せん断速度X(1/sec)でリング状の塗工ヘッドから吐出させて円筒状基材の周面に塗工し、該液状ゴム混合物の塗膜を形成する工程と、
該塗膜を硬化させて該弾性層を形成する工程とを有し、
該液状ゴム混合物は、該せん断速度X(1/sec)における該液状ゴム材料の粘度をY(Pa・s)としたとき、振動応力0.1Pa以上(X*Y)Pa以下の範囲で動的粘弾性を測定したときの損失正接tanδが1.4以上15.0以下であることを特徴とする弾性ローラの製造方法である。
【発明の効果】
【0011】
本発明によれば、ガラス製の中空フィラーを含む液状ゴム混合物を、リング状の塗工ヘッドから吐出させて円筒状基材の周面に塗工し、該液状ゴム混合物の塗膜を形成する工程を経て、該塗膜の硬化物を弾性層として有する弾性ローラを成形する場合において、該液状ゴム混合物の損失正接tanδを、塗膜形成過程において該液状ゴム混合物にかかる全応力範囲にわたって適正な範囲内の値に設定することによって、円筒状基材周面に均一な膜厚を形成するための安定した吐出と塗工後のレベリングが実現され、塗膜硬化後には膜厚ムラと表面うねりのない平滑性に優れた弾性層を有する弾性ローラを製造することが可能となる。
【0012】
また本発明により、優れたトナー定着画像を形成できる加熱加圧定着装置および電子写真画像形成装置が実現される。
【図面の簡単な説明】
【0013】
【図1】本発明に用いることのできる塗工装置の一例を示す模式図である。
【図2】本発明に用いることのできる塗工ヘッドの一例とそれによる塗工方法を示す模式図である。
【発明を実施するための形態】
【0014】
以下、本発明をさらに詳細に説明する。
【0015】
ガラス製の中空フィラーと液状ゴムとを含む液状ゴム混合物を、せん断速度X(1/sec)でリング状の塗工ヘッドから吐出させて円筒状基材の周面に塗工し、該液状ゴム混合物の塗膜を形成する工程と、該塗膜を硬化させて該弾性層を形成する工程とを有する弾性ローラの製造方法において、該液状ゴム混合物は、該せん断速度X(1/sec)における該液状ゴム材料の粘度をY(Pa・s)としたとき、振動応力0.1Pa以上(X*Y)Pa以下の範囲で動的粘弾性を測定したときの損失正接tanδが1.4以上15.0以下であれば、円筒状基材周面に均一な膜厚を形成するための安定した吐出と塗工後のレベリングが実現され、塗膜硬化後には膜厚ムラと表面うねりのない平滑性に優れた弾性層を有する弾性ローラが得られることを特徴としている。
【0016】
損失正接tanδとは、動的粘弾性測定より得られる貯蔵弾性率G’と損失弾性率G”との比G”/G’である。貯蔵弾性率G’は粘弾性体の弾性(固体)成分、一方の損失弾性率G”は粘性(液体)成分を表すものであり、両者の比である損失正接tanδ(=G”/G’)は、固体成分に対する液体成分の割合、すなわち流動性を量る指標となるものであり、エネルギー散逸項とも呼ばれる。
【0017】
一般的に、フィラー等を含む液状ゴム混合物の粘弾性特性では、低振動応力状態において高分子鎖同士の絡み合いやフィラーの凝集構造などが弾性成分の発現に寄与し、振動応力の増大に伴ってそれらが破壊されることにより粘性成分が支配的となっていく。すなわち、ある応力範囲におけるtanδの最小値は、弾性成分が発現しやすい低振動応力領域において得られる。低振動応力領域は、リング塗工法においては、塗工後の塗膜に対して重力が付加する低せん断応力状態に対応し、その領域においてG”>G’、すなわちtanδが1以上であれば、当該液状ゴム混合物の塗膜は流動する。しかし、ガラス製の中空フィラーを含む液状ゴム混合物の塗膜においては、その理由は明らかではないが、中空フィラーが塗膜の表面側により多く偏在し、塗膜の表面が粗面化しやすいとの知見を得た。そこで、ガラス製の中空フィラーを含む液状ゴム混合物においては、塗膜表面を平滑化させるのに十分な流動性を得るためには、tanδの最小値を1.4以上とすることが必要である。それによって、ガラス製中空フィラーにより粗面化した塗膜であってもレベリング効果によって平滑な表面を有する弾性層を得ることができる。
