
キャリアテープのテーピング装置
【課題】圧着ベースに対する2条の圧着突起の平行度にかかわらず、ベーステープに対するカバーテープの延在方向における剥離強度を平均化することができるキャリアテープのテーピング装置を提供する。
【解決手段】テープ積層体6に対し、2条のテーピングを実施するテーピング装置10であって、ベーステープ4のポケット3を跨いでベーステープ4にカバーテープ5を部分圧着する2条の圧着突起22a,22bと、テープ積層体6を、所定の送りピッチで間欠送りするテープ送り機構16と、間欠送りの送り経路29を構成すると共に、部分圧着に際しテープ積層体6を受ける圧着ベース12と、を備え、第1の圧着面32aによる部分圧着部33a同士の合わせ目部分34aと第2の圧着面32bによる部分圧着部33b同士の合わせ目部分34bと、が間欠送りの送り方向(A)において異なる位置となるように、位置ずれして配設されている。
【解決手段】テープ積層体6に対し、2条のテーピングを実施するテーピング装置10であって、ベーステープ4のポケット3を跨いでベーステープ4にカバーテープ5を部分圧着する2条の圧着突起22a,22bと、テープ積層体6を、所定の送りピッチで間欠送りするテープ送り機構16と、間欠送りの送り経路29を構成すると共に、部分圧着に際しテープ積層体6を受ける圧着ベース12と、を備え、第1の圧着面32aによる部分圧着部33a同士の合わせ目部分34aと第2の圧着面32bによる部分圧着部33b同士の合わせ目部分34bと、が間欠送りの送り方向(A)において異なる位置となるように、位置ずれして配設されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、チップ部品をポケットに投入したベーステープにカバーテープを圧着するキャリアテープのテーピング装置に関するものである。
【背景技術】
【0002】
従来、この種のテーピング装置として、カバーテープをメインテープ(ベーステープ)に熱圧着する一対の鏝面(圧着突起)を下面に突設したヒーター鏝を備えたものが知られている(例えば、特許文献1)。
このテーピング装置は、ヒーター鏝が下ホルダーの下面に固定され、下ホルダーが球体および連結手段を介して上ホルダーに支持されて、熱圧着のための圧着ヘッドが構成されている。また、ヒーター鏝の一対の鏝面(圧着突起)は、相互に平行に配設されると共に、テープ送り方向において同長且つ同位置に設けられている。一方、連結手段は、上ホルダーと下ホルダーとを連結する一対のボルトと、各ボルトに巻き回したコイルばねとを有しており、この一対のボルトの中間位置に球体が配設されている。これにより、下ホルダーおよびヒーター鏝がシーソーの様に傾動する。上下両ホルダーと共にヒーター鏝(圧着ヘッド)をガイドレール(圧着ベース)に向って下降させると、ヒーター鏝がカバーテープ(圧着ベース)に倣って適宜傾動し、ヒーター鏝の一対の鏝面がカバーテープ上面に均等に加圧され、カバーテープのメインテープへの熱圧着が均一に行われる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平8−318902号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記従来のテーピング装置では、連結手段および球体からなる傾動機構を有するため、圧着ヘッドの構造が複雑になると共にこの傾動機構の機能を維持するため頻繁にメンテナンスする必要があった。
したがって、メンテナンスが不十分な上記の圧着ヘッドや、傾動機構等の傾き調整手段の無い圧着ヘッドにおいて、圧着ベースに対し圧着突起が微小に傾いていると、圧着突起の一方の端部がカバーテープおよびメインテープに強く押し当てられ、キャリアテープの延在方向において圧着力が部分的に大きくなる。すなわち、キャリアテープの延在方向において、剥離強度にムラが生ずる。
もっとも、圧着突起が傾いていなくても、圧着突起の両端部は、特異応力によりカバーテープおよびメインテープに強く押し当てられるため、キャリアテープの延在方向における剥離強度のムラを解消することはできない。
剥離強度のムラは、2条のテーピング部分において、延在方向の同位置に生ずるため、カバーテープを引き剥がすときに衝撃となり、電子部品の飛び出しや姿勢不良を招き、ピックアップに支障をきたすことになる。
【0005】
本発明は、圧着ベースに対する2条の圧着突起の平行度にかかわらず、ベーステープに対するカバーテープの延在方向における剥離強度を平均化することができるキャリアテープのテーピング装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明のキャリアテープのテーピング装置は、ベーステープにカバーテープを重ねたテープ積層体に対し、部分圧着と間欠送りを繰り返すことにより、ベーステープのポケットを跨いでテープ積層体に、2条のテーピングを実施するキャリアテープのテーピング装置であって、ベーステープのポケットを跨いでベーステープにカバーテープを部分圧着する2条の圧着突起と、テープ積層体を、所定の送りピッチで間欠送りするテープ送り手段と、間欠送りの送り経路を構成すると共に、部分圧着に際しテープ積層体を受ける圧着ベースと、を備え、2条の圧着突起は、第1圧着面を有する第1圧着突起と、第2圧着面を有する第2圧着突起と、からなり、第1圧着面と第2圧着面とは、第1圧着面による部分圧着部同士の合わせ目部分と第2圧着面による部分圧着部同士の合わせ目部分と、が間欠送りの送り方向において異なる位置となるように、位置ずれして配設されていることを特徴とする。
【0007】
部分圧着部同士の合わせ目部分におけるカバーテープの剥離強度は、部分圧着部同士をオーバーラップさせれば他の部分に比して高くなり、離間させれば他の部分に比して低くなる。また、圧着ベースに対し圧着突起が微小に傾いている場合、圧着突起の一方の端部がカバーテープおよびメインテープに強く押し当てられ、キャリアテープの延在方向において圧着力が部分的に大きくなるため、剥離強度のムラが顕著に現れる。
上記の構成によれば、第1圧着面による部分圧着部同士の合わせ目部分と第2圧着面による部分圧着部同士の合わせ目部分と、が間欠送りの送り方向において異なる位置となるため、テープ積層体の2条のテーピング部分において、剥離強度の異なる部分が、送り方向(延在方向)に分散される。したがって、2条のテーピング部分を剥がしてゆくときの部分剥離強度は平均化され、全体としてカバーテープの剥離強度を一定化させることができる。なお、「圧着」は、圧着突起を加熱してベーステープにカバーテープを熱圧着する場合と、ベーステープに接着剤(粘着剤)を塗着したカバーテープを接着(貼着)する場合と、を含む概念である。また、「合わせ目部分」とは、部分圧着部同士が一部重なる「重なり部分」、部分圧着部同士が重なることなく接する「境界部分」および部分圧着部同士が僅かに離れる「間隙部分」を、含む概念である。
【0008】
この場合、第1圧着突起と第2圧着突起とは、送り方向において同長に形成されていることが好ましい。
【0009】
この構成によれば、第1圧着面および第2圧着面の部分圧着部同士の合わせ目部分がテープの送り方向に対して常時同じ間隔で位置ずれするため、より一層、剥離強度を一定化させることができる。
【0010】
また、第1圧着面と第2圧着面との位置ずれ量が、送りピッチの1/2であることが好ましい。
【0011】
