
キャストシートおよびそれを製造する方法
本発明は、空洞を有する非平面のネット構造で構成されるキャストシートに関し、ネット構造は面全体にわたって広がり、空洞はシートの一方側から他方側に穴部を形成することができる。シートの両側の空洞は同一の構造に配列することができ、両側の構造は、互いに関して変位されるかまたは回転される。さらに本発明は、そのようなシートの鋳造のための成形テンプレート、およびそのようなシートを製造するための方法にも関連する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、キャストシートと、そのようなシートを製造する方法とに関連する。本発明はさらに、シートの形状を非平面形状に処理する方法に関する。
【背景技術】
【0002】
本発明の背景
中実のシート材料は、重量単位当たりの機械的強度が低く、体積単位材料当たりの露出表面積が小さい。中実でないシート材料は、粘性物を固い型で押し出すかまたは鋳造することによって製造することができる。さもなければ、別個のユニットを結合しなければならず、これは時間およびコストがかかる処理である。
【発明の概要】
【発明が解決しようとする課題】
【0003】
したがって本発明の1つの局面は、対応する中実のシート材料と比較して体積単位当たりの表面積が大きく、重量単位当たりの機械的強度が高いがそれでも比較的製造しやすいキャストシートを提供することである。さらに、本発明に係る処理によって、あまり粘着性でない物質を複雑な形状に鋳造することができる。
【0004】
したがって、本発明の別の局面は、型と、製造を簡略化するために本発明にしたがってそのような型を形作る方法とを提供することである。
【0005】
厚みが一定の非平面形状の鋳造のための型の製造は、複雑かつ時間がかかり得る。本発明の1つの目的は、キャストシートを単純または複雑な非平面形状で小量または大量に製造することを簡略化することである。
【0006】
本発明の別の局面は、光透過性であるかまたは貫通孔を有するキャストシートを製造する単純な方法を提供することである。
【0007】
これらおよび他の局面は、独立請求項の技術的特徴にしたがって、キャストシートおよび型、ならびにそのようなキャストシートを製造する方法によって実現される。
【課題を解決するための手段】
【0008】
本発明の概要
本発明の目的は、2つの協動するネット構造で構成されるキャストシートを提示することであり、ネット構造は、部分的に包囲された空洞を有するより複雑なネット構造をともに形成し、ネット構造は、キャストシートの面全体にわたって延在し、2つの側の成形鋳型(the two sides form matrices)は形成されたシートにおいて接触することができるため、空洞はシートの一方側から他方側に開口部を形成し得る。このネット構造は、対応する中実のシートと比較して、重量単位当たりの強度がより高い。さらに、キャストシートの構造は、対応する中実のシートと比較して体積単位当たりの露出表面積がより大きく、したがってシート材料中および上における表面化学処理の効率が高まる。
【0009】
キャストシートのネット構造は、表面上に突出するセルを有する1つ以上の鋳型上で鋳造することによって形成することができる。鋳型は、可撓性の成形鋳型の形状、またはローラーの形状であり得る。セルは、キャストシートの面上を延在する空洞を引起し、空洞は、シートの一方側から他方側に、完全なもしくは部分的な開口部を引起すか、または開口部を引起さない。鋳造の際に空洞を生じさせるセルが構造に配列され、2つの成形鋳型の当該構造は他方に対して変位される。これは重量単位材料当たりさらに多くの面を露出させ、さらに有利となり得る。変位は、一方の成形鋳型を他方に対して移動させることによって、または成形鋳型の一方のパターンを他方に対して90°まで回転させることによって実現することができる。回転により、シート全体にわたって均一な厚みを実現することができる。回転により、一方の可撓性の成形鋳型のセルは、大きな表面上にわたって、他方の可撓性の成形鋳型のセルと、またはセル同士の間の空間と整列することができなくなる。一方の成形鋳型の回転により、一方側のセルが他方側のセル上に中心決めされる事例がシートの面全体にわたって均一に分布されて繰り返し生じ、したがってキャストシートの面全体にわたってシートの均一な厚みが生じる。平坦で平面的なシートについては内部変位なしに鋳造を行うことができ、それでもなお均一な厚みのシートを製造することができる。作成されるシートに均一な厚みを求めない場合、変位は不要である。
【0010】
したがって本発明は、厚みDで分離された第1および第2の表面を有する鋳造物質を含むキャストシートに関連し、第1の表面は最大深さD1を有する複数の空洞を含み、空洞はパターンを形成し、第2の表面は最大深さD2を有する複数の空洞を含み、空洞はパターンを形成し、D1<D,D2<Dであり、D1+D2>Dである。
【0011】
本発明は、そのようなキャストシートの鋳造のための成形鋳型にも関連する。成形鋳型は、可撓性のフィルム/膜で構成され、その上にセル/コンテナが配列され、その上に鋳造物質を加えることができる。鋳造物質は、セル上およびセル同士の間の空間に分散させることができる。
【0012】
本発明は、そのようなキャストシートを製造する方法にも関連する。厚みDを有する鋳造材料のシートを製造するための本発明に係る方法は、複数の突出するセルをあるパターンで有する第1の表面を含む第1の成形鋳型を供給するステップを含み、セルは最大高さH1突出し、H1<Dであり、さらに、複数のセルをあるパターンで有する第2の表面を含む第2の成形鋳型を供給するステップを含み、セルは最大高さH2突出し、H2<Dであり、さらに、2つの離間された成形鋳型の間に鋳造物質を配置するステップと、鋳造物質中の閉じ込められた空気を除去するために、2つの表面が互いから距離Dとなるまで成形鋳型に圧力をかけるステップと、鋳造物質を硬化させるステップとを含む。
【0013】
鋳造方法は、好ましくは室温つまり15〜25℃で行われることができる。
本発明は、非平坦な形状のシートを製造する簡単な方法を提供する。可撓性および/または半弾性の成形鋳型の使用により、鋳造物質の硬化前にシートを処理することができる。成形鋳型のセルはシートの厚みを限定し、鋳造物質が押出されることと、形作られたシートの低点に向かって流出することとを妨げる。
【0014】
本発明の一実施例では、鋳造物質は、セメントベースの物質、たとえばコンクリートであり得る。
【0015】
本発明の別の実施例では、鋳造物質は、室温より低いTgを有するポリマー、たとえばエポキシベースのポリマーであり得る。
【0016】
本発明は、多様な用途において、たとえば緑の壁、触媒表面、吸音壁、建設資材、型、家具、ランプ、および陶磁器として使用することができる。
【図面の簡単な説明】
【0017】
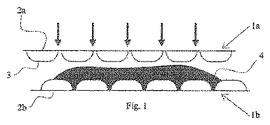
【図1】本発明に係るシートの鋳造のための2つの成形鋳型を例示する図である。
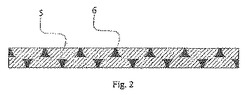
【図2】新技術に係るキャストシートの断面を例示する図である。
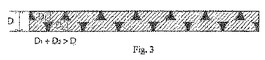
【図3】空洞の深さとシートの厚みとの関係を例示する図である。
【図4】空洞の深さとシートの厚みとの関係を例示する図である。
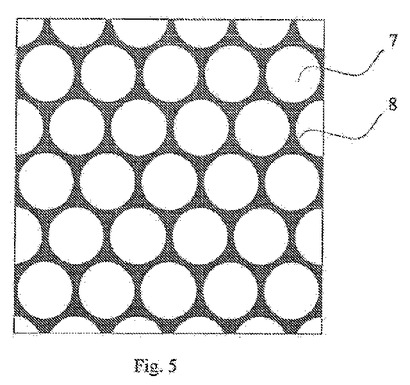
【図5】上から見たキャストシートの表面を例示する図である。
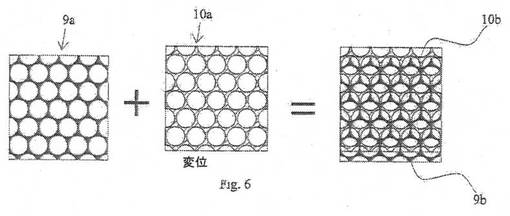
【図6】鋳型パターンを変位させた、キャストシートの両側のネット構造を例示する図である。
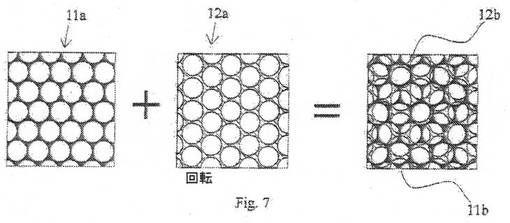
【図7】鋳型パターンを回転させた、キャストシートの両側のネット構造を例示する図である。
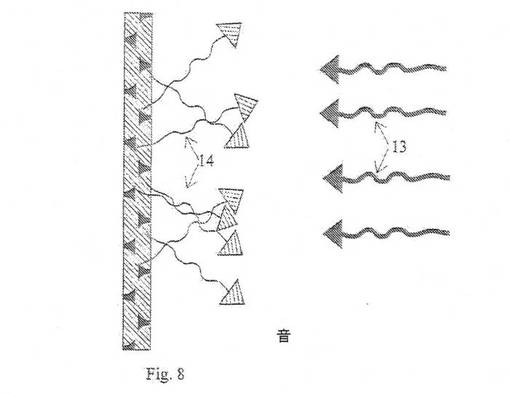
【図8】キャストシートの音響特性を例示する図である。
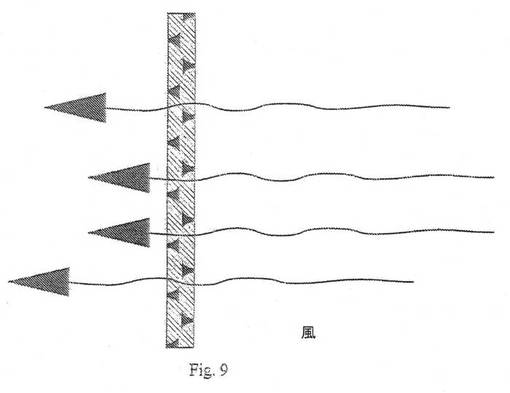
【図9】キャストシートの空気透過性を例示する図である。
【図10】硬化していないシートおよび長方形の成形テンプレートを例示する図である。
【図11】長方形の成形テンプレート上に配置されたシートを例示する図である。
【図12】硬化していないシートおよび円筒状の成形テンプレートを例示する図である。
【図13】円筒状の成形テンプレートの周囲に配置されたシートを例示する図である。
【図14】硬化していないシートおよび調整可能な成形テンプレートを例示する図である。
【図15】調整可能な成形テンプレート上に配置されたシートを例示する図である。
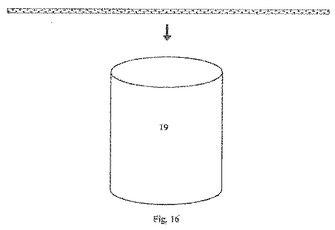