【0018】
一方、本発明にかかる液状ゴム混合物は、tanδが15.0以下であることが必要である。上記によれば、ある応力範囲におけるtanδの最大値は、粘性成分が支配的となる高振動応力領域において得られる。高振動応力領域は、リング塗工法においては、材料を塗工ヘッドから吐出する際の高せん断応力状態に対応する。tanδが15.0を超える場合には、吐出時における材料の流動性が大きすぎて、液状ゴム混合物に含まれるフィラー等の凝集構造破壊が過多となってしまい、含有する中空フィラーの分散性や塗工ヘッドノズルからの吐出量が不均一になるなどして、周方向での均一な膜厚や熱伝導性を得ることが困難となる。
【0019】
本発明にかかる液状ゴム混合物が満たすべき上記tanδの値は、当該液状ゴム混合物が塗工ヘッドから吐出され、その塗膜が硬化するまでの間に、当該液状ゴム混合物に加わる応力の全範囲において達成されていなければならない。ここで、当該液状ゴム混合物に加わる最も大きな応力は、液状ゴム混合物が塗工ヘッドから吐出されるときに加わるせん断応力と考えられる。そして、当該せん断応力は、塗工ヘッドから吐出される際に液状ゴム混合物にかかるせん断速度Xとそのときの粘度Yの積である。一方、液状ゴム混合物のtanδを測定可能とする振動応力の下限値は0.1Paであり、これは、塗工ヘッドから吐出後の材料塗膜に対して重力により加わるせん断応力に相当する。従って、本発明にかかる液状ゴム混合物は、振動応力0.1Pa以上(X*Y)Pa以下の範囲で動的粘弾性を測定したときのtanδの値が、前記した1.4以上15.0以下であることが必要である。
【0020】
本発明に係る液状ゴムは、室温で流動性を持つポリマーで、加熱により硬化が進行するものであり、硬化後適度に低硬度で、加熱加圧定着装置で用いるのに十分な耐熱性と変形回復力を有する液状シリコーンゴムである。特に、加工性が良好で寸法精度の安定性が高く、硬化反応時に反応副生成物が発生しないなどの生産性に優れる理由から、付加反応架橋型の液状シリコーンゴムを用いることが、より好ましい。
【0021】
液状シリコーンゴムは、例えばオルガノポリシロキサン(A液)およびオルガノハイドロジェンポリシロキサン(B液)を含み、さらに触媒や他の添加物を適宜含む組成物である。オルガノポリシロキサンはシリコーンゴム原料のベースポリマーであり、その分子量は、中空フィラーおよび各種充填剤の混合攪拌や、それにより得られた混合物の流動性を適当な範囲とするために、数平均分子量5000以上10万以下が好ましく、重量平均分子量1万以上50万以下がより好ましい。
【0022】
微小中空フィラーの組成としては、低熱容量化を付与する気体の保持性およびシリコーンゴムへの分散性の観点から、無機質外殻が硼珪酸ガラスからなるガラス製中空フィラーが適している。
【0023】
ガラス製中空フィラーの平均粒子径は、混合物の塗膜をレベリング効果によって平滑な表面とするために、200μm以下、特には10μm以上150μm以下であることが好ましい。平均粒子径を上記の範囲内とすることで、所望の熱伝導率を得やすくなる。また、組成物の機械的強度の低下や、リング状の塗工ヘッドからの吐出時に塗膜にスジが生じにくい。弾性層の熱伝導性を十分に低下させるために、ガラス製中空フィラーの真比重を0.1以上0.5以下とすることが好ましい。中空フィラーがローラ成形時に破壊されてしまうことを抑制できる。また、熱伝導率を十分に低下させることができる。以上のような条件に合う市販のガラス製中空フィラーとしては、商品名:CEL−STAR(東海工業株式会社製)、グラスバブルズ(住友3M株式会社製)等が挙げられる。