この構成によれば、部分圧着部同士の合わせ目部分におけるオーバーラップ寸法を大きくしても、剥離強度の異なる部分が送り方向(延在方向)において同位置に重なることがなく、オーバーラップの寸法にかかわらず、カバーテープを剥がしてゆくときの部分剥離強度を平均化することができる。
【0012】
一方、第1圧着突起と第2圧着突起とは、送り方向において同長であって同位置に配設され、第1圧着突起および第2圧着突起の少なくとも一方には、第1圧着面および第2圧着面が間欠送りの送り方向において位置ずれするように部分除去部が形成されていることが好ましい。
【0013】
この構成によれば、揃えて形成した第1圧着突起および第2圧着突起に、加工により部分除去部を形成するだけで、送り方向において相互に位置ずれした第1圧着面および第2圧着面を簡単に形成することができる。このことはまた、既存の装置においても、位置ずれした第1圧着面および第2圧着面を簡単に形成することを可能にする。
【0014】
この場合、2条の圧着突起を加熱する加熱手段を、更に有し、テープ積層体は、熱圧着によりテーピングされることが好ましい。
【0015】
熱圧着によるテーピングでは、剥離強度がばらつき易くなるが、この構成によれば、熱圧着によるテーピングであっても、カバーテープの剥離強度を一定化させることができる。
【0016】
同様に、カバーテープには、2条のテーピング位置に対応して接着剤が塗着され、テープ積層体は、接着によりテーピングされることが好ましい。
【0017】
接着(厳密には、粘着)によるテーピングでも、剥離強度がばらつき易くなるが、この構成でもカバーテープの剥離強度を一定化させることができる。
【図面の簡単な説明】
【0018】
【図1】実施形態のテーピング対象となるキャリアテープの構造図である。
【図2】実施形態のテーピング装置の外観模式図である。
【図3】下側から見た圧着ヘッドの部分斜視図である。
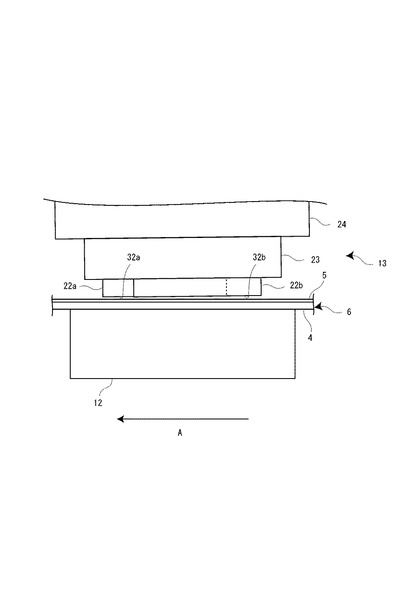
【図4】圧着ヘッドおよび圧着ベースの側面図である。
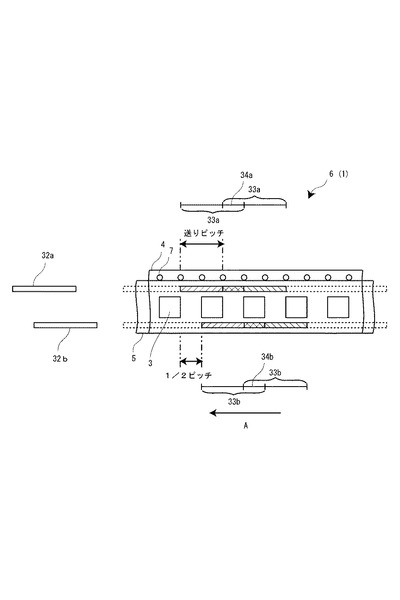
【図5】テープ積層体と部分圧着部との関係を表した説明図である。
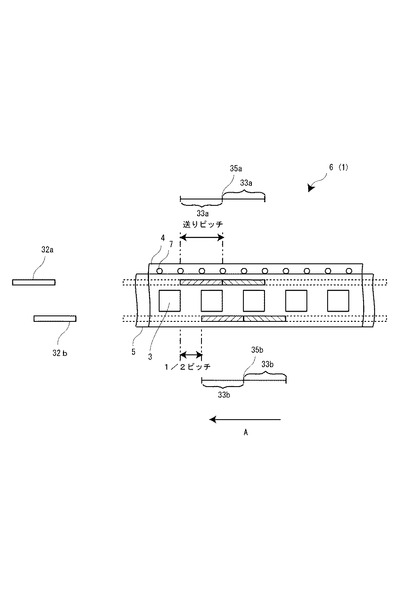
【図6】変形例の係るテープ積層体と部分圧着部との関係を表した説明図である。
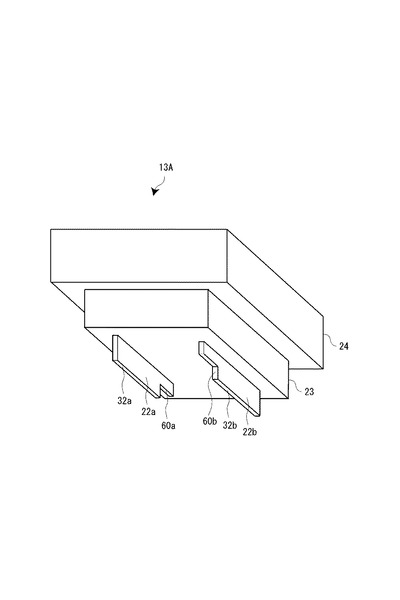
【図7】第2実施形態に係る圧着ヘッドの部分斜視図である。
【図8】第3実施形態に係る圧着ヘッドの部分斜視図である。
【図9】(a)は、第4実施形態に係る圧着ヘッドの圧着面を示した図であり、(b)および(c)は、そのテーピング方法を示した図である。
【図10】(a)は、第5実施形態に係る圧着ヘッドの圧着面を示した図であり、(b)および(c)は、そのテーピング方法を示した図である。
【発明を実施するための形態】
【0019】
以下、添付の図面を参照して、本発明のキャリアテープのテーピング装置(以下、単に「テーピング装置」と言う。)について説明する。
このテーピング装置は、ポケットにチップ部品(電子部品)を収容したベーステープと、ポケットを封止するカバーテープとを重ねて送りながら、ベーステープにカバーテープをテーピングするものである。キャリアテープには、エンボスタイプとパンチタイプとがあるが、以下、エンボスタイプのキャリアテープを例に説明する。また、テーピングにおいて、ベーステープにカバーテープを熱圧着する場合と、ベーステープに接着剤(粘着剤)を塗着したカバーテープを接着(貼着)する場合と、があるが、以下、熱圧着を例に挙げて説明する。
【0020】
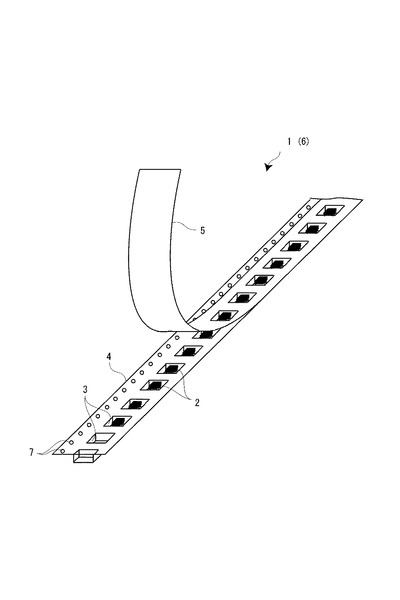
図1は、キャリアテープ(エンボスタイプ)の構造図である。キャリアテープ1は、チップ部品2を収容する多数のポケット(エンボス部)3を延在方向に等間隔で形成したベーステープ4と、チップ部品2を各ポケット3に収容した状態で、ポケット3を閉蓋するようにベーステープ4に熱圧着したカバーテープ5と、で構成されている。ベーステープ4およびカバーテープ5は、樹脂等で構成され、ベーステープ4には、ポケット3に平行に多数のピッチホール(スプロケットホール)7が形成されている。このように構成されたキャリアテープ1は、テープリールにロール状に巻回され提供される。チップマウンタ等に併設される部品供給装置に提供されたキャリアテープ1は、テープリールから繰り出され、端からカバーテープ5を連続的に引き剥がしながら(剥離しながら)、チップ部品2を1つずつピックアップされる。
【0021】
一方、ベーステープ4にカバーテープ5を熱圧着するテーピングでは、各ポケット3にチップ部品2を投入したベーステープ4に、カバーテープ5を重ねたテープ積層体6の状態で、テーピング装置10にセットし(図2参照)、部分圧着と間欠送りとを交互に繰り返して、ポケット3を跨いだ2条のテーピングを実施する。これにより、キャリアテープ1が作製される。
【0022】
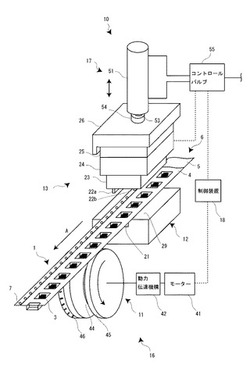
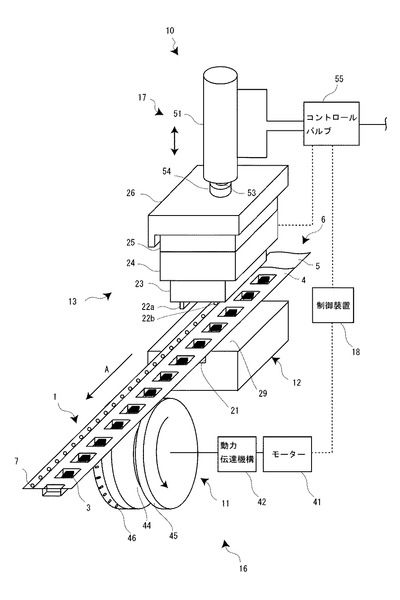
図2に示すように、テーピング装置10は、テープ積層体6を所定の送りピッチで間欠送りするテープ送り機構(テープ送り手段)16と、テープ送り経路(間欠送りの送り経路)29を構成すると共に、部分圧着に際しテープ積層体6を受ける(支持する)圧着ベース12と、テープ積層体6を圧着するための圧着ヘッド13と、圧着ヘッド13を圧着ベース12に対して上下方向に昇降させるヘッド昇降機構17と、圧着ヘッド13、テープ送り機構16およびヘッド昇降機構17を制御する制御装置18と、を備えている。
【0023】
テープ送り機構16は、キャリアテープ1に下側から臨んでこれを間欠送りするテープ送りローラ11と、テープ送りローラ11を回転させるモーター41と、モーター41の回転動力をテープ送りローラ11に減速して伝達する動力伝達機構42と、を有している。テープ送りローラ11は、中間部にベーステープ4のポケット3を逃げる環状溝44を有する支持ローラ45と、ベーステープ4のピッチホール7に噛み合うスプロケットローラ46と、から成り、支持ローラ45およびスプロケットローラ46は、同軸上において一体に形成されている。
【0024】
制御装置18からの駆動指令により、モーター41が回転すると、動力伝達機構42を介してテープ送りローラ11が回転し、テープ積層体6(キャリアテープ1)がテープ送り方向(A)に送られる。間欠回転するモーター41は、テープ送りローラ11がテープ積層体6を所定のピッチ幅送るために必要な角度ずつ回転する。なお、このピッチ幅(間欠送り量)と、後述する圧着突起22a,22bの長さとの関係は、ピッチ幅を一定とし圧着突起22a,22bの長さを調整する場合と、圧着突起22a,22bの長さを一定としピッチ幅を調整する場合と、がある。
【0025】
圧着ベース12は、圧着ヘッド13の直下に配設されており、その上面には、ベーステープ4のポケット3を逃げる溝条21を形成したテープ送り経路29が構成されている。溝条21は、テープ積層体6の送り方向に延在しており、この溝条21を跨ぐように、後述する圧着突起22a,22bが配置されている。
【0026】
ヘッド昇降機構17は、縦置きのエアーシリンダー51と、エアーシリンダー51のピストンロッド53と圧着ヘッド13とを連結する連結部材54と、エアーシリンダー51への圧縮エアーを制御するコントロールバルブ55と、を有している。エアーシリンダー51は、復動シリンダーで構成されており、コントロールバルブ55(切替えバルブ)の切り替えにより、ピストンロッド53を往復動させ、これにより圧着ヘッド13を昇降させる。なお、圧着ヘッド13の昇降動は、図外の昇降ガイドによりガイドされている。
