
キャップ溶着状態検査方法及びキャップ溶着状態検査装置
【課題】キャップの溶着不良を精度良く判別できる検査方法を提供する。
【解決手段】包装用パッケージに対して収容品の取り出し口を形成するための樹脂キャップ3を溶着した後に、その溶着部を検査し、溶着直後に溶着部及びその周辺部の温度分布を、熱画像検出装置により撮像して画像表示し、その表示画像を第1設定温度以上の高温域と第1設定温度より低い第2設定温度〜第1設定温度までの低温域とに分けて、高温域の面積と低温域の面積を夫々算出し、高温域の面積が第1設定面積以上で、且つ、低温域の面積が第2設定面積以上になっている状態の時のみを、溶着合格品と判断する。
【解決手段】包装用パッケージに対して収容品の取り出し口を形成するための樹脂キャップ3を溶着した後に、その溶着部を検査し、溶着直後に溶着部及びその周辺部の温度分布を、熱画像検出装置により撮像して画像表示し、その表示画像を第1設定温度以上の高温域と第1設定温度より低い第2設定温度〜第1設定温度までの低温域とに分けて、高温域の面積と低温域の面積を夫々算出し、高温域の面積が第1設定面積以上で、且つ、低温域の面積が第2設定面積以上になっている状態の時のみを、溶着合格品と判断する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、包装用パッケージに対して収容品の取り出し口を形成するための樹脂キャップを溶着した後に、その溶着部を検査するキャップ溶着状態検査方法及びキャップ溶着状態検査装置に関する。
【背景技術】
【0002】
従来、前記樹脂キャップの溶着状態を検査するのに、溶着直後に溶着部を赤外線熱画像カメラで撮像し、その得られた赤外線画像の温度分布を見て判断していた(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−318213号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述した従来の検出方法では、樹脂キャップとパッケージとの接触部を赤外線画像で直接見る事ができるわけではなく、パッケージ又は樹脂キャップを介して間接的に見るだけで、しかも、赤外線画像における高温部のみの画像データに基づいて判断していたために、キャップの収容品の取り出し口周りでの偏った溶着不良を正確には判別できないという問題点があった。
【0005】
従って、本発明の目的は、上記問題点を解消し、キャップの溶着不良を精度良く判別できる検査方法及び装置を提供するところにある。
【課題を解決するための手段】
【0006】
本発明のキャップ溶着状態検査方法の第1の特徴構成は、包装用パッケージに対して収容品の取り出し口を形成するための樹脂キャップを溶着した後に、その溶着部を検査するキャップ溶着状態検査方法であって、前記溶着直後に前記溶着部及びその周辺部の温度分布を、熱画像検出装置により撮像して画像表示し、その表示画像を第1設定温度以上の高温域と第1設定温度より低い第2設定温度〜第1設定温度までの低温域とに分けて、前記高温域の面積と前記低温域の面積を夫々算出し、前記高温域の面積が第1設定面積以上で、且つ、前記低温域の面積が第2設定面積以上になっている状態の時のみを、溶着合格品と判断するところにある。
【0007】
本発明の第1の特徴構成によれば、前記高温域のみの計測では、例え必要面積があっても、樹脂キャップの取り出し口周りの溶着状態が不均等である場合があり、また、低温域のみの計測では、面積が大でも、溶着しているか否かを判別することが難しい場合が多く、これに対して、本発明のように、表示画像を第1設定温度以上の高温域と第1設定温度より低い第2設定温度〜第1設定温度までの低温域とに分けて、前記高温域の面積と前記低温域の面積を夫々算出し、前記高温域の面積が第1設定面積以上で、且つ、前記低温域の面積が第2設定面積以上になっている状態の時のみを、溶着合格品と判断することにより、確実に溶着状態の良否の検査ができる。
【0008】
本発明の第2の特徴構成は、前記包装用パッケージが、液体を収容する紙パックであり、前記樹脂キャップが前記紙パック内に収容する液体取り出し用の口を形成する物であり、前記紙パックに前記樹脂キャップを溶着するのに、超音波溶着機により押付けて溶着するものであるところにある。
【0009】