【0024】
ガラス製中空フィラーの配合量は所望の断熱性に応じて選択されるが、通常、液状ゴム材料100質量部に対し5質量部以上40質量部以下、好ましくは10質量部以上30質量部以下である。5質量部未満ではローラに要求される十分な断熱性が得られにくいという点で不利であり、40質量部を超える場合は液状ゴム混合物の粘度が上がり混合攪拌が困難になるという点で不利であるのに加えて、混合物の流動性が低下して本発明における所望のtanδの範囲を得ることが困難となる。
【0025】
次に、本発明の実施形態について図面を参照して説明する。
【0026】
図1は、本発明の実施形態の塗工方法が適用された装置を示す概略図である。本実施形態の塗工装置においては、架台1の上にほぼ垂直にコラム2が取り付けられ、さらにコラム2の上部に精密ボールネジ3がほぼ垂直に取り付けられている。また、精密ボールネジ3と平行に2本のリニアガイド4がコラム2に取り付けられている。LMガイド5はリニアガイド4及び精密ボールネジ3と連結し、サーボモータ6よりプーリ7を介して回転運動が伝達され昇降できるようになっている。コラム2には、円筒状の基材8の外周上に液状ゴムを塗布するためのリング形状の塗工ヘッド9が取り付けられている。さらに、LMガイド5上にブラケット10が取り付けられ、このブラケット10には円筒状基材8を保持し固定するワーク下保持軸11がほぼ垂直に取り付けられ、また逆側の円筒状基材8を保持するワーク上保持軸12がブラケット10の上部に取り付けられている。ワーク上保持軸12はワーク下保持軸11に対向してほぼ同心になるように配置して円筒上基材8を保持している。
【0027】
リング形状の塗工ヘッド9は、その中心軸がワーク下保持軸11とワーク上保持軸12の移動方向と平行になるように支持されている。また、塗工ヘッド9の内側に開口した環状スリットになっている吐出口の円中心と、ワーク下保持軸11及びワーク上保持軸12の中心がほぼ同心になるように調節してある。このような構成により塗工ヘッド9の環状スリットになっている吐出口の中心軸を円筒状基材の中心軸にほぼ合わせることができ、リング形状の塗工ヘッドの内周面と円筒状基材の外周面との間に均一な隙間が形成される。
【0028】
また、液状ゴム混合物の供給口13は、液状ゴム混合物の搬送用の配管14を介して材料供給弁15に接続されている。材料供給弁15の手前にはシリンジ16、混合ミキサー、材料定量吐出装置、材料タンク等を備えており、液状ゴムは材料タンクから、材料定量吐出装置により一定量計量され、混合ミキサーで混合される。混合された液状ゴムは、シリンジ16に充填され、シリンジにより定量(単位時間あたりの量が一定)吐出されることによって、材料供給弁15から配管14を経由して、供給口13に送られる。
【0029】
図2に本発明の製造方法に用いられたリング形状の塗工ヘッドの断面図を示す。塗工ヘッドは、ヘッド上部201とヘッド下部202、及びヘッド外周203で構成されており、図2のように組み合されて使用される。材料注入口204から入った液状ゴム材料は、ヘッド内部の材料流路205を通って周方向に充填された後、材料吐出口206から吐出される。
【0030】
液状ゴム混合物の塗膜の厚さを安定化させるために、リング状塗工ヘッドノズルからの吐出量とシリンジからの供給量を一定にして、円筒状基材保持軸を垂直方向(基材の中心軸方向)に昇降移動させることで、円筒状基材の周面に円筒形状(ローラ形状)の未硬化の液状ゴム混合物の層が形成される。この時、基材外周面とリング形状の塗工ヘッド内周面とのクリアランス(隙間)は、所望の塗膜の厚さ以上のクリアランスにすることが好ましい。
【0031】