【0027】
本実施形態では、コントロールバルブ55によるエアーシリンダー51の駆動と、テープ送り機構16のモーター41の駆動と、は所定のタイミングで同期して行われる。すなわち、制御装置18は、エアーシリンダー51による圧着ヘッド13の昇降(熱圧着)と、続くモーター41よるテープ積層体6の1ピッチ分の送りと、を交互に実施する。これにより、圧着ヘッド13によるテープ積層体6の部分圧着が連続して実施され、テープ積層体6に対し2条のテーピングが行われる。
【0028】
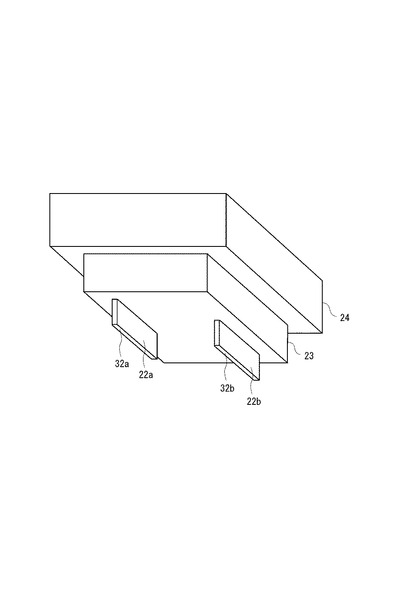
圧着ヘッド13は、ベーステープ4のポケット3を跨いでベーステープ4にカバーテープ5を部分圧着(熱圧着)する2条の圧着突起22a,22bと、下面に2条の圧着突起22a,22bを固定した突起ホルダー23と、突起ホルダー23の上側に配設したヒーター部24と、断熱材25を介して、これらの部品を下垂支持する固定部材26と、を有している。そして、固定部材26には、上記の連結部材54を介してエアーシリンダー51が連結されている。ヒーター部24には、制御装置18によりON−OFF制御される電熱ヒーターが内蔵されており、電熱ヒーターの熱は、突起ホルダー23を介して伝導し2条の圧着突起22a,22bを加熱する。なお、2条の圧着突起22a,22bおよび突起ホルダー23は、一体のアタッチメントを構成しており、キャリアテープ1の種別に応じ、ヒーター部24に対し交換できるようになっている。
【0029】
図3および図4に示すように、2条の圧着突起22a,22bは、ポケット3を跨いでテープ積層体6のピッチホール7側を熱圧着(部分圧着)する第1の圧着突起22aと、ピッチホール7とは逆側を熱圧着(部分圧着)する第2の圧着突起22bとから成り、それぞれ直方体形状を有すると共に、同一形状に形成されている。すなわち、2条の圧着突起22a,22bは、その高さ、幅および長さにおいて同一に形成されている。また、2条の圧着突起22a,22bは、相互に平行に配設されると共に、テープ積層体6の延在方向であるテープ送り方向(A)と平行に配設される一方、テープ送り方向(A)において位置ずれして配設されている。実施形態のものでは、突起ホルダー23の下面において、第1の圧着突起22aがテープ送り方向(A)の前方側に、第2の圧着突起22bがテープ送り方向(A)の後方側に取り付けられていて、2条の圧着突起22a,22bが、相互に位置ずれするように配設されている。
【0030】
第1の圧着突起22aの下面は、2条のテーピングのうちの一方のテーピング(熱圧着)を実施する第1の圧着面32aを構成し、第2の圧着突起22bの下面は、他方のテーピング(熱圧着)を実施する第2の圧着面32bを構成している。したがって、相互に位置ずれした2条の圧着突起22a,22bに対応して、第1の圧着面32aと第2の圧着面32bとが、テープ送り方向において位置ずれした状態となっている。この場合、第1の圧着面32aと第2の圧着面32bとの位置ずれ量は任意であるが、実施形態のものは、上記の間欠送りにおける送りピッチの1/2に設定されている。さらに、第1の圧着面32aと第2の圧着面32bは、それぞれの圧着部分となる部分圧着部33a,33b(図5参照)が、テープ送り方向において所定の寸法、重なるように設定されている。これにより、第1・第2両圧着面32a,32bによるテープ積層体6のそれぞれの部分圧着は、常に端部において重なると共に、半ピッチずれしながら実施される。
【0031】
図5は、第1の圧着面32aと第2の圧着面32bとの位置関係と、これによるテーピング(部分圧着)の状態を表している。同図に示すように、第1・第2両圧着面32a,32bによる部分圧着部33a,33bは、テープ積層体6の送り方向(A)に対して半ピッチ分、位置ずれする一方、テープ積層体6の間欠送り(ピッチ送り)は、それぞれの部分圧着部33a,33bが、テープ送り方向において所定の寸法、重なるように行われる。すなわち、2条のテーピングのうち、第1の圧着面32aによる一方のテーピングは、重なり部分(合わせ目部分)34aを存して部分圧着部33aを連続して形成してゆくことにより実施され、第2の圧着面32bによる他方のテーピングは、重なり部分(合わせ目部分)34bを存して部分圧着部33bを連続して形成してゆくことにより実施される。そして、2条のテーピングにおいて、一方の重なり部分34aを含む部分圧着部33aの位置と、他方の重なり部分34bを含む部分圧着部33bの位置とが、テープ送り方向において、半ピッチ分位置ずれした状態となる。
【0032】
上記の重なり部分34a,34bは、テープ送り等の機械的精度を考慮し、2条のテーピングにおいて非熱圧着部分が生ずるのを回避するためのものであるが、この部分は、2度の熱圧着により他の部分(1度の熱圧着部分)に比して、剥離強度は高くなる。しかし、上記のように、第1の圧着面32aによる重なり部分34aと、第2の圧着面32bによる重なり部分34bとが、テープ送り方向において位置ずれするため、2条のテーピングに対する剥離強度は平均化される。すなわち、本実施形態による2条のテーピングでは、部分的に剥離強度が高くなること、および部分的に剥離強度が低くなることが抑制される。
【0033】
したがって、図6に示す変形例のように、第1の圧着面32aおよび第2の圧着面32bの長さを送りピッチとし、各部分圧着部33a,33bが重なることなく連続するテーピング方法をとってもよい。この場合には、2条のテーピングにおいて、一方の境界部分(合わせ目部分)35aを含む部分圧着部33aの位置と、他方の境界部分(合わせ目部分)35bを含む部分圧着部33bの位置とが、テープ送り方向において、半ピッチ分位置ずれした状態となる。なお、特に図示しないが、上記の境界部分35a,35bおいて部分圧着部33a,33b同士がそれぞれ離れた(間隙部分が合わせ目部分となる。)、テーピング方法をとってもよい。
【0034】
このように、本実施形態のテーピング装置10では、圧着ベース12に対する圧着突起22a,22bの平行度にかかわらず、すなわち精度的に圧着突起22a,22bをテープ積層体6に平行に突き当てることができなくても、ベーステープ4に対するカバーテープ5の延在方向における剥離強度を安定させることができる。
【0035】
次に、図7および図8を参照して、第2実施形態に係る圧着ヘッド13A、および第3実施形態に係る圧着ヘッド13Bについて説明する。
図7に示す第2実施形態の圧着ヘッド13Aは、上記の第1実施形態の圧着ヘッド13と異なり、テープ送り方向において2条の圧着突起22a,22bが、突起ホルダー23に対し同位置に配設されている。そして、第1の圧着突起22aでは、テープ送り方向の尾端側(後側)に切欠き部(部分除去部)60aが形成され、第2の圧着突起22bでは、テープ送り方向の先端側(前側)に切欠き部(部分除去部)60bが形成されている。尾端側の切欠き部60aは、第1の圧着突起22aの尾端部を矩形に除去し、先端側の切欠き部60bは、第2の圧着突起22bの先端部を矩形に除去したものであり、これにより、第1の圧着面32aと第2の圧着面32bとが、第1実施形態と同様に、テープ送り方向において位置ずれした状態となっている。
【0036】
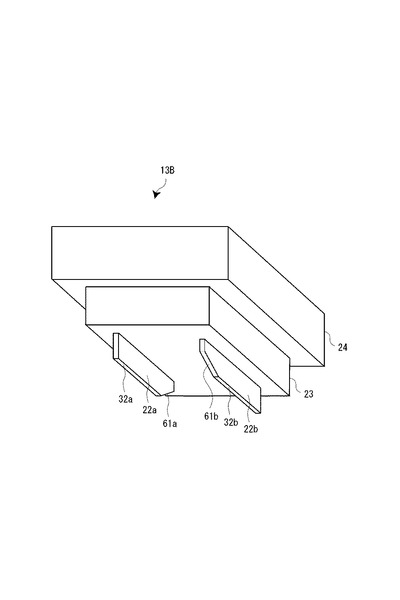
