
キッチンペーパー
【課題】吸液性に優れるキッチンペーパーを提供する。
【解決手段】2枚のシートが積層されたキッチンペーパーであって、
親水性繊維を90%以上含むクレープ紙と、親水性繊維を40%以上含みエアレイド法による不織布シートとが、それらに付与されたマクロエンボスの天部に付与された接着剤を介してネステッド形式で積層一体化され、
そのマクロエンボスのエンボス面積率がキッチンペーパーの片面の面積に対して5.0〜40%であり、かつ、少なくともクレープ紙に付与されたマクロエンボスは、その単位マクロエンボスのエンボス天部面積が1.75〜9.0mm2、エンボス深さが0.9〜1.5mmであるキッチンペーパーにより解決される。
【解決手段】2枚のシートが積層されたキッチンペーパーであって、
親水性繊維を90%以上含むクレープ紙と、親水性繊維を40%以上含みエアレイド法による不織布シートとが、それらに付与されたマクロエンボスの天部に付与された接着剤を介してネステッド形式で積層一体化され、
そのマクロエンボスのエンボス面積率がキッチンペーパーの片面の面積に対して5.0〜40%であり、かつ、少なくともクレープ紙に付与されたマクロエンボスは、その単位マクロエンボスのエンボス天部面積が1.75〜9.0mm2、エンボス深さが0.9〜1.5mmであるキッチンペーパーにより解決される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、清掃用途、食材に触れる用途に用いられるキッチンペーパーに関する。
【背景技術】
【0002】
キッチンペーパーは、台所周りの拭き掃除、調理器具の拭取りなどの清掃用途、食品の包装、煮物の落とし蓋、鮮魚等のドリップ吸収材、水きり、油漉し、揚げ物の過剰油分の吸収等の食材に直接触れる用途に用いられるなど、その用途は多岐にわたるところであるが、吸液性と衛生的安全性が求められる。
【0003】
従来、キッチンペーパーの構成としては、エンボス加工を施したクレープ紙からなるシートを適宜枚数積層して形成され、シート繊維間の空隙による毛細管現象を主たる吸液機構として各シートのエンボス間の空隙に水分、油分等を取り込み保持するように構成したもの、不織布シートのみで形成され、不織布繊維間の空隙に水分、油分等を取り込み保持するようにしたものが知られる。
【0004】
しかし、これら従来のクレープ紙からなるキッチンペーパー、不織布シートからなるキッチンペーパーのいずれも、各シートの性質に起因して用途に対する適、不適がはっきりとしており、キッチンペーパーの多岐にわたる用途の何れかにおいて欠点を有している。
【0005】
例えば、クレープ紙は、繊維間が密で平面方向のMD方向に配向し、クレープの山谷はCD方向に延在するため、不織布シートと比較すると平面方向への水・油の吸収は早いが、Z軸方向への吸収、透過は密度が高いため遅い。また拭き取りではクレープの山谷により塵や埃を絡め取ることができるが、クッション性では劣る。
【0006】
一方、不織布シートのみからなるキッチンペーパーは、不織布シートの製法に起因して、繊維密度が粗であり繊維間の空隙が多いために、吸液速度は極めて速いものの透過し易く、一旦吸液した液体の保持性についてはクレープ紙を積層したキッチンペーパーのものと比較して極めて劣り、この性質に起因して液体のシート内での拡散性についても、繊維が一定方向に強く配向しているクレープ紙と比較すると劣る。また、上述のとおり繊維密度が粗となるため、表面の滑らかさの印象についてはクレープ紙と比較すると摩擦感があり、こびりついた汚れを拭き取るのに適する。
ここで、本出願人は、非エンボスの不織布シートとエンボス付与したクレープ紙を積層したキッチンペーパーを開発した(下記特許文献2)。
【0007】
しかし、このキッチンペーパーは、各面において不織布シートとクレープ紙の機能を有するものであり、優れるものであるが接着剤による接着部分が水・油の吸収や透過を妨げ、必ずしも基材の機能を十分に生かしたものではなかった。また、繊維密度が粗である不織布シートとクレープ紙とをエンボス凸部に付与した接着剤を介して接着する構成をとる場合は接着剤が不織布に吸収され、両者の接着が不十分なものとなることがあるとともに、接着剤付与に起因してシートは硬くなる傾向にある。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2008−208501
【特許文献2】特開2008−137241
【特許文献3】特開2005−288764
【発明の概要】
【発明が解決しようとする課題】
【0009】
そこで、本発明は、不織布シートとクレープ紙の機能を有し、しかもそれらを接着部分が水・油の吸収や透過を妨げない態様で接着し、両シートの特性をより生かしより有機的な作用による効果を奏し、しかも、接着剤に起因するシートの硬さや接着の不十分さのないキッチンペーパーを提供することにある。
【課題を解決するための手段】
【0010】
上記課題を解決した本発明及び作用効果は次記のとおりである。
<請求項1記載の発明>
クレープ紙とエアレイド法による不織布シートとが積層されたプライ構造を有し、
そのプライ構造とする積層一体化がニードルパンチによりされていることを特徴とするキッチンペーパー。
【0011】
<請求項2記載の発明>
積層された各シートが、接着剤により接着されていない請求項1記載のキッチンペーパー。
【0012】
<請求項3記載の発明>
クレープ紙と不織布シートとが各一層の2層構造であるか、又は表裏面層がクレープ紙であり、表裏面層の間に位置する中間層が不織布シートである3層構造である請求項1又は2記載のキッチンペーパー。
【0013】
<請求項4記載の発明>
表面側から裏面側へ向かって打ち抜くニードルパンチと、裏面側から表面側へ向かって打ち抜くニードルパンチの双方のニードルパンチにより積層一体化がされている請求項1〜3の何れか1項に記載のキッチンペーパー。
【0014】
<請求項5記載の発明>
キッチンペーパーの縁部に沿ってニードルパンチを線状に付与した請求項1〜4の何れか1項に記載のキッチンペーパー。
【0015】
<請求項6記載の発明>
クレープ紙のMD方向に沿う線状のニードルパンチのみ付与されている請求項1〜5の何れか1項に記載のキッチンペーパー。
【0016】
<請求項7記載の発明>
表面側から裏面側へ向かって打ち抜くニードルパンチと、裏面側から表面側へ向かって打ち抜くニードルパンチとが交互に又は規則的に入れ替わるように並列されて線が形成されている請求項1〜6の何れか1項に記載のキッチンペーパー。
【0017】
<請求項8記載の発明>
クレープ紙及びエアレイド不織布シートにエンボス天部面積が1.75〜9.0mm2、エンボス深さが0.9〜1.5mmのマクロエンボスが付与されている請求項1記載のキッチンペーパー・
【0018】
<請求項9記載の発明>
クレープ紙に、単位エンボスの面積が0.04〜1.0mm2、エンボス深さ0.1〜1.0mmのマイクロエンボスがキッチンペーパーの片面の面積に対して5.0〜40%付与されており、かつ、不織布シートにはマイクロエンボスが付与されていない請求項1記載のキッチンペーパー。
【0019】
<請求項10記載の発明>
不織布シートは、繊維長1.0〜12.0mmのパルプ繊維を40%以上含む請求項1〜3の何れか1項に記載のキッチンペーパー。
【発明の効果】
【0020】
以上のとおり、本発明によれば、不織布シートとクレープ紙の機能を有し、しかもそれらが接着部分が水・油の吸収や透過を妨げない態様で接着され、両シートの特性をより生かしより有機的な作用による効果を奏し、しかも、接着剤に起因するシートの硬さや接着の不十分さのないキッチンペーパーが提供される。
【図面の簡単な説明】
【0021】
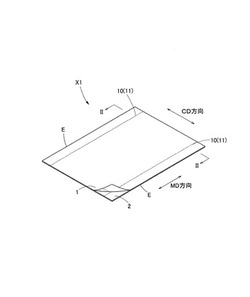
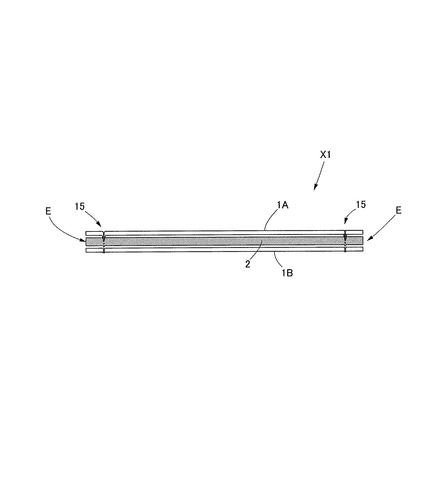
【図1】本発明の第1の構造例のキッチンペーパーX1を説明するための斜視図である。
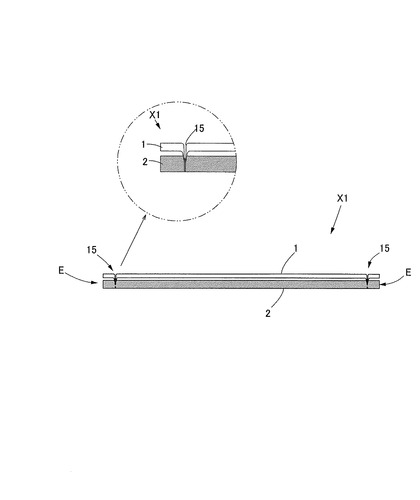
【図2】そのII-II断面図である。
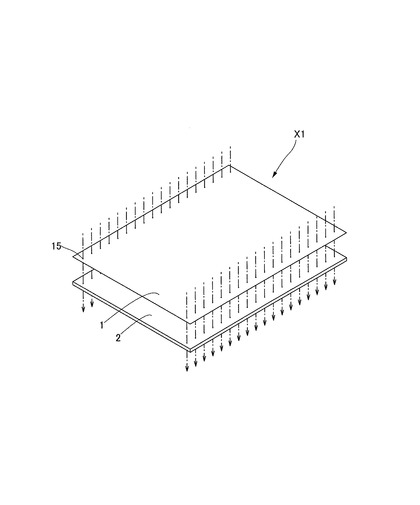
【図3】本発明の第1の構造例のニードルパンチを説明するための斜視図である。
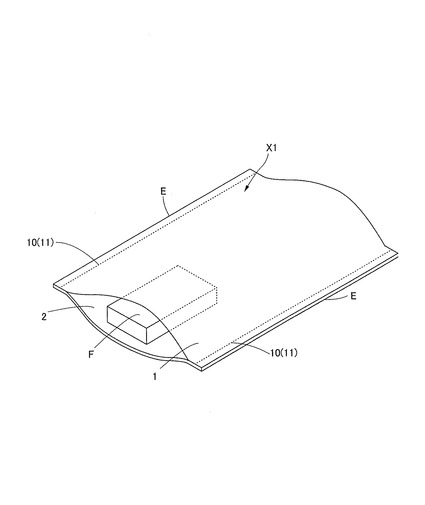
【図4】本発明のキッチンペーパーの使用方法の一例を示す斜視図である。
【図5】本発明のキッチンペーパーの製造方法例を示す概略図である。
【図6】本発明の第2の構造例のキッチンペーパーX2を説明するための斜視図である。
【図7】本発明の第3の構造例のキッチンペーパーX3を説明するための斜視図である。
【図8】本発明の第4の構造例のキッチンペーパーX4を説明するための斜視図である。