リング形状の塗工ヘッドは、液状ゴム混合物が均一に塗工でき、かつ溶剤等に侵されない材質のものが好ましい。その材質として通常、ステンレス、鉄、アルミニウム、銅、真鍮等の金属やフッ素樹脂、アクリル樹脂、フェノール樹脂、ポリカーボネート、ポリエチレン、ポリスチレン等の樹脂を用いるが、加工精度が高いステンレス等の鋼材を用いることが好ましい。
【0032】
円筒状基材の外周面に形成された未硬化の液状ゴム混合物の層を硬化させる工程では、液状ゴム混合物の層の表面の、液状ゴムの流動によるレベリングを促すために、ローラ中心軸方向を水平にすることが好ましい。さらに、液状ゴムがダレて形状が悪化するのを抑制するため、および周方向の温度を均一にするためにローラを回転させながら加熱することが好ましい。熱源としては、未硬化のゴムローラに非接触で加熱できる近赤外線ヒーター、遠赤外線セラミックヒーター、ランプ加熱ヒーター、UVヒーター等が望ましい。液状ゴム材料表面の加熱温度としては、使用する液状ゴム材料にもよるが、硬化反応が開始する100℃以上250℃以下が好ましい。
【0033】
弾性ローラの円筒状基材として使用する材質は、表面にニッケルメッキやクロムメッキしたSUM材等の鋼材を含むステンレススチール、リン青銅、アルミニウム、耐熱樹脂が挙げらる。円筒状基材の外径の目安としては4mm以上14mm以下である。
【実施例】
【0034】
以下、実施例により本発明を具体的に説明する。まず、実施例において行った測定方法および各種評価について説明する。
【0035】
<各種測定方法>
<粘度測定方法>
粘度測定装置による液状ゴム混合物の粘度測定方法を以下に説明する。
粘度測定装置にはティー・エイ・インスツルメント(TA Instruments)社製AR‐G2(商品名)を用いた。
【0036】
粘度測定装置のプレートにはφ20mmのクロスハッチプレートを用いた。材料約1mlを採取し試料台の上にのせ、クロスハッチプレートを近づけて、試料台から1000μmの位置で測定ギャップを設定した。そのとき、まわりに押し出された材料を綺麗に除去し測定に影響の出ないようにした。材料温度が25℃になるようにプレート台の温度を設定し、試料をセットしてから5分間放置後、せん断速度50(1/sec)で5秒間の前処理を行い、さらに3分間静置した後に測定を開始した。
【0037】
試料にかけるせん断速度は、該試料を用いて円筒状基材の周面に塗膜を形成する工程において、リング状の塗工ヘッドから吐出させる際の吐出口でのせん断速度Xとし、せん断速度X(1/sec)で30秒の条件で試料の粘度Y(Pa・s)を測定した。このとき、材料にかかるせん断応力Z(Pa)は、Z=X*Yにより算出された。
【0038】
<粘弾性測定方法>
粘弾性測定装置による液状ゴム混合物の粘弾性測定方法を以下に説明する。
粘弾性測定装置にはティー・エイ・インスツルメント社製AR‐G2(商品名)を用いた。
【0039】
粘弾性測定装置のプレートにはφ20mmのクロスハッチプレートを用いた。材料約1mlを採取し試料台の上にのせ、クロスハッチプレートを近づけて、試料台から1000μmの位置で測定ギャップを設定した。そのとき、まわりに押し出された材料を綺麗に除去し測定に影響の出ないようにした。材料温度が25℃になるようにプレート台の温度を設定し、試料をセットしてから5分間放置後、せん断速度50(1/sec)で5秒間の前処理を行い、さらに3分間静置した後に測定を開始した。試料にかける応力は0.1(Pa)からZ(Pa)までの範囲で、周波数1Hzで振動させ、そのときの貯蔵弾性率G’、損失弾性率G”、損失正接tanδの変化を振動応力1桁の範囲につき10ポイント測定した。
【0040】
<表面うねり測定>