【図16】硬化していないシートおよび円筒状の成形テンプレートを例示する図である。
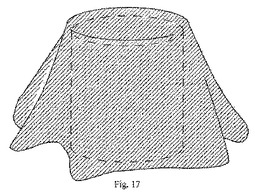
【図17】円筒状の成形テンプレート上に配置されたシートを例示する図である。
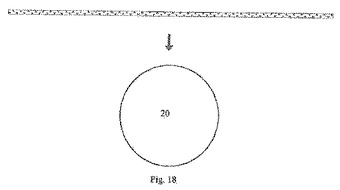
【図18】硬化していないシートおよび球状の成形テンプレートを例示する図である。
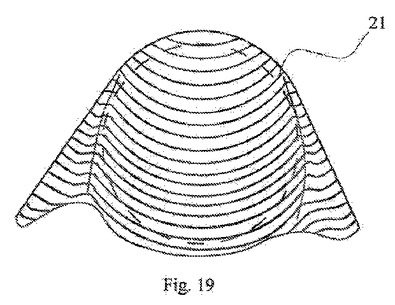
【図19】球状の成形テンプレート上に配置されたシートを例示する図である。
【発明を実施するための形態】
【0018】
好ましい設計の説明
本願では、「成形鋳型」または「鋳型」という用語は交換可能に使用され、鋳造する際に表面テクスチャもしくはパターン、または貫通するテクスチャを得るのに使用される材料を指す。
【0019】
本願では、「成形テンプレート」という用語は、硬化していないシートを形作るのに使用することができる非平面の物体を指す。
【0020】
本願では、「面」という用語は、キャストシートと、それが空間でどのように延在するかとを説明するのに使用される。面は、いずれの点においてもシートの方向を構成する。
【0021】
本願では、「フォーム」および「型」という用語は交換可能に使用される。
図1は、本発明に関するシートの鋳造のための2つの成形鋳型1a〜bを例示する。成形鋳型は、接着剤でまたはプラスチック溶接によってプラスチック箔2a〜bに気密接続された1組のカップ状プラスチック箔セル3を有するプラスチック箔2a〜bで構成される。カップ状セルは空気を含み、セルは、成形鋳型の表面の一方側上において、好ましくはパターンで分布される。好ましくは、成形鋳型の表面全体に広げられた複数のセルがあるべきであり、つまり3つ以上のセルがあるべきであり、好ましくは10より多いかまたはより好ましくは30より多く、数百個であり得る。成形鋳型は各々、同じ材料または異なる材料で作製することができ、プラスチック、ゴム材料、もしくは金属で作製することができる。
【0022】
図において、第1の成形鋳型1bはセルが上方に面した状態で配列され、成形鋳型上にコンクリート4が分散されている。コンクリートは、セル同士の間に部分的に沈み込んでいる。好ましくは第1の成形鋳型の上に配列された第2の成形鋳型1aは、両者の間の硬化していないコンクリートによって第1の成形鋳型に押付けることが意図される。第2の成形鋳型は、第1の成形鋳型に面するセルを有し、第2の鋳型が第1の鋳型に押付けられると、2つの成形鋳型の間に、かつセル同士の間の空間にコンクリートを押出すことができる。
【0023】
図2は、空洞5がコンクリートのネット構造6中に形成された、本発明に係るキャストシートの断面を例示する。キャストシートは、硬化していない鋳造物質、たとえばコンクリートを2つの成形鋳型の間に押出すことができる上記の方法で製造することができる。それを容易にするために、セル間のすべての空間にコンクリートを分散させ、成形鋳型上に圧力をかけることができる。これは、第2の成形鋳型に均一に分布された圧力をかけることができる一方第1の成形鋳型を平坦な表面上に載せることによって、または両方の鋳型に圧力をかけることによって、片側で行なうことができる。硬化中に空気を鋳造物質に閉じ込めてしまう危険性を低下させるため、かつより高効率な製造のために、コンクリートが間に入った2つの鋳型をローラーで押すことができる。ローラーは、その場合、円形の断面を有する円筒状のローラーであり、支持部は、実質的に平坦な表面であり得るかまたは円筒状のローラーでもあり得る。
【0024】
一実施例では、第2の成形鋳型はローラーの形態であり得る。ローラーの表面は表面上に配列されパターンを形成する突出するセルを含む。ローラーおよび/またはセルは、金属、プラスチックまたはゴムベースの材料で作製することができ、第1の成形鋳型のみがプラスチック箔で構成される必要がある。別の実施例では、両方の成形鋳型は上記のようにロールの形態であり、プラスチック箔は使用されない。鋳型ロールによる場合は、微小穿孔(micro-perforation)および真空吸引の組合せによって空気および余分な水を除去することができる。
【0025】
本発明の一実施例では、ローラーを静止させ、成形鋳型および鋳造物質をローラーと支持表面との間の空間を通って押込むことができる。任意に、成形鋳型および鋳造物質を静止させ、ローラーを表面上で回転させることができる。
【0026】
本発明の別の実施例では、加圧中の成形鋳型のパターンの少なくとも一部が互いに関して変位される。これは、圧力がかけられたときに鋳型の一方もしくは一部が移動するかまたは回転した結果であり得る。
【0027】
鋳造は、均一に分散された圧力によって全表面上においても可能であるが、その場合は、成形鋳型を微小穿孔して空気を吸出させなければならない。さもなければ、成形鋳型のセル同士の間に空気が閉じ込められるという危険性があり得る。代わりに、別の実施例では、圧力が成形鋳型の一方に漸増的にかけられる。これは、成形鋳型の一方上で、ある点から別の点まで重りを摺動させるかまたは回転させることによって行うことができる。これは、たとえばローラーを使用することによって行うことができる。代替的に、重りまたはローラーを静止させることができ、代わりに、鋳造物質が間にある成形鋳型がローラーまたは重りの下に押込まれる。圧力は、一方端から他方端に、または成形鋳型上のいずれかの他の点からかけることができる。
【0028】
図2は、互いに結合された2つのネット構造で構成されるキャストシートを例示する。2つのネット構造は、図において、セル幅の半分で互いに関して変位されて配置されており、したがって第2の成形鋳型のセルの頂部が第1の鋳型のセル同士の間のコンクリートに当接する。キャスト部品の幅は生じた空洞の底部より小さくなり得、したがってキャストシートにおいて一方側から他方側に穴部が形成される。2つの成形鋳型のセル同士の間の鋳造物質は非常に薄くなるため、シートは半透明または光透過性であるように見えることになる。厚みは、使用される鋳造物質の最大粒/粒子の直径に依存することになる。より低い圧力、または鋳造物質においてより大きな粒/粒子を使用することにより、不透明で、より厚く、より強いシートを製造することができる。2つの成形鋳型を変位させることにより、2つの表面のパターンは、互いに関して少なくとも部分的に変位され得る。
【0029】
シートの一方側から他方側への開口部を形成することができ、一方の成形鋳型のセルは、他方の成形鋳型のセルにごく近接しているかまたは接している。鋳造物質を第1の成形鋳型上に分散することができ、コンクリートの大部分のみを押出すことができるため、一方側から他方側への穴部が形成されることが意図された箇所にも鋳造物質の薄い層が残る。これらの薄い層は、より高度の光透過性が意図される場合は、たとえば水または空気を高圧で表面に噴霧することによって除去することができる。層の厚みは、2つの成形鋳型のセルがどのくらい近くに到達して互いに接触することができるかに対して限界を設定する鋳造物質混合物中の最大粒の寸法を変化させることによって制御することもできる。
【0030】
鋳造後処理なしに一方側から他方側への穴部を実現するために、コンクリートの硬化を妨害するかまたは遅らせる表面抑制剤を成形鋳型に塗布することができる。シートを通る穴部が意図される箇所に表面抑制剤を塗布することにより、硬化していないコンクリートがこれらの場所に残る。硬化していないコンクリートは、剥離することになるか、または水を噴霧することで容易に除去することができ、エッジが明確に規定された開口部が残る。
【0031】
成形鋳型のセルの直径は変動することができる。セルが空気で充填された気泡で構成される場合、気泡の高さはその直径を越えるべきではない。一実施例では、いずれの気泡についても直径は50cmを越えるべきではなく、気泡の高さは10cmを越えるべきではない。また、セルの形状は、球状から楕円、長方形からピラミッド形などのいずれかの種類の形状であり得る。
【0032】
コンクリート混合物のバラストは、成形鋳型のセル同士の間の選択された距離に適合させるべきであり、シートを非平面に形作る際、最大選択粒は、成形鋳型中の2個のセル間のおよそ最近接距離であり得る。これは、シートが押された後のコンクリートの移動を妨げる。
【0033】
図3および図4は、空洞の深さとシートの厚みとの関係を例示する。一方側から他方側への開口部を作成する空洞をキャストシートに作成するために、2つの成形鋳型のセルを合わせた高さ(H1+H2)は、シートの厚みDより大きくなければならない(H1+H2>D)。2つの側の空洞の深さは、キャストシートの厚みに関して、極端な場合には一方側について95%であり他方側については5%より大きい。他の極端な場合には、両側の空洞は各々、キャストシートの厚みの50%以上であるが100%未満である(D1<DおよびD2<D)。