同様に、図8に示す第3実施形態の圧着ヘッド13Bは、第1の圧着突起22aでは、テープ送り方向の尾端側(後側)に面取り部(部分除去部)61aが形成され、第2の圧着突起22bでは、テープ送り方向の先端側(前側)に面取り部(部分除去部)61bが形成されている。尾端側の切欠き部61aは、第1の圧着突起22aの尾端部を三角形に除去し、先端側の切欠き部61bは、第2の圧着突起22bの先端部を三角形に除去したものであり、これにより、第1の圧着面32aと第2の圧着面32bとが、第1実施形態と同様に、テープ送り方向において位置ずれした状態となっている。
【0037】
このように、第2実施形態の圧着ヘッド13Aおよび第3実施形態の圧着ヘッド13Bでも、第1実施形態と同様に、第1の圧着面32aと第2の圧着面32bとを位置ずれさせて配置するようにしているため、図5や図6のテーピング方法をとることにより、2条のテーピングに対する剥離強度を平均化させることができる。
【0038】
次に、図9および図10を参照して、第4実施形態に係る圧着ヘッド13C、および第5実施形態に係る圧着ヘッド13Dについて説明する。
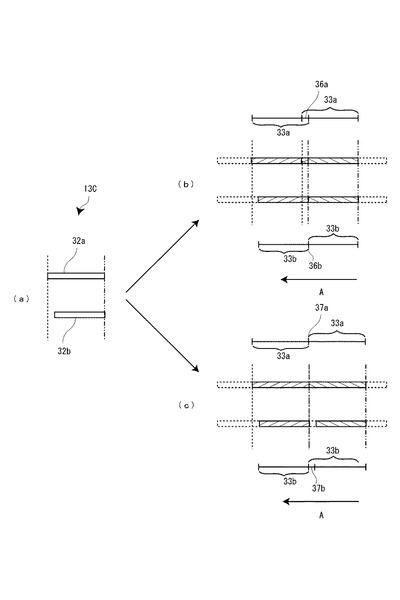
図9に示す第4実施形態の圧着ヘッド13Cは、第1の圧着突起22aと第2の圧着突起22bとのテープ送り方向に対する長さが異なっている。具体的には、第1の圧着面32aが第2の圧着面32bよりも長く形成され、且つ第1の圧着面32aおよび第2の圧着面32bの尾端側(後側)の端が、テープ送り方向に対し同位置に配設されている。すなわち、第1の圧着面32aおよび第2の圧着面32bのテープ送り方向の先端側(前側)の端が、テープ送り方向において位置ずれした状態となっている(同図(a)参照)。
【0039】
そして、図9(b)または図9(c)のテーピング方法を実施する。図9(b)のテーピング方法では、第1の圧着面32aによるテーピングは、部分圧着部33aを連続して形成してゆくことで、重なり部分36aを存して実施されるが、第2の圧着面32bによるテーピングは、部分圧着部33b同士の境界部分(合わせ目部分)36bには重なり部分を生じずに実施される。
【0040】
同様に、図9(c)のテーピング方法では、第1の圧着面32aによるテーピングは、部分圧着部33a同士の境界部分(合わせ目部分)37aには重なり部分を生じずに実施され、第2の圧着面32bによるテーピングは、部分圧着部33b同士の境界部分37bに隙間(間隙部分)を生じて実施される。
【0041】
このように、2条のテーピングのうち、第1の圧着面32aによる一方のテーピングと第2の圧着面32bによる他方のテーピングとにおいて、重なり部分36a、境界部分37aおよび隙間部分等の合わせ目部分が相互に位置ずれするため、全体として2条のテーピングに対する剥離強度は平均化される。なお、図9(b)と図9(c)とでは、テープ積層体6の送りピッチを変えているが、送りピッチを一定として、第1の圧着突起22a(第1の圧着面32a)および第2の圧着突起22b(第2の圧着面32b)の長さを変えてもよい。
【0042】
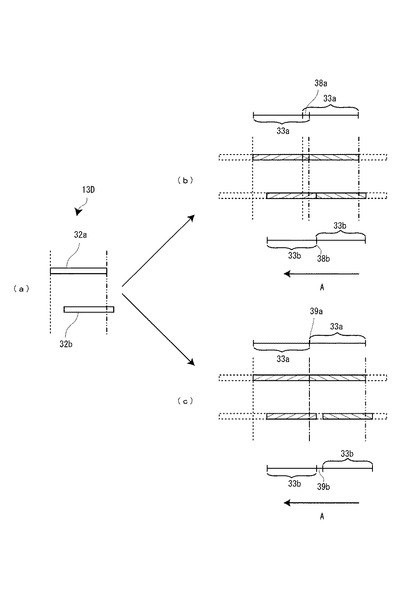
図10に示す第5実施形態の圧着ヘッド13Dは、第4実施形態と同様に第1の圧着面32aの長さが、第2の圧着面32bの長さよりも長く形成され、且つ第1の圧着面32aおよび第2の圧着面32bの尾端側(後側)の端、および先端側(前側)の端共にテープ送り方向において位置ずれした状態となっている(同図(a)参照)。
【0043】
第5実施形態の圧着ヘッド13Dを用いて、図10(b)または図10(c)のテーピング方法を実施する。図10(b)のテーピング方法では、第1の圧着面32aによるテーピングは、部分圧着部33aを連続して形成してゆくことで、重なり部分38aを存して実施されるが、第2の圧着面32bによるテーピングは、部分圧着部33b同士の境界部分(合わせ目部分)38bには重なり部分を生じずに実施される。
【0044】
同様に、図10(c)のテーピング方法では、第1の圧着面32aによるテーピングは、部分圧着部33a同士の境界部分(合わせ目部分)39aには重なり部分を生じずに実施され、第2の圧着面32bによるテーピングは、部分圧着部33b同士の境界部分39bに隙間(間隙部分)を生じて実施される。
【0045】
このように、第5実施形態に係る圧着ヘッド13Dを用いた場合も、2条のテーピングのうち、第1の圧着面32aによる一方のテーピングと第2の圧着面32bによる他方のテーピングとにおいて、重なり部分38a、境界部分39aおよび隙間部分等の合わせ目部分が相互に位置ずれするため、全体として2条のテーピングに対する剥離強度は平均化される。この場合も、図10(b)と図10(c)とでは、テープ積層体6の送りピッチを変えているが、送りピッチを一定として、第1の圧着突起22a(第1の圧着面32a)および第2の圧着突起22b(第2の圧着面32b)の長さを変えてもよい。
【0046】
なお、上記の実施形態において、ベーステープ4にカバーテープ5を熱圧着する場合について説明したが、ベーステープ4に接着剤(粘着剤)を塗着したカバーテープ5を接着(貼着)する場合に本発明に記載のテーピング装置10を用いても良い。この場合、カバーテープ5には、2条のテーピングを実施するベーステープ4とカバーテープ5との接触面に接着剤等を塗着することで粘着性を持たせ、さらにヒーター部24は、制御装置18によりヒーター部24に内蔵されている電熱ヒーターをOFFにした状態で、上記のテーピングを行う。
この場合も、部分圧着部33a,33bの重なり等により生じる剥離強度の異なる部分が、送り方向(延在方向)に分散されるため、熱圧着によるテーピングと同様に、カバーテープの剥離強度を一定化させることができる。
【符号の説明】
【0047】
1:キャリアテープ、 3:ポケット、 4:ベーステープ、 5:カバーテープ、 6:テープ積層体、 10:テーピング装置、 12:圧着ベース、 16:テープ送り手段、 22a,22b:第1の圧着突起,第2の圧着突起、 32a,32b:第1の圧着面,第2の圧着面
【技術分野】
【0001】
本発明は、チップ部品をポケットに投入したベーステープにカバーテープを圧着するキャリアテープのテーピング装置に関するものである。
【背景技術】
【0002】
従来、この種のテーピング装置として、カバーテープをメインテープ(ベーステープ)に熱圧着する一対の鏝面(圧着突起)を下面に突設したヒーター鏝を備えたものが知られている(例えば、特許文献1)。
このテーピング装置は、ヒーター鏝が下ホルダーの下面に固定され、下ホルダーが球体および連結手段を介して上ホルダーに支持されて、熱圧着のための圧着ヘッドが構成されている。また、ヒーター鏝の一対の鏝面(圧着突起)は、相互に平行に配設されると共に、テープ送り方向において同長且つ同位置に設けられている。一方、連結手段は、上ホルダーと下ホルダーとを連結する一対のボルトと、各ボルトに巻き回したコイルばねとを有しており、この一対のボルトの中間位置に球体が配設されている。これにより、下ホルダーおよびヒーター鏝がシーソーの様に傾動する。上下両ホルダーと共にヒーター鏝(圧着ヘッド)をガイドレール(圧着ベース)に向って下降させると、ヒーター鏝がカバーテープ(圧着ベース)に倣って適宜傾動し、ヒーター鏝の一対の鏝面がカバーテープ上面に均等に加圧され、カバーテープのメインテープへの熱圧着が均一に行われる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平8−318902号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記従来のテーピング装置では、連結手段および球体からなる傾動機構を有するため、圧着ヘッドの構造が複雑になると共にこの傾動機構の機能を維持するため頻繁にメンテナンスする必要があった。