【図9】そのIX-IX断面図である。
【図10】本発明の第4の構造例のニードルパンチを説明するための斜視図である。
【図11】本発明のニードルパンチの他の例を説明するための斜視図である。
【図12】本発明のニードルパンチの別の例を説明するための斜視図である。
【図13】本発明にかかるキッチンペーパー製品の例を示す斜視図である。
【発明を実施するための形態】
【0022】
次いで、本発明の実施の形態について、図面を参照しながら以下に詳述する。
『第1の構造例』
本発明の第1の構造例を図1〜5を参照しながら説明する。
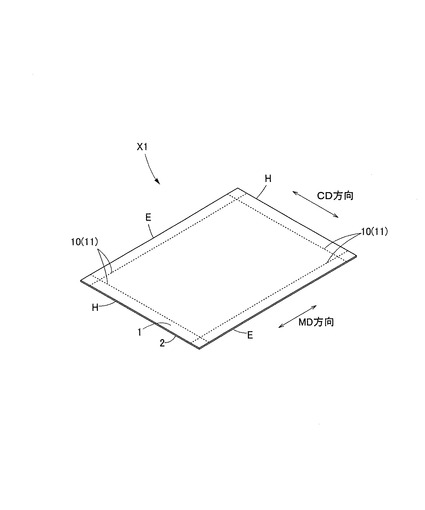
本構造例にかかるキッチンペーパーX1は、クレープ紙1とエアレイド法による不織布シート2とが積層された2プライ構造とされ、そのプライ構造とする積層一体化は、シートの側縁部にシート側縁Eに沿って線状に設けられたニードルパンチ10(以下、ニードルパンチ線11ともいう)によりされている。
【0023】
ここで本発明においては、図3に示すように、ニードルパンチ10は、クレープ紙1側から不織布シート2側に向かって打ち抜かれているのが望ましい(図3中、ニードルパンチの打ち込み方向は一点鎖線矢印で示す。図10〜12においても同様)。ニードルパンチ10は先端がとがっている鋭利な針を刺し込むことでシート1,2同士を積層一体化する。この際、クレープ紙1側から不織布シート2に向かってニードルを刺し込むと、図2に示すように繊維が密で硬いクレープ紙1が不織布シート2側に突出して食い込み、さらにその周縁において不織布繊維が絡みあい確実に一体化されるので望ましい。なお、不織布シート2側からクレープ紙1側に向かってニードルを打ち抜く場合、不織布シート2は繊維密度がクレープ紙1より粗であるためニードルが繊維を避けて通るため各シートの交絡がクレープ紙1側から打ち抜くよりも弱くなる。
【0024】
また、各シート1,2同士は、接着剤を介しては接着されていない。本形態では、ニードルパンチ10によるパンチ孔15周辺の繊維の絡み合いのみによって各シートが積層一体化され、接着剤を用いていないために、接着剤を原因としてシートX1が硬くなることがない。さらに、従来、接着剤で接着している部分ではZ軸方向での油・水の吸収や透過は無く、平面方向においては接着剤が浸透している部分で油・水の吸収や透過は阻害される。これに対し接着剤を使用せずニードルパンチで互いのシートを接着させる場合は、繊維同士を接着している部分が比較して小さく、かつ接着剤によって繊維間空隙が目詰まりされることがないために、不織布シート2のクッション性と早い液吸収速度、クレープ紙1の液吸収保持性が十分に発揮されるものとなる。
【0025】
なお、本発明における側縁部とは、側縁Eから5cm以内の範囲を意味する。本形態では、特に接着剤を使用しないため5cmを超えた範囲にニードルパンチ10の線11があるとすると側縁部分の非一体化部分がひらひらとして、その非一体化部分を開始端としてニードルパンチ線11が剥離して両シート1,2が剥離するおそれが高まる。
【0026】
他方、本形態では好ましく、ニードルパンチ線11が、クレープ紙1のMD方向(縦方向或いはライン流れ方向とも称される)に沿って配置されている。
【0027】
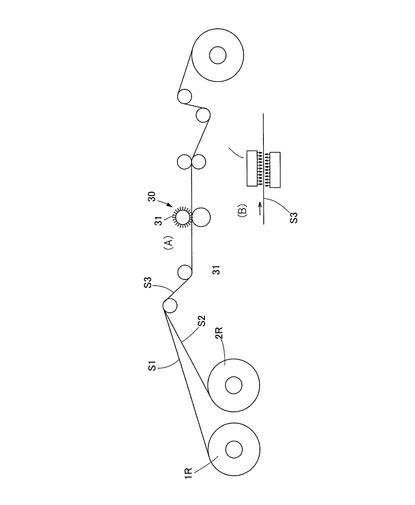
このように配置する場合、図5に概略を示すように、原反ロール1R,2Rから繰り出す連続エアレイド不織布シートS2及び連続クレープ紙S1をプライマシン等で積層して重ね合わせた後、周縁方向にニードル31が並ぶコロ30を回転させつつ積層連続シートS3に接触させることで当該ニードル31により連続的にニードルパンチ処理をすることができ、高速に製造することが可能である。
【0028】
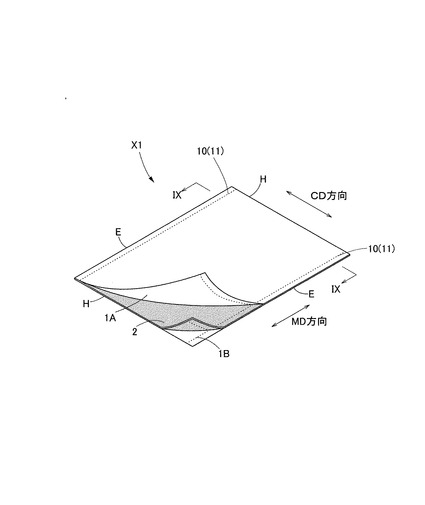
他方、本形態では、両側縁部のみにニードルパンチ10を線状に配置し、両シート1,2の接着に接着剤を用いない。従って、本形態のキッチンペーパーX1は、図4に示すよう中央部分が一体化されていないことから筒状とすることが可能である。従って、図示例のとおり、例えば食材等の被包装物Fを包むのに適する。特に本発明はクッション性があり通気性に富む不織布シート2が一方層を構成し、水分吸収保持性に優れるクレープ紙1が他方層を構成する。従って、柔らかな食材等を保存する場合には、その不織布シート2のクッション性が効果的に作用する。また、食材を包んで油分、水分の拭取り操作を行なえば、クレープ紙1が効果的にその機能を発揮する。このような食材を層間内部に受け入れることで発揮される効果は従来の接着剤を用いる形態では奏しえない効果である。特に、本発明ではクレープ紙1と不織布シート2とが積層されている構造をとることによってその効果が高まっており、極めて特徴的な作用・効果である。
【0029】
『第2の構造例』
次いで、第2の構造例を図6を参照しながら説明する。第2の構造例は、第1の構造例とはニードルパンチ10による線11の配置態様が異なっている。第1の構造例では、CD方向の縁部Eに沿ってニードルパンチ線11が形成されていない形態であるが、本発明はCD方向の縁Eにもニードルパンチ10が線状に配されている。すなわち、キッチンペーパーX1の周縁Eにわたってニードルパンチ線11が配されている。その他の点について第1の構造例と同様の構成であるので説明を省略する。
【0030】
本第2の構造例では、キッチンペーパーX1の周縁Eに沿ってニードルパンチ線11が配されているため、第1の構造例のように筒状にし難いが、各シート1,2の一体化は強固になる。また、接着剤による積層一体化されたものを剥離するのと比較すると、ニードルパンチ線11により積層一体化したものを剥離した場合、剥離部分の毛羽立ちが少ないし、剥離もしやすい。従って、本形態では一方のCD方向のニードルパンチ線11のみを剥離させて一方CD方向縁開口の袋状にすることも可能である。これも接着剤を用いずに積層一体化することの利点である。
【0031】
なお、CD方向のニードルパンチ線11は、図5(B)に示すプレス式、或いは図示はしないが連続クレープ紙S1と連続不織布シートS2とを重ねた積層連続シートS3の幅方向に延在する回転筒を設けその筒外面に筒延在方向にニードルを配置して回転させるようにして積層連続シートにニードルを刺し込めばよい。より、具体例示せば、連続シートの幅方向にミシン目線を形成するパーフォレーションロールの刃をニードルに代えて処理すればよい。
【0032】
『第3の構造例』
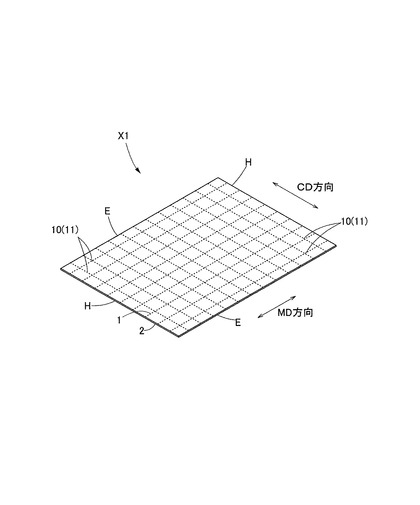
次いで、第3の構造例を図7を参照しながら説明する。第1及び第2の構造例と同様の点は説明を省略する。第3の構造例は、図示例の如くニードルパンチ線11が平面視で格子状に配された形態である。この形態のようにニードルパンチ線11を格子状に配すると意匠性が向上するとともに、各シートの一体化が強まる。ここで、ニードルパンチ線11を格子状にすると両シート1,2を強固に積層一体化することができるが、接着剤で付与する場合と異なり、シートが硬くなったりすることがない。また、接着剤で接着した場合と比較すると、使用者が意図して両シートを剥離させる分離することが容易であるという利点がある。
【0033】
なお、第3の構造例の変形例として、ニードルパンチ線11でハニカム状模様を描く態様としてもよいし、幾何学的な模様、例えば、紙面中央部(概ね縁から5cm除く範囲)の一点から紙面外方に向かってニードルパンチ線11を放射状に配した模様とする等、適宜の模様とすることができる。ニードルパンチの方法としては、上述のプレス式を採用すれば容易に製造できる。
【0034】
『第4の構造例』
次いで、第4の構造例を図8〜11を参照しながら説明する。本形態は、表裏面層がクレープ紙1A,1B、中間層が不織布シート2とされた3層構造となっている。表裏面のクレープ紙1A,1BのMD方向CD方向は同一であるのが望ましい。図5に示すよう製造方法例と同様に、連続クレープ紙を巻取った原反ロール、連続不織布シートを巻取った原反ロールから各シートを繰り出して、積層一体化するプライマシンによって積層一体化して製造可能となり、製造容易なものとなる。
【0035】
図示例の本形態は、かかる構造であり、そのうえ第1の構造例と同様にクレープ紙のMD方向の側縁部に沿ってニードルパンチ10が線状に配されて各層1A,2、1Bが積層一体化されている。ここで、本構造例においては、表裏面の各クレープ紙1A,1Bと中間層の不織布シート2との剥離強度を同一とすべく、特に図10に示すように、ニードルパンチ線10を構成するニードルパンチ孔15について隣接するニードルパンチ孔15の打ち込み方向が交互となっている(ニードルパンチの打ち込み方向は図中一点鎖線矢印で示す、図11、図12おいても同様)。すなわち、あるニードルパンチ孔15Aの打ち込み方向がキッチンペーパーX1の一方面とすると、このニードルパンチ孔15Aとともにニードルパンチ線11を構成する隣接するニードルパンチ孔15B,15Bの打ち込み方向が他方面からとなるように構成されている。