【0034】
より強く、かつ音に対する透過性が低い不透明なシートを作製するために、より大きな粒を鋳造物質において使用して、2つの成形鋳型をどのくらい近接して互いに押付けることができるかを調整する。したがって一実施例では、最大セル高さおよび鋳造物質の最大粒径の和はシートの厚みより大きい、つまりH1+H2+(鋳造物質の最大粒径)>D。さらに、空洞の深さの和(D1+D2)および鋳造物質中の最大粒径は、シートの厚みより大きくすることができる(D1+D2+粒径>D)。
【0035】
図5は、上から見たキャストシートの一方側を例示し、空洞7を有するネット構造8を形成している。
【0036】
図6は、一方側の空洞パターンを他方に関して変位させたキャストシートの両側を例示する。シートは、互いに面する2つの同一の成形鋳型で鋳造することができ、一方側のセルは他方側のセルと整列される。セルが整列される場合と比較して、変位によって、より薄いシートが得られる。上記のように、パターンが整列されているかまたは変位されているキャストシートを非平面に形作ると、シートのある部分は整列されたセル/空洞を有し得、シートの別の部分は変位されたセル/空洞を有することになり、おそらくシートの不均一な厚みをもたらす。セルを変位させてシートが製造される場合は、シートを形作った後に、セルが整列するコンクリートが充填するための余分な空間があり得、おそらく不均一な性質のシートをもたらす。同様に、形作る前にセルが整列されると、シートが形作られたときに不均一な品質および不均一なレベルの光透過性をもたらし得る。
【0037】
図7は、一方の鋳型を他方に関して回転させた2つの同一の成形鋳型で作成されたキャストシートの両側を例示する。したがって、両方の鋳型のセルパターンは平行ではなく、より大きなパターンがシート全体にわたって広げられた干渉パターンなどの、視覚的に関心を引く構造をもたらす。さらに一実施例では、2つの鋳型のセルが整列され、表面上で繰り返し広げられ、シートが非平面に形作られる場合でも均一な厚みのシートをもたらす。
【0038】
他の代替例は、同一でない2つの成形鋳型間でシートを鋳造することである。鋳型は、たとえば図4に例示されているように寸法が異なり得る。成形鋳型のセルは任意に異なる形状を有することができ、および/または多様なかつ異なる距離だけ離間することができる。さらに、作成されたネット構造は、いずれかの規則的な構造を有する必要は全くなく、寸法および形状が同じかまたは変動する空洞を有するシートを形成する2つの接続されたネット構造で構成されてもよい。
【0039】
図8はキャストシートおよびその音響特性を例示し、図中の矢印は入来音(incoming sound)13および反響された音14を例示する。キャストシートは非常に不均一な表面を有するため、音はあらゆる方向に反響することができ、拡散反射をもたらす。音の部分もシートの空洞内で複数回反響されることになる。これらの多重反響は音の損失をもたらし、入来音の相対的に小さい部分を反響させることができる。これらの相互作用効果、音の吸収および拡散は、吸音用途に有利である。さらに、本発明に係るキャストシートは、余韻の持続時間が制御された音波拡散が望まれる場合に有利であり得る。シートの非平面形状および音透過性のレベルを簡単な方法で制御することができることにより、キャストシートは、たとえば音楽ホールにおける音響的感度が高い状況で使用するのに非常に適切であり得る。
【0040】
キャストシートの空洞を有するネット構造は、対応する中実のシートより露出表面も大きく、これは表面化学反応に使用することができる。ある用途は、二酸化チタンの鋳造物質への添加を必要とする。二酸化チタンは、窒素酸化物を分解するのに使用することができる。空気および紫外線に対する露出表面が増大すると効率が上昇し、本発明をこの種の用途に好適にする。別の実施例では、シートの表面を微生物で覆うことができる。
【0041】
2枚の異なるキャストシートに対して効率テストを行った。一方は本発明にしたがって鋳造され、一方は平坦で均一な形態に鋳造された。テストによれば、窒素酸化物を分解するための効率は、本発明にしたがって鋳造されたキャストシートについて、はるかに高くなり得ることが分かった。テストされたシートは、1センチメートル深さの空洞を有し、シート表面における直径は3センチメートルであった。効率は、平坦で均一な表面のシートについての11%と比較して、本発明に係るキャストシートについては31%であると測定された。直径に関する空洞の深さは、これらの処理における効率に不可欠となり得、深さが増大すると燃焼がより効率的となる。しかしながら、効率に対する深さの影響は、シート内部の作成された表面への紫外線のアクセスしやすさに限定することができる。変動する太陽条件のため、かつ人工光を使用することができるため、空洞の直径と深さとの間の最適化された関係を指定することはできない。
【0042】
図9は、空気および風についてのキャストシートの透過性を例示する。シートのネット構造により、空気を通過させる穴部を一方側から他方側に形成することができ、そのようなシートは、対応する中実のシートほど風荷重に影響されない。透過性は、結果として中実の風障壁に出現する乱流を打ち消し、局所的に増大した風速をもたらし得る。中実のシートで可能であったよりも時間単位当たりより大量の空気がシートに接することができるため、より大きな風移動が表面化学処理をより効率的にすることもできる。
【0043】
図10は、長方形の成形テンプレート15を有する硬化していないシートを例示し、矢印は、シートを成形テンプレートの周囲にどのように折重ねることができるかを例示する。図11において、硬化していないシートが長方形の成形テンプレート15の周囲に配置されており、硬化中にこの位置に保持することができる。シートはその後、コヒーレントな非平面構造を残して取り除くことができる。図中のシートは、両側に可撓性の成形鋳型を使用して鋳造されており、したがって、箔が長方形の成形テンプレート15に面した状態で、硬化後に容易に取り除くことができる。
【0044】
図12は、円筒状の成形テンプレート16を有する硬化していないシートを例示し、2つの矢印は、硬化していないシートを成形テンプレートの周囲にどのように配置することができるかを例示する。図13では、閉じた円筒状の構造を形成するように、円筒状の成形テンプレートの周囲にシートが配置されている。この製造方法は管状の構造の製造に使用することができ、硬化後、硬化した円筒状の構造から成形テンプレート16を引出すことができる。もちろん、より大きな管または他の構造を、後で互いに結合されるより小さな断片に鋳造することができる。
【0045】
図14は、調整可能な成形テンプレートを有する硬化していないシートを例示する。例示されている成形テンプレートは、断面において4つの、平坦な表面上に配列された長方形の支持部17a〜dを含む。図15では、キャストシートは調整可能な成形テンプレート上に配置されており、成形テンプレートに部分的に従う。曲げ半径は、圧力18をかけることにより、かつ支持部同士の間でシートを下落させるように処理することができる。シートは、外径をシートの厚みに限定して曲げることができる。成形鋳型の弾性に関して限定された複曲面シートも容易に製造することができる。複曲面シートを作成するための方法は、非平面シートを形作る際に多くの自由をもたらす。
【0046】
図16は、円筒状の成形テンプレート19を有する硬化していないシートを例示し、図17では、シリンダー上にシートが配置されている。シートは、自重によって地面に向かって引っ張られることができるため曲がって折重なり、多くの用途で有利であり得る構造的に耐性が高い構造を作成する。もちろん、この種の非平面構造の成形に、成形テンプレートのいずれかの他の形状または形状の組合せを使用することができる。
【0047】
図18は、球状の成形テンプレート20を有する硬化していないシートを例示し、図19では、球体上にシートが配置されている。成形鋳型の可撓性および弾性により、シートが複曲成形テンプレートに従うことが可能となる。弾性が成形テンプレートの地形線21と一致しなくなると、成形鋳型の折重なりが出現する。折重なりは、鋳造非平面シートにおいて一体化された支柱またはビームとして構造的に使用することができる。処理は、上述のように、既存の物体または地形の鋳造に使用することができる。他の方法では高価でありかつ時間がかかり得る複雑な非平面形状シートを製造するのに使用することもできる。
【0048】
キャストシートは互いに平行な対で搭載することができ、有機的成長の条件は絞り出すことがことができるか、または他の手段によってシート間の適所に保持することができる。その後植物がシートの穴部から外に成長するかまたはコンクリートの薄い層を破ることになり、2つの成形鋳型のセルは、接触しており、新たな穴部を作成し、したがって「緑の壁」を作成している。葉、根および茎は、2枚のシートを互いに結合させることになり、コヒーレントなユニットを作成する。有機体の条件の定義は、この場合、水分および種子を保持するための物質、球根、および/または有機生命体の他の初期段階である。