したがって、メンテナンスが不十分な上記の圧着ヘッドや、傾動機構等の傾き調整手段の無い圧着ヘッドにおいて、圧着ベースに対し圧着突起が微小に傾いていると、圧着突起の一方の端部がカバーテープおよびメインテープに強く押し当てられ、キャリアテープの延在方向において圧着力が部分的に大きくなる。すなわち、キャリアテープの延在方向において、剥離強度にムラが生ずる。
もっとも、圧着突起が傾いていなくても、圧着突起の両端部は、特異応力によりカバーテープおよびメインテープに強く押し当てられるため、キャリアテープの延在方向における剥離強度のムラを解消することはできない。
剥離強度のムラは、2条のテーピング部分において、延在方向の同位置に生ずるため、カバーテープを引き剥がすときに衝撃となり、電子部品の飛び出しや姿勢不良を招き、ピックアップに支障をきたすことになる。
【0005】
本発明は、圧着ベースに対する2条の圧着突起の平行度にかかわらず、ベーステープに対するカバーテープの延在方向における剥離強度を平均化することができるキャリアテープのテーピング装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明のキャリアテープのテーピング装置は、ベーステープにカバーテープを重ねたテープ積層体に対し、部分圧着と間欠送りを繰り返すことにより、ベーステープのポケットを跨いでテープ積層体に、2条のテーピングを実施するキャリアテープのテーピング装置であって、ベーステープのポケットを跨いでベーステープにカバーテープを部分圧着する2条の圧着突起と、テープ積層体を、所定の送りピッチで間欠送りするテープ送り手段と、間欠送りの送り経路を構成すると共に、部分圧着に際しテープ積層体を受ける圧着ベースと、を備え、2条の圧着突起は、第1圧着面を有する第1圧着突起と、第2圧着面を有する第2圧着突起と、からなり、第1圧着面と第2圧着面とは、第1圧着面による部分圧着部同士の合わせ目部分と第2圧着面による部分圧着部同士の合わせ目部分と、が間欠送りの送り方向において異なる位置となるように、位置ずれして配設されていることを特徴とする。
【0007】
部分圧着部同士の合わせ目部分におけるカバーテープの剥離強度は、部分圧着部同士をオーバーラップさせれば他の部分に比して高くなり、離間させれば他の部分に比して低くなる。また、圧着ベースに対し圧着突起が微小に傾いている場合、圧着突起の一方の端部がカバーテープおよびメインテープに強く押し当てられ、キャリアテープの延在方向において圧着力が部分的に大きくなるため、剥離強度のムラが顕著に現れる。
上記の構成によれば、第1圧着面による部分圧着部同士の合わせ目部分と第2圧着面による部分圧着部同士の合わせ目部分と、が間欠送りの送り方向において異なる位置となるため、テープ積層体の2条のテーピング部分において、剥離強度の異なる部分が、送り方向(延在方向)に分散される。したがって、2条のテーピング部分を剥がしてゆくときの部分剥離強度は平均化され、全体としてカバーテープの剥離強度を一定化させることができる。なお、「圧着」は、圧着突起を加熱してベーステープにカバーテープを熱圧着する場合と、ベーステープに接着剤(粘着剤)を塗着したカバーテープを接着(貼着)する場合と、を含む概念である。また、「合わせ目部分」とは、部分圧着部同士が一部重なる「重なり部分」、部分圧着部同士が重なることなく接する「境界部分」および部分圧着部同士が僅かに離れる「間隙部分」を、含む概念である。
【0008】
この場合、第1圧着突起と第2圧着突起とは、送り方向において同長に形成されていることが好ましい。
【0009】
この構成によれば、第1圧着面および第2圧着面の部分圧着部同士の合わせ目部分がテープの送り方向に対して常時同じ間隔で位置ずれするため、より一層、剥離強度を一定化させることができる。
【0010】
また、第1圧着面と第2圧着面との位置ずれ量が、送りピッチの1/2であることが好ましい。
【0011】
この構成によれば、部分圧着部同士の合わせ目部分におけるオーバーラップ寸法を大きくしても、剥離強度の異なる部分が送り方向(延在方向)において同位置に重なることがなく、オーバーラップの寸法にかかわらず、カバーテープを剥がしてゆくときの部分剥離強度を平均化することができる。
【0012】
一方、第1圧着突起と第2圧着突起とは、送り方向において同長であって同位置に配設され、第1圧着突起および第2圧着突起の少なくとも一方には、第1圧着面および第2圧着面が間欠送りの送り方向において位置ずれするように部分除去部が形成されていることが好ましい。
【0013】
この構成によれば、揃えて形成した第1圧着突起および第2圧着突起に、加工により部分除去部を形成するだけで、送り方向において相互に位置ずれした第1圧着面および第2圧着面を簡単に形成することができる。このことはまた、既存の装置においても、位置ずれした第1圧着面および第2圧着面を簡単に形成することを可能にする。
【0014】
この場合、2条の圧着突起を加熱する加熱手段を、更に有し、テープ積層体は、熱圧着によりテーピングされることが好ましい。
【0015】
熱圧着によるテーピングでは、剥離強度がばらつき易くなるが、この構成によれば、熱圧着によるテーピングであっても、カバーテープの剥離強度を一定化させることができる。
【0016】
同様に、カバーテープには、2条のテーピング位置に対応して接着剤が塗着され、テープ積層体は、接着によりテーピングされることが好ましい。
【0017】
接着(厳密には、粘着)によるテーピングでも、剥離強度がばらつき易くなるが、この構成でもカバーテープの剥離強度を一定化させることができる。
【図面の簡単な説明】
【0018】
【図1】実施形態のテーピング対象となるキャリアテープの構造図である。
【図2】実施形態のテーピング装置の外観模式図である。
【図3】下側から見た圧着ヘッドの部分斜視図である。
【図4】圧着ヘッドおよび圧着ベースの側面図である。
【図5】テープ積層体と部分圧着部との関係を表した説明図である。
【図6】変形例の係るテープ積層体と部分圧着部との関係を表した説明図である。
【図7】第2実施形態に係る圧着ヘッドの部分斜視図である。
【図8】第3実施形態に係る圧着ヘッドの部分斜視図である。
【図9】(a)は、第4実施形態に係る圧着ヘッドの圧着面を示した図であり、(b)および(c)は、そのテーピング方法を示した図である。
【図10】(a)は、第5実施形態に係る圧着ヘッドの圧着面を示した図であり、(b)および(c)は、そのテーピング方法を示した図である。
【発明を実施するための形態】
【0019】
以下、添付の図面を参照して、本発明のキャリアテープのテーピング装置(以下、単に「テーピング装置」と言う。)について説明する。
このテーピング装置は、ポケットにチップ部品(電子部品)を収容したベーステープと、ポケットを封止するカバーテープとを重ねて送りながら、ベーステープにカバーテープをテーピングするものである。キャリアテープには、エンボスタイプとパンチタイプとがあるが、以下、エンボスタイプのキャリアテープを例に説明する。また、テーピングにおいて、ベーステープにカバーテープを熱圧着する場合と、ベーステープに接着剤(粘着剤)を塗着したカバーテープを接着(貼着)する場合と、があるが、以下、熱圧着を例に挙げて説明する。