【0036】
本形態の3層構造では、クレープ紙1A,1Bが不織布シート2の表裏面に位置するため、かかる表裏面からの打ち込みにより一方面のクレープ紙1A,1Bのみが剥離し易いということがなくなる。なお、一方面のクレープ紙2のみを意図的に剥離し易くするのであれば、他方面からのみニードルを打ち込む操作をすればよい。
【0037】
本形態の変形例としては、図11に示す形態のように、交互ではなく規則性をもって、適当数毎に交互に打抜き方向が変わるようにしてもよい。また、図12に示すように幅方向の一方側と他方側とで打ち込み方向が相違するようにしてもよい。
【0038】
『ニードルパンチ』
ここで、本発明のニードルパンチとは、直径0.2〜2.0mmの先端が鋭利に尖っているニードルを積層シートを貫通するようにして刺し込み引き抜くことで積層シートを積層一体化する既知の技術である。本形態においては、先端鋭利に尖っているニードルの差し込み及び引き抜きによって形成することができる。
【0039】
なお、ニードルとして先端に返しのある鉤針を用いることも可能であるが、本願発明はクレープ紙の繊維が密であるため鉤の有無に関係無く交絡が可能であり、また鉤はニードルパンチのニードルパンチ孔の孔径が大きくなり、見栄えの点で好ましくないから、先端が鋭利に尖っているニードルによってニードルパンチ加工するのが望ましい。
【0040】
ここでニードルパンチにおけるニードル孔間の間隔は1.0〜3.0mm、ニードル孔の大きさは限定されないが0.1〜2.0mmとするのがよい。なお、ニードルパンチを行なうためのニードル径の胴径と、クレープ紙に形成されるニードルパンチ孔ほぼ同等となる。
【0041】
『クレープ紙』
他方、本発明におけるキッチンペーパーX1のクレープ紙1は、パルプ繊維を90%以上含むのが望ましく、90%以上とすることで、エアレイド不織布シートのみでは発現し難いクレープ紙特有の水分吸収保持性が効果的に発現する。ここで、パルプ繊維の含有量については、好ましくは98%以上、より好ましくは100%である。
この数値範囲については、少なくとも90%以上であれば、不織布シートで発現し難い水分保持性、水分の裏抜け防止性等のクレープ紙特有の効果を奏する。
【0042】
ここで、パルプ繊維としては、木材パルプが望ましい。さらには、バージンパルプである木材パルプが最も好ましく、これを100%と原料繊維とするのが望ましい。さらに、木材パルプのなかでも、LBKP(広葉樹クラフトパルプ)、NBKP(針葉樹クラフトパルプ)が最も好ましい。これは、通常、衛生的な用途におけるクレープ紙はこれらの繊維が一般的に用いられており、既存設備を何ら問題なく用いることができるメリットがあるからである。但し、このLBKP、NBKPを用いる場合、配合比率によって紙の性質が異なるため重要であり、本発明のキッチンペーパーでは、それらを配合して用いる場合、その配合比率については、NBKPの配合割合を多く、すなわち50%以上、好適には70%以上をNBKPとするのが望ましい。NBKPはLBKPと比較すると繊維が長く、しっかりとしているため、キッチンペーパーに必要な所望の強度を発現させやすい。
【0043】
以上、クレープ紙の構成繊維についてまとめると、本願発明のキッチンペーパーX1において、最も好ましい繊維種、配合形態は、NBKP及びLBKPからなり、NBKPを50%以上含むパルプ繊維100%で構成されたものである。
【0044】
クレープ紙の抄紙は、上記原料繊維を主成分とする抄紙原料を、ワイヤパート、プレスパート、ドライヤパート、クレープ加工パート、カレンダーパート等を経る公知の抄紙工程により製造することができる。なお、好ましくクレープは、ドライクレープ法により付与するのがよい。
【0045】
他方、クレープ紙1は、坪量が10.0〜40.0g/m2、好ましくは18〜35g/m2であり、乾燥縦紙力(Fgk)が800〜2000cN、好ましくは1200〜1800cNである。
【0046】
クレープ紙1の坪量が10g/m2未満であると破れ易く、また、吸液性が悪化することとなり、40g/m2を超えると固くなり、使用する際に使い勝手が減少する。さらに、クレープ紙1の乾燥縦紙力が800cN未満であると強度が低く加工適正が悪化し、2000cNを超えると裁断用のミシン目線の付与が困難となるなど利便性が悪化する。
【0047】
ここで、本発明及び明細書中における坪量(目付量)とは、JIS P 8124に基づいて測定した値を言う。また、紙力及び伸び率は、巾25mm×長さ150mmに裁断し105℃、10分間のキュアリングを行った試験片を用い、ロードセル引張り試験機(例えば、ミネベア株式会社製TG−200N TECHNOGRAPH)のつかみ間隔を100mmとして、試験片1プライをセットし、試験片が破断するときの紙力及び伸び率を測定する。この測定は10回行い、その平均値をもって本発明における紙力及び伸び率とする。
【0048】
また、厚さの測定方法としては、JIS P 8111の条件下で、ダイヤルシックネスゲージ(厚み測定器)「PEACOCK G型」(尾崎製作所製)を用いて測定するものとする。具体的には、プランジャーと測定台の間にゴミ、チリ等がないことを確認してプランジャーを測定台の上におろし、前記ダイヤルシックネスゲージのメモリを移動させてゼロ点を合わせ、次いで、プランジャーを上げて試料を試験台の上におき、プランジャーをゆっくりと下ろしそのときのゲージを読み取る。このとき、プランジャーをのせるだけとする。なお、厚さは測定を10回行って得られる平均値とする。
【0049】
『不織布シート』
本発明における不織布シート2は、好ましくは親水性繊維を40%、より好ましくは50%以上、さらに好ましくは85%以上含む。特別には、親水性繊維100%からなる不織布シートであるのがよい。親水性繊維を40%以上含むことで、不織布シート面における水分吸収性が好適に発揮される。40%未満であると、不織布シート自体の水分吸収性の悪化のみならず、親水性繊維、特にパルプ繊維を90%以上含むクレープ紙と1の親和性も悪化し、製造時においてはニードルパンチによる積層一体化が維持されがたくなる。また、不織布シート2からクレープ紙1への水分移行性が十分なものではなくなる。
【0050】
ここで、親水性繊維としては、パルプ繊維、レーヨン繊維が代表的であり、特に好ましくはパルプ繊維である。パルプ繊維は、親水性が良好であるとともにクッション性に富むとともにエアレイド法に適する。特に、繊維長1.0〜12.0mmのパルプ繊維であるのがよい。キッチンペーパーX1の吸液性能を十分に発揮する毛細管現象をもたらす繊維間空隙を形成しやすい。
【0051】
パルプ繊維のなかでも、木材パルプ、特に、バージンパルプである木材パルプが最も好ましく、これを100%と親水性繊維の原料繊維とするのが望ましい。水分、油分の吸液速度、吸液保持性等の吸液性能の点及び製造容易の点で好ましい。さらに、木材パルプのなかでも、LBKP(広葉樹クラフトパルプ)、NBKP(針葉樹クラフトパルプ)が最も好ましい。このLBKP、NBKPを用いる場合、それらを配合して用いることができ、その場合の配合比率については任意である。但し、NBKPはエンボス付与及びエアレイド法とするに適した繊維長とすることが容易なので、NBKPを50〜100%、好適には70〜100%とするのが望ましい。LBKPの配合はしなやかさの点では望ましく、この点を考慮して適宜配合すればよい。もっともLBKPは配合しなくてもよい。なお、白色度による意匠性の点を考慮すれば、前記木材パルプとしては晒しパルプ繊維を用いる。
【0052】
親水性繊維以外の繊維としては、キッチンペーパーに用いられている既知の種々の化学繊維を適宜選択できる。上述のとおり本発明のキッチンペーパーの不織布シートにおいては、親水繊維の割合が多く、しかも、天然繊維であるパルプ繊維、レーヨン繊維、特に木材パルプであるのが望ましいのであるが、捲縮繊維(クリンプ繊維とも言われる)等のエアレイド法によるクッション性を妨げず、嵩高さを発現させるような繊維の配合は望ましいい。
化学繊維について例示すれば、ポリオレフィン繊維、ポリアミド繊維、ポリエステル繊維が挙げられる。
【0053】
ここで、本発明の不織布シートは、エアレイド法により製造されたものである。このエアレイド法は、気流により比較的短い繊維を堆積させ接着剤等によってシート状にするものであり、その繊維配向性について、構成繊維の先端部が、表面及びその近傍に無数存在しているとともに、その構成繊維が三次元的にランダムな状態で分散し、さらにシートの厚さ方向に延在する繊維間空隙が多く形成されている特徴があり、水よりも粘度の高い油に対しても良好な吸収速度を示すとともに、優れたクッション性を有する。