【0049】
ファサード(facade)の石膏処理は問題が多い。絶縁体上に平らに石膏が塗布されたいわゆる1層のファサードは、水が絶縁体に浸透し、石膏が剥離することになる。今日では、絶縁体に対して空隙をおいて石膏担体を適所に保持するための構造を絶縁体の外部に作ることができる。石膏の厚い層を均一に塗布しなければならず、これは重くなり得、かつ全表面にわたって均一な厚みを得るのが困難であり得るため、ファサード全体の石膏処理も困難かつ時間がかかり得る。
【0050】
本発明は、比較的低重量で、石膏が容易に接続することができる空洞の構造を有する石膏担体を提供し、石膏が剥離するのを防ぐ。塗布する必要がある石膏も少ない。さらに、シートを形作ることができることにより、非平面のファサードを形作ることが効率的に可能となる。
【0051】
現場でキャスト構造を鋳造する際、型の製造は困難かつ時間がかかり得る。さらに、型材料が摩耗し、1回または数回の鋳造後に廃棄しなければならない。多くの場合、木をベースとするシートを使用してコンクリートを適所に保持する。プラスチック、金属、およびゴム表面も型表面として使用される。本発明は、取り除く必要のない型で鋳造するための方法を提供する。硬化したシートは、他のシートと別個にまたは一緒に、型として使用される。シートが搭載され、シート同士の間に形成された空間に鋳造物質を加えることができる。鋳造物質を加える前に、シートを適所に維持しかつ不透過性を確実にするため、シートの空洞およびシート同士の間の結合部のいくつかまたはすべてを鋳造物質で充填することができる。不透過性をさらに確実にするため、鋳造物質が硬化するまで、外側の成形鋳型を放置することができる。キャストシートは、複雑な構造の鋳造用の型として使用し、その後取り除くこともできる。そうするために、内側および/または外側の成形鋳型は、鋳造中にシートから取り除かれない。キャストシートは鋳造物質の硬化後に取り除くことができ、滑らかで、非平面に形成された均質な鋳造物が残る。均質な物体の鋳造前に内側の鋳型を取り除くことができる場合、物体表面は、互いにある程度一体化されたキャストシートとなる。低重量のキャストシートと、非平面に形作られたシートを作成するための効率的な方法とにより、大きく、中実の、均質な構造を作成するための費用効率が高い方法が得られる。
【0052】
はるかに「硬い表面」があり得る場合には、表面水を取扱うことは問題となり得る。摩耗がはるかに多い場所に「軟性表面」を作成するためには、プラスチックおよび/またはゴムベースの生成物が通常は使用される。コンクリートベースの生成物が、穴部と共に上から下まで使用されることもある。本発明は、「軟性表面」を作成する良い足がかりをシートにもたらす。よく圧縮された土台上にシートが配置され、配置後シートが砂で覆われ、砂は空洞を通って落下することになり、シートと土台との間で均一な分散された圧力を可能とする。
【0053】
本発明の別の用途は、滑りに対する保護として、硬化していないコンクリートまたはアスファルト上に配置することであり得る。
【0054】
本発明の一実施例は、厚みDで分離された第1および第2の表面で構成される材料のシートであり得、上記第1の表面は最大深さD1(D1<D)を有するいくつかの空洞を含み、上記第2の表面は最大深さD2(D2<D)を有するいくつかの空洞を含み、D1およびD2の和はDより大きくなり得ることを特徴とする。2つの表面の空洞の幅は、表面においてそれぞれW1およびW2と示され、空洞の底部においてw1およびw2と示される。
【0055】
使用される鋳造物質は、もちろんコンクリート以外の他の材料であり得、成形鋳型はプラスチック箔以外の他の材料であり得る。さらに、キャストシート中の作成された空洞は、同じまたは異なる材料もしくは色の鋳造物質で充填され得る。図1のセル/コンテナ3および箔は、上記の方法ではプラスチック箔で作製され、コンテナはセルとして作製されるものとして例証されるが、もちろんコンテナは中実であり得、コンテナおよび箔は、他の材料、たとえばゴムまたは金属で構成される。
【技術分野】
【0001】
本発明は、キャストシートと、そのようなシートを製造する方法とに関連する。本発明はさらに、シートの形状を非平面形状に処理する方法に関する。
【背景技術】
【0002】
本発明の背景
中実のシート材料は、重量単位当たりの機械的強度が低く、体積単位材料当たりの露出表面積が小さい。中実でないシート材料は、粘性物を固い型で押し出すかまたは鋳造することによって製造することができる。さもなければ、別個のユニットを結合しなければならず、これは時間およびコストがかかる処理である。
【発明の概要】
【発明が解決しようとする課題】
【0003】
したがって本発明の1つの局面は、対応する中実のシート材料と比較して体積単位当たりの表面積が大きく、重量単位当たりの機械的強度が高いがそれでも比較的製造しやすいキャストシートを提供することである。さらに、本発明に係る処理によって、あまり粘着性でない物質を複雑な形状に鋳造することができる。
【0004】
したがって、本発明の別の局面は、型と、製造を簡略化するために本発明にしたがってそのような型を形作る方法とを提供することである。
【0005】
厚みが一定の非平面形状の鋳造のための型の製造は、複雑かつ時間がかかり得る。本発明の1つの目的は、キャストシートを単純または複雑な非平面形状で小量または大量に製造することを簡略化することである。
【0006】
本発明の別の局面は、光透過性であるかまたは貫通孔を有するキャストシートを製造する単純な方法を提供することである。
【0007】
これらおよび他の局面は、独立請求項の技術的特徴にしたがって、キャストシートおよび型、ならびにそのようなキャストシートを製造する方法によって実現される。
【課題を解決するための手段】
【0008】
本発明の概要
本発明の目的は、2つの協動するネット構造で構成されるキャストシートを提示することであり、ネット構造は、部分的に包囲された空洞を有するより複雑なネット構造をともに形成し、ネット構造は、キャストシートの面全体にわたって延在し、2つの側の成形鋳型(the two sides form matrices)は形成されたシートにおいて接触することができるため、空洞はシートの一方側から他方側に開口部を形成し得る。このネット構造は、対応する中実のシートと比較して、重量単位当たりの強度がより高い。さらに、キャストシートの構造は、対応する中実のシートと比較して体積単位当たりの露出表面積がより大きく、したがってシート材料中および上における表面化学処理の効率が高まる。
【0009】
キャストシートのネット構造は、表面上に突出するセルを有する1つ以上の鋳型上で鋳造することによって形成することができる。鋳型は、可撓性の成形鋳型の形状、またはローラーの形状であり得る。セルは、キャストシートの面上を延在する空洞を引起し、空洞は、シートの一方側から他方側に、完全なもしくは部分的な開口部を引起すか、または開口部を引起さない。鋳造の際に空洞を生じさせるセルが構造に配列され、2つの成形鋳型の当該構造は他方に対して変位される。これは重量単位材料当たりさらに多くの面を露出させ、さらに有利となり得る。変位は、一方の成形鋳型を他方に対して移動させることによって、または成形鋳型の一方のパターンを他方に対して90°まで回転させることによって実現することができる。回転により、シート全体にわたって均一な厚みを実現することができる。回転により、一方の可撓性の成形鋳型のセルは、大きな表面上にわたって、他方の可撓性の成形鋳型のセルと、またはセル同士の間の空間と整列することができなくなる。一方の成形鋳型の回転により、一方側のセルが他方側のセル上に中心決めされる事例がシートの面全体にわたって均一に分布されて繰り返し生じ、したがってキャストシートの面全体にわたってシートの均一な厚みが生じる。平坦で平面的なシートについては内部変位なしに鋳造を行うことができ、それでもなお均一な厚みのシートを製造することができる。作成されるシートに均一な厚みを求めない場合、変位は不要である。
【0010】
したがって本発明は、厚みDで分離された第1および第2の表面を有する鋳造物質を含むキャストシートに関連し、第1の表面は最大深さD1を有する複数の空洞を含み、空洞はパターンを形成し、第2の表面は最大深さD2を有する複数の空洞を含み、空洞はパターンを形成し、D1<D,D2<Dであり、D1+D2>Dである。
【0011】
本発明は、そのようなキャストシートの鋳造のための成形鋳型にも関連する。成形鋳型は、可撓性のフィルム/膜で構成され、その上にセル/コンテナが配列され、その上に鋳造物質を加えることができる。鋳造物質は、セル上およびセル同士の間の空間に分散させることができる。