【0020】
図1は、キャリアテープ(エンボスタイプ)の構造図である。キャリアテープ1は、チップ部品2を収容する多数のポケット(エンボス部)3を延在方向に等間隔で形成したベーステープ4と、チップ部品2を各ポケット3に収容した状態で、ポケット3を閉蓋するようにベーステープ4に熱圧着したカバーテープ5と、で構成されている。ベーステープ4およびカバーテープ5は、樹脂等で構成され、ベーステープ4には、ポケット3に平行に多数のピッチホール(スプロケットホール)7が形成されている。このように構成されたキャリアテープ1は、テープリールにロール状に巻回され提供される。チップマウンタ等に併設される部品供給装置に提供されたキャリアテープ1は、テープリールから繰り出され、端からカバーテープ5を連続的に引き剥がしながら(剥離しながら)、チップ部品2を1つずつピックアップされる。
【0021】
一方、ベーステープ4にカバーテープ5を熱圧着するテーピングでは、各ポケット3にチップ部品2を投入したベーステープ4に、カバーテープ5を重ねたテープ積層体6の状態で、テーピング装置10にセットし(図2参照)、部分圧着と間欠送りとを交互に繰り返して、ポケット3を跨いだ2条のテーピングを実施する。これにより、キャリアテープ1が作製される。
【0022】
図2に示すように、テーピング装置10は、テープ積層体6を所定の送りピッチで間欠送りするテープ送り機構(テープ送り手段)16と、テープ送り経路(間欠送りの送り経路)29を構成すると共に、部分圧着に際しテープ積層体6を受ける(支持する)圧着ベース12と、テープ積層体6を圧着するための圧着ヘッド13と、圧着ヘッド13を圧着ベース12に対して上下方向に昇降させるヘッド昇降機構17と、圧着ヘッド13、テープ送り機構16およびヘッド昇降機構17を制御する制御装置18と、を備えている。
【0023】
テープ送り機構16は、キャリアテープ1に下側から臨んでこれを間欠送りするテープ送りローラ11と、テープ送りローラ11を回転させるモーター41と、モーター41の回転動力をテープ送りローラ11に減速して伝達する動力伝達機構42と、を有している。テープ送りローラ11は、中間部にベーステープ4のポケット3を逃げる環状溝44を有する支持ローラ45と、ベーステープ4のピッチホール7に噛み合うスプロケットローラ46と、から成り、支持ローラ45およびスプロケットローラ46は、同軸上において一体に形成されている。
【0024】
制御装置18からの駆動指令により、モーター41が回転すると、動力伝達機構42を介してテープ送りローラ11が回転し、テープ積層体6(キャリアテープ1)がテープ送り方向(A)に送られる。間欠回転するモーター41は、テープ送りローラ11がテープ積層体6を所定のピッチ幅送るために必要な角度ずつ回転する。なお、このピッチ幅(間欠送り量)と、後述する圧着突起22a,22bの長さとの関係は、ピッチ幅を一定とし圧着突起22a,22bの長さを調整する場合と、圧着突起22a,22bの長さを一定としピッチ幅を調整する場合と、がある。
【0025】
圧着ベース12は、圧着ヘッド13の直下に配設されており、その上面には、ベーステープ4のポケット3を逃げる溝条21を形成したテープ送り経路29が構成されている。溝条21は、テープ積層体6の送り方向に延在しており、この溝条21を跨ぐように、後述する圧着突起22a,22bが配置されている。
【0026】
ヘッド昇降機構17は、縦置きのエアーシリンダー51と、エアーシリンダー51のピストンロッド53と圧着ヘッド13とを連結する連結部材54と、エアーシリンダー51への圧縮エアーを制御するコントロールバルブ55と、を有している。エアーシリンダー51は、復動シリンダーで構成されており、コントロールバルブ55(切替えバルブ)の切り替えにより、ピストンロッド53を往復動させ、これにより圧着ヘッド13を昇降させる。なお、圧着ヘッド13の昇降動は、図外の昇降ガイドによりガイドされている。
【0027】
本実施形態では、コントロールバルブ55によるエアーシリンダー51の駆動と、テープ送り機構16のモーター41の駆動と、は所定のタイミングで同期して行われる。すなわち、制御装置18は、エアーシリンダー51による圧着ヘッド13の昇降(熱圧着)と、続くモーター41よるテープ積層体6の1ピッチ分の送りと、を交互に実施する。これにより、圧着ヘッド13によるテープ積層体6の部分圧着が連続して実施され、テープ積層体6に対し2条のテーピングが行われる。
【0028】
圧着ヘッド13は、ベーステープ4のポケット3を跨いでベーステープ4にカバーテープ5を部分圧着(熱圧着)する2条の圧着突起22a,22bと、下面に2条の圧着突起22a,22bを固定した突起ホルダー23と、突起ホルダー23の上側に配設したヒーター部24と、断熱材25を介して、これらの部品を下垂支持する固定部材26と、を有している。そして、固定部材26には、上記の連結部材54を介してエアーシリンダー51が連結されている。ヒーター部24には、制御装置18によりON−OFF制御される電熱ヒーターが内蔵されており、電熱ヒーターの熱は、突起ホルダー23を介して伝導し2条の圧着突起22a,22bを加熱する。なお、2条の圧着突起22a,22bおよび突起ホルダー23は、一体のアタッチメントを構成しており、キャリアテープ1の種別に応じ、ヒーター部24に対し交換できるようになっている。
【0029】
図3および図4に示すように、2条の圧着突起22a,22bは、ポケット3を跨いでテープ積層体6のピッチホール7側を熱圧着(部分圧着)する第1の圧着突起22aと、ピッチホール7とは逆側を熱圧着(部分圧着)する第2の圧着突起22bとから成り、それぞれ直方体形状を有すると共に、同一形状に形成されている。すなわち、2条の圧着突起22a,22bは、その高さ、幅および長さにおいて同一に形成されている。また、2条の圧着突起22a,22bは、相互に平行に配設されると共に、テープ積層体6の延在方向であるテープ送り方向(A)と平行に配設される一方、テープ送り方向(A)において位置ずれして配設されている。実施形態のものでは、突起ホルダー23の下面において、第1の圧着突起22aがテープ送り方向(A)の前方側に、第2の圧着突起22bがテープ送り方向(A)の後方側に取り付けられていて、2条の圧着突起22a,22bが、相互に位置ずれするように配設されている。
【0030】
第1の圧着突起22aの下面は、2条のテーピングのうちの一方のテーピング(熱圧着)を実施する第1の圧着面32aを構成し、第2の圧着突起22bの下面は、他方のテーピング(熱圧着)を実施する第2の圧着面32bを構成している。したがって、相互に位置ずれした2条の圧着突起22a,22bに対応して、第1の圧着面32aと第2の圧着面32bとが、テープ送り方向において位置ずれした状態となっている。この場合、第1の圧着面32aと第2の圧着面32bとの位置ずれ量は任意であるが、実施形態のものは、上記の間欠送りにおける送りピッチの1/2に設定されている。さらに、第1の圧着面32aと第2の圧着面32bは、それぞれの圧着部分となる部分圧着部33a,33b(図5参照)が、テープ送り方向において所定の寸法、重なるように設定されている。これにより、第1・第2両圧着面32a,32bによるテープ積層体6のそれぞれの部分圧着は、常に端部において重なると共に、半ピッチずれしながら実施される。
【0031】