【0054】
なお、本発明のキッチンペーパーでは、上述のエアレイド法による繊維配向性は重要な特徴である。すなわち、図2のニードルパンチ孔部分の断面拡大図から理解されるように、かかるエアレイドの繊維配向性によって、クレープ紙のパンチ孔周縁がエアレイド不織布に刺し込むように入り込むとともに、その周囲に不織布繊維が絡みつくように位置するため、ニードルパンチ孔による積層一体化が効果的に行なわれるのである。従って、エアレイド法によるこの三次元的な繊維配向性が阻害されるような水流絡交処理等はされていないのが望ましい。
繊維の接着に用いる接着剤は、キッチンペーパーの食材に触れるという本質的な用途を考慮して、エアレイド不織布シートに用いられる既知の接着剤が用いられる。
【0055】
他方、本発明にかかるエアレイド不織布シートは、坪量(目付量)が45.1〜55g/m2、乾燥縦紙力が300〜1000cNであるのが望ましい。不織布シートの坪量が45.1g/m2未満であるとキッチンペーパー全体としての紙力を保つのが困難となり、また、吸液性も低下するおそれがある。70g/m2を超えると厚みが出すぎて加工しにくくなることや、強度が強くなりすぎて後述するミシン目線での切断等について問題が生ずるおそれがある。また、不織布シートの乾燥縦紙力300cN未満であると強度が低く加工適性が悪化し、1000を超えると使用時にミシン目線において裁断し難くなるおそれがある。
【0056】
『エンボス』
本発明のキッチンペーパーは、クレープ紙及び不織布シートのそれぞれにマクロエンボス(図示はしない)を付与することができる。クレープ紙にはマイクロエンボスを付与することもできる。エンボスを付与することで意匠性が高まる。
【0057】
エンボスの付与形態としては、各シートのエンボスの態様は、ネステッド形式の積層形態、ティップ トゥ ティップ形式、積層シートを一体的にエンボッシングするシングルエンボスの形態を採ることができる。但し、いずれの形式においても本願発明の効果を確実なものとするために接着剤を用いた両シートの接着は行なわないのが望ましい。但し、接着面積率3%未満、好ましくは1%未満であれば、接着剤によって硬くなるという弊害は小さく、この範囲であれば、両シート一体化補助のために接着剤を使用してもよい。もちろん、望ましいのは接着剤不使用である。
【0058】
また、エンボス付与に起因するシート間の離間は、ニードルパンチによる積層一体化を弱くするおそれがあるので、シート間同士の距離が近い、ネステッド形式又はシングルエンボスとするのがよい。
【0059】
特にネステッド形式では、シート間に空隙ができるため液吸収性、クッション性に優れる点で望ましい。
ここで、ネステッド形式とは、各シートに付与されたマクロエンボスの位置関係が、一方のシートのエンボス底部に対して、他方のシートのエンボス天部が対面して臨む関係にあるものである。なお、底部とは対面するシートから見て凹となる部分、天部とは対面するシートから見て凸となる部分である。
【0060】
ただし、いずれのエンボスは型押しによってシートが締まり硬くなるおそれがあることから、エンボスを付与する場合には、この点を考慮する。但し、本願発明は、接着剤を用いないこととすれば、従来、積層一体化のための接着剤とエンボスとを一体とした技術と比較すると柔らかさの点では優れる。
【0061】
なお、エンボスを付与するのであれば、一つの単位マクロエンボスの具体的形状やそれら単位マクロエンボスにより描かれるエンボス模様は、適宜の設計事項である。具体例としては、単位マクロエンボスとしては、正方形や円形のほか、菱形、楕円形、多角形などのドット形状とすることができ、複数の単位マクロエンボスにより描かれるエンボス模様としては、花柄、蔦柄、幾何学模様柄など適宜の模様とすることができ、これにより優れた意匠性とすることができる。
【0062】
各シートにおける単位マクロエンボスの平面視における面積は、視認性に優れ意匠性が良好となる点からは1.75〜9.0mm2、より好ましくは2.00〜7.50mm2、特に好ましくは2.0〜4.0mm2である。
【0063】
また、単位マクロエンボスのエンボス深さは1.5mm以下とするのがよい。エンボス深さが深いと、ニードルパンチによる積層一体化が不十分となるおそれが高まる。
【0064】
クレープ紙1にマイクロエンボスを付与する場合には、単位マイクロエンボスの面積が0.04〜1.0mm2、エンボス深さ0.1〜0.8mmとするのが望ましい。このマイクロエンボスであれば、意匠性を高め、清拭性を高め、かつニードルパンチの積層一体化に与える影響は小さい。
【0065】
各シートに対するエンボス加工は、一対のエンボスロール間に各シートを通す既知の方法により行なうことができる。例示すれば、一方をゴムなどからなる弾性ロールとし、他方をエンボス付与凸部を有する金属ロールとするのが好ましい。
【0066】
本形態では、各シートにエンボスを付与した後、各シートを積層し、積層されたシートをニードルパンチ加工すればよい。
【0067】
『ロール状のキッチンペーパー製品』
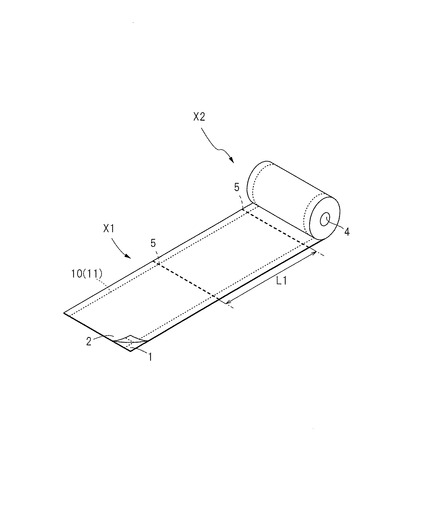
本発明のキッチンペーパーX1は、特に図13に示すように、帯状としてこれを短手方向の紙幅と実質的に同幅の管芯4に巻くなどしてロール状のキッチンペーパー製品X2とするに適する。
【0068】
この場合、管芯4は、この種のキッチンペーパー製品に用いられている既知のものが利用できる。一般例を示せば、その外径は30〜50mm、幅は100〜250mm程度とすることができる。
【0069】
また、キッチンペーパーの巻長さは8.8〜30mとするのが望ましく、上記紙管4を用いた場合には、キッチンペーパー製品の外径を90〜130mmとするのがよい。
【0070】
他方、裁断用のミシン目線5は、キッチンペーパー長手方向の所定間隔おきにシート幅方向に亘って設けるのが望ましい。このミシン目線5の間隔L1は、48〜250mm程度とするのがよい。48mm未満であると、実使用には小さすぎることとなり、250mmを超えると食器などと比べて大きくなることから使い勝手が゛悪くなる。
【0071】
裁断用のミシン目線5のカットタイ比は、5:1〜8:1とし、タイ部分が0.75〜1.25mmであるのが望ましい。また、ミシン目強度が200〜500cNである。このようにすると、エアレイド不織布シート層の裁断面の毛羽立ちが効果的に防止される。なお、このミシン目線5は、クレープ紙の縦方向(MD方向ともいう)に交わる方向、好ましくは直行する方向に配されているのが望ましい。
【0072】
なお、ミシン目強度の測定は、上述のJIS P 8113に基づく紙力及び伸び率の測定方法に準じて、縦方向に、幅50mmで、つかみ間隔100mmとし、つかみ間の中央部にミシン目線が位置するようにして測定する。
【0073】
なお、上述の図6に示すように周縁にニードルパンチを配置する場合には、裁断用のミシン目線5は縁とする。
【符号の説明】
【0074】
X1…キッチンペーパー、X2…キッチンペーパー製品、1R,2R…原反ロール、1S…連続クレープ紙、S2…連続不織布シート、S3…連続積層シート、E…キッチンペーパー側縁、1,1A,1B…クレープ紙、2…エアレイド不織布シート、10…ニードルパンチ、11…ニードルパンチ線、15,15A,15B…ニードルパンチ孔、31…ニードル、30…コロ、F…被包装物、4…管芯、5…裁断用ミシン目線、L1…ミシン目線の間隔。
【技術分野】
【0001】
本発明は、清掃用途、食材に触れる用途に用いられるキッチンペーパーに関する。
【背景技術】
【0002】
キッチンペーパーは、台所周りの拭き掃除、調理器具の拭取りなどの清掃用途、食品の包装、煮物の落とし蓋、鮮魚等のドリップ吸収材、水きり、油漉し、揚げ物の過剰油分の吸収等の食材に直接触れる用途に用いられるなど、その用途は多岐にわたるところであるが、吸液性と衛生的安全性が求められる。
【0003】
従来、キッチンペーパーの構成としては、エンボス加工を施したクレープ紙からなるシートを適宜枚数積層して形成され、シート繊維間の空隙による毛細管現象を主たる吸液機構として各シートのエンボス間の空隙に水分、油分等を取り込み保持するように構成したもの、不織布シートのみで形成され、不織布繊維間の空隙に水分、油分等を取り込み保持するようにしたものが知られる。
【0004】
しかし、これら従来のクレープ紙からなるキッチンペーパー、不織布シートからなるキッチンペーパーのいずれも、各シートの性質に起因して用途に対する適、不適がはっきりとしており、キッチンペーパーの多岐にわたる用途の何れかにおいて欠点を有している。
【0005】