【0012】
本発明は、そのようなキャストシートを製造する方法にも関連する。厚みDを有する鋳造材料のシートを製造するための本発明に係る方法は、複数の突出するセルをあるパターンで有する第1の表面を含む第1の成形鋳型を供給するステップを含み、セルは最大高さH1突出し、H1<Dであり、さらに、複数のセルをあるパターンで有する第2の表面を含む第2の成形鋳型を供給するステップを含み、セルは最大高さH2突出し、H2<Dであり、さらに、2つの離間された成形鋳型の間に鋳造物質を配置するステップと、鋳造物質中の閉じ込められた空気を除去するために、2つの表面が互いから距離Dとなるまで成形鋳型に圧力をかけるステップと、鋳造物質を硬化させるステップとを含む。
【0013】
鋳造方法は、好ましくは室温つまり15〜25℃で行われることができる。
本発明は、非平坦な形状のシートを製造する簡単な方法を提供する。可撓性および/または半弾性の成形鋳型の使用により、鋳造物質の硬化前にシートを処理することができる。成形鋳型のセルはシートの厚みを限定し、鋳造物質が押出されることと、形作られたシートの低点に向かって流出することとを妨げる。
【0014】
本発明の一実施例では、鋳造物質は、セメントベースの物質、たとえばコンクリートであり得る。
【0015】
本発明の別の実施例では、鋳造物質は、室温より低いTgを有するポリマー、たとえばエポキシベースのポリマーであり得る。
【0016】
本発明は、多様な用途において、たとえば緑の壁、触媒表面、吸音壁、建設資材、型、家具、ランプ、および陶磁器として使用することができる。
【図面の簡単な説明】
【0017】
【図1】本発明に係るシートの鋳造のための2つの成形鋳型を例示する図である。
【図2】新技術に係るキャストシートの断面を例示する図である。
【図3】空洞の深さとシートの厚みとの関係を例示する図である。
【図4】空洞の深さとシートの厚みとの関係を例示する図である。
【図5】上から見たキャストシートの表面を例示する図である。
【図6】鋳型パターンを変位させた、キャストシートの両側のネット構造を例示する図である。
【図7】鋳型パターンを回転させた、キャストシートの両側のネット構造を例示する図である。
【図8】キャストシートの音響特性を例示する図である。
【図9】キャストシートの空気透過性を例示する図である。
【図10】硬化していないシートおよび長方形の成形テンプレートを例示する図である。
【図11】長方形の成形テンプレート上に配置されたシートを例示する図である。
【図12】硬化していないシートおよび円筒状の成形テンプレートを例示する図である。
【図13】円筒状の成形テンプレートの周囲に配置されたシートを例示する図である。
【図14】硬化していないシートおよび調整可能な成形テンプレートを例示する図である。
【図15】調整可能な成形テンプレート上に配置されたシートを例示する図である。
【図16】硬化していないシートおよび円筒状の成形テンプレートを例示する図である。
【図17】円筒状の成形テンプレート上に配置されたシートを例示する図である。
【図18】硬化していないシートおよび球状の成形テンプレートを例示する図である。
【図19】球状の成形テンプレート上に配置されたシートを例示する図である。
【発明を実施するための形態】
【0018】
好ましい設計の説明
本願では、「成形鋳型」または「鋳型」という用語は交換可能に使用され、鋳造する際に表面テクスチャもしくはパターン、または貫通するテクスチャを得るのに使用される材料を指す。
【0019】
本願では、「成形テンプレート」という用語は、硬化していないシートを形作るのに使用することができる非平面の物体を指す。
【0020】
本願では、「面」という用語は、キャストシートと、それが空間でどのように延在するかとを説明するのに使用される。面は、いずれの点においてもシートの方向を構成する。
【0021】
本願では、「フォーム」および「型」という用語は交換可能に使用される。
図1は、本発明に関するシートの鋳造のための2つの成形鋳型1a〜bを例示する。成形鋳型は、接着剤でまたはプラスチック溶接によってプラスチック箔2a〜bに気密接続された1組のカップ状プラスチック箔セル3を有するプラスチック箔2a〜bで構成される。カップ状セルは空気を含み、セルは、成形鋳型の表面の一方側上において、好ましくはパターンで分布される。好ましくは、成形鋳型の表面全体に広げられた複数のセルがあるべきであり、つまり3つ以上のセルがあるべきであり、好ましくは10より多いかまたはより好ましくは30より多く、数百個であり得る。成形鋳型は各々、同じ材料または異なる材料で作製することができ、プラスチック、ゴム材料、もしくは金属で作製することができる。
【0022】
図において、第1の成形鋳型1bはセルが上方に面した状態で配列され、成形鋳型上にコンクリート4が分散されている。コンクリートは、セル同士の間に部分的に沈み込んでいる。好ましくは第1の成形鋳型の上に配列された第2の成形鋳型1aは、両者の間の硬化していないコンクリートによって第1の成形鋳型に押付けることが意図される。第2の成形鋳型は、第1の成形鋳型に面するセルを有し、第2の鋳型が第1の鋳型に押付けられると、2つの成形鋳型の間に、かつセル同士の間の空間にコンクリートを押出すことができる。
【0023】
図2は、空洞5がコンクリートのネット構造6中に形成された、本発明に係るキャストシートの断面を例示する。キャストシートは、硬化していない鋳造物質、たとえばコンクリートを2つの成形鋳型の間に押出すことができる上記の方法で製造することができる。それを容易にするために、セル間のすべての空間にコンクリートを分散させ、成形鋳型上に圧力をかけることができる。これは、第2の成形鋳型に均一に分布された圧力をかけることができる一方第1の成形鋳型を平坦な表面上に載せることによって、または両方の鋳型に圧力をかけることによって、片側で行なうことができる。硬化中に空気を鋳造物質に閉じ込めてしまう危険性を低下させるため、かつより高効率な製造のために、コンクリートが間に入った2つの鋳型をローラーで押すことができる。ローラーは、その場合、円形の断面を有する円筒状のローラーであり、支持部は、実質的に平坦な表面であり得るかまたは円筒状のローラーでもあり得る。
【0024】
一実施例では、第2の成形鋳型はローラーの形態であり得る。ローラーの表面は表面上に配列されパターンを形成する突出するセルを含む。ローラーおよび/またはセルは、金属、プラスチックまたはゴムベースの材料で作製することができ、第1の成形鋳型のみがプラスチック箔で構成される必要がある。別の実施例では、両方の成形鋳型は上記のようにロールの形態であり、プラスチック箔は使用されない。鋳型ロールによる場合は、微小穿孔(micro-perforation)および真空吸引の組合せによって空気および余分な水を除去することができる。
【0025】
本発明の一実施例では、ローラーを静止させ、成形鋳型および鋳造物質をローラーと支持表面との間の空間を通って押込むことができる。任意に、成形鋳型および鋳造物質を静止させ、ローラーを表面上で回転させることができる。
【0026】
本発明の別の実施例では、加圧中の成形鋳型のパターンの少なくとも一部が互いに関して変位される。これは、圧力がかけられたときに鋳型の一方もしくは一部が移動するかまたは回転した結果であり得る。
【0027】
鋳造は、均一に分散された圧力によって全表面上においても可能であるが、その場合は、成形鋳型を微小穿孔して空気を吸出させなければならない。さもなければ、成形鋳型のセル同士の間に空気が閉じ込められるという危険性があり得る。代わりに、別の実施例では、圧力が成形鋳型の一方に漸増的にかけられる。これは、成形鋳型の一方上で、ある点から別の点まで重りを摺動させるかまたは回転させることによって行うことができる。これは、たとえばローラーを使用することによって行うことができる。代替的に、重りまたはローラーを静止させることができ、代わりに、鋳造物質が間にある成形鋳型がローラーまたは重りの下に押込まれる。圧力は、一方端から他方端に、または成形鋳型上のいずれかの他の点からかけることができる。
【0028】
図2は、互いに結合された2つのネット構造で構成されるキャストシートを例示する。2つのネット構造は、図において、セル幅の半分で互いに関して変位されて配置されており、したがって第2の成形鋳型のセルの頂部が第1の鋳型のセル同士の間のコンクリートに当接する。キャスト部品の幅は生じた空洞の底部より小さくなり得、したがってキャストシートにおいて一方側から他方側に穴部が形成される。2つの成形鋳型のセル同士の間の鋳造物質は非常に薄くなるため、シートは半透明または光透過性であるように見えることになる。厚みは、使用される鋳造物質の最大粒/粒子の直径に依存することになる。より低い圧力、または鋳造物質においてより大きな粒/粒子を使用することにより、不透明で、より厚く、より強いシートを製造することができる。2つの成形鋳型を変位させることにより、2つの表面のパターンは、互いに関して少なくとも部分的に変位され得る。