一般的な加熱加圧定着装置に用いる弾性ローラとしては、樹脂被覆前の弾性層の表面うねりWcmが5μm以下であることが好ましい。ここでいう表面うねりWcmとは、ろ波最大うねりを意味するものであり、表面の凹凸を測定した断面曲線から細かい凹凸すなわち短波長成分を低域フィルタによって除去し、残った大きな山谷から成るうねり成分を表したものである。詳細はJIS B0601で規定されている。
【0041】
ろ波最大うねり(Wcm)の測定は、表面粗さ測定器(ミツトヨ社製、SURFTEST SV−600)を用いて、fh(高域カットオフ)=0.8mm、測定長さ=4mm、測定スピード=0.1mm/secにて非接触で測定した。
【0042】
<弾性層厚みの測定および振れ精度の算出>
全自動ローラ測定装置(東京光電子工業社製、RSVT−1960PC)を用いて、各弾性ローラの弾性層厚みを測定した。具体的には、弾性ローラの長手方向においては、中央部の弾性層厚みと弾性層の端部から20mm中央部側の位置における弾性層厚みの3点、円周方向においては、90°ずつ回転させた4点の計12点の弾性層厚みを測定し、その平均値を弾性層の平均厚み(tave)とした。さらに、振れ精度は、測定した弾性層厚み12点のうち、最大厚み(tmax)と最小厚み(tmin)との差(tmax−tmin)を、平均厚みtaveに対する百分率[(tmax−tmin)/tave]×100(%)として算出し、これを偏肉度として、弾性ローラの成形精度を評価する指標として用いた。
【0043】
一般的な加熱加圧定着装置において、高品質の画像を得るためには、前記式による振れ精度が5%以下であることが好ましく、その範囲内であれば、ニップ幅や回転トルクの変動、紙の送行性などに悪影響を及ぼすことはなく、画質上の問題は発生しない。
【0044】
<画像評価>
各実施例において作製した弾性ローラを、適用可能なフルカラー画像形成装置の定着装置において定着用ローラとして組み込んだ。この画像形成装置を用いて、画像(ベタ画像、ハーフトーン画像)を出力し、その画像品質を下記の基準で評価した。
A:画像品質が良好なもの。粒状の微小濃度ムラおよび帯状濃淡ムラの発生なし。
B:ローラ長手方向の弾性層表面うねりに起因する粒状の微小濃度ムラが発生した。
C:ローラ周方向の弾性層厚みムラに起因するローラ長手方向に帯状の濃淡ムラが、ローラ回転周期で発生した。
【0045】
以下に実施例を示し、本発明をより具体的に説明する。
<実施例1>
図2に示した形態の塗工ヘッドを有する、図1に示した形態の塗工装置を用いた。塗工ヘッド上部の内直径は14.60mmであり、環状スリットの幅(液状ゴム混合物吐出口の幅に等しい)は1.0mmとした。
【0046】
下記表Aに記載の材料をプラネタリーミキサーで30分間混合して弾性層形成用の液状ゴム混合物を調製した。
【表1】
【0047】
円筒状基材として外直径8mmのSUS製の芯金を用い、塗工ヘッド下部の内直径は8.3mmとした。上記芯金の周面にプライマー(商品名:DY 39‐051、東レ・ダウコーニング社製)を塗布し、電気炉で150℃、30分間焼成した。プライマー処理後の芯金(ワーク)を塗工装置ワーク保持軸部に配置し、上保持軸と下保持軸でクランプ後、ワークを塗工開始位置まで下降して停止させ、ワークを5mm/secで上昇開始させると同時に、リング塗工ヘッドの材料吐出口から518mm3/secで吐出し、ワークの外周面に上記で調製した液状ゴム混合物を厚さ3mmの円筒形状に形成した。このとき液状ゴム混合物にかかるせん断速度Xは11.3s−1、該せん断速度における材料粘度Yは144.5Pa・s、せん断応力Zは1633Paであった。粘弾性測定から得られた損失正接tanδの最大値及び最小値を表1に示す。
【0048】
つぎに、塗工後のワークを水平にした状態で12rpmで回転させながら近赤外線ヒーターを用いてワーク表面温度を180℃とし、表面温度を3分間維持することによって、液状ゴム混合物の層を加熱硬化させて弾性層を形成した。その後、200℃の電気炉中で4時間、熱処理した。以上のようにして、芯金の外周に弾性層を有する弾性ローラを製造した。この弾性ローラの表面うねりと偏肉度を表1に示す。