例えば、クレープ紙は、繊維間が密で平面方向のMD方向に配向し、クレープの山谷はCD方向に延在するため、不織布シートと比較すると平面方向への水・油の吸収は早いが、Z軸方向への吸収、透過は密度が高いため遅い。また拭き取りではクレープの山谷により塵や埃を絡め取ることができるが、クッション性では劣る。
【0006】
一方、不織布シートのみからなるキッチンペーパーは、不織布シートの製法に起因して、繊維密度が粗であり繊維間の空隙が多いために、吸液速度は極めて速いものの透過し易く、一旦吸液した液体の保持性についてはクレープ紙を積層したキッチンペーパーのものと比較して極めて劣り、この性質に起因して液体のシート内での拡散性についても、繊維が一定方向に強く配向しているクレープ紙と比較すると劣る。また、上述のとおり繊維密度が粗となるため、表面の滑らかさの印象についてはクレープ紙と比較すると摩擦感があり、こびりついた汚れを拭き取るのに適する。
ここで、本出願人は、非エンボスの不織布シートとエンボス付与したクレープ紙を積層したキッチンペーパーを開発した(下記特許文献2)。
【0007】
しかし、このキッチンペーパーは、各面において不織布シートとクレープ紙の機能を有するものであり、優れるものであるが接着剤による接着部分が水・油の吸収や透過を妨げ、必ずしも基材の機能を十分に生かしたものではなかった。また、繊維密度が粗である不織布シートとクレープ紙とをエンボス凸部に付与した接着剤を介して接着する構成をとる場合は接着剤が不織布に吸収され、両者の接着が不十分なものとなることがあるとともに、接着剤付与に起因してシートは硬くなる傾向にある。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2008−208501
【特許文献2】特開2008−137241
【特許文献3】特開2005−288764
【発明の概要】
【発明が解決しようとする課題】
【0009】
そこで、本発明は、不織布シートとクレープ紙の機能を有し、しかもそれらを接着部分が水・油の吸収や透過を妨げない態様で接着し、両シートの特性をより生かしより有機的な作用による効果を奏し、しかも、接着剤に起因するシートの硬さや接着の不十分さのないキッチンペーパーを提供することにある。
【課題を解決するための手段】
【0010】
上記課題を解決した本発明及び作用効果は次記のとおりである。
<請求項1記載の発明>
クレープ紙とエアレイド法による不織布シートとが積層されたプライ構造を有し、
そのプライ構造とする積層一体化がニードルパンチによりされていることを特徴とするキッチンペーパー。
【0011】
<請求項2記載の発明>
積層された各シートが、接着剤により接着されていない請求項1記載のキッチンペーパー。
【0012】
<請求項3記載の発明>
クレープ紙と不織布シートとが各一層の2層構造であるか、又は表裏面層がクレープ紙であり、表裏面層の間に位置する中間層が不織布シートである3層構造である請求項1又は2記載のキッチンペーパー。
【0013】
<請求項4記載の発明>
表面側から裏面側へ向かって打ち抜くニードルパンチと、裏面側から表面側へ向かって打ち抜くニードルパンチの双方のニードルパンチにより積層一体化がされている請求項1〜3の何れか1項に記載のキッチンペーパー。
【0014】
<請求項5記載の発明>
キッチンペーパーの縁部に沿ってニードルパンチを線状に付与した請求項1〜4の何れか1項に記載のキッチンペーパー。
【0015】
<請求項6記載の発明>
クレープ紙のMD方向に沿う線状のニードルパンチのみ付与されている請求項1〜5の何れか1項に記載のキッチンペーパー。
【0016】
<請求項7記載の発明>
表面側から裏面側へ向かって打ち抜くニードルパンチと、裏面側から表面側へ向かって打ち抜くニードルパンチとが交互に又は規則的に入れ替わるように並列されて線が形成されている請求項1〜6の何れか1項に記載のキッチンペーパー。
【0017】
<請求項8記載の発明>
クレープ紙及びエアレイド不織布シートにエンボス天部面積が1.75〜9.0mm2、エンボス深さが0.9〜1.5mmのマクロエンボスが付与されている請求項1記載のキッチンペーパー・
【0018】
<請求項9記載の発明>
クレープ紙に、単位エンボスの面積が0.04〜1.0mm2、エンボス深さ0.1〜1.0mmのマイクロエンボスがキッチンペーパーの片面の面積に対して5.0〜40%付与されており、かつ、不織布シートにはマイクロエンボスが付与されていない請求項1記載のキッチンペーパー。
【0019】
<請求項10記載の発明>
不織布シートは、繊維長1.0〜12.0mmのパルプ繊維を40%以上含む請求項1〜3の何れか1項に記載のキッチンペーパー。
【発明の効果】
【0020】
以上のとおり、本発明によれば、不織布シートとクレープ紙の機能を有し、しかもそれらが接着部分が水・油の吸収や透過を妨げない態様で接着され、両シートの特性をより生かしより有機的な作用による効果を奏し、しかも、接着剤に起因するシートの硬さや接着の不十分さのないキッチンペーパーが提供される。
【図面の簡単な説明】
【0021】
【図1】本発明の第1の構造例のキッチンペーパーX1を説明するための斜視図である。
【図2】そのII-II断面図である。
【図3】本発明の第1の構造例のニードルパンチを説明するための斜視図である。
【図4】本発明のキッチンペーパーの使用方法の一例を示す斜視図である。
【図5】本発明のキッチンペーパーの製造方法例を示す概略図である。
【図6】本発明の第2の構造例のキッチンペーパーX2を説明するための斜視図である。
【図7】本発明の第3の構造例のキッチンペーパーX3を説明するための斜視図である。
【図8】本発明の第4の構造例のキッチンペーパーX4を説明するための斜視図である。
【図9】そのIX-IX断面図である。
【図10】本発明の第4の構造例のニードルパンチを説明するための斜視図である。
【図11】本発明のニードルパンチの他の例を説明するための斜視図である。
【図12】本発明のニードルパンチの別の例を説明するための斜視図である。
【図13】本発明にかかるキッチンペーパー製品の例を示す斜視図である。
【発明を実施するための形態】
【0022】
次いで、本発明の実施の形態について、図面を参照しながら以下に詳述する。
『第1の構造例』
本発明の第1の構造例を図1〜5を参照しながら説明する。
本構造例にかかるキッチンペーパーX1は、クレープ紙1とエアレイド法による不織布シート2とが積層された2プライ構造とされ、そのプライ構造とする積層一体化は、シートの側縁部にシート側縁Eに沿って線状に設けられたニードルパンチ10(以下、ニードルパンチ線11ともいう)によりされている。
【0023】
ここで本発明においては、図3に示すように、ニードルパンチ10は、クレープ紙1側から不織布シート2側に向かって打ち抜かれているのが望ましい(図3中、ニードルパンチの打ち込み方向は一点鎖線矢印で示す。図10〜12においても同様)。ニードルパンチ10は先端がとがっている鋭利な針を刺し込むことでシート1,2同士を積層一体化する。この際、クレープ紙1側から不織布シート2に向かってニードルを刺し込むと、図2に示すように繊維が密で硬いクレープ紙1が不織布シート2側に突出して食い込み、さらにその周縁において不織布繊維が絡みあい確実に一体化されるので望ましい。なお、不織布シート2側からクレープ紙1側に向かってニードルを打ち抜く場合、不織布シート2は繊維密度がクレープ紙1より粗であるためニードルが繊維を避けて通るため各シートの交絡がクレープ紙1側から打ち抜くよりも弱くなる。
【0024】
また、各シート1,2同士は、接着剤を介しては接着されていない。本形態では、ニードルパンチ10によるパンチ孔15周辺の繊維の絡み合いのみによって各シートが積層一体化され、接着剤を用いていないために、接着剤を原因としてシートX1が硬くなることがない。さらに、従来、接着剤で接着している部分ではZ軸方向での油・水の吸収や透過は無く、平面方向においては接着剤が浸透している部分で油・水の吸収や透過は阻害される。これに対し接着剤を使用せずニードルパンチで互いのシートを接着させる場合は、繊維同士を接着している部分が比較して小さく、かつ接着剤によって繊維間空隙が目詰まりされることがないために、不織布シート2のクッション性と早い液吸収速度、クレープ紙1の液吸収保持性が十分に発揮されるものとなる。
【0025】
なお、本発明における側縁部とは、側縁Eから5cm以内の範囲を意味する。本形態では、特に接着剤を使用しないため5cmを超えた範囲にニードルパンチ10の線11があるとすると側縁部分の非一体化部分がひらひらとして、その非一体化部分を開始端としてニードルパンチ線11が剥離して両シート1,2が剥離するおそれが高まる。
【0026】
他方、本形態では好ましく、ニードルパンチ線11が、クレープ紙1のMD方向(縦方向或いはライン流れ方向とも称される)に沿って配置されている。