本発明の第2の特徴構成によれば、前記包装用パッケージが、液体を収容する紙パックで、その紙キャップに液体取り出し用の口を形成する樹脂キャップを、超音波溶着機により押付けて溶着する場合に、特に、超音波溶着機による押付け時の片当たりによる液体取り出し用の口周りの不均等な溶着不良や、超音波溶着機による押付け時間の不足による溶着不良を、確実に判別できる。
【0010】
本発明の第3の特徴構成は、前記包装用パッケージと前記樹脂キャップの溶着部において、前記第1設定温度は、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの融点から差し引いた温度であり、前記第2設定温度は、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの軟化点から差し引いた温度であるところにある。
【0011】
本発明の第3の特徴構成によれば、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの融点から差し引いた温度である第1設定温度以上の高温域の面積を算出することで、溶着状態を検出し易く、しかも、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの軟化点から差し引いた温度である第2設定温度〜第1設定温度までの低温域の面積を算出することで、高温域と低温域の夫々の面積の組み合わせにより、より確実に樹脂キャップの溶着状態の良否を検査できる。
【0012】
本発明のキャップ溶着状態検査装置の第4の特徴構成は、包装用パッケージに対して収容品の取り出し口を形成するための樹脂キャップを溶着した後に、その溶着部を検査するために、前記溶着部及びその周辺部の温度分布を撮像して画像表示する熱画像検出装置を設け、
前記熱画像検出装置による表示画像を第1設定温度以上の高温域と第1設定温度より低い第2設定温度〜第1設定温度までの低温域とに分けて、前記高温域の面積と前記低温域の面積を夫々算出して前記高温域の面積が第1設定面積以上で、且つ、前記低温域の面積が第2設定面積以上になっている状態の時のみを、溶着合格品と判断する演算判別手段を設けてあるところにある。
【0013】
本発明の第4の特徴構成によれば、前記高温域のみの計測では、例え必要面積があっても、樹脂キャップの取り出し口周りの溶着状態が不均等である場合があり、また、低温域のみの計測では、面積が大でも、溶着しているか否かを判別することが難しい場合が多く、これに対して、本発明のように、熱画像検出装置による表示画像を、演算判別手段により第1設定温度以上の高温域と第1設定温度より低い第2設定温度〜第1設定温度までの低温域とに分けて、前記高温域の面積と前記低温域の面積を夫々算出し、前記高温域の面積が第1設定面積以上で、且つ、前記低温域の面積が第2設定面積以上になっている状態の時のみを、溶着合格品と判断することにより、確実に溶着状態の良否の検査ができる。
【0014】
本発明の第5の特徴構成は、前記包装用パッケージが、液体を収容する紙パックであり、前記樹脂キャップが前記紙パック内に収容する液体取り出し用の口を形成する物であり、前記樹脂キャップは、超音波溶着機により前記紙パックに押付けて溶着されたものである。
【0015】
本発明の第5の特徴構成によれば、前記包装用パッケージが、液体を収容する紙パックで、その紙キャップに液体取り出し用の口を形成する樹脂キャップを、超音波溶着機により押付けて溶着される場合に、特に、超音波溶着機による押付け時の片当たりによる液体取り出し用の口周りの不均等な溶着不良や、超音波溶着機による押付け時間の不足による溶着不良を、確実に判別できる。
【0016】
本発明の第6の特徴構成は、前記包装用パッケージと前記樹脂キャップの溶着部において、前記第1設定温度は、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの融点から差し引いた温度であり、前記第2設定温度は、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの軟化点から差し引いた温度であるところにある。
【0017】