【0029】
シートの一方側から他方側への開口部を形成することができ、一方の成形鋳型のセルは、他方の成形鋳型のセルにごく近接しているかまたは接している。鋳造物質を第1の成形鋳型上に分散することができ、コンクリートの大部分のみを押出すことができるため、一方側から他方側への穴部が形成されることが意図された箇所にも鋳造物質の薄い層が残る。これらの薄い層は、より高度の光透過性が意図される場合は、たとえば水または空気を高圧で表面に噴霧することによって除去することができる。層の厚みは、2つの成形鋳型のセルがどのくらい近くに到達して互いに接触することができるかに対して限界を設定する鋳造物質混合物中の最大粒の寸法を変化させることによって制御することもできる。
【0030】
鋳造後処理なしに一方側から他方側への穴部を実現するために、コンクリートの硬化を妨害するかまたは遅らせる表面抑制剤を成形鋳型に塗布することができる。シートを通る穴部が意図される箇所に表面抑制剤を塗布することにより、硬化していないコンクリートがこれらの場所に残る。硬化していないコンクリートは、剥離することになるか、または水を噴霧することで容易に除去することができ、エッジが明確に規定された開口部が残る。
【0031】
成形鋳型のセルの直径は変動することができる。セルが空気で充填された気泡で構成される場合、気泡の高さはその直径を越えるべきではない。一実施例では、いずれの気泡についても直径は50cmを越えるべきではなく、気泡の高さは10cmを越えるべきではない。また、セルの形状は、球状から楕円、長方形からピラミッド形などのいずれかの種類の形状であり得る。
【0032】
コンクリート混合物のバラストは、成形鋳型のセル同士の間の選択された距離に適合させるべきであり、シートを非平面に形作る際、最大選択粒は、成形鋳型中の2個のセル間のおよそ最近接距離であり得る。これは、シートが押された後のコンクリートの移動を妨げる。
【0033】
図3および図4は、空洞の深さとシートの厚みとの関係を例示する。一方側から他方側への開口部を作成する空洞をキャストシートに作成するために、2つの成形鋳型のセルを合わせた高さ(H1+H2)は、シートの厚みDより大きくなければならない(H1+H2>D)。2つの側の空洞の深さは、キャストシートの厚みに関して、極端な場合には一方側について95%であり他方側については5%より大きい。他の極端な場合には、両側の空洞は各々、キャストシートの厚みの50%以上であるが100%未満である(D1<DおよびD2<D)。
【0034】
より強く、かつ音に対する透過性が低い不透明なシートを作製するために、より大きな粒を鋳造物質において使用して、2つの成形鋳型をどのくらい近接して互いに押付けることができるかを調整する。したがって一実施例では、最大セル高さおよび鋳造物質の最大粒径の和はシートの厚みより大きい、つまりH1+H2+(鋳造物質の最大粒径)>D。さらに、空洞の深さの和(D1+D2)および鋳造物質中の最大粒径は、シートの厚みより大きくすることができる(D1+D2+粒径>D)。
【0035】
図5は、上から見たキャストシートの一方側を例示し、空洞7を有するネット構造8を形成している。
【0036】
図6は、一方側の空洞パターンを他方に関して変位させたキャストシートの両側を例示する。シートは、互いに面する2つの同一の成形鋳型で鋳造することができ、一方側のセルは他方側のセルと整列される。セルが整列される場合と比較して、変位によって、より薄いシートが得られる。上記のように、パターンが整列されているかまたは変位されているキャストシートを非平面に形作ると、シートのある部分は整列されたセル/空洞を有し得、シートの別の部分は変位されたセル/空洞を有することになり、おそらくシートの不均一な厚みをもたらす。セルを変位させてシートが製造される場合は、シートを形作った後に、セルが整列するコンクリートが充填するための余分な空間があり得、おそらく不均一な性質のシートをもたらす。同様に、形作る前にセルが整列されると、シートが形作られたときに不均一な品質および不均一なレベルの光透過性をもたらし得る。
【0037】
図7は、一方の鋳型を他方に関して回転させた2つの同一の成形鋳型で作成されたキャストシートの両側を例示する。したがって、両方の鋳型のセルパターンは平行ではなく、より大きなパターンがシート全体にわたって広げられた干渉パターンなどの、視覚的に関心を引く構造をもたらす。さらに一実施例では、2つの鋳型のセルが整列され、表面上で繰り返し広げられ、シートが非平面に形作られる場合でも均一な厚みのシートをもたらす。
【0038】
他の代替例は、同一でない2つの成形鋳型間でシートを鋳造することである。鋳型は、たとえば図4に例示されているように寸法が異なり得る。成形鋳型のセルは任意に異なる形状を有することができ、および/または多様なかつ異なる距離だけ離間することができる。さらに、作成されたネット構造は、いずれかの規則的な構造を有する必要は全くなく、寸法および形状が同じかまたは変動する空洞を有するシートを形成する2つの接続されたネット構造で構成されてもよい。
【0039】
図8はキャストシートおよびその音響特性を例示し、図中の矢印は入来音(incoming sound)13および反響された音14を例示する。キャストシートは非常に不均一な表面を有するため、音はあらゆる方向に反響することができ、拡散反射をもたらす。音の部分もシートの空洞内で複数回反響されることになる。これらの多重反響は音の損失をもたらし、入来音の相対的に小さい部分を反響させることができる。これらの相互作用効果、音の吸収および拡散は、吸音用途に有利である。さらに、本発明に係るキャストシートは、余韻の持続時間が制御された音波拡散が望まれる場合に有利であり得る。シートの非平面形状および音透過性のレベルを簡単な方法で制御することができることにより、キャストシートは、たとえば音楽ホールにおける音響的感度が高い状況で使用するのに非常に適切であり得る。
【0040】
キャストシートの空洞を有するネット構造は、対応する中実のシートより露出表面も大きく、これは表面化学反応に使用することができる。ある用途は、二酸化チタンの鋳造物質への添加を必要とする。二酸化チタンは、窒素酸化物を分解するのに使用することができる。空気および紫外線に対する露出表面が増大すると効率が上昇し、本発明をこの種の用途に好適にする。別の実施例では、シートの表面を微生物で覆うことができる。
【0041】
2枚の異なるキャストシートに対して効率テストを行った。一方は本発明にしたがって鋳造され、一方は平坦で均一な形態に鋳造された。テストによれば、窒素酸化物を分解するための効率は、本発明にしたがって鋳造されたキャストシートについて、はるかに高くなり得ることが分かった。テストされたシートは、1センチメートル深さの空洞を有し、シート表面における直径は3センチメートルであった。効率は、平坦で均一な表面のシートについての11%と比較して、本発明に係るキャストシートについては31%であると測定された。直径に関する空洞の深さは、これらの処理における効率に不可欠となり得、深さが増大すると燃焼がより効率的となる。しかしながら、効率に対する深さの影響は、シート内部の作成された表面への紫外線のアクセスしやすさに限定することができる。変動する太陽条件のため、かつ人工光を使用することができるため、空洞の直径と深さとの間の最適化された関係を指定することはできない。
【0042】
図9は、空気および風についてのキャストシートの透過性を例示する。シートのネット構造により、空気を通過させる穴部を一方側から他方側に形成することができ、そのようなシートは、対応する中実のシートほど風荷重に影響されない。透過性は、結果として中実の風障壁に出現する乱流を打ち消し、局所的に増大した風速をもたらし得る。中実のシートで可能であったよりも時間単位当たりより大量の空気がシートに接することができるため、より大きな風移動が表面化学処理をより効率的にすることもできる。
【0043】
図10は、長方形の成形テンプレート15を有する硬化していないシートを例示し、矢印は、シートを成形テンプレートの周囲にどのように折重ねることができるかを例示する。図11において、硬化していないシートが長方形の成形テンプレート15の周囲に配置されており、硬化中にこの位置に保持することができる。シートはその後、コヒーレントな非平面構造を残して取り除くことができる。図中のシートは、両側に可撓性の成形鋳型を使用して鋳造されており、したがって、箔が長方形の成形テンプレート15に面した状態で、硬化後に容易に取り除くことができる。
【0044】