【0027】
このように配置する場合、図5に概略を示すように、原反ロール1R,2Rから繰り出す連続エアレイド不織布シートS2及び連続クレープ紙S1をプライマシン等で積層して重ね合わせた後、周縁方向にニードル31が並ぶコロ30を回転させつつ積層連続シートS3に接触させることで当該ニードル31により連続的にニードルパンチ処理をすることができ、高速に製造することが可能である。
【0028】
他方、本形態では、両側縁部のみにニードルパンチ10を線状に配置し、両シート1,2の接着に接着剤を用いない。従って、本形態のキッチンペーパーX1は、図4に示すよう中央部分が一体化されていないことから筒状とすることが可能である。従って、図示例のとおり、例えば食材等の被包装物Fを包むのに適する。特に本発明はクッション性があり通気性に富む不織布シート2が一方層を構成し、水分吸収保持性に優れるクレープ紙1が他方層を構成する。従って、柔らかな食材等を保存する場合には、その不織布シート2のクッション性が効果的に作用する。また、食材を包んで油分、水分の拭取り操作を行なえば、クレープ紙1が効果的にその機能を発揮する。このような食材を層間内部に受け入れることで発揮される効果は従来の接着剤を用いる形態では奏しえない効果である。特に、本発明ではクレープ紙1と不織布シート2とが積層されている構造をとることによってその効果が高まっており、極めて特徴的な作用・効果である。
【0029】
『第2の構造例』
次いで、第2の構造例を図6を参照しながら説明する。第2の構造例は、第1の構造例とはニードルパンチ10による線11の配置態様が異なっている。第1の構造例では、CD方向の縁部Eに沿ってニードルパンチ線11が形成されていない形態であるが、本発明はCD方向の縁Eにもニードルパンチ10が線状に配されている。すなわち、キッチンペーパーX1の周縁Eにわたってニードルパンチ線11が配されている。その他の点について第1の構造例と同様の構成であるので説明を省略する。
【0030】
本第2の構造例では、キッチンペーパーX1の周縁Eに沿ってニードルパンチ線11が配されているため、第1の構造例のように筒状にし難いが、各シート1,2の一体化は強固になる。また、接着剤による積層一体化されたものを剥離するのと比較すると、ニードルパンチ線11により積層一体化したものを剥離した場合、剥離部分の毛羽立ちが少ないし、剥離もしやすい。従って、本形態では一方のCD方向のニードルパンチ線11のみを剥離させて一方CD方向縁開口の袋状にすることも可能である。これも接着剤を用いずに積層一体化することの利点である。
【0031】
なお、CD方向のニードルパンチ線11は、図5(B)に示すプレス式、或いは図示はしないが連続クレープ紙S1と連続不織布シートS2とを重ねた積層連続シートS3の幅方向に延在する回転筒を設けその筒外面に筒延在方向にニードルを配置して回転させるようにして積層連続シートにニードルを刺し込めばよい。より、具体例示せば、連続シートの幅方向にミシン目線を形成するパーフォレーションロールの刃をニードルに代えて処理すればよい。
【0032】
『第3の構造例』
次いで、第3の構造例を図7を参照しながら説明する。第1及び第2の構造例と同様の点は説明を省略する。第3の構造例は、図示例の如くニードルパンチ線11が平面視で格子状に配された形態である。この形態のようにニードルパンチ線11を格子状に配すると意匠性が向上するとともに、各シートの一体化が強まる。ここで、ニードルパンチ線11を格子状にすると両シート1,2を強固に積層一体化することができるが、接着剤で付与する場合と異なり、シートが硬くなったりすることがない。また、接着剤で接着した場合と比較すると、使用者が意図して両シートを剥離させる分離することが容易であるという利点がある。
【0033】
なお、第3の構造例の変形例として、ニードルパンチ線11でハニカム状模様を描く態様としてもよいし、幾何学的な模様、例えば、紙面中央部(概ね縁から5cm除く範囲)の一点から紙面外方に向かってニードルパンチ線11を放射状に配した模様とする等、適宜の模様とすることができる。ニードルパンチの方法としては、上述のプレス式を採用すれば容易に製造できる。
【0034】
『第4の構造例』
次いで、第4の構造例を図8〜11を参照しながら説明する。本形態は、表裏面層がクレープ紙1A,1B、中間層が不織布シート2とされた3層構造となっている。表裏面のクレープ紙1A,1BのMD方向CD方向は同一であるのが望ましい。図5に示すよう製造方法例と同様に、連続クレープ紙を巻取った原反ロール、連続不織布シートを巻取った原反ロールから各シートを繰り出して、積層一体化するプライマシンによって積層一体化して製造可能となり、製造容易なものとなる。
【0035】
図示例の本形態は、かかる構造であり、そのうえ第1の構造例と同様にクレープ紙のMD方向の側縁部に沿ってニードルパンチ10が線状に配されて各層1A,2、1Bが積層一体化されている。ここで、本構造例においては、表裏面の各クレープ紙1A,1Bと中間層の不織布シート2との剥離強度を同一とすべく、特に図10に示すように、ニードルパンチ線10を構成するニードルパンチ孔15について隣接するニードルパンチ孔15の打ち込み方向が交互となっている(ニードルパンチの打ち込み方向は図中一点鎖線矢印で示す、図11、図12おいても同様)。すなわち、あるニードルパンチ孔15Aの打ち込み方向がキッチンペーパーX1の一方面とすると、このニードルパンチ孔15Aとともにニードルパンチ線11を構成する隣接するニードルパンチ孔15B,15Bの打ち込み方向が他方面からとなるように構成されている。
【0036】
本形態の3層構造では、クレープ紙1A,1Bが不織布シート2の表裏面に位置するため、かかる表裏面からの打ち込みにより一方面のクレープ紙1A,1Bのみが剥離し易いということがなくなる。なお、一方面のクレープ紙2のみを意図的に剥離し易くするのであれば、他方面からのみニードルを打ち込む操作をすればよい。
【0037】
本形態の変形例としては、図11に示す形態のように、交互ではなく規則性をもって、適当数毎に交互に打抜き方向が変わるようにしてもよい。また、図12に示すように幅方向の一方側と他方側とで打ち込み方向が相違するようにしてもよい。
【0038】
『ニードルパンチ』
ここで、本発明のニードルパンチとは、直径0.2〜2.0mmの先端が鋭利に尖っているニードルを積層シートを貫通するようにして刺し込み引き抜くことで積層シートを積層一体化する既知の技術である。本形態においては、先端鋭利に尖っているニードルの差し込み及び引き抜きによって形成することができる。
【0039】
なお、ニードルとして先端に返しのある鉤針を用いることも可能であるが、本願発明はクレープ紙の繊維が密であるため鉤の有無に関係無く交絡が可能であり、また鉤はニードルパンチのニードルパンチ孔の孔径が大きくなり、見栄えの点で好ましくないから、先端が鋭利に尖っているニードルによってニードルパンチ加工するのが望ましい。
【0040】
ここでニードルパンチにおけるニードル孔間の間隔は1.0〜3.0mm、ニードル孔の大きさは限定されないが0.1〜2.0mmとするのがよい。なお、ニードルパンチを行なうためのニードル径の胴径と、クレープ紙に形成されるニードルパンチ孔ほぼ同等となる。
【0041】
『クレープ紙』
他方、本発明におけるキッチンペーパーX1のクレープ紙1は、パルプ繊維を90%以上含むのが望ましく、90%以上とすることで、エアレイド不織布シートのみでは発現し難いクレープ紙特有の水分吸収保持性が効果的に発現する。ここで、パルプ繊維の含有量については、好ましくは98%以上、より好ましくは100%である。
この数値範囲については、少なくとも90%以上であれば、不織布シートで発現し難い水分保持性、水分の裏抜け防止性等のクレープ紙特有の効果を奏する。
【0042】
ここで、パルプ繊維としては、木材パルプが望ましい。さらには、バージンパルプである木材パルプが最も好ましく、これを100%と原料繊維とするのが望ましい。さらに、木材パルプのなかでも、LBKP(広葉樹クラフトパルプ)、NBKP(針葉樹クラフトパルプ)が最も好ましい。これは、通常、衛生的な用途におけるクレープ紙はこれらの繊維が一般的に用いられており、既存設備を何ら問題なく用いることができるメリットがあるからである。但し、このLBKP、NBKPを用いる場合、配合比率によって紙の性質が異なるため重要であり、本発明のキッチンペーパーでは、それらを配合して用いる場合、その配合比率については、NBKPの配合割合を多く、すなわち50%以上、好適には70%以上をNBKPとするのが望ましい。NBKPはLBKPと比較すると繊維が長く、しっかりとしているため、キッチンペーパーに必要な所望の強度を発現させやすい。
【0043】