本発明の第6の特徴構成によれば、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの融点から差し引いた温度である第1設定温度以上の高温域の面積を算出することで、溶着状態を検出し易く、しかも、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの軟化点から差し引いた温度である第2設定温度〜第1設定温度までの低温域の面積を算出することで、高温域と低温域の夫々の面積の組み合わせにより、より確実に樹脂キャップの溶着状態の良否を検査できる。
【図面の簡単な説明】
【0018】
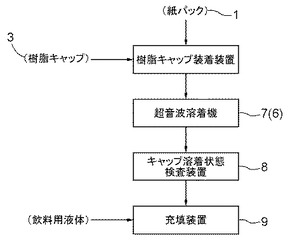
【図1】飲料用液体充填紙パックの製造設備の概略図である。
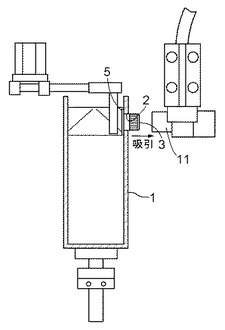
【図2】樹脂キャップ装着装置の概略正面図である。
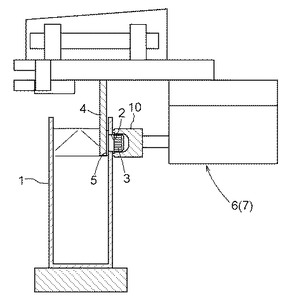
【図3】超音波溶着機の一部縦断正面図である。
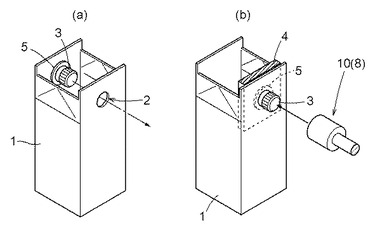
【図4】(a)はキャップ装着前、(b)はキャップ装着後を示す樹脂キャップの溶着工程を示す作用説明図である。
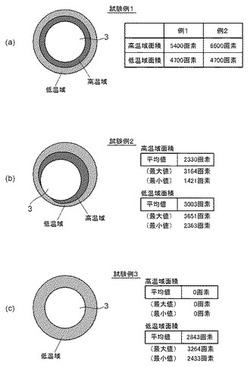
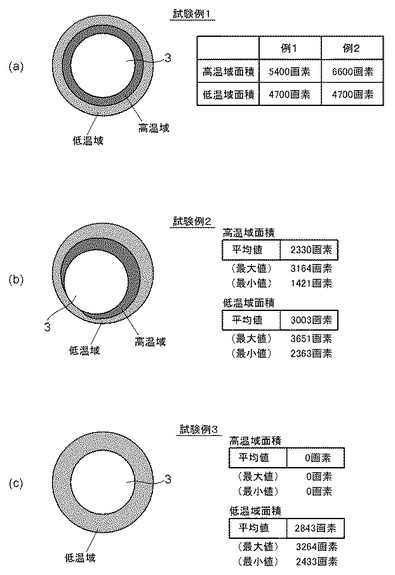
【図5】(a)、(b)、(c)は、サーモカメラによる画像表示状態と、高温域と低温域における画素数を示す図表である。
【発明を実施するための形態】
【0019】
以下に本発明の実施の形態を図面に基づいて説明する。
【0020】
飲料用液体充填紙パックの製造設備は、図1〜図4に示すように、飲料用液体などを包装用パッケージとしての紙パック1の上部に形成した丸孔2に、紙パック1の裏面側から収容品の取り出し口を形成するための鍔部5付き円筒形状の樹脂キャップ3バキューム装置11により吸引をして装着し(図2)、圧着プレート4で鍔部5を背面からバックアップしながら超音波振動装置6を紙パック1の表側から押付けて(図4(a)→(b))、40KHzの超音波振動で圧着する際の摩擦熱(110℃〜130℃)により低密度ポリエチレン(PE−LD)から成る樹脂キャップ3と、紙パック内面に形成したポリエチレン樹脂層とが融解(融点100℃〜120℃)して、双方が溶着する超音波溶着機7を設け(図3)、その超音波溶着機7の下手側に、キャップ溶着状態検査装置8を設け、そのキャップ溶着状態検査装置8で検査した紙パック1に、飲料用液体を充填する充填装置9を設けて構成してある。
【0021】
前記飲料用液体充填紙パック1の製造設備において、紙パック1に対して、樹脂キャップ3を超音波溶着した後に、キャップ溶着状態検査装置8でその溶着部を検査するキャップ溶着状態検査方法は、超音波溶着直後に溶着部及びその周辺部の温度分布を、サーモカメラなどの熱画像検出装置により撮像して画像表示し、その表示画像を第1設定温度以上の高温域と第1設定温度より低い第2設定温度〜第1設定温度までの低温域とに分けて、高温域の面積と低温域の面積を夫々算出し、高温域の面積が第1設定面積以上で、且つ、低温域の面積が第2設定面積以上になっている状態の時のみを、溶着合格品と判断する演算判別手段を設けてある。
【0022】
尚、前記紙パック1と樹脂キャップ3の溶着部において、第1設定温度は、紙パック1の裏面側から表面側に伝熱する時の放熱度を、樹脂キャップ3の融点から差し引いた温度であり、第2設定温度は、紙パック1の裏面側から表面側に伝熱する時の放熱度を、樹脂キャップ3の軟化点から差し引いた温度に設定しておく。
つまり、紙パック1と樹脂キャップ3の互いの接触部が、超音波振動による摩擦熱により融点またはそれ以上に達しても、サーモカメラで撮像する紙パック表面では、裏面側から表面側に放熱を伴う伝熱が行われ、温度低下して検出される。
従って、例えば第1設定温度を65〜80℃、第2設定温度を50〜65℃に設定する。
【実施例1】
【0023】
図5(a)〜(c)に示すように、超音波溶着機7による樹脂キャップ3の溶着工程において、超音波溶着機7の先端ホーン10を紙パック1に接当させて樹脂キャップ3周りに均等に押付けて溶着する場合(試験例1)と、片当たりして不均等に押付ける場合(試験例2)とを人為的に作り出して試験した。
つまり、ホーン10を紙パック1の表面に片当たりさせるために、円筒状ホーン10の先端部の周囲の一部にアルミホイールを当て付けて、段差を付けた。
【0024】