図5は、第1の圧着面32aと第2の圧着面32bとの位置関係と、これによるテーピング(部分圧着)の状態を表している。同図に示すように、第1・第2両圧着面32a,32bによる部分圧着部33a,33bは、テープ積層体6の送り方向(A)に対して半ピッチ分、位置ずれする一方、テープ積層体6の間欠送り(ピッチ送り)は、それぞれの部分圧着部33a,33bが、テープ送り方向において所定の寸法、重なるように行われる。すなわち、2条のテーピングのうち、第1の圧着面32aによる一方のテーピングは、重なり部分(合わせ目部分)34aを存して部分圧着部33aを連続して形成してゆくことにより実施され、第2の圧着面32bによる他方のテーピングは、重なり部分(合わせ目部分)34bを存して部分圧着部33bを連続して形成してゆくことにより実施される。そして、2条のテーピングにおいて、一方の重なり部分34aを含む部分圧着部33aの位置と、他方の重なり部分34bを含む部分圧着部33bの位置とが、テープ送り方向において、半ピッチ分位置ずれした状態となる。
【0032】
上記の重なり部分34a,34bは、テープ送り等の機械的精度を考慮し、2条のテーピングにおいて非熱圧着部分が生ずるのを回避するためのものであるが、この部分は、2度の熱圧着により他の部分(1度の熱圧着部分)に比して、剥離強度は高くなる。しかし、上記のように、第1の圧着面32aによる重なり部分34aと、第2の圧着面32bによる重なり部分34bとが、テープ送り方向において位置ずれするため、2条のテーピングに対する剥離強度は平均化される。すなわち、本実施形態による2条のテーピングでは、部分的に剥離強度が高くなること、および部分的に剥離強度が低くなることが抑制される。
【0033】
したがって、図6に示す変形例のように、第1の圧着面32aおよび第2の圧着面32bの長さを送りピッチとし、各部分圧着部33a,33bが重なることなく連続するテーピング方法をとってもよい。この場合には、2条のテーピングにおいて、一方の境界部分(合わせ目部分)35aを含む部分圧着部33aの位置と、他方の境界部分(合わせ目部分)35bを含む部分圧着部33bの位置とが、テープ送り方向において、半ピッチ分位置ずれした状態となる。なお、特に図示しないが、上記の境界部分35a,35bおいて部分圧着部33a,33b同士がそれぞれ離れた(間隙部分が合わせ目部分となる。)、テーピング方法をとってもよい。
【0034】
このように、本実施形態のテーピング装置10では、圧着ベース12に対する圧着突起22a,22bの平行度にかかわらず、すなわち精度的に圧着突起22a,22bをテープ積層体6に平行に突き当てることができなくても、ベーステープ4に対するカバーテープ5の延在方向における剥離強度を安定させることができる。
【0035】
次に、図7および図8を参照して、第2実施形態に係る圧着ヘッド13A、および第3実施形態に係る圧着ヘッド13Bについて説明する。
図7に示す第2実施形態の圧着ヘッド13Aは、上記の第1実施形態の圧着ヘッド13と異なり、テープ送り方向において2条の圧着突起22a,22bが、突起ホルダー23に対し同位置に配設されている。そして、第1の圧着突起22aでは、テープ送り方向の尾端側(後側)に切欠き部(部分除去部)60aが形成され、第2の圧着突起22bでは、テープ送り方向の先端側(前側)に切欠き部(部分除去部)60bが形成されている。尾端側の切欠き部60aは、第1の圧着突起22aの尾端部を矩形に除去し、先端側の切欠き部60bは、第2の圧着突起22bの先端部を矩形に除去したものであり、これにより、第1の圧着面32aと第2の圧着面32bとが、第1実施形態と同様に、テープ送り方向において位置ずれした状態となっている。
【0036】
同様に、図8に示す第3実施形態の圧着ヘッド13Bは、第1の圧着突起22aでは、テープ送り方向の尾端側(後側)に面取り部(部分除去部)61aが形成され、第2の圧着突起22bでは、テープ送り方向の先端側(前側)に面取り部(部分除去部)61bが形成されている。尾端側の切欠き部61aは、第1の圧着突起22aの尾端部を三角形に除去し、先端側の切欠き部61bは、第2の圧着突起22bの先端部を三角形に除去したものであり、これにより、第1の圧着面32aと第2の圧着面32bとが、第1実施形態と同様に、テープ送り方向において位置ずれした状態となっている。
【0037】
このように、第2実施形態の圧着ヘッド13Aおよび第3実施形態の圧着ヘッド13Bでも、第1実施形態と同様に、第1の圧着面32aと第2の圧着面32bとを位置ずれさせて配置するようにしているため、図5や図6のテーピング方法をとることにより、2条のテーピングに対する剥離強度を平均化させることができる。
【0038】
次に、図9および図10を参照して、第4実施形態に係る圧着ヘッド13C、および第5実施形態に係る圧着ヘッド13Dについて説明する。
図9に示す第4実施形態の圧着ヘッド13Cは、第1の圧着突起22aと第2の圧着突起22bとのテープ送り方向に対する長さが異なっている。具体的には、第1の圧着面32aが第2の圧着面32bよりも長く形成され、且つ第1の圧着面32aおよび第2の圧着面32bの尾端側(後側)の端が、テープ送り方向に対し同位置に配設されている。すなわち、第1の圧着面32aおよび第2の圧着面32bのテープ送り方向の先端側(前側)の端が、テープ送り方向において位置ずれした状態となっている(同図(a)参照)。
【0039】
そして、図9(b)または図9(c)のテーピング方法を実施する。図9(b)のテーピング方法では、第1の圧着面32aによるテーピングは、部分圧着部33aを連続して形成してゆくことで、重なり部分36aを存して実施されるが、第2の圧着面32bによるテーピングは、部分圧着部33b同士の境界部分(合わせ目部分)36bには重なり部分を生じずに実施される。
【0040】
同様に、図9(c)のテーピング方法では、第1の圧着面32aによるテーピングは、部分圧着部33a同士の境界部分(合わせ目部分)37aには重なり部分を生じずに実施され、第2の圧着面32bによるテーピングは、部分圧着部33b同士の境界部分37bに隙間(間隙部分)を生じて実施される。
【0041】
このように、2条のテーピングのうち、第1の圧着面32aによる一方のテーピングと第2の圧着面32bによる他方のテーピングとにおいて、重なり部分36a、境界部分37aおよび隙間部分等の合わせ目部分が相互に位置ずれするため、全体として2条のテーピングに対する剥離強度は平均化される。なお、図9(b)と図9(c)とでは、テープ積層体6の送りピッチを変えているが、送りピッチを一定として、第1の圧着突起22a(第1の圧着面32a)および第2の圧着突起22b(第2の圧着面32b)の長さを変えてもよい。
【0042】
図10に示す第5実施形態の圧着ヘッド13Dは、第4実施形態と同様に第1の圧着面32aの長さが、第2の圧着面32bの長さよりも長く形成され、且つ第1の圧着面32aおよび第2の圧着面32bの尾端側(後側)の端、および先端側(前側)の端共にテープ送り方向において位置ずれした状態となっている(同図(a)参照)。
【0043】
第5実施形態の圧着ヘッド13Dを用いて、図10(b)または図10(c)のテーピング方法を実施する。図10(b)のテーピング方法では、第1の圧着面32aによるテーピングは、部分圧着部33aを連続して形成してゆくことで、重なり部分38aを存して実施されるが、第2の圧着面32bによるテーピングは、部分圧着部33b同士の境界部分(合わせ目部分)38bには重なり部分を生じずに実施される。
【0044】