以上、クレープ紙の構成繊維についてまとめると、本願発明のキッチンペーパーX1において、最も好ましい繊維種、配合形態は、NBKP及びLBKPからなり、NBKPを50%以上含むパルプ繊維100%で構成されたものである。
【0044】
クレープ紙の抄紙は、上記原料繊維を主成分とする抄紙原料を、ワイヤパート、プレスパート、ドライヤパート、クレープ加工パート、カレンダーパート等を経る公知の抄紙工程により製造することができる。なお、好ましくクレープは、ドライクレープ法により付与するのがよい。
【0045】
他方、クレープ紙1は、坪量が10.0〜40.0g/m2、好ましくは18〜35g/m2であり、乾燥縦紙力(Fgk)が800〜2000cN、好ましくは1200〜1800cNである。
【0046】
クレープ紙1の坪量が10g/m2未満であると破れ易く、また、吸液性が悪化することとなり、40g/m2を超えると固くなり、使用する際に使い勝手が減少する。さらに、クレープ紙1の乾燥縦紙力が800cN未満であると強度が低く加工適正が悪化し、2000cNを超えると裁断用のミシン目線の付与が困難となるなど利便性が悪化する。
【0047】
ここで、本発明及び明細書中における坪量(目付量)とは、JIS P 8124に基づいて測定した値を言う。また、紙力及び伸び率は、巾25mm×長さ150mmに裁断し105℃、10分間のキュアリングを行った試験片を用い、ロードセル引張り試験機(例えば、ミネベア株式会社製TG−200N TECHNOGRAPH)のつかみ間隔を100mmとして、試験片1プライをセットし、試験片が破断するときの紙力及び伸び率を測定する。この測定は10回行い、その平均値をもって本発明における紙力及び伸び率とする。
【0048】
また、厚さの測定方法としては、JIS P 8111の条件下で、ダイヤルシックネスゲージ(厚み測定器)「PEACOCK G型」(尾崎製作所製)を用いて測定するものとする。具体的には、プランジャーと測定台の間にゴミ、チリ等がないことを確認してプランジャーを測定台の上におろし、前記ダイヤルシックネスゲージのメモリを移動させてゼロ点を合わせ、次いで、プランジャーを上げて試料を試験台の上におき、プランジャーをゆっくりと下ろしそのときのゲージを読み取る。このとき、プランジャーをのせるだけとする。なお、厚さは測定を10回行って得られる平均値とする。
【0049】
『不織布シート』
本発明における不織布シート2は、好ましくは親水性繊維を40%、より好ましくは50%以上、さらに好ましくは85%以上含む。特別には、親水性繊維100%からなる不織布シートであるのがよい。親水性繊維を40%以上含むことで、不織布シート面における水分吸収性が好適に発揮される。40%未満であると、不織布シート自体の水分吸収性の悪化のみならず、親水性繊維、特にパルプ繊維を90%以上含むクレープ紙と1の親和性も悪化し、製造時においてはニードルパンチによる積層一体化が維持されがたくなる。また、不織布シート2からクレープ紙1への水分移行性が十分なものではなくなる。
【0050】
ここで、親水性繊維としては、パルプ繊維、レーヨン繊維が代表的であり、特に好ましくはパルプ繊維である。パルプ繊維は、親水性が良好であるとともにクッション性に富むとともにエアレイド法に適する。特に、繊維長1.0〜12.0mmのパルプ繊維であるのがよい。キッチンペーパーX1の吸液性能を十分に発揮する毛細管現象をもたらす繊維間空隙を形成しやすい。
【0051】
パルプ繊維のなかでも、木材パルプ、特に、バージンパルプである木材パルプが最も好ましく、これを100%と親水性繊維の原料繊維とするのが望ましい。水分、油分の吸液速度、吸液保持性等の吸液性能の点及び製造容易の点で好ましい。さらに、木材パルプのなかでも、LBKP(広葉樹クラフトパルプ)、NBKP(針葉樹クラフトパルプ)が最も好ましい。このLBKP、NBKPを用いる場合、それらを配合して用いることができ、その場合の配合比率については任意である。但し、NBKPはエンボス付与及びエアレイド法とするに適した繊維長とすることが容易なので、NBKPを50〜100%、好適には70〜100%とするのが望ましい。LBKPの配合はしなやかさの点では望ましく、この点を考慮して適宜配合すればよい。もっともLBKPは配合しなくてもよい。なお、白色度による意匠性の点を考慮すれば、前記木材パルプとしては晒しパルプ繊維を用いる。
【0052】
親水性繊維以外の繊維としては、キッチンペーパーに用いられている既知の種々の化学繊維を適宜選択できる。上述のとおり本発明のキッチンペーパーの不織布シートにおいては、親水繊維の割合が多く、しかも、天然繊維であるパルプ繊維、レーヨン繊維、特に木材パルプであるのが望ましいのであるが、捲縮繊維(クリンプ繊維とも言われる)等のエアレイド法によるクッション性を妨げず、嵩高さを発現させるような繊維の配合は望ましいい。
化学繊維について例示すれば、ポリオレフィン繊維、ポリアミド繊維、ポリエステル繊維が挙げられる。
【0053】
ここで、本発明の不織布シートは、エアレイド法により製造されたものである。このエアレイド法は、気流により比較的短い繊維を堆積させ接着剤等によってシート状にするものであり、その繊維配向性について、構成繊維の先端部が、表面及びその近傍に無数存在しているとともに、その構成繊維が三次元的にランダムな状態で分散し、さらにシートの厚さ方向に延在する繊維間空隙が多く形成されている特徴があり、水よりも粘度の高い油に対しても良好な吸収速度を示すとともに、優れたクッション性を有する。
【0054】
なお、本発明のキッチンペーパーでは、上述のエアレイド法による繊維配向性は重要な特徴である。すなわち、図2のニードルパンチ孔部分の断面拡大図から理解されるように、かかるエアレイドの繊維配向性によって、クレープ紙のパンチ孔周縁がエアレイド不織布に刺し込むように入り込むとともに、その周囲に不織布繊維が絡みつくように位置するため、ニードルパンチ孔による積層一体化が効果的に行なわれるのである。従って、エアレイド法によるこの三次元的な繊維配向性が阻害されるような水流絡交処理等はされていないのが望ましい。
繊維の接着に用いる接着剤は、キッチンペーパーの食材に触れるという本質的な用途を考慮して、エアレイド不織布シートに用いられる既知の接着剤が用いられる。
【0055】
他方、本発明にかかるエアレイド不織布シートは、坪量(目付量)が45.1〜55g/m2、乾燥縦紙力が300〜1000cNであるのが望ましい。不織布シートの坪量が45.1g/m2未満であるとキッチンペーパー全体としての紙力を保つのが困難となり、また、吸液性も低下するおそれがある。70g/m2を超えると厚みが出すぎて加工しにくくなることや、強度が強くなりすぎて後述するミシン目線での切断等について問題が生ずるおそれがある。また、不織布シートの乾燥縦紙力300cN未満であると強度が低く加工適性が悪化し、1000を超えると使用時にミシン目線において裁断し難くなるおそれがある。
【0056】
『エンボス』
本発明のキッチンペーパーは、クレープ紙及び不織布シートのそれぞれにマクロエンボス(図示はしない)を付与することができる。クレープ紙にはマイクロエンボスを付与することもできる。エンボスを付与することで意匠性が高まる。
【0057】
エンボスの付与形態としては、各シートのエンボスの態様は、ネステッド形式の積層形態、ティップ トゥ ティップ形式、積層シートを一体的にエンボッシングするシングルエンボスの形態を採ることができる。但し、いずれの形式においても本願発明の効果を確実なものとするために接着剤を用いた両シートの接着は行なわないのが望ましい。但し、接着面積率3%未満、好ましくは1%未満であれば、接着剤によって硬くなるという弊害は小さく、この範囲であれば、両シート一体化補助のために接着剤を使用してもよい。もちろん、望ましいのは接着剤不使用である。
【0058】
また、エンボス付与に起因するシート間の離間は、ニードルパンチによる積層一体化を弱くするおそれがあるので、シート間同士の距離が近い、ネステッド形式又はシングルエンボスとするのがよい。
【0059】
特にネステッド形式では、シート間に空隙ができるため液吸収性、クッション性に優れる点で望ましい。
ここで、ネステッド形式とは、各シートに付与されたマクロエンボスの位置関係が、一方のシートのエンボス底部に対して、他方のシートのエンボス天部が対面して臨む関係にあるものである。なお、底部とは対面するシートから見て凹となる部分、天部とは対面するシートから見て凸となる部分である。
【0060】
ただし、いずれのエンボスは型押しによってシートが締まり硬くなるおそれがあることから、エンボスを付与する場合には、この点を考慮する。但し、本願発明は、接着剤を用いないこととすれば、従来、積層一体化のための接着剤とエンボスとを一体とした技術と比較すると柔らかさの点では優れる。
【0061】