結果としては、図5(a)〜(b)に示すように、試験例1の場合に、熱画像検出装置による表示中の高温域の面積の画素数が(最大値6600画素、最小値5400画素)、に対し、低温域の面積の画素数が、(最大値6700画素、最小値4700画素)の場合に、良好に溶着し、試験例2の場合に、熱画像検出装置による表示中の高温域の面積の画素数が、平均値2330画素(最大値3164、最小値1421)に対し、低温域の面積の画素数が、平均値3003画素(最大値3651画素、最小値2363画素)の場合に、不良品になった。結局、高温域では、1500〜7000画素で、低温域では、4000〜13000画素が適切になる。
【実施例2】
【0025】
超音波溶着機7のホーン10の先端部を周方向に均等に紙パック1に接当させ、試験例1に対して、より振動時間の短い試験例3を行った。
これによると、図5(c)に示すように、熱画像検出装置による表示中の高温域での平均画素数が0で、低温域での平均画素数は2843画素(最大値3264画素、最小値2433画素)でやはり不良品になった。
〔別実施形態〕
以下に他の実施の形態を説明する。
【0026】
〈1〉 前記包装用パッケージは、紙パックに限らず、樹脂パックであってもよい。
〈2〉 包装用パッケージ内に収容する物は、液体に限らず、粉粒状体等の固体であってもよい。従って、樹脂キャップは、粉粒状体取出し用の口を形成する物である。
〈3〉 前記第1設定温度及び第2設定温度は、キャップ溶着状態検査装置の周囲の環境温度及び季節により調整するのが望ましい。
〈4〉 溶着合格品となる前記第1設定面積及び第2設定面積は、適宜最適となる面積範囲を設定しても良い。
【0027】
尚、上述のように、図面との対照を便利にするために符号を記したが、該記入により本発明は添付図面の構成に限定されるものではない。また、本発明の要旨を逸脱しない範囲において、種々なる態様で実施し得ることは勿論である。
【符号の説明】
【0028】
3 樹脂キャップ
7 超音波溶着機
【技術分野】
【0001】
本発明は、包装用パッケージに対して収容品の取り出し口を形成するための樹脂キャップを溶着した後に、その溶着部を検査するキャップ溶着状態検査方法及びキャップ溶着状態検査装置に関する。
【背景技術】
【0002】
従来、前記樹脂キャップの溶着状態を検査するのに、溶着直後に溶着部を赤外線熱画像カメラで撮像し、その得られた赤外線画像の温度分布を見て判断していた(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−318213号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述した従来の検出方法では、樹脂キャップとパッケージとの接触部を赤外線画像で直接見る事ができるわけではなく、パッケージ又は樹脂キャップを介して間接的に見るだけで、しかも、赤外線画像における高温部のみの画像データに基づいて判断していたために、キャップの収容品の取り出し口周りでの偏った溶着不良を正確には判別できないという問題点があった。
【0005】
従って、本発明の目的は、上記問題点を解消し、キャップの溶着不良を精度良く判別できる検査方法及び装置を提供するところにある。
【課題を解決するための手段】
【0006】
本発明のキャップ溶着状態検査方法の第1の特徴構成は、包装用パッケージに対して収容品の取り出し口を形成するための樹脂キャップを溶着した後に、その溶着部を検査するキャップ溶着状態検査方法であって、前記溶着直後に前記溶着部及びその周辺部の温度分布を、熱画像検出装置により撮像して画像表示し、その表示画像を第1設定温度以上の高温域と第1設定温度より低い第2設定温度〜第1設定温度までの低温域とに分けて、前記高温域の面積と前記低温域の面積を夫々算出し、前記高温域の面積が第1設定面積以上で、且つ、前記低温域の面積が第2設定面積以上になっている状態の時のみを、溶着合格品と判断するところにある。
【0007】
本発明の第1の特徴構成によれば、前記高温域のみの計測では、例え必要面積があっても、樹脂キャップの取り出し口周りの溶着状態が不均等である場合があり、また、低温域のみの計測では、面積が大でも、溶着しているか否かを判別することが難しい場合が多く、これに対して、本発明のように、表示画像を第1設定温度以上の高温域と第1設定温度より低い第2設定温度〜第1設定温度までの低温域とに分けて、前記高温域の面積と前記低温域の面積を夫々算出し、前記高温域の面積が第1設定面積以上で、且つ、前記低温域の面積が第2設定面積以上になっている状態の時のみを、溶着合格品と判断することにより、確実に溶着状態の良否の検査ができる。