図12は、円筒状の成形テンプレート16を有する硬化していないシートを例示し、2つの矢印は、硬化していないシートを成形テンプレートの周囲にどのように配置することができるかを例示する。図13では、閉じた円筒状の構造を形成するように、円筒状の成形テンプレートの周囲にシートが配置されている。この製造方法は管状の構造の製造に使用することができ、硬化後、硬化した円筒状の構造から成形テンプレート16を引出すことができる。もちろん、より大きな管または他の構造を、後で互いに結合されるより小さな断片に鋳造することができる。
【0045】
図14は、調整可能な成形テンプレートを有する硬化していないシートを例示する。例示されている成形テンプレートは、断面において4つの、平坦な表面上に配列された長方形の支持部17a〜dを含む。図15では、キャストシートは調整可能な成形テンプレート上に配置されており、成形テンプレートに部分的に従う。曲げ半径は、圧力18をかけることにより、かつ支持部同士の間でシートを下落させるように処理することができる。シートは、外径をシートの厚みに限定して曲げることができる。成形鋳型の弾性に関して限定された複曲面シートも容易に製造することができる。複曲面シートを作成するための方法は、非平面シートを形作る際に多くの自由をもたらす。
【0046】
図16は、円筒状の成形テンプレート19を有する硬化していないシートを例示し、図17では、シリンダー上にシートが配置されている。シートは、自重によって地面に向かって引っ張られることができるため曲がって折重なり、多くの用途で有利であり得る構造的に耐性が高い構造を作成する。もちろん、この種の非平面構造の成形に、成形テンプレートのいずれかの他の形状または形状の組合せを使用することができる。
【0047】
図18は、球状の成形テンプレート20を有する硬化していないシートを例示し、図19では、球体上にシートが配置されている。成形鋳型の可撓性および弾性により、シートが複曲成形テンプレートに従うことが可能となる。弾性が成形テンプレートの地形線21と一致しなくなると、成形鋳型の折重なりが出現する。折重なりは、鋳造非平面シートにおいて一体化された支柱またはビームとして構造的に使用することができる。処理は、上述のように、既存の物体または地形の鋳造に使用することができる。他の方法では高価でありかつ時間がかかり得る複雑な非平面形状シートを製造するのに使用することもできる。
【0048】
キャストシートは互いに平行な対で搭載することができ、有機的成長の条件は絞り出すことがことができるか、または他の手段によってシート間の適所に保持することができる。その後植物がシートの穴部から外に成長するかまたはコンクリートの薄い層を破ることになり、2つの成形鋳型のセルは、接触しており、新たな穴部を作成し、したがって「緑の壁」を作成している。葉、根および茎は、2枚のシートを互いに結合させることになり、コヒーレントなユニットを作成する。有機体の条件の定義は、この場合、水分および種子を保持するための物質、球根、および/または有機生命体の他の初期段階である。
【0049】
ファサード(facade)の石膏処理は問題が多い。絶縁体上に平らに石膏が塗布されたいわゆる1層のファサードは、水が絶縁体に浸透し、石膏が剥離することになる。今日では、絶縁体に対して空隙をおいて石膏担体を適所に保持するための構造を絶縁体の外部に作ることができる。石膏の厚い層を均一に塗布しなければならず、これは重くなり得、かつ全表面にわたって均一な厚みを得るのが困難であり得るため、ファサード全体の石膏処理も困難かつ時間がかかり得る。
【0050】
本発明は、比較的低重量で、石膏が容易に接続することができる空洞の構造を有する石膏担体を提供し、石膏が剥離するのを防ぐ。塗布する必要がある石膏も少ない。さらに、シートを形作ることができることにより、非平面のファサードを形作ることが効率的に可能となる。
【0051】
現場でキャスト構造を鋳造する際、型の製造は困難かつ時間がかかり得る。さらに、型材料が摩耗し、1回または数回の鋳造後に廃棄しなければならない。多くの場合、木をベースとするシートを使用してコンクリートを適所に保持する。プラスチック、金属、およびゴム表面も型表面として使用される。本発明は、取り除く必要のない型で鋳造するための方法を提供する。硬化したシートは、他のシートと別個にまたは一緒に、型として使用される。シートが搭載され、シート同士の間に形成された空間に鋳造物質を加えることができる。鋳造物質を加える前に、シートを適所に維持しかつ不透過性を確実にするため、シートの空洞およびシート同士の間の結合部のいくつかまたはすべてを鋳造物質で充填することができる。不透過性をさらに確実にするため、鋳造物質が硬化するまで、外側の成形鋳型を放置することができる。キャストシートは、複雑な構造の鋳造用の型として使用し、その後取り除くこともできる。そうするために、内側および/または外側の成形鋳型は、鋳造中にシートから取り除かれない。キャストシートは鋳造物質の硬化後に取り除くことができ、滑らかで、非平面に形成された均質な鋳造物が残る。均質な物体の鋳造前に内側の鋳型を取り除くことができる場合、物体表面は、互いにある程度一体化されたキャストシートとなる。低重量のキャストシートと、非平面に形作られたシートを作成するための効率的な方法とにより、大きく、中実の、均質な構造を作成するための費用効率が高い方法が得られる。
【0052】
はるかに「硬い表面」があり得る場合には、表面水を取扱うことは問題となり得る。摩耗がはるかに多い場所に「軟性表面」を作成するためには、プラスチックおよび/またはゴムベースの生成物が通常は使用される。コンクリートベースの生成物が、穴部と共に上から下まで使用されることもある。本発明は、「軟性表面」を作成する良い足がかりをシートにもたらす。よく圧縮された土台上にシートが配置され、配置後シートが砂で覆われ、砂は空洞を通って落下することになり、シートと土台との間で均一な分散された圧力を可能とする。
【0053】
本発明の別の用途は、滑りに対する保護として、硬化していないコンクリートまたはアスファルト上に配置することであり得る。
【0054】
本発明の一実施例は、厚みDで分離された第1および第2の表面で構成される材料のシートであり得、上記第1の表面は最大深さD1(D1<D)を有するいくつかの空洞を含み、上記第2の表面は最大深さD2(D2<D)を有するいくつかの空洞を含み、D1およびD2の和はDより大きくなり得ることを特徴とする。2つの表面の空洞の幅は、表面においてそれぞれW1およびW2と示され、空洞の底部においてw1およびw2と示される。
【0055】
使用される鋳造物質は、もちろんコンクリート以外の他の材料であり得、成形鋳型はプラスチック箔以外の他の材料であり得る。さらに、キャストシート中の作成された空洞は、同じまたは異なる材料もしくは色の鋳造物質で充填され得る。図1のセル/コンテナ3および箔は、上記の方法ではプラスチック箔で作製され、コンテナはセルとして作製されるものとして例証されるが、もちろんコンテナは中実であり得、コンテナおよび箔は、他の材料、たとえばゴムまたは金属で構成される。
【特許請求の範囲】
【請求項1】
厚みDを有する鋳造材料のシートを製造する方法であって、
複数の突出するセル(3)をあるパターンで有する第1の表面(2a)を含む第1の成形鋳型(1a)を供給するステップを含み、前記セルは最大高さH1突出し、H1<Dであり、さらに、
複数のセル(3)をあるパターンで有する第2の表面(2b)を含む第2の成形鋳型(1b)を供給するステップを含み、前記セルは最大高さH2突出し、H2<Dであり、さらに、
2つの離間された成形鋳型の間に鋳造物質(4)を配置するステップと、
前記鋳造物質中の閉じ込められた空気を除去するために、2つの表面が互いから距離Dとなるまで前記成形鋳型に圧力をかけるステップと、
前記鋳造物質を硬化させるステップとを含む、方法。
【請求項2】
最大セル高さの和がDより大きい、つまりH1+H2>Dである、請求項1に記載のシートを製造する方法。
【請求項3】
最大セル高さと前記鋳造物質の最大粒径との和は前記シートの厚みより大きい、つまりH1+H2+(前記鋳造物質の最大粒径)>Dである、請求項1または2に記載のシートを製造する方法。
【請求項4】
前記成形鋳型(1a)および(1b)は可撓性である、請求項1から3のうちいずれか1項に記載の方法。
【請求項5】
前記セル(3)は空気で充填される、先行する請求項のうちいずれか1項に記載の方法。
【請求項6】
前記成形鋳型の少なくとも一方はプラスチック箔である、先行する請求項のうちいずれか1項に記載の方法。
【請求項7】
前記成形鋳型の少なくとも一方はゴム材料で作製される、先行する請求項のうちいずれか1項に記載の方法。
【請求項8】
両方の成形鋳型はプラスチック箔である、先行する請求項のうちいずれか1項に記載の方法。
【請求項9】
前記鋳造物質はセメントベースの物質である、先行する請求項のうちいずれか1項に記載の方法。
【請求項10】
表面抑制剤が前記成形鋳型の少なくとも一方に添加される、先行する請求項のうちいずれか1項に記載の方法。
【請求項11】