同様に、図10(c)のテーピング方法では、第1の圧着面32aによるテーピングは、部分圧着部33a同士の境界部分(合わせ目部分)39aには重なり部分を生じずに実施され、第2の圧着面32bによるテーピングは、部分圧着部33b同士の境界部分39bに隙間(間隙部分)を生じて実施される。
【0045】
このように、第5実施形態に係る圧着ヘッド13Dを用いた場合も、2条のテーピングのうち、第1の圧着面32aによる一方のテーピングと第2の圧着面32bによる他方のテーピングとにおいて、重なり部分38a、境界部分39aおよび隙間部分等の合わせ目部分が相互に位置ずれするため、全体として2条のテーピングに対する剥離強度は平均化される。この場合も、図10(b)と図10(c)とでは、テープ積層体6の送りピッチを変えているが、送りピッチを一定として、第1の圧着突起22a(第1の圧着面32a)および第2の圧着突起22b(第2の圧着面32b)の長さを変えてもよい。
【0046】
なお、上記の実施形態において、ベーステープ4にカバーテープ5を熱圧着する場合について説明したが、ベーステープ4に接着剤(粘着剤)を塗着したカバーテープ5を接着(貼着)する場合に本発明に記載のテーピング装置10を用いても良い。この場合、カバーテープ5には、2条のテーピングを実施するベーステープ4とカバーテープ5との接触面に接着剤等を塗着することで粘着性を持たせ、さらにヒーター部24は、制御装置18によりヒーター部24に内蔵されている電熱ヒーターをOFFにした状態で、上記のテーピングを行う。
この場合も、部分圧着部33a,33bの重なり等により生じる剥離強度の異なる部分が、送り方向(延在方向)に分散されるため、熱圧着によるテーピングと同様に、カバーテープの剥離強度を一定化させることができる。
【符号の説明】
【0047】
1:キャリアテープ、 3:ポケット、 4:ベーステープ、 5:カバーテープ、 6:テープ積層体、 10:テーピング装置、 12:圧着ベース、 16:テープ送り手段、 22a,22b:第1の圧着突起,第2の圧着突起、 32a,32b:第1の圧着面,第2の圧着面
【特許請求の範囲】
【請求項1】
ベーステープにカバーテープを重ねたテープ積層体に対し、部分圧着と間欠送りを繰り返すことにより、前記ベーステープのポケットを跨いで前記テープ積層体に、2条のテーピングを実施するキャリアテープのテーピング装置であって、
前記ベーステープのポケットを跨いで前記ベーステープに前記カバーテープを部分圧着する2条の圧着突起と、
前記テープ積層体を、所定の送りピッチで間欠送りするテープ送り手段と、
前記間欠送りの送り経路を構成すると共に、前記部分圧着に際し前記テープ積層体を受ける圧着ベースと、を備え、
前記2条の圧着突起は、第1圧着面を有する第1圧着突起と、第2圧着面を有する第2圧着突起と、からなり、
前記第1圧着面と前記第2圧着面とは、前記第1圧着面による部分圧着部同士の合わせ目部分と前記第2圧着面による部分圧着部同士の合わせ目部分と、が前記間欠送りの送り方向において異なる位置となるように、位置ずれして配設されていることを特徴とするキャリアテープのテーピング装置。
【請求項2】
前記第1圧着突起と前記第2圧着突起とは、前記送り方向において同長に形成されていることを特徴とする請求項1に記載のキャリアテープのテーピング装置。
【請求項3】
前記第1圧着面と前記第2圧着面との位置ずれ量が、前記送りピッチの1/2であることを特徴とする請求項1に記載のキャリアテープのテーピング装置。
【請求項4】
前記第1圧着突起と前記第2圧着突起とは、前記送り方向において同長であって同位置に配設され、
前記第1圧着突起および前記第2圧着突起の少なくとも一方には、前記第1圧着面および前記第2圧着面が前記間欠送りの送り方向において位置ずれするように部分除去部が形成されていることを特徴とする請求項1に記載のキャリアテープのテーピング装置。
【請求項5】
前記2条の圧着突起を加熱する加熱手段を、更に有し、
前記テープ積層体は、熱圧着によりテーピングされることを特徴とする請求項1に記載のキャリアテープのテーピング装置。
【請求項6】
前記カバーテープには、前記2条のテーピング位置に対応して接着剤が塗着され、
前記テープ積層体は、接着によりテーピングされることを特徴とする請求項1に記載のキャリアテープのテーピング装置。
【請求項1】
ベーステープにカバーテープを重ねたテープ積層体に対し、部分圧着と間欠送りを繰り返すことにより、前記ベーステープのポケットを跨いで前記テープ積層体に、2条のテーピングを実施するキャリアテープのテーピング装置であって、
前記ベーステープのポケットを跨いで前記ベーステープに前記カバーテープを部分圧着する2条の圧着突起と、
前記テープ積層体を、所定の送りピッチで間欠送りするテープ送り手段と、
前記間欠送りの送り経路を構成すると共に、前記部分圧着に際し前記テープ積層体を受ける圧着ベースと、を備え、
前記2条の圧着突起は、第1圧着面を有する第1圧着突起と、第2圧着面を有する第2圧着突起と、からなり、
前記第1圧着面と前記第2圧着面とは、前記第1圧着面による部分圧着部同士の合わせ目部分と前記第2圧着面による部分圧着部同士の合わせ目部分と、が前記間欠送りの送り方向において異なる位置となるように、位置ずれして配設されていることを特徴とするキャリアテープのテーピング装置。
【請求項2】
前記第1圧着突起と前記第2圧着突起とは、前記送り方向において同長に形成されていることを特徴とする請求項1に記載のキャリアテープのテーピング装置。
【請求項3】
前記第1圧着面と前記第2圧着面との位置ずれ量が、前記送りピッチの1/2であることを特徴とする請求項1に記載のキャリアテープのテーピング装置。
【請求項4】
前記第1圧着突起と前記第2圧着突起とは、前記送り方向において同長であって同位置に配設され、
前記第1圧着突起および前記第2圧着突起の少なくとも一方には、前記第1圧着面および前記第2圧着面が前記間欠送りの送り方向において位置ずれするように部分除去部が形成されていることを特徴とする請求項1に記載のキャリアテープのテーピング装置。
【請求項5】
前記2条の圧着突起を加熱する加熱手段を、更に有し、
前記テープ積層体は、熱圧着によりテーピングされることを特徴とする請求項1に記載のキャリアテープのテーピング装置。
【請求項6】
前記カバーテープには、前記2条のテーピング位置に対応して接着剤が塗着され、
前記テープ積層体は、接着によりテーピングされることを特徴とする請求項1に記載のキャリアテープのテーピング装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−1233(P2012−1233A)
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願番号】特願2010−136797(P2010−136797)
【出願日】平成22年6月16日(2010.6.16)
【出願人】(000005016)パイオニア株式会社 (3,620)
【出願人】(503213291)パイオニア・マイクロ・テクノロジー株式会社 (25)
【Fターム(参考)】
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願日】平成22年6月16日(2010.6.16)
【出願人】(000005016)パイオニア株式会社 (3,620)
【出願人】(503213291)パイオニア・マイクロ・テクノロジー株式会社 (25)
【Fターム(参考)】
[ Back to top ]