【0008】
本発明の第2の特徴構成は、前記包装用パッケージが、液体を収容する紙パックであり、前記樹脂キャップが前記紙パック内に収容する液体取り出し用の口を形成する物であり、前記紙パックに前記樹脂キャップを溶着するのに、超音波溶着機により押付けて溶着するものであるところにある。
【0009】
本発明の第2の特徴構成によれば、前記包装用パッケージが、液体を収容する紙パックで、その紙キャップに液体取り出し用の口を形成する樹脂キャップを、超音波溶着機により押付けて溶着する場合に、特に、超音波溶着機による押付け時の片当たりによる液体取り出し用の口周りの不均等な溶着不良や、超音波溶着機による押付け時間の不足による溶着不良を、確実に判別できる。
【0010】
本発明の第3の特徴構成は、前記包装用パッケージと前記樹脂キャップの溶着部において、前記第1設定温度は、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの融点から差し引いた温度であり、前記第2設定温度は、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの軟化点から差し引いた温度であるところにある。
【0011】
本発明の第3の特徴構成によれば、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの融点から差し引いた温度である第1設定温度以上の高温域の面積を算出することで、溶着状態を検出し易く、しかも、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの軟化点から差し引いた温度である第2設定温度〜第1設定温度までの低温域の面積を算出することで、高温域と低温域の夫々の面積の組み合わせにより、より確実に樹脂キャップの溶着状態の良否を検査できる。
【0012】
本発明のキャップ溶着状態検査装置の第4の特徴構成は、包装用パッケージに対して収容品の取り出し口を形成するための樹脂キャップを溶着した後に、その溶着部を検査するために、前記溶着部及びその周辺部の温度分布を撮像して画像表示する熱画像検出装置を設け、
前記熱画像検出装置による表示画像を第1設定温度以上の高温域と第1設定温度より低い第2設定温度〜第1設定温度までの低温域とに分けて、前記高温域の面積と前記低温域の面積を夫々算出して前記高温域の面積が第1設定面積以上で、且つ、前記低温域の面積が第2設定面積以上になっている状態の時のみを、溶着合格品と判断する演算判別手段を設けてあるところにある。
【0013】
本発明の第4の特徴構成によれば、前記高温域のみの計測では、例え必要面積があっても、樹脂キャップの取り出し口周りの溶着状態が不均等である場合があり、また、低温域のみの計測では、面積が大でも、溶着しているか否かを判別することが難しい場合が多く、これに対して、本発明のように、熱画像検出装置による表示画像を、演算判別手段により第1設定温度以上の高温域と第1設定温度より低い第2設定温度〜第1設定温度までの低温域とに分けて、前記高温域の面積と前記低温域の面積を夫々算出し、前記高温域の面積が第1設定面積以上で、且つ、前記低温域の面積が第2設定面積以上になっている状態の時のみを、溶着合格品と判断することにより、確実に溶着状態の良否の検査ができる。
【0014】
本発明の第5の特徴構成は、前記包装用パッケージが、液体を収容する紙パックであり、前記樹脂キャップが前記紙パック内に収容する液体取り出し用の口を形成する物であり、前記樹脂キャップは、超音波溶着機により前記紙パックに押付けて溶着されたものである。
【0015】
本発明の第5の特徴構成によれば、前記包装用パッケージが、液体を収容する紙パックで、その紙キャップに液体取り出し用の口を形成する樹脂キャップを、超音波溶着機により押付けて溶着される場合に、特に、超音波溶着機による押付け時の片当たりによる液体取り出し用の口周りの不均等な溶着不良や、超音波溶着機による押付け時間の不足による溶着不良を、確実に判別できる。
【0016】