加圧中の前記成形鋳型のパターンの少なくとも一部は互いに関して変位される、先行する請求項のうちいずれか1項に記載の方法。
【請求項12】
前記成形鋳型のパターンは、前記第1および第2の成形鋳型のパターンが互いに関して変位されるように配列される、先行する請求項のうちいずれか1項に記載の方法。
【請求項13】
前記成形鋳型のパターンは、前記第1および第2の成形鋳型のパターンが整列されるように配列される、請求項1から10のいずれか1項に記載の方法。
【請求項14】
前記第2の成形鋳型(1b)のパターンは、前記第1の成形鋳型(1a)のパターンに関して回転によって変位される、請求項12に記載の方法。
【請求項15】
前記鋳造物質(4)は前記第1の表面(2a)上に配置され、次いで、前記第2の表面(2b)が前記鋳造物質に面した状態で前記第2の成形鋳型を前記鋳造物質上に配置する、先行する請求項のいずれか1項に記載の方法。
【請求項16】
前記方法は室温で行なわれる、先行する請求項のうちいずれか1項に記載の方法。
【請求項17】
圧力は前記成形鋳型の一方に漸増的にかけられる、先行する請求項のうちいずれか1項に記載の方法。
【請求項18】
重りまたはローラーが前記成形鋳型上の1点から別の点に移動される、請求項17に記載の方法。
【請求項19】
いくつかのまたはすべての空洞は、硬化後に前記鋳造物質で充填される、先行する請求項のうちいずれか1項に記載の方法。
【請求項20】
厚みDで分離された第1および第2の表面を有する鋳造材料を備えるキャストシートであって、
前記第1の表面は最大深さD1を有する複数の空洞を含み、前記空洞はパターンを形成し、
前記第2の表面は最大深さD2を有する複数の空洞を含み、前記空洞はパターンを形成し、
D1<D,D2<Dであり、D1+D2>Dである、キャストシート。
【請求項21】
前記シートは鋳造物質粒をさらに備え、D1+D2+前記鋳造物質の最大粒径>Dである、請求項19に記載のキャストシート。
【請求項22】
前記鋳造物質はセメントベースの物質である、請求項19および20のうちいずれか1項に記載のシート。
【請求項23】
前記キャストシートは非平面である、請求項19から21のうちいずれか1項に記載のシート。
【請求項24】
前記シートは二酸化チタンをさらに含む、請求項19から22のうちいずれか1項に記載のシート。
【請求項25】
2つの表面のパターンは互いに関して少なくとも部分的に変位される、請求項19から23のうちいずれか1項に記載のシート。
【請求項26】
緑の壁、触媒表面、吸音壁、建設資材、壁、日よけ、窓、型、家具、ランプ、および陶磁器としての、請求項19から24のうちいずれか1項に記載のシートの使用。
【請求項1】
厚みDを有する鋳造材料のシートを製造する方法であって、
複数の突出するセル(3)をあるパターンで有する第1の表面(2a)を含む第1の成形鋳型(1a)を供給するステップを含み、前記セルは最大高さH1突出し、H1<Dであり、さらに、
複数のセル(3)をあるパターンで有する第2の表面(2b)を含む第2の成形鋳型(1b)を供給するステップを含み、前記セルは最大高さH2突出し、H2<Dであり、さらに、
2つの離間された成形鋳型の間に鋳造物質(4)を配置するステップと、
前記鋳造物質中の閉じ込められた空気を除去するために、2つの表面が互いから距離Dとなるまで前記成形鋳型に圧力をかけるステップと、
前記鋳造物質を硬化させるステップとを含む、方法。
【請求項2】
最大セル高さの和がDより大きい、つまりH1+H2>Dである、請求項1に記載のシートを製造する方法。
【請求項3】
最大セル高さと前記鋳造物質の最大粒径との和は前記シートの厚みより大きい、つまりH1+H2+(前記鋳造物質の最大粒径)>Dである、請求項1または2に記載のシートを製造する方法。
【請求項4】
前記成形鋳型(1a)および(1b)は可撓性である、請求項1から3のうちいずれか1項に記載の方法。
【請求項5】
前記セル(3)は空気で充填される、先行する請求項のうちいずれか1項に記載の方法。
【請求項6】
前記成形鋳型の少なくとも一方はプラスチック箔である、先行する請求項のうちいずれか1項に記載の方法。
【請求項7】
前記成形鋳型の少なくとも一方はゴム材料で作製される、先行する請求項のうちいずれか1項に記載の方法。
【請求項8】
両方の成形鋳型はプラスチック箔である、先行する請求項のうちいずれか1項に記載の方法。
【請求項9】
前記鋳造物質はセメントベースの物質である、先行する請求項のうちいずれか1項に記載の方法。
【請求項10】
表面抑制剤が前記成形鋳型の少なくとも一方に添加される、先行する請求項のうちいずれか1項に記載の方法。
【請求項11】
加圧中の前記成形鋳型のパターンの少なくとも一部は互いに関して変位される、先行する請求項のうちいずれか1項に記載の方法。
【請求項12】
前記成形鋳型のパターンは、前記第1および第2の成形鋳型のパターンが互いに関して変位されるように配列される、先行する請求項のうちいずれか1項に記載の方法。
【請求項13】
前記成形鋳型のパターンは、前記第1および第2の成形鋳型のパターンが整列されるように配列される、請求項1から10のいずれか1項に記載の方法。
【請求項14】
前記第2の成形鋳型(1b)のパターンは、前記第1の成形鋳型(1a)のパターンに関して回転によって変位される、請求項12に記載の方法。
【請求項15】
前記鋳造物質(4)は前記第1の表面(2a)上に配置され、次いで、前記第2の表面(2b)が前記鋳造物質に面した状態で前記第2の成形鋳型を前記鋳造物質上に配置する、先行する請求項のいずれか1項に記載の方法。
【請求項16】
前記方法は室温で行なわれる、先行する請求項のうちいずれか1項に記載の方法。
【請求項17】
圧力は前記成形鋳型の一方に漸増的にかけられる、先行する請求項のうちいずれか1項に記載の方法。
【請求項18】
重りまたはローラーが前記成形鋳型上の1点から別の点に移動される、請求項17に記載の方法。
【請求項19】
いくつかのまたはすべての空洞は、硬化後に前記鋳造物質で充填される、先行する請求項のうちいずれか1項に記載の方法。
【請求項20】
厚みDで分離された第1および第2の表面を有する鋳造材料を備えるキャストシートであって、
前記第1の表面は最大深さD1を有する複数の空洞を含み、前記空洞はパターンを形成し、
前記第2の表面は最大深さD2を有する複数の空洞を含み、前記空洞はパターンを形成し、
D1<D,D2<Dであり、D1+D2>Dである、キャストシート。
【請求項21】
前記シートは鋳造物質粒をさらに備え、D1+D2+前記鋳造物質の最大粒径>Dである、請求項19に記載のキャストシート。
【請求項22】
前記鋳造物質はセメントベースの物質である、請求項19および20のうちいずれか1項に記載のシート。
【請求項23】
前記キャストシートは非平面である、請求項19から21のうちいずれか1項に記載のシート。
【請求項24】
前記シートは二酸化チタンをさらに含む、請求項19から22のうちいずれか1項に記載のシート。
【請求項25】
2つの表面のパターンは互いに関して少なくとも部分的に変位される、請求項19から23のうちいずれか1項に記載のシート。
【請求項26】
緑の壁、触媒表面、吸音壁、建設資材、壁、日よけ、窓、型、家具、ランプ、および陶磁器としての、請求項19から24のうちいずれか1項に記載のシートの使用。
【図1】

【図2】
【図3】
【図4】

【図5】
【図10】
【図11】
【図12】
【図13】
【図14】

【図15】

【図16】
【図17】
【図18】
【図19】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図6】
【図7】
【図8】
【図9】
【公表番号】特表2013−510018(P2013−510018A)
【公表日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願番号】特願2012−537841(P2012−537841)
【出願日】平成22年11月4日(2010.11.4)
【国際出願番号】PCT/SE2010/051206
【国際公開番号】WO2011/056136
【国際公開日】平成23年5月12日(2011.5.12)
【出願人】(512116192)ブトン・アクチボラゲット (1)
【氏名又は名称原語表記】BUTONG AB
【Fターム(参考)】
【公表日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願日】平成22年11月4日(2010.11.4)
【国際出願番号】PCT/SE2010/051206
【国際公開番号】WO2011/056136
【国際公開日】平成23年5月12日(2011.5.12)
【出願人】(512116192)ブトン・アクチボラゲット (1)
【氏名又は名称原語表記】BUTONG AB
【Fターム(参考)】
[ Back to top ]