【0049】
<実施例2>
下記表Bに記載の材料を実施例1と同様にして混合して液状ゴム混合物を調製した。
【0050】
【表2】
【0051】
実施例1と同様にして周面をプライマーで処理した芯金の周面に塗工ヘッドを用いて上記の液状ゴム混合物を塗布した。すなわち、塗工ヘッド下部の内直径は8.3mmとし、塗工ヘッドの材料吐出口から1037mm3/secで上記で調製した液状ゴム混合物を吐出して、芯金の周面に厚さ3mmの円筒形状に該液状ゴム混合物の層を形成した。このときの液状ゴム混合物にかかるせん断速度Xは22.6s−1、該せん断速度における材料粘度Yは160.8Pa・s、せん断応力Zは3634Paであった。粘弾性測定から得られた損失正接tanδの最大値および最小値を表1に示す。次に、実施例1と同様にして芯金周囲の液状ゴム混合物の層を加熱硬化、及び熱処理を行って弾性ローラを作製し、評価した。
【0052】
<実施例3>
下記表Cに記載の材料を実施例1と同様に混合して液状ゴム混合物を調製した。
【0053】
【表3】
【0054】
上記で調製した液状ゴム混合物を用いた以外は実施例2と同様にして芯金の周囲に厚さ3mmの円筒形状に液状ゴム混合物の層を形成した。このとき液状ゴム混合物にかかるせん断速度Xは22.6s−1、該せん断速度における材料粘度Yは112.8Pa・s、せん断応力Zは2549Paであった。粘弾性測定から得られた損失正接tanδの最大値および最小値を表1に示す。次に、実施例1と同様にして芯金周囲の液状ゴム混合物の層を加熱硬化、及び熱処理を行って弾性ローラを作製し、評価した。
【0055】
<実施例4>
下記表Dに記載の材料を実施例1と同様にして混合し液状ゴム混合物を調製した。
【0056】
【表4】
【0057】
実施例1と同様にして周面をプライマーで処理した芯金の周面に塗工ヘッドを用いて上記の液状ゴム混合物を塗布した。すなわち、塗工ヘッド下部の内直径は10.3mmとし、塗工ヘッドの材料吐出口から2262mm3/secで上記で調製した液状ゴム混合物を吐出し、芯金の周面に厚さ2mmの円筒形状に該液状ゴム混合物の層を形成した。このときの液状ゴム混合物にかかるせん断速度Xは49.3s−1、該せん断速度における材料粘度Yは54.6Pa・s、せん断応力Zは2692Paであった。粘弾性測定から得られた損失正接tanδの最大値および最小値を表1に示す。次に、実施例1と同様にして芯金周囲の液状ゴム混合物の層を加熱硬化、及び熱処理を行って弾性ローラを作製し、評価した。
【0058】
<実施例5>
実施例1において、塗工ヘッド下部の内直径を8.3mmとし、塗工ヘッドの材料吐出口から3110mm3/secで液状ゴム混合物を吐出した以外は実施例1と同様にして、芯金の周面に液状ゴム混合物を塗布した。このとき液状ゴム混合物にかかるせん断速度Xは67.7s−1、該せん断速度における材料粘度Yは84.2Pa・s、せん断応力Zは5698Paであった。粘弾性測定から得られた損失正接tanδの最大値および最小値を表1に示す。次に、実施例1と同様にして芯金周囲の液状ゴム混合物の層を加熱硬化、及び熱処理を行って弾性ローラを作製し、評価した。
【0059】
<実施例6>
下記表Eに記載の材料を実施例1と同様にして混合し液状ゴム混合物を調製した。
【0060】
【表5】
【0061】