本発明の第6の特徴構成は、前記包装用パッケージと前記樹脂キャップの溶着部において、前記第1設定温度は、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの融点から差し引いた温度であり、前記第2設定温度は、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの軟化点から差し引いた温度であるところにある。
【0017】
本発明の第6の特徴構成によれば、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの融点から差し引いた温度である第1設定温度以上の高温域の面積を算出することで、溶着状態を検出し易く、しかも、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの軟化点から差し引いた温度である第2設定温度〜第1設定温度までの低温域の面積を算出することで、高温域と低温域の夫々の面積の組み合わせにより、より確実に樹脂キャップの溶着状態の良否を検査できる。
【図面の簡単な説明】
【0018】
【図1】飲料用液体充填紙パックの製造設備の概略図である。
【図2】樹脂キャップ装着装置の概略正面図である。
【図3】超音波溶着機の一部縦断正面図である。
【図4】(a)はキャップ装着前、(b)はキャップ装着後を示す樹脂キャップの溶着工程を示す作用説明図である。
【図5】(a)、(b)、(c)は、サーモカメラによる画像表示状態と、高温域と低温域における画素数を示す図表である。
【発明を実施するための形態】
【0019】
以下に本発明の実施の形態を図面に基づいて説明する。
【0020】
飲料用液体充填紙パックの製造設備は、図1〜図4に示すように、飲料用液体などを包装用パッケージとしての紙パック1の上部に形成した丸孔2に、紙パック1の裏面側から収容品の取り出し口を形成するための鍔部5付き円筒形状の樹脂キャップ3バキューム装置11により吸引をして装着し(図2)、圧着プレート4で鍔部5を背面からバックアップしながら超音波振動装置6を紙パック1の表側から押付けて(図4(a)→(b))、40KHzの超音波振動で圧着する際の摩擦熱(110℃〜130℃)により低密度ポリエチレン(PE−LD)から成る樹脂キャップ3と、紙パック内面に形成したポリエチレン樹脂層とが融解(融点100℃〜120℃)して、双方が溶着する超音波溶着機7を設け(図3)、その超音波溶着機7の下手側に、キャップ溶着状態検査装置8を設け、そのキャップ溶着状態検査装置8で検査した紙パック1に、飲料用液体を充填する充填装置9を設けて構成してある。
【0021】
前記飲料用液体充填紙パック1の製造設備において、紙パック1に対して、樹脂キャップ3を超音波溶着した後に、キャップ溶着状態検査装置8でその溶着部を検査するキャップ溶着状態検査方法は、超音波溶着直後に溶着部及びその周辺部の温度分布を、サーモカメラなどの熱画像検出装置により撮像して画像表示し、その表示画像を第1設定温度以上の高温域と第1設定温度より低い第2設定温度〜第1設定温度までの低温域とに分けて、高温域の面積と低温域の面積を夫々算出し、高温域の面積が第1設定面積以上で、且つ、低温域の面積が第2設定面積以上になっている状態の時のみを、溶着合格品と判断する演算判別手段を設けてある。
【0022】
尚、前記紙パック1と樹脂キャップ3の溶着部において、第1設定温度は、紙パック1の裏面側から表面側に伝熱する時の放熱度を、樹脂キャップ3の融点から差し引いた温度であり、第2設定温度は、紙パック1の裏面側から表面側に伝熱する時の放熱度を、樹脂キャップ3の軟化点から差し引いた温度に設定しておく。
つまり、紙パック1と樹脂キャップ3の互いの接触部が、超音波振動による摩擦熱により融点またはそれ以上に達しても、サーモカメラで撮像する紙パック表面では、裏面側から表面側に放熱を伴う伝熱が行われ、温度低下して検出される。
従って、例えば第1設定温度を65〜80℃、第2設定温度を50〜65℃に設定する。
【実施例1】
【0023】
図5(a)〜(c)に示すように、超音波溶着機7による樹脂キャップ3の溶着工程において、超音波溶着機7の先端ホーン10を紙パック1に接当させて樹脂キャップ3周りに均等に押付けて溶着する場合(試験例1)と、片当たりして不均等に押付ける場合(試験例2)とを人為的に作り出して試験した。
つまり、ホーン10を紙パック1の表面に片当たりさせるために、円筒状ホーン10の先端部の周囲の一部にアルミホイールを当て付けて、段差を付けた。