なお、エンボスを付与するのであれば、一つの単位マクロエンボスの具体的形状やそれら単位マクロエンボスにより描かれるエンボス模様は、適宜の設計事項である。具体例としては、単位マクロエンボスとしては、正方形や円形のほか、菱形、楕円形、多角形などのドット形状とすることができ、複数の単位マクロエンボスにより描かれるエンボス模様としては、花柄、蔦柄、幾何学模様柄など適宜の模様とすることができ、これにより優れた意匠性とすることができる。
【0062】
各シートにおける単位マクロエンボスの平面視における面積は、視認性に優れ意匠性が良好となる点からは1.75〜9.0mm2、より好ましくは2.00〜7.50mm2、特に好ましくは2.0〜4.0mm2である。
【0063】
また、単位マクロエンボスのエンボス深さは1.5mm以下とするのがよい。エンボス深さが深いと、ニードルパンチによる積層一体化が不十分となるおそれが高まる。
【0064】
クレープ紙1にマイクロエンボスを付与する場合には、単位マイクロエンボスの面積が0.04〜1.0mm2、エンボス深さ0.1〜0.8mmとするのが望ましい。このマイクロエンボスであれば、意匠性を高め、清拭性を高め、かつニードルパンチの積層一体化に与える影響は小さい。
【0065】
各シートに対するエンボス加工は、一対のエンボスロール間に各シートを通す既知の方法により行なうことができる。例示すれば、一方をゴムなどからなる弾性ロールとし、他方をエンボス付与凸部を有する金属ロールとするのが好ましい。
【0066】
本形態では、各シートにエンボスを付与した後、各シートを積層し、積層されたシートをニードルパンチ加工すればよい。
【0067】
『ロール状のキッチンペーパー製品』
本発明のキッチンペーパーX1は、特に図13に示すように、帯状としてこれを短手方向の紙幅と実質的に同幅の管芯4に巻くなどしてロール状のキッチンペーパー製品X2とするに適する。
【0068】
この場合、管芯4は、この種のキッチンペーパー製品に用いられている既知のものが利用できる。一般例を示せば、その外径は30〜50mm、幅は100〜250mm程度とすることができる。
【0069】
また、キッチンペーパーの巻長さは8.8〜30mとするのが望ましく、上記紙管4を用いた場合には、キッチンペーパー製品の外径を90〜130mmとするのがよい。
【0070】
他方、裁断用のミシン目線5は、キッチンペーパー長手方向の所定間隔おきにシート幅方向に亘って設けるのが望ましい。このミシン目線5の間隔L1は、48〜250mm程度とするのがよい。48mm未満であると、実使用には小さすぎることとなり、250mmを超えると食器などと比べて大きくなることから使い勝手が゛悪くなる。
【0071】
裁断用のミシン目線5のカットタイ比は、5:1〜8:1とし、タイ部分が0.75〜1.25mmであるのが望ましい。また、ミシン目強度が200〜500cNである。このようにすると、エアレイド不織布シート層の裁断面の毛羽立ちが効果的に防止される。なお、このミシン目線5は、クレープ紙の縦方向(MD方向ともいう)に交わる方向、好ましくは直行する方向に配されているのが望ましい。
【0072】
なお、ミシン目強度の測定は、上述のJIS P 8113に基づく紙力及び伸び率の測定方法に準じて、縦方向に、幅50mmで、つかみ間隔100mmとし、つかみ間の中央部にミシン目線が位置するようにして測定する。
【0073】
なお、上述の図6に示すように周縁にニードルパンチを配置する場合には、裁断用のミシン目線5は縁とする。
【符号の説明】
【0074】
X1…キッチンペーパー、X2…キッチンペーパー製品、1R,2R…原反ロール、1S…連続クレープ紙、S2…連続不織布シート、S3…連続積層シート、E…キッチンペーパー側縁、1,1A,1B…クレープ紙、2…エアレイド不織布シート、10…ニードルパンチ、11…ニードルパンチ線、15,15A,15B…ニードルパンチ孔、31…ニードル、30…コロ、F…被包装物、4…管芯、5…裁断用ミシン目線、L1…ミシン目線の間隔。
【特許請求の範囲】
【請求項1】
クレープ紙とエアレイド法による不織布シートとが積層されたプライ構造を有し、
そのプライ構造とする積層一体化がニードルパンチによりされていることを特徴とするキッチンペーパー。
【請求項2】
積層された各シートが、接着剤により接着されていない請求項1記載のキッチンペーパー。
【請求項3】
クレープ紙と不織布シートとが各一層の2層構造であるか、又は表裏面層がクレープ紙であり、表裏面層の間に位置する中間層が不織布シートである3層構造である請求項1又は2記載のキッチンペーパー。
【請求項4】
表面側から裏面側へ向かって打ち抜くニードルパンチと、裏面側から表面側へ向かって打ち抜くニードルパンチの双方のニードルパンチにより積層一体化がされている請求項1〜3の何れか1項に記載のキッチンペーパー。
【請求項5】
キッチンペーパーの縁部に沿ってニードルパンチを線状に付与した請求項1〜4の何れか1項に記載のキッチンペーパー。
【請求項6】
クレープ紙のMD方向に沿う線状のニードルパンチのみ付与されている請求項1〜5の何れか1項に記載のキッチンペーパー。
【請求項7】
表面側から裏面側へ向かって打ち抜くニードルパンチと、裏面側から表面側へ向かって打ち抜くニードルパンチとが交互に又は規則的に入れ替わるように並列されて線が形成されている請求項1〜6の何れか1項に記載のキッチンペーパー。
【請求項8】
クレープ紙及びエアレイド不織布シートにエンボス天部面積が1.75〜9.0mm2、エンボス深さが0.9〜1.5mmのマクロエンボスが付与されている請求項1記載のキッチンペーパー・
【請求項9】
クレープ紙に、単位エンボスの面積が0.04〜1.0mm2、エンボス深さ0.1〜1.0mmのマイクロエンボスがキッチンペーパーの片面の面積に対して5.0〜40%付与されており、かつ、不織布シートにはマイクロエンボスが付与されていない請求項1記載のキッチンペーパー。
【請求項10】
不織布シートは、繊維長1.0〜12.0mmのパルプ繊維を40%以上含む請求項1〜3の何れか1項に記載のキッチンペーパー。
【請求項1】
クレープ紙とエアレイド法による不織布シートとが積層されたプライ構造を有し、
そのプライ構造とする積層一体化がニードルパンチによりされていることを特徴とするキッチンペーパー。
【請求項2】
積層された各シートが、接着剤により接着されていない請求項1記載のキッチンペーパー。
【請求項3】
クレープ紙と不織布シートとが各一層の2層構造であるか、又は表裏面層がクレープ紙であり、表裏面層の間に位置する中間層が不織布シートである3層構造である請求項1又は2記載のキッチンペーパー。
【請求項4】
表面側から裏面側へ向かって打ち抜くニードルパンチと、裏面側から表面側へ向かって打ち抜くニードルパンチの双方のニードルパンチにより積層一体化がされている請求項1〜3の何れか1項に記載のキッチンペーパー。
【請求項5】
キッチンペーパーの縁部に沿ってニードルパンチを線状に付与した請求項1〜4の何れか1項に記載のキッチンペーパー。
【請求項6】
クレープ紙のMD方向に沿う線状のニードルパンチのみ付与されている請求項1〜5の何れか1項に記載のキッチンペーパー。
【請求項7】
表面側から裏面側へ向かって打ち抜くニードルパンチと、裏面側から表面側へ向かって打ち抜くニードルパンチとが交互に又は規則的に入れ替わるように並列されて線が形成されている請求項1〜6の何れか1項に記載のキッチンペーパー。
【請求項8】
クレープ紙及びエアレイド不織布シートにエンボス天部面積が1.75〜9.0mm2、エンボス深さが0.9〜1.5mmのマクロエンボスが付与されている請求項1記載のキッチンペーパー・
【請求項9】
クレープ紙に、単位エンボスの面積が0.04〜1.0mm2、エンボス深さ0.1〜1.0mmのマイクロエンボスがキッチンペーパーの片面の面積に対して5.0〜40%付与されており、かつ、不織布シートにはマイクロエンボスが付与されていない請求項1記載のキッチンペーパー。
【請求項10】
不織布シートは、繊維長1.0〜12.0mmのパルプ繊維を40%以上含む請求項1〜3の何れか1項に記載のキッチンペーパー。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2011−212145(P2011−212145A)
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願番号】特願2010−81919(P2010−81919)
【出願日】平成22年3月31日(2010.3.31)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願日】平成22年3月31日(2010.3.31)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
[ Back to top ]