実施例1と同様にして周面をプライマー処理した外直径11mmのSUS製の芯金の周面に上記の液状ゴム混合物を塗布した。すなわち、塗工ヘッド下部の内直径は11.3mmとし、塗工ヘッドの材料吐出口から589mm3/secで上記で調製した液状ゴム混合物を吐出して、芯金の周面に厚さ1.5mmの円筒形状に該液状ゴム混合物の層を形成した。このとき液状ゴム混合物にかかるせん断速度Xは6.4s−1、該せん断速度における材料粘度Yは254.0Pa・s、せん断応力Zは1626Paであった。粘弾性測定から得られた損失正接tanδの最大値および最小値を表1に示す。次に、実施例1と同様にして芯金周囲の液状ゴム混合物の層を加熱硬化、及び熱処理を行って弾性ローラを作製し、評価した。
【0062】
<実施例7>
下記表Fに記載の材料を実施例1と同様にして混合して液状ゴム混合物を調製した。
【0063】
【表6】
【0064】
上記液状ゴム混合物を用いた以外は実施例1と同様にして芯金の周面に厚さ3mmの円筒形状に該液状ゴム混合物の層を形成した。このとき液状ゴム混合物にかかるせん断速度Xは11.3s−1、該せん断速度における材料粘度Yは184.1Pa・s、せん断応力Zは2080Paであった。粘弾性測定から得られた損失正接tanδの最大値および最小値を表1に示す。次に、実施例1と同様にして芯金周囲の液状ゴム混合物の層を加熱硬化、及び熱処理を行って弾性ローラを作製し、評価した。
【0065】
<比較例1>
下記表Gに記載の材料を実施例1と同様にして混合して液状ゴム混合物を調製した。
【0066】
【表7】
【0067】
上記の液状ゴム混合物を用いた以外は実施例1と同様にして芯金の周面に厚さ3mmの円筒形状に該液状ゴム混合物の層を形成した。このとき液状ゴム混合物にかかるせん断速度Xは11.3s−1、該せん断速度における材料粘度Yは191.8Pa・s、せん断応力Zは2167Paであった。粘弾性測定から得られた損失正接tanδの最大値および最小値を表1に示す。次に、実施例1と同様にして芯金周囲の液状ゴム混合物の層を加熱硬化、及び熱処理を行って弾性ローラを作製し、評価した。
【0068】
<比較例2>
下記表Hに記載の材料を実施例1と同様にして混合して液状ゴム混合物を調製した。
【0069】
【表8】
【0070】
上記の液状ゴム混合物を用い、かつ、塗工ヘッドの材料吐出口からの吐出速度を2073mm3/secとした以外は実施例1と同様にして芯金の周面に厚さ3mmの円筒形状に液状ゴム混合物の層を形成した。このとき液状ゴム混合物にかかるせん断速度Xは45.2s−1、該せん断速度における材料粘度Yは82.5Pa・s、せん断応力Zは3729Paであった。粘弾性測定から得られた損失正接tanδの最大値および最小値を表1に示す。次に、実施例1と同様にして芯金周囲の液状ゴム混合物の層を加熱硬化、及び熱処理を行って弾性ローラを作製した。得られた弾性ローラを実施例1と同様にして評価した。
【0071】
<比較例3>
下記表Iに記載の材料を実施例1と同様にして混合して液状ゴム混合物を調製した。
【0072】
【表9】
【0073】
上記の液状ゴム混合物を用い、外直径10mmのSUS製の芯金を用い、塗工ヘッド下部の内直径を10.3mmとし、更に塗工ヘッドの材料吐出口からの吐出速度を1508mm3/secに変えて、芯金の周面に厚さ2mmの円筒形状に液状ゴム混合物の層を形成した。このとき液状ゴム混合物にかかるせん断速度Xは32.9s−1、該せん断速度における材料粘度Yは24.8Pa・s、せん断応力Zは816Paであった。粘弾性測定から得られた損失正接tanδの最大値および最小値を表1に示す。次に、実施例1と同様にして芯金周囲の液状ゴム混合物の層を加熱硬化、及び熱処理を行って弾性ローラを作製し、評価した。
【0074】
<比較例4>
下記表Jに記載の材料を実施例1と同様にして混合して液状ゴム混合物を調製した。
【0075】
【表10】
【0076】