【0024】
結果としては、図5(a)〜(b)に示すように、試験例1の場合に、熱画像検出装置による表示中の高温域の面積の画素数が(最大値6600画素、最小値5400画素)、に対し、低温域の面積の画素数が、(最大値6700画素、最小値4700画素)の場合に、良好に溶着し、試験例2の場合に、熱画像検出装置による表示中の高温域の面積の画素数が、平均値2330画素(最大値3164、最小値1421)に対し、低温域の面積の画素数が、平均値3003画素(最大値3651画素、最小値2363画素)の場合に、不良品になった。結局、高温域では、1500〜7000画素で、低温域では、4000〜13000画素が適切になる。
【実施例2】
【0025】
超音波溶着機7のホーン10の先端部を周方向に均等に紙パック1に接当させ、試験例1に対して、より振動時間の短い試験例3を行った。
これによると、図5(c)に示すように、熱画像検出装置による表示中の高温域での平均画素数が0で、低温域での平均画素数は2843画素(最大値3264画素、最小値2433画素)でやはり不良品になった。
〔別実施形態〕
以下に他の実施の形態を説明する。
【0026】
〈1〉 前記包装用パッケージは、紙パックに限らず、樹脂パックであってもよい。
〈2〉 包装用パッケージ内に収容する物は、液体に限らず、粉粒状体等の固体であってもよい。従って、樹脂キャップは、粉粒状体取出し用の口を形成する物である。
〈3〉 前記第1設定温度及び第2設定温度は、キャップ溶着状態検査装置の周囲の環境温度及び季節により調整するのが望ましい。
〈4〉 溶着合格品となる前記第1設定面積及び第2設定面積は、適宜最適となる面積範囲を設定しても良い。
【0027】
尚、上述のように、図面との対照を便利にするために符号を記したが、該記入により本発明は添付図面の構成に限定されるものではない。また、本発明の要旨を逸脱しない範囲において、種々なる態様で実施し得ることは勿論である。
【符号の説明】
【0028】
3 樹脂キャップ
7 超音波溶着機
【特許請求の範囲】
【請求項1】
包装用パッケージに対して収容品の取り出し口を形成するための樹脂キャップを溶着した後に、その溶着部を検査するキャップ溶着状態検査方法であって、
前記溶着直後に前記溶着部及びその周辺部の温度分布を、熱画像検出装置により撮像して画像表示し、
その表示画像を第1設定温度以上の高温域と第1設定温度より低い第2設定温度〜第1設定温度までの低温域とに分けて、前記高温域の面積と前記低温域の面積を夫々算出し、
前記高温域の面積が第1設定面積以上で、且つ、前記低温域の面積が第2設定面積以上になっている状態の時のみを、溶着合格品と判断するキャップ溶着状態検査方法。
【請求項2】
前記包装用パッケージが、液体を収容する紙パックであり、前記樹脂キャップが前記紙パック内に収容する液体取り出し用の口を形成する物であり、
前記紙パックに前記樹脂キャップを溶着するのに、超音波溶着機により押付けて溶着するものである請求項1に記載のキャップ溶着状態検査方法。
【請求項3】
前記包装用パッケージと前記樹脂キャップの溶着部において、前記第1設定温度は、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの融点から差し引いた温度であり、前記第2設定温度は、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの軟化点から差し引いた温度である請求項1又は2に記載のキャップ溶着状態検査方法。
【請求項4】
包装用パッケージに対して収容品の取り出し口を形成するための樹脂キャップを溶着した後に、その溶着部を検査するために、前記溶着部及びその周辺部の温度分布を撮像して画像表示する熱画像検出装置を設け、
前記熱画像検出装置による表示画像を第1設定温度以上の高温域と第1設定温度より低い第2設定温度〜第1設定温度までの低温域とに分けて、前記高温域の面積と前記低温域の面積を夫々算出して前記高温域の面積が第1設定面積以上で、且つ、前記低温域の面積が第2設定面積以上になっている状態の時のみを、溶着合格品と判断する演算判別手段を設けてあるキャップ溶着状態検査装置。
【請求項5】
前記包装用パッケージが、液体を収容する紙パックであり、前記樹脂キャップが前記紙パック内に収容する液体取り出し用の口を形成する物であり、
前記樹脂キャップは、超音波溶着機により前記紙パックに押付けて溶着されたものである請求項4に記載のキャップ溶着状態検査装置。
【請求項6】
前記包装用パッケージと前記樹脂キャップの溶着部において、前記第1設定温度は、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの融点から差し引いた温度であり、前記第2設定温度は、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの軟化点から差し引いた温度である請求項4又は5に記載のキャップ溶着状態検査装置。
【請求項1】
包装用パッケージに対して収容品の取り出し口を形成するための樹脂キャップを溶着した後に、その溶着部を検査するキャップ溶着状態検査方法であって、
前記溶着直後に前記溶着部及びその周辺部の温度分布を、熱画像検出装置により撮像して画像表示し、
その表示画像を第1設定温度以上の高温域と第1設定温度より低い第2設定温度〜第1設定温度までの低温域とに分けて、前記高温域の面積と前記低温域の面積を夫々算出し、
前記高温域の面積が第1設定面積以上で、且つ、前記低温域の面積が第2設定面積以上になっている状態の時のみを、溶着合格品と判断するキャップ溶着状態検査方法。
【請求項2】
前記包装用パッケージが、液体を収容する紙パックであり、前記樹脂キャップが前記紙パック内に収容する液体取り出し用の口を形成する物であり、
前記紙パックに前記樹脂キャップを溶着するのに、超音波溶着機により押付けて溶着するものである請求項1に記載のキャップ溶着状態検査方法。
【請求項3】
前記包装用パッケージと前記樹脂キャップの溶着部において、前記第1設定温度は、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの融点から差し引いた温度であり、前記第2設定温度は、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの軟化点から差し引いた温度である請求項1又は2に記載のキャップ溶着状態検査方法。
【請求項4】
包装用パッケージに対して収容品の取り出し口を形成するための樹脂キャップを溶着した後に、その溶着部を検査するために、前記溶着部及びその周辺部の温度分布を撮像して画像表示する熱画像検出装置を設け、
前記熱画像検出装置による表示画像を第1設定温度以上の高温域と第1設定温度より低い第2設定温度〜第1設定温度までの低温域とに分けて、前記高温域の面積と前記低温域の面積を夫々算出して前記高温域の面積が第1設定面積以上で、且つ、前記低温域の面積が第2設定面積以上になっている状態の時のみを、溶着合格品と判断する演算判別手段を設けてあるキャップ溶着状態検査装置。
【請求項5】
前記包装用パッケージが、液体を収容する紙パックであり、前記樹脂キャップが前記紙パック内に収容する液体取り出し用の口を形成する物であり、
前記樹脂キャップは、超音波溶着機により前記紙パックに押付けて溶着されたものである請求項4に記載のキャップ溶着状態検査装置。
【請求項6】
前記包装用パッケージと前記樹脂キャップの溶着部において、前記第1設定温度は、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの融点から差し引いた温度であり、前記第2設定温度は、パッケージの裏面側から表面側に伝熱する時の放熱度を、前記樹脂キャップの軟化点から差し引いた温度である請求項4又は5に記載のキャップ溶着状態検査装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−173204(P2012−173204A)
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願番号】特願2011−37167(P2011−37167)
【出願日】平成23年2月23日(2011.2.23)
【出願人】(309007911)サントリーホールディングス株式会社 (307)
【Fターム(参考)】
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願日】平成23年2月23日(2011.2.23)
【出願人】(309007911)サントリーホールディングス株式会社 (307)
【Fターム(参考)】
[ Back to top ]