上記の液状ゴム混合物を用い、外直径10mmのSUS製の芯金を用い、塗工ヘッド下部の内直径を10.3mmとし、更に、塗工ヘッドの材料吐出口からの吐出速度を1508mm3/secとして、芯金の外周面に厚さ2mmの円筒形状に液状ゴム混合物の層を形成した。このときの液状ゴム混合物にかかるせん断速度Xは32.9s−1、該せん断速度における材料粘度Yは29.7Pa・s、せん断応力Zは978Paであった。粘弾性測定から得られた損失正接tanδの最大値および最小値を表1に示す。次に、実施例1と同様にして芯金周囲の液状ゴム混合物の層を加熱硬化、及び熱処理を行って弾性ローラを作製し、評価した。
【0077】
【表11】
【0078】
これらの結果より、本発明の製造方法を用いて、ガラス製中空フィラーを含むゴム弾性層を有した弾性ローラを製造することで、基材周面に均一な膜厚と表面うねりのない平滑性に優れた弾性層を有する弾性ローラが提供される。
【符号の説明】
【0079】
1. 架台
2. コラム
3. 精密ボールネジ
4. リニアガイド
5. LMガイド
6. サーボモータ
7. プーリー
8. 円筒状基材
9. リング形状の塗工ヘッド
10. ブラケット
11. ワーク下保持軸
12. ワーク上保持軸
13. 供給口
14. 配管
15. 材料供給弁
16. シリンジ
201. リングヘッド上部
202. リングヘッド下部
203. リングヘッド外周
204. 材料注入口
205. 材料流路
206. 材料吐出口
【特許請求の範囲】
【請求項1】
円筒状基材と、ゴムと該ゴムに分散されているガラス製の中空フィラーとを含む弾性層とを有する弾性ローラの製造方法であって、
ガラス製の中空フィラーと液状ゴム材料とを含む液状ゴム混合物を、せん断速度X(1/sec)でリング状の塗工ヘッドから吐出させて円筒状基材の周面に塗工し、該液状ゴム混合物の塗膜を形成する工程と、
該塗膜を硬化させて該弾性層を形成する工程とを有し、
該液状ゴム混合物は、該せん断速度X(1/sec)における該液状ゴム混合物の粘度をY(Pa・s)としたとき、振動応力0.1Pa以上(X*Y)Pa以下の範囲で動的粘弾性を測定したときの損失正接tanδが1.4以上15.0以下であることを特徴とする弾性ローラの製造方法。
【請求項2】
前記液状ゴムが液状シリコーンゴムである請求項1に記載の弾性ローラの製造方法。
【請求項1】
円筒状基材と、ゴムと該ゴムに分散されているガラス製の中空フィラーとを含む弾性層とを有する弾性ローラの製造方法であって、
ガラス製の中空フィラーと液状ゴム材料とを含む液状ゴム混合物を、せん断速度X(1/sec)でリング状の塗工ヘッドから吐出させて円筒状基材の周面に塗工し、該液状ゴム混合物の塗膜を形成する工程と、
該塗膜を硬化させて該弾性層を形成する工程とを有し、
該液状ゴム混合物は、該せん断速度X(1/sec)における該液状ゴム混合物の粘度をY(Pa・s)としたとき、振動応力0.1Pa以上(X*Y)Pa以下の範囲で動的粘弾性を測定したときの損失正接tanδが1.4以上15.0以下であることを特徴とする弾性ローラの製造方法。
【請求項2】
前記液状ゴムが液状シリコーンゴムである請求項1に記載の弾性ローラの製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2011−141375(P2011−141375A)
【公開日】平成23年7月21日(2011.7.21)
【国際特許分類】
【出願番号】特願2010−1233(P2010−1233)
【出願日】平成22年1月6日(2010.1.6)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
【公開日】平成23年7月21日(2011.7.21)
【国際特許分類】
【出願日】平成22年1月6日(2010.1.6)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
[ Back